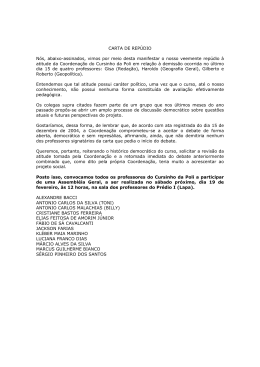
ESTUDO DA POLIMERIZAÇÃO DO POLI(2,5-FURANODICARBOXILATO DE ETILENO) Frederico Wegenast Gomes Dissertação de Mestrado apresentada ao Programa de Pós-graduação em Engenharia Química, COPPE, da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Mestre em Engenharia Química. Orientadores: José Carlos Costa da Silva Pinto Fernando Gomes de Souza Júnior Rio de Janeiro Março de 2013 Gomes, Frederico Wegenast Estudo da Polimerização do Poli(2,5- furanodicarboxilato de etileno)/ Frederico Wegenast Gomes. – Rio de Janeiro: UFRJ/COPPE, 2013. XXII, 188 p.: il.; 29,7 cm. Orientadores: José Carlos Costa da Silva Pinto Fernando Gomes de Souza Júnior Dissertação (mestrado) – UFRJ/ COPPE/ Programa de Engenharia Química, 2013. Referências Bibliográficas: p. 178-188. 1. Poli(2,5-furanodicarboxilato de etileno). 2. Ácido (2,5-furanodicarboxílico). 3. Policondensação. I. Pinto, José Carlos Costa da Silva et al. II. Universidade Federal do Rio de Janeiro, COPPE, Programa de Engenharia Química. III. Título. iii A meus pais: Celina e Claudio; A meu irmão: Eduardo; A minha namorada: Martina. iv AGRADECIMENTOS A meus pais, Celina e Claudio, por formarem as bases para que me tornasse quem sou hoje. Muito obrigado pelos constantes conselhos e por todo carinho, amor e incentivo para que siga quaisquer que sejam meus sonhos. A minha namorada, Martina, que esteve e está sempre ao meu lado, compreendendo e apaziguando meus muitos momentos de impaciência e irritação. Muito obrigado pela compreensão e pelos onipresentes amor e carinho. A meu irmão, Eduardo, pelo carinho e por seus inúmeros comentários memoráveis, fontes de muitas risadas e que deram mais graça às várias horas de estudo e trabalho. A minha família por todo apoio e toda a força. A meus amigos que, mesmo com minha frequente ausência, foram sempre fonte de apoio e de alegria. A meu orientador José Carlos, por ter compartilhando todo seu conhecimento e experiência, sempre com grande alegria e enorme amizade. A meu orientador Fernando, pela paciência, atenção e amizade dedicadas ao longo da dissertação. À Braskem pela grande oportunidade, pela confiança depositada, pelo apoio financeiro e por toda a contribuição ao longo do projeto. À Carol Ragazzi, amiga e companheira no desenvolvimento deste trabalho. Ao Jorge Sinfitele por toda a ajuda. Aos amigos do EngePol: Debbie, Paulinha, Jorjão, Luiza, Larissa, Rhana, Ricardo, Ana, Carlos, Dirceu, Thamyres, Grazielle, Aline, Marina, Israel, Rafael, Rodrigo, Cecília, Leilane, Simoni, Bruno e Luiza da Bahia. Aos amigos que se foram do EngePol: Matheus, Aldo, Luciana, Felipe e Caio. Muito obrigado por todo o carinho e pelos momentos de descontração, que fizeram do EngePol um lugar de extrema alegria. Aos amigos feitos ao longo do mestrado, principalmente ao Anderson, Luiz, Thainá, João, Carla, Camila, Bruno, Fernanda e Tafarel, responsáveis por indispensáveis momentos de descontração e alegria, especialmente na fase das disciplinas. Ao CNPq e à FAPERJ pelo auxílio financeiro. v Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos necessários para a obtenção do grau de Mestre em Ciências (M.Sc.) ESTUDO DA POLIMERIZAÇÃO DO POLI(2,5-FURANODICARBOXILATO DE ETILENO) Frederico Wegenast Gomes Março/2013 Orientadores: José Carlos Costa da Silva Pinto Fernando Gomes de Souza Júnior Programa: Engenharia Química A conscientização sobre a escassez de matérias-primas não renováveis e sobre os impactos ambientais causados por produtos e processos tem resultado em um ambiente socioeconômico favorável à produção de polímeros a partir de fontes renováveis. Nesse contexto, situa-se o poli(2,5-furanodicarboxilato de etileno), PEF, um polímero com estrutura similar à do poli(tereftalato de etileno), PET, que pode ser produzido a partir de matéria-prima sustentável. Uma das possíveis rotas de síntese é constituída pela policondensação do etilenoglicol com o ácido 2,5-furanodicarboxílico, obtido a partir de pentoses e hexoses. O presente trabalho visa a estudar a (co)polimerização do PEF, elucidando o comportamento cinético da reação e a influência de comonômeros nas propriedades relacionadas às aplicações finais das resinas. Foram realizados diversos experimentos, fazendo-se a manipulação da temperatura de reação, da concentração de catalisador, da vazão de gás de arraste e da fração de comonômeros. Diversas análises permitiram avaliar as mudanças provocadas pela inserção de comonômeros às cadeias do PEF e, por meio do monitoramento dos subprodutos voláteis e da distribuição de massas molares ao longo do tempo pôde-se avaliar a evolução dinâmica da reação. vi Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the requirements for the degree of Master of Science (M.Sc.) STUDY OF POLY(ETHYLENE 1,5-FURANODICARBOXYLATE) POLYMERIZATION Frederico Wegenast Gomes March/2013 Advisors: José Carlos Costa da Silva Pinto Fernando Gomes de Souza Júnior Department: Chemical Engineering The awareness about the decreasing supply of non-renewable raw materials and the environmental impacts caused by products and its processes has resulted in a socioeconomic environment that is favorable to production of polymers from renewable resources. Poly (ethylene 2,5furandicarboxylate), PEF, is a polymer that can be produced from sustainable raw materials and has a molecular structure that is similar to poly(ethylene terephthalate), PET. One of the possible pathways for production of PEF is the condensation reaction of ethylene glycol with 2,5-furandicarboxylic acid, which can be synthesized from pentoses and hexoses. The present work aims to study the PEF (co)polymerization, elucidating the reaction kinetics and the influence of comonomers on the properties related to the applicability of the final resins. Several experiments were conducted through a manipulation of the reaction temperature, catalyst concentration, carrier gas flow rate and the initial comonomer fractions. Characterization of polymer samples allowed to evaluate the changes caused on final polymer properties by insertion of comonomers into PEF. Monitoring of volatile byproducts and molar masses distribution during the course of the polymerization made possible the evaluation of the reaction dynamics. vii ÍNDICE 1. Introdução .................................................................................................................... 1 1.1. Introdução ........................................................................................................... 1 1.2. Objetivo da Dissertação...................................................................................... 3 1.2.1. Objetivo Geral ...................................................................................... 3 1.2.2. Objetivos Específicos ........................................................................... 3 1.3. Estrutura da Dissertação ..................................................................................... 4 2. Revisão Bibliográfica .................................................................................................. 5 2.1. Polímeros ............................................................................................................ 5 2.2. O Poli(tereftalato de etileno) .............................................................................. 6 2.2.1. Processos de Síntese do Poli(tereftalato de etileno) ............................. 8 2.3. Concorrentes do Poli(tereftalato de etileno) ....................................................... 9 2.3.1. Concorrentes a Partir de Fontes Petroquímicas ................................... 9 2.3.2. Concorrentes a Partir de Fontes Renováveis ...................................... 11 2.4. Processos de Síntese de Poliésteres Furânicos ................................................. 13 2.5. Impactos Ambientais da Substituição do Poli(tereftalato de etileno) por Poli(2,5-furanodicarboxilato de etileno)......................................................................... 22 2.6. Comentários Finais ........................................................................................... 23 3. Materiais e Métodos................................................................................................... 24 3.1. Rotas Químicas Empregadas ............................................................................ 24 3.1.1. Esterificação ....................................................................................... 24 3.1.2. Transesterificação .............................................................................. 25 3.1.3. Policondensação em Estufa ................................................................ 26 3.2. Prospecção Tecnológica ................................................................................... 26 3.2.1. Unidade Experimental 1 ..................................................................... 26 3.2.2. Unidade Experimental 2 ..................................................................... 29 3.2.3. Unidade Experimental 3 ..................................................................... 32 3.2.4. Unidade Experimental 4 ..................................................................... 34 3.3. Primeiro Estudo de Copolimerização ............................................................... 36 3.4. Determinação das Condições Ótimas de Reação por Transesterificação......... 37 3.5. Segundo Estudo de Copolimerização ............................................................... 39 3.6. Estudo da Polimerização do 1,4-butanodiol ..................................................... 40 3.7. Terceiro Estudo de Copolimerização ............................................................... 41 viii 3.8. Unidade Experimental 5 ................................................................................... 43 3.9. Estudo da Cinética de Polimerização ............................................................... 45 3.10. Caracterizações ................................................................................................. 46 3.10.1. Infravermelho por Transformada de Fourier (FT-IR) ........................ 46 3.10.2. Calorimetria Exploratória Diferencial (DSC) .................................... 47 3.10.3. Análise Termogravimétrica (TGA) .................................................... 48 3.10.4. Identificação da Temperatura Máxima de Processamento................. 48 3.10.5. Difratometria de Raios-X (DR-X) ..................................................... 49 3.10.6. Microscopia Eletrônica de Varredura (MEV) .................................... 49 3.10.7. Cromatografia Gasosa (GC) ............................................................... 49 3.10.8. Solúveis em Tetrahidrofurano (THF) ................................................. 53 3.10.9. Cromatografia de Permeação em Gel (GPC) ..................................... 54 3.10.10. Quantificação da Cor Desenvolvida pelos Polímeros ........................ 55 3.11. Confecção de Corpos de Prova para Ensaios Mecânicos ................................. 56 3.12. Análise Dínamo-Termo-Mecânica ................................................................... 60 3.13. Insumos Químicos ............................................................................................ 63 4. Resultados e Discussão .............................................................................................. 65 4.1. Ácido 2,5-furanodicarboxílico (FDCA) ........................................................... 65 4.1.1. Infravermelho por Transformada de Fourier ...................................... 65 4.1.2. Calorimetria Exploratória Diferencial e Análise Termogravimétrica 65 4.1.3. Cromatografia de Permeação em Gel ................................................ 67 4.2. Unidade Experimental 1 ................................................................................... 67 4.2.1. Produtos de Reação ............................................................................ 68 4.2.2. Infravermelho por Transformada de Fourier ...................................... 69 4.2.3. Calorimetria Exploratória Diferencial e Análise Termogravimétrica 70 4.2.4. Cromatografia de Permeação em Gel ................................................ 71 4.2.5. Conclusões Parciais Respectivas à Unidade Experimental 1 ............. 72 4.3. Unidade Experimental 2 ................................................................................... 73 4.3.1. Produtos de Reação ............................................................................ 73 4.3.2. Infravermelho por Transformada de Fourier ...................................... 76 4.3.3. Calorimetria Exploratória Diferencial e Análise Termogravimétrica 77 4.3.4. Cromatografia de Permeação em Gel ................................................ 78 4.3.5. Conclusões Parciais Respectivas à Unidade Experimental 2 ............. 79 4.4. Unidade Experimental 3, 4 e Primeiro Plano de Copolimerização .................. 80 ix 4.4.1. Produtos de Reação ............................................................................ 81 4.4.2. Calorimetria Exploratória Diferencial ................................................ 83 4.4.3. Microscopia Eletrônica de Varredura ................................................ 83 4.4.4. Difratometria de Raios-X ................................................................... 84 4.4.5. Cromatografia de Permeação em Gel ................................................ 88 4.4.6. Conclusões Parciais Respectivas às Unidades Experimentais 3 e 4 e ao Primeiro Plano de Copolimerização ............................................................................... 88 4.5. Determinação das Condições Ótimas de Reação por Transesterificação......... 89 4.5.1. Espectrofotometria UV/Visível .......................................................... 90 4.5.2. Cromatografia de Permeação em Gel ................................................ 91 4.5.3. Detecção de Monômeros Residuais ................................................... 93 4.5.4. Calorimetria Exploratória Diferencial e Análise Termogravimétrica 94 4.5.5. Identificação de Temperaturas Máximas de Processamento. ............ 95 4.5.6. Conclusões Parciais Respectivas ao Planejamento Experimental para a Determinação das Condições Ótimas de Reação por Transesterificação. ...................... 96 4.6. Segundo Estudo de Copolimerização ............................................................... 98 4.6.1. Solúveis em Tetrahidrofurano ............................................................ 98 4.6.2. Cromatografia de Permeação em Gel ................................................ 99 4.6.3. Espectrofotometria UV/Visível ........................................................ 101 4.6.4. Identificação de Temperaturas Máximas de Processamento ........... 102 4.6.5. Calorimetria Exploratória Diferencial .............................................. 103 4.6.6. Análise Termogravimétrica .............................................................. 104 4.6.7. Conclusões Parciais sobre o Segundo Estudo de Copolimerização . 106 4.7. Estudo da Polimerização do 1,4-butanodiol ................................................... 107 4.7.1. Espectrofotometria UV/Visível ........................................................ 107 4.7.2. Solúveis em Tetrahidrofurano .......................................................... 108 4.7.3. Cromatografia de Permeação em Gel .............................................. 109 4.7.4. Calorimetria Diferencial de Varredura ............................................. 110 4.7.5. Análise Termogravimétrica .............................................................. 111 4.7.6. Identificação das Temperaturas Máximas de Processamento .......... 111 4.7.7. Conclusões Parciais para o Estudo da Polimerização do 1,4-butanodiol ...........................................................................................................112 4.8. Terceiro Estudo de Copolimerização ............................................................. 113 4.8.1. Espectrofotometria UV/Visível ........................................................ 113 x 4.8.2. Solúveis em Tetrahidrofurano .......................................................... 115 4.8.3. Cromatografia de Permeação em Gel .............................................. 115 4.8.4. Análise Termogravimétrica .............................................................. 117 4.8.5. Conclusões Parciais do Terceiro Estudo de Copolimerização ......... 118 4.9. Propriedades Mecânicas por Análise Dínamo-termo-mecânica .................... 119 4.10. Estudo da Cinética de Polimerização ............................................................. 128 5. Conclusões e Sugestões ........................................................................................... 141 5.1. Conclusões...................................................................................................... 141 5.2. Sugestões para Trabalhos Futuros .................................................................. 143 Apêndice A...............................................................................................................145 Apêndice B................................................................................................................158 Apêndice C................................................................................................................169 Referências Bibliográficas........................................................................................178 xi ÍNDICE DE FIGURAS Figura 2.1. Esquema ilustrativo de reações de policondensação. “A” e “B” representam dois grupamentos funcionais distintos e “n” representa o número de unidades de repetição. Adaptado de ODIAN, 2004. ......................................................... 6 Figura 2.2. Estrutura química do poli(tereftalato de etileno), onde “n” representa um número qualquer de unidades de repetição. ............................................................... 7 Figura 2.3. Estrutura química do poli(naftalato de etileno), em que “n” representa um número qualquer de unidades de repetição. ............................................ 10 Figura 2.4. Estrutura química do poli(tereftalato de butileno), em que “n” representa um número qualquer de unidades de repetição. ............................................ 10 Figura 2.5. Estrutura química do poli(tereftalato de trimetileno), em que “n” representa um número qualquer de unidades de repetição. ............................................ 11 Figura 2.6. Estrutura química do ácido vanílico. ................................................ 11 Figura 2.7. Estrutura química do ácido 2,5-furanodicarboxílico. ....................... 12 Figura 2.8. Estrutura química do poli(2,5-furanodicarboxilato de etileno), em que “n” representa um número qualquer de unidades de repetição. ............................... 13 Figura 3.1. Síntese do 2,5-furanodicarboxilato de bis(hidroxietileno). .............. 25 Figura 3.2. Síntese do poli(2,5-furanodicarboxilato de etileno). ........................ 25 Figura 3.3. Reação de obtenção do poli(2,5-furanodicarboxilato de etileno) por transesterificação. ........................................................................................................... 25 Figura 3.4. Esquema ilustrativo da unidade reacional 1. .................................... 27 Figura 3.5. Esquema ilustrativo da unidade reacional 2. .................................... 29 Figura 3.6. Esquema ilustrativo da unidade reacional 3. .................................... 33 Figura 3.7. Esquema ilustrativo da unidade reacional 4. .................................... 35 Figura 3.8. Esquema ilustrativo da unidade de polimerização para obtenção de dados cinéticos................................................................................................................ 44 Figura 3.9. Cromatograma representativo das análises de cromatografia gasosa. ........................................................................................................................................ 52 Figura 3.10. Curva de calibração do etilenoglicol e octanol. ............................. 52 Figura 3.11. Placas de poli(tereftalato de etileno) sintetizadas utilizando como diretriz a norma ASTM D 4703. ..................................................................................... 57 xii Figura 3.12. Molde com corpos de prova retangulares usinado na UFRJ. Cada corpo de prova apresenta largura de 9,5 mm, comprimento de 63,5 mm e espessura de 2,0 mm. ........................................................................................................................... 58 Figura 3.13. Sistema de confecção dos corpos de prova por fusão em estufa. ... 58 Figura 3.14. Molde entalhado utilizado na moldagem por fusão em estufa. ...... 58 Figura 3.15. Sistema de moldagem por fusão em placa aquecida. ..................... 59 Figura 3.16. Corpo de prova sintetizado por fusão em placa aquecida após tratamento incompleto por abrasão. ............................................................................... 59 Figura 3.17. Resposta a uma tensão aplicada senoidalmente. ............................ 60 Figura 3.18. Varredura idealizada mostrando os diferentes tipos de transições. (6) movimentações locais, (5) flexão e estiramento, (4) grupos laterais, (3) cadeias em regiões amorfas, (2) cadeias principais, (1) escorregamento das cadeias – fusão. Adaptado de MENARD, 2008......................................................................................... 61 Figura 3.19. Grampos de fixação unilateral (single cantilever). ........................ 62 Figura 4.1. Espectro de Infravermelho por Transformada de Fourier para o ácido 2,5-furanodicarboxílico. ................................................................................................. 66 Figura 4.2. Análise termogravimétrica para o ácido 2,5-furanodicarboxílico. ... 66 Figura 4.3. Curva de cromatografia de permeação em gel para o ácido 2,5furanodicarboxílico......................................................................................................... 67 Figura 4.4. Produtos obtidos através das diferentes reações realizadas na Unidade 1........................................................................................................................ 69 Figura 4.5. Espectro de Infravermelho por Transformada de Fourier para o produto da reação 1......................................................................................................... 70 Figura 4.6. Curvas de cromatografia de permeação em gel para os diferentes produtos de reação sintetizados na unidade 1. ................................................................ 72 Figura 4.7. Produtos obtidos através das diferentes reações realizadas na Unidade 2........................................................................................................................ 74 Figura 4.8. Formação de espuma na superfície do meio reacional observada no Exp. 6. ............................................................................................................................. 75 Figura 4.9. Espectro de Infravermelho por Transformada de Fourier para o produto da reação 6......................................................................................................... 76 Figura 4.10. Curvas de cromatografia de permeação em gel para os diferentes produtos de reação sintetizados na unidade 2. ................................................................ 79 xiii Figura 4.11. Exp. 12 - poli(2,5-furanodicarboxilato de etileno) obtido na unidade 3; Exp. 13 - poli(2,5-furanodicarboxilato de etileno) obtido por monômeros renováveis; Exp. 14 e 15 - copolímeros com 1,2-propanodiol obtidos por monômeros renováveis. 82 Figura 4.12. Micrografias obtidas para o PEF homopolímero sintetizado por esterificação na unidade experimental 3 (Exp.12).......................................................... 84 Figura 4.13. Micrografias obtidas para o PET homopolímero. .......................... 85 Figura 4.14. Comparação dos difratogramas obtidos para o PEF petroquímico e para o PEF sintetizado a partir de monômeros renováveis. ............................................ 86 Figura 4.15. Comparação dos difratogramas obtidos para o PEF obtido por esterificação e para o copolímero com IPG também obtido por esterificação. .............. 86 Figura 4.16. Comparação dos difratogramas para os copolímeros de PEF com IPG obtidos por esterificação e transesterificação. ......................................................... 87 Figura 4.17. Resinas de poli(2,5-furanodicarboxilato de etileno) sintetizadas no plano experimental, após polimerização em estado fundido. ......................................... 91 Figura 4.18. Termogramas obtidos por TGA para as resinas sintetizadas por polimerização em estado fundido no plano experimental. ............................................. 95 Figura 4.19. Termogramas comparativos entre o PEF, PET e PET comercial. 105 Figura 4.20. Termogramas comparativos entre o PEF e os copolímeros com 1,2propanodiol. .................................................................................................................. 105 Figura 4.21. Termogramas comparativos entre o PEF e os copolímeros com glicerol. ......................................................................................................................... 106 Figura 4.22. Termogramas comparativos entre o PEF e os polímeros com 1,4butanodiol. .................................................................................................................... 111 Figura 4.23. Termogramas comparativos entre o PEF e os copolímeros com apenas glicerol. ............................................................................................................. 118 Figura 4.24. Termogramas comparativos entre o PEF e os copolímeros com apenas ácido succínico.................................................................................................. 119 Figura 4.25. Comportamento do módulo elástico quando ocorre a fratura do corpo de prova. ............................................................................................................. 122 Figura 4.26. Comportamento dos módulos elásticos do PET comercial e do PEF homopolímero como função da temperatura. ............................................................... 123 Figura 4.27. Comportamento dos valores de tan(δ) do PET comercial e do PEF homopolímero como função da temperatura. ............................................................... 123 xiv Figura 4.28. Comportamento dos módulos elásticos dos copolímeros contendo diferentes teores de glicerol como função da temperatura. .......................................... 124 Figura 4.29. Comportamento dos valores de tan(δ) dos copolímeros contendo diferentes teores de glicerol a partir da variação da temperatura. ................................ 124 Figura 4.30. Comportamento dos módulos elásticos dos copolímeros com diferentes teores de ácido succínico como função da temperatura. .............................. 125 Figura 4.31. Comportamento dos valores de tan(δ) dos copolímeros com diferentes teores de ácido succínico como função da temperatura. .............................. 125 Figura 4.32. Comportamento dos módulos elásticos dos diversos copolímeros como função da temperatura. ....................................................................................... 126 Figura 4.33. Comportamento dos valores de tan(δ) dos diversos copolímeros como função da temperatura. ....................................................................................... 127 Figura 4.34. Comportamento, em escala logarítmica, dos valores de tan(δ) dos diversos copolímeros como função da temperatura. .................................................... 127 Figura 4.35. Perfil temporal característico da massa de condensados acumulada e da pressão do sistema. Perfil obtido através da reação C8 a 175 ºC, vazão de N2 de 170 mL/min e 0,26% (pSb/pFDCA).................................................................................... 129 Figura 4.36. Curvas de distribuição de condensado obtida por variação aleatória na temperatura do banho reacional. .............................................................................. 130 Figura 4.37. Curvas de distribuição de água obtidas por variação na temperatura de reação mantendo-se a vazão de nitrogênio em 170 mL/min. .................................. 131 Figura 4.38. Curvas de distribuição de etilenoglicol obtidas por variação na temperatura de reação mantendo-se a vazão de nitrogênio em 170 mL/min. .............. 131 Figura 4.39. Curvas de distribuição de massa molar ao longo do tempo para a reação a 160 ºC. ............................................................................................................ 132 Figura 4.40. Curvas de distribuição de massa molar ao longo do tempo para a reação a 175 ºC. ............................................................................................................ 132 Figura 4.41. Curvas de distribuição de massa molar ao longo do tempo para a reação a 190 ºC. ............................................................................................................ 133 Figura 4.42. Curvas de distribuição de massa molar obtidas ao final da etapa de esterificação. ................................................................................................................. 133 Figura 4.43. Curvas de distribuição de massa molar obtidas ao final da etapa de transesterificação. ......................................................................................................... 134 xv Figura 4.44. Curvas de distribuição de condensado acumulado obtidas por variação na concentração de catalisador mantendo-se a temperatura a 175 ºC e vazão de N2 a 170 mL/min. ......................................................................................................... 135 Figura 4.45. Curvas de distribuição de massa molar obtidas por variação na concentração de catalisador mantendo-se a temperatura a 175 ºC e vazão de N2 a 170 mL/min. ........................................................................................................................ 136 Figura 4.46. Curvas de distribuição de água obtidas por variação na vazão de gás de arraste a 175 ºC. ....................................................................................................... 137 Figura 4.47. Curvas de distribuição de etilenoglicol obtidas por variação na vazão de gás de arraste a 175 ºC................................................................................... 137 Figura 4.48. Curvas de distribuição temporal das massas molares obtidas para a reação com maior vazão de gás de arraste. ................................................................... 138 Figura 4.49. Curvas de distribuição de massa molar obtidas ao final da etapa de esterificação obtidas por variação na vazão de gás de arraste. ..................................... 138 Figura 4.50. Curvas de distribuição de massa molar obtidas ao final da etapa de transesterificação de cada uma das reações. ................................................................. 139 Figura A.1. Termograma de DSC obtido para o FDCA....................................145 Figura A.2. Termograma de DSC para o produto obtido no Exp. 1..................146 Figura A.3. Termograma de DSC para o produto obtido no Exp. 2..................146 Figura A.4. Termograma de DSC para o produto obtido no Exp. 4..................147 Figura A.5. Termograma de DSC para o produto obtido no Exp. 5..................147 Figura A.6. Termograma de DSC para o produto obtido no Exp. 6..................148 Figura A.7. Termograma de DSC para o produto obtido no Exp. 8..................148 Figura A.8. Termograma de DSC para o produto obtido no Exp. 9..................149 Figura A.9. Termograma de DSC para o produto obtido no Exp. 10................149 Figura A.10. Termograma de DSC para o produto obtido no Exp. 11..............150 Figura A.11. Termograma de DSC para o produto obtido no Exp. 12..............150 Figura A.12. Termograma de DSC para o produto obtido no Exp. 13..............151 Figura A.13. Termograma de DSC para o produto obtido no Exp. 16..............151 Figura A.14. Termograma de DSC para o produto obtido no Exp. 17..............152 Figura A.15. Termograma de DSC para o produto obtido no Exp. 18..............152 Figura A.16. Termograma de DSC para o produto obtido no Exp. 19..............153 Figura A.17. Termograma de DSC para o produto obtido no Exp. 21..............153 Figura A.18. Termograma de DSC para o produto obtido no Exp. 23..............154 xvi Figura A.19. Termograma de DSC para o produto obtido no Exp. 24..............154 Figura A.20. Termograma de DSC para o produto obtido no Exp. 25..............155 Figura A.21. Termograma de DSC para o produto obtido no Exp. 26..............155 Figura A.22. Termograma de DSC para o produto obtido no Exp. 27..............156 Figura A.23. Termograma de DSC para o produto obtido no Exp. 28..............156 Figura A.24. Termograma de DSC para o produto obtido no Exp. 29..............157 Figura A.25. Termograma de DSC para o produto obtido no Exp. 30..............157 Figura B.1. Termograma de TGA para o produto obtido no Exp. 1..................158 Figura B.2. Termograma de TGA para o produto obtido no Exp. 2..................159 Figura B.3. Termograma de TGA para o produto obtido no Exp. 3..................160 Figura B.4. Termograma de TGA para o produto obtido no Exp. 4..................161 Figura B.5. Termograma de TGA para o produto obtido no Exp. 5..................162 Figura B.6. Termograma de TGA para o produto obtido no Exp. 6..................163 Figura B.7. Termograma de TGA para o produto obtido no Exp. 7..................164 Figura B.8. Termograma de TGA para o produto obtido no Exp. 8..................165 Figura B.9. Termograma de TGA para o produto obtido no Exp. 9..................166 Figura B.10. Termograma de TGA para o produto obtido no Exp. 10..............167 Figura B.11. Termograma de TGA para o produto obtido no Exp. 11..............168 Figura C.1. Curva de distribuição de massas molares para a amostra de poli(tereftalato de etileno) comercial.............................................................................169 Figura C.2. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 23...................................................................................................................................170 Figura C.3. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 24...................................................................................................................................170 Figura C.4. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 25...................................................................................................................................171 Figura C.5. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 27...................................................................................................................................171 xvii Figura C.6. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 28...................................................................................................................................172 Figura C.7. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 29...................................................................................................................................172 Figura C.8. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 30...................................................................................................................................173 Figura C.9. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 31...................................................................................................................................173 Figura C.10. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 32...................................................................................................................................174 Figura C.11. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 33...................................................................................................................................174 Figura C.12. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 34...................................................................................................................................175 Figura C.13. