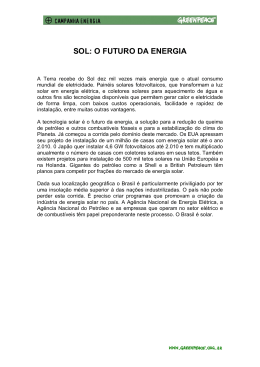
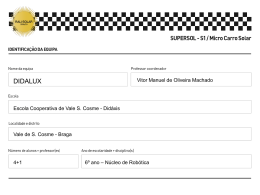
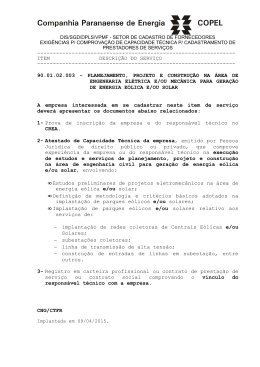
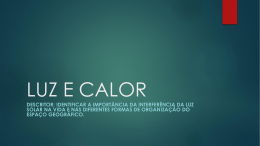
COMPARAÇÃO ENTRE TECNOLOGIAS DE FABRICAÇÃO DE CÉLULAS SOLARES BIFACIAIS Adriano Moehlecke1,2, Izete Zanesco1,2, Ana P. Mallmann1, Tatiane Cecchini2, Aline Cristiane Pan2, Tiago Cassol Severo1,2 1 Faculdade de Física - 2 Programa de Pós-Graduação em Engenharia e Tecnologia de Materiais Pontifícia Universidade Católica do Rio Grande do Sul - PUCRS Av. Ipiranga, 6681 – Prédio 96A – Porto Alegre – RS – CEP 90619-900 Telefone: 51 3320 3682 – Fax: 51 3320 3616 – E-mail: [email protected] Resumo: As células solares bifaciais são dispositivos que apresentam grande potencial para reduzir os custos da energia elétrica obtida a partir da solar. O objetivo deste trabalho é comparar dois processos de fabricação de células bifaciais, um baseado em fornos convencionais e outro em fornos de processamento térmico rápido. Observou-se que é possível obter regiões n+ de mesma qualidade por ambos processos, mas as regiões p+ fabricadas por processos térmicos rápidos apresentam uma alta recombinação na superfície/volume. Verificou-se que o uso de produtos químicos é o principal fator que eleva os custos do processamento de células solares de alta eficiência, considerando-se a fabricação de um lote de 25 células. 1. Introdução e Objetivos A conversão direta da energia solar em elétrica está baseada em uma fonte inesgotável e não poluente. A principal razão que dificulta a disseminação desta tecnologia é o alto custo inicial. Conseqüentemente, uma linha de pesquisa seguida é o desenvolvimento de células solares de alta eficiência e/ou baixo custo. A célula bifacial é um dispositivo capaz de converter em energia elétrica a radiação solar incidente em ambas faces. Quando este tipo de célula é associado a concentradores de radiação, pode proporcionar reduções significativas no custo. O objetivo deste trabalho é comparar dois processos de fabricação de células solares bifaciais baseados em fornos convencionais e de aquecimento rápido. A análise é realizada comparando a eficiência dos dispositivos e os custos do processamento. As eficiências foram obtidas de resultados experimentais de células fabricadas e de simulações destas com o programa PC-1D. Os custos de produtos químicos, gases e energia elétrica usados para fabricar um lote de 25 células de 4” foram computados a fim de determinar o processo mais econômico. 2. Células Solares Bifaciais As células bifaciais vem sendo estudadas desde os anos 70 [1], [2]. Embora muitas configurações tenham sido implementadas, as que alcançaram maiores eficiências foram as estruturas comumente usadas em células monofaciais, p+nn+ e n+pp+, mas com malha metálica e filme anti-refletivo em ambas faces (veja Fig. 1). Estas são fabricadas em substratos de alta qualidade que permitem que os portadores de carga minoritários, gerados muito distantes da junção p-n, sejam coletados pela mesma. Tais estruturas foram estudadas profundamente nos anos 80, especialmente no Instituto de Energia Solar (IES) da Universidade Politécnica de Madri (UPM), sendo que a tecnologia desenvolvida neste laboratório foi repassada a uma indústria espanhola de fabricação de módulos fotovoltaicos (Isofotón). Durante as duas últimas décadas, novos conceitos foram aplicados para melhorar a performance das células solares monofaciais [3]. Nos anos 90, estas técnicas começaram a ser aplicadas na fabricação de células bifaciais. Por exemplo, em 1994, Moehlecke, Zanesco e Luque (IES-UPM, Espanha) desenvolveram um processo de fabricação de células bifaciais de alta eficiência, baseado em conceitos avançados de passivação de superfícies e gettering [4], [5]. É