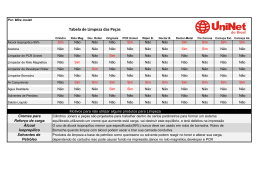
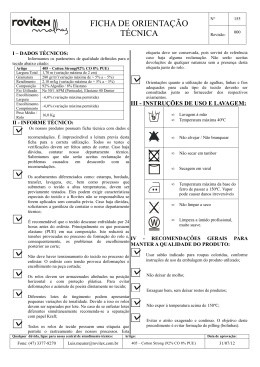
AUTOMAÇÃO DE MOENDAS COM ACIONAMENTO INDIVIDUAL NOS ROLOS USANDO MOTORES HIDRÁULICOS DIRETOS Paulo Grassmann1 , Juliusz Lewinski 2 e Tomas Kalin2 1 Bosch Rexroth Ltda - Brasil Bosch Rexroth AB – Suécia 2 Resumo Este trabalho mostra resultados de medições em moendas com o acionamento hidráulico individual em cada rolo. Demonstra as possibilidades de variação da velocidade entre o rolo “superior”; “de ent rada” e “de saída”, a fim de manter o torque ótimo na moenda, a vant agem da leitura instantânea do torque at ravés da pressão e operação e os recursos de automação que um sistema de acionamento hidráulico com baixa inércia e respostas rápidas permite. Palavras chave s: Moendas, Torque, Velocidade, Acionamento, Hidráulico, Independente. Introdução O uso de acionamentos hidráulicos individuais em cada rolo de uma moenda foi estudado pela primeira vez por Abon, na usina Panchito Gomez Tore, Cuba em 1986. Muñoz e Lewinski desenvolveram um estudo semelhante na Usina San Jose de Abajo no México que foi publicado na edição de Nov. 1996 do Int ernational Sugar Journal. Ambos os trabalhos demonstram que a distribuição de torque nos rolos de uma moenda depende da velocidade periféric a relativa entre os rolos. Em moendas com motorização independente em cada rolo, onde a sincronização das velocidades entre os rolos superiores; de entrada e de saída não é feita com rodetes, é possível introduzir velocidades relativas entre os rolos. absorva um torque maior, aliviando o rolo de saída. O inverso naturalment e também é válido. Como abertura ent re o rolo de entrada e o superior é maior, a influência desta “fricção” entre este par de rolos é menor do que a influência da “fricção” entre os rolos superiores e de saída, cuja abertura é menor. Moendas com acionamentos hidráulicos permitem que as velocidades relativas entre rolos sejam controladas de forma simples e muito precisa. Outro grande diferencial é que a medição do torque aplicado em cada rolo é feita de forma direta. A pressão de operação de cada motor hidráulico indica exat amente o torque instantâneo que cada rolo da moenda esta absorvendo. Normalmente o acionamento do rolo superior é c onfigurado como “mestre” e os acionamentos dos rolos inferiores (ent rada e saída) como “escravos” através de um sinal do encoder instalado no motor hidráulic o do eixo superior. Fig. 1 – Acionamento hidráulico direto individual em cada rolo. Fig. 2 – Princípio de moenda de 3 rolos. Se o rolo de entrada opera com uma velocidade periféric a maior que rolo superior, existe uma t endência do rolo de entrada absorver mais torque, aliviando o rolo superior. Da mesma forma se operarmos o rolo de saída a uma velocidade periférica menor do que o rolo superior, a tendência é que o rolo supe rior 2. Funcionamento de um acionamento hidráulico direto. O acionamento hidráulico é composto basicamente de uma unidade hidráulica de potência, e do motor hidráulico de alto t orque e baixa rot ação instalado diretamente na ponta de eixo cada rolo da moenda. Este arranjo é extremamente compacto, diminuindo muito os requisitos de espaço de instalação e facilita a manutenção anual dos rolos da moenda. 2.2. Motor hidráulico Motores hidráulicos diretos de alto torque e baixa rotação são do tipo de pistões radiais com curva de came. A pressão de operaç ão é diretamente proporcional ao torque que entregam á moenda. 2.1. Unidade hidráulica A unidade hidráulica tem c omo função enviar o fluxo de óleo nec essário ao motor hidráulico para que este opere na velocidade desejada, e gerar a pressão necessária, para vencer a resistência que a carga da moenda exerce sobre os eixos e consequentemente sobre os motores hidráulicos. 