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 35...................................................................................................................................175 Figura C.14. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 36...................................................................................................................................176 Figura C.15. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 37...................................................................................................................................176 Figura C.16. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 38...................................................................................................................................177 xviii ÍNDICE DE TABELAS Tabela 3.1. Condições operacionais adotadas nas reações realizadas na unidade experimental 1. ............................................................................................................... 28 Tabela 3.2. Condições operacionais adotadas nas reações realizadas na unidade experimental 2. ............................................................................................................... 31 Tabela 3.3. Condições operacionais adotadas na reação realizada na unidade experimental 3. ............................................................................................................... 33 Tabela 3.4. Condições operacionais e monômeros utilizados nas transesterificação realizada na unidade experimental 4. ................................................ 36 Tabela 3.5. Condições operacionais e monômeros utilizados no primeiro estudo de copolimerização. ........................................................................................................ 37 Tabela 3.6. Planejamento experimental realizado para determinação das condições ótimas de reação. ........................................................................................... 38 Tabela 3.7. Contribuição molar de cada comonômero em relação ao total de hidroxilas presentes no início da reação. ........................................................................ 40 Tabela 3.8. Estudo comparativo de polimerização do 1,4-butanodiol................ 41 Tabela 3.9. Contribuição dos comonômeros nos grupamentos funcionais que deram origem ao polímero final. .................................................................................... 42 Tabela 3.10. Reações realizadas para estudo cinético. ....................................... 45 Tabela 3.11. Condições de operação aplicadas na cromatografia gasosa. .......... 50 Tabela 3.12. Monômeros alcoóis utilizados nas reações. ................................... 63 Tabela 3.13. Monômeros ácidos utilizados nas reações. .................................... 63 Tabela 4.1. Reações realizadas na unidade experimental 1. ............................... 68 Tabela 4.2. Resultados das análises de Calorimetria Exploratória Diferencial para as reações realizadas utilizando a unidade 1........................................................... 71 Tabela 4.3. Condições operacionais adotadas nas reações realizadas na unidade experimental 2. ............................................................................................................... 73 Tabela 4.4. Resultados das análises de Calorimetria Exploratória Diferencial para as reações realizadas utilizando a unidade 2........................................................... 77 Tabela 4.5. Condições operacionais adotadas nas reações realizadas nas unidades experimentais 3 e 4, e no primeiro plano de copolimerização. ...................................... 81 Tabela 4.6. Comparação das análises de Calorimetria Exploratória Diferencial para o PEF produzido por monômeros petroquímicos e renováveis. ............................. 83 xix Tabela 4.7. Cristalinidade avaliada por DR-X. O valor para a cristalinidade do PET foi aquele obtido por Soares Júnior (2010). ........................................................... 87 Tabela 4.8. Condições adotas em cada experimento do planejamento experimental. .................................................................................................................. 89 Tabela 4.9. Absorções a 400 nm para os polímeros sintetizados no planejamento experimental após as etapas de transesterificação e de polimerização em estufa. ......... 90 Tabela 4.10. Massas molares médias obtidas por GPC para as diferentes reações em estado fundido realizadas durante o planejamento experimental. ............................ 92 Tabela 4.11. Massas molares médias obtidas por GPC para as diferentes reações em estufa realizadas durante o planejamento experimental. .......................................... 93 Tabela 4.12. Resultados de Calorimetria Exploratória Diferencial para os produtos obtidos por polimerização em estado fundido no planejamento experimental. ........................................................................................................................................ 94 Tabela 4.13. Temperaturas características de fusão e degradação em atmosfera oxidativa dos polímeros sintetizados no planejamento experimental. As temperaturas características apresentam precisão de ± 10 ºC. ............................................................. 96 Tabela 4.14. Matriz de correlação para as polimerizações em estado fundido realizadas no planejamento experimental. ...................................................................... 97 Tabela 4.15. Matriz de correlação para as polimerizações em estufa realizadas no planejamento experimental. ............................................................................................ 97 Tabela 4.16. Proporção molar, em relação ao total de hidroxilas e carboxilas presentes no início da reação, de cada reagente utilizado no segundo plano de copolimerização. ............................................................................................................. 98 Tabela 4.17. Percentual mássico de solúveis em THF para os produtos do segundo plano de copolimerização. ................................................................................ 99 Tabela 4.18. Massas molares médias obtidas por GPC para os produtos da polimerização em estado fundido do segundo plano de copolimerização.................... 100 Tabela 4.19. Massas molares médias obtidas por GPC para os produtos da polimerização em estufa do segundo plano de copolimerização. ................................. 100 Tabela 4.20. Absorções resultantes das análises de UV/Visível para os produtos do segundo plano de copolimerização. ......................................................................... 101 Tabela 4.21. Faixas de temperaturas características dos produtos das polimerizações em estado fundido realizadas no segundo plano de copolimerização. 102 xx Tabela 4.22. Faixas de temperaturas características dos produtos das polimerizações em estufa realizadas no segundo plano de copolimerização. .............. 102 Tabela 4.23. Transições térmicas obtidas para os produtos das polimerizações em estado fundido realizadas no segundo plano de copolimerização. ......................... 103 Tabela 4.24. Estudo comparativo de polimerização do 1,4-butanodiol............ 107 Tabela 4.25. Absorções resultantes das análises de UV/Visível para as reações de polimerização do 1,4-butanodiol. ............................................................................ 108 Tabela 4.26. Percentual mássico de solúveis em THF para as reações de polimerização do 1,4-butanodiol. ................................................................................. 108 Tabela 4.27. Massas molares médias obtidas por GPC para as reações de polimerização do 1,4-butanodiol realizadas em estado fundido. ................................. 109 Tabela 4.28. Massas molares médias obtidas por GPC para as reações de polimerização do 1,4-butanodiol realizadas em estufa. ................................................ 110 Tabela 4.29. Temperaturas características das transições térmicas para as reações de polimerização do 1,4-butanodiol realizadas em estado fundido. ............................. 110 Tabela 4.30. Faixas de temperaturas características dos produtos das polimerizações do 1,4-butanodiol em estado fundido. ................................................. 112 Tabela 4.31. Faixas de temperaturas características dos produtos das polimerizações do 1,4-butanodiol em estufa. ............................................................... 112 Tabela 4.32. Contribuição dos comonômeros nos grupamentos funcionais que deram origem aos polímeros sintetizados no terceiro plano de copolimerização. ....... 113 Tabela 4.33. Absorções resultantes das análises de UV/Visível para os polímeros sintetizados em estado fundido no terceiro plano de copolimerização. ....................... 114 Tabela 4.34. Matriz de correlação obtida para a influência dos comonômeros nas absorções dos polímeros após policondensação em estado fundido, sintetizados no terceiro plano de copolimerização. ............................................................................... 114 Tabela 4.35. Percentual mássico de solúveis em THF para os polímeros sintetizados no terceiro plano de copolimerização. ...................................................... 115 Tabela 4.36. Massas molares obtidas por GPC para os produtos do terceiro plano de copolimerização, após polimerização em estado fundido. ...................................... 116 Tabela 4.37. Massas molares obtidas por GPC para os produtos do terceiro plano de copolimerização, após polimerização em estufa...................................................... 117 xxi Tabela 4.38. Matriz de correlação obtida para a influência dos comonômeros nas massas molares dos polímeros após policondensação em estado fundido, sintetizados no terceiro plano de copolimerização. ............................................................................... 117 Tabela 4.39. Frações molares dos comonômeros presentes nos polímeros analisados por DMTA. ................................................................................................. 120 Tabela 4.40. Reações realizadas para estudo cinético. ..................................... 128 Tabela 4.41. Influência da temperatura na distribuição temporal de massas molares médias. ............................................................................................................ 134 Tabela 4.42. Influência da vazão de N2 na distribuição temporal de massas molares médias. ............................................................................................................ 139 Tabela 4.43. Comparação da conversão das reações através da massa de produtos condensados estimada pela estequiometria de reação. .................................. 140 xxii Capítulo I 1. Introdução 1.1. Introdução A crescente preocupação com o impacto ambiental causado por produtos e processos tem resultado em aumento contínuo do interesse pela produção de polímeros a partir de fontes renováveis (GANDINI e BELGACEM, 1998; BELGACEM e GANDINI, 2009; GANDINI et al., 2009). Nesse contexto, uma importante classe de polímeros é aquela que utiliza compostos furânicos como matérias-primas. A partir da biomassa é possível produzir dois importantes compostos furânicos de primeira geração: o furfural e o hidroximetilfurfural. Ambos podem ser obtidos a partir da desidratação em meio ácido de pentoses e hexoses, respectivamente (LECOMTE et al., 1999; GOMES, 2009; CHEN e PATEL, 2012). A partir desses compostos de primeira geração, é possível criar uma série de derivados furânicos que simulam diversos outros compostos que hoje são produzidos a partir de matérias-primas de origem fóssil, constituindo, assim, uma importante alternativa aos reagentes fósseis produzidos atualmente. Ainda na década de 70, Moore e Kelly (1978) desenvolveram estudos a respeito do uso de comonômeros furânicos para a produção de poliésteres, já preocupados com a futura diminuição da oferta de petróleo. Em seus estudos, os autores utilizaram diversos compostos furânicos como monômeros, incluindo o ácido 2,5- furanodicarboxílico, um dos produtos químicos mais importantes derivados da oxidação do hidroximetilfurfural. O ácido 2,5-furanodicarboxílico é bastante versátil, sendo possível produzir a partir dele uma série de derivados por intermédio de transformações químicas relativamente simples (GOMES, 2009). A perspectiva de produção em grande escala e a semelhança molecular com o ácido tereftálico, um dos possíveis monômeros precursores do poli(tereftalato de etileno), fez aumentar o interesse pela produção do poli(2,5-furanodicarboxilato de etileno), que pode ser sintetizado a partir da reação do ácido 2,5-furanodicarboxílico com o etilenoglicol. O poli(2,5-furanodicarboxilato de etileno) é um polímero com propriedades comparáveis às do poli(tereftalato de etileno) 1 e pode ser produzido totalmente a partir de matéria-prima sustentável, tendo em vista os muitos estudos sobre o aproveitamento do glicerol para a produção de diversos compostos, incluindo o etilenoglicol (WERPY e PETERSEN, 2004; GANDINI et al., 2008; REIS, 2009). O interesse pelo desenvolvimento de uma resina obtida a partir de fontes renováveis, que seja capaz de competir com o poli(tereftalato de etileno) nos diversos nichos de mercado, torna-se claro ao realizar uma análise do mercado consumidor desse polímero commodity. Aproximadamente 24 milhões de toneladas de poli(tereftalato de etileno) foram produzidas em todo o mundo no final da década de 1990, dos quais 67% eram destinados para a produção de fibras têxteis, 24% para a confecção de embalagens, 5% para a produção de filmes e 4% eram utilizados como polímeros de engenharia, sendo um dos termoplásticos mais produzidos do mundo (MACDONALD, 2002). O consumo brasileiro de poli(tereftalato de etileno) apresentou um crescimento médio ao ano de 8,3% no período de 2000 a 2009, saltando de 255 mil toneladas no primeiro ano do período para 522 mil toneladas no último. A indústria de embalagens foi a maior responsável pelo grande consumo registrado em 2009, absorvendo aproximadamente 90% do total de resinas virgens do mercado nacional. Neste mesmo ano, a indústria brasileira de poli(tereftalato de etileno) apresentou um faturamento líquido de 3,38 bilhões de reais, sendo 2,29 bilhões provenientes da venda de resinas virgens e 1,09 bilhões da reciclagem (ANÔNIMO, 2010). Baseado no cenário exposto nos parágrafos anteriores, o presente trabalho tem como objetivo desenvolver novas resinas poliméricas, empregando monômeros que podem ser obtidos a partir de matérias-primas de origem renovável, e avaliar o potencial de aplicação no nicho mercadológico dominado pelo poli(tereftalato de etileno). Como ponto de partida, estudou-se a polimerização do poli(2,5-furanodicarboxilato de etileno) visando a determinar a melhor rota de síntese a ser adotada. Em seguida, foram realizados estudos de copolimerização, buscando avaliar as mudanças de propriedades promovidas pela inserção de ramificações e pela substituição parcial dos anéis furânicos por grupamentos alifáticos lineares. Por fim, foi realizado um estudo de sensibilidade do comportamento cinético da polimerização, sendo variados alguns parâmetros de processo. A síntese do poli(2,5-furanodicarboxilato de etileno) e seus copolímeros foi integralmente realizada no Laboratório de Engenharia de Polímeros (EngePol) 2 pertencente ao Programa de Engenharia Química (PEQ) do Instituto Alberto Luiz Coimbra de Pós-graduação e Pesquisa de Engenharia (COPPE) da Universidade Federal do Rio de Janeiro (UFRJ). 1.2. Objetivo da Dissertação 1.2.1. Objetivo Geral A dissertação tem por objetivo geral estudar as reações de polimerização do poli(2,5-furanodicarboxilato de etileno) e seus copolímeros, propondo uma rota de síntese na qual: (i) são utilizados monômeros que podem ser obtidos a partir de matérias-primas renováveis; (ii) há a minimização do número de etapas adicionais de síntese, sem necessidade de obtenção de compostos intermediários e purificação; (iii) não são utilizados ou liberados compostos com elevada periculosidade, como solventes orgânicos ou ácidos inorgânicos. 1.2.2. Objetivos Específicos Objetivou-se elucidar os efeitos da temperatura de reação e da concentração de catalisador sobre as propriedades finais de interesse apresentadas pelo poli(2,5furanodicarboxilato de etileno), como massas molares médias e cor aparente, por exemplo. Por intermédio da substituição do etilenoglicol por 1,4-butanodiol, glicerol e 1,2-propanodiol e do ácido 2,5-furanodicarboxílico por ácido succínico, procurou-se avaliar como a inserção desses componentes na cadeia polimérica pode afetar as propriedades mecânicas e físico-químicas (distribuição de massas molares, cristalinidade, temperaturas de degradação e fusão, entre outras) e, consequentemente, o potencial de aplicação dos copolímeros em substituição ao poli(tereftalato de etileno). Por fim, por intermédio de manipulações da temperatura de reação, da concentração e momento de adição de catalisador e da vazão da fase gasosa, introduzida para carrear subprodutos voláteis e excesso de reagentes, objetivou-se verificar a sensibilidade da taxa de polimerização a esses parâmetros de processo. 3 1.3. Estrutura da Dissertação A dissertação está organizada em cinco capítulos, incluindo este primeiro capítulo introdutório, um apêndice e referências bibliográficas. O Capítulo II apresenta uma revisão bibliográfica, descrevendo propriedades e aplicações do poli(tereftalato de etileno), principais rotas de síntese e alguns polímeros concorrentes obtidos por matérias-primas derivadas de fontes sustentáveis. É também realizada uma discussão sobre as publicações de artigos e patentes que descrevem a obtenção de poliésteres furânicos sintetizados a partir do ácido 2,5-furanodicarboxílico ou seus derivados. No Capítulo III é realizada a descrição das diferentes rotas químicas, metodologias operacionais e unidades reacionais utilizadas para a realização das polimerizações, assim como as técnicas adotadas para caracterização dos poliésteres sintetizados. No Capítulo IV são apresentados e discutidos os experimentos realizados e os resultados das caracterizações dos polímeros obtidos. No Capítulo V são apresentadas as principais conclusões e sugestões para futuros estudos, complementares ao trabalho apresentado na presente dissertação. O Apêndice A reúne os resultados de Calorimetria Exploratória Diferencial, o Apêndice B contém os termogramas de Análise Termogravimétrica e o Apêndice C apresenta as curvas de distribuição de massas molares, caracterizações discutidas no capítulo de resultados, mas cujos gráficos não são diretamente expostos ao longo do texto. Por fim, são listadas as referências bibliográficas consultadas durante o desenvolvimento da dissertação. 4 Capítulo II 2. Revisão Bibliográfica 2.1. Polímeros Polímeros são macromoléculas sintetizadas a partir da reação de moléculas menores, conhecidas por monômeros e dispostas em cadeias. As unidades fundamentais que constituem a cadeia polimérica são chamadas de meros, unidas por ligações de caráter covalente (RAVVE, 2000). Os polímeros, dentre diversas possíveis classificações, podem ser agrupados em naturais ou sintéticos. Polímeros naturais, como o nome indica, são aqueles naturalmente ocorrentes na natureza, como proteínas e polissacarídeos. Polímeros sintéticos são produzidos por reações químicas convencionais a partir de monômeros. Alguns exemplos de polímeros sintéticos amplamente comercializados são o poliestireno, o poli(tereftalato de etileno), o poli(ácido acrílico), dentre muitos outros (GOWARIKER et al., 1986). Polímeros podem ainda ser divididos em dois grupos: termoplásticos e termorrígidos. Polímeros termoplásticos, depois de sintetizados, podem sofrer fusão reversível e serem solubilizados em solventes apropriados. Polímeros termorrígidos, por outro lado, por apresentarem muitas ligações entre cadeias adjacentes, são insolúveis e infusíveis (RAVVE, 2000). Polímeros podem também ser classificados em função da rota química pela qual foram sintetizados como polímeros de condensação ou adição. Os polímeros são ditos de condensação quando são formados a partir da reação de grupos funcionais (como ácidos carboxílicos e hidroxilas, por exemplo) presentes nos monômeros dos quais eles provêm. Nesse caso, os materiais podem ser sintetizados a partir de monômeros que possuem, cada um, vários grupamentos funcionais de um mesmo tipo, ou a partir de monômeros que possuem, cada um, mais de um tipo de grupamento funcional, como ilustrado na Figura 2.1. Quando os polímeros são formados pela adição sequencial de monômeros à cadeia, eles são classificados como polímeros de adição (ODIAN, 2004). Uma série de técnicas distintas pode ser usada para promover reações de polimerização, destacando-se as polimerizações em massa, em solução, em suspensão e 5 em emulsão. A polimerização em massa é o processo mais simples, no qual a mistura reacional contém apenas o(s) monômero(s) e, opcionalmente, o catalisador ou o iniciador. A polimerização em solução é similar à polimerização em massa, mas envolve a presença de um solvente, que tem por função facilitar a transferência de calor e de massa, possibilitando uma melhor homogeneização do meio reacional. A polimerização em suspensão é conduzida com a dispersão de uma mistura do(s) monômero(s) em uma fase contínua não solvente. Usualmente a fase orgânica contém ainda um iniciador solúvel no monômero e são usados um ou mais agentes de suspensão para prevenir a aglomeração da fase dispersa. Nesta técnica, com auxílio da agitação vigorosa do meio, ocorre a formação de gotas dispersas, que são estabilizadas pelo agente de suspensão, evitando sua coalescência. Cada gota individualmente funciona como um reator em massa, o que leva à formação de micropartículas poliméricas ao final da reação. Por fim, a polimerização em emulsão envolve o uso de surfactantes e de iniciadores solúveis na fase contínua. As diferentes técnicas de polimerização em emulsão apresentam um complexo mecanismo de reação e originam partículas de dimensões nanométricas. Como pode ser percebido, a escolha da técnica a ser utilizada depende do polímero a ser sintetizado e das propriedades desejadas (ODIAN, 2004). n A-A + n B-B → -(A-AB-B)-n n A-B → -(A-B)-n Figura 2.1. Esquema ilustrativo de reações de policondensação. “A” e “B” representam dois grupamentos funcionais distintos e “n” representa o número de unidades de repetição. Adaptado de ODIAN, 2004. 2.2. O Poli(tereftalato de etileno) O poli(tereftalato de etileno), cuja nomenclatura de acordo com a “International Union of Pure and Applied Chemistry” é poli(oxitereftaloíla de oxietileno) (ODIAN, 2004), é amplamente conhecido pela sigla PET. É um polímero termoplástico, com estrutura parcialmente alifática e aromática, como ilustrado na Figura 2.2, semicristalino e membro comercialmente mais importante da família dos poliésteres (KARAGIANNIDS et al., 2008). 6 Por meio da adição de cargas e aditivos, do uso de métodos para orientação das cadeias (uni e biaxial) e da aplicação de tratamento térmico, o poli(tereftalato de etileno) pode ser produzido com uma gama bastante ampla de propriedades, apropriadas às exigências específicas do produto final (MONTENEGRO, 1996). Aliado a isso, apresenta excelente estabilidade térmica, alta resistência química, estabilidade hidrolítica, propriedades mecânicas atrativas, baixa permeabilidade a gases, leveza, transparência, facilidade de processamento e baixo custo de produção, o que lhe confere grande versatilidade (ROSU et al., 1999; HOLLAND e HAY, 2002; ROMÃO et al., 2009). Figura 2.2. Estrutura química do poli(tereftalato de etileno), onde “n” representa um número qualquer de unidades de repetição. O poli(tereftalato de etileno), contudo, é especialmente susceptível à degradação térmica na presença de água e/ou oxigênio. Durante seu processamento ou reprocessamento (como na reciclagem), o polímero permanece durante longos períodos a temperaturas elevadas, o que permite que reações de termo-oxidegradação possam ocorrer, causando o deterioramento de algumas propriedades. Em especial, tais reações de degradação podem afetar a aparência das resinas, fazendo com que adquira uma coloração amarelada ou amarronzada, a depender do grau de degradação (ROMÃO et al., 2009). Por ser um polímero extensivamente utilizado na produção de embalagens, o escurecimento da resina inviabiliza seu uso quando a transparência é uma propriedade fundamental, permitindo seu emprego apenas em aplicações menos nobres, em que a cor da resina não é um parâmetro importante (CIOLACU et al., 2006; YANG et al., 2010). De forma generalizada, a degradação térmica é iniciada com a formação de oligômeros cíclicos por volta de 300 ºC, que por sua vez se decompõem a temperaturas próximas de 400 ºC (HOLLAND e HAY, 2002). O poli(tereftalato de etileno), por ser um material semicristalino, pode ser obtido com diferentes graus de cristalinidade, a depender de sua história térmica. Em geral, quando usado para confecção de fibras, deseja-se que apresente alto teor de 7 cristalinidade, aumentando a resistência à deformação. Para uso em filmes ou embalagens, usualmente deseja-se cristalinidade baixa, pois na conformação amorfa apresenta-se translúcido e com maior flexibilidade (SOARES JR, 2010). 2.2.1. Processos de Síntese do Poli(tereftalato de etileno) O poli(tereftalato de etileno) é obtido por reações de condensação e os processos de síntese são basicamente constituídos por três etapas: a oligomerização, a policondensação em estado fundido e a policondensação em estado sólido (OLIVEIRA, 2006). A etapa de oligomerização tem por objetivo sintetizar o éster dietílico, derivado do ácido tereftálico, e oligômeros. Pode ser conduzida por uma rota química na qual há a reação de esterificação do ácido tereftálico com o etilenoglicol, ou por uma rota de transesterificação do tereftalato de dimetila com o etilenoglicol. Na rota de transesterificação, a reação é conduzida em estado fundido, na presença de um catalisador, usualmente acetato de manganês ou zinco, a temperaturas crescentes, variando entre 150 e 210 ºC. Ao longo da reação, metanol é obtido como subproduto da transesterificação e deve ser continuamente removido do sistema. Na rota de esterificação, devido à alta temperatura de fusão do ácido tereftálico e baixa solubilidade no etilenoglicol, a reação ocorre em meio heterogêneo, sendo necessária a adoção de excesso de etilenoglicol. Por isso, são adotadas temperaturas mais elevadas do que as aplicadas na rota de transesterificação, variando entre 240 e 260 ºC (MACDONALD, 2002; ODIAN, 2004; ROMÃO et al., 2009). Na etapa de policondensação em estado fundido ocorrem reações de transesterificação entre os oligômeros, sintetizados na etapa anterior, que dão origem a poliésteres. A reação é realizada a temperaturas de aproximadamente 280 ºC e o etilenoglicol, obtido como subproduto da transesterificação, é continuamente removido por destilação a pressão reduzida, usualmente entre 66 e 133 Pa. O catalisador utilizado neste estágio é geralmente um composto à base de óxido de germânio, titânio ou antimônio, sendo este último preferível por apresentar boa atividade catalítica, não induzir o aparecimento de cor no produto final e apresentar baixo custo (ODIAN, 2004; OLIVEIRA, 2006; AHARONI, 2008; ROMÃO et al.,2009). 8 A aplicabilidade da resina de poli(tereftalato de etileno) está diretamente atrelada à massa molar apresentada (DUH, 2001). Assim, a depender do uso desejado, o polímero obtido na etapa de policondensação pode ser submetido a um processo adicional de polimerização em estado sólido, a fim de contornar o grande aumento da viscosidade observado no final da etapa de policondensação e promover o aumento de massa molar. O reator de polimerização em estado sólido opera em leito deslizante ou fluidizado a uma temperatura intermediária, entre a temperatura de transição vítrea e a temperatura de fusão, evitando-se assim a sinterização e mantendo a individualidade das partículas de polímero em um estado amorfo. A reação é usualmente conduzida entre 10 e 30 horas e o sistema é mantido sob alto vácuo ou sob um fluxo gasoso inerte de hidrogênio em contracorrente, a fim de remover os voláteis resultantes da polimerização (OLIVEIRA, 2006; ROMÃO et al., 2009; EVANGELISTA, 2010). 2.3. Concorrentes do Poli(tereftalato de etileno) Diante de todas as vantagens apresentadas pelo poli(tereftalato de etileno), qualquer polímero, para ter potencial de aplicação como seu substituto, deverá apresentar propriedades semelhantes ou superiores às do poli(tereftalato de etileno). Porém, na maioria dos casos, o maior custo dos reagentes impossibilita a produção em grande escala e a aplicação em áreas que demandam grandes quantidades de resina (SOARES JR, 2010). 2.3.1. Concorrentes a Partir de Fontes Petroquímicas O poli(naftalato de etileno), cuja estrutura química é mostrada na Figura 2.3, em comparação com o poli(tereftalato de etileno), é um material cinco vezes menos permeável ao oxigênio e ao gás carbônico, com capacidade de barreira ao vapor de água três vezes e meia maior e com maior resistência mecânica, térmica e química. A rota de síntese adota o ácido 2,6-naftaleno dicarboxílico em substituição ao ácido tereftálico. A resina, utilizada principalmente para a fabricação de filmes rígidos, pode ser utilizada como substituta ao PET em muitas aplicações, como na produção de embalagens transparentes para produtos sensíveis à oxidação e de embalagens para produtos que precisam ser envasados a quente ou submetidos à esterilização por pasteurização 9 (NUNES et al., 1998; DIAS et al., 2001; SASANUMA, 2009). Contudo, o custo de produção do poli(naftalato de etileno) é ainda um fator limitante para uso comercial em larga escala, o que faz com que seja mais frequentemente empregado na fabricação de blendas ou na copolimerização com outros monômeros (NUNES et al., 1998). Figura 2.3. Estrutura química do poli(naftalato de etileno), em que “n” representa um número qualquer de unidades de repetição. O poli(tereftalato de butileno), cuja estrutura é mostrada na Figura 2.4, é produzido pela polimerização do 1,4-butanodiol, em substituição ao etilenoglicol, com o ácido tereftálico. Apresenta alta resistência ao impacto, baixa temperatura de moldagem e rápida cristalização, o que faz com que seja principalmente utilizado na indústria automobilística e de eletrônicos. Concorre com o poli(tereftalato de etileno) em aplicações que requerem plásticos de engenharia, porém apresenta faixa de temperaturas de operação mais estreita (DU et al., 2010). Figura 2.4. Estrutura química do poli(tereftalato de butileno), em que “n” representa um número qualquer de unidades de repetição. O poli(tereftalato de trimetileno), cuja estrutura é mostrada na Figura 2.5, é sintetizado a partir da reação do ácido tereftálico com o 1,3- propanodiol, usado em substituição ao etilenoglicol. Apresenta excelente durabilidade, suavidade, resistência a manchas e excelentes propriedades de estiramento, sendo mais adequada que o poli(tereftalato de etileno) em algumas aplicações, como na fabricação de fibras e resinas especiais (SASANUMA e SUZUKI, 2009). 10 Figura 2.5. Estrutura química do poli(tereftalato de trimetileno), em que “n” representa um número qualquer de unidades de repetição. 2.3.2. Concorrentes a Partir de Fontes Renováveis O grande entrave para a produção do poli(tereftalato de etileno) por rotas químicas sustentáveis reside na dificuldade de obter o ácido tereftálico a partir de fontes renováveis. A tecnologia de oxidação do bio-etanol a óxido de etileno, seguida de hidrólise para obtenção do etilenoglicol, é bem conhecida. Se produzido em grande escala, uma possível rota de produção do ácido tereftálico seria aquela na qual há a transformação do p-xileno, obtido da biomassa, baseado em tecnologias também dominadas pela indústria química (CHEN e PATEL, 2012). Uma alternativa para a produção de polímeros com propriedades semelhantes às do poli(tereftalato de etileno) é a substituição do ácido tereftálico pelo ácido vanílico, Figura 2.6, que pode ser obtido da biomassa. O polímero sintetizado pode ter propriedades adequadas para o uso em embalagens (SCHUCHARDT et al., 2001). Figura 2.6. Estrutura química do ácido vanílico. Como já mencionado no capítulo introdutório da presente dissertação, a partir da biomassa é possível produzir dois importantes compostos furânicos de primeira geração: o furfural e o hidroximetilfurural. Uma importante família de produtos derivados e/ou substitutos do poli(tereftalato de etileno) é a dos poliésteres biodegradáveis. Vários autores têm reportado a introdução de derivados de compostos furânicos (OKADA et al., 2007) e/ou de ácido succínico (TAKASHI et al., 2001a, 2001b; CHEN e WU, 2008; TSAI et al., 2008) na cadeia principal da resina de poliéster, com o objetivo de tornar possível a biodegradação desses materiais. Os 11 polímeros resultantes da substituição parcial ou total do grupamento tereftalato pelo grupamento succinato apresentam excelentes propriedades térmicas e mecânicas e têm recebido particular atenção da literatura. Diversos processos químicos, baseados em fermentação microbiológica, estão disponíveis para obtenção do ácido succínico (CHEN e PATEL, 2012). O ácido 2,5-furanodicarboxílico (FDCA), cuja estrutura química é apresentada na Figura 2.7, foi listado pelo departamento de energia americano como um dos doze componentes com maior potencial de serem utilizados na chamada “indústria química verde”. Tal composto é bastante versátil, sendo possível produzir a partir dele uma série de derivados com o auxílio de transformações químicas relativamente simples. Possui grande potencial para servir como matéria-prima em diversas aplicações industriais e de química fina, principalmente pela semelhança estrutural com o ácido tereftálico (MOORE e KELLY, 1978; WERPY e PETERSEN, 2004; GOMES, 2009). Figura 2.7. Estrutura química do ácido 2,5-furanodicarboxílico. O ácido 2,5-furanodicarboxílico é o produto químico mais importante derivado do hidroximetilfurfural, seja por rotas oxidativas, como descrito por Lilga et al. (2010), ou por biotransformações sob ação enzimática, como estudado por Koopman et al. (2010). Contudo, a produção em larga escala do ácido 2,5-furanodicarboxílico ainda enfrenta algumas barreiras tecnológicas, como o desenvolvimento de processos de desidratação de açúcares que apresentem alta seletividade e rendimento (WERPY e PETERSEN, 2004). Estudos relativos à síntese do ácido 2,5-furanodicarboxílico estão avançando, com a publicação de diversos artigos e depósitos de patentes. A perspectiva da descoberta de um processo economicamente viável vem aumentando o interesse pelo desenvolvimento de materiais fabricados a partir desse ácido e seus derivados. De Jong et al. (2012), baseados em tecnologias de obtenção do ácido 2,5-furanodicarboxílico já dominadas, reportam ser possível, desde que adotada uma economia de escala, a obtenção desse ácido com preços competitivos com o ácido tereftálico. Dentre os diversos polímeros sintetizados a partir do ácido 2,5- furanodicarboxílico e seus derivados, encontram-se as poliamidas, sendo registrados 12 ganhos apreciáveis de desempenho mecânico e térmico nos materiais finais, quando comparados às resinas convencionais (HOHEISEL et al., 1975; TOYODA et al., 1983; MITIAKOUDIS e GANDINI, 1989; BENECKE et al., 2008; GROSSHARDT et al., 2009). O ácido 2,5-furanodicarboxílico e derivados também têm sido utilizados como matérias-primas para a produção de polipirróis, polifuranos e poliuréias por reações de radicais livres e de policondensação (REEBU e SHIYOOBERU, 1986; DAIS, 1992; ABID et al., 2006; HENRY et al., 2008; REYNOLDS e WALCZAK, 2010). A síntese de poliésteres furânicos também tem sido frequentemente reportada na literatura, como descrito em detalhes no decorrer deste capítulo. 