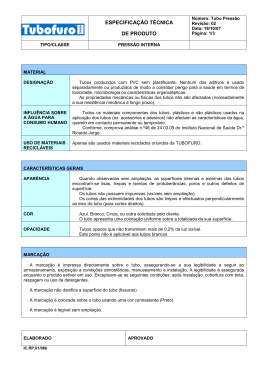
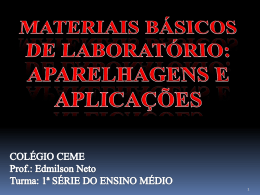
Norma Técnica Sabesp NTS 048 Tubo de Polietileno para ramais prediais de água Especificação São Paulo Revisão 6 – Fevereiro – 2014 NTS 048:2014 Rev. 6 Norma Técnica Sabesp SUMÁRIO 1. OBJETIVO ................................................................................................... 1 2. REFERÊNCIAS NORMATIVAS ....................................................................... 1 3. DEFINIÇÕES ............................................................................................... 2 4. REQUISITOS GERAIS .................................................................................. 4 4.1 Composto de polietileno ........................................................................... 4 4.2 Tubos ....................................................................................................... 5 5. ENSAIOS E PERIODICIDADES ................................................................... 11 5.1 Ensaios e requisitos para o composto e tubos de polietileno .................. 11 5.2 Fornecimento de resultado de ensaios ................................................... 11 6. INSPEÇÃO DE RECEBIMENTO DOS TUBOS ................................................ 11 7. RELATÓRIO DE INSPEÇÃO ........................................................................ 15 8. OBSERVAÇÕES FINAIS ............................................................................. 16 ANEXO A (NORMATIVO) – TENSÕES ADMISSÍVEIS DO MATERIAL E CONDIÇÃO DE OPERAÇÃO DO TUBO ............................................................................... 17 ANEXO B - IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS ......... 18 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Tubo de polietileno para ramais prediais de água 1. OBJETIVO Esta norma fixa as condições exigíveis para o fornecimento à Sabesp de tubos de polietileno produzidos a partir de um composto PE 80, de cor azul, destinados à execução de ramais prediais de água, com uma vida útil mínima de 50 anos, nas seguintes condições: - tubos de diâmetro externo nominal DE 20 e DE 32, fornecidos em bobinas; - máxima pressão de operação de 1 MPa, para temperaturas de até 25ºC. Para temperaturas superiores a 25ºC e até 40ºC, a pressão máxima de operação deve ser corrigida, conforme o anexo A. 2. REFERÊNCIAS NORMATIVAS As normas relacionadas a seguir contêm disposições que, ao serem citadas neste texto, constituem prescrições para esta norma técnica: NTS 064:1999, Tubos de polietileno - Teste de flexão por inversão da curvatura. NBR 5426:1985, Planos de amostragem e procedimentos na inspeção por atributos. NBR 8415:2007, Tubos e conexões de polietileno – Verificação da resistência à pressão hidrostática interna. NBR 9023:1985, Termoplásticos - Determinação do índice de fluidez. NBR 14299:1999, Sistemas de ramais prediais de água – Tubos, conexões e composto de polietileno PE – Determinação da estabilidade dimensional. NBR 14300:1999, Sistemas de ramais prediais de água – Tubos, conexões e composto de polietileno PE – Determinação do tempo de oxidação induzida. NBR 14301:1999, Sistemas de ramais prediais de água – Tubos de polietileno PE – Determinação das dimensões. NBR 14302:1999, Sistemas de ramais prediais de água – Tubos de polietileno PE – Determinação da retração circunferencial. NBR 14303:1999, Sistemas de ramais prediais de água – Tubos de polietileno PE – Determinação da resistência ao esmagamento. NBR ISO 18553:2005, Método para avaliação do grau de dispersão de pigmentos ou negro de fumo em tubos, conexões e compostos poliolefínicos. 10/02/14 1 NTS 048:2014 Rev. 6 Norma Técnica Sabesp ISO 1183-1:2004, Plastics - Method for determining the density and relative density of non-cellular plastics – Part 1: Imertion method, liquid piknometer method and titation method. ISO 1183-2:2004, Plastics - Method for determining the density and relative density of non-cellular plastics – Part 2: Density gradient column method. ISO 9080:2003, Plastics piping and ducting systems - Determination of the long-term hydrostatic strength of thermoplastics materials in pipe form by extrapolation. ISO 12162:1995, Thermoplastics materials for pipes and fittings for pressure applications - Classification and designation - Overall service (design) coefficient. Portaria 2914/2011, Dispõe sobre os procedimentos de controle e de vigilância da qualidade da água para consumo humano e seu padrão de potabilidade. 