interessante comentar que este último mecanismo permite a obtenção de células de alta eficiência em ambientes de trabalho menos estritos no que se refere ao controle de contaminação dos dispositivos durante o processamento, quando comparado à indústria de microeletrônica. Isto, de certo modo, diminui os custos de produção. Metal SiO2 Silício (N,P) P+ N+ SiO2 Metal Figura 1. Estrutura de uma célula solar de alta eficiência. O Instituto de Energia Solar de Hameln/Emmerthal e o Instituto Fraunhofer de Freiburg, ambos na Alemanha, foram os primeiros laboratórios a produzirem células bifaciais de eficiências acima de 20% [6], [7]. Atualmente, a melhor célula bifacial foi obtida nos laboratórios da Hitachi, no Japão, tendo alcançado eficiências de 21,3%/19,8% com iluminação na face frontal e posterior, respectivamente. No entanto, o processo desenvolvido é complexo e de alto custo devido ao excessivo número de passos de fotolitografia [8]. Células bifaciais com metalização serigráfica, isto é, facilmente industrializáveis, alcançaram eficiências de 14,5/12,7 % com silício FZ e 13,4/11,5 % com silício Cz [9]. 3. Processo Convencional A Fig. 2 mostra o esquema do processo de fabricação de células solares n+np+ desenvolvido por Moehlecke, Zanesco e Luque [4],[5]. Primeiro se realiza o processo de texturização, que é a formação de micropirâmides na superficie mediante um ataque anisotrópico baseado em uma solução de hidróxido de potássio e propanol. Depois deste processo químico, é crescida uma camada de óxido de silício sobre as superfícies, com uma espessura adequada para proteger uma das faces da lâmina da subseqüente difusão de dopantes. Este óxido é crescido em fornos convencionais, isto é, longos tubos de quartzo aquecidos por resistências elétricas, com grande inércia térmica. 1. Inicial 5. Difusão de Boro 9. Ataque de Óxidos Si 2. Texturizado 6. Oxidação 3. Oxidação 7. Ataque de Óxidos 4. Ataque de Óxidos 8. Difusão de Fósforo 10. Oxidação 11. Metalização p+ Óxido n+ Metal Figura 2. Processo convencional de fabricação de células solares bifaciais de alta eficiência. A fim de definir a área da lâmina onde estará a região dopada com boro, realiza-se um ataque seletivo de óxidos. Este consta de: deposição de resina por spin-on em uma das faces, secagem da resina, ataque da camada de óxido com ácido fluorídrico tamponado e dissolução da resina com acetona. Para evitar a contaminação das lâminas, uma limpeza RCA completa é realizada antes de cada passo térmico. Esta limpeza consiste na imersão das lâminas em H2O2:NH4OH:H2O (1:1:5) a 80 oC a fim de atacar metais e rastros de resina e depois de uma lavagem em água deionizada (H2O d.i.), as lâminas são colocadas em uma solução de H2O2:HCl:H2O (1:1:5), a 80 oC, para atacar os metais restantes e evitar a deposição destes sobre a superfície do silício [10]. Por último, se ataca o óxido de silício formado com uma solução de HF diluído (HF 0,1%) e depois de uma lavagem em H2O d.i., as lâminas estão prontas para serem introduzidas nos fornos para difusão de dopante ou oxidações. A difusão de boro é realizada em forno convencional de alta temperatura, sendo baseada em fonte líquida (BBr3). Logo depois, as lâminas são oxidadas novamente a fim de obter uma camada protetora para a região previamente dopada com boro. Repete-se o ataque seletivo de óxidos e difunde-se fósforo em condições de supersaturação a partir de POCl3. Como altas concentrações de superfície são obtidas com este método, um ataque lento baseado em HNO3+HF é realizado a fim de obter-se resistências de folha da ordem de 80-90 Ω/ . Depois de extrair as camadas de óxidos, ricas em borosilicatos e fosfosilicatos, utilizando ácido fluorídrico diluído, realiza-se uma última oxidação para passivar