2.4. Processos de Síntese de Poliésteres Furânicos A perspectiva de produção em grande escala do ácido 2,5-furanodicarboxílico também fez aumentar o interesse pela produção de poliésteres furânicos, em especial do poli(2,5-furanodicarboxilato de etileno). Este poliéster pode ser produzido por reações de condensação, partindo-se do ácido 2,5-furanodicarboxílico, ou seus derivados (ésteres ou halogenetos), e do etilenoglicol. Segundo Gandini et al. (2009), o poli(2,5furanodicarboxilato de etileno), cuja estrutura é ilustrada na Figura 2.8, é um polímero com propriedades comparáveis às do poli(tereftalato de etileno), apresentando-se termicamente estável até 300 °C e com temperatura de fusão entre 210 e 215 ºC. De Jong et al. (2012) reportam que garrafas produzidas com poli(2,5-furanodicarboxilato de etileno) apresentam propriedades de barreira a água e gás carbônico cerca de duas vezes maiores que àquelas produzidas com poli(tereftalato de etileno) e permeabilidade a oxigênio cerca de seis vezes menor. Figura 2.8. Estrutura química do poli(2,5-furanodicarboxilato de etileno), em que “n” representa um número qualquer de unidades de repetição. A seguir, são descritos diversos estudos que buscam viabilizar tecnologicamente a síntese de poliésteres furânicos a partir de diferentes rotas. Primeiramente serão 13 discutidas publicações na forma de artigos e, em seguida, serão apresentadas as patentes e pedidos de patentes depositados mundialmente. Moore e Kelly (1978) estudaram a síntese de diversos poliésteres furânicos derivados do ácido 2,5-furanodicarboxílico, do ácido tetrahidrofurano-2,5-dicarboxílico, do 2,5-bis(hidroximetil)furano e do 2,5-bis-hidroximetiltetrahidrofurano. Primeiramente reportaram a síntese via transesterificação catalisada, partindo-se dos diésteres derivados dos ácidos dicarboxílicos. Foram testados diversos catalisadores e, em todos os casos, foram obtidos polímeros escuros. Em um segundo momento, os autores investigaram a polimerização em solução, partindo do 2,5-furanodicarbonil-cloreto e do 2,5-tetrahidrofuranodicarbonil-cloreto em diferentes solventes. Os autores afirmam que a polimerização em solução é a rota mais efetiva para produção dos polímeros, dada a grande sensibilidade dos monômeros heterocíclicos à presença de oxigênio quando submetidos a altas temperaturas. Storbeck e Ballauff (1993) estudaram a síntese de poliésteres derivados do ácido 2,5-furanodicarboxílico e de três dianidrohexitols: 1,4:3,6-dianidro-D-sorbitol, 1,4:3,6dianidro-D-manitol e 1,4:3,6-dianidro-L-iditol. A rota química utilizada partiu da síntese do 2,5-furanodicarbonil-cloreto por intermédio da reação do ácido 2,5furanodicarboxílico com cloreto de tionila. Os poliésteres foram sintetizados por meio da polimerização em solução, utilizando tetracloroetano como solvente, do 2,5furanodicarbonil-cloreto com os diferentes dianidrohexitols. Piridina foi adicionada lentamente ao sistema e foram realizadas duas novas adições de 2,5-furanodicarbonilcloreto ao longo da reação. Ao final, o polímero era precipitado com metanol e purificado por nova solubilização em tetracloroetano e reprecipitação em metanol. A partir do 2-furoato de etila, Abid et al. (2008) sintetizaram o 5,5’isopropilideno-bis(2-etil-furoato), que, depois de reagido com o tereftalato de dimetila e etilenoglicol, dá origem a copoliésteres que contêm em sua cadeia ambos os radicais tereftalato e furoato. Gandini et al. (2011) apresentaram duas rotas de formação dos pré-polímeros utilizados para a obtenção de poliésteres, incluindo o poli(2,5-furanodicarboxilato de etileno). A primeira tem seu início com a preparação do derivado diclorado por meio da reação do ácido 2,5-furanodicarboxílico com excesso de cloreto de tionila na presença de N,N-dimetilformamida, seguida da purificação por sublimação a vácuo. A segunda rota tem seu início com a produção do bis(hidroxialquil)-2,5-furanodicarboxilato pela 14 esterificação do ácido 2,5-furanodicarboxílico, na presença de ácido clorídrico aquoso, com um grande excesso de um álcool dihídrico. Ao término da reação, realiza-se a neutralização do diéster formado. O excesso de diol é removido por redução da pressão do sistema e o produto é isolado por solubilização em acetona, que é posteriormente removida por aplicação de vácuo. Preparados os pré-polímeros, Gandini et al. (2011) propuseram três processos de policondensação. O primeiro adota a polimerização em solução a partir do 2,5-furanodicarbonil cloreto e do diol, utilizando tetracloroetano como solvente e em presença de piridina. O segundo processo adota a polimerização interfacial, também a partir do 2,5-furanodicarbonil cloreto e do diol, utilizando um sistema bifásico composto por uma solução aquosa de hidróxido de sódio, contendo hidroquinona e brometo de tetrabutil-amônio como agente de transferência de fase, e diclorometano. Ao final de ambos os processos, o polímero obtido como precipitado é isolado por filtração e lavado repetidamente: no primeiro processo com metanol e no segundo com água, etanol e acetona. Por fim, a terceira rota de síntese adota a policondensação catalisada por trióxido de antimônio do bis(hidrialquil)-2,5furanodicarboxilato em um sistema sob forte vácuo, a fim de retirar continuamente o diol formado como subproduto de reação. O polímero formado é solubilizado em ácido tetraflúor acético ou hexaflúorisopropanol e reprecipitado em metanol. Foram utilizados como monômeros, a depender do processo escolhido, o ácido 2,5-furanodicarboxílico, isossorbide, isoidide, etilenoglicol, 1,3-propanodiol e 1,4-di-(hidroximetil)-benzeno. Gandini et al. (2008, 2009) descreveram processos extremamente semelhantes para obtenção de poliésteres furânicos. É importante observar que os artigos apresentados por Gandini et al. (2008, 2009, 2011) estão fortemente embasados nos resultados apresentados por Mónica Domingues Gomes em sua tese de mestrado, intitulada “Síntese de poliésteres a partir do ácido 2,5- furanodicarboxílico” e Bruno Manuel Almeida Reis em sua tese de mestrado intitulada “Síntese de poliésteres derivados do ácido 2,5-furanodicarboxílico e de diois naturais”, ambas apresentadas à Universidade de Aveiro em 2009 e sob orientação dos Professores Armando Silvestre e Alessandro Gandini. De Jong et al. (2012) reportaram a síntese do poli(2,5-furanodicarboxilato de etileno) em um reator de filme, reagindo o 2,5-furanodicarboxilato de dimetila com etilenoglicol, utilizando como catalisador uma solução de isopropóxido de titânio (IV) em tolueno. A transesterificação foi realizada sob atmosfera de nitrogênio a 15 temperaturas crescentes na faixa de 160 a 180 °C. Em seguida, a pressão do sistema é gradualmente reduzida e a temperatura elevada para 230 °C, dando início à policondensação. Os polímeros sintetizados, segundo os autores, podem ser submetidos à polimerização em estado sólido, a fim de promover o aumento da massa molar. De Jong et al. (2012) reportaram também o uso do 1,3-propanodiol, do 2,2-dimetil-1,3propanodiol, 1,4-butanodiol, cis-2-butano-1,4-diol e 1,6-hexanodiol. Jiang et al. (2012) estudaram a síntese de poliésteres furânicos, incluindo o poli(2,5-furanodicarboxilato de etileno), partindo do ácido 2,5-furanodicarboxílico e de alcoóis dihídricos, selecionados entre: etilenoglicol, 1,3-propanodiol, 1,4-butanodiol, 1,6-hexanodiol ou 1,8-octanodiol. O processo adotado compreende duas etapas. Primeiramente, é realizada a esterificação, catalisada por tetrabutil titanato, do ácido 2,5-furanodicarboxílico com o diol, a proporções molares de 1,0(FDCA):1,2-1,6(diol). A reação foi realizada sob atmosfera de nitrogênio a temperaturas variando na faixa de 210 a 230 ºC, a depender do diol utilizado. Em seguida, é realizada a policondensação a pressão reduzida, com a temperatura variando na faixa entre 235 e 245ºC. Os polímeros obtidos são purificados através de sua solubilização em o-clorofenol e reprecipitação em metanol. Ma et al. (2012a) descreveram a síntese de poli(2,5-furandicarboxilato de etileno-co-2,5-furandicarboxilato de butileno) por meio da reação do ácido 2,5furanodicarboxílico com o etilenoglicol e 1,4-butanodiol, a uma razão molar de 1(diácido):5(diol). Primeiramente, os reagentes são submetidos à esterificação, catalisada por n-butóxido de titânio (IV), a 160 ºC em atmosfera de nitrogênio. Em seguida, a temperatura do sistema é elevada para 200 ºC e a pressão é reduzida. Ao final da reação, o excesso dos alcoóis dihídricos é removido por destilação azeotrópica com 1,2-diclorobenzeno. O produto é então purificado por solubilização em ácido trifluoracético e precipitação em metanol. Ma et al. (2012b) descreveram um processo extremamente semelhante para a síntese do poli(2,5-furanodicarboxilato de butileno). Wu et al. (2012) estudaram a síntese do poli(succinato de butileno-cofurandicarboxilato de butileno), em uma faixa de composições variando de 0 a 100% de poli(furanodicarboxilato de butileno), por meio do processo de esterificação seguido da policondensação a pressão reduzida. Para a síntese do poli(succinato de butileno) e dos copolímeros contendo até 50% de poli(furanodicarboxilato de butileno), a esterificação é realizada na proporção molar de 1,0(diácido):1,5(diol) em temperaturas crescentes, 16 variando de 190 a 200 ºC. Em seguida, titanato de tetrabutila é adicionado como catalisador e a policondensação ocorre a temperaturas crescentes entre 230 e 250 ºC. A síntese dos polímeros contendo de 50 a 90% de poli(furanodicarboxilato de butileno) e do homopolímero é realizada por meio da esterificação catalisada por titanato de tetrabutila, a temperaturas crescentes entre 170 e 190 ºC, na proporção molar de 1,0(diácido):2,0(diol). A policondensação é realizada com a adição do catalisador acetilacetonato de lantânio (III) e de 1,4-butanodiol, até que a proporção molar entre os reagentes atinja 1,0(diácido):2,5(diol), quando o sistema é gradualmente aquecido entre 230 e 250 ºC. Os autores relataram a obtenção de copolímeros com grau de escurecimento dependente do teor de ácido 2,5-furanodicarboxílico adotado. Assim, optaram pela purificação desse monômero com o auxílio de refluxo em uma mistura de ácido acético e água, observando uma redução na cor desenvolvida pelos copolímeros sintetizados com o monômero purificado, frente àqueles obtidos sem purificação prévia. Diversos pedidos de patentes que descrevem ou citam a possibilidade do uso de compostos furânicos para síntese de poliésteres têm sido depositados. A seguir, são discutidas algumas patentes disponíveis em domínios na internet do escritório de patentes americano (“The United States Patent and Trademark Office”), do “Espacenet”, disponível pelo escritório europeu de patentes (“European Patent Office”), e do domínio “Patentscope”, disponível pelo “World Intellectual Property Organization”. Vriesema e Miniaci (1989) descrevem a síntese de poliésteres caracterizados por conter unidades heterocíclicas e aromáticas copolimerizadas. Os autores relataram o possível uso do ácido 2,5-furanodicarboxílico ou seus ésteres derivados em reações com componentes que contêm radicais tereftalato. Charbonneau et al. (1999), Khanarian et al. (1999) e Charbonneau et al. (2000a, 2000b) descreveram processos muito semelhantes para a síntese de poliésteres. Charbonneau et al. (2000b) descrevem diferentes rotas, incluindo a reação de alcoóis dihídricos com derivados clorados de ácidos carboxílicos. A reação do dicloreto de tereftaloíla com isossorbide e etilenoglicol é preferencialmente realizada em solução (por exemplo, em tolueno), na presença de uma base (como a piridina) que neutraliza o ácido clorídrico, à medida que é produzido como subproduto de reação. Os autores também citaram a possibilidade da adoção de polimerização interfacial ou em massa. Os polímeros podem também ser sintetizados por um processo de polimerização em estado 17 fundido, partindo-se do ácido tereftálico ou do tereftalato de dimetila. Opcionalmente, pode-se incluir outro ácido ou éster dimetílico. Os reagentes são aquecidos, na presença de um catalisador, entre 250 e 300 ºC, utilizando-se um excesso molar de dióis entre 100 e 300% em relação aos ácidos. Os subprodutos e o excesso de reagentes são removidos do sistema por destilação. Os autores citaram a possibilidade do uso, como comonômero opcional e em menor proporção, do ácido 2,5-furanodicarboxílico; contudo, não descreveram seu uso em nenhum dos exemplos apresentados. Bengs et al. (2002) descreveram a síntese de diversos poliésteres biodegradáveis, apresentando em um único exemplo a adoção de um derivado furânico, o furanodicarbonil-cloreto. Este composto é reagido, sob refluxo, em solução de diclorometano, com L-isossorbide e dicloro-2,3-di-O-isopropilideno-L-tartarato na presença de piridina. O produto de reação é precipitação em ciclohexano e purificado por meio da dissolução em tetrahidrofurano/acetona e reprecipitação em água. Germroth et al. (2005) apresentaram um processo de síntese de poliésteres por esterificação do isossorbide com glicóis e ácidos dicarboxílicos em solução aquosa, opcionalmente na presença de catalisadores de esterificação. Em seguida, realiza-se a policondensação na presença de catalisador. Os autores citaram o ácido 2,5furanodicarboxílico como um possível comonômero; contudo, não especificaram ou exemplificaram a síntese de poliésteres contendo derivados furânicos. King II et al. (2008) apresentaram processos de produção de poliésteres-copolióis por intermédio da reação de ácidos furanodicarboxílicos, ou de sais derivados dos mesmos, com poliepóxidos, não relatando a síntese por reações de condensação. Eritate (2010) descreveu um processo no qual é feita a síntese de poliésteres-copoliéteres. O método proposto inclui a esterificação, catalisada (por óxidos de monobutil-estanho e n-butóxido de titânio, por exemplo), de um ácido furanodicarboxílico (2,5-, 2,4-, ou 3,4-furanodicarboxílico) com dietilenoglicol (ou um poliéter) e um álcool polihídrico a temperaturas crescentes na faixa de 150 a 180 ºC. O dietilenoglicol é usado em uma quantidade molar entre 50 a 300%, o poliéter varia na faixa de 0,1 a 80% molar e o álcool dihídrico varia entre 100 e 300% molar, todos relativos ao número de mols de ácido furanodicarboxílico ou do éster derivado do mesmo. O excesso de álcool utilizado, ou aquele formado como subproduto, são removidos por redução da pressão, destilação azeotrópica ou qualquer outro método. Em seguida, é realizada a policondensação catalisada, a pressão reduzida e temperatura 18 variando entre 180 e 280 ºC. Os autores relataram ainda a possibilidade da realização de reações em estado sólido, a fim de promover o aumento da massa molar. Bastioli e Rallis (2011) relataram a síntese de poliésteres biodegradáveis com longas ramificações, obtidos por extrusão reativa a partir de um poliéster precursor. Apesar dos autores terem citado que o ácido 2,5-furanodicarboxílico, seus ésteres e derivados podem ser utilizados como comonômeros, não foi feita qualquer descrição de seu uso. Bastioli et al. (2011) descreveram a síntese de poliésteres alifáticos-aromáticos biodegradáveis obtidos a partir de ácidos dicarboxílicos alifáticos, ácidos aromáticos de origem renovável e alcoóis dihídricos. Como exemplo, apresentaram a síntese do poli(furanodicarboxilato de butileno-co-sebacato de butileno) a partir de 2,5furandicarboxilato de dimetila, ácido sebácico e 1,4-butanodiol. O processo é compreendido por duas etapas. Na primeira, a reação, catalisada por titanato de tetraortobutila, é mantida a temperaturas crescentes de 200 a 235 ºC, havendo a evolução de água e metanol como subprodutos. A segunda etapa tem seu início com nova adição do catalisador. A pressão do sistema é reduzida e a temperatura é elevada para 240 ºC. Bastioli et al. (2012) relataram condições de reação extremamente semelhantes para a obtenção do poli(furanodicarboxilato de butileno-co-teraftalato de butileno-co-sebacato de butileno), havendo apenas a adoção adicional de tereftalato de dimetila como comonômero. Sipos (2011) descreveu dois processos de produção de copolímeros baseados no poli(2,5-furanodicarboxilato de etileno). O primeiro processo realiza a esterificação do ácido 2,5-furanodicarboxílico com o etilenoglicol, a uma razão molar de 1(ácido):3(álcool), na presença de catalisador isopropóxido de titânio (IV) em solução de tolueno sob atmosfera inerte, na qual a temperatura do sistema é gradativamente elevada de 150 a 210 ºC. Em seguida, é feita a policondensação, em um reator de filme a 240 ºC e a pressão reduzida, dando origem ao poliéster. No segundo processo, é feita a transesterificação do 2,5-furanodicarboxilato de dimetila com etilenoglicol, catalisada por isopropóxido de titânio (IV), em um reator de filme a 190 ºC. Em seguida, é realizada a policondensação pelo mesmo processo utilizado na primeira rota. Os autores reportaram também o uso de 1,6-hexanodiol como monômero e metóxido de sódio e butil-estanho(IV)-tris(octoato)-tris(nonilfenil)fosfito como catalisadores. 19 Persson et al. (2012) descreveram diversos processos para síntese de poliésteres contendo componentes insaturados ao longo da cadeia polimérica. Como primeiro exemplo, reagem 1,2-propanodiol, 2-etil-2-butil-1,3-propanodiol, neopentil-glicol e ácido 2,5-furanodicarboxílico na presença de ácido butil-estanóico como catalisador. A atmosfera é mantida inerte e a temperatura é gradativamente elevada de 140 a 210 ºC. Findado o processo, a temperatura é reduzida para 120 ºC. É então realizada uma nova adição de 1,2-propanodiol. Anidrido maleico é em seguida adicionado ao sistema e a temperatura é gradativamente elevada a 210 ºC. Findada a evolução de água, metilhidroquinona é adicionada e a mistura é então diluída em estireno, contendo 4tercbutil-catecol. No segundo exemplo, são reagidos trimetilolpropano, anidrido maleico, anidrido ftálico e ácido 2,5-furanodicarboxílico em solução de tolueno. A atmosfera é mantida inerte e a temperatura é gradativamente elevada de 80 a 120 ºC. Subsequentemente, 2-metil-1,3-propanodiol é adicionado e a temperatura é novamente elevada até 205 ºC. No terceiro exemplo, o ácido acrílico é reagido com os poliésteres a uma razão ácido acrílico/hidroxilas entre 1,7 e 1. Tolueno é adicionado até uma razão mássica de 2(tolueno):1(poliéster). 4-metoxifenol e nitrobenzeno são usados como sistema de inibição e ácido metano-sulfônico é utilizado como catalisador. A temperatura é elevada a 110 °C e a mistura é mantida em refluxo. Ao final do processo, é realizada a neutralização com hidróxido de sódio, a fase aquosa é removida por destilação e o produto é lavado. Por fim, no quarto exemplo são reagidos 1,2propanodiol, trimetilolpropano-dialil-éter, ácido 2,5-furanodicarboxílico, anidrido maleico e hidroquinona em solução de etanol. Xileno foi utilizado como solvente azeotrópico. A atmosfera é mantida inerte e a reação se processa a 185 ºC. O glicol não reagido e o xileno são removidos por redução da pressão e o produto é diluído em estireno. Matsuda et al. (2012) descreveram um processo de produção de poliésteres furânicos que compreende duas etapas: conduzir a esterificação catalisada de um derivado do ácido 2,5-furanodicarboxílico com um álcool dihídrico, em atmosfera inerte e a temperaturas entre 150 e 180 ºC; em seguida realizar a transesterificação a temperaturas na faixa de 180 e 280 ºC e a pressão reduzida. O excesso molar do álcool dihídrico adotado nas reações varia entre 1 e 3 vezes a quantidade estequiometricamente necessária para a reação. Os autores reportaram três exemplos, relacionados à síntese do poli(2,5-furanodicarboxilato de butileno), do poli(2,5-furanodicarboxilato de etileno) e 20 do poli(2,5-furanodicarboxilato de trimetileno). As reações foram conduzidas em batelada, utilizando como catalisadores soluções de titânio e estanho em tolueno simultaneamente, com remoção do excesso de álcool por complexas operações, seguida de purificação por recristalização em hexafluorisopropanol com metanol. Polimerizações em estado sólido foram conduzidas em estufa após a etapa de purificação. Eritate et al. (2012) descreveram um método de produção de uma resina de poliéster que contenha um grupamento amina na cadeia polimérica. O processo compreende a reação do ácido 2,5-furanodicarboxílico, ou um éster derivado, etilenoglicol, e 2-amino-2-metil-1,3-propanodiol, em temperaturas na faixa de 110 a 200 ºC, seguida da policondensação do reagente esterificado a temperaturas entre 180 e 280 ºC. Os autores exemplificaram também a síntese do poli(2,5-furanodicarboxilato de etileno) a partir da esterificação do ácido 2,5-furanodicarboxílico com etilenoglicol na presença dos catalisadores óxido de monobutil-estanho e n-butóxido de titânio, seguida da policondensação a pressão reduzida. Malet et al. (2012) relataram a obtenção de copolímeros do tipo bloco compreendendo ao menos um bloco flexível de poliéter, derivado completa ou parcialmente de um monômero tetrahidrofurânico, e um bloco rígido, como poliamida, poliuretano, poliéster ou suas misturas. Contudo, não apresentaram uma descrição detalhada da síntese dos copolímeros. Franke e Richter (2012) apesar de não objetivarem a obtenção de poliésteres, descreveram metodologias de síntese de ésteres, derivados do ácido 2,5furanodicarboxílico, que podem ser posteriormente policondensados para a obtenção de poliésteres. A metodologia adotada envolve a reação do ácido 2,5-furanodicarboxílico com um ou mais alcoóis, na presença de um catalisador heterogêneo (ácido de Brönsted ou de Lewis), a pressão superior à atmosférica. São utilizados alcoóis, preferencialmente monovalentes, de forma que a concentração mássica de ácido 2,5furanodicarboxílico é de, no máximo, 10%. Grass e Becker (2012a, 2012b) também não reportaram a síntese de poliésteres; contudo, descreveram metodologias para síntese de ésteres que podem ser posteriormente policondensados para a obtenção de poliésteres. Os autores reportaram três rotas de produção. A primeira compreende a esterificação do ácido 2,5furanodicarboxílico com uma mistura de alcoóis isoméricos C10 ou C9, adotando um 21 excesso molar de alcoóis de até 50% em relação ao ácido, na presença de ao menos um catalisador ácido de Brönsted ou de Lewis. A segunda envolve a conversão do ácido 2,5-furanodicarboxílico em seu derivado diclorado, o isolamento e purificação deste componente, e sua posterior reação com os alcoóis. Por fim, na terceira rota, o 2,5furanodicarboxilato de dimetila sofre uma transesterificação com os alcoóis, na presença de ao menos um catalisador ácido de Brönsted ou de Lewis. 2.5. Impactos Ambientais da Substituição do Poli(tereftalato de etileno) por Poli(2,5-furanodicarboxilato de etileno) Eerhart et al. (2012) realizaram um estudo de balanço de energia e emissão de gases do efeito estufa por aplicação da metodologia de avaliação do ciclo de vida. A cadeia produtiva do poli(2,5-furanodicarboxilato de etileno) foi considerada como sendo composta pela produção de frutose a partir de amido de milho, conversão da frutose em derivados furânicos, oxidação dos derivados a ácido 2,5-furanodicarboxílico e polimerização com etilenoglicol. Os autores relatam que, quando comparada com rotas convencionais de produção de poli(tereftalato de etileno), a síntese de poli(2,5furanodicarboxilato de etileno) apresenta uma redução energética de 40% a 50% e uma redução das emissões de gases de efeito estufa em 45% a 55%. Considerando o mercado mundial de garrafas de poli(tereftalato de etileno), de cerca de 15 milhões de toneladas métricas, a substituição completa de garrafas sintetizadas com poli(tereftalato de etileno) por aquelas obtidas com o uso de poli(2,5-furanodicarboxilato de etileno) permitiria poupar entre 440 e 520 PJ de energia e reduzir as emissões de gases de efeito estufa de 20 a 35 milhões de toneladas de CO2. Aliado a isso, De Jong et al. (2012) demonstraram ser possível a reciclagem mecânica do poli(2,5-furanodicarboxilato de etileno) por extrusão, assim como sua reciclagem química por hidrólise, metanólise ou glicólise, como também reportado por Sipos e Olson (2012). Assim, se considerada a substituição parcial do poli(tereftalato de etileno) em seus diversos nichos de mercado, a adoção de matérias-primas menos nobres para a síntese do poli(2,5-furanodicarboxilato de etileno) e sua reciclagem, o ganho ambiental pode ser ainda mais favorável. 22 2.6. Comentários Finais Diante do exposto, percebe-se que, em todos os processos de síntese do poli(2,5- furanodicarboxilato de etileno) descritos na literatura, podem ser encontrados um ou mais inconvenientes, como: a necessidade do uso de catalisadores; adoção de grande excesso de alcoóis; uso de solventes ao longo da reação; necessidade de etapas intermediárias de transformação do ácido 2,5-furanodicarboxílico, em um diéster ou derivado diclorado; utilização de reagentes ou liberação de subprodutos tóxicos; e necessidade de neutralização/purificação dos produtos. Tais características constituem grandes dificuldades operacionais para a produção industrial do material estudado e algumas delas, como o uso de solventes orgânicos, são altamente questionáveis do ponto de vista ambiental, não condizendo com uma rota sustentável de produção do polímero. Não foram encontrados na literatura trabalhos que realizem a copolimerização do poli(2,5-furanodicarboxilato de etileno) com 1,2-propanodiol, ácido succínico e glicerol com o objetivo de observar de que forma a inserção de cada comonômero modifica as propriedades finais das resinas, como: distribuição de massas molares, cristalinidade, estabilidade térmica, cor e propriedades mecânicas. Também não foram encontrados estudos que relacionem o comportamento cinético da reação de síntese do poli(2,5-furanodicarboxilato de etileno) com parâmetros como: temperatura de reação, concentração de catalisador e vazão de gás de arraste. Dessa forma, a presente dissertação visa a caracterizar as mudanças nas propriedades finais das resinas provocadas pela inserção de comonômeros à cadeia principal do poli(2,5-furanodicarboxilato de etileno) e elucidar o comportamento dinâmico da polimerização. Paralelamente, tem-se também como objetivo estudar diversas metodologias de síntese, nas quais não haja a utilização ou liberação de componentes tóxicos, a fim de detectar as vantagens e desvantagens de cada processo proposto. 23 Capítulo III 3. Materiais e Métodos 3.1. Rotas Químicas Empregadas O presente capítulo tem por objetivo descrever a metodologia experimental adotada, as unidades desenvolvidas, os reagentes utilizados e as técnicas de caracterização empregadas para síntese e análise das resinas poliméricas. De forma geral, o poli(2,5-furanodicarboxilato de etileno) e seus copolímeros foram obtidos adotando-se duas rotas químicas e, opcionalmente, uma etapa adicional de polimerização: A primeira rota consiste na reação de esterificação de um ou mais ácidos dicarboxílicos com um ou mais alcoóis polihídricos, a fim de obter um éster ou poliéster; A segunda rota é caracterizada pela transesterificação catalisada dos ésteres previamente sintetizados por esterificação, a fim de obter o poliéster; O polímero sintetizado em cada uma das rotas anteriores pode sofrer uma etapa adicional de polimerização, a policondensação em estufa, que visa a promover o aumento das massas molares obtidas. Em ambas as rotas químicas, as reações foram realizadas sem o uso de qualquer solvente; logo, em massa. Apenas os reagentes eram adicionados no reator. Como o ácido 2,5-furanodicarboxílico não apresenta ponto de fusão bem definido na condição atmosférica, já que ocorre grande degradação antes da fusão, as reações se processavam em leito de lama. 3.1.1. Esterificação As reações de esterificação foram realizadas segundo a reação não catalisada de um ácido dicarboxílico com um ou mais alcoóis polihídricos, adotando-se diferentes proporções molares de hidroxilas e carboxilas, a serem detalhadas ao longo deste capítulo. Como exemplo ilustrativo, partindo-se do ácido 2,5-furanodicarboxílico 24 (FDCA) e do etilenoglicol (EG), a depender da metodologia utilizada e da proporção molar entre os reagentes, é possível priorizar a obtenção do 2,5-furanodicarboxilato de bis(hidroxietileno) ou do poli(2,5-furanodicarboxilato de etileno). Se mantida a proporção molar final de 2(EG):1(FDCA), obtém-se majoritariamente o diéster, como ilustrado na Figura 2.6. Se a proporção molar final for de 1(EG):1(FDCA), prioriza-se a obtenção do poli(2,5-furanodicarboxilato de etileno), como demonstrado na Figura 3.2. Figura 3.1. Síntese do 2,5-furanodicarboxilato de bis(hidroxietileno). Figura 3.2. Síntese do poli(2,5-furanodicarboxilato de etileno). 3.1.2. Transesterificação Esta etapa consiste na transesterificação catalisada dos ésteres obtidos na etapa de esterificação, havendo, assim, a formação do poliéster. As reações foram conduzidas imediatamente após o término da esterificação, mantendo-se ainda a temperatura constante e igual àquela adotada na primeira etapa. Para dar início às reações, foi adicionado óxido de antimônio (III) como catalisador a diferentes concentrações, a serem detalhadas ao longo deste capítulo. As reações foram conduzidas sob pressão atmosférica ou a vácuo, a depender da reação. Como exemplo ilustrativo, pode-se observar na Figura 3.3 a reação de transesterificação catalisada do 2,5furanodicarboxilato de bis(hidroxietileno), que dará origem ao poli(2,5- furanodicarboxilato de etileno). Figura 3.3. Reação de obtenção do poli(2,5-furanodicarboxilato de etileno) por transesterificação. 25 3.1.3. Policondensação em Estufa O final da etapa de polimerização em estado fundido se caracteriza pelo aumento pronunciado dos efeitos viscosos no meio reacional, o que aumenta a resistência à transferência de massa, reduzindo a taxa de policondensação e, consequentemente, limitando o crescimento da massa molar do polímero formado (OLIVEIRA, 2006). Dessa forma, as resinas obtidas foram submetidas a uma etapa adicional de policondensação, a reação em estufa. As amostras foram maceradas e dispostas em recipientes de alumínio, que por sua vez foram levados à estufa operando sob vácuo e na mesma temperatura adotada na reação em estado fundido, por seis horas. A pressão reduzida foi mantida com o auxílio de uma bomba de vácuo que permaneceu ligada e conectada à estufa durante toda a reação. A manutenção do vácuo é essencial para facilitar a remoção dos subprodutos voláteis de reação, deslocando o equilíbrio químico no sentido de formação do poliéster. 3.2. Prospecção Tecnológica Um estudo de prospecção tecnológica foi realizado, a fim de determinar a metodologia e a unidade reacional mais adequada para a síntese do 2,5furanodicarboxilato de bis(hidroxietileno) e do poli(2,5-furanodicarboxilato de etileno). As quatro unidades e metodologias adotadas no presente trabalho serão descritas nas seções que seguem. 3.2.1. Unidade Experimental 1 As reações foram conduzidas em uma unidade reacional, conforme ilustrado na Figura 3.4, contendo um balão de duas bocas de fundo redondo com capacidade de 50 mL que se encontrava imerso em um banho térmico operando com fluido de silicone. Uma das bocas era acoplada a um condensador de bolas operando a 4 ºC. A segunda boca, a depender da reação, foi vedada ou conectada a uma linha de nitrogênio para inertização da atmosfera de reação. A homogeneização do meio reacional foi obtida por meio de agitação magnética e a temperatura do banho de silicone foi controlada por meio de uma placa de aquecimento micro processada modelo C-MAG HS 7 da 26 fabricante IKA, que contava com um termopar imerso no fluido de silicone para aquisição de temperatura. O condensador de bolas, cuja função era impedir a saída de voláteis e manter o sistema reacional sob refluxo, teve sua temperatura controlada por meio de um banho Haake fabricado pela Thermo Scientific. Figura 3.4. Esquema ilustrativo da unidade reacional 1. Inicialmente, optou-se pela realização de reações em batelada por esterificação. Nestas reações o banho térmico foi pré-aquecido até a temperatura desejada. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 2(OH):1(COOH) ou 4(OH):1(COOH), a depender da reação. O balão era então imerso no banho, marcando o início da esterificação. Seu fim, transcorridas seis horas, era caracterizado pela mudança de aspecto do meio reacional, passando de uma suspensão branca e opaca, para uma solução homogênea amarelada translúcida. A fim de tentar inibir a oxi-termodegradação, responsável pela cor amarelada do produto obtido, estudou-se a adoção de um fluxo de nitrogênio de forma a manter a atmosfera inerte. Em um segundo momento, foi realizada a esterificação em batelada alimentada. Novamente, o banho térmico foi pré-aquecido até a temperatura desejada. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 4(OH):1(COOH). O balão era então imerso no banho, marcando o início da reação. Com o avançar da esterificação, o meio reacional tornavase uma solução homogênea e translúcida, quando eram então adicionados 0,5 g de ácido 2,5-furanodicarboxílico. O procedimento foi repetido até que fosse adicionado ácido suficiente para que a proporção molar entre carboxilas e hidroxilas, relativa ao teor de 27 monômeros no início da reação, fosse de 2(OH):1(COOH). A reação prosseguiu por seis horas, até que o meio reacional se tornasse novamente homogêneo. Finalmente, foi realizada a transesterificação em batelada alimentada. Primeiramente foi repetido o procedimento reacional para a esterificação por batelada alimentada. Ao final desta etapa, transcorridas sete horas, foi adicionada uma solução a 2% (p/p) de óxido de antimônio (III) em etilenoglicol, a fim de que se atingisse uma razão mássica de 0,026% (pSb/pFDCA). A reação foi conduzida por mais duas horas, até que o meio reacional apresentasse elevada viscosidade. A Tabela 3.1 reúne as condições operacionais empregadas nas diferentes reações. Tabela 3.1. Condições operacionais adotadas nas reações realizadas na unidade experimental 1. Exp. 1 2 3 4 5 Rota Esterificação em batelada Esterificação em batelada Esterificação em batelada Fração Molar Temperatura Atmosfera Inicial e Final (ºC) Inerte 2(OH):1(COOH) 230 Não 2(OH):1(COOH) 215 Sim 4(OH):1(COOH) 215 Não 230 Não 230 Não Esterificação 4(OH):1(COOH) em batelada e alimentada 2(OH):1(COOH) Transesterificação 4(OH):1(COOH) em batelada e alimentada 2(OH):1(COOH) Os resultados das caracterizações, discutidos em detalhes no capítulo seguinte, demonstram ser essencial a remoção dos subprodutos para o avanço da reação. A coloração amarelada dos produtos obtidos também demonstra ser essencial que a atmosfera de reação seja mantida inerte, a fim de minimizar reações de oxitermodegradação. Assim, uma nova unidade experimental foi proposta. 28 3.2.2. Unidade Experimental 2 As reações foram conduzidas em uma unidade reacional, conforme ilustrado na Figura 3.5, contendo um balão de duas bocas de fundo redondo com capacidade de 50 mL, que se encontrava imerso em um banho térmico operando com fluido de silicone. Uma das bocas era acoplada a uma conexão em forma de “T”, que era então conectada a um condensador operando a 4 ºC. À segunda boca foi conectada uma linha de nitrogênio e a homogeneização do meio reacional foi obtida por meio de agitação magnética. A temperatura do banho de silicone foi controlada por meio de uma placa de aquecimento micro processada modelo C-MAG HS 7 da fabricante IKA, que contava com um termopar imerso no fluido de silicone para aquisição de temperatura. O condensador teve sua temperatura controlada com auxílio de um banho Haake fabricado pela Thermo Scientific. O fluxo de nitrogênio era sempre mantido a vazão constante e teve por objetivo manter a atmosfera inerte, além de exercer o papel de carreador dos subprodutos de reação. Figura 3.5. Esquema ilustrativo da unidade reacional 2. Primeiramente foi realizada a transesterificação em batelada alimentada. O banho térmico foi pré-aquecido até a temperatura desejada. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 4(OH):1(COOH). O balão foi então imerso no banho, marcando o início 29 da reação. Com o avançar da esterificação, o meio reacional tornava-se uma solução homogênea e translúcida, quando foram então adicionados 0,5 g de ácido 2,5furanodicarboxílico. O procedimento foi repetido até que fosse adicionado ácido suficiente para que a proporção molar entre carboxilas e hidroxilas, relativa ao teor de monômeros no início da reação, fosse de 2(OH):1(COOH). Ao ser atingida essa razão, a formação de espuma na superfície e a viscosidade do meio reacional dificultaram sua homogeneização. Assim que não houve mais o recolhimento de subprodutos condensados, transcorridas três horas e meia, foi realizada a adição da solução de óxido de antimônio (III), marcando o início da transesterificação. A reação foi conduzida por mais uma hora e meia, até que não houvesse mais recolhimento de subprodutos condensados. A fim de contornar o problema de homogeneização do meio reacional, detectado na transesterificação em batelada alimentada com remoção de subprodutos, optou-se pela realização da transesterificação em batelada. O banho térmico foi pré-aquecido até a temperatura desejada. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 2(OH):1(COOH). O balão foi então imerso no banho, marcando o início da esterificação. Seu fim, após uma hora de reação, foi caracterizado pela mudança de aspecto do meio reacional, passando de uma suspensão branca e opaca para uma solução homogênea amarelada translúcida. Foi então adicionada a solução de óxido de antimônio (III), marcando o início da transesterificação. A reação foi conduzida por quatro horas, até que não houvesse mais recolhimento de subprodutos condensados. Em seguida, foi testada a esterificação em batelada. O etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 1(OH):1(COOH). O balão foi então imerso no banho, marcando o início da esterificação, que foi realizada ao longo de duas horas e meia. O meio reacional apresentou sérios problemas hidrodinâmicos que impediram sua homogeneização. Como solução, optou-se por realizar a esterificação em batelada alimentada. Novamente, o banho térmico foi pré-aquecido até a temperatura desejada. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 2(OH):1(COOH). O balão era então imerso no banho, marcando o início da reação, que apresentou duração de quatro horas. Com o avançar da esterificação, o meio reacional tornava-se uma solução homogênea e translúcida, 30 quando eram então adicionados 0,5 g de ácido 2,5-furanodicarboxílico. O procedimento foi repetido até que fosse adicionado ácido suficiente para que a proporção molar entre carboxilas e hidroxilas, relativa ao teor de monômeros no início da reação, fosse de 1(OH):1(COOH). Novamente, ao atingir a proporção molar final, o meio reacional apresentou sérios problemas hidrodinâmicos que impediram sua homogeneização e facilitaram a degradação do produto obtido. Por meio da inspeção visual dos produtos de reação, percebeu-se que recorrentemente, mesmo operando com atmosfera inerte, o produto apresentava-se amarelado, indicando a ocorrência de reações indesejadas de degradação. Assim, a fim de minimizar tais reações e contornar os problemas hidrodinâmicos, optou-se pela realização de novas reações de esterificação em batelada a temperaturas mais brandas. O etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razões molares de hidroxilas e carboxilas de 2(OH):1(COOH) e a reação prosseguiu por três horas, até que não houvesse mais recolhimento de subprodutos condensados. A Tabela 3.2 reúne as condições operacionais empregadas nas diferentes reações. Tabela 3.2. Condições operacionais adotadas nas reações realizadas na unidade experimental 2. Exp. 6 7 8 9 10 11 Rota Fração Molar Temperatura Inicial e Final (ºC) Transesterificação em 4(OH):1(COOH) a batelada alimentada 2(OH):1(COOH) Transesterificação em batelada Esterificação em batelada 2(OH):1(COOH) 235 1(OH):1(COOH) 230 Esterificação em 2(OH):1(COOH) a batelada alimentada 1(OH):1(COOH) Esterificação em batelada Esterificação em batelada 240 235 2(OH):1(COOH) 200 2(OH):1(COOH) 200 31 Os resultados das caracterizações e a estequiometria da reação de esterificação demonstram ser indispensável que se atinja a proporção molar de 1(OH):1(COOH) para que se obtenha o poli(2,5-furanodicarboxilato de etileno). Contudo, percebeu-se que a agitação magnética não é suficiente para contornar os problemas de homogeneização do meio reacional quando se opera com tal estequiometria. Assim, uma nova unidade experimental foi proposta para a realização das reações de esterificação. 3.2.3. Unidade Experimental 3 A reação de esterificação foi realizada em uma unidade experimental, como ilustrado na Figura 3.6, contendo um reator de vidro, com capacidade de 1 L, que se encontrava imerso em um banho térmico operando com fluido de silicone. A tampa do reator apresentava uma entrada acoplada a uma linha de alimentação de nitrogênio, uma entrada para adição de reagentes e uma saída acoplada a uma coluna de separação. Por sua vez, a coluna estava conectada a um condensador que tinha sua saída ligada a um coletor. A homogeneização do meio reacional era realizada por um impelidor do tipo âncora, movimentado por um agitador modelo EUROSTAR Power Control-visc fabricado pela IKA. A temperatura do banho de silicone foi controlada por meio de uma placa de aquecimento micro processada modelo C-MAG HS 7 da fabricante IKA, que contava com um termopar imerso no fluido de silicone para aquisição de temperatura. A coluna de separação foi mantida a 125 ºC e a temperatura foi controlada com auxílio de um banho Haake fabricado pela Thermo Scientific. A reação de esterificação, realizada na unidade reacional 3, seguiu a mesma metodologia experimental para as reações em batelada alimentada. O etilenoglicol foi adicionado ao reator, que já se encontrava imerso no banho térmico, e iniciou-se o aquecimento até a temperatura de 190 °C. Assim que o sistema atingiu a temperatura desejada, foi adicionado o ácido 2,5-furanodicarboxílico até a razão molar de 2(OH):1(COOH), marcando o início da reação. Assim que o ácido 2,5furanodicarboxílico foi consumido, dado o avanço da esterificação, adicionou-se mais ácido. O procedimento foi sucessivamente repetido até que a razão molar dos reagentes chegasse a 1(OH):1(COOH). Contudo, conforme a reação avança, os efeitos viscosos tornam-se mais pronunciados, aumentando a resistência à transferência de massa e impedindo a homogeneização do meio reacional. Assim, a temperatura do banho 32 térmico foi aumentada, em degraus de 10 °C, até que se atingisse 210 °C. Ao longo de toda a reação a água (obtida como subproduto da esterificação) e o etilenoglicol (carreado por arraste ou equilíbrio termodinâmico na fase gasosa) eram constantemente separados com o auxílio da coluna de separação, que mantinha o etilenoglicol em refluxo e permitia a remoção da água. O fluxo de nitrogênio foi mantido a vazão constante e teve por objetivo manter a atmosfera inerte, além de exercer o papel de carreador da água. O fim da reação, que ocorreu após quinze horas, foi determinado quando a viscosidade do meio reacional impediu sua homogeneização, mesmo operando a 210°C. A Tabela 3.3 reúne as condições operacionais empregadas na reação. Figura 3.6. Esquema ilustrativo da unidade reacional 3. Tabela 3.3. Condições operacionais adotadas na reação realizada na unidade experimental 3. Exp. 12 Rota Fração Molar Temperatura Inicial e Final (ºC) Esterificação 2(OH):1(COOH) em batelada e alimentada 1(OH):1(COOH) 190 a 210 33 3.2.4. Unidade Experimental 4 Após a síntese do poli(2,5-furanodicarboxilato de etileno) ter sido realizada com sucesso por reações de esterificação na unidade experimental 3, optou-se por desenvolver em maior detalhamento a metodologia de síntese do poliéster por transesterificação. Analisando-se o comportamento das reações anteriores, percebeu-se que, para que fosse possível avançar com a transesterificação e o promover o crescimento das massas molares, era necessário realizar a remoção do etilenoglicol, obtido como subproduto da transesterificação, de forma mais eficiente. Assim, uma nova unidade foi proposta, na qual é possível reduzir a pressão do sistema de forma a facilitar a remoção do etilenoglicol. Paralelamente, um dos principais objetivos da presente dissertação é o estudo da polimerização do poli(2,5-furanodicarboxilato de etileno) e seus copolímeros com monômeros que possam ser obtidos por fontes renováveis. Assim, para a realização da reação de transesterificação, foram utilizados o ácido 2,5-furanodicarboxílico e o etilenoglicol, ambos obtidos por fontes renováveis. A reação de transesterificação foi conduzida em batelada em uma unidade contendo um balão de duas bocas de fundo redondo com capacidade de 50 mL que se encontrava imerso em um banho térmico operando com fluido de silicone. Uma das bocas era acoplada a uma conexão em forma de “T”, que era então conectada a um condensador. À segunda boca foi conectada uma linha de nitrogênio e a homogeneização do meio reacional foi obtida por meio de agitação magnética. A temperatura do banho de silicone foi controlada por meio de uma placa de aquecimento micro processada modelo C-MAG HS 7 da fabricante IKA, que contava com um termopar imerso no fluido de silicone para aquisição de temperatura. O fluxo de nitrogênio era mantido a vazão constante durante a etapa de esterificação e teve por objetivo manter a atmosfera inerte, além de exercer o papel de carreador de água, subproduto da esterificação. A unidade contava ainda com um sistema de vácuo para facilitar a remoção do excesso de etilenoglicol utilizado ou obtido como subproduto da transesterificação. Ao final do condensador foi acoplado um divisor de fluxo em forma de “T”, no qual era encaixado o coletor e a bomba de vácuo modelo RV8 da fabricante Edwards Vacuum. A pressão do sistema foi monitorada com auxílio de um manômetro analógico instalado no topo da primeira conexão, conforme ilustrado na Figura 3.7. 34 Figura 3.7. Esquema ilustrativo da unidade reacional 4. A reação de transesterificação foi realizada em batelada. O banho térmico foi pré-aquecido a 190 °C. Em seguida, o etilenoglicol e o ácido 2,5-furanodicarboxílico foram adicionados sob razão molar de 4(OH):1(COOH). Os experimentos anteriores demonstraram que tais condições originavam produtos com menor degradação, uma vez que os efeitos hidrodinâmicos são menos pronunciados, permitindo uma homogeneização do meio reacional mais eficiente, impedindo que não haja componentes estagnados junto às paredes do reator. Atingida a temperatura de operação, o balão foi imerso no banho, marcando o início da etapa de esterificação. Ao longo de toda esta etapa, o fluxo de nitrogênio garante que a atmosfera esteja inerte e que a água, obtida como subproduto, seja removida. O fim desta etapa foi marcado pela mudança de aspecto do meio reacional, passando de uma suspensão branca e opaca, para uma solução homogênea amarelada translúcida. Assim, para dar início à etapa de transesterificação, a solução de óxido de antimônio em etilenoglicol foi adicionada ao meio. O sistema de vácuo foi acionado e a pressão foi reduzida gradualmente até atingir -760 mmHg, como registrado pelo manômetro analógico com precisão de 1 mmHg. A redução gradual de pressão tem por objetivo garantir a remoção do excesso de etilenoglicol ou obtido como subproduto de transesterificação, mas sem que haja o arraste de oligômeros. O término da reação, que apresentou duração de doze horas, foi determinado pelo cessar da remoção de etilenoglicol. A Tabela 3.4 reúne as condições e os reagentes adotados na reação. 35 Tabela 3.4. Condições operacionais e monômeros utilizados nas transesterificação realizada na unidade experimental 4. Exp. 13 3.3. Monômeros Renováveis FDCA e EG Rota Transesterificação em batelada Fração Molar Temperatura Inicial (ºC) 4(OH):1(COOH) 190 Primeiro estudo de copolimerização Os resultados de difratometria de raios-X e as microscopias eletrônicas de varredura das amostras de poli(2,5-furanodicarboxilato de etileno) indicam alta cristalinidade, como discutido em maiores detalhes no próximo capítulo. Assim, objetivando-se reduzir a cristalinidade dos polímeros, foram realizadas duas reações de copolimerização, nas quais foi usado o 1,2-propanodiol (IPG) como comonômero em substituição parcial ao etilenoglicol, a serem reagidos com o ácido 2,5furanodicarboxílico. O 1,2-propanodiol é capaz de inserir uma ramificação metila na cadeia polimérica, o que reduz a interação entre as cadeias adjacentes, dificulta a nucleação e, consequentemente, a formação dos cristalitos. Primeiramente, foi realizada a reação de esterificação por batelada alimentada segundo uma metodologia extremamente semelhante àquela já apresentada. O ácido 2,5-furanodicarboxílico, o etilenoglicol e o 1,2-propanodiol foram adicionados ao balão volumétrico em proporções molares de 4(OH):1(COOH), sendo que 50% das hidroxilas presentes no início da reação foram provenientes do etilenoglicol e 50% do 1,2propanodiol. O balão foi imerso em um banho térmico a 190 °C, marcando o início da reação. Assim que o meio reacional passou de uma suspensão branca e opaca para uma solução amarelada translúcida, mais ácido 2,5-furanodicarboxílico foi adicionado. O procedimento se repetiu até que fosse atingida a proporção molar de 2(OH):1(COOH). A reação prosseguiu por nove horas, até que os efeitos viscosos tornaram-se tão pronunciados que impediram a homogeneização do meio reacional. O fluxo de nitrogênio foi mantido constante durante toda a reação, de forma a manter a atmosfera inerte e carrear a água, subproduto da reação. Em um segundo momento, foi realizada a transesterificação em batelada. A etapa de esterificação foi extremamente semelhante à descrita acima. Contudo, assim 36 que ocorreu a primeira mudança de aspecto do meio reacional, não foi adicionado mais ácido 2,5-furanodicarboxílico, sendo adicionada ao meio a solução de óxido de antimônio (III). O sistema de vácuo foi acionado e a pressão foi reduzida gradualmente até atingir -760 mmHg, como registrado pelo manômetro analógico com precisão de 1 mmHg. O término da reação foi determinado pelo cessar da remoção de subprodutos condensados, transcorridas treze horas. Vale salientar que ambas as copolimerizações foram realizadas na unidade experimental 4 e todos os monômeros foram obtidos a partir de matérias-primas sustentáveis. A Tabela 3.5 reúne as condições de síntese adotadas. Tabela 3.5. Condições operacionais e monômeros utilizados no primeiro estudo de copolimerização. Exp. 14 15 3.4. Monômeros Renováveis Rota Fração Molar Temperatura Inicial e Final (ºC) 50% EG Esterificação em 4(OH):1(COOH) + batelada e 50% IPG alimentada 2(OH):1(COOH) e Transesterificação FDCA em batelada 190 4(OH):1(COOH) Determinação das Condições Ótimas de Reação por Transesterificação Apesar do sucesso obtido na síntese do poli(2,5-furanodicarboxilato de etileno) pela rota de esterificação em batelada alimentada, a elevada viscosidade atingida pelo meio reacional com o avançar da reação cria dificuldades operacionais para que se consiga uma homogeneização eficiente do meio e gera a necessidade de que se opere com a elevação gradual da temperatura. Visando a explorar uma metodologia de síntese que permitisse a utilização de uma só temperatura ao longo de toda a reação e que a homogeneização do meio fosse de fato garantida, optou-se por realizar a síntese dos poliésteres pela transesterificação em batelada. O estudo, que teve por objetivo determinar as condições ótimas de reação, realizou a síntese na unidade reacional 4. Entende-se por condições ótimas aquelas que permitem a obtenção de altas massas molares e baixa coloração das resinas, 37 propriedades diretamente ligadas a sua aplicabilidade e, consequentemente, ao potencial de concorrer com o poli(tereftalato de etileno). Para que fosse possível a obtenção de dados de forma otimizada, optou-se por realizar um planejamento experimental que permitisse obter a maior quantidade de informação com o menor número de experimentos. Foi proposto então um plano experimental fatorial completo a dois níveis, no qual foram selecionadas para estudo as influências da concentração de catalisador e da temperatura de reação nas variáveis de resposta: massa molar média e cor das resinas produzidas. A Tabela 3.6 reúne os valores de cada uma das variáveis a serem manipuladas no plano experimental. Tabela 3.6. Planejamento experimental realizado para determinação das condições ótimas de reação. Exp. Concentração de Catalisador Temperatura (% pSb/pFDCA) (ºC) 16 0,04 160 17 0,04 190 18 0,40 160 19 0,40 190 20 0,22 175 21 0,22 175 22 0,22 175 As reações foram então realizadas em duas etapas. A primeira consistiu na esterificação do ácido 2,5-furanodicarboxílico com etilenoglicol, sempre respeitando a proporção molar inicial de 4(OH):1(COOH). As reações foram conduzidas a temperaturas constantes de 160, 175 ou 190 ºC, a depender do experimento. O uso de excesso de etilenoglicol, embora seja dispensável, é importante para facilitar a homogeneização do meio reacional, uma vez que as reações eram realizadas em lama. Não foi utilizado nenhum tipo de catalisador de esterificação, dado o efeito autocatalítico do diácido. As reações foram conduzidas sob um fluxo constante de nitrogênio gasoso, para facilitar a remoção de água, obtida como subproduto de reação, e manter a atmosfera inerte, minimizando assim reações laterais indesejadas de degradação termo-oxidativa. O fim desta etapa, com duração média de duas horas, foi 38 também marcado pela mudança de aspecto do meio reacional, passando de uma suspensão branca e opaca, para uma solução homogênea, amarelada e translúcida. A segunda etapa consistiu na transesterificação catalisada do diéster obtido na etapa de esterificação, havendo assim a formação do poliéster. As reações foram conduzidas imediatamente após o término da esterificação, mantendo-se ainda a temperatura constante e igual àquela adotada na primeira etapa. Para dar início às reações, foi adicionada uma solução a 2% p/p de óxido de antimônio em etilenoglicol até que fossem atingidas concentrações de 4*10-2, 22*10-2, ou 40*10-2 % p/p de antimônio em relação à massa inicial de ácido 2,5-furanodicarboxílico, a depender da reação. As reações foram conduzidas sob pressão reduzida, a fim de facilitar a remoção do excesso de etilenoglicol adotado na primeira etapa, além de remover o etilenoglicol formado como subproduto de transesterificação. A redução da pressão foi feita de forma gradual, a fim de evitar o arraste de oligômeros de menor massa molar. O término desta etapa, com duração média de doze horas, foi marcado pela elevada viscosidade do meio reacional, o que impedia sua homogeneização. As resinas obtidas em cada uma das reações do plano experimental foram submetidas a uma etapa adicional de policondensação em estufa, operando sob vácuo e na mesma temperatura adotada na reação em estado fundido, por um período de 6 horas. 3.5. Segundo Estudo de Copolimerização Uma vez determinadas a rota de síntese, a unidade reacional, a temperatura e concentração de catalisador ótimas para a síntese do poli(2,5-furanodicarboxilato de etileno), realizou-se um novo estudo de copolimerização, a fim de verificar a influência da incorporação de comonômeros na cadeia do poliéster. Foram selecionados para estudo como comonômeros o 1,2-propanodiol (IPG) e o glicerol (GLY), a serem reagidos por transesterificação em batelada com o etilenoglicol (EG) e com o ácido 2,5furanodicarboxílico. O 1,2-propanodiol insere uma ramificação curta (metila) na cadeia polimérica; já o glicerol, por apresentar três hidroxilas, permite o crescimento da cadeia polimérica em três direções, o que introduz longas ramificações. O 1,2-propanodiol e o glicerol foram adicionados em substituição parcial ao etilenoglicol, de forma que a fração molar de hidroxilas provenientes do comonômero fosse de 5 ou 10% do total de hidroxilas presentes no início da reação. Assim, a fração 39 molar de substituição não necessariamente representa a proporção molar de comonômeros que foram efetivamente inseridos na cadeia do polímero final, uma vez que o glicerol apresenta em sua estrutura três hidroxilas, e o etilenoglicol e o 1,2propanodiol apresentam apenas duas. Todas as reações foram realizadas segundo a mesma metodologia em duas etapas descrita para a determinação das condições ótimas de reação. A razão molar inicial entre o total de hidroxilas e carboxilas utilizada foi de 4(OH):1(COOH), a temperatura foi mantida em 175 ºC e a vazão de nitrogênio foi constante na etapa de esterificação, que apresentou duração média de três horas. Na etapa de transesterificação, realizada a pressão reduzida, a concentração de catalisador utilizada foi de 0,26% (pSb/pácido). Novamente, as reações prosseguiram até que a elevada viscosidade do meio reacional impedia sua homogeneização, o que era percebido em média após vinte e uma horas. Contudo, diferentemente das demais reações, a polimerização realizada na presença de 10% de glicerol apresentou duração de trinta e duas horas. A Tabela 3.7 resume as frações molares adotadas em cada copolimerização. As resinas obtidas em cada uma das reações de copolimerização foram também submetidas à etapa de policondensação em estufa, como já descrito. Tabela 3.7. Contribuição molar de cada comonômero em relação ao total de hidroxilas presentes no início da reação. Exp. 3.6. Comonômeros 23 5% IPG 95% EG 24 10% IPG 90% EG 25 5% GLY 95% EG 26 10% GLY 90% EG Estudo da Polimerização do 1,4-butanodiol Como já afirmado no Capítulo II da presente dissertação, o poli(tereftalato de butileno) é um polímero que apresenta propriedades interessantes para uma série de aplicações, sendo considerado um dos concorrentes do poli(tereftalato de etileno). Nesse contexto, tendo por objetivo estudar o poli(2,5-furanodicarboxilato de butileno) e a influência da concentração de catalisador e da temperatura de reação nas propriedades 40 apresentadas pelo poliéster, realizaram-se polimerizações do 1,4-butanodiol (1,4-BG) com o ácido 2,5-furanodicarboxílico. Foi também sintetizada, para que fosse possível estabelecer comparações, uma nova resina de poli(2,5-furanodicarboxilato de etileno). Todas as reações foram realizadas segundo a mesma metodologia de transesterificação em batelada. A razão molar inicial entre hidroxilas e carboxilas utilizada foi de 4(OH):1(COOH), a temperatura foi mantida em 175 ou 195 ºC, a depender da reação, e a vazão de nitrogênio foi constante na etapa de esterificação. O fim desta etapa, que apresentou duração média de quatro horas, foi determinado quando o recolhimento de água, obtida como subproduto, foi sucessivamente menor que 0,2 g no intervalo de 15 minutos. Durante a etapa de transesterificação, realizada a pressão reduzida, a concentração de catalisador utilizada foi de 0,26 ou 0,40% (pSb/pFDCA), a depender da reação. Novamente, as reações prosseguiram até que a elevada viscosidade do meio reacional impedia sua homogeneização, o que foi percebido, em média, após oito horas de reação. A Tabela 3.8 reúne as condições operacionais e os monômeros utilizados em cada experimento. As resinas obtidas em cada uma das reações de copolimerização foram também submetidas à etapa de policondensação em estufa. Tabela 3.8. Estudo comparativo de polimerização do 1,4-butanodiol. 3.7. % Catalisador Temperatura (pSb/pFDCA) (ºC) 1,4-BG 0,26 195 28 1,4-BG 0,26 175 29 1,4-BG 0,40 175 30 EG 0,26 175 Exp. Monômeros 27 Terceiro Estudo de Copolimerização Objetivando realizar um maior aprofundamento nos estudos das propriedades de copolímeros baseados no poli(2,5-furanodicarboxilato de etileno), optou-se pelo o uso do ácido succínico (AS) como comonômero, em substituição parcial ao ácido 2,5furanodicarboxílico (FDCA), e do glicerol (GLY) como comonômero, em substituição parcial ao etilenoglicol (EG). O estudo envolveu a análise das mudanças provocadas por cada um deles separada ou conjuntamente. Foram também sintetizadas, para que fosse 41 possível estabelecer comparações, novas resinas de poli(2,5-furanodicarboxilato de etileno). O ácido succínico, composto alifático e linear, substitui um ácido portador de um anel furânico, o que reduz a interação entre as cadeias adjacentes. O glicerol, por apresentar três hidroxilas, permite o crescimento da cadeia polimérica em três direções, o que introduz longas ramificações, podendo, inclusive, ocasionar a formação de ligações cruzadas entre cadeias adjacentes. As reações seguiram a mesma metodologia de esterificação seguida da transesterificação em batelada utilizada no segundo estudo de copolimerização, também sendo realizadas na unidade experimental 4. As etapas apresentaram duração média de quatro e oito horas, respectivamente. Contudo, diferentemente do adotado para o 1,2propanodiol, o glicerol foi adicionado, em substituição parcial ao etilenoglicol, de forma que a fração molar de hidroxilas provenientes do glicerol fosse de 2,5 ou 5% do total de hidroxilas que deram origem à cadeia do polímero final. O mesmo foi adotado para o ácido succínico, de forma que a fração molar de carboxilas provenientes do ácido succínico fosse de 2,5 ou 5% do total de carboxilas que deram origem ao poliéster. A Tabela 3.9 reúne as frações molares adotadas para os comonômeros ao longo de cada experimento. Tabela 3.9. Contribuição dos comonômeros nos grupamentos funcionais que deram origem ao polímero final. Exp. Carboxilas Hidroxilas 31 e 41 95% FDCA 5% AS 95% EG 5% GLY 32 e 42 95% FDCA 5% AS 100% EG 0% GLY 33 e 43 95% FDCA 5% AS 97,5% EG 2,5% GLY 34 e 44 97,5% FDCA 2,5% AS 97,5% EG 2,5% GLY 35 e 45 97,5% FDCA 2,5% AS 95% EG 5% GLY 36 e 46 97,5% FDCA 2,5% AS 100% EG 0% GLY 37 e 47 100% FDCA 0% AS 95% EG 5% GLY 38, 40 e 48 100% FDCA 0% AS 97,5% EG 2,5% GLY 39 e 49 100% FDCA 0% AS 100% EG 0% GLY O ácido succínico e o ácido 2,5-furanodicarboxílico apresentam, ambos, duas carboxilas reativas. Contudo, como fator complicador, o glicerol apresenta três 42 hidroxilas reativas enquanto o etilenoglicol apresenta apenas duas. Assim, para a realização dos cálculos que determinaram o número de mols e, consequentemente, a massa de cada comonômero a ser utilizada nas polimerizações, foram adotadas as seguintes hipóteses: A volatilidade do ácido succínico e do ácido 2,5-furanodicarboxílico pode ser considerada desprezível; ou seja, a proporção molar adicionada dos ácidos dicarboxílicos permanecerá a mesma no polímero final. Em outras palavras, toda molécula de ácido succínico ou de ácido 2,5-furanodicarboxílico, presente no início da reação, será incorporada à cadeia polimérica; Dada a grande dificuldade de quantificar a reatividade de cada uma das hidroxilas presentes no glicerol, foi considerado que todas apresentam igual probabilidade de reagir com as carboxilas dos ácidos carboxílicos; A remoção do glicerol pela corrente de nitrogênio pode ser considerada desprezível. Contudo, o mesmo não pode ser considerado para o etilenoglicol. Tal hipótese é suficientemente próxima da realidade, uma vez que o glicerol apresenta ponto de ebulição de 290 ºC, enquanto o etilenoglicol apresenta ponto de ebulição de 197 ºC, ambos medidos a 760 mmHg. Assim, toda hidroxila proveniente do glicerol será incorporada à cadeia; ou seja, todas as moléculas de glicerol presentes no início da reação farão parte do polímero final, enquanto o excesso de etilenoglicol será removido por arraste ou equilíbrio termodinâmico na corrente de nitrogênio. 3.8. Unidade Experimental 5 A unidade experimental 5, ilustrada na Figura 3.8, foi desenvolvida para a realização das reações que tinham por objetivo estudar a cinética de polimerização do poli(2,5-furanodicarboxilato de etileno). A unidade foi formada por um balão de duas bocas de fundo redondo com capacidade de 50 mL, que se encontrava imerso em um banho térmico operando com fluido de silicone. Uma das bocas era acoplada a um condensador de bolas operando a 125 ºC, que era então conectado a um condensador. À segunda boca foi ligada a uma linha de nitrogênio. A homogeneização do meio reacional foi obtida por meio de agitação magnética. A temperatura do banho de silicone foi controlada por meio de uma placa de aquecimento micro processada modelo 43 C-MAG HS 7 da fabricante IKA, que contava com um termopar imerso no fluido de silicone para aquisição de temperatura. O condensador de bolas teve sua temperatura controlada com o auxílio de um banho Haake fabricado pela Thermo Scientific. Sua função era operar como uma coluna de fracionamento, separando a água, obtida como subproduto da esterificação, dos monômeros carreados por arraste ou por equilíbrio termodinâmico na fase gasosa. O fluxo de nitrogênio era mantido em um valor prédeterminado de vazão constante e teve por objetivo manter a atmosfera inerte, além de exercer o papel de carreador de água. A unidade contava ainda com um sistema de vácuo para facilitar a remoção de monômeros em excesso e subprodutos voláteis da etapa de transesterificação. Ao final do condensador foi acoplado um divisor de fluxo em forma de “T”. Na saída inferior era encaixado o coletor, enquanto na saída superior era conectada uma bomba de vácuo modelo RV8 da fabricante Edwards Vacuum. A pressão do sistema era monitorada com auxílio de um manômetro analógico instalado no topo da coluna de separação. Figura 3.8. Esquema ilustrativo da unidade de polimerização para obtenção de dados cinéticos. 44 3.9. Estudo da Cinética de Polimerização O estudo da cinética de polimerização é parte fundamental do desenvolvimento de qualquer novo polímero. Em especial, no caso de um poliéster substituto ao poli(tereftalato de etileno), o conhecimento do comportamento cinético permite projetar a planta industrial de forma otimizada. Além disso, estudos cinéticos permitem remover gargalos da tecnologia de produção do poli(tereftalato de etileno), que, como demonstrado em maiores detalhes no próximo capítulo, não é facilmente adaptada para a produção de polímeros furânicos. Nesse contexto, uma série de reações foi proposta para analisar como a evolução da reação é dependente das condições operacionais, como temperatura, vazão de gás de arraste, concentração e momento de adição do catalisador. As variáveis selecionadas para acompanhamento da reação foram a evolução da massa de condensado em função do tempo a composição dos subprodutos condensados ao longo do tempo, e a distribuição de massas molares apresentadas pelo poli(2,5-furanodicarboxilato de etileno) ao longo da reação. A Tabela 3.10 contém as reações e as condições experimentais estudadas. Tabela 3.10. Reações realizadas para estudo cinético. % Catalisador Temperatura Vazão de N2 (pSb/pFDCA) (ºC) (ml/min) C1 0,26 175 170 C2 0,26 175 170 C3 0,26 175 170 C4 0,52 175 170 C5 0,26 175 170 C6 0,26 190 170 C7 0,26 160 170 C8 0,26 175 170 C9 0,26 175 330 C10 0,26 175 330 Exp. 45 As reações foram realizadas em duas etapas. A primeira consistiu na esterificação do ácido 2,5-furanodicarboxílico com etilenoglicol, adicionados ao sistema na proporção molar inicial de 4(OH):1(COOH). As reações foram conduzidas a temperaturas constantes de 160, 175 ou 190 ºC e o fluxo de nitrogênio foi mantido a uma vazão de 330 ou 170 mL/min, a depender do experimento. O efeito da adição de catalisador de transesterificação (óxido de antimônio III) na etapa de esterificação foi também avaliado. A segunda etapa consistiu na transesterificação catalisada do diéster obtido na etapa de esterificação. As reações foram conduzidas mantendo-se a temperatura constante e igual àquela adotada na primeira etapa com fluxo de nitrogênio interrompido. O catalisador óxido de antimônio foi utilizado em concentrações de 0,26 ou 0,52 % p/p de antimônio em relação à massa de ácido 2,5-furanodicarboxílico. Os degraus de redução da pressão foram realizados em intervalos regulares e constantes, a fim de que sua variação não afetasse o comportamento da reação. É de extrema importância ressaltar que o estudo cinético realizado não tem nenhum comprometimento com a obtenção de altas massas molares. Pelo contrário, a reação foi controlada com o objetivo de observar, da forma mais precisa possível, o comportamento cinético das duas etapas da reação de polimerização. Assim, o tempo de reação em cada uma das etapas foi fixado em cinco e oito horas para as etapas de esterificação e transesterificação, sucessivamente. 3.10. Caracterizações Os poliésteres sintetizados nas diferentes etapas do estudo e os condensados obtidos em cada experimento cinético foram submetidos a diversas técnicas de caracterização, com o objetivo de identificar os efeitos causados pelas variáveis operacionais e pela inserção de comonômeros nas características do produto final e no andamento da reação. A seguir, são descritas cada uma das técnicas de caracterização usadas e as respectivas condições de análise. 3.10.1. Infravermelho por Transformada de Fourier (FT-IR) A espectroscopia de infravermelho permite identificar qualitativamente a composição de uma amostra. Essa técnica baseia-se no princípio de que as ligações 46 químicas de uma substância possuem frequências vibracionais específicas associadas a diferentes níveis de energia. Essas frequências podem ser observadas quando a amostra é submetida a comprimentos de onda na faixa do infravermelho, de 400 a 4000 cm-1 (SILVERSTEIN et al., 2005). Análises de FT-IR foram realizadas com o objetivo de analisar a composição molecular das cadeias dos polímeros sintetizados e, dessa forma, comprovar a ocorrência das reações desejadas. Para tanto, foi utilizado um espectrômetro, dotado de um detector MCT/B Smart Orbit, modelo Nicolet 6700, fabricado pela Thermo Scientific. As análises foram realizadas nas amostras em fase sólida, sob condições ambientes, realizando-se 128 varreduras com resolução de 4 cm-1 em modo de transmitância. 3.10.2. Calorimetria Exploratória Diferencial (DSC) Uma substância, ao sofrer uma transformação física ou química, libera ou absorve uma determinada quantidade de calor. A técnica de Calorimetria Exploratória Diferencial mede, por intermédio de uma programação controlada de temperatura (aquecimento ou resfriamento), a energia envolvida na transformação analisada, tendo como referência um material termicamente inerte. Em uma curva típica, três tipos básicos de transformações podem ser usualmente detectados: transformações endotérmicas (como a fusão), transformações exotérmicas (como a cristalização) e transições de segunda ordem (como a transição vítrea) (MACHADO et al., 2007). Assim, para determinação das temperaturas características das transições térmicas, aproximadamente 10 mg de cada amostra foram adicionadas a cadinhos de alumínio fechados. As amostras foram analisadas em um equipamento da fabricante Perkin-Elmer, modelo DSC 8500, tendo como referência um cadinho de alumínio vazio. Os termogramas foram obtidos do segundo ciclo de aquecimento/resfriamento na faixa de temperatura de 0 a 250 ºC, usando uma taxa de resfriamento/aquecimento constante de 10 ºC/min, sob atmosfera de nitrogênio. O primeiro ciclo teve como objetivo a padronização da história térmica das amostras. 47 3.10.3. Análise Termogravimétrica (TGA) Durante o processo de degradação de um material ocorre a liberação de compostos voláteis, com a consequente perda de massa do material estudado. Análises termogravimétricas medem essa variação de massa sob efeito do aumento da temperatura a taxas controladas (LUCAS et al., 2001). Assim, a análise foi realizada com o objetivo de estudar a degradação térmica dos materiais em atmosfera não-oxidativa, com a adoção de fluxo de nitrogênio. O equipamento utilizado foi fabricado pela Perkin-Elmer, modelo STA 6000. As amostras foram submetidas a uma variação crescente de temperatura de 50 a 800 °C a uma taxa de aquecimento constante de 10 ºC/min. 3.10.4. Identificação da Temperatura Máxima de Processamento Poliésteres, como o poli(tereftalato de etileno), são particularmente suscetíveis a reações de termo-oxidegradação (GARCIA, 1997; CIOLACU et al., 2006; YANG et al., 2010). Assim, a fim de detectar a temperatura em que começa a ser observada a degradação dos materiais e a temperatura em que a degradação se torna mais intensa, foram realizados testes em placa de aquecimento sob atmosfera ambiente. Tal análise permite detectar a janela de processamento de cada um dos poliésteres produzidos. Ao realizar o aquecimento dos materiais, primeiramente é observada a fusão do polímero, seguida da liberação de fumaça e, finalmente, a grande formação de bolhas no seio do polímero. O desprendimento de fumaça indica a ocorrência de processos degradativos indesejados. Assim, tal temperatura deve ser considerada como o limite máximo de processamento do polímero. Para a realização dos testes, amostras de aproximadamente 200 mg eram colocadas em papel alumínio que se encontravam sobre a placa previamente aquecida a 70 ºC. A temperatura da placa era gradativamente aumentada em intervalos de 10 min até que fossem percebidos os fenômenos supracitados. 48 3.10.5. Difratometria de Raios-X (DR-X) A técnica de Difratometria de Raios-X analisa o espalhamento coerente da radiação de raios-X por estruturas organizadas, permitindo realizar estudos morfológicos e determinar a estrutura cristalina dos materiais (BAUMHARDT NETO, 2007). O grau de cristalinidade de um dado material é determinado pela razão entre a área total dos picos cristalinos e a área total do difratograma. As análises foram realizadas com o polímero na forma de pó em um equipamento fabricado pela Rigaku, modelo Miniflex, com anodo de cobre. O ângulo de difração foi variado de 2° a 80°, a uma variação de 0,05° por segundo. Os difratogramas foram decompostos no programa Fityk. 