3. DEFINIÇÕES Para os efeitos desta norma técnica, aplicam-se as seguintes definições: Amostra quantidade de bobinas, estipulada por plano de amostragem, escolhidas de forma aleatória como representativas do lote. Composto de Polietileno material fabricado com polímero base de polietileno contendo os aditivos (antioxidantes, estabilizantes e pigmento azul) necessários à fabricação de tubos de polietileno conforme esta especificação. O composto deverá ser fornecido necessariamente pelo próprio fabricante do polímero base de polietileno, de tal maneira que o fabricante do tubo nada acrescente à matéria-prima adquirida. Corpo-de-prova cada segmento de tubo, extraído das bobinas que compõem a amostra, ou material dela retirado, preparado na forma e nas dimensões exigidas pelo método de ensaio ao qual deve ser submetido. Curva de regressão definida pelo método de extrapolação padrão ISO 9080, resulta num gráfico di-log a diferentes temperaturas, resultando na curva de tensão de ruptura pelo tempo de ruptura de amostras de tubos, tal que se possa determinar o tempo de ruptura de um tubo em função da tensão circunferencial aplicada no tubo através de pressão hidrostática interna a determinada temperatura. 2 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 log 20 ºC 30 ºC 40 ºC a ur pt l ru úcti d ra tu il p ru rág f 80 ºC log t Figura 1 - Curva de regressão Diâmetro externo médio (Dem) razão entre o perímetro externo do tubo, em mm, e o número 3,142, com o valor arredondado para o 0,1 mm mais próximo. Diâmetro externo nominal (DE) simples número que serve para classificar em dimensões os elementos de tubulações (tubos, juntas, conexões e acessórios) e que corresponde aproximadamente ao diâmetro externo do tubo em mm. Espessura mínima da parede (e) menor valor da espessura da parede medida em qualquer ponto ao longo da circunferência, arredondado para o décimo de milímetro mais próximo. Lote de fabricação produção sem interrupção, num regime de até 168 h, de tubos de um mesmo diâmetro, que tenham as mesmas características, produzidos numa mesma máquina, com o mesmo lote de composto. Máxima pressão de operação (PMO) máxima pressão que a tubulação deve suportar em serviço contínuo. Ovalização do tubo diferença entre os valores máximo e mínimo do diâmetro externo, medida em milímetros, em uma mesma seção normal do tubo. Pressão hidrostática interna pressão hidrostática aplicada ao longo de toda a parede do tubo. Pressão Nominal (PN) máxima pressão suportada por tubos, conexões e respectivas juntas, em serviço contínuo nas condições de temperaturas de operação de até 25°C. 10/02/14 3 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Ruptura dúctil ruptura que ocorre no período de tempo correspondente à inclinação suave da curva de regressão, anteriormente à sua mudança de direção, como se observa na figura 1. A ruptura dúctil se caracteriza por grandes elongações. Ruptura frágil ruptura que ocorre no período de tempo correspondente à inclinação acentuada da curva de regressão, após a mudança de sua direção, como se observa na figura 1. A ruptura frágil se caracteriza por pequenas fissuras, sem que ocorra escoamento do material. Tensão circunferencial () tensão tangencial presente ao longo de toda a parede do tubo, decorrente da pressão hidrostática interna. Tensão mínima requerida (MRS) propriedade do composto que corresponde á tensão circunferencial, em mega pascal, representada pela reta do limite de confiança (LPL) de 97,5% a partir da curva de regressão na temperatura de 20°C, extrapolada para cinqüenta anos. Zona crítica comprimento de até 15% do valor da profundidade de penetração do cap/tampão, medido no tubo, a partir da extremidade do cap/tampão. 