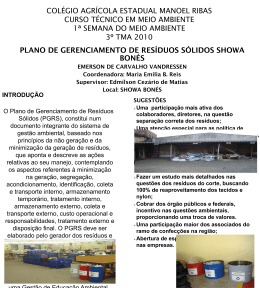
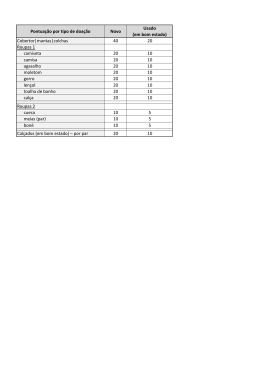
Inovação Tecnológica de Processo para Fabricação da Aba do Boné para as Empresas do APL de Bonés de Apucarana/PR Gustavo Domeneghetti, Msc Júlio Dias do Prado, Msc CONTEXTUALIZAÇÃO DO PROJETO • Apucarana/PR: maior produtor de bonés do país (44,2 milhões peças/ano) *; • APL de Bonés em Apucarana/PR com 141 empresas formais *; • MPEs interessadas em melhorar o processo de fabricação de bonés, com aumento de produtividade e competitividade; • Competição de empresas de origem asiática com produtos de baixos preços e cada vez mais com maior qualidade (R$ 0,10 por unidade); • Necessidade de melhoria do processo; * Fonte: IPARDES, 2006 PROCESSO ATUAL DE FABRICAÇÃO DA ABA DE BONÉ Preparação da Matéria-Prima Matrizes/Facas de Corte Processo de Extrusão Corte e Embalagem da Aba do Boné Trituração do Refugo Aba de Boné PROCESSO ATUAL DE FABRICAÇÃO DA ABA DE BONÉ Edital nº 039/2008 CNPq: Fomento a Projetos Específicos para Apoio a APLs Inovação Tecnológica de Processo Produtivo para a Fabricação das Abas de Bonés “desenvolvimento de um novo processo de corte de abas de bonés, que possibilitasse o aumento de competitividade das empresas do APL de Apucarana, através de um processo produtivo com maior qualidade e menos desperdícios quando comparado ao processo atual de fabricação de abas de boné.” GARGALOS DO PROCESSO (DIAGNÓSTICO) Falta de padronização no processo de corte da aba de boné Alto índice de refugo Desgastes físicos (ergonomia) Riscos de segurança dos operadores Complexidade de operacionalização do processo de corte da aba de boné CARACTERÍSTICAS DO DESENVOLVIMENTO PROPOSTO Diagnóstico Tecnológico Nº de Funcionários 15 Nº. Extrusoras 06 Nº. Prensas 03 Qtd. Matrizes/Facas 150 Volume de Extrusão (diário) 4T Produção de abas (diário) Tempo médio de processamento (corte) de 05 bobinas Tempo Médio de Setup (troca da matriz na prensa e colocação das bobinas) 88 mil 5 min. Preço Médio da Aba R$ 0,10 2 min. PROTÓTIPO DESENVOLVIDO CARACTERÍSTICAS DO DESENVOLVIMENTO PROPOSTO Alterações na Empresa Fatores Críticos Resultados Esperados Adaptação na matriz/faca Sistema de baixo custo Fim do estoque intermediário e liberação de espaço físico Disponibilidade de ar comprimido Integração junto a extrusora Padronização do corte e redução do refugo Diversidade de matrizes/facas e setup rápido Redução do nível Volume de produção Ergonomia e Segurança (88 mil und. / dia) de ruído RESULTADOS OBTIDOS CONSIDERAÇÕES FINAIS § Testes e fabricação de lote piloto foram realizados em um período aproximado de três semanas; § Algumas dificuldades de implementação: recursos financeiros, paradas inesperadas do dispositivo / revisão da programação, velocidade de extrusão superior ao projetado, acabamento (rebarba) nas abas cortadas; § Continuidade do Projeto: identificar novas fontes de recursos e levantar valores para o desenvolvimento de uma célula de corte. Agradecimentos ao CNPq pelo apoio ao desenvolvimento do projeto Gustavo Domeneghetti [email protected] (0xx47) 3461-0220 Júlio Dias do Prado [email protected] (0xx47) 3461-0220 OBRIGADO!
Baixar