as superfícies. Depois deste passo, a estrutura interna das células solares está definida e então o processo é finalizado com a deposição do filme anti-reflexo, ataque de bordas e metalização. Este processo permite a fabricação de células solares de alta eficiência. Com malha metálica definida por processos fotolitográficos e deposição de metais baseada na evaporação em vácuo de Ti/Pd/Ag na face n+ e de Al/Ti/Pd/Ag na face p+, eficiências de 19%/18% foram medidas em dispositivos de 4 cm2 fabricados sobre lâminas de silício FZ. Para o caso de células baseadas em silício Cz e desta forma, potencialmente viáveis economicamente, eficiências de 17,5%/15,7% foram obtidas, sempre com a menor eficiência quando a célula é iluminada pela face p+ [11]. Células metalizadas por serigrafia e fabricadas com processos originados do anteriormente explicado podem teoricamente alcançar eficiências da ordem de 16,2% para iluminação pela face n+ e 15,4% pela face p+ [12]. 4. Processo Térmico Rápido Os processos térmicos rápidos (RTP, Rapid Thermal Process) podem introduzir reduções de custos na fabricação das células pela diminuição do tempo de processamento, número de passos térmicos e de limpeza necessários [13]. Os fornos de RTP aumentam a temperatura das lâminas de silício rapidamente pela radiação produzida por lâmpadas halógenas. A Fig. 3 mostra um diagrama do processo de fabricação desenvolvido para fabricação de células solares bifaciais com fornos de processamento rápido. Depois de texturizar as superfícies das lâminas de silício, as mesmas passam por uma limpeza RCA e são depositados os líquidos que contém dopante tipo n e tipo p por spin-on. Primeiro são colocadas algumas gotas do líquido sobre a amostra e centrifuga-se a mesma a 3000 rpm por 20 s. Então a amostra é colocada em uma plataforma termostática a 200 °C, permanecendo nesta por 20 min. Nesta etapa, são retirados os solventes (metanol), permanecendo um óxido de boro ou fósforo. Depois as lâminas são levadas ao forno de processamento térmico rápido para difusão. A otimização das regiões n+ e p+ mediante simulação com o programa PC-1D, que simula dispositivos bipolares em uma dimensão, indicou que estruturas bifaciais fabricadas com malha metálica de Ti/Ag, definida por fotolitografia, podem chegar a eficiências de 19% com iluminação pela face dopada com fósforo e 18% com iluminação pela face dopada com boro. Tais dispositivos devem possuir regiões n+ e p+ com resistência de folha da ordem de 100-250 Ω/ . 4. Difusão de B/P 7. Oxidação 2. Texturizado 5. Ataque de Óxidos 8. Metalização 3. Spin-on: B/P 6. Spin-on: SiO2 1. Inicial Si p+ Óxido n+ Metal Figura 3. Processo com difusão simultânea de boro e fósforo em forno de processamento térmico rápido. Um dos objetivos do processo térmico rápido é reduzir o custo do processamento e por esta razão a difusão dos dopantes é realizada em um passo térmico. A fim de determinar a melhor temperatura e tempo de processamento, foi executada uma série de difusões e verificou-se que é muito difícil obter as regiões ótimas de forma simultânea. Deste modo, o processo térmico rápido consta da difusão a 1000 ºC durante 2 min, dando lugar a resistências de folha de 61 Ω/ e 1000 Ω/ para as regiões n+ e p+, respectivamente. Além da temperatura e tempo da difusão, devem ser considerados os tempos de subida e baixada de temperatura a fim de evitar a produção de defeitos na lâmina de silício devido ao aquecimento/resfriamento muito rápido. Os estudos de Rohatgi e colaboradores [13], [14] demonstraram que as rampas de subida de temperatura devem ser da ordem de 40-50 °C/s; para a redução da temperatura, até 820 °C devem ser lentas (1-2 °C) e a partir deste valor podem ser maiores, sendo que em geral é usado o resfriamento