4. REQUISITOS GERAIS 4.1 Composto de polietileno O composto deve ser adequado para a fabricação de tubos, pelo processo de extrusão, destinados ao transporte de água potável, não podendo nela produzir efeitos tóxicos ou insalubres, nem propiciar o desenvolvimento de microrganismos, ou a ela transmitir gosto, odor, opacidade ou turbidez. Deve conter pigmentos, antioxidantes e estabilizantes, de tal espécie e em tal proporção, que não comprometam as condições acima descritas e assegurem a vida útil dos tubos quando expostos às intempéries ou após longos períodos enterrados. A dispersão de todos os aditivos e pigmentos deve ser total, adequada e homogênea em toda a massa dos tubos produzidos. Não é permitido o uso de material reprocessado ou reciclado na fabricação dos tubos. 4.1.1 Classificação e designação do composto de polietileno Os compostos devem ser classificados como PE 80 conforme a norma ISO 12162, ou seja, sua tensão circunferencial a 50 anos na temperatura de 20°C (MRS - Minimum Required Strength) deve ser definida pelo "Método de Extrapolação Padrão ISO 9080", 4 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 através da determinação da sua Tensão Hidrostática de Longa Duração (LTHS), com Limite Inferior de Confiança (LCL) de 97,5%, como segue: PE 80: MRS = 8 MPa, quando: 8,0 ≤ LTHS < 10 MPa O fabricante do composto a ser utilizado na fabricação na fabricação do tubo deve fornecer um certificado onde conste a curva de regressão e demais características do composto. 4.1.2 Dispersão de pigmentos A dispersão do pigmento azul do composto de polietileno e do tubo acabado deve ser avaliada conforme a norma ABNT NBR ISO 18553. A avaliação visual deve ser feita através da análise das imagens do anexo B, sendo consideradas aprovadas as dispersões apresentadas nas figuras A1, A2 e A3. Em caso de dúvidas quanto à avaliação da dispersão pelo método comparativo, deve ser utilizado o método apresentado na norma NBR ISO 18553, na íntegra. 4.1.3 Estabilidade térmica O ensaio deve ser realizado conforme NBR 14300. A estabilidade térmica do composto, medida através do ensaio de determinação do tempo de oxidação indutiva (OIT) deve ser de, no mínimo, 20 minutos, quando testado a 200°C. A amostra deve ser extraída da superfície interna do tubo. 4.1.4 Índice de fluidez (MFI) O ensaio deve ser realizado conforme NBR 9023. Pode apresentar um desvio máximo de ± 30% em relação ao valor nominal informado pelo fabricante, quando determinado à temperatura de 190°C, com peso de 50 N. 4.1.5 Densidade O ensaio deve ser realizado conforme ISO 1183-1 ou ISO 1183-2. A densidade do composto deve ser igual ou superior a 0,935 g/cm3, admitindo-se um desvio de 0,003 g/cm3 em relação ao valor nominal informado pelo fabricante, porém nunca inferior a 0,935 g/cm3. 4.2 Tubos Os tubos devem ser fabricados com composto de polietileno por processo de extrusão, tal que assegure a obtenção de um produto que satisfaça as exigências desta norma. O tubo deve apresentar inocuidade em relação à qualidade de água para consumo humano conforme prescrito na Portaria 2914 de 12/12/2011, Seção IV, artigo 13 - III c, do Ministério da Saúde. O fabricante deve apresentar certificados atualizados (com validade máxima de um ano), fornecidos por laboratórios especializados, de reconhecida competência e 10/02/14 5 NTS 048:2014 Rev. 6 Norma Técnica Sabesp idoneidade, atestando a adequação na fabricação do tubo, para uso em contato com água potável, atendendo à legislação. Para garantir a continuidade de atendimento ao estabelecido na Portaria 2914, o ensaio, que atesta a inocuidade do tubo quando em contato com a água, deve ser efetuado toda vez em que houver mudança do composto polimérico, de seu fabricante ou do processo de fabricação. Entretanto, a qualquer momento, a critério da Sabesp, pode ser solicitado que esse ensaio seja refeito. 