3.10.6. Microscopia Eletrônica de Varredura (MEV) A morfologia dos materiais foi caracterizada por meio de um microscópio eletrônico de varredura (MEV), modelo Quanta 200, e por um microscópio eletrônico de varredura de emissão de campo (FEG-MEV), modelo Quanta 400, ambos fabricados pela Fei Company e operando com com tensão máxima de 30 kV, alto vácuo e elétrons secundários. As fotomicrografias foram processadas em um analisador de imagens do mesmo fabricante. As amostras, antes de serem analisadas no microscópio, sofreram um tratamento de metalização com ouro em um metalizador fabricado pela Jeol, modelo JFC 1500. Os tamanhos de “spot”, distância de trabalho (WD) e ampliações das regiões podem ser observadas na legenda das micrografias que serão apresentadas no Capítulo IV. 3.10.7. Cromatografia Gasosa (GC) A cromatografia gasosa consiste no processo de separação de uma mistura de compostos que são termicamente estáveis e voláteis. A amostra é primeiramente volatilizada no injetor e é introduzida em uma coluna por meio de uma corrente de gás inerte, conhecido por gás auxiliar. À medida que o fluxo de gás passa através da coluna, os componentes da amostra são arrastados e, a depender da interação de cada um deles com a fase estacionaria da coluna, são eluídos a diferentes velocidades. Uma vez que os 49 processos são dependentes da temperatura, a coluna é mantida em um forno com controle termostático. À medida que os componentes deixam a coluna, são detectados em um detector adequado. Análises de cromatografia gasosa foram primeiramente realizadas para identificar e quantificar o teor de etilenoglicol residual nas resinas de poliéster produzidas. Para tanto, amostras de polímeros de cada uma das reações foram maceradas e, em seguida, foi feita a suspensão dessas partículas a uma concentração de 16% (p/p) em uma solução de octanol em etanol a 2% (p/p). Essa suspensão era mantida sob agitação por um período de vinte e quatro horas, de forma a garantir a extração do etilenoglicol residual das partículas de polímero. Transcorrido o período, o sobrenadante foi injetado em um cromatógrafo fabricado pela DANI Instruments, modelo Master GC, equipado com um detector de ionização de chama e uma coluna capilar Dani DN-WAX, com comprimento de 30 m, diâmetro interno de 0,32 mm e espessura do filme de 1,0 µm. O cromatógrafo foi programado para iniciar a análise a 70 ºC, permanecendo 1 minuto em estado isotérmico e, em seguida, elevar a temperatura do forno até 220 °C a uma taxa de 10 °C/min e, novamente permanecer em estado isotérmico por 1 minuto. A Tabela 3.11 mostra, de forma resumida, as condições de operação empregadas nas análises de cromatografia gasosa. Tabela 3.11. Condições de operação aplicadas na cromatografia gasosa. Descrição da condição de operação Valor Temperatura do Injetor 210 °C Temperatura do detector 220 °C Split 1:5 Gás auxiliar Nitrogênio Fluxo da Coluna 1 mL/min Fluxo do auxiliar 29 mL/min Gás de Queima Hidrogênio Gás Comburente Ar sintético Fluxo do Gás de Queima 40 mL/min Fluxo do Gás Comburente 280 mL/min Temperatura Inicial 70 °C Temperatura Final 220 °C 50 Foram também realizadas análises cromatográficas qualitativas dos condensados recolhidos ao longo da etapa de esterificação dos experimentos cinéticos. Uma vez que os cromatogramas obtidos indicaram a presença de etilenoglicol, monômero arrastado por equilíbrio termodinâmico no gás de arraste ao longo das reações, análises cromatográficas quantitativas foram realizadas para que fossem obtidos os teores de etilenoglicol e de água, único subproduto da etapa de esterificação, nos condensados recolhidos. Idealmente, como resposta a essas análises, seriam obtidos picos característicos de cada componente. Com base na razão entre os valores individuais de área e a área total dos picos detectados, seria possível realizar a quantificação de cada componente na amostra. Contudo, detectores de ionização de chama não permitem a detecção de água. Dessa forma, a concentração de água foi inferida por diferença em relação ao teor de etilenoglicol na amostra. Para que tal cálculo fosse possível, foi adotado um padrão interno a ser adicionado, em quantidades conhecidas, em cada amostra a ser analisada. Primeiramente, foram preparadas diversas soluções padrões de etilenoglicol (analito), octanol (padrão interno) e isopropanol (solvente), de forma que o padrão interno estivesse presente a concentrações mássicas de aproximadamente 5% e o analito variasse de 0 a 12%. Em seguida, foram preparadas as soluções contendo a amostra obtida na etapa de esterificação, octanol e isopropanol, de forma que as concentrações mássicas fossem de aproximadamente 10%, 5% e 85%, respectivamente. Realizadas as análises das soluções padrões, foram gerados cromatogramas, como ilustrado na Figura 3.9, sendo possível obter o valor das áreas respectivas ao etilenoglicol e ao octanol. Uma vez que eram conhecidas as massas de cada um dos componentes, foi possível estabelecer uma relação linear entre a razão das áreas dos picos de etilenoglicol e octanol com a razão de suas massas em cada uma das soluções. Essa relação foi usada como curva de calibração para a determinação dos teores de etilenoglicol nas amostras obtidas na etapa de esterificação. A Figura 3.10 ilustra o gráfico da relação linear observada. Assim, a curva de calibração utilizada para quantificação do etilenoglicol nas amostras recolhidas ao longo da reação de esterificação é representada pela Equação 1. M EG A 3, 7318 EG MOCT AOCT (1) 51 Figura 3.9. Cromatograma representativo das análises de cromatografia gasosa. Curva Padrão Massa Etilenoglicol / Massa Octanol 2,5 2,0 1,5 1,0 y = 3,7318x R² = 0,9799 0,5 0,0 0,0 0,1 0,2 0,3 0,4 0,5 Área Etilenoglicol / Área Octanol 0,6 0,7 Figura 3.10. Curva de calibração do etilenoglicol e octanol. Uma vez analisadas as amostras e obtidos os cromatogramas de cada uma delas, o valor das áreas respectivas aos picos do etilenoglicol e do octanol foram calculados. Substituindo-se os valores das áreas na Equação 1, calculou-se a razão entre as massas. A adoção da razão nos cálculos minimiza eventuais erros relativos às variações no 52 volume de amostra injetada, uma vez que nesse caso as flutuações de ambos os picos no cromatograma ocorrem de forma simultânea e correlacionada. Como a massa de octanol utilizada para sintetizar a solução analisada era conhecida, pôde-se obter a massa de etilenoglicol presente na amostra. Sabendo-se que os resultados qualitativos demonstraram não haver quantidades detectáveis de outras substâncias, pôde-se escrever a Equação 2. MAMOSTRA MEG MH2O (2) Assim, sabendo-se a massa de etilenoglicol e a massa da amostra utilizada para sintetizar a solução analisada, pôde-se determinar a massa de água contida em cada amostra. Por fim, determinou-se a fração mássica de água presente em cada amostra. Tal fração será utilizada para, a partir da massa de condensado recolhido ao longo do tempo, calcular a massa de água e de etilenoglicol em cada amostra e, assim, gerar as curvas de etilenoglicol no tempo e de água no tempo para as reações de esterificação realizadas nos experimentos cinéticos. 3.10.8. Solúveis em Tetrahidrofurano (THF) Ao longo do desenvolvimento do projeto percebeu-se que tanto o ácido 2,5furanodicarboxílico quanto resinas de baixa massa molar apresentavam solubilidade em tetrahidrofurano, ao passo que o aumento da massa molar conduzia à insolubilidade dos polímeros nesse solvente. Assim, de forma a constatar a presença ou ausência de compostos de baixa massa molar no interior da matriz polimérica, realizaram-se testes gravimétricos de solubilidade dos polímeros em tetrahidrofurano. Para tanto, foi feita a suspensão do polímero macerado no solvente, a uma concentração de 30 mg/mL, mantendo-se a mistura sob agitação por doze horas. Transcorrido esse período, as amostras eram centrifugadas, de forma a separar o sólido, insolúvel, do líquido sobrenadante. A parte líquida era seca em estufa a vácuo e o teor de solúveis, determinado por diferença nas massas registradas. 53 3.10.9. Cromatografia de Permeação em Gel (GPC) Cromatografia de permeação em gel (GPC) ou cromatografia por exclusão de tamanho (SEC) é usada para determinação da distribuição de massas molares de polímeros, o que permite o cálculo de valores das massas molares médias. O polímero é solubilizado em um solvente apropriado e a solução polimérica é, então, injetada em uma coluna porosa. A coluna ideal não apresenta interação com o polímero. Dessa forma, as moléculas são separadas de acordo o volume hidrodinâmico que apresentam; ou seja, o tamanho efetivo das cadeias em uma solução. Moléculas maiores não penetram nos poros da coluna e são eluídas primeiro. As menores moléculas, contudo, são pequenas o suficiente para penetrar em diversos poros, apresentando um caminho mais longo, o que exige um maior volume de solvente para carreá-las. Inicialmente, as análises de cromatografia de permeação em gel foram realizadas em um cromatógrafo de permeação em gel fabricado pela Viscotek, modelo GPC Max VE 2001, dotado de um detector refratométrico, também fabricado pela Viscotek, modelo VE 3580. O conjunto de colunas, fabricadas pela Shodex, era composto por uma coluna linear modelo KF-804L e uma coluna linear modelo KF-805L, com tamanhos máximos de poro 1,5*103 e 5*103Å e limites de exclusão de 4*105 e 4*106 (em padrões de poliestireno), respectivamente. Durante a análise, a vazão da fase móvel foi mantida constante em 1,0 mL/min e sob temperatura de 40 ºC. A fase móvel usada foi o tetrahidrofurano obtido da Tedia Brazil com no mínimo 99% de pureza. Esse solvente foi escolhido após serem realizados testes de solubilidade para o ácido 2,5-furanodicarboxílico e para os materiais obtidos nas primeiras reações. Contudo, o tetrahidrofurano, como já descrito, não é capaz de solubilizar polímeros de maior massa molar. Assim, a fim de realizar o acompanhamento da evolução das distribuições de massas molares dos polímeros obtidos em fases mais avançadas do estudo, a fase móvel adotada foi o hexaflúor-2isopropanol, fornecido pela Apollo Scientific contando com pureza mínima de 99%. O cromatógrafo utilizado é composto por uma bomba isocrática fabricada pela YL Instrumentes, modelo YL9112, por um forno fabricado pela Phenomenex, modelo Thermasphere TS-430 e de um detector refratométrico fabricado pela Viscotek, modelo VE 3580. As colunas utilizadas, fabricadas pela Shodex, constituem os modelos GPC HFIP-803, GPC HFIP-804 e GPC HFIP-805, com tamanhos máximos de poro de 5*102, 54 1,5*103 e 5*103 e limites de exclusão de 3*104, 1*105 e 1*106 (em padrões de poli(metacrilato de metila), respectivamente. Durante a análise, a vazão da fase móvel foi mantida constante em 1,0 mL/min e sob temperatura de 40 ºC. A aquisição e tratamento dos dados foram realizados pelo programa OminiSEC desenvolvido pela Viscotek. Uma curva de calibração foi construída a partir de padrões de poli(metacrilato de metila) fornecidos pela American Polymer Standards com pesos moleculares na faixa de 102 a 2,2x106 Da. 3.10.10. Quantificação da Cor Desenvolvida pelos Polímeros Tendo-se por objetivo quantificar a cor desenvolvida por cada resina, realizaram-se análises de espectrometria na região do UV/Visível em um espectrofotômetro fabricado pela Perkin-Elmer modelo Lambda 35. A fim de facilitar a comparação entre as diferentes resinas, optou-se por analisar apenas a variação de um único comprimento de onda determinado, e não de todo o espectro. Sipos (2011) optou por analisar a absorção de luz para resinas de poli(2,5-furanodicarboxilato de etileno) no comprimento de onda de 400 nm. Yang et al. (2010) afirmaram que durante a degradação termo-oxidativa do poli(tereftalato de etileno) há o desenvolvimento de uma banda de absorção com máximo em 340 nm; contudo, paralelamente realizaram análises de absorção a 400 nm. Sendo assim, como não há na literatura nenhuma norma associada a resinas furânicas, o comprimento de onda de 400 nm foi o escolhido para comparação. Amostras dos poliésteres obtidos em cada uma das reações foram maceradas e, em seguida, solubilizadas em hexaflúorisopropanol, na concentração de 10 mg/mL. As soluções foram analisadas em cubetas de quartzo com caminho ótico de 5 cm e a absorção da radiação com comprimento de onda de 400 nm foi registrada. A fim de eliminar a influência do solvente nas absorções, a absorção do solvente no referido comprimento de onda foi descontada por meio de um branco constituído pelo solvente puro. 55 3.11. Confecção de Corpos de Prova para Ensaios Mecânicos Inicialmente, a caracterização das propriedades mecânicas dos polímeros seria realizada com o auxílio de ensaios de tração, compressão e flexão, o que gerou a necessidade da síntese de corpos de prova para serem utilizados durante as análises. A total inexistência de uma metodologia previamente estabelecida para ser utilizada com poliésteres furânicos fez com que fosse necessária a exploração de diversas propostas para seu desenvolvimento. Os resultados obtidos para as temperaturas limites de processamento para os polímeros, apresentados no próximo capítulo, demonstram uma grande proximidade das temperaturas de fusão e de degradação em atmosfera oxidativa, o que pode dar origem a bolhas nos corpos de prova. Como apresentado em detalhes no capítulo de resultados, a alta cristalinidade do poli(2,5-furanodicarboxilato de etileno) pode fazer com que sejam formadas regiões semicristalinas, o que impossibilita a análise dos corpos de prova. Tais características, inerentes ao poli(2,5- furanodicarboxilato de etileno) e seus copolímeros, teriam de ser contornadas. Como ponto de partida, optou-se por seguir a norma ASTM D 4703, que descreve a moldagem por compressão e fusão, utilizando uma prensa com controle de temperatura das superfícies de compressão. Foram utilizados moldes tipo sanduíche, com duas placas planas nas superfícies superior e inferior, intercaladas por uma placa vazada de formato quadrado. A prensa utilizada foi fabricada pela Carver e o controlador de temperatura presente na prensa não apresentava procedência definida. Após os primeiros testes, percebeu-se a necessidade de um controle bastante preciso da temperatura das placas de prensagem. No momento da inserção dos moldes na prensa, ocorre um pequeno abaixamento da temperatura, o que provoca uma resposta brusca do controle, levando a um superaquecimento e à consequente degradação das amostras prensadas. O sistema de resfriamento por placas frias, comumente utilizado para diversos termoplásticos, mostrou-se ineficiente para o poli(2,5-furanodicarboxilato de etileno), assim como para o poli(tereftalato de etileno) comercial testado. Como solução, adotou-se o quenching em nitrogênio líquido, que foi igualmente ineficiente. Em todas as amostras, percebeu-se a existência de trincas e de regiões semicristalinas adjacentes a regiões amorfas. Ao longo das prensagens, identificou-se outra característica comum tanto ao poli(2,5-furanodicarboxilato de etileno) quanto ao poli(tereftalato de etileno): a grande 56 aderência a superfícies metálicas, o que impedia sua desmoldagem das placas. A Figura 3.11 permite a visualização das regiões semicristalinas, assim como a existência de trincas e a grande aderência nos moldes de aço. A aderência nas superfícies metálicas pôde ser contornada com a adoção do filme Kapton (fabricado pela DuPont), utilizado entre as superfícies de prensagem e o molde vazado. Contudo, a alta rigidez apresentada impossibilitou o corte das placas de poliéster nas dimensões sugeridas pela norma ASTM D 638, referente a ensaios de tração. Figura 3.11. Placas de poli(tereftalato de etileno) sintetizadas utilizando como diretriz a norma ASTM D 4703. Como solução, procurou-se usinar os moldes diretamente com as dimensões dos corpos de prova baseados na referida norma. Empresas de usinagem foram contatadas; contudo, nenhuma se mostrou disposta a confeccionar os moldes, alegando majoritariamente não possuírem maquinário adequado para atender as tolerâncias exigidas nas dimensões pelas normas. Como solução última, foi solicitada ao setor de usinagem da UFRJ a confecção de um molde contendo seis corpos de prova retangulares e, portanto, não normatizado pela ASTM, como ilustrado na Figura 3.12. Contudo, a ocorrência de grande degradação continuou sendo verificada após a adoção do novo molde. Uma nova metodologia foi então proposta, na qual os poliésteres eram dispostos no molde, unido às placas planas com a adoção de grampos. A Figura 3.13 apresenta uma demonstração de como o sistema se apresentava. O molde era levado à estufa, previamente aquecida na temperatura acima da fusão do poliéster, e cuja atmosfera era inertizada por ciclos de aplicação de vácuo e reestabelecimento da pressão com 57 nitrogênio. O sistema, contudo, permitiu o extravazamento do polímero fundido por entre as placas da superfície e o espaçador, uma vez que os grampos utilizados não foram capazes de exercer pressão suficiente para que ocorresse a vedação do sistema. Como solução, procurou-se adotar um molde entalhado, como observado na Figura 3.14. Novamente, a elevada aderência dos poliésteres na superfície metálica do molde impediu totalmente a desmoldagem dos corpos de prova. Figura 3.12. Molde com corpos de prova retangulares usinado na UFRJ. Cada corpo de prova apresenta largura de 9,5 mm, comprimento de 63,5 mm e espessura de 2,0 mm. Figura 3.13. Sistema de confecção dos corpos de prova por fusão em estufa. Figura 3.14. Molde entalhado utilizado na moldagem por fusão em estufa. 58 Adotou-se, então, uma metodologia na qual é realizada a fusão dos poliésteres diretamente sobre o molde, recoberto por papel alumínio, que é disposto sobre uma placa de aquecimento com controle de temperatura, como ilustrado na Figura 3.15. A grande vantagem da nova metodologia é possibilitar o acompanhamento visual da fusão dos polímeros. A observação permite que sejam adotadas temperaturas mais baixas, às quais os polímeros são submetidos apenas por tempo suficiente para que sofram total fusão, o que diminui a degradação do poliéster submetido à moldagem. Assim que todo o polímero apresenta-se fundido, o molde é retirado da placa de aquecimento e posto para resfriar a temperatura ambiente. Figura 3.15. Sistema de moldagem por fusão em placa aquecida. Os corpos de prova sintetizados apresentam superfície irregular e com o filme metálico aderido, o que demanda uma etapa posterior de tratamento da superfície por abrasão. A Figura 3.16 ilustra um corpo de prova sintetizado pela metodologia descrita. Apesar do relativo sucesso obtido na confecção dos corpos de prova, restrições quanto suas dimensões, impediram a execução dos ensaios de tração e flexão inicialmente pretendidos. Como solução, optou-se pela realização de análises dínamotermo-mecânicas. Figura 3.16. Corpo de prova sintetizado por fusão em placa aquecida após tratamento incompleto por abrasão. 59 3.12. Análise Dínamo-Termo-Mecânica A análise dínamo-termo-mecânica baseia-se no fato de que, ao ser aplicada uma força senoidal a uma amostra, esta sofre uma deformação e responde de forma igualmente senoidal. Se a resposta do material for perfeitamente elástica, o ângulo de fase entre a solicitação e a resposta será δ=0º e a amplitude da resposta terá o mesmo valor da amplitude da solicitação aplicada. Se o material responder de forma viscosa, o ângulo de fase será δ=90º e a amplitude da resposta será menor que a amplitude da solicitação aplicada. Polímeros são materiais viscoelásticos, que apresentam comportamento intermediário, respondendo com 0º<δ<90º. A Figura 3.17 ilustra a resposta obtida para um material viscoelástico (MENARD, 2008; CHARTOFF et al., 2009). Baseando-se nos valores do ângulo de fase e da amplitude da resposta, pode-se calcular o módulo elástico (E’), relacionado à rigidez do material e à energia armazenada, e o módulo viscoso (E’’), relacionado à fluidez do material e à dissipação de energia. A relação entre o módulo viscoso e o módulo elástico é numericamente igual à tangente do ângulo de fase e relaciona a capacidade de um material em dissipar e armazenar energia; logo, diretamente relacionada com a resistência ao impacto. Para a mesma “família” de polímeros, quanto maior a tan(δ), maior a capacidade do material em dissipar um aumento súbito de energia e, consequentemente, maior a resistência ao impacto (MENARD, 2008). Figura 3.17. Resposta a uma tensão aplicada senoidalmente. 60 O aumento da temperatura a uma taxa constante, partindo-se de regiões em que as moléculas apresentam-se bem comprimidas, associado à oscilação da amostra a uma frequência determinada, permite obter uma relação entre o módulo elástico e a temperatura. A partir do gráfico gerado, é possível identificar uma série de transições térmicas. À medida que o material aumenta sua temperatura, ocorre sua expansão, aumentando o volume livre entre as moléculas e permitindo movimentos localizados das ligações, como deformações de estiramento e flexão, assim como movimentos laterais das cadeias. Essa transição é conhecida como gama (Tγ). Com o aumento da temperatura e do volume livre, cadeias laterais e alguns grupamentos começam a ter espaço para movimentação e o material começa a adquirir resistência. Essa transição é conhecida por beta (Tβ). Alguns pesquisadores a correlacionam à resistência do material, de forma que quanto mais característico o pico da transição, maior a capacidade do material dissipar energia. À medida que a temperatura continua a aumentar, cadeias localizadas em regiões amorfas começam a apresentar grande movimentação, determinando a transição vítrea (Tg). Finalmente, a movimentação das cadeias é tão grande que passa a ocorrer o escorregamento de uma cadeia sobre a outra e o polímero escoa, caracterizando a fusão (Tm). A Figura 3.18 ilustra um gráfico idealizado da relação entre o módulo elástico e a temperatura, obtido por análise dínamo-termo-mecânica (MENARD, 2008). Figura 3.18. Varredura idealizada mostrando os diferentes tipos de transições. (6) movimentações locais, (5) flexão e estiramento, (4) grupos laterais, (3) cadeias em regiões amorfas, (2) cadeias principais, (1) escorregamento das cadeias – fusão. Adaptado de MENARD, 2008. 61 As análises foram realizadas em um equipamento fabricado pela Perkin-Elmer, modelo DMA-8000. Foi escolhido o sistema de fixação unilateral, single cantilever, como apresentado na Figura 3.19. Nesta configuração, uma das extremidades permanece estática, fixada à base do equipamento, enquanto a outra é presa a um braço oscilatório. A frequência e a amplitude da oscilação foram mantidas constantes e iguais a 1,00 Hz e 0,05 mm, respectivamente. Com o auxílio de um banho termostático, a câmara era resfriada a 10 ºC. Em seguida, o banho era desligado e o controlador do equipamento aumentava a temperatura da câmara até 150 ºC, a uma taxa constante de 2 ºC/min. Por segurança, o equipamento foi programado para encerrar o experimento caso o corpo de prova apresentasse uma rigidez inferior a um valor pré-determinado e dependente das dimensões dos corpos de prova, o que seria um indicativo de sua quebra ou o início da fusão da amostra. Os corpos de prova foram sintetizados por fusão em placa aquecida conforme procedimento previamente descrito. Após sua confecção, sofriam abrasão com o uso de lixas finas até que atingissem as dimensões aproximadas de 25 mm de comprimento, 8 mm de largura e 2 mm de espessura. As medidas eram tomadas com o auxílio de um paquímetro digital, com precisão de 0,01 mm, e eram inseridas no programa de análise. Assim, era gerado um fator de forma para cada corpo de prova, que era utilizado para o cálculo do módulo elástico, do módulo viscoso e, consequentemente, da tan(δ). Figura 3.19. Grampos de fixação unilateral (single cantilever). 62 3.13. Insumos Químicos Diversos compostos químicos foram utilizados como reagentes ou como auxiliares durante as reações e nas diversas análises realizadas. A Tabela 3.12 e a Tabela 3.13 reúnem os monômeros utilizados, seus fabricantes e teores de pureza. Tabela 3.12. Monômeros alcoóis utilizados nas reações. Monômeros alcoóis Etilenoglicol (EG) Fabricante: Vetec Pureza mínima: 99,5% 1,4-butanodiol (1,4-BG) Fabricante: Vetec Pureza mínima: 99,3% 1,2-propanodiol (IPG) Fabricante: Vetec Pureza mínima: 99,8% 1,2,3-propanotriol ou glicerol (GLY) Fabricante: Vetec Pureza mínima: 99,5% Tabela 3.13. Monômeros ácidos utilizados nas reações. Monômeros ácidos Ácido 2,5-furanodicarboxílico (FDCA) Fabricante: SataChem Pureza mínima: 99,5% Ácido Succínico (AS) Fabricante: Vetec Pureza mínima: 99,0% Os compostos químicos utilizados como auxiliares foram: óxido de antimônio (III), fabricado pela Vetec com pureza mínima de 99,5%; nitrogênio, fabricado pela Air Products com pureza mínima de 99,0%; etanol, fabricado pela Vetec com pureza mínima de 99,8%; 2-octanol, fabricado pela MP Biomedicals com pureza mínima de 97,0%; tetrahidrofurano (THF), fabricado pela Tedia Brazil com pureza mínima de 99,0%; 63 hexaflúor-2-isopropanol (HFIP), fabricado pela Apollo Scientific com pureza mínima de 99,0%. Destaque especial foi dado aos monômeros renováveis: bio(etilenoglicol) produzido pela Oxiteno com pureza mínima de 99,0%; bio(1,2-propanodiol) produzido pela Global Bio-chem com pureza mínima de 99,0%; bio(ácido 2,5-furanodicarboxílico) produzido pela SataChem contudo a pureza mínima não foi especificada. Uma amostra comercial de poli(tereftalato de etileno) grau garrafa, produzido pela Braskem, foi também utilizada para estabelecer comparações com as resinas de poli(2,5-furanodicarboxilato de etileno) sintetizadas ao longo do trabalho. Todos os materiais foram usados como recebidos, não tendo sido feito esforços de purificação adicional. 64 Capítulo IV 4. Resultados e Discussão 4.1. Ácido 2,5-furanodicarboxílico (FDCA) Inicialmente, foi feita a caracterização do material de partida, para identificação apropriada do material utilizado. 4.1.1. Infravermelho por Transformada de Fourier A análise de Infravermelho por Transformada de Fourier para o ácido 2,5furanodicarboxílico, mostrado na Figura 4.1, revela bandas características do composto extremamente próximas àquelas obtidas por Gomes (2009). Observam-se bandas características do anel furânico a 1523 e 1570 cm-1, do grupo C=O de ácido carboxílico a 1667 cm-1, relatada por Gomes (2009) a 1678 cm-1, e do grupo O-H em ácido carboxílico de 2357 a 3000 cm-1. 4.1.2. Calorimetria Exploratória Diferencial e Análise Termogravimétrica O resultado de calorimetria exploratória diferencial, mostrado no Apêndice A, não apresenta nenhum pico característico de fusão, o que indica que, caso esse componente apresentasse tal fenômeno, o mesmo só ocorreria a uma temperatura superior a 250 °C, temperatura máxima utilizada na análise. Paralelamente, a curva da análise termogravimétrica, mostrada na Figura 4.2, indica que o ácido 2,5furanodicarboxílico se apresenta estável termicamente até aproximadamente 240 °C, temperatura na qual começa a apresentar degradação. Assim, é possível afirmar que o composto não apresenta fusão sem que sua degradação se torne expressiva. Por consequência dessa limitação físico-química, todas as reações de polimerização foram realizadas em leito de lama. 65 % Transmitância Comprimento de onda (cm-1) Figura 4.1. Espectro de Infravermelho por Transformada de Fourier para o ácido 2,5-furanodicarboxílico. 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 300 350 400 Temperatura (ºC) 450 500 Figura 4.2. Análise termogravimétrica para o ácido 2,5-furanodicarboxílico. 66 4.1.3. Cromatografia de Permeação em Gel A cromatografia de permeação em gel, visualizada na Figura 4.3, foi realizada utilizando tetrahidrofurano como fase móvel, uma vez que, como explicado anteriormente, o ácido 2,5-furanodicarboxílico não é solúvel em hexaflúorisopropanol nos testes de solubilidade realizados. A curva obtida é indispensável para estabelecer comparações com os produtos de reação e assim verificar o crescimento das massas molares. É importante ressaltar que, como a massa molar do ácido 2,5furanodicarboxílico é pequena e os padrões utilizados foram de poli(metacrilato de metila), a extrapolação da curva-padrão não resultaria em resultados confiáveis, não sendo possível gerar um gráfico relacionando a resposta normalizada com a massa molar. Assim, optou-se por representar a curva de cromatografia relacionando a resposta normalizada com o volume de retenção. 1 0,8 Resposta Normalizada 0,6 0,4 0,2 0 20 25 30 35 40 45 50 -0,2 -0,4 -0,6 -0,8 -1 Volume de Retenção (mL) Figura 4.3. Curva de cromatografia de permeação em gel para o ácido 2,5furanodicarboxílico. 4.2. Unidade Experimental 1 O principal objetivo deste primeiro bloco de experimentos, no qual foi realizada a reação do ácido 2,5-furanodicarboxílico com o etilenoglicol, foi avaliar os efeitos das duas rotas químicas de síntese (esterificação ou transesterificação), das metodologias de 67 adição dos reagentes (batelada ou batelada alimentada) e da inertização da atmosfera de reação quando o sistema é operado em refluxo. Visando a facilitar a comparação entre as diferentes reações realizadas no primeiro bloco de experimentos, a Tabela 4.1 reúne as condições adotadas. Tabela 4.1. Reações realizadas na unidade experimental 1. Exp. 1 2 3 4 Rota Esterificação em batelada Esterificação em batelada Esterificação em batelada Fração Molar Temperatura Atmosfera Inicial e Final (ºC) Inerte 2(OH):1(COOH) 230 Não 2(OH):1(COOH) 215 Sim 4(OH):1(COOH) 215 Não 230 Não 230 Não Esterificação 4(OH):1(COOH) em batelada e alimentada 2(OH):1(COOH) Transesterificação 4(OH):1(COOH) 5 em batelada e alimentada 2(OH):1(COOH) 4.2.1. Produtos de Reação Por meio da inspeção visual dos produtos obtidos, ilustrados na Figura 4.4, suspeita-se que as reações apresentaram baixa conversão, dado seu aspecto úmido e pastoso, o que indica a presença de monômeros não reagidos. Observa-se que a reação 2 foi aquela que apresentou menor amarelamento do produto obtido, indicando menor ocorrência de degradação. Tal fato evidencia a necessidade de realizar as reações em atmosfera livre de oxigênio, minimizando a ocorrência de reações paralelas indesejadas de oxi-termodegradação. É importante observar que o produto da reação 3 apresenta aspecto menos viscoso pois, como descrito na Tabela 4.1, o Exp. 3 foi o único no qual a reação foi realizada em batelada, não tendo havido novas adições de ácido 2,5- 68 furanodicarboxílico no decorrer da reação, tendo sido mantida a proporção molar de 4(OH):1(COOH). Figura 4.4. Produtos obtidos através das diferentes reações realizadas na Unidade 1. 4.2.2. Infravermelho por Transformada de Fourier Os espectros de Infravermelho por Transformada de Fourier obtidos para os produtos de cada uma das reações demonstram a presença de ligações do tipo éster, como observado pelo surgimento de uma banda de vibração do grupo C=O de ésteres a 1728 cm-1, reportada por Jiang et al. (2012) a 1734 cm-1, conjugada com a banda do grupo C=O de ácido carboxílico a 1667 cm-1. Contudo, uma análise mais detalhada é dificultada, pois, como percebido na Figura 4.4, o produto das reações apresentava-se pastoso, indicando grande presença de monômeros não reagidos. Uma vez que todos os espectros obtidos apresentaram o mesmo padrão, optou-se por mostrar apenas aquele gerado a partir do produto da primeira reação, como observado na Figura 4.5. 69 % Transmitância Comprimento de onda (cm-1) Figura 4.5. Espectro de Infravermelho por Transformada de Fourier para o produto da reação 1. 4.2.3. Calorimetria Exploratória Diferencial e Análise Termogravimétrica Análises de cromatografia exploratória diferencial, apresentadas no Apêndice A, demonstram que as temperaturas nas quais são observadas as transições térmicas, reunidas na Tabela 4.2, são bem próximas para os produtos de todas as reações. Como esperado, as curvas de análise termogravimétrica, reunidas no Apêndice B, apresentam o mesmo comportamento para os produtos de todas as reações, demonstrando que a perda de massa das amostras ocorre desde o início do ciclo de aquecimento, o que reafirma a presença de monômeros não reagidos. Os termogramas apresentam duas regiões bem definidas, sendo detectada já na primeira uma perda de massa superior a 20%, creditada à volatilização da água, obtida como subproduto, e do etilenoglicol em excesso. A segunda região do termograma, que tem seu início por volta de 300 °C, representa a degradação do produto de reação. 70 Tabela 4.2. Resultados das análises de Calorimetria Exploratória Diferencial para as reações realizadas utilizando a unidade 1. Exp. 1 2 3 Rota Esterificação em batelada Esterificação em batelada Esterificação em batelada Temperatura Atmosfera (ºC) Inerte 230 Tg (ºC) Tm (ºC) Não 60 191 215 Sim 46 180 215 Não - - 230 Não 42 174 230 Não 41 177 Esterificação 4 em batelada alimentada Transesterificação 5 em batelada alimentada 4.2.4. Cromatografia de Permeação em Gel As análises de cromatografia de permeação em gel foram realizadas utilizando tetrahidrofurano como fase móvel. É importante ressaltar que, como o cromatograma do ácido 2,5-furanodicarboxílico foi reportado em relação ao volume de retenção, para facilitar a comparação, o mesmo foi estendido para os produtos das reações. A Figura 4.6 demonstra a comparação entre os cromatogramas dos produtos de reação com o padrão de ácido 2,5-furanodicarboxílico. Percebe-se claramente o deslocamento das curvas das reações para regiões com menores volumes de retenção, quando comparadas ao padrão, indicando o surgimento de compostos com massas molares ligeiramente maiores em todas as reações. Contudo, o pequeno deslocamento registrado, também é um indício da baixa conversão e de produtos com baixas massas molares, como os diésteres. Esse resultado já seria esperado por causa do excesso de etilenoglicol. A identificação de transições do tipo Tg e Tm indicam a formação dos ésteres. 71 4.2.5. Conclusões Parciais Respectivas à Unidade Experimental 1 Os resultados obtidos evidenciam a grande sensibilidade à presença de oxigênio das reações de esterificação e transesterificação realizadas a partir do ácido 2,5furanodicarboxílico. Assim, para minimizar as reações paralelas de oxi- termodegradação, é indispensável que se mantenha a atmosfera de reação livre de oxigênio através de um fluxo contínuo de nitrogênio. Percebe-se também, que as reações avançam pouco quando não há a retirada dos subprodutos de reação, sendo, então, indispensável sua remoção. Tal resultado era esperado, uma vez que, como apresentado no Capítulo 3, as reações de esterificação e transesterificação são reversíveis. Assim, adotou-se a unidade 2, na qual é possível a remoção contínua de subprodutos de reação por arraste em nitrogênio. De qualquer maneira, ficou caracterizada a capacidade de produzir ésteres de mais alta massa molar, mesmo na ausência de catalisadores. Fica também claro que as maiores mudanças de massa molar ocorrem com a implementação de bateladas alimentadas e aproximação da razão estequiométrica (Exp. 4 e Exp. 5). 1 0,8 Resposta Normalizada 0,6 0,4 0,2 0 -0,2 20 25 30 35 40 45 50 -0,4 -0,6 -0,8 -1 Volume de Retenção (mL) FDCA Exp 5 Exp 4 Exp 3 Exp 2 Exp 1 Figura 4.6. Curvas de cromatografia de permeação em gel para os diferentes produtos de reação sintetizados na unidade 1. 