natural. Depois da extração dos borosilicatos e fosfosilicatos, uma oxidação térmica rápida é efetuada com o objetivo de passivar as superfícies. Para tal, novamente é depositado nas duas faces um líquido que contém silicatos. Após a oxidação, as lâminas estão prontas para receber o filme anti-reflexo, passar pelo processo de ataque de bordas e receber a malha metálica. Seguindo este processo, foram fabricados os primeiros protótipos de células solares bifaciais. Em uma primeira etapa, não foi implementada a oxidação final. As células foram processadas no Laboratório de Microeletrônica da UFRGS e a deposição de metais e filmes anti-reflexo (ZnS+MgF2) por evaporação em vácuo foi realizada no Instituto de Energia Solar da Universidade Politécnica de Madri. O melhor protótipo apresentou as seguintes características elétricas, obtidas sob condições padrão (1000 W/m2, espectro AM1,5G e 25 ºC): a) iluminação pela face n+: Voc = 541 mV, Jsc = 32,9 mA/cm2, FF = 0,50 e eficiência de 9,8%; b) iluminação pela face p+: Voc = 519 mV, Jsc = 12,4 mA/cm2, FF=0,63 e eficiência de 4,0%. A baixa eficiência dos primeiros protótipos deve-se principalmente a problemas de resistência paralelo originados do ataque de bordas e de resistência série devido a malha metálica, que no lote processado apresentou problemas de aderência. Em relação às tensões de circuito aberto (Voc), o valor é baixo, mas de certo modo era esperado considerando-se que não há passivação de superfícies. Por outro lado, a baixa densidade de corrente de curto-circuito (Jsc) da célula quando é iluminada pela face p+ indica uma forte recombinação nesta região. Problemas de contaminação no processamento também poderiam reduzir a eficiência nestas condições de operação, mas a medida do tempo de vida dos portadores minoritários em lâminas processadas indica que a difusão de fósforo mantém a qualidade inicial do material. 5. Análise de Custos A fim de avaliar os custos envolvidos nos dois processos, considerou-se a fabricação de um lote de 25 células de 10 cm de diâmetro até o processo de oxidação final, quando se define a estrutura interna. A metalização não foi incluída no cálculo de custo, mas seria igual para ambos processos. O número de lâminas é o normalmente usado em equipamentos de limpeza, transporte, secagem, etc das mesmas em laboratórios e indústrias. Lâminas de silício Cz usadas pela indústria de módulos custam em média um dólar e assim considerou-se 2,9 reais o custo de uma lâmina para o cálculo. Foram considerados os custos nacionais (preço em Porto Alegre) de produtos químicos usados nas limpezas, texturizado e ataques de óxidos. O volume total necessário para banhos químicos é de 2,6 litros. O consumo de água deionizada, importante nos processos citados, é computado pela energia consumida pelos aparelhos deionizadores. Da mesma forma, o consumo dos banhos termostáticos e da estufa também foram computados, considerando o tempo real de funcionamento (em torno de 30% do tempo total dos processos). Em relação aos processos térmicos de alta temperatura, considerou-se a potência dos fornos convencionais (25 kW) e o tempo real de operação (50%); no caso do processo térmico rápido, o forno de 30 kW opera a 100% durante os dois minutos da difusão simultânea de boro e fósforo (mais um minuto de rampa de subida de temperatura). O custo do quilowatt-hora usado nos cálculos foi de 0,176 reais, típico de consumidores em média-alta tensão. O consumo de gases e dopantes líquidos nos passos térmicos convencionais foi considerado, tomando por base um fluxo de 60 litros/hora. No caso do processo térmico rápido, a quantidade de líquido dopante depositada em cada lâmina e os gases usados também foram colocados na tabela de custos. Produtos químicos e