4.2.1 Classificação e designação de tubos de polietileno Os tubos são designados pelo diâmetro externo nominal (DE) e pela pressão nominal (PN). O número relativo à pressão nominal (PN) corresponde à máxima pressão de operação (PMO) a 25°C, para uma vida útil de 50 anos. A pressão nominal é expressa em MPa. 4.2.2 Dimensões e tolerâncias Todas as avaliações dimensionais devem ser executadas conforme a NBR 14301. Os tubos, objeto desta norma, devem ser fabricados conforme tabela 1. Tabela 1 – Diâmetros externos médios e espessuras de parede de tubos de polietileno, com as respectivas tolerâncias. DN DE (mm) 20 20,0 32 32,0 +0,3 -0,0 +0,3 -0,0 e 2,3 3,0 (mm) +0,4 -0,0 +0,4 -0,0 4.2.2.1 Ovalização a) A ovalização é a diferença entre os valores máximo e mínimo do diâmetro externo, medidos em uma mesma seção do tubo, a uma distância mínima da sua extremidade, que corresponda a uma volta completa da bobina, arredondando o resultado para o décimo de mm mais próximo. b) As deformações residuais dos tubos devem ser medidas no mínimo 24 horas após a fabricação, devendo eles, neste período, permanecer enrolados em bobinas. c) Os tubos não devem apresentar ovalização acima dos valores indicados na tabela 2. Tabela 2 – Ovalização máxima de tubos bobinados 6 DE Ovalização máxima (mm) 20 1,0 32 1,6 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 d) A ovalização de tubos bobinados deve ainda ser medida no ensaio de retração circunferencial conforme 4.2.8, quando não deve apresentar valores superiores aos indicados na tabela 3. Tabela 3 – Ovalização máxima de tubos bobinados medida no ensaio de retração circunferencial Ovalização máxima DE (mm) 20 1,0 32 1,3 4.2.2.2 Perpendicularidade das extremidades dos tubos As extremidades dos tubos devem ser cortadas, perpendicularmente e sem rebarbas, com ferramentas projetadas especificamente para esta finalidade. Admite-se um desvio de perpendicularidade de, no máximo, um milímetro para qualquer diâmetro. Tabela 4 – Perpendicularidade das extremidades dos tubos DE Desvio máximo de perpendicularidade (mm) 20 1,0 32 1,0 4.2.2.3 Comprimento dos tubos Os tubos devem ser fornecidos com comprimentos múltiplos de 50m, com tolerância de (+1,–0)m. O comprimento especificado dos tubos deve ser considerado à temperatura de 20°C. 4.2.3 Marcação, acondicionamento e embalagem. Os tubos devem ser marcados, de metro em metro, de forma visível, através de impressão a quente ou de outro método de marcação indelével, na cor branca ou preta, com as seguintes informações: a) nome e marca de identificação do fabricante; b) identificação comercial do composto utilizado na fabricação; c) classificação do composto: PE 80 d) número desta norma; e) os dizeres "Ramal Predial de Água"; f) diâmetro nominal (DE 20 ou DE 32); g) os dizeres "PN 1 MPa"; h) código que permita identificar o lote, o mês e o ano da produção. Este código deve permitir identificar também a matéria-prima e o número de seu lote de fabricação. 10/02/14 7 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Tolera-se a ocorrência de um trecho de bobina sem a tinta de marcação, desde que as informações resultem legíveis pela marca decorrente do processo de impressão e que a falha não ultrapasse a 1/3 do comprimento da bobina. A comercialização de tubos marcados conforme acima e que não cumprem todos os requisitos desta norma é de responsabilidade exclusiva do fabricante. As bobinas devem ser entregues embaladas em filme de polietileno incolor, onde constem os dados do fabricante: razão social da empresa marca endereço e telefone. Os diâmetros internos mínimos das bobinas devem obedecer ao especificado na tabela 5. As demais dimensões das bobinas devem constar das especificações do fabricante de tubos, com tolerância máxima de 5%. Tabela 5 – Diâmetro interno mínimo de bobinas de tubos de polietileno DE Diâmetro interno mínimo da bobina (mm) 20 600 32 700 4.2.4 Densidade A densidade deve ser medida conforme ISO 1183-1 ou ISO 1183-2. A densidade do tubo deve ser de, no mínimo, 0,935 g/cm3 a 23°C. A diferença máxima aceitável entre o valor médio das densidades dos corpos de prova e o valor da densidade do respectivo composto é de 0,003g/cm3, não devendo ultrapassar a tolerância de 0,005 g/cm3 para cada corpo-de-prova, respeitando-se o descrito no item 4.1.5. Deve ser retirado um corpo-de-prova de cada extremidade da bobina. 