1 – Anel de came 2 – Roletes 3 – Pistões O motor elétrico na unidade hidráulica opera constantemente em velocidade síncrona, acionando uma bomba de pistões axiais de geometria variável. O motor elétrico s empre parte com a bomba em posição “zerada”, portanto parte á vazio. Após alguns segundos pode-se alterar a geometria da bomba por meio de um sinal de controle (4-20mA) que comanda a servo válvula que controla o pistão hidráulico de inclinação da placa da bomba, iniciando a geração de fluxo de óleo e movimento do motor hidráulico. 4 – Acoplamento de contração 5 – Bloco de cilindros 6 – Estrias para acoplamento 7 – Carcaças do motor 8 – Rolamentos radiais 9 – Blocos de conexões 10 – Placa guia 11 – Rolamento axial Fig. 4 – Motor hidráulico de pistões radiais com curva de came 3. Automação da moenda com acionamento individual dos rolos O objetivo principal da automação de uma moenda é manter o nível de produção estável com o bagaço uniformemente compactado e minimizar a reabsorç ão de forma que o máximo de caldo possa ser extraído. Fig. 3 – Unidade hidráulica e motor hidráulico direto individual O sistema hidráulico trabalha em circuito fechado, de forma que o óleo flui diretamente da saída da bomba para a entrada do motor hidráulico, e da saída do motor hidráulico para a entrada da bomba. A o se inclinar a placa de controle para o lado oposto, o fluxo de ól eo se inverte e o sistema opera em reversão, mas o motor elétrico continua operando na mesma velocidade e mesmo sentido de giro. A compactação uniforme do bagaç o dentro da moenda pressupõe que a resistência da passagem do bagaç o entre os rolos e também do atrito do bagaço cont ra os rolos seja constante, ou seja, pressupõe que o torque nos rolos da moenda seja mantido num nível constante. Existem várias formas de cont rolar uma moenda com acionamento individual dos rolos: Cont role pela veloc de alimentação da cana. Cont role de veloc dos rolos pelo nível de chute Cont role de velocidade dos rolos pela pressão de operação do motor (torque na moenda) Cont role de velocidade dos rolos pelo deslocamento do rolo superior. Combinação das formas acima. 3.1. Controle pela velocidade da alimentação O controle da velocidade de alimentação normalmente é usado apenas no primeiro terno de uma moenda. O objetivo é manter a moenda em rotação constante para det erminado nível de produção, variando a velocidade da esteira de alimentaç ão da cana desfibrada, para manter a moenda c onstantemente cheia. O controle da velocidade da esteira é feito com base no nível do chute do primeiro terno. Controle de pressão com ação diretame nte proporcional Se a pressão de operação no rolo superior for maior que os limites de pressão desejados (setpoint +/- Delta P), a velocidade será aumentada e vice e versa. A velocidade possui um valor de ajuste máximo e mínimo para prevenir velocidades extremament e rápidas ou lentas. Esses parâmetros podem ser alterados. A figura abaixo explica o controle de pressão com ação direta. 3.2. Controle por nível de chute O controle por nível de chute, tradicionalmente usado nos ternos subsequentes ao primeiro tem como objetivo manter o nível de bagaço no chute em uma faixa desejada. Aumenta-se a velocidade da moenda quando o nível do chute está alto, a diminui-se a velocidade se o nível está baixo. A regulagem principia quando o nível do chute está fora da faixa considerada adequada à operação (zona morta). A velocidade possui um valor de ajuste máximo e mínimo para prevenir velocidades extremamente rápidas ou lentas. A figura abaixo explica a função do controle do nível do chute. Fig. 6 – Controle de pressão de operação do motor hidráulico com ação direta Controle de pressão com ação reversamente proporcional Se a pressão de operação nos rolo de entrada ou de saída for maior que os limites de pressão ajustados (setpoint +/- Delta P), a velocidade será diminuída e vice e versa. A velocidade possui um valor de ajuste máx e mín para prevenir