72 4.3. Unidade Experimental 2 O principal objetivo deste segundo bloco de experimentos, no qual também foi realizada a reação do ácido 2,5-furanodicarboxílico com o etilenoglicol, foi avaliar os efeitos das duas rotas químicas de síntese (esterificação ou transesterificação) e das metodologias de adição dos reagentes (batelada ou batelada alimentada) quando o sistema é operado com remoção de subprodutos, sob fluxo constante de nitrogênio. Visando a facilitar a comparação entre as diferentes reações realizadas, a Tabela 4.3 reúne as condições adotadas nos experimentos. Tabela 4.3. Condições operacionais adotadas nas reações realizadas na unidade experimental 2. Exp. 6 7 8 9 10 11 Rota Fração Molar Temperatura Inicial e Final (ºC) Transesterificação 4(OH):1(COOH) em batelada e alimentada 2(OH):1(COOH) Transesterificação em batelada Esterificação em batelada 2(OH):1(COOH) 235 1(OH):1(COOH) 230 Esterificação 2(OH):1(COOH) em batelada e alimentada 1(OH):1(COOH) Esterificação em batelada Esterificação em batelada 240 235 2(OH):1(COOH) 200 2(OH):1(COOH) 200 4.3.1. Produtos de Reação Por meio da inspeção visual dos produtos obtidos, reunidos na Figura 4.7, percebe-se que, aparentemente, as reações apresentaram um maior grau de avanço. Os 73 produtos das reações 6 a 9 apresentam-se rígidos e sem o aspecto úmido e pastoso observado anteriormente. Contudo, tal característica ainda pode ser observada nos produtos das reações 10 e 11, conduzidos a uma temperatura mais baixa. Figura 4.7. Produtos obtidos através das diferentes reações realizadas na Unidade 2. As reações 6 e 7 foram ambas transesterificações, nas quais foi utilizada uma proporção molar final condizente com a estequiometria da reação de esterificação, ou seja 2(OH):1(COOH), dando origem ao diéster, que deve ser posteriormente transesterificado para obtenção do poli(2,5-furanodicarboxilato de etileno). A manutenção da temperatura de reação a cerca de 40 ºC acima da temperatura de ebulição do etilenoglicol, monômero e subproduto de transesterificação, permitiu sua remoção por arraste no fluxo de nitrogênio. Contudo, como mostrado adiante, tal remoção ainda não foi suficientemente eficiente. As reações 8 e 9, foram realizadas por esterificação, atingindo uma proporção molar final de 1(OH):1(COOH), condizente com a estequiometria de reação de esterificação para obtenção diretamente do poli(2,5furanodicarboxilato de etileno). Tal fato, aliado à manutenção da diferença de temperaturas supracitada, resultou apenas numa pequena quantidade de etilenoglicol residual. Contudo, as reações 10 e 11 foram realizadas por esterificação, atingindo proporções molares de 2(OH):1(COOH), acima da estequiometria da reação de obtenção do poli(2,5-furanodicarboxilato de etileno). O excesso de etilenoglicol 74 utilizado e a adoção de temperaturas de reação mais brandas, e consequentemente, próximas do ponto de ebulição do etilenoglicol, permitiram sua presença em maior quantidade como monômero residual nos produtos. A transesterificação em batelada alimentada, realizada na reação 6, deu origem a grande quantidade de espuma na superfície do meio reacional, como visualizado na Figura 4.8, o que dificultou a homogeneização dos reagentes, facilitando a ocorrência de degradação e originando um produto escurecido. Assim, a reação 7 foi realizada também por transesterificação, contudo em batelada. Comparando-se os produtos de ambas as reações, percebe-se a grande melhora na cor aparente. Figura 4.8. Formação de espuma na superfície do meio reacional observada no Exp. 6. As reações 8 e 9, nas quais foi adotada a fração molar final de 1(OH):1(COOH), apresentaram grandes problemas hidrodinâmicos. O agitador magnético não foi capaz de homogeneizar de forma eficiente o meio reacional em lama, que contava com grande quantidade de ácido 2,5-furanodicarboxílico em pó. Novamente, a dificuldade de homogeneização facilitou a ocorrência de reações de degradação, dando origem a produtos extremamente escurecidos. A fim de tentar minimizar a degradação térmica, ainda presente, as reações 10 e 11 foram realizadas a temperaturas mais brandas. De fato, o produto das reações apresentou-se bem mais claro; entretanto, percebeu-se que tal metodologia de operação tornava a remoção de etilenoglicol, indispensável para o avanço da reação de transesterificação, pouco eficiente. 75 4.3.2. Infravermelho por Transformada de Fourier Analisando na Figura 4.9 os espectros obtidos para os produtos das reações, percebe-se a presença de bandas características dos anéis furânicos a 3126 cm -1, reportado por Gomes (2009) a 3123 cm-1, o desaparecimento da banda característica do grupo C=O de ácido carboxílico a 1667 cm-1, o surgimento das bandas do grupo C=O de ésteres a 1713 cm-1, reportado por Gomes et al. (2011) a 1716 cm-1, e de grupos etileno a 2963 cm-1, assim como observa-se o desaparecimento da banda característica do grupo O-H em ácido carboxílico de 2357 a 3000 cm-1. Comparando-se o espectro obtido para as reações realizadas em refluxo, Figura 4.5, com aqueles obtidos para as reações realizadas com remoção de subprodutos, Figura 4.9, pode-se perceber que a síntese de poliésteres foi mais eficiente no segundo bloco de reações. Novamente, como todos os espectros obtidos para os produtos das reações realizadas na unidade experimental 2 apresentaram o mesmo padrão, optou-se % Transmitância por mostrar apenas aquele gerado a partir do produto da reação 6. Comprimento de onda (cm-1) Figura 4.9. Espectro de Infravermelho por Transformada de Fourier para o produto da reação 6. 76 4.3.3. Calorimetria Exploratória Diferencial e Análise Termogravimétrica Análises de cromatografia exploratória diferencial, mostradas no Apêndice A, demonstram que as temperaturas nas quais são observadas as transições térmicas, reunidas na Tabela 4.4, são bem próximas para os produtos de todas as reações, apresentando uma ligeira diminuição nas temperaturas de transição vítrea (Tg) e na temperatura de fusão (Tm) para as reações realizadas por transesterificação a menores temperaturas (Exp. 10 e Exp. 11). O uso de temperaturas mais brandas nessas reações pode ter atuado reduzindo a velocidade de reação e originado polímeros de menor massa molar (e, consequentemente, menor temperatura de fusão). Tabela 4.4. Resultados das análises de Calorimetria Exploratória Diferencial para as reações realizadas utilizando a unidade 2. Exp. 6 7 8 9 10 11 Rota Fração Molar Temperatura Tg Tm Inicial e Final (ºC) (ºC) (ºC) 240 65 194 2(OH):1(COOH) 235 - - 1(OH):1(COOH) 230 70 189 235 67 194 2(OH):1(COOH) 200 54 182 2(OH):1(COOH) 200 40 175 Transesterificação 4(OH):1(COOH) em batelada e alimentada 2(OH):1(COOH) Transesterificação em batelada Esterificação em batelada Esterificação 2(OH):1(COOH) em batelada e alimentada 1(OH):1(COOH) Esterificação em batelada Esterificação em batelada As curvas de análise termogravimétrica, reunidas no Apêndice B, demonstram que, semelhantemente ao observado no primeiro bloco de reações, a perda de massa das amostras ocorre desde o início do ciclo de aquecimento. Contudo, o teor de monômero 77 residual do segundo bloco é menor para as amostras das reações 6 a 9, sendo a primeira região do termograma responsável por cerca de 10% de perda de massa, com exceção da amostra da reação 7, na qual esse valor é próximo de 20%. O panorama muda ao observar as análises para as amostras 10 e 11, nas quais a primeira região do termograma é responsável por mais de 30% da perda de massa. O excesso de etilenoglicol utilizado nessas reações e a adoção de temperaturas de reação mais brandas dificultaram a remoção do etilenoglicol, permitindo a presença de maior quantidade de monômero não reagido nos produtos. A segunda região do termograma, que representa a degradação do poliéster, em todas as análises teve seu início registrado a temperaturas superiores a 300 ºC. 4.3.4. Cromatografia de Permeação em Gel Novamente, as análises de Cromatografia de Permeação em Gel foram realizadas em tetrahidrofurano. Contudo, as amostras foram apenas parcialmente solúveis nesse solvente. Assim, o cromatograma obtido para todas as reações é respectivo apenas aos compostos de massa molar mais baixa, que ainda se apresentam solúveis em tetrahidrofurano. Comparando-se os cromatogramas das amostras das reações 6, 7 e 9 com aquele obtido para o ácido 2,5-furanodicarboxílico, percebe-se um grande deslocamento para a região de menores volumes de retenção; logo, maiores massas molares, com um pico apresentando um máximo por volta de 30 mL. É possível notar que há também um pico mais próximo do ácido 2,5-furanodicarboxílico, indicando a coexistência de compostos de diferentes massas molares. As amostras das reações 10 e 11 não apresentaram o pico em 30 mL; porém, também se apresentam deslocadas em relação ao padrão, indicando o aumento das massas molares. Tal resultado corrobora a hipótese de que o abaixamento da temperatura de reação reduziu a velocidade da reação, originando produtos com menores massas molares. Entretanto, de forma geral, comparando-se os cromatogramas obtidos para as reações realizadas em refluxo (Figura 4.6) com aqueles obtidos para as reações realizadas com remoção de subprodutos (Figura 4.10), pode-se perceber que, como indicado pelas análises de Infravermelho, a síntese de poliésteres foi muito mais eficiente no segundo bloco de reações. É importante ressaltar que a análise para o Exp. 8 não foi realizada, uma vez que o produto obtido apresentava-se bastante degradado. 78 1 0,8 Resposta Normalizada 0,6 0,4 0,2 0 -0,2 20 25 30 35 40 45 50 -0,4 -0,6 -0,8 -1 Volume de Retenção (mL) FDCA Exp 6 Exp 7 Exp 9 Exp 10 Exp 11 Figura 4.10. Curvas de cromatografia de permeação em gel para os diferentes produtos de reação sintetizados na unidade 2. 4.3.5. Conclusões Parciais Respectivas à Unidade Experimental 2 Com o auxílio das análises realizadas para os produtos das reações 6 a 11, podese afirmar que a reação entre o ácido 2,5-furanodicarboxílico e o etilenoglicol ocorreu de forma satisfatória tanto via esterificação quanto via transesterificação. Os termogramas de DSC e TGA demonstram ter havido mudanças nas características térmicas de todos os materiais. Os espectros de FTIR confirmam a síntese de poliésteres e os cromatogramas de GPC permitem visualizar o aumento da massa molar para todos os produtos obtidos. Contudo, alguns problemas foram detectados ao longo da realização dos experimentos na unidade reacional 2. A adoção de atmosfera inerte permitiu a redução da degradação; no entanto, o amarelamento dos produtos sintetizados indica ainda a ocorrência de degradação térmica, limitando a temperatura do banho reacional a valores próximos de 200 ºC. Operar a essa temperatura máxima, entretanto, dificulta a remoção do etilenoglicol, cujo ponto de ebulição à pressão atmosférica é de aproximadamente 197 ºC. Assim, para que a remoção do etilenoglicol, obtido como subproduto de transesterificação, seja eficiente, cria-se a necessidade de conduzir a reação a uma pressão reduzida, como implementado na unidade 4 e apresentado no decorrer deste capítulo. 79 A operação em batelada alimentada apresentou problemas hidrodinâmicos no leito em lama, que foram intensificados quando a proporção entre os reagentes atingiu 1(OH):1(COOH), proporção essa na qual foram verificados os mesmos problemas quando operando em batelada. A agitação magnética não foi capaz de homogeneizar o meio reacional, o que facilitou a ocorrência de degradação, originando produtos muito escurecidos. O principal empecilho deste comportamento é observado quando a reação se processa em esterificação, cuja estequiometria de reação para obtenção eficiente do poli(2,5-furanodicarboxilato de etileno) exige que a proporção molar entre os reagentes seja de 1(OH):1(COOH). Assim, para que seja possível a síntese do poliéster exclusivamente pela rota de esterificação, faz-se necessária a adoção de um sistema de agitação de maior capacidade, como utilizado na unidade 3. 4.4. Unidade Experimental 3, 4 e Primeiro Plano de Copolimerização O principal objetivo da reação 12, realizada na unidade 3, foi avaliar a possibilidade de, ao adotar um sistema de agitação mecânica, contornar os pronunciados efeitos hidrodinâmicos observados na reação de esterificação em batelada alimentada homogeneizada por meio de agitação magnética. A reação 13, realizada na unidade 4, teve por objetivo avançar no estudo de reações de transesterificação em batelada. Resultados anteriores mostraram ser indispensável a remoção do etilenoglicol, utilizado em excesso e obtido como subproduto de reação, para que sejam percebidos expressivos aumentos nas massas molares. A adoção de pressão reduzida na etapa de transesterificação, diferencial da reação realizada na unidade 4 frente às demais já descritas, visa a aumentar a eficiência de remoção do etilenoglicol. As reações 14 e 15, ambas realizadas na unidade 4, porém por rotas químicas distintas entre si, tiveram por principal objetivo reduzir a cristalinidade dos poliésteres por meio da inserção de 1,2-propanodiol (IPG) na cadeia do poli(2,5- furanodicarboxilato de etileno). Como explicado no capítulo anterior, 50% das hidroxilas presentes no início da reação são provenientes do 1,2-propanodiol e a outra metade é proveniente do etilenoglicol. Paralelamente, procurou-se observar se há diferenças entre os polímeros obtidos a partir de monômeros petroquímicos daqueles sintetizados com monômeros obtidos de 80 fontes renováveis. A fim de facilitar a comparação entre as diferentes reações, a Tabela 4.5 reúne as condições adotadas nos experimentos. Tabela 4.5. Condições operacionais adotadas nas reações realizadas nas unidades experimentais 3 e 4, e no primeiro plano de copolimerização. Exp. 12 13 Monômeros Rota Renováveis Nenhum EG e FDCA Fração Molar Temperatura Inicial e Final (ºC) Esterificação 4(OH):1(COOH) em batelada e alimentada 1(OH):1(COOH) Transesterificação em batelada 4(OH):1(COOH) 190 a 210 190 Esterificação em 4(OH):1(COOH) 14 EG, IPG e FDCA 15 batelada e alimentada 2(OH):1(COOH) Transesterificação em batelada 4(OH):1(COOH) 190 190 4.4.1. Produtos de Reação A reação de esterificação em batelada alimentada foi realizada com sucesso na unidade 3. Contudo, como observado em reações-teste, mesmo contando com agitação mecânica, a homogeneização do meio reacional foi dificultada pelos efeitos viscosos pronunciados. Assim, com o objetivo de facilitar a mistura, optou-se por estabelecer um perfil de temperaturas do banho térmico no experimento 12, iniciando a reação a 190 ºC e a aumentando, em degraus de 10 °C, até a temperatura final de 210 °C. Apesar da temperatura final de reação ser ligeiramente superior ao limite superior admissível percebido nas reações realizadas na unidade 2, nota-se que o polímero sintetizado, mostrado na Figura 4.11, é bastante claro, o que indica a pequena ocorrência de degradação. O poli(2,5-furanodicarboxilato de etileno) sintetizado a partir de monômeros obtidos por matéria-prima 100% renovável (Exp. 13) apresenta aspecto muito semelhante ao obtido de matérias-primas petroquímicas (Exp. 12), indicando que a reação apresentou bom avanço e com baixa degradação. 81 Ainda observando a Figura 4.11, é possível perceber que ambos os poliésteres contendo 1,2-propanodiol como comonômero, aparentemente apresentaram grande redução da cristalinidade, como percebido pela maior translucidez dos poliésteres. Polímeros semi-cristalinos possuem regiões onde suas cadeias apresentam-se mais “empacotadas”, o que gera um impedimento físico à passagem de luz, uma vez que os cristalitos refletem e espalham a luz incidente (MITCHELL, 2003). A inserção da ramificação metila dificulta o empacotamento das cadeias, criando um maior volume livre, o que permite a maior passagem de luz através da amostra. Figura 4.11. Exp. 12 - poli(2,5-furanodicarboxilato de etileno) obtido na unidade 3; Exp. 13 - poli(2,5-furanodicarboxilato de etileno) obtido por monômeros renováveis; Exp. 14 e 15 - copolímeros com 1,2-propanodiol obtidos por monômeros renováveis. 82 4.4.2. Calorimetria Exploratória Diferencial As temperaturas de fusão (Tm) registradas tanto para o poli(2,5- furanodicarboxilato de etileno) sintetizado por monômeros petroquímicos quanto para aquele sintetizado por monômeros renováveis foram próximas; contudo, as temperaturas de transição vítrea (Tg) apresentaram maior defasagem, o que é um indício da possível presença de impurezas nos monômeros renováveis. Não foram obtidos os termogramas para os copolímeros sintetizados; contudo, outras reações de copolimerização, descritas no decorrer deste capítulo, avaliarão o efeito da inserção de comonômeros nas temperaturas características de transição térmica. Tabela 4.6. Comparação das análises de Calorimetria Exploratória Diferencial para o PEF produzido por monômeros petroquímicos e renováveis. Exp. 12 13 Monômeros Rota Renováveis Nenhum EG e FDCA Fração Molar Tg Tm Inicial e Final (ºC) (ºC) 61 189 50 184 Esterificação 4(OH):1(COOH) em batelada e alimentada 1(OH):1(COOH) Transesterificação em batelada 4(OH):1(COOH) 4.4.3. Microscopia Eletrônica de Varredura A microscopia eletrônica de varredura do poli(2,5-furanodicarboxilato de etileno) produzido por esterificação em batelada alimentada (Exp. 12) permite visualizar, na Figura 4.12, que o material apresenta-se bastante cristalino, sendo constituído por camadas nanométricas sobrepostas, formando uma estrutura lamelar como em um doce “mil-folhas”. Analisando-se as micrografias para o poli (tereftalato de etileno), ilustradas na Figura 4.13, não são percebidas estruturas cristalinas tão bem definidas, o que é um indício da maior cristalinidade do PEF em relação ao PET. Notase também que o material produzido no Exp. 12 não apresenta regiões contendo resíduos de ácido 2,5-furanodicarboxílico não reagido, indicando que a polimerização foi realizada com sucesso. 83 Figura 4.12. Micrografias obtidas para o PEF homopolímero sintetizado por esterificação na unidade experimental 3 (Exp.12). 4.4.4. Difratometria de Raios-X Os difratogramas obtidos para o poli(2,5-furanodicarboxilato de etileno) sintetizados por esterificação a partir de monômeros petroquímicos (Exp. 12) e por transesterificação a partir de monômeros renováveis (Exp. 13), mostrados na Figura 4.14, são típicos de polímeros semicristalinos, apresentando picos, relacionados às regiões cristalinas e halos largos, relacionados às regiões amorfas. Percebe-se que o padrão registrado é bem próximo para ambas as reações, indicando que o uso de monômeros de origem renovável e a metodologia de síntese não interferem de forma significativa na estrutura cristalina das cadeias do poli(2,5-furanodicarboxilato de etileno). 84 Figura 4.13. Micrografias obtidas para o PET homopolímero. Por outro lado, a inserção do 1,2-propanodiol à cadeia polimérica reduziu a cristalinidade do polímero a ponto de torná-lo completamente amorfo, como observado Figura 4.15 por meio do desaparecimento dos picos das regiões cristalinas. As cadeias poliméricas lineares, como as do poli(2,5-furanodicarboxilato de etileno) homopolímero, possuem maior facilidade de empacotamento e de formação de regiões cristalinas, quando comparadas às cadeias poliméricas ramificadas. As ramificações diminuem a regularidade da molécula e podem limitar ou até impedir a formação dos cristalitos (ODIAN, 2004). Como esperado, a Figura 4.16 demonstra a drástica redução da cristalinidade para os copolímeros contendo 1,2-propanodiol sintetizados a partir de ambas as metodologias. 85 900 800 Intensidade 700 600 500 400 300 200 100 0 5 10 15 20 25 30 35 40 2θ (º) Exp 12 - PEF Petro Exp 13 - PEF Bio Figura 4.14. Comparação dos difratogramas obtidos para o PEF petroquímico e para o PEF sintetizado a partir de monômeros renováveis. 900 800 Intensidade 700 600 500 400 300 200 100 0 5 10 15 20 25 30 35 40 2θ (º) Exp 12 - PEF Petro Exp 14 - PEF IPG Est Figura 4.15. Comparação dos difratogramas obtidos para o PEF obtido por esterificação e para o copolímero com IPG também obtido por esterificação. Os valores de cristalinidade dos polímeros (Xc) calculados com base nos espectros de DR-X são reunidos na Tabela 4.7. Percebe-se a redução da cristalinidade ocasionada pela inserção das ramificações na cadeia do poli(2,5-furanodicarboxilato de 86 etileno), assim como é possível observar a maior cristalinidade do PEF homopolímero frente ao PET. Do ponto de vista prático, um polímero mais cristalino pode apresentar problemas durante seu processamento e ser mais frágil. Por outro lado, a maior dificuldade de cristalização pode ser interessante para aplicações que exijam grande transparência do produto final. Portanto, a alta cristalinidade da resina de poli(2,5furanodicarboxilato de etileno) pode de fato requerer o uso de comonômeros para melhorar as propriedades mecânicas do produto final. 900 800 Intensidade 700 600 500 400 300 200 100 0 5 10 15 20 25 30 35 40 2θ (º) Exp 14 - PEF IPG Est Exp 15 - PEF IPG Trans Figura 4.16. Comparação dos difratogramas para os copolímeros de PEF com IPG obtidos por esterificação e transesterificação. Tabela 4.7. Cristalinidade avaliada por DR-X. O valor para a cristalinidade do PET foi aquele obtido por Soares Júnior (2010). Exp. Monômeros Renováveis Rota Xc (%) - PET - 35 12 Nenhum 13 FDCA e EG 14 15 Esterificação em batelada alimentada Transesterificação em batelada Esterificação em batelada EG, IPG e FDCA alimentada Transesterificação em batelada 52 51 Amorfo Amorfo 87 4.4.5. Cromatografia de Permeação em Gel Os cromatogramas não são apresentados, uma vez que nenhum dos polímeros sintetizados apresentou solubilidade em tetrahidrofurano. Em todos os cromatogramas obtidos foram detectados apenas os picos característicos das impurezas do solvente, o que permite afirmar que em todas as reações foram obtidos polímeros com alta massa molar. A comprovação das altas massas molares obtidas será mostrada nas próximas seções. 4.4.6. Conclusões Parciais Respectivas às Unidades Experimentais 3 e 4 e ao Primeiro Plano de Copolimerização É possível afirmar que todas as polimerizações foram realizadas com êxito. Por meio da adoção de um sistema de agitação mecânico e de um perfil ascendente de temperaturas, foi possível solucionar o problema de homogeneização do meio reacional, quando operando por esterificação em batelada alimentada, o que minimizou a ocorrência de degradação e deu origem ao poli(2,5-furanodicarboxilato de etileno) com alta massa molar e pouco escurecimento. A adoção de pressão reduzida na transesterificação permitiu uma remoção mais eficiente do excesso de monômero e de subproduto, dando origem a um polímero com características bastante semelhantes ao sintetizado por esterificação. O poli(2,5-furanodicarboxilato de etileno) apresenta-se bastante cristalino, superando o poli(tereftalato de etileno), como visualizado nas análises de MEV e quantificado por DR-X. Foi possível provar que, com a substituição de 50% do etilenoglicol por 1,2-propanodiol, o polímero perde sua característica cristalina e assume uma estrutura amorfa. A utilização de monômeros renováveis em substituição aos de origem petroquímica na síntese do poli(2,5-furanodicarboxilato de etileno) não ocasionou diferenças significativas nas características do polímero, sendo observado um leve escurecimento e um decréscimo na temperatura de transição vítrea das resinas obtidas, provavelmente associados a impurezas presentes no ácido 2,5-furanodicarboxílico. Assim, pode-se afirmar que é plenamente viável tecnologicamente a produção de uma resina homóloga ao PET a partir de fontes totalmente renováveis. 88 4.5. Determinação das Condições Ótimas de Reação por Transesterificação Visando a determinar as condições ótimas de reação para a transesterificação em batelada, realizada na unidade 4, foi executado um planejamento experimental composto de sete reações. Como exposto na Tabela 4.8, foram selecionadas para estudo as influências da concentração de catalisador e da temperatura de reação na massa molar média e na cor das resinas produzidas. O estudo de transesterificação foi motivado principalmente pelos efeitos viscosos e problemas hidrodinâmicos observados no final da reação conduzida por esterificação direta. Além disso, o uso de um ligeiro excesso de etilenoglicol pode ser conveniente para prevenir problemas de mistura, sendo necessário conduzir uma etapa final de transesterificação. Tabela 4.8. Condições adotas em cada experimento do planejamento experimental. Concentração de Catalisador Temperatura (% pSb/pFDCA) (ºC) 16 0,04 160 17 0,04 190 18 0,40 160 19 0,40 190 20 0,22 175 21 0,22 175 22 0,22 175 Exp. É importante ressaltar que todas as reações do planejamento foram realizadas pela metodologia, previamente descrita, na qual é realizada a esterificação direta, seguida da transesterificação. Esse conjunto de duas etapas foi denominado policondensação em estado fundido. O fim da primeira etapa, que apresentou duração média de duas horas, foi determinado pelo aumento expressivo da translucidez do meio reacional, enquanto o término da segunda etapa, realizada por um período médio de doze horas, foi marcado pelo grande aumento da viscosidade do meio. Os polímeros, após deixarem o reator, foram submetidos à etapa adicional de policondensação em estufa, operando a vácuo e com constante remoção de subprodutos, por seis horas. 89 4.5.1. Espectrofotometria UV/Visível A quantificação da cor das resinas produzidas é de fundamental importância, pois representa um grande indicativo da ocorrência de reações de degradação, como exposto anteriormente, além de estar diretamente relacionada à aplicabilidade final da resina. Os espectros de UV/Visível demonstram que, quanto mais escuro se apresentava o polímero sintetizado, maiores absorções eram observadas em diferentes comprimentos de onda. Contudo, como apresentado e justificado no Capítulo 3, optou-se por analisar apenas a variação da absorção no comprimento de onda de 400 nm e não de todo o espectro. Analisando os resultados das absorções reunidos na Tabela 4.9 e as fotografias na Figura 4.17, nota-se uma clara correlação entre a temperatura da reação e a cor do polímero final, já que o aumento da temperatura dá origem a polímeros mais escuros. Por outro lado, a presença do catalisador aparentemente não exerce efeito perceptível sobre as absorções. Nota-se também que a etapa de polimerização em estufa, embora fundamental para o aumento das massas molares, acarreta um aumento nas absorções, o que reflete negativamente na cor observada. Tabela 4.9. Absorções a 400 nm para os polímeros sintetizados no planejamento experimental após as etapas de transesterificação e de polimerização em estufa. Polimerização Estado Fundido Em Estufa Absorção Absorção % Catalisador Temperatura (pSb/pFDCA) (°C) 16 0,04 160 1,9*10-2 3,6*10-2 17 0,04 190 9,0*10-2 14,0*10-2 18 0,40 160 1,5*10-2 3,5*10-2 19 0,40 190 6,8*10-2 19,9*10-2 20 0,22 175 2,1*10-2 3,9*10-2 21 0,22 175 3,1*10-2 6,5*10-2 22 0,22 175 2,9*10-2 7,2*10-2 Exp. 90 160ºC / 0,04% 190ºC / 0,4% 190ºC / 0,04% 175ºC / 0,22% 160ºC / 0,4% 175ºC / 0,22% 175ºC / 0,22% Figura 4.17. Resinas de poli(2,5-furanodicarboxilato de etileno) sintetizadas no plano experimental, após polimerização em estado fundido. 4.5.2. Cromatografia de Permeação em Gel As análises cromatográficas foram realizadas utilizando como fase móvel o hexafluorisopropanol, pois, como descrito anteriormente, os polímeros de alta massa molar não são solúveis em tetrahidrofurano. As distribuições de massa molar apresentaram-se bastante largas, o que deu origem a valores pouco usuais para as massas molares médias em número (Mn). Por esse motivo, para a determinação das condições ótimas de reação, será considerada apenas a massa molar ponderal média (Mw). As largas distribuições de massa molar podem indicar mecanismos complexos de reação, já que polimerizações convencionais de condensação levam a índices de polidispersão igual a dois. Os valores de Mw registrados, dispostos na Tabela 4.10 e na Tabela 4.11, indicam que a massa molar média e a temperatura de reação estão diretamente correlacionadas, enquanto a concentração de catalisador parece apresentar pouca influência. Tal resultado pode ser um indício de que as reações estão limitadas pela 91 remoção do etilenoglicol, monômero em excesso e subproduto de transesterificação. Como já explicado, reações de transesterificação são reversíveis; assim, a temperatura mais alta facilita a remoção do etilenoglicol por equilíbrio termodinâmico, o que desloca o equilíbrio de reação no sentido de formação dos produtos, enquanto a presença deste subproduto em grande quantidade retarda a reação, mesmo com a adoção de maior concentração de catalisador. Analisando as massas molares médias apresentadas na Tabela 4.10 e na Tabela 4.11 percebe-se que a realização da policondensação em estufa proporcionou o aumento de quase uma ordem de grandeza nos valores de Mw e ocasionou o estreitamento das distribuições de massa molar, aproximando os valores de Mn e Mw, o que representa a diminuição no número de cadeias de baixa massa molar. Tais comportamentos ressaltam a grande importância desta etapa de reação. Alguns pontos importantes devem ser observados. Em primeiro lugar, altas massas molares médias podem ser obtidas mesmo na fase de polimerização em fase fundida, sendo frequentemente superiores a 100.000 g/gmol após a etapa de polimerização em estufa. Resultados como esse não são comuns em polimerizações por condensação, muito sensíveis a impurezas e aos níveis de conversão. Em segundo lugar, os índices de polidispersão se aproximam do valor teórico de 2, à medida que Mw aumenta, o que parece indicar que os altos índices de polidispersão são devidos à existência de espécies oligoméricas na etapa de polimerização em fase fundida. Tabela 4.10. Massas molares médias obtidas por GPC para as diferentes reações em estado fundido realizadas durante o planejamento experimental. % Catalisador Temperatura Mw Mn (pSb/pFDCA) (°C) (Da) (Da) 16 0,04 160 5,2*103 1,1*101 4,7*102 17 0,04 190 3,9*104 3,6*101 1,1*103 18 0,40 160 1,4*104 1,3*101 1,1*103 19 0,40 190 2,5*104 1,8*101 1,4*103 20 0,22 175 1,3*104 2,1*101 6,4*102 21 0,22 175 2,6*104 2,9*101 9,1*102 22 0,22 175 8,7*103 0,2*101 4,3*103 Exp. Mw/Mn 92 Tabela 4.11. Massas molares médias obtidas por GPC para as diferentes reações em estufa realizadas durante o planejamento experimental. % Catalisador Temperatura Mw Mn (pSb/pFDCA) (°C) (Da) (Da) 16 0,04 160 1,1*104 2,5*102 44,2 17 0,04 190 1,8*105 8,4*104 2,2 4 4 Exp. Mw/Mn 18 0,40 160 8,0*10 3,5*10 2,3 19 0,40 190 1,3*105 6,1*104 2,2 20 0,22 175 9,8*104 5,2*104 1,9 21 0,22 175 1,6*105 6,8*104 2,3 22 0,22 175 7,0*104 3,6*104 1,9 4.5.3. Detecção de Monômeros Residuais Como descrito no capítulo anterior, amostras das resinas produzidas em fase fundida e em estufa foram submetidas a um processo de extração e o produto extraído foi analisado por cromatografia gasosa, a fim de quantificar o teor de etilenoglicol residual. Todas as análises realizadas demonstraram que, ao final da reação, não havia mais quantidades detectáveis de etilenoglicol, a despeito do excesso inicial. Assim, mesmo que nas etapas iniciais e intermediárias do processo de polimerização sua remoção possa ter sido ineficiente, a baixíssima pressão atingida pelo sistema no final da reação é suficiente para que todo o etilenoglicol seja removido de forma eficiente. Amostras dos polímeros produzidos em fase fundida e em estufa foram também submetidas a um processo de extração em tetrahidrofurano, como descrito anteriormente. Em seguida, o solvente foi injetado no cromatógrafo de permeação em gel a fim de detectar compostos de baixa massa molar que, conforme já explicado, apresentam-se solúveis nesse solvente. Todas as análises realizadas não apresentaram solúveis em quantidades detectáveis, indicando um processo de crescimento de cadeias eficiente e condizente com reações de polimerização por policondensação. 93 4.5.4. Calorimetria Exploratória Diferencial e Análise Termogravimétrica Os termogramas de Calorimetria Exploratória Diferencial para as amostras que sofreram apenas a polimerização em estado fundido são mostrados no Apêndice A e as temperaturas características das transições térmicas estão dispostas na Tabela 4.12. Percebe-se que o aumento da temperatura de reação ocasiona a elevação das temperaturas características de transições térmicas, enquanto a concentração de catalisador aparentemente não as influencia. Curiosamente, os resultados parecem estar relacionados às condições de síntese e não às massas molares dos polímeros. Portanto, é possível que reações laterais controlem as características térmicas do produto final. Os termogramas de perda de massa dos poliésteres obtidos após a polimerização em estado fundido são mostrados na Figura 4.18. Comparando as reações realizadas com a mesma concentração de catalisador, percebe-se que o aumento da temperatura de reação ocasiona a diminuição da estabilidade térmica. Por outro lado, comparando as reações realizadas na mesma temperatura, nota-se que o aumento da concentração de catalisador acarreta em um aumento na estabilidade. Contudo, quando é avaliado o ponto central, ou seja, 0,22% pSb/pFDCA e 175 ºC, percebe-se que o comportamento apresentado, na realidade, apresenta um máximo de estabilidade. Esse fato novamente sugere a mudança de estrutura por conta da ocorrência de reações laterais, dado que não parece haver relação da estabilidade com as massas molares. Tabela 4.12. Resultados de Calorimetria Exploratória Diferencial para os produtos obtidos por polimerização em estado fundido no planejamento experimental. % Catalisador Temperatura Tg Tm (pSb/pFDCA) (°C) (ºC) (ºC) 16 0,04 160 49 180 17 0,04 190 68 201 18 0,40 160 48 180 19 0,40 190 65 203 20 0,22 175 - - 21 0,22 175 54 183 22 0,22 175 - - Exp. 94 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 300 350 400 Temperatura (ºC) 0,04%Sb 160ºC 0,4%Sb 160ºC 0,04%Sb 190ºC 0,4%Sb 190ºC 450 500 0,22%Sb 175ºC Figura 4.18. Termogramas obtidos por TGA para as resinas sintetizadas por polimerização em estado fundido no plano experimental. 4.5.5. Identificação de Temperaturas Máximas de Processamento Os testes de processabilidade demonstraram que as resinas produzidas após a polimerização em estado fundido apresentam temperaturas de fusão variando entre 160 e 190 ºC. Considerando a precisão da análise de ± 10 ºC, esses resultados concordam com os resultados obtidos por Calorimetria Exploratória Diferencial. Foi registrado o início da ocorrência expressiva da degradação, caracterizado pela evolução de fumaça nas amostras, entre 210 e 270 ºC. Os polímeros que sofreram polimerização em estufa apresentaram elevação em todas as temperaturas características, com fusão entre 180 e 220 ºC e degradação entre 240 e 280 ºC. Percebe-se que as janelas de operação são estreitas, com as temperaturas de degradação próximas às de fusão. Tal característica implica na necessidade de um controle minucioso de temperatura durante um provável processamento do polímero, a fim de que não ocorra a degradação e a cosequente perda das propriedades de interesse. A Tabela 4.13 apresenta os resultados obtidos para cada uma das reações. A estabilidade térmica em condições atmosféricas parece estar fortemente ligada à massa molar e ter comportamento muito distinto da estabilidade térmica em condições inertes. Segundo a Figura 4.18, a resina é bastante estável até cerca de 350 ºC sob 95 atmosfera inerte, embora degrade violentamente a temperaturas próximas de 250 ºC na presença de oxigênio. Isso indica que o processamento do poli(2,5-furanodicarboxilato de etileno) deve ser feito em ambientes inertizados, na ausência de oxigênio. É também interessante perceber que a degradação oxidativa é acelerada após a fusão, de maneira que parece lícito especular que o aumento do movimento molecular (e provável fusão da estrutura cristalina do PEF) é fundamental para explicar a degradação. Tabela 4.13. Temperaturas características de fusão e degradação em atmosfera oxidativa dos polímeros sintetizados no planejamento experimental. As temperaturas características apresentam precisão de ± 10 ºC. Policondensação Estado Fundido Estado Sólido Temp. Fusão Fumaça Bolha Fusão Fumaça Bolha (°C) (°C) (°C) (°C) (°C) (°C) (°C) 0,04 160 160 210 230 180 260 270 17 0,04 190 180 230 260 220 280 290 18 0,40 160 170 220 260 180 260 280 19 0,40 190 190 260 280 190 250 280 20 0,22 175 170 270 270 180 240 250 21 0,22 175 170 270 270 190 240 290 22 0,22 175 170 230 260 200 250 280 Exp. %Cat. 16 4.5.6. Conclusões Parciais Respectivas ao Planejamento Experimental para a Determinação das Condições Ótimas de Reação por Transesterificação Com o objetivo de facilitar a detecção da influência das variáveis de entrada (concentração de catalisador e temperatura de reação) nas variáveis de saída (cor e massa molar média), montou-se uma matriz de correlação para cada uma das etapas de polimerização. A Tabela 4.14 e a Tabela 4.15 reúnem os resultados para as correlações. Pode-se perceber que as correlações encontradas entre a concentração de catalisador e as variáveis de resposta foram todas muito baixas, o que, como já abordado, pode ser um indício de que as reações estão limitadas pela remoção do etilenoglicol, que, quando presente em grande quantidade, desloca o equilíbrio de reação no sentido contrário à formação dos poliésteres. Além disso, como visto nas 96 seções anteriores, a reação de esterificação avança mesmo na ausência de catalisador. Contudo, a temperatura apresenta uma influência bem mais pronunciada sobre os resultados, como percebido pelos coeficientes de correlação mais altos. Nota-se também que a massa molar média das cadeias está bastante relacionada à cor desenvolvida pelas resinas, o que era esperado, uma vez que o aumento da temperatura acelera a reação de polimerização, mas também favorece as reações de degradação que dão origem a cor nos polímeros. Tabela 4.14. Matriz de correlação para as polimerizações em estado fundido realizadas no planejamento experimental. Policondensação em Estado Fundido Catalisador Temperatura Absorção Mw Catalisador 1,00 0,00 -0,19 -0,14 Temperatura 0,00 1,00 0,89 0,81 Absorção -0,19 0,89 1,00 0,88 Mw -0,14 0,81 0,88 1,00 Tabela 4.15. Matriz de correlação para as polimerizações em estufa realizadas no planejamento experimental. Policondensação em Estufa Catalisador Temperatura Absorção Mw Catalisador 1,00 0,00 0,19 0,10 Temperatura 0,00 1,00 0,87 0,77 Absorção 0,19 0,87 1,00 0,59 Mw 0,10 0,77 0,59 1,00 Assim, foram definidas como condições ótimas de operação das reações por transesterificação em batelada aquelas do ponto central; ou seja, concentração de catalisador de 0,22% (pSb/pÁcido) e temperatura de reação de 175 ºC, uma vez que a temperatura deve ser alta o suficiente para permitir a obtenção de altas massas molares, porém não tão alta a ponto de comprometer a cor das resinas. 