4.2.5 Índice de fluidez O índice de fluidez deve ser medido conforme NBR 9023. O índice de fluidez medido em amostras retiradas dos tubos admite uma tolerância de 25% quando comparado ao índice medido em amostras do composto (conforme item 4.1.4). Deve ser retirado um corpo-de-prova de cada extremidade da bobina. 8 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 4.2.6 Resistência à pressão hidrostática Fórmula básica para determinação da pressão hidrostática (MPa) a ser aplicada em ensaios de tubos: P 2e DE e onde: = tensão circunferencial do ensaio; P = Pressão a ser aplicada (MPa). Nestes ensaios, caso haja rompimento do corpo de prova dentro da zona crítica, o ensaio deve ser refeito e o resultado inicial desconsiderado. 4.2.6.1 - Resistência à pressão hidrostática interna de curta duração a 20°C O ensaio deve ser realizado conforme a norma ABNT NBR 8415. Os corpos-de-prova dos tubos devem resistir, no mínimo, a 100 horas, na temperatura de (202)°C quando submetidos à pressão hidrostática calculada pela fórmula do item 4.2.6 com os valores de tensão circunferencial apresentados na tabela 6 e para os valores de diâmetro externo médio (Dem) e espessura mínima (e) do corpo-de-prova. Tabela 6 – Valores de tensão circunferencial para ensaio de pressão hidrostática interna de curta duração a 20°C Composto σ PE 80 (MPa) 9,0 4.2.6.2 Resistência à pressão hidrostática interna de curta duração a 80°C O ensaio deve ser realizado conforme a norma ABNT NBR 8415. Os corpos-de-prova dos tubos devem resistir, no mínimo, a 165 horas, na temperatura de (80 1)°C, quando submetidos à pressão hidrostática calculada pela fórmula de 4.2.6 com os valores de tensão circunferencial apresentados na tabela 7 e para os valores de diâmetro externo médio (Dem) e espessura mínima (e) do corpode-prova. Tabela 7 – Valor de tensão circunferencial para ensaio de pressão hidrostática interna de curta duração a 80°C Composto PE 80 (MPa) 4,6 A ocorrência de fratura frágil antes de 165 horas de ensaio constitui falha da amostra no teste. Caso ocorra ruptura dúctil antes de 165 horas, deve ser realizado outro teste a uma pressão inferior. A nova pressão de ensaio e o novo tempo mínimo de resistência deve ser escolhido nas linhas da tabela 9. 10/02/14 9 NTS 048:2014 Rev. 6 Norma Técnica Sabesp 4.2.6.3 Resistência à pressão hidrostática interna de longa duração a 80°C O ensaio deve ser realizado conforme a norma ABNT NBR 8415. Os corpos-de-prova dos tubos devem resistir no mínimo a 1000 horas na temperatura de (80 1)°C, quando submetidos à pressão hidrostática calculada pela fórmula de 4.2.6 com os valores de tensão circunferencial apresentados na tabela 8 e para os valores de diâmetro externo médio (Dem) e espessura mínima (e) do corpo-de-prova. Tabela 8 – Valor de tensão circunferencial para ensaio de pressão hidrostática interna de longa duração a 80°C Composto PE 80 (MPa) 4,0 Tabela 9 – Ensaio de pressão hidrostática: Requisitos para o reteste PE – 80 Tensão (MPa) Tempo mínimo sem falha (h) 4,6 165 4,5 219 4,4 283 4,3 394 4,2 533 4,1 727 4,0 1000 4.2.7 Estabilidade dimensional O ensaio deve ser realizado conforme a norma ABNT NBR 14299. Os corpos-de-prova dos tubos devem apresentar variação longitudinal 3%, quando submetidos à temperatura de (110 2)°C. 4.2.8 Retração circunferencial O ensaio deve ser realizado conforme a norma ABNT NBR 14301. A ovalização e o diâmetro externo médio (Dem) dos corpos-de-prova dos tubos devem ser medidos a uma distância da extremidade equivalente a 1,0 a 1,1 vezes o diâmetro externo. A ovalização e a média das medições dos diâmetros externos médios devem estar dentro das tolerâncias definidas em 4.2.2. 4.2.9 Resistência ao esmagamento O ensaio deve ser realizado conforme a norma ABNT NBR 14303. 10 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Os corpos-de-prova devem ser submetidos ao esmagamento, seguido do ensaio de pressão hidrostática de curta duração a 80ºC conforme 4.2.6.2. 4.2.10 Teste de flexão por inversão da curvatura O ensaio deve ser realizado conforme o método NTS 064. Os corpos-de-prova não devem apresentar evidências de trincas ou estrias na superfície interna tracionada. 