gases de alto e baixo custo foram considerados. Em relação aos produtos químicos utilizados nas limpezas, todos eram de qualidade PA, com especificação de quantidades máximas de impurezas. Contudo, os de alto custo são geralmente nove vezes mais caros. No que se refere aos gases, os de alto custo (4 vezes maior), tem qualidade especificada (por exemplo, N2 –5.0) e os baratos não possuem nenhuma especificação. Embora tais materiais não tenham sido testados no processamento de células bifaciais, Moehlecke e colaboradores [15] demonstraram que, se o processo possui mecanismos eficazes de gettering, podem ser usados tais produtos sem afetar a eficiência final dos dispositivos. A Fig. 4 apresenta um resumo dos resultados do cálculo de custo realizado. A Fig. 5 mostra o percentual do custo de cada produto no processo de fabricação das células solares. 612,9 15,64 17,16 72,5 Processo Convencional Gases e PQ alto custo 718,2 103,42 5,23 17,16 72,5 Processo Convencional Gases e PQ baixo custo 198,31 380,82 0,1 13,69 72,5 Processo Rápido Gases e PQ alto custo 467,11 173,15 0,03 Processo Rápido 13,69 72,5 Gases e PQ baixo custo 0 259,37 200 400 600 800 Custo (R$) Produtos Químicos (PQ) Lâminas Gases Total Energia Elétrica Figura 4. Custos envolvidos na fabricação de um lote de células solares. Como se pode observar, os produtos químicos representam o item de maior dispêndio, sendo as limpezas RCA as de maior custo. Quando são usados produtos caros, de maior qualidade, esta parcela chega a representar 85,3% do custo total do processamento. O uso de produtos nove vezes mais baratos reduz em 3,6 vezes o custo total do processamento de lâminas pelo processo convencional. O processo não é muito sensível ao uso de gases de alta ou baixa pureza, pois o consumo não é elevado. Em linhas de fabricação com tubos para lâminas de 6” e operação contínua, esta parcela deixa de ser desprezível. 85,3 2,2 2,4 Processo Convencional Gases e PQ alto custo 10,1 52,1 2,6 Processo Convencional 8,7 Gases e PQ baixo custo 36,6 81,5 Processo Rápido 0,02 2,9 Gases e PQ alto custo 15,5 66,8 Processo Rápido 0,025,3 Gases e PQ baixo custo 0 28 20 40 60 80 100 Percentual do Custo Total (%) Produtos Químicos (PQ) Energia Elétrica Gases Lâminas Figura 5. Percentual do custo de cada produto no processo de fabricação de células solares. Em relação ao processo térmico rápido, somente quando produtos químicos de alta pureza são usados há vantagens econômicas frente ao convencional. Vale a pena comentar que no processo com produtos químicos de alto custo, 38% dos gastos provém dos líquidos dopantes. No segundo caso, isto é, com materiais de baixa qualidade, este percentual sobe para 84% porque os líquidos dopantes seguem sendo os importados, já que não existe no mercado nacional produto similar. Da mesma forma que o comentado anteriormente para os produtos químicos e gases, um conjunto de experiências deveria ser realizado a fim de verificar a possibilidade do uso de líquidos dopantes de menor pureza. 6. Conclusões Dois processos de fabricação de células solares bifaciais foram comparados: um baseado em fornos convencionais e desenvolvido nos anos 90 e outro, com passos térmicos realizados em forno de processamento rápido, que atualmente está sendo implementado no Núcleo Tecnológico de Energia Solar da PUCRS. A simulação de células fabricadas por ambos processos indica a possibilidade de serem obtidas eficiências tão altas como 19%-18% em dispositivos com malha metálica definida por fotolitografia. Os resultados experimentais confirmam estes valores para processos convencionais; no caso do processo rápido implementado, os primeiros protótipos apresentaram problemas de resistência paralelo e série, dificultando a análise. Por outro lado, a