97 4.6. Segundo Estudo de Copolimerização Foram selecionados para estudo como comonômeros o 1,2-propanodiol (IPG) e o glicerol (GLY), a serem reagidos por transesterificação em batelada a 175 ºC com o etilenoglicol (EG) e com o ácido 2,5-furanodicarboxílico (FDCA). Os comonômeros foram adicionados em substituição parcial ao etilenoglicol, de forma que a fração molar de hidroxilas provenientes do comonômero fosse de 5 ou 10% do total de hidroxilas presentes no início da reação. A Tabela 4.16 resume as frações molares adotadas em cada copolimerização. O experimento 21, representando o PEF homopolímero, é utilizado para estabelecer comparações entre as resinas produzidas. Utiliza-se também, uma amostra comercial de PET grau garrafa produzido pela Braskem, portanto obtida ao final de todo o processo de polimerização, para fins de comparação. Tabela 4.16. Proporção molar, em relação ao total de hidroxilas e carboxilas presentes no início da reação, de cada reagente utilizado no segundo plano de copolimerização. Exp. Monômeros Ácidos Monômeros Alcoóis 21 100% FDCA 100% EG 23 100% FDCA 95% EG e 5% IPG 24 100% FDCA 90% EG e 10% IPG 25 100% FDCA 95% EG e 5% GLY 26 100% FDCA 90% EG e 10% GLY 4.6.1. Solúveis em Tetrahidrofurano Amostras dos polímeros produzidos foram analisadas com o método gravimétrico previamente discutido e os resultados apresentam-se dispostos na Tabela 4.17. Percebe-se uma redução no teor de solúveis em todas as resinas que sofreram a polimerização em estufa, frente aquelas que foram analisadas ao final da polimerização em estado fundido. Tal comportamento condiz com o esperado, e constitui um indicativo de que foram atingidas elevadas massas molares, uma vez que a solubilidade em tetrahidrofurano, em experimentos prévios, mostrou-se inversamente proporcional ao tamanho das cadeias. A única exceção é o copolímero contendo 10% de glicerol, que 98 se apresentou completamente insolúvel. Tal comportamento, como explicado adiante, é um indicativo de possível ocorrência de reticulação na presença desse comonômero. É importante salientar que a adição de comonômero aumenta sobremaneira a solubilidade em THF, o que já demonstra uma importante mudança de estrutura. O resultado pode ser explicado em termos de redução de cristalinidade, já que os copolímeros são completamente amorfos. Tabela 4.17. Percentual mássico de solúveis em THF para os produtos do segundo plano de copolimerização. Polimerização Fundido Sólido Exp. Monômeros Solúveis (%) Solúveis (%) 23 5% IPG + 95% EG 26,4 9,6 24 10% IPG + 90% EG 14,7 7,1 25 5% GLY + 95% EG 26,3 19,9 26 10% GLY + 90% EG Insolúvel Insolúvel 4.6.2. Cromatografia de Permeação em Gel A Tabela 4.18 e a Tabela 4.19 reúnem os valores de massa molar ponderal média (Mw) e massa molar média em número (Mn) para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa, respectivamente. Novamente, como as distribuições de massa molar apresentavam-se bastante largas, como observado no Apêndice C, valores pouco usuais de Mn foram obtidos. Assim, para a realização das comparações entre os produtos das diferentes reações, serão avaliados os valores de Mw. Como esperado, as análises indicam o aumento de ao menos uma ordem de grandeza nas massas molares médias obtidas para a policondensação em estado sólido, frente àquela em estado fundido. Percebe-se também que todos os polímeros submetidos à etapa adicional de polimerização apresentam massas molares na mesma ordem de grandeza ou uma ordem de grandeza acima daquela apresentada pelo PET comercial, confirmando a evolução expressiva das massas molares nas polimerizações conduzidas. Tal dado é de extrema importância, pois permite afirmar que o processo de polimerização do PEF é, de fato, eficiente. 99 Tabela 4.18. Massas molares médias obtidas por GPC para os produtos da polimerização em estado fundido do segundo plano de copolimerização. Exp. Monômeros Mw (Da) Mn (Da) Mw/Mn - PET Comercial - - - 21 100% EG 2,6*104 2,9*101 9,1*102 23 5% IPG + 95% EG 5,5*103 6,5*101 8,5*101 24 10% IPG + 90% EG 5,0*103 2,0*101 2,5*102 25 5% GLY + 95% EG 1,2*104 0,5*101 2,5*103 26 10% GLY + 90% EG Insolúvel Insolúvel Insolúvel Tabela 4.19. Massas molares médias obtidas por GPC para os produtos da polimerização em estufa do segundo plano de copolimerização. Exp. Monômeros Mw (Da) Mn (Da) Mw/Mn - PET Comercial 6,1*104 1,4*104 4,2 21 100% EG 1,6*105 6,8*104 2,3 23 5% IPG + 95% EG 1,6*104 5,5*101 2,8*102 24 10% IPG + 90% EG 5,8*104 2,3*103 2,5*101 25 5% GLY + 95% EG 2,9*105 3,6*101 8,0*103 26 10% GLY + 90% EG Insolúvel Insolúvel Insolúvel Comparando-se os copolímeros com 1,2-propanodiol com o PEF homopolímero, percebe-se que houve uma diminuição nas massas molares médias. Tal comportamento provavelmente está associado à inserção de ramificações na cadeia, proporcionadas pelo 1,2-propanodiol. As ramificações ocasionam um aumento na viscosidade do meio reacional, o que dificulta sua homogeneização e limita a transferência de massa, dificultando o crescimento das cadeias. Além disso, espera-se que a hidroxila secundária do 1,2-propanodiol apresente menor reatividade que a hidroxila primária, enquanto no etilenoglicol ambas as hidroxilas são primárias. A comparação dos copolímeros com glicerol com o PEF homopolímero se torna bastante dificultada dada a grande presença de ramificações presentes na cadeia polimérica e a possível reticulação ocasionada pelo fato do glicerol apresentar três hidroxilas. O aumento da viscosidade do meio reacional pelo surgimento de ramificações na cadeia ocasiona o mesmo efeito observado com o 1,2-propanodiol, o 100 que levaria a um decréscimo nas massas molares obtidas. Contudo, a presença de ramificações de elevado tamanho e a possível presença de reticulação são responsáveis pelas altas massas molares registradas. Percebe-se que a massa molar do copolímero utilizando 5% de glicerol está condizente com a do PEF homopolímero, apresentandose maior que a do 1,2-propanodiol. Contudo, um forte indício da ocorrência de ligações cruzadas pode ser percebido pela insolubilidade do copolímero produzido com o uso de 10% de glicerol no hexafluorisopropanol. No entanto, os resultados obtidos estimulam o uso do glicerol como comonômero nas reações de polimerização do poli(2,5furanodicarboxilato de etileno). 4.6.3. Espectrofotometria UV/Visível A Tabela 4.20 reúne os valores das absorções a 400 nm para os copolímeros sintetizados. É importante frisar que o copolímero contendo 10% de glicerol, como citado anteriormente, apresentou solubilidade muito reduzida em hexafluorisopropanol. Assim, os valores registrados são respectivos à fração solúvel da amostra. Tabela 4.20. Absorções resultantes das análises de UV/Visível para os produtos do segundo plano de copolimerização. Policondensação Fundido Estufa Exp. Monômeros Absorção Absorção 21 100% EG 3,1*10-3 6,5*10-3 23 5% IPG + 95% EG 2,3*10-3 3,8*10-3 24 10% IPG + 90% EG 2,7*10-3 2,9*10-3 25 5% GLY + 95% EG 1,9*10-3 2,0*10-3 26 10% GLY + 90% EG 2,0*10-3 2,5*10-3 Como esperado, as absorções apresentam-se maiores para as amostras que passaram pela policondensação em estufa do que para aquelas em que a polimerização foi interrompida ainda em estado fundido. É possível observar que a inserção dos comonômeros ocasionou a melhora no aspecto visual dos copolímeros frente ao homopolímero, como registrado pelas menores absorções. Tal comportamento é característico de materiais mais nobres e representa um grande aumento no potencial de 101 aplicação dos copolímeros, uma vez que polímeros com baixa coloração são mais facilmente pigmentados. Esses resultados incentivam uma vez mais o uso de comonômeros para minimização dos problemas de degradação térmica, como o surgimento de cor. 4.6.4. Identificação de Temperaturas Máximas de Processamento Os testes de processabilidade demonstraram que os poliésteres sintetizados apresentam temperaturas características de fusão e degradação sob atmosfera oxidativa muito próximas, em alguns casos iguais. Contudo, tais análises não são boas para estabelecer uma comparação precisa, uma vez que as temperaturas registradas na placa de aquecimento podem apresentar variações de ±10 ºC. A Tabela 4.21 apresenta os resultados de caracterização de estabilidade para as polimerizações conduzidas em estado fundido, enquanto a Tabela 4.22 apresenta os dados obtidos nas polimerizações conduzidas em estufa. Tabela 4.21. Faixas de temperaturas características dos produtos das polimerizações em estado fundido realizadas no segundo plano de copolimerização. Exp. Monômeros Tfusão (ºC) Tnévoa (ºC) Tbolha (ºC) 21 100% EG 170 270 270 23 5% IPG + 95% EG 160 210 270 24 10% IPG + 90% EG 170 210 260 25 5% GLY + 95% EG 160 210 270 26 10% GLY + 90% EG 110 220 250 Tabela 4.22. Faixas de temperaturas características dos produtos das polimerizações em estufa realizadas no segundo plano de copolimerização. Exp. Monômeros Tfusão (ºC) Tnévoa (ºC) Tbolha (ºC) 21 100% EG 190 240 290 23 5% IPG + 95% EG 170 230 260 24 10% IPG + 90% EG 190 240 270 25 5% GLY + 95% EG 150 230 260 26 10% GLY + 90% EG 110 220 260 102 Percebe-se que as temperaturas nas quais surgem as primeiras bolhas, indicando alta degradação, são similares em todas as amostras. Essa observação pode ser um indício de que está ocorrendo a descarboxilação de grupamentos ácidos livres, ou do grupamento éster, com consequente liberação de CO2, uma vez que tal fenômeno foi comum a todas as amostras, independentemente do comonômero utilizado. 4.6.5. Calorimetria Exploratória Diferencial Analisando os termogramas de DSC apresentados no Apêndice A e os resultados reunidos na Tabela 4.23, obtidos para os poliésteres sintetizados após a polimerização em estado fundido, nota-se que as temperaturas de fusão (Tm) dos copolímeros com 1,2-propanodiol apresentam-se ligeiramente abaixo da temperatura de fusão do PEF homopolímero e condizentes com aquelas obtidas nos testes de processabilidade. A inserção de ramificações na cadeia polimérica diminui a interação entre as cadeias adjacentes, reduzindo a quantidade de energia que deve ser fornecida ao sistema para que ocorra o escorregamento de uma cadeia sobre a outra, resultando em temperaturas de fusão menores. Tabela 4.23. Transições térmicas obtidas para os produtos das polimerizações em estado fundido realizadas no segundo plano de copolimerização. Exp. Monômeros Tg (ºC) Tm (ºC) 21 100% EG 54 183 23 5% IPG + 95% EG 45 177 24 10% IPG + 90% EG 58 176 25 5% GLY + 95% EG 52 >230 26 10% GLY + 90% EG 44 >230 O fato de os polímeros com glicerol não apresentarem picos de fusão até a temperatura de 230 ºC é intrigante, uma vez que aparentemente os polímeros fundiram, a temperaturas mais baixas, na placa aquecida durante os testes de processabilidade. Uma possível justificativa pode ser o fato do glicerol promover ligações cruzadas entre as cadeias. O aquecimento do poliéster acima de sua temperatura de transição vítrea (Tg), pode ter feito com que o copolímero apresentasse um “amolecimento”, que foi 103 erroneamente interpretado como fusão. A inexistência do pico da fusão pode indicar também que esse fenômeno só ocorrerá em temperaturas mais altas, ou ainda que o polímero apresenta-se altamente reticulado e amorfo, o que pode justificar a insolubilidade no solvente padrão observada. 4.6.6. Análise Termogravimétrica Primeiramente estabeleceu-se uma comparação, observada na Figura 4.19, entre os termogramas obtidos para o PEF, para o PET (ambos homopolímeros e sintetizados no laboratório) e para a amostra de PET comercial. Vale destacar que tanto a amostra de PEF quanto a de PET obtidas no laboratório foram analisadas diretamente ao final da polimerização em estado fundido, sem passar por nenhuma etapa adicional de polimerização. Contudo, a amostra de PET comercial utilizada faz parte de um lote grau garrafa; portanto, obtida ao final de todo o processo de polimerização. Percebe-se que o PET sintetizado no laboratório começa a apresentar degradação a uma temperatura inferior à do PET comercial. Tal fenômeno seria provavelmente contornado com o avanço da polimerização e aumento das massas molares que ocorre durante a reação em estado sólido, realizada durante a produção de grades comerciais. Vale ressaltar também que o PET comercial não é um homopolímero, tendo em sua composição comonômeros e aditivos. Por sua vez, o PEF apresenta-se menos estável que ambas as amostras de PET. Contudo, tal característica não compromete sua aplicabilidade, uma vez que o PEF se apresenta estável até temperaturas bastante superiores à maioria das aplicações. Novamente, o maior grau de polimerização obtido durante as reações em estufa provavelmente acarretaria em uma maior estabilidade. Em um segundo momento, analisou-se a influência da inserção do 1,2propanodiol e do glicerol, separadamente, à cadeia polimérica, como visualizado na Figura 4.20 e na Figura 4.21. Os termogramas permitem observar que a incorporação tanto do 1,2-propanodiol quanto do glicerol à cadeia polimérica reduz a estabilidade térmica do polímero, sendo que tal redução está diretamente ligada ao teor de comonômero adicionado. Uma possível justificativa reside no fato de que a presença de ramificações, inseridas na cadeia polimérica pela incorporação dos comonômeros, aumenta a desordem estrutural do polímero, o que leva à diminuição de sua estabilidade (KORSHAK e VINOGRADOVA, 1968). 104 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 PET Comercial 300 350 400 Temperatura (ºC) PET homopolímero 450 500 PEF homopolímero Figura 4.19. Termogramas comparativos entre o PEF, PET e PET comercial. 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 300 350 400 450 500 Temperatura ( C) 10% 1,2-propanodiol 5% 1,2-propanodiol PEF homopolímero Figura 4.20. Termogramas comparativos entre o PEF e os copolímeros com 1,2propanodiol. 105 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 10% Glicerol 300 350 400 Temperatura ( C) 5% Glicerol 450 500 PEF Homopolímero Figura 4.21. Termogramas comparativos entre o PEF e os copolímeros com glicerol. Os polímeros apresentaram maior estabilidade em atmosfera inerte do que nos testes realizados em placa aquecida sob atmosfera oxidante. Tal comportamento ressalta a sensibilidade dos polímeros à reações de oxi-termodegradação e reforça a hipótese da ocorrência de descarboxilação na presença de oxigênio. 4.6.7. Conclusões Parciais sobre o Segundo Estudo de Copolimerização O estudo de copolimerização permitiu observar que a incorporação do 1,2propanodiol e do glicerol às cadeias poliméricas do poli(2,5-furanodicarboxilato de etileno) é possível e resulta em polímeros com propriedades melhoradas. Todas as massas molares apresentadas foram da mesma ordem de grandeza ou superiores à do PET comercial, sendo que a inserção dos comonômeros ocasionou a redução do tom amarelado das resinas. A temperatura de fusão do copolímero contendo 1,2-propanodiol apresentou pequeno abaixamento; contudo, permaneceu muito próxima à do homopolímero. No entanto, a fusão do copolímero com glicerol não pôde ser observada por análises de Calorimetria Exploratória Diferencial. O poli(2,5-furanodicarboxilato de etileno) apresentou estabilidade térmica menor que a apresentada pelo poli(tereftalato de etileno) e a inserção dos comonômeros resultou em uma queda da estabilidade térmica 106 frente ao homopolímero. Contudo, tal comportamento não parece representar grande prejuízo na aplicabilidade dos copolímeros, uma vez que todos os materiais se apresentaram estáveis em atmosfera inerte até temperaturas ligeiramente superiores a 300 ºC. 4.7. Estudo da Polimerização do 1,4-butanodiol Esse bloco de reações, como explicado no capítulo anterior, teve por objetivo avaliar a síntese do poli(2,5-furanodicarboxilato de butileno). A fim de que fosse possível estabelecer comparações, uma nova resina de poli(2,5-furanodicarboxilato de etileno) foi sintetizada. Todas as reações seguiram a metodologia de transesterificação em batelada, em que os monômeros alcoóis, etilenoglicol (EG) ou 1,4-butanodiol (1,4BG), eram esterificados com o ácido 2,5-furanodicarboxílico, e o produto obtido era posteriormente transesterificado. A Tabela 4.24 apresenta as condições operacionais e os monômeros utilizados em cada experimento. Tabela 4.24. Estudo comparativo de polimerização do 1,4-butanodiol. Monômeros % Catalisador Temperatura alcoóis (pSb/pFDCA) (ºC) 27 1,4-BG 0,26 195 28 1,4-BG 0,26 175 29 1,4-BG 0,40 175 30 EG 0,26 175 Exp. 4.7.1. Espectrofotometria UV/Visível Observando os resultados reunidos na Tabela 4.25, pode-se perceber que o 1,4butanodiol, quando reagido com o ácido 2,5-furanodicarboxílico, levou à produção de polímeros com alta absorção de luz. Tal comportamento era esperado, uma vez que o escurecimento do meio reacional era percebido mesmo com baixos tempos de reação, obtendo produtos que apresentavam coloração bastante amarronzada. Assim, percebe-se que, embora a polimerização com 1,4-butanodiol apresente ganhos consideráveis de maleabilidade do polímero final, seus efeitos na coloração da resina restringem 107 drasticamente sua aplicabilidade, podendo indicar que deve ser empregado apenas em produtos menos nobres, para os quais não são exigidas alta transparência e baixa coloração. Tabela 4.25. Absorções resultantes das análises de UV/Visível para as reações de polimerização do 1,4-butanodiol. Policondensação Fundido Estufa % Catalisador Temperatura Absorção Absorção (pSb/pFDCA) (ºC) (400 nm) (400 nm) 1,4-BG e FDCA 0,26 195 31,6*10-2 45,4*10-2 28 1,4-BG e FDCA 0,26 175 17,1*10-2 22,4*10-2 29 1,4-BG e FDCA 0,40 175 16,7*10-2 21,0*10-2 30 EG e FDCA 0,26 175 2,0*10-2 4,5*10-2 Exp. Monômeros 27 4.7.2. Solúveis em Tetrahidrofurano Os resultados dispostos na Tabela 4.26 permitem notar que os polímeros sintetizados com 1,4-butanodiol apresentam-se pouco solúveis em tetrahidrofurano e que a solubilidade diminui com o avançar da reação, semelhantemente ao que ocorre para as demais polimerizações realizadas. Tal comportamento é um indicativo de que, mesmo com a ocorrência de reações paralelas de degradação, tais reações indesejadas não representam grande prejuízo à polimerização. Tabela 4.26. Percentual mássico de solúveis em THF para as reações de polimerização do 1,4-butanodiol. Polimerização Fundido Estufa % Catalisador Temperatura Solúveis Solúveis (pSb/pFDCA) (ºC) (%) (%) 1,4-BG e FDCA 0,26 195 4,1 - 28 1,4-BG e FDCA 0,26 175 6,4 2,3 29 1,4-BG e FDCA 0,40 175 8,2 3,4 30 EG e FDCA 0,26 175 8,1 1,1 Exp. Monômeros 27 108 4.7.3. Cromatografia de Permeação em Gel Como esperado, novamente os resultados das análises, reunidos na Tabela 4.27 e na Tabela 4.28, indicam um aumento de ao menos uma ordem de grandeza nas massas molares ponderais médias (Mw) obtidas para a policondensação em estado sólido, frente àquela conduzida em estado fundido. Analisando os valores de Mw obtidos para os polímeros após a polimerização em estufa, percebe-se que todos apresentam massas molares na mesma ordem de grandeza ou em ordem de grandeza superior àquela apresentada pelo PET comercial. Contudo, o mesmo comportamento não é observado para os valores de Mn, uma vez que as distribuições de massa molar para o poli(2,5furanodicarboxilato de butileno) e para o poli(2,5-furanodicarboxilato de etileno) são bem mais largas que aquelas registradas para o poli(tereftalato de etileno) comercial, como ilustrado no Apêndice C. Isso pode indicar a ocorrência de reações paralelas de degradação, responsáveis pela cor mais intensa do polímero final. Tabela 4.27. Massas molares médias obtidas por GPC para as reações de polimerização do 1,4-butanodiol realizadas em estado fundido. % Catalisador Temp. Mw Mn (pSb/pFDCA) (ºC) (Da) (Da) 1,4-BG e FDCA 0,26 195 2,9*104 9,2*102 3,3*101 28 1,4-BG e FDCA 0,26 175 1,2*104 4,1*102 2,9*101 29 1,4-BG e FDCA 0,40 175 1,4*104 1,2*103 1,2*101 30 EG e FDCA 0,26 175 6,5*103 6,2*102 1,0*101 Exp. Monômeros 27 Mw/Mn Os dados de Mw permitem afirmar que a polimerização do 1,4-butanodiol com o ácido 2,5-furanodicarboxílico ocorre de forma satisfatória, como indicado pelas análises de solubilidade em THF, e se mostra sensível ao aumento da temperatura, o que não é observado de forma expressiva para o aumento da concentração de catalisador. Contudo, a maior proximidade dos valores de Mw e Mn demonstram que o aumento da concentração de catalisador faz com que ocorra o estreitamento das distribuições de massa molar. 109 Tabela 4.28. Massas molares médias obtidas por GPC para as reações de polimerização do 1,4-butanodiol realizadas em estufa. % Catalisador Temp. Mw Mn (pSb/pFDCA) (ºC) (Da) (Da) PET Comercial - - 27 1,4-BG e FDCA 0,26 195 3,2*108 1,9*103 1,7*105 28 1,4-BG e FDCA 0,26 175 1,5*105 4,0*103 3,8*101 29 1,4-BG e FDCA 0,40 175 3,1*104 4,0*103 30 EG e FDCA 0,26 175 5,0*105 1,7*103 2,9*102 Exp. Monômeros - 6,1*104 1,4*104 Mw/Mn 4,2 7,8 4.7.4. Calorimetria Diferencial de Varredura Os termogramas obtidos por DSC para os produtos de reação, apresentados no Apêndice A, indicam que o poli(2,5-furanodicarboxilato de butileno) apresenta temperaturas de transição vítrea (Tg) e de fusão (Tm) bem menores que as do poli(2,5furanodicarboxilato de etileno), como observado na Tabela 4.29. O fato da temperatura de transição vítrea do poli(2,5-furanodicarboxilato de butileno) apresentar-se dentro da faixa da temperatura ambiente justifica a grande ductilidade e o aspecto de borracha observado nos poliésteres produzidos com 1,4-butanodiol. Tabela 4.29. Temperaturas características das transições térmicas para as reações de polimerização do 1,4-butanodiol realizadas em estado fundido. Exp. Monômeros Catalisador Temp. (ºC) Tg (ºC) Tm (ºC) 27 1,4-BG + FDCA 0,26 195 31 164 28 1,4-BG + FDCA 0,26 175 20 165 29 1,4-BG + FDCA 0,40 175 28 155 30 EG +FDCA 0,26 175 60 195 110 4.7.5. Análise Termogravimétrica Objetivando avaliar a estabilidade térmica dos polímeros produzidos em atmosfera não-oxidativa, foram realizadas análises termogravimétricas. A Figura 4.22 ilustra uma comparação entre os termogramas obtidos para os polímeros sintetizados por meio da reação do 1,4-butanodiol com ácido 2,5-furanodicarboxílico e o PEF homopolímero. As análises mostram que o poli(2,5-furanodicarboxilato de butileno) é menos estável do que o poli(2,5-furanodicarboxilato de etileno). Tal comportamento era esperado, uma vez que o 1,4-butanodiol aumenta a parte alifática das cadeias, diminuindo sua estabilidade (KORSHAK e VINOGRADOVA, 1968), além do fato de ao longo das polimerizações ser percebida a grande ocorrência de degradação. 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 300 350 400 Temperatura (ºC) 1,4BG 0,26%Sb 195ºC 1,4BG 0,26%Sb 175ºC 1,4BG 0,4%Sb 175ºC PEF 0,26%Sb 175ºC 450 Figura 4.22. Termogramas comparativos entre o PEF e os polímeros com 1,4butanodiol. 4.7.6. Identificação das Temperaturas Máximas de Processamento Novamente, os testes de processabilidade demonstraram que os poliésteres sintetizados apresentam temperaturas características de degradação sob atmosfera oxidativa bem próximas, em alguns casos iguais, uma vez que as temperaturas lidas na 111 placa de aquecimento podem apresentar variações de ± 10 ºC. A Tabela 4.30 apresenta os resultados para a polimerização em estado fundido e a Tabela 4.31 para a polimerização em estufa. Os polímeros sintetizados a partir do 1,4-butanodiol que foram submetidas apenas à polimerização em estado fundido apresentaram temperaturas de fusão ao redor de 160 ºC, sendo elevadas para 190 ºC após a polimerização em estufa, comportamento condizente com o aumento das massas molares observadas por GPC. A temperatura na qual se inicia e aquela na qual a degradação se torna intensa são muito próximas, em alguns casos iguais, confirmando a afirmação de que os poliésteres sintetizados com o 1,4-butanodiol são bastante sensíveis à degradação, sobretudo na presença de oxigênio. Tabela 4.30. Faixas de temperaturas características dos produtos das polimerizações do 1,4-butanodiol em estado fundido. % Catalisador Temp. Tfusão Tnévoa Tbolha (pSb/pFDCA) (ºC) (ºC) (ºC) (ºC) 1,4-BG e FDCA 0,26 195 160 250 260 28 1,4-BG e FDCA 0,26 175 160 230 230 29 1,4-BG e FDCA 0,40 175 150 230 230 30 EG e FDCA 0,26 175 190 270 280 Exp. Monômeros 27 Tabela 4.31. Faixas de temperaturas características dos produtos das polimerizações do 1,4-butanodiol em estufa. % Catalisador Temp. Tfusão Tnévoa Tbolha (pSb/pFDCA) (ºC) (ºC) (ºC) (ºC) 1,4-BG e FDCA 0,26 195 190 210 250 28 1,4-BG e FDCA 0,26 175 190 260 270 29 1,4-BG e FDCA 0,40 175 190 260 260 30 EG e FDCA 0,26 175 - - - Exp. Monômeros 27 4.7.7. Conclusões Parciais para o Estudo da Polimerização do 1,4-butanodiol A polimerização do 1,4-butanodiol com o ácido 2,5-furanodicarboxílico originou polímeros com massas molares altas e temperaturas de transição vítrea baixas, 112 o que confere excelente maleabilidade. Contudo, o poliéster mostra-se muito suscetível à degradação, sobretudo quando em atmosfera oxidativa, o que originou polímeros muito escurecidos, restringido o espectro de aplicações da resina. 4.8. Terceiro Estudo de Copolimerização O principal objetivo deste bloco de experimentos foi estudar os efeitos da incorporação simultânea do glicerol (GLY) e do ácido succínico (AS) na cadeia do poli(2,5-furanodicarboxilato de etileno). Assim, os comonômeros foram utilizados em substituição ao etilenoglicol e ao ácido 2,5-furanodicarboxílico, respectivamente, de forma que 5 ou 10% dos grupamentos hidroxila ou carboxila que deram origem ao polímero final fossem provenientes dos comonômeros. As reações foram distribuídas como exposto na Tabela 4.32. Tabela 4.32. Contribuição dos comonômeros nos grupamentos funcionais que deram origem aos polímeros sintetizados no terceiro plano de copolimerização. Exp. Carboxilas Hidroxilas 31 e 41 95% FDCA 5% AS 95% EG 5% GLY 32 e 42 95% FDCA 5% AS 100% EG 0% GLY 33 e 43 95% FDCA 5% AS 97,5% EG 2,5% GLY 34 e 44 97,5% FDCA 2,5% AS 97,5% EG 2,5% GLY 35 e 45 97,5% FDCA 2,5% AS 95% EG 5% GLY 36 e 46 97,5% FDCA 2,5% AS 100% EG 0% GLY 37 e 47 100% FDCA 0% AS 95% EG 5% GLY 38, 40 e 48 100% FDCA 0% AS 97,5% EG 2,5% GLY 39 e 49 100% FDCA 0% AS 100% EG 0% GLY 4.8.1. Espectrofotometria UV/Visível Analisando os valores obtidos de absorção a 400 nm, reunidos na Tabela 4.33, nota-se que todas as resinas sintetizadas apresentaram baixa coloração, registrando absorções próximas às do poli(2,5-furanodicarboxilato de etileno). As amostras contendo glicerol, contudo, após sofrerem o processo de polimerização em estufa, não 113 apresentaram solubilização total em hexafluorisopropanol, não sendo analisadas. Esse é um indicativo de ocorrência de reticulação e crescimento pronunciado das massas molares. Novamente, a fim de facilitar a visualização da influência dos comonômeros na cor das resinas, foi montada uma matriz de correlação, ilustrada na Tabela 4.34. Nota-se que não há influência expressiva dos comonômeros nas absorções registradas. Esse pode ser considerado um resultado importante para fins de aplicação prática. Tabela 4.33. Absorções resultantes das análises de UV/Visível para os polímeros sintetizados em estado fundido no terceiro plano de copolimerização. Policondensação Fundido Exp. Monômeros Absorção (400nm) 31 5% GLY + 5% AS 1,9*10-2 32 0% GLY + 5% AS 1,7*10-2 33 2,5% GLY + 5% AS 1,5*10-2 34 2,5% GLY + 2,5% AS 1,6*10-2 35 5% GLY + 2,5% AS 2,5*10-2 36 0% GLY + 2,5% AS 2,9*10-2 37 5% GLY + 0% AS 2,8*10-2 38 2,5% GLY + 0% AS 2,0*10-2 39 PEF Homopolímero 2,2*10-2 Tabela 4.34. Matriz de correlação obtida para a influência dos comonômeros nas absorções dos polímeros após policondensação em estado fundido, sintetizados no terceiro plano de copolimerização. Correl. GLY AS Absorção GLY 1,00 0,00 0,11 AS 0,00 1,00 -0,53 Absorção 0,11 -0,53 1,00 114 4.8.2. Solúveis em Tetrahidrofurano A Tabela 4.35 concentra as médias dos teores mássicos de solúveis em tetrahidrofurano para cada dupla de experimentos. Os copolímeros sintetizados apresentaram baixas frações de solúveis e, de forma geral, a polimerização em estufa ocasiona a diminuição da solubilidade, o que evidenciaria o crescimento das massas molares. Contudo, tal comportamento não é observado em duas das amostras contendo 2,5% de ácido succínico, de forma que a modificação estrutural ocasionada pela inserção desse monômero pode estar afetando a solubilidade dos polímeros. Assim, não são feitas maiores considerações, sendo as análises de cromatografia de permeação em gel as mais adequadas para que se observe o real comportamento das massas molares. Como observado anteriormente, a redução da cristalinidade do poli(2,5- furanodicarboxilato de etileno) com a introdução de comonômeros pode aumentar a solubilidade da resina em THF. Tabela 4.35. Percentual mássico de solúveis em THF para os polímeros sintetizados no terceiro plano de copolimerização. Policondensação Fundido Estufa Exp. Monômeros Solúveis (%) Solúveis (%) 31 e 41 5% GLY + 5% AS 9,2 7,1 32 e 42 0% GLY + 5% AS 9,9 6,2 33 e 43 2,5% GLY + 5% AS 11,2 6,5 34 e 44 2,5% GLY + 2,5% AS 9,8 7,6 35 e 45 5% GLY + 2,5% AS 7,0 12,1 36 e 46 0% GLY + 2,5% AS 6,9 16,3 37 e 47 5% GLY + 0% AS 12,6 12,1 38, 40 e 48 2,5% GLY + 0% AS 14,7 4,1 39 e 49 PEF Homopolímero 10,9 0 4.8.3. Cromatografia de Permeação em Gel A Tabela 4.36 e a Tabela 4.37 apresentam, respectivamente, os valores de massa molar ponderal média (Mw) e massa molar numérica média (Mn), a fim de revelar a 115 influência da incorporação dos comonômeros sobre a massa molar dos copolímeros. Como citado anteriormente, as amostras contendo glicerol, de forma recorrente, após sofrerem o processo de polimerização em estufa, não apresentaram solubilização total em hexafluorisopropanol. Esse resultado indica a ocorrência de reticulação e crescimento pronunciado das massas molares. Assim, as massas molares registradas para tais polímeros se referem apenas à fração solúvel da amostra. Nota-se que as cadeias solúveis apresentam valores de Mw na mesma ordem de grandeza ou uma ordem de grandeza acima da apresentada pelo PET comercial. Os valores de Mn, contudo, indicam que, como ilustrado no Apêndice C, as distribuições de massa molar do PEF e seus copolímeros são mais largas que aquela obtida para o PET comercial, dado a maior defasagem dos valores de Mw e Mn obtidos para cada produto de reação. Para analisar a influência dos comonômeros sobre as massas molares médias, foi montada uma matriz de correlação, ilustrada na Tabela 4.38. A fim de contornar o problema da não solubilização total das amostras com glicerol após a polimerização em estufa, foram analisados apenas os valores registrados de Mw para os polímeros após a polimerização em estado fundido. Através dos coeficientes de correlação, percebe-se que a incorporação dos comonômeros não parece influenciar expressivamente as massas molares obtidas, embora as análises dos materiais produzidos com glicerol seja incompleta. Tabela 4.36. Massas molares obtidas por GPC para os produtos do terceiro plano de copolimerização, após polimerização em estado fundido. Exp. Monômeros Mw (Da) Mn (Da) Mw/Mn - PET Comercial - - - 31 e 41 5% GLY + 5% AS 1,6*104 1,2*103 1,3*101 32 e 42 0% GLY + 5% AS 8,7*103 7,6*102 1,1*101 33 e 43 2,5% GLY + 5% AS 8,0*103 7,2*102 1,1*101 34 e 44 2,5% GLY + 2,5% AS 7,1*103 6,5*102 1,1*101 35 e 45 5% GLY + 2,5% AS 6,6*103 3,6*102 1,8*101 36 e 46 0% GLY + 2,5% AS 1,3*104 1,1*103 1,1*101 37 e 47 5% GLY + 0% AS 8,3*103 6,2*102 1,3*101 38, 40 e 48 2,5% GLY + 0% AS 4,9*103 3,6*102 1,4*101 39 e 49 PEF Homopolímero 8,2*103 2,0 4,1*103 116 Tabela 4.37. Massas molares obtidas por GPC para os produtos do terceiro plano de copolimerização, após polimerização em estufa. Exp. Monômeros Mw (Da) Mn (Da) Mw/Mn - PET Braskem 6,1*104 1,4*104 4,2 31 e 41 5% GLY + 5% AS 2,1*104 1,5*103 1,4*101 32 e 42 0% GLY + 5% AS 1,2*104 1,4*103 8,6 4 3 33 e 43 2,5% GLY + 5% AS 1,8*10 1,4*10 1,3*101 34 e 44 2,5% GLY + 2,5% AS 1,2*104 8,9*102 1,3*101 35 e 45 5% GLY + 2,5% AS 1,4*104 1,3*103 1,1*101 36 e 46 0% GLY + 2,5% AS 1,9*104 2,3*103 8,4 37 e 47 5% GLY + 0% AS 1,6*104 1,8*103 8,6 38, 40 e 48 2,5% GLY + 0% AS 4,8*105 5,2*103 9,2*101 39 e 49 PEF Homopolímero 1,2*105 3,1*103 3,8*101 Tabela 4.38. Matriz de correlação obtida para a influência dos comonômeros nas massas molares dos polímeros após policondensação em estado fundido, sintetizados no terceiro plano de copolimerização. Correlação GLY AS Mw GLY 1,00 0,00 0,07 AS 0,00 1,00 0,48 Mw 0,07 0,48 1,00 4.8.4. Análise Termogravimétrica Observando os termogramas de degradação obtidos para os copolímeros contendo apenas glicerol, Figura 4.23, e aqueles gerados a partir dos copolímeros contendo apenas ácido succínico, Figura 4.24, percebe-se que a inserção do glicerol e do ácido succínico provocam uma leve queda na estabilidade térmica, quando comparados com o poli(2,5-furanodicarboxilato de etileno) homopolímero. A inserção do ácido succínico substitui os anéis furânicos presentes no ácido 2,5-furanodicarboxílico por grupamentos lineares, o que, associado à maior desordem estrutural da cadeia polimérica, diminui a interação entre as cadeias adjacentes e reduz a estabilidade. A inserção do glicerol, por sua vez, insere longas ramificações na cadeia polimérica, o que 117 ocasiona a diminuição da interação entre as cadeias adjacentes e reduz a estabilidade. Contudo, essa diminuição da estabilidade não é suficiente para comprometer a aplicabilidade dos copolímeros, uma vez que os mesmos se apresentam estáveis termicamente até temperaturas superiores a 300 ºC, acima da maioria das aplicações do poli(tereftalato de etileno), poliéster com o qual podem vir a disputar mercado. 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 300 350 400 450 500 Temperatura (ºC) Exp 39 - 5% GLY Exp 40 2,5% GLY Exp 41 - PEF Homopol Figura 4.23. Termogramas comparativos entre o PEF e os copolímeros com apenas glicerol. 4.8.5. Conclusões Parciais do Terceiro Estudo de Copolimerização Com auxílio do terceiro estudo de copolimerização, pode-se afirmar que a incorporação do glicerol e de ácido succínico não induz prejuízos significativos às propriedades; pelo contrário, os copolímeros apresentam grande potencial de aplicação em diversos usos que exijam transparência e versatilidade de cores (a baixa coloração da resina permite sua pigmentação), massas molares altas e razoável estabilidade térmica. 118 100 90 80 Massa (%) 70 60 50 40 30 20 10 0 200 250 300 350 400 450 500 Temperatura (ºC) Exp 34 - 5% AS Exp 38 - 2,5% AS Exp 41 - PEF Homopol Figura 4.24. Termogramas comparativos entre o PEF e os copolímeros com apenas ácido succínico. 4.9. Propriedades Mecânicas por Análise Dínamo-termo-mecânica Após diversas análises terem comprovado a possibilidade da inserção de comonômeros às cadeias do poli(2,5-furanodicarboxilato de etileno) e de terem sido discutidas as vantagens e desvantagens, faz-se necessário avaliar as propriedades mecânicas apresentadas por cada copolímero. As mudanças provocadas nas cadeias do PEF homopolímero podem fazer com que os poliésteres apresentem propriedades viscoelásticas muito distintas, o que afeta diretamente a aplicabilidade das resinas, como a necessidade de boa maleabilidade e resistência ao impacto em polímeros a serem utilizados na síntese de garrafas. Assim, foram realizados ensaios dínamo-termomecânicos com os copolímeros contendo 1,2-propanodiol, sintetizados no segundo estudo de copolimerização, e com aqueles contendo glicerol e ácido succínico, obtidos por intermédio do terceiro estudo de copolimerização, cujas frações molares de comonômeros apresentam-se listadas na Tabela 4.39. Para a realização das análises, os corpos de prova foram sintetizados com os copolímeros conforme a metodologia descrita no Capítulo 3. Foram também analisados corpos de prova de PEF homopolímero e de um grade comercial de PET, tomado como padrão, para que fosse possível estabelecer comparações. 