4.2.11 Aspectos visuais As superfícies dos tubos devem apresentar-se com cor e aspecto uniformes e serem isentas de corpos estranhos, ondulações, bolhas, fraturas, estrias, rachaduras, trincas ou e escamações. 5. ENSAIOS E PERIODICIDADES 5.1 Ensaios e requisitos para o composto e tubos de polietileno O fabricante dos tubos deve manter os certificados de cada lote de composto de polietileno utilizados na fabricação e executar os ensaios indicados na tabela 14. 5.2 Fornecimento de resultado de ensaios Para cada lote de produção, o fabricante deve fornecer um relatório de resultados de ensaios contendo, no mínimo, o seguinte: a) diâmetro externo nominal do tubo (DE); b) pressão nominal (PN); c) código de produção; d) data de início da fabricação do lote; e) identificação do composto de polietileno utilizado; f) quantidade do lote de produção em metros e bobinas; g) quantidade do lote fornecido ao comprador em metros e bobinas; h) declaração de que o lote fornecido ao comprador atende às especificações desta norma. 6. INSPEÇÃO DE RECEBIMENTO DOS TUBOS O lote de recebimento pode ser formado por um ou mais lotes de fabricação de tubos de mesmo diâmetro externo nominal (DE) e espessura, de mesmas características e de um mesmo composto de polietileno PE, fabricado em um intervalo de produção de no mínimo 6h e no máximo 168h, limitado a 500 bobinas. Nos ensaios de recebimento de tubos de polietileno devem ser efetuadas as verificações das tabelas 10 e 11. Os relatórios de inspeção devem apresentar de forma discriminada todos os resultados efetivamente obtidos nos ensaios realizados. A aprovação ou reprovação do produto no exame visual deve ser justificada por escrito. Os planos de amostragem constam respectivamente das tabelas 13 e 14. 10/02/14 11 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Tabela 10 – Ensaios para recebimento de tubos (visual e dimensional) Propriedade Requisitos Método Visual Conforme 4.2.11 Item 4.2.11 Marcação Conforme 4.2.3 Item 4.2.3 Dimensões Conforme 4.2.2 NBR 14301 Comprimento dos tubos Conforme 4.2.2.3 Item 4.2.2.3 Perpendicularidade Conforme 4.2.2.2 NBR 14301 Ovalização Conforme 4.2.2.1 NBR 14301 Tabela 11 – Ensaios destrutivos para recebimento de tubos Propriedade Requisitos Método Índice de Fluidez Conforme 4.1.4 e 4.2.5 NBR 9023 Densidade Conforme 4.1.5 e 4.2.4 ISO 1183-1 ou ISO 1183-2 Estabilidade térmica Conforme 4.1.3 NBR 14300 Dispersão de pigmentos Conforme 4.1.2 NBR ISO 18553 Resistência à pressão hidrostática Conforme 4.2.6.1 interna de curta duração a 20ºC NBR 8415 Resistência à pressão hidrostática Conforme 4.2.6.2 interna de curta duração a 80ºC NBR 8415 Estabilidade dimensional Conforme 4.2.7 NBR 14299 Retração circunferencial Conforme 4.2.8 NBR 14301 Resistência ao esmagamento Conforme 4.2.9 NBR 14303 Teste de flexão por inversão de Conforme 4.2.10 curvatura NTS 064 Das amostras aprovadas nos exames visual e dimensional, deve ser retirada a quantidade relativa à realização dos ensaios da tabela 11 de acordo com a tabela 13. Tabela 12 – Plano de amostragem para exame visual e dimensional Tamanho da amostra Bobinas ou barras defeituosas Tamanho do 1ª amostra 2ª amostra lote (bobinas 1ª amostra 2ª amostra Aceitação Rejeição Aceitação Rejeição ou barras) 12 26 a 90 8 8 0 2 1 2 91 a 150 13 13 0 3 3 4 151 a 280 20 20 1 4 4 5 281 a 500 32 32 2 5 6 7 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Tabela 13 – Plano de amostragem para os ensaios destrutivos Tamanho da amostra Bobinas ou barras defeituosas Tamanho do 1ª amostra 2ª amostra Lote (bobinas 1ª amostra 2ª amostra Aceitação Rejeição Aceitação Rejeição ou barras) 26 a 90 3 3 0 2 1 2 91 a 150 3 3 0 2 1 2 151 a 280 8 8 1 4 4 5 281 a 500 8 8 1 4 4 5 Nota: Nos ensaios de densidade e índice de fluidez não será tolerado nenhum defeito, independente do critério de aceitação da tabela 13. 6.1 Aceitação ou rejeição Os lotes devem ser aprovados ou rejeitados de acordo com 6.1.1 e 6.1.2. 6.1.1 Primeira amostragem Os lotes serão aceitos quando o número de amostras defeituosas for igual ou menor do que o número de aceitação. Os lotes devem ser rejeitados quando o número de amostras defeituosas for igual ou maior do que o número de rejeição. 