velocidades extremamente rápidas e lentas. Esses parâmetros podem ser alterados. A figura abaixo explica o controle de pressão com ação reversa. Fig. 5 – Controle de nível do chute 3.3. Controle por pre ssão de operação do motor (torque na moenda ) O controle por pressão tenta manter a pressão de operação do motor hidráulico próxima ao valor desejado através de pequenos ajustes de velocidade dos rolos da moenda. No rolo superior usa-se em geral o controle com ação diretamente proporcional. Nos rolos de entrada e saída us a-se normalmente o c ontrole com ação reversament e proporcional. Pode-se us ar este controle em conjunto com o controle por nível do chute. Fig. 7 – Controle de pressão de operação do motor hidráulico com ação reversa 3.4. Controle por oscilação do rolo superior O controle por oscilação do rolo superior utiliza como setpoint para controle da velocidade da moenda a variação do deslocamento do rolo superior, ao invés da variação do nível do chute. Esta modalidade de controle exige transdutores de oscilação confiáveis e bem calibrados. 4. Experiências práticas Diversas experiências práticas, tanto no Brasil como em out ras usinas ao redor do mundo, demonstram claramente as vantagens que podem ser obtidas com a possibilidade de alterar as velocidades dos rolos com relativo grau de liberdade e também com a possibilidade de leitura direta do t orque em cada rolo, em função da medição da pressão de operação em cada motor hidráulico. 4.1. Influência da fricção entre os rolos na distribuição do torque entre os rolos Aqui no Brasil, na Usina Sta Isabel, foram feitos experiment os comprovando que mudanças nas relações de velocidade entre os rolos provocam variações na distribuição de torque entre os rolos. Os gráficos abaix o mostram medições de velocidade (Fig 8) e pressão (Fig 9) no mesmo instante. - As linhas vermelhas representam a velocidade ou pressão no rolo superior - As linhas verdes representam a velocidade ou pressão no rolo de entrada No c enário “I” a moenda opera com velocidades diferentes (o rolo superior mais acelerado e o rolo de saída mais lento que o rolo superior), ajustadas de tal forma que a pressão (torque) nos rolos ficasse igual. O cenário “Ia” está na mesma condição porem com rotação (moagem) menor. No cenário “II” as velocidades foram ajustadas de forma que a velocidade periférica dos rolos ficasse igual (zero de fricção). No c enário “III” os três rolos operam á velocidades angulares iguais (como com rodet es). Podemos constatar que o t orque na moenda permanece igual, independente da RPM, ou nível de moagem. Observe que no cenário “Ia” a pressão de operação não se alterou, indicando que o torque permanece igual. O cenário “I” e “Ia” demonstra também que do ponto de vista mecânico, é favorável operar com o rolo de entrada um pouco acelerado e o rolo de saída um pouco mais l ento que o rolo superior. Com este ajuste de velocidades temos uma distribuição de torque mais homogênea entre os rolos não sobrecarregando nenhum dos rolos. - As linhas azuis representam a velocidade ou pressão no rolo de saída I Ia III III I Ia II III Bar Pres Eixo Sup RPM Eixo Ent RPM 350 300 7,5 7 Pres Eixo Ent 250 RPM Eixo Sup 6,5 200 6 150 Pres Eixo Said 5,5 5 100 RPM Eixo Saida 4,5 4 Fig 8 – Medições de velocidade 1º terno Usina Sta. Isabel 50 0 Fig 9 – Medições de pressão 1º terno Usina Sta. Isabel 4.2. Influência da velocidade relativa entre os rolos na umidade do bagaço 4.4 Operação otimizada por um controle estável com excelentes resultados Em 1998 o CE NICA ÑA na Colômbia fez experiências alterando as velocidades relativas (fricções) ent re os rolos e mediou a influência destas variações de velocidade na umidade do bagaço. Quando se usa t odos os recursos de automaç ão que os sistemas de acionamento hidráulico oferecem, é possível obter uma operação extremamente estável como mostram