baixa densidade de corrente de curto-circuito e eficiência medida na célula iluminada pela face p+ indica uma alta recombinação em superfície/volume da região altamente dopada, dificultando a confecção de células bifaciais de alta eficiência e simetria no que se refere a corrente elétrica produzida. Em relação à análise econômica, observou-se que os produtos químicos têm papel relevante na definição do custo final do produto e que o processamento em fornos rápidos somente é vantajoso em relação ao convencional quando se reduz o número de passos de limpeza. Em resumo, a primeira avaliação de custos de processos de produção de células solares de alta eficiência indica que devem ser reduzidos os passos térmicos de alta temperatura a fim de diminuir o principalmente o consumo de produtos químicos. 7. Referências [1] A. Cuevas, J.M. Ruiz, Literature survey on bifacial photovoltaic structures, properties and measurement techniques. Memória interna UPM/IES/LS/3286, 1986. [2] A. Luque, Bifacial solar cells. In: Silicon Processing for Photovoltaics II. Ed.: C.P. Khattak e K.V. Ravi. Amsterdã: North Holland, 1987, pp. 353-407. [3] M. Green, Silicon Solar Cells. Advanced Principles&Practice. Sydney: UNSW, 1995. 366p. [4] A. Moehlecke, I. Zanesco, A. Luque, Practical high efficiency bifacial solar cells. Conference Record, 1994 IEEE First World Conference on Photovoltaic Energy Conversion, Hawai, 1994, pp. 1663-1666. [5] A. Moehlecke, Conceptos avanzados de tecnología para células solares con emisores p+ dopados con boro. Madrid: E.T.S.I. Telecomunicación, Universidad Politécnica de Madrid, 1996. 201p. Tese (Doutorado em Ciências Físicas). [6] A. Hübner, A.G. Aberle, R. Hezel, 20% efficient silicon bifacial solar cells. Proceedings of the 14th European Photovoltaic Solar Energy Conference, Barcelona, 1997, pp. 92-95. [7] S.W. Glunz, J. Knobloch, D. Biro, W. Wettling, Optimized high-efficiency silicon solar cells with Jsc=42 mA/cm2 and η=23.3%. Proceedings of the 14th European Photovoltaic Solar Energy Conference, Barcelona, 1997, pp.392-395. [8] H. Ohtsuka, M. Sakamoto, K. Tsutsui, Y. Yazawa, Bifacial silicon solar cells with 21.3% front efficiency and 19.8% rear efficiency. Progress in Photovoltaics: Research and Applications, 8, 2000, pp. 385-390. [9] B.Leinkeit, S. Steckmetz, A. Muchlich, A. Metz, R. Hezel. High quality screen-printed and fired through silicon nitride rear contacts for bifacial silicon solar cells, Proceedings of the 16th European Photovoltaic Solar Energy Conference, Glasgow, 2000. [10] W. Kern, The evolution of silicon wafer cleaning technology. J. Electrochemical Society, 137(6), 1990, pp. 1887-1891. [11] C. del Cañizo; A. Moehlecke; I. Zanesco; A. Luque.. Analysis of a technology for Cz bifacial solar cells. IEEE Transactions on Electron Devices, 48 (10), 2001, pp. 2337-2341. [12] F.Recart, G. Bueno, R. Gutiérrez, F. Hernando, J.C. Jimeno, Screen printed bifacial solar cells on Cz substrates. Proceedings of the 2nd World Conference and Exhibition on Photovoltaic Solar Energy Conversion, Viena, 1998, pp. 1464-1466. [13] A. Rohatgi, A. Narasimha, A.U. Ebong, P. Doshi, Understanding and implementation of rapid thermal technologies for high-efficiency silicon solar cells. IEEE Transactions on Electron Devices, 46 (10), 1999, pp.1970-1977. [14] P. Doshi, A. Rohatgi, M. Ropp, Z. Chen, D. Ruby, D.L. Meier, Rapid thermal processing of highefficiency silicon solar cells with controlled in-situ annealing. Solar Energy Materials and Solar Cells, 41/42, 1996, pp. 31-39. [15] A. Moehlecke, I. Zanesco, J.P. Souza, H. Boudinov, C. del Cañizo. Low cost silicon solar cell process based on gettering. Proceedings of the 17th Photovoltaic Solar Energy Conference, Munich, 2001, pp. 1873-1876.
Download