6.1.2 Segunda amostragem (somente para ensaios da Tabela 11) Os lotes, cujo número de amostras defeituosas for maior do que o 1º número de aceitação e menor do que o 1º número de rejeição, devem ser submetidos a uma segunda amostragem. Os lotes são aceitos quando o número de amostras defeituosas for igual ou menor do que o 2º número de aceitação. Os lotes devem ser rejeitados quando o número de amostras defeituosas for igual ou maior do que o 2º número de rejeição. Na segunda amostragem considera-se para o critério de aceitação / rejeição, a soma dos itens da 1ª e 2ª amostra. A tabela 14 apresenta um resumo dos métodos de ensaios e requisitos necessários para os tubos de polietileno para ramais prediais, na qualificação, fabricação e inspeção de recebimento. 10/02/14 13 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Tabela 14 – Métodos de ensaios e requisitos de tubos de polietileno Propriedade Requisitos Recebimento do composto Atender ao especificado em 4.2.3 e 4.2.11 Visual/marcação Resistência à pressão hidrostática de curta Duração a Conforme 200C 4.2.6.1 Conforme Método de Ensaio NBR 8415 Resistência à pressão de curta Conforme duração a 800C 4.2.6.2 Conforme Método de Ensaio NBR 8415 Resistência esmagamento — — Conforme 1 amostra / 1 h Plano de / DE / máquina Amostragem da tabela 12 — 1 amostra com 3 corpos-deprova no inicio da fabricação e depois semanal por DE/máquina Conforme Plano de Amostragem da tabela 13 — 1 amostra com 3 corpos-deprova no inicio da fabricação e depois semanal por DE / máquina Conforme Plano de Amostragem da tabela 13 — 1 corpo-deprova no inicio da fabricação e 1 corpo-dedepois semanal prova por DE / máquina — Ensaio de 1 amostra com 3 corpos-de-prova por DE / máquina / turno, diariamente. Conforme Plano de Amostragem da tabela 13 — Ensaio de 1 amostra com 3 corpos-de-prova por DE / máquina / turno, diariamente. Conforme Plano de Amostragem da tabela 13 ao Conforme Conforme Método de 4.2.9 Ensaio NBR 14303 Estabilidade dimensional Conforme Conforme Método de 4.2.7 Ensaio NBR 14299 Retração circunferencial Conforme Conforme Método de 4.2.8 Ensaio NBR 14301 Inspeção de Recebimento Conforme 1 amostra / 1 h Plano de / DE / máquina Amostragem da tabela 12 Dimensões Conforme Conforme Método de 4.2.2 Ensaio NBR 14301 Durante a fabricação e qualificação \continua 14 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Tabela 14 (continuação) – Métodos de ensaios e requisitos de tubos de polietileno Durante a fabricação e qualificação Inspeção de Recebimento Conforme Conforme Método de 4.1.5 ou 1 ensaio Ensaio ISO 1183-1 ou 4.2.4 ISO 1183-2 Ensaio de 1 amostra com 3 corpos-de-prova por DE / máquina / turno, diariamente. Conforme Plano de Amostragem da tabela 13 Conforme Índice de fluidez 4.1.4 ou 1 ensaio Conforme Método de Conforme Ensaio NBR 9023 4.2.5 Ensaio de 1 amostra com 3 corpos-de-prova por DE / máquina/turno, diariamente. Conforme Plano de Amostragem da tabela 13 1 ensaio 1 corpo-deprova no início da fabricação e depois semanal por DE/máquina Conforme Plano de Amostragem da tabela 13 — Ensaio de 1 corpo-de-prova para cada diâmetro, para cada lote de produção continua Conforme Plano de Amostragem da tabela 13 — 1 amostra com 3 corpos-deprova no início da produção e a — cada novo lote de composto recebido Propriedade Requisitos Recebimento do composto Densidade Dispersão pigmentos de Conforme Conforme Norma NBR 4.1.2 ISO 18553 Flexão por inversão da curvatura Conforme Conforme Método de 4.2.10 Ensaio NTS 064 Resistência pressão de duração à longa Conforme Método de Ensaio NBR 8415 Conforme 4.2.6.3 Estabilidade térmica (OIT) Conforme Conforme Método de 4.1.3 Ensaio NBR 14300 1 ensaio 1 amostra com 1 corpo-deprova no início da produção e a cada novo lote de composto recebido. Conforme Plano de Amostragem da tabela 13 7. RELATÓRIO DE INSPEÇÃO O relatório de inspeção deve apresentar de forma discriminada todos os resultados efetivamente obtidos em cada um dos corpos-de-prova efetivamente obtidos nos ensaios realizados. A aprovação ou reprovação do produto no exame visual deve ser justificada por escrito. Quando houver necessidade de arredondamento, este somente poderá ser efetuado no resultado final. 