os resultados da Usina Ferrari. Na figura 12 temos o registro gráfico da pressão de operação e velocidade do rolo superior, assim como do nível do Chute no 4º (último) terno. Na figura 13 temos a leitura do torque total (soma dos 3 rolos acionados hidraulicamente) e a velocidade do rolo superior. Ambos gráficos mostram uma operação muito estável, que favorece a melhoria da extração e a redução da umidade. A operação com torque e velocidade estável também reduz os desgastes na moenda e prolonga a vida útil dos acionament os. Fig 10 – Disposição das velocidades relativas entre os rolos Fig 12 – Disposição das velocidades relativas entre os rolos Fig 11 – Diminuição da umidade em função da fricção Os resultados completos que estão resumidos acima foram apresentados no 23º congresso do ISS CT e publicados nas páginas 194-201. 4.3. Pressão de operação como indicador da perda de rugosidade dos fri sos Há muito, a usina Ferrari de Pirassununga - SP usa a leitura da pressão de operação em cada rolo, que é diretamente proporcional ao torque que cada rolo esta operando, como indicador da perda de rugosidade nos frisos dos rolos e, portanto o moment o certo de aplicar chapiscos nos flancos dos frisos. A queda da pressão relativa de um rolo em comparação com os outros rolos indica que este rolo esta com perda de rugosidade do friso e portanto nec essitando de aplicação de solda. Fig 13 – Disposição das velocidades relativas entre os rolos 5. Conclusão Existem varias filos ofias de controle, e diversos parâmetros que podem ser usados como variáveis para controlar a moenda. Podemos usar o nível do c hute, a oscilação do rolo superior, o torque de operação (pressão) em cada rolo da moenda, e a combinaç ão destes como parâmetros primários e secundários para controlar a rotação da moenda. Várias ex perimentaç ões ainda precisam ser feitas para se chegar a conclusões sobre quando é vantagem de se adotar uma ou outra filosofia de controle. Porem é fato, que um acionamento com baixo momento de inércia e reação rápida no ajuste da velocidade, ajuda a mant er o torque o mais homogêneo possível, mesmo com variações na alimentação de matéria prima, tanto em termos de quantidade (volume) ou também em termos de qualidade da mat éria prima como, por exemplo, variações de fibra, teor de folhas etc. O acionamento hidráulico permite a leitura da pressão de operaç ão em t empo real, o que fornece a indicação precisa e instantânea do torque aplicado em cada rolo. Isto possibilita o uso desta informação na retroalimentação do ajuste de velocidade de cada rolo de forma independente. O monit oramento do torque e a reação rápida permite uma proteção muito efetiva de sobrecargas, o que protege a moenda e o próprio acionamento. 6. Referências bibliográficas Abon, J.F. (1986). Utilisation of hydraulic motors for the individual drive of sugar cane rollers. Their results after three sugar croups. Proc. International Sugar Cane Tec hnol. 19: 850 859. Muñoz, G. and Lewinski, J. (1996). Analysis of the mechanical performanc e of a sugarcane mill. Proc. Int ernational. Soc. Sugar Cane Technol. 22: 342-349. Kent, G.A. and McKenzie, N.J. (2001). The distribution of torque in a three-roll mill. Proc. Int. Soc. Sugar Cane Technol., 24: 220–225. Vivas, A.L., Giron, J., Figueroa, F., Caicedo, G., Plata, A.M., Echeverri, L.F. and Gomez, A.L.(1998). Performance of a last mill with assist drive. Proc. Int. Soc. Sugar Cane Technol.,23: 194–201. Bosch Rexroth (2012). Engineering manual Hägglunds Spider Control System EN7776 BR2012. Lewinski, J; Grassmann, P and Kallin, T (2013). Torque and Power Consumption in Four Roll Sugar Mills. Factory Engineering P roc. Int. Soc. Sugar Cane Technol., Vol. 28 Nome: Paulo Grassmann Telefone: (11) 2119-5676 E-mail: [email protected] [email protected] – Bosch Rexroth AB [email protected] – Bosch Rex roth AB
Baixar