10/02/14 15 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Em caso de ocorrência de falhas futuras, o Relatório mencionado neste item será utilizado como parâmetro de referência para verificação da qualidade do material. 8. OBSERVAÇÕES FINAIS A Sabesp se reserva no direito de a qualquer momento retirar amostras no fornecedor ou em materiais já entregues e armazenados em seus Almoxarifados ou canteiros de obras, para realização de todos os ensaios previstos nesta norma, principalmente para checagem da origem da matéria prima identificada no tubo. Os ensaios serão realizados em laboratórios independentes escolhidos pela Sabesp. A Sabesp não aceitará nenhuma justificativa para não conformidades encontradas em materiais já entregues e inspecionados, principalmente com relação à adulteração da matéria-prima utilizada na fabricação dos tubos. Caso seja encontrada qualquer nãoconformidade a empresa fornecedora terá todos os materiais em poder da Sabesp devolvidos, será responsabilizada por todos os custos decorrentes e estará sujeita à perda do Atestado de Conformidade Técnica e outras penalidades. 16 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Anexo A (normativo) – TENSÕES ADMISSÍVEIS DO MATERIAL E CONDIÇÃO DE OPERAÇÃO DO TUBO A.1 TENSÃO ADMISSÍVEL DE PROJETO A tensão admissível para o projeto do tubo é obtida aplicando-se um coeficiente não inferior a 1,25 ao valor da resistência mínima requerida (MRS: Minimum Required Strength) do material, resultando os valores da tabela seguinte: Tabela A.1 – Tensão máxima admissível Material MRS ISO 12162 (MPa) PE 80 8,0 Tensão máxima admissível(ª) (MPa) 6,3 a o MRS ( ) conforme ISO 9080 (50 anos a 20 C) A.2 MÁXIMA PRESSÃO DE OPERAÇÃO (P MO) Os tubos de polietileno, objeto desta norma e, suas respectivas juntas são fabricados para serem utilizados na execução de ligações prediais de água e as suas espessuras aqui estão definidas para uma máxima pressão de operação (P MO) não superior a 1MPa para tubos fabricados com composto PE 80, considerando uma vida útil de 50 anos na temperatura de operação de até 25°C. Para temperaturas compreendidas entre 25°C e 40°C, a máxima pressão de operação (PMO) deve ser considerada como sendo a pressão nominal (PN) multiplicada por um fator de redução de pressão (Ft), função da temperatura, cujos valores são indicados na tabela A.2. Assim, PMO = PN . Ft Tabela A.2 – Fatores de redução (Ft) da tensão admissível do composto e da pressão para temperaturas entre 25°C e 40°C Composto PE 80 Temperatura oC 25 30 35 40 Ft 1,0 0,93 0,87 0,80 Válidos somente para os tubos com as espessuras definidas nesta norma Para temperaturas intermediárias, em cada intervalo, a variação do fator de redução é linear. 10/02/14 17 NTS 048:2014 Rev. 6 Norma Técnica Sabesp Anexo B - Imagens comparativas de dispersão de pigmentos 18 10/02/14 Norma Técnica Sabesp NTS 048:2014 Rev. 6 10/02/14 19 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Tubo de Polietileno para ramais prediais de água Considerações finais: 1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo ser alterada ou ampliada sempre que for necessário. Sugestões e comentários devem ser enviados ao Departamento de Acervo e Normalização Técnica - TXA; 2) Tomaram parte na revisão desta Norma. ÁREA C M R T T 10/02/14 UNIDADE DE TRABALHO CSQ MSEP ROP TXA TXA NOME Luiz Roberto Stelle Robson Machado Maurício Souto Mayor Junior Dorival Corrêa Vallilo Reinaldo Putvinskis 20 Norma Técnica Sabesp NTS 048:2014 Rev. 6 Sabesp - Companhia de Saneamento Básico do Estado de São Paulo Diretoria de Tecnologia, Empreendimentos e Meio Ambiente - T Superintendência de Pesquisa, Desenvolvimento Tecnológico e Inovação – TX Departamento de Acervo e Normalização Técnica - T X A Rua Costa Carvalho, 300 - CEP 05429-900 São Paulo - SP - Brasil - Palavras Chave: tubo; polietileno; tubo de polietileno; ramal predial de água - 19 páginas
Baixar