119 Tabela 4.39. Frações molares dos comonômeros presentes nos polímeros analisados por DMTA. São FDCA (%) EG (%) IPG (%) 100 95 5 100 90 10 FDCA (%) AS (%) EG (%) GLY (%) 100 0 100 0 100 0 97,5 2,5 100 0 95 5 97,5 2,5 100 0 97,5 2,5 97,5 2,5 97,5 2,5 95 5 95 5 100 0 95 5 97,5 2,5 95 5 95 5 resultados das análises, reportadas, como curvas ilustrando o comportamento do módulo elástico e da tan(δ) como funções da temperatura. Para que fosse possível obter dados representativos, ao menos quatro corpos de prova de cada copolímero foram analisados. Vale salientar que, frequentemente, ocorria a fratura total ou parcial dos corpos de prova ao longo da análise, o que era percebido por uma queda brusca nos valores registrados para o módulo elástico, como ilustrado na Figura 4.25. Tais resultados foram descartados, sendo considerados apenas aqueles para os quais foi possível obter a curva completa. Primeiramente, realizou-se a comparação dos comportamentos dínamo-termomecânicos do poli(2,5-furanodicarboxilato de etileno) homopolímero e de um grade comercial de poli(tereftalato de etileno). A Figura 4.26 e a Figura 4.27 ilustram o comportamento do módulo elástico e da tan(δ) com a variação da temperatura. Percebese que o poli(2,5-furanodicarboxilato de etileno) apresenta módulos elásticos superiores aos do poli(tereftalato de etileno), comportamento que indica um polímero mais rígido. Esse comportamento pode ser justificado pela maior cristalinidade do poli(2,5furanodicarboxilato de etileno), como discutido anteriormente. Observando-se o comportamento da tan(δ), percebe-se que poli(2,5-furanodicarboxilato de etileno) 120 começa a apresentar uma expressiva mobilidade segmental das cadeias em regiões amorfas a temperaturas mais altas, o que é observado pelo surgimento de um pico. A temperatura na qual esse pico atinge seu máximo é conhecida por temperatura de transição vítrea (Tg) (MENARD, 2008). O deslocamento do pico da tan(δ) do poli(2,5furanodicarboxilato de etileno) para temperaturas mais altas é um indicativo da maior cristalinidade desse polímero frente ao poli(tereftalato de etileno), como já demonstrado por análises de espalhamento de raios-x e microscopia eletrônica de varredura. O aumento das regiões cristalinas promove a compressão das regiões amorfas, o que dificulta a movimentação das cadeias, elevando a temperatura de transição vítrea (CRISTEA et al., 2010; BÉDOUI e GUIGON, 2010). Em seguida, foram avaliadas as mudanças nas propriedades mecânicas provocadas pela incorporação do glicerol na cadeia do poli(2,5-furanodicarboxilato de etileno). Na Figura 4.28 e na Figura 4.29 encontram-se, respectivamente, os gráficos ilustrando a variação do módulo elástico e da tan(δ) com a temperatura. Em todas as legendas, o grau de incorporação do glicerol é representado como uma porcentagem molar em substituição ao etilenoglicol, como já apresentado na discrição das reações de copolimerização. Pode-se perceber que os módulos elásticos sofreram um aumento com a incorporação de 2,5% de glicerol, superando o homopolímero; contudo apresentam-se inferiores quando são utilizados 5% de glicerol. Em todos os casos, os resultados são similares aos obtidos para o PEF homopolímero, indicando que a adição de glicerol pode ser bastante útil para a resina final. Para os copolímeros contendo 2,5% de glicerol, o deslocamento do pico da tan(δ) para temperaturas mais baixas é um indicativo de que as ramificações introduzidas na cadeia polimérica pela incorporação do glicerol promoveram a redução da cristalinidade. Ramificações geram uma quebra na regularidade da cadeia, reduzem a interação entre cadeias adjacentes e representam um impedimento físico à formação dos cristalitos, dando origem a um maior volume livre para movimentação das cadeias. Contudo, para os copolímeros contendo 5% de glicerol, percebe-se um leve aumento na temperatura de transição vítrea, que provavelmente é devido à formação de ligações cruzadas promovidas pelo glicerol, o que provoca um intertravamento das cadeias, resultando em uma menor mobilidade. De qualquer forma, uma vez mais as diferenças não são muito pronunciadas, incentivando o uso do glicerol. Foram também avaliadas as mudanças nas propriedades mecânicas promovidas pela incorporação do ácido succínico na cadeia do poli(2,5-furanodicarboxilato de 121 etileno). Na Figura 4.30 e na Figura 4.31 encontram-se, respectivamente, os gráficos ilustrando a variação do módulo elástico e da tan(δ) com a temperatura. Assim como para o glicerol, o grau de incorporação do ácido succínico é representado como uma porcentagem molar em substituição ao ácido 2,5-furanodicarboxílico. Pode-se perceber que a incorporação do ácido succínico promove uma queda nos módulos elásticos, o que indica a síntese de copolímeros mais dúcteis. Inicialmente, não são percebidas diferenças expressivas nos módulos elásticos apresentados com 2,5% ou 5% de substituição. Contudo, analisando-os juntamente com os perfis de tan(δ), percebe-se que o aumento no teor de ácido succínico incorporado ocasionou o abaixamento das temperaturas de transição vítrea. A inserção do ácido succínico substitui os anéis furânicos, diminuindo a interação entre cadeias adjacentes, o que dificulta a formação dos cristalitos, gera um polímero mais amorfo e, consequentemente, com maior facilidade de apresentar mobilidade segmental. A incorporação do ácido succínico também promoveu o surgimento de múltiplos picos no perfil da tan(δ), o que pode estar associado ao surgimento de regiões amorfas com diferentes propriedades. A substituição dos anéis furânicos por grupamentos succínicos lineares é também a responsável pelo aumento da ductilidade dos polímeros. Baseado nos resultados obtidos, parece apropriado dizer que, sob as condições de análise, a adição de ácido succínico à resina torna o desempenho mecânico mais pobre. 1,4E+09 Módulo Elástico (Pa) 1,2E+09 1,0E+09 8,0E+08 6,0E+08 4,0E+08 2,0E+08 0,0E+00 10 30 50 70 Temperatura (ºC) 90 110 Figura 4.25. Comportamento do módulo elástico quando ocorre a fratura do corpo de prova. 122 1,8E+09 1,6E+09 Módulo Elástico (Pa) 1,4E+09 1,2E+09 1,0E+09 8,0E+08 6,0E+08 4,0E+08 2,0E+08 0,0E+00 10 30 50 70 90 Temperatura (ºC) PET Comercial 110 130 PEF Homopol Figura 4.26. Comportamento dos módulos elásticos do PET comercial e do PEF homopolímero como função da temperatura. 2,0 1,8 1,6 Tan (δ) 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 10 30 50 70 90 110 Temperatura (ºC) PET Comercial PEF Homopol 130 Figura 4.27. Comportamento dos valores de tan(δ) do PET comercial e do PEF homopolímero como função da temperatura. 123 2,0E+09 1,8E+09 Módulo Elástico (Pa) 1,6E+09 1,4E+09 1,2E+09 1,0E+09 8,0E+08 6,0E+08 4,0E+08 2,0E+08 0,0E+00 10 30 50 PEF Homopol 70 90 110 Temperatura (ºC) 2,5%GLY 5%GLY 130 Figura 4.28. Comportamento dos módulos elásticos dos copolímeros contendo diferentes teores de glicerol como função da temperatura. 2,0 1,8 1,6 Tan (δ) 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 10 30 PEF Homopol 50 70 90 Temperatura (ºC) 2,5%GLY 110 130 5%GLY Figura 4.29. Comportamento dos valores de tan(δ) dos copolímeros contendo diferentes teores de glicerol a partir da variação da temperatura. 124 1,8E+09 1,6E+09 Módulo Elástico (Pa) 1,4E+09 1,2E+09 1,0E+09 8,0E+08 6,0E+08 4,0E+08 2,0E+08 0,0E+00 10 30 50 PEF Homopol 70 90 Temperatura (ºC) 2,5%AS 110 130 5%AS Figura 4.30. Comportamento dos módulos elásticos dos copolímeros com diferentes teores de ácido succínico como função da temperatura. 2,0 1,8 1,6 Tan (δ) 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 10 30 50 PEF Homopol 70 90 Temperatura (ºC) 2,5%AS 110 130 5%AS Figura 4.31. Comportamento dos valores de tan(δ) dos copolímeros com diferentes teores de ácido succínico como função da temperatura. Por fim, foram analisados os comportamentos dínamo-termo-mecânicos de todos os copolímeros, contendo diferentes teores de glicerol e ácido succínico, simultaneamente. Na Figura 4.32 e na Figura 4.33 encontram-se, respectivamente, os 125 gráficos ilustrando a variação do módulo elástico e da tan(δ) com a temperatura. Na Figura 4.34 é mostrado o gráfico da tan(δ) como função da temperatura utilizando escala logarítmica, a fim de defasar as curvas e permitir uma observação mais detalhada do comportamento. Analisando os perfis dos módulos elásticos percebe-se que o poli(2,5-furanodicarboxilato de etileno) e seus copolímeros apresentam uma capacidade de armazenar energia superior à do poli(tereftalato de etileno) e, consequentemente, são mais rígidos. Contudo, como explicado anteriormente, para materiais de comportamento viscoelástico, a tan(δ), também chamada de módulo de amortecimento, representa a relação entre a dissipação e o armazenamento de energia, e a resistência ao impacto é determinada pela capacidade do polímero em dissipar a energia a ele fornecida de forma violenta e súbita. Assim, analisando-se o comportamento da tan(δ), percebe-se que todos os copolímeros apresentam valores iguais, ou levemente superiores, ao poli(tereftalato de etileno) até aproximadamente 70 ºC, temperatura na qual a mobilidade segmental de alguns copolímeros começa a se tornar expressiva. Tal comportamento é um indicativo de que os copolímeros podem vir a apresentar resistência ao impacto similar ou superior à do poli(tereftalato de etileno) em uma faixa de temperatura que abrange uma de suas principais aplicações, a de embalagens. 2,0E+09 Módulo Elástico (Pa) 1,8E+09 1,6E+09 1,4E+09 1,2E+09 1,0E+09 8,0E+08 6,0E+08 4,0E+08 2,0E+08 0,0E+00 10 PET Comercial 2,5%GLY, 5%AS 2,5%AS 30 50 70 90 Temperatura (ºC) PEF Homopol 2,5%GLY 5%GLY 5%GLY, 2,5%AS 5%AS 110 130 2,5%GLY, 2,5%AS 5%GLY, 5%AS Figura 4.32. Comportamento dos módulos elásticos dos diversos copolímeros como função da temperatura. 126 2,0 1,8 1,6 Tan (δ) 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 10 30 PET Comercial 2,5%GLY, 5%AS 2,5%AS 50 70 90 Temperatura (ºC) PEF Homopol 5%GLY 5%AS 2,5%GLY 5%GLY, 2,5%AS 110 130 2,5%GLY, 2,5%AS 5%GLY, 5%AS Figura 4.33. Comportamento dos valores de tan(δ) dos diversos copolímeros como função da temperatura. 1,0 30 50 70 90 110 130 Tan (δ) (escala logarítmica) 10 0,1 0,0 2,5%GLY 5%GLY, 2,5%AS PEF Homopol Temperatura (ºC) 2,5%GLY, 2,5%AS 5%GLY, 5%AS PET Comercial 2,5%GLY, 5%AS 2,5%AS 5%GLY 5%AS Figura 4.34. Comportamento, em escala logarítmica, dos valores de tan(δ) dos diversos copolímeros como função da temperatura. As análises com os copolímeros contendo 1,2-propanodiol resultaram na quebra de todos os corpos de prova, ressaltando sua fragilidade. As fraturas dos corpos de prova foram observadas logo que eram submetidos à pressão exercida pelos grampos de 127 fixação ou à força aplicada pelo braço atuador do equipamento. Assim, não foi possível registrar nenhum valor de módulo elástico para os copolímeros contendo 1,2propanodiol, indicando que esses materiais são mais frágeis que os demais. 4.10. Estudo da Cinética de Polimerização Uma série de reações foi proposta para analisar como a evolução da reação é dependente de condições operacionais como temperatura, vazão de gás de arraste, concentração e momento de adição do catalisador. As condições de reação para cada experimento cinético são descritas na Tabela 4.40. A metodologia utilizada, previamente descrita, era composta pela esterificação a pressão atmosférica sob fluxo de nitrogênio, seguida da transesterificação catalisada com redução gradual da pressão atuante sobre o sistema. Ao longo das reações foram recolhidas amostras do meio reacional, para caracterização das massas molares. Os produtos condensados foram também recolhidos e pesados. A Figura 4.35 mostra um perfil característico da pressão do sistema e da massa de subprodutos condensados ao longo de um experimento cinético. Tabela 4.40. Reações realizadas para estudo cinético. % Catalisador Temperatura Vazão de N2 (pSb/pFDCA) (ºC) (mL/min) C1 0,26 175 170 C2 0,26 175 170 C3 0,26 175 170 C4 0,52 175 170 C5 0,26 175 170 C6 0,26 190 170 C7 0,26 160 170 C8 0,26 175 170 C9 0,26 175 340 C10 0,26 175 330 Experimento 128 Perfil Temporal de Condensados e Pressão 18 700 16 600 14 500 12 10 400 8 300 6 200 Pressão (mmHg) Massa Acumulada (g) 20 4 100 2 0 0 0 100 200 300 400 500 Tempo (min) Condensado 600 700 800 Pressão Figura 4.35. Perfil temporal característico da massa de condensados acumulada e da pressão do sistema. Perfil obtido através da reação C8 a 175 ºC, vazão de N2 de 170 mL/min e 0,26% (PSb/pFDCA). É de extrema importância ressaltar que o estudo cinético realizado não tem nenhum comprometimento com a obtenção de altas massas molares. Todas as reações foram encerradas antes de seu término, uma vez que não foi gerada a quantidade de subprodutos esperada pela estequiometria de reação. Primeiramente, foi realizado um estudo de sensibilidade ao controle de temperatura do banho de aquecimento da reação. Para tanto, realizaram-se quatro experimentos nos quais, após a estabilização da temperatura em 175 ºC, a agitação do banho foi desligada, de forma que a reação estivesse sujeita a variações aleatórias na temperatura. Todas as demais condições reacionais foram mantidas constantes e iguais entre si: vazão de gás de arraste, concentração de catalisador e proporção molar dos monômeros. Comparando-se as curvas de massa acumulada de condensado registradas na Figura 4.36, percebe-se que o sistema apresenta grande sensibilidade ao controle de temperatura, uma vez que a massa recolhida nos mesmos instantes de tempo variou bastante entre os experimentos. Assim, para levantamento dos dados cinéticos e para a correta operação da reação, a temperatura e a taxa de aquecimento devem ser minuciosamente controladas, de forma a obter uma operação estável e boa reprodutibilidade. 129 Influência do Controle de Temperatura 10 Massa acumulada (g) 9 8 7 6 5 4 3 2 1 0 0 50 C1 100 150 Tempo (min) C2 C3 200 250 C5 Figura 4.36. Curvas de distribuição de condensado obtida por variação aleatória na temperatura do banho reacional. Em um segundo momento, foi realizada a análise da influência da temperatura nas taxas de reação. Foram realizados três experimentos, a 160, 175 e 190ºC, mantendose todas as demais variáveis constantes. Utilizando-se um sistema de homogeneização do banho termostático, foram observadas variações de, no máximo, 1ºC ao longo de toda a reação. A Figura 4.37 contém o gráfico de distribuição de massa de água acumulada no tempo e a Figura 4.38 contém a curva de distribuição temporal da massa acumulada de etilenoglicol. A Figura 4.39, a Figura 4.40 e a Figura 4.41 contêm as distribuições de massas molares ao longo do tempo para cada reação separadamente, e a Tabela 4.41 reúne os valores de massa molar média. Com o objetivo de facilitar a visualização do efeito da temperatura, a Figura 4.42 e a Figura 4.43 estabelecem uma comparação entre as curvas de distribuição de massas molares obtidas ao final da etapa de esterificação e transesterificação, respectivamente. O aumento da temperatura levou ao aumento da taxa de reação, como pode ser observado pela maior taxa de remoção de água (subproduto da esterificação), pela acentuada diminuição dos picos de baixa massa molar e no deslocamento das curvas de distribuição para a região de massas molares mais altas. A curva de massa de água acumulada também indica que a reação se processa de forma mais rápida durante um dado período de tempo e, em seguida, ocorre majoritariamente a remoção de etilenoglicol por equilíbrio no gás de arraste, como observado na diminuição da 130 inclinação da curva. O aumento da temperatura também promoveu o maior arraste do etilenoglicol, uma vez que, quanto maior a temperatura, maior a fração de etilenoglicol na fase vapor. Influência da Temperatura na Evolução de Água 4,5 4,0 3,5 Massa (g) 3,0 2,5 2,0 1,5 1,0 0,5 0,0 0 50 100 150 Tempo (min) C7 - 160ºC 200 C8 - 175ºC 250 300 C6 - 190ºC Figura 4.37. Curvas de distribuição de água obtidas por variação na temperatura de reação mantendo-se a vazão de nitrogênio em 170 mL/min. Influência da Temperatura na Evolução de Etilenoglicol 7,0 6,0 Massa (g) 5,0 4,0 3,0 2,0 1,0 0,0 0 50 C7 - 160ºC 100 150 Tempo (min) C8 - 175ºC 200 C6 - 190ºC 250 300 EG Puro (175ºC) Figura 4.38. Curvas de distribuição de etilenoglicol obtidas por variação na temperatura de reação mantendo-se a vazão de nitrogênio em 170 mL/min. 131 C7 - 160ºC, 170 ml/min e 0,26% Sb 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) -0,2 315 min 615 min 375 min 675 min 435 min 735 min 495 min 795 min 555 min Figura 4.39. Curvas de distribuição de massa molar ao longo do tempo para a reação a 160 ºC. C8 - 175ºC, 170 ml/min e 0,26% Sb 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) -0,2 315 min 615 min 1,0E+02 375 min 675 min 435 min 735 min 495 min 795 min 555 min Figura 4.40. Curvas de distribuição de massa molar ao longo do tempo para a reação a 175 ºC. 132 C6 - 190ºC, 170 ml/min e 0,26% Sb 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 -0,2 255 min 555 min 1,0E+02 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) 315 min 615 min 375 min 675 min 435 min 735 min 495 min Figura 4.41. Curvas de distribuição de massa molar ao longo do tempo para a reação a 190 ºC. Influência da Temperatura - Final da Esterificação 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 -0,2 1,0E+01 1,0E+02 1,0E+03 1,0E+04 Massa Molar (Da) C6 - 190ºC, 170 ml/min, 0,26% Sb C8 - 175ºC, 170 ml/min, 0,26% Sb C7 - 160ºC, 170 ml/min, 0,26% Sb Figura 4.42. Curvas de distribuição de massa molar obtidas ao final da etapa de esterificação. 133 Influência da Temperatura - Final da Transesterificação 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 1,0E+02 -0,2 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) C6 - 190ºC, 170 ml/min, 0,26% Sb C8 - 175ºC, 170 ml/min, 0,26% Sb C7 - 160ºC, 170 ml/min, 0,26% Sb Figura 4.43. Curvas de distribuição de massa molar obtidas ao final da etapa de transesterificação. Tabela 4.41. Influência da temperatura na distribuição temporal de massas molares médias. C7 C8 C6 160 ºC, 170 mL/min 175 ºC, 170 mL/min 190 ºC, 170 mL/min Tempo Mw Tempo Mw Tempo Mw (min) (Da) (min) (Da) (min) (Da) Final Etapa 1 315 6,6*101 315 1,4*102 255 2,0*102 Início Etapa 2 375 5,4*101 375 1,4*102 315 1,5*102 435 6,3*101 435 1,4*102 375 1,8*102 495 7,6*101 495 1,4*102 435 2,1*102 555 1,6*102 555 3,4*102 495 1,5*103 615 3,3*102 615 1,2*103 555 3,5*103 675 5,6*102 675 2,4*103 615 4,7*103 735 9,0*102 735 3,2*103 675 5,2*103 795 1,2*103 795 3,9*103 735 5,7*103 Em seguida, analisou-se a influência da concentração de catalisador e seu momento de adição. Sabidamente, o óxido de antimônio (III) é um ótimo catalisador de 134 transesterificação, podendo também apresentar efeito catalítico em reações de esterificação. Estabeleceu-se, portanto, uma comparação entre uma reação em que foi adicionado catalisador a uma concentração de 0,52% (pSb/pFDCA), logo no início da reação, com uma em que o catalisador foi adicionado a uma concentração de 0,26% (pSb/pFDCA) apenas na segunda etapa (transesterificação). Sendo assim, durante a etapa de esterificação, uma reação apresentava óxido de antimônio (III), enquanto a outra apresentava apenas o efeito autocatalítico do diácido. A Figura 4.44 ilustra uma comparação entre os condensados recolhidos ao longo da etapa de esterificação, enquanto a Figura 4.45 demonstra as curvas de distribuição de massas molares ao final das duas etapas de polimerização. A observação das curvas de distribuição de massas molares obtidas ao final das duas etapas de polimerização, mostra que o aumento da concentração do catalisador levou a um deslocamento das distribuições para as regiões de mais alta massa molar. Contudo, esse efeito já era esperado, uma vez que a maior concentração de catalisador na etapa de transesterificação pode promover um aumento mais pronunciado nas massas molares. De forma mais interessante, analisando as massas de condensado registradas, percebe-se que o óxido de antimônio (III) apresentou efeito catalítico também na etapa de esterificação, como verificado pelo descolamento das curvas. Influência do Catalisador 8 Massa acumulada (g) 7 6 5 4 3 2 1 0 0 50 100 0,52% Cat 150 Tempo (min) 200 250 300 0,26% Cat Figura 4.44. Curvas de distribuição de condensado acumulado obtidas por variação na concentração de catalisador mantendo-se a temperatura a 175 ºC e vazão de N2 a 170 mL/min. 135 Influência do Catalisador 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 -0,2 1,0E+02 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) C4 - 175ºC, 170 ml/min, 0,52% Sb, 705 min C8 - 175ºC, 170 ml/min, 0,26% Sb, 735 min Figura 4.45. Curvas de distribuição de massa molar obtidas por variação na concentração de catalisador mantendo-se a temperatura a 175 ºC e vazão de N2 a 170 mL/min. Por fim, um experimento foi proposto de forma a verificar a influência da remoção de subprodutos na taxa de reação através da manipulação da vazão de gás de arraste. Assim, foi realizada uma reação na qual a vazão de nitrogênio foi praticamente dobrada, mantendo-se constantes e iguais todas as demais variáveis operacionais. A Figura 4.46 e a Figura 4.47 demonstram as comparações entre as curvas de distribuição temporal de massa acumulada de água e de etilenoglicol, respectivamente. A Figura 4.48 ilustra a evolução temporal das distribuições de massas molares para a reação realizada com vazão de nitrogênio de 330 mL/min. A Figura 4.49 e a Figura 4.50 apresentam a comparação entre as distribuições de massas molares ao final da etapa de esterificação e transesterificação, respectivamente, e a Tabela 4.42 compara os valores médios de massas molares. O incremento na vazão de gás de arraste levou ao aumento da remoção de etilenoglicol, o que era esperado, pois quanto maior a vazão, maior a remoção por equilíbrio termodinâmico e arraste. Contudo, houve também um aumento na taxa de esterificação, que pode ser verificado pela maior coleta de água (subproduto de reação), pelo deslocamento das curvas de distribuição para regiões de massas molares mais altas e pela diminuição do pico de compostos de baixas massas molares. Tal comportamento 136 é um forte indicativo de que a reação apresenta-se altamente limitada pela remoção de subprodutos; caso contrário, ao aumentar a vazão de gás de arraste seria observado apenas o aumento na remoção de etilenoglicol, permanecendo inalteradas a taxa de coleta de água e as distribuições de massas molares. Influência da Vazão de Nitrogênio na Evolução de Água 6,0 5,0 Massa (g) 4,0 3,0 2,0 1,0 0,0 0 50 100 150 Tempo (min) C8 - 170 ml/min 200 250 300 C10 - 330 ml/min Figura 4.46. Curvas de distribuição de água obtidas por variação na vazão de gás de arraste a 175 ºC. Influência da Vazão de Nitrogênio na Evolução de Etilenoglicol 12,0 10,0 Massa (g) 8,0 6,0 4,0 2,0 0,0 0 50 100 C8 - 170 ml/min 150 Tempo (min) 200 250 300 C10 - 330 ml/min Figura 4.47. Curvas de distribuição de etilenoglicol obtidas por variação na vazão de gás de arraste a 175 ºC. 137 C10 - 175ºC, 330 ml/min e 0,26% Sb 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) -0,2 315 min 615 min 1,0E+02 375 min 675 min 435 min 735 min 495 min 765 min 555 min Figura 4.48. Curvas de distribuição temporal das massas molares obtidas para a reação com maior vazão de gás de arraste. Influência da Vazão - Final da Esterificação 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 -0,2 1,0E+01 1,0E+02 1,0E+03 1,0E+04 Massa Molar (Da) C10 - 175ºC, 0,26% Sb, 330ml/min C8 - 175ºC, 0,26% Sb, 170 ml/min Figura 4.49. Curvas de distribuição de massa molar obtidas ao final da etapa de esterificação obtidas por variação na vazão de gás de arraste. 138 Influência da Vazão - Final da Transesterificação 1,0 Resposta Normalizada 0,8 0,6 0,4 0,2 0,0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) -0,2 C10- 175ºC, 0,26% Sb, 330 ml/min C8 - 175ºC, 0,26% Sb, 170 ml/min Figura 4.50. Curvas de distribuição de massa molar obtidas ao final da etapa de transesterificação de cada uma das reações. Tabela 4.42. Influência da vazão de N2 na distribuição temporal de massas molares médias. C8 C10 175ºC, 170 mL/min 175ºC, 330 mL/min Tempo Mw Tempo Mw (min) (Da) (min) (Da) 315 1,4*102 315 3,8*102 375 1,4*102 375 3,0*102 435 1,4*102 435 3,3*102 495 1,4*102 495 4,5*102 555 3,4*102 555 1,2*103 615 1,2*103 615 2,0*103 675 2,4*103 675 2,8*103 735 3,2*103 735 3,3*103 795 3,9*103 765 3,7*103 Final Etapa 1 Presença de gás de arraste Etapa 2 Ausência de gás de arraste 139 Analisando-se a curva de distribuição de massas molares ao final da etapa de transesterificação percebe-se uma enorme semelhança entre as distribuições para as reações processadas com maior e menor fluxo de nitrogênio. Uma vez que na etapa de transesterificação o fluxo é interrompido, percebe-se que a remoção de etilenoglicol realizada pelo abaixamento da pressão do sistema provavelmente também não é eficiente. A grande presença de etilenoglicol no meio reacional desloca o equilíbrio de reação no sentido contrário à obtenção do polímero, quebrando constantemente as cadeias de mais alta massa molar em cadeias menores. Como esse processo é estocástico, a quebra ocorre em diferentes pontos da cadeia, gerando aleatoriamente polímeros de diferentes massas molares. Isso, provavelmente, faz com que, mesmo partindo de distribuições molares muito distintas, como aquelas obtidas ao final da esterificação, as massas molares das duas reações se aproximem muito quando a reação fica submetida, por tempos suficientemente altos, a esse processo de síntese e quebra das moléculas do polímero. Por outro lado, as distribuições de diferentes reações tendem a ser tornar iguais quando são atingidas altas conversões. Contudo, como ilustrado na Tabela 4.43, nenhuma das reações foi realizada visando à obtenção de altas conversões. Assim, provavelmente, o processo de síntese e quebra dos polímeros é o responsável pela grande semelhança nas distribuições, o que mais uma vez corrobora a hipótese de que a reação de síntese do PEF se encontra limitada pela transferência de massa, mais especificamente pela remoção de subprodutos. Tabela 4.43. Comparação da conversão das reações através da massa de produtos condensados estimada pela estequiometria de reação. Estimado (g) Recolhido (subprodutos + EG em excesso) (g) (g) (%) C1 21,72 19,24 2,48 89 C3 21,71 19,73 1,98 91 C4 23,51 21,30 2,20 91 C5 21,75 18,56 3,18 85 C6 21,73 18,20 3,54 84 C7 21,74 16,99 4,75 78 C8 21,75 18,72 3,02 86 C10 21,72 18,03 3,68 83 Exp. Não recolhido Conversão 140 Capítulo V 5. Conclusões e Sugestões 5.1. Conclusões Os resultados expostos na presente dissertação constituem um avanço na compreensão da polimerização do poli(2,5-furanodicarboxilato de etileno), dos parâmetros que a afetam e das mudanças provocadas na cadeia do polímero quando copolimerizado. Os resultados obtidos evidenciam a grande sensibilidade à presença de oxigênio das reações de polimerização realizadas a partir do ácido 2,5-furanodicarboxílico, o que demanda que a atmosfera de reação seja mantida livre desse composto para minimizar as reações paralelas de oxi-termodegradação. Percebeu-se também que é indispensável que os subprodutos de reação sejam constantemente removidos do sistema para que as reações avancem. Assim, a adoção de um fluxo contínuo de gás inerte e/ou a redução da pressão do sistema mostram-se estratégias possíveis para garantir a ausência de oxigênio e a remoção de subprodutos. Mostrou-se ser possível a obtenção do poli(2,5-furanodicarboxilato de etileno) e seus copolímeros tanto por reações exclusivamente de esterificação, quanto por reações de esterificação seguida da transesterificação. Contudo, apesar da adoção de atmosfera inerte, foi constatada a sensibilidade do sistema também quanto a ocorrência de reações de termodegradação, percebidas pelo amarelamento dos produtos sintetizados. Resultados adicionais indicam que a reação não deve ser processada a temperaturas muito acima de 200 ºC, o que resulta na dificuldade de realizar a remoção do etilenoglicol, caso esta seja necessária. Ao serem realizadas reações estritamente de esterificação, a polimerização deverá ser preferencialmente realizada com a adição gradual de ácido 2,5-furanodicarboxílico, a fim de contornar problemas de homogeneização do meio reacional. Quando a reação for processada via transesterificação, é altamente indicada a redução da pressão do sistema, a fim de remover o etilenoglicol obtido como subproduto de reação. 141 A realização de um plano experimental permitiu a determinação da temperatura e da concentração ideais de catalisador quando a rota química escolhida é a transesterificação. A realização da polimerização a temperatura de 175 ºC e com 0,22% (pSb/pácido) levou à síntese do poli(2,5-furanodicarboxilato de etileno) com massas molares condizentes com o poli(tereftalato de etileno) e com pouco desenvolvimento de cor. Contudo, a polimerização em estufa é indispensável para o aumento das massas molares, o que era esperado, uma vez que esse tipo de reação é amplamente difundida na indústria do poli(tereftalato de etileno) para que seja possível a síntese de grades cadeias de alta massa molar. A utilização de monômeros obtidos por fontes renováveis, em substituição aos de origem petroquímica, na síntese do poli(2,5-furanodicarboxilato de etileno) não ocasionou diferenças significativas nas características do polímero, sendo observado apenas um maior escurecimento das resinas obtidas. Esse fenômeno provavelmente é associado a impurezas presentes no ácido 2,5-furanodicarboxílico de origem renovável, como subprodutos da oxidação do hidroximetilfurfural. Assim, pode-se afirmar que é plenamente viável tecnologicamente a produção do poli(2,5-furanodicarboxilato de etileno) a partir de fontes 100% renováveis, demandando apenas um maior esforço na purificação dos monômeros. Análises de microscopia eletrônica de varredura e de espalhamento de raios-X demonstraram que o poli(2,5-furanodicarboxilato de etileno) apresenta cristalinidade superior à do poli(tereftalato de etileno). Contudo, foi possível provar que com a adoção de comonômeros, como o 1,2-propanodiol e o glicerol, o polímero perde parte de sua característica cristalina, podendo inclusive assumir uma estrutura absolutamente amorfa. O estudo de copolimerização permitiu observar que a incorporação do 1,2-propanodiol e do glicerol às cadeias poliméricas do poli(2,5-furanodicarboxilato de etileno) também resulta em polímeros com características melhoradas de cor e, apesar de resultarem na queda da estabilidade térmica, não há prejuízo na aplicabilidade dos copolímeros, uma vez que todos se apresentaram estáveis acima de 300 ºC. Ao contrário do observado para o glicerol e 1,2-propanodiol, apesar da polimerização do 1,4-butanodiol com o ácido 2,5-furanodicarboxílico dar origem a polímeros com excelente maleabilidade, o poliéster mostra-se muito suscetível à degradação, sobretudo quando em atmosfera oxidativa, o que originou polímeros de coloração bastante escura, restringido muito o espectro de aplicações da resina. 142 Os poliésteres copolimerizados com glicerol e ácido succínico simultaneamente apresentam grande potencial de aplicação, uma vez que são bastante transparentes e com baixo amarelamento. Análises dínamo termo mecânicas indicam que, apesar do poli(2,5-furanodicarboxilato de etileno) e seus copolímeros apresentarem maior rigidez que o poli(tereftalato de etileno), o comportamento da constante de amortecimento foi muito semelhante entre eles até aproximadamente 70 ºC, temperatura na qual a mobilidade segmental de alguns copolímeros começa a se tornar expressiva. Assim, os copolímeros provavelmente apresentarão resistência ao impacto similar à do poli(tereftalato de etileno), a princípio, não restringindo seu uso na indústria de embalagens. Os resultados do estudo da cinética de reação comprovam que a polimerização do poli(2,5-furanodicarboxilato de etileno) é bastante sensível à temperatura de reação, à vazão de gás de arraste e à concentração e momento de adição de catalisador. De forma mais abrangente, percebeu-se que a polimerização é altamente limitada pela transferência de massa, mais especificamente pela remoção de subprodutos de reação. Assim, qualquer operação industrial que vise à obtenção do poliéster a altas taxas e com elevada eficiência deverá ter como principal parâmetro de controle operacional a taxa de remoção de subprodutos. 5.2. Sugestões para Trabalhos Futuros Diante do exposto, análises mais detalhadas dos mecanismos de reação e das distribuições de massas molares para o PEF e copolímeros devem ser realizadas, visando a uma melhor compreensão da síntese e das estruturas finais das cadeias poliméricas. Como pôde ser observado nos cromatogramas gerados pelas análises de GPC, as distribuições são largas e multimodais. O aumento das massas molares ao longo da reação fez com que toda a distribuição se deslocasse para massas molares mais altas e com que os picos relativos à baixa massa molar se tornem menos intensos. Tal comportamento é intrigante, uma vez que se esperava que as distribuições apresentassem apenas um pico, com índice de polidispersão próximo de 2, e que o avançar da reação promovesse o deslocamento uniforme de toda a distribuição para massas molares mais altas. 143 Ainda é necessário avançar no estudo dos reatores de polimerização e em suas metodologias operacionais, de forma a contornar a diminuição da transferência de massa ocasionada pelo aumento da viscosidade do meio reacional, garantindo que a remoção dos subprodutos de reação seja a mais eficiente possível. Visando avançar ainda mais com a polimerização, um caminho indispensável a ser trilhado é o estudo da polimerização em estado sólido das resinas sintetizadas a partir de monômeros obtidos de fontes renováveis, determinando a dependência das propriedades de interesse dos polímeros com os parâmetros de processo e com os diversos fenômenos de transferência de massa e energia intra e extra-partícula. Do ponto de vista do processamento dos poliésteres, ainda é necessário realizar um estudo detalhado das condições de extrusão, injeção e moldagem a sopro, uma vez que foi demonstrado que não ser possível realizar a “importação” direta das tecnologias comumente adotadas para o poli(tereftalato de etileno). O poli(2,5-furanodicarboxilato de etileno) e seus copolímeros apresentam uma faixa de operação, compreendida entre as transições térmicas e a degradação na presença de atmosfera oxidativa, mais estreita que o poli(tereftalato de etileno), o que abre caminho para o desenvolvimento de novos sistemas e metodologias de processamento. De forma igualmente necessária, é preciso realizar um estudo sobre a influência dos comonômeros na propriedade de barreira a gases apresentada por embalagens sintetizadas com as resinas, a fim de detectar sua real aplicabilidade nesse nicho de mercado em contínua expansão, mas amplamente dominado pelo poli(tereftalato de etileno). 144 Apêndice A A seguir são apresentados os termogramas de Calorimetria Exploratória Diferencial para o ácido 2,5-furanodicarboxílico e para os produtos das diversas reações realizadas ao longo do trabalho. Figura A.1. Termograma de DSC obtido para o FDCA. 145 Figura A.2. Termograma de DSC para o produto obtido no Exp. 1. Figura A.3. Termograma de DSC para o produto obtido no Exp. 2. 146 Figura A.4. Termograma de DSC para o produto obtido no Exp. 4. Figura A.5. Termograma de DSC para o produto obtido no Exp. 5. 147 Figura A.6. Termograma de DSC para o produto obtido no Exp. 6. Figura A.7. Termograma de DSC para o produto obtido no Exp. 8. 148 Figura A.8. Termograma de DSC para o produto obtido no Exp. 9. Figura A.9. Termograma de DSC para o produto obtido no Exp. 10. 149 Figura A.10. Termograma de DSC para o produto obtido no Exp. 11. Figura A.11. Termograma de DSC para o produto obtido no Exp. 12. 150 Figura A.12. Termograma de DSC para o produto obtido no Exp. 13. Figura A.13. Termograma de DSC para o produto obtido no Exp. 16. 151 Figura A.14. Termograma de DSC para o produto obtido no Exp. 17. Figura A.15. Termograma de DSC para o produto obtido no Exp. 18. 152 Figura A.16. Termograma de DSC para o produto obtido no Exp. 19. Figura A.17. Termograma de DSC para o produto obtido no Exp. 21. 153 Figura A.18. Termograma de DSC para o produto obtido no Exp. 23. Figura A.19. Termograma de DSC para o produto obtido no Exp. 24. 154 Figura A.20. Termograma de DSC para o produto obtido no Exp. 25. Figura A.21. Termograma de DSC para o produto obtido no Exp. 26. 155 Figura A.22. Termograma de DSC para o produto obtido no Exp. 27. Figura A.23. Termograma de DSC para o produto obtido no Exp. 28. 156 Figura A.24. Termograma de DSC para o produto obtido no Exp. 29. Figura A.25. Termograma de DSC para o produto obtido no Exp. 30. 157 Apêndice B A seguir são apresentados os termogramas de Análise Termogravimétrica para os produtos de reação obtidos nas unidades experimentais 1, 2, 3 e 4. Figura B.1. Termograma de TGA para o produto obtido no Exp. 1. 158 Figura B.2. Termograma de TGA para o produto obtido no Exp. 2. 159 Figura B.3. Termograma de TGA para o produto obtido no Exp. 3. 160 Figura B.4. Termograma de TGA para o produto obtido no Exp. 4. 161 Figura B.5. Termograma de TGA para o produto obtido no Exp. 5. 162 Figura B.6. Termograma de TGA para o produto obtido no Exp. 6. 163 Figura B.7. Termograma de TGA para o produto obtido no Exp. 7. 164 Figura B.8. Termograma de TGA para o produto obtido no Exp. 8. 165 Figura B.9. Termograma de TGA para o produto obtido no Exp. 9. 166 Figura B.10. Termograma de TGA para o produto obtido no Exp. 10. 167 Figura B.11. Termograma de TGA para o produto obtido no Exp. 11. 168 Apêndice C A seguir são apresentadas as curvas de distribuição de massas molares para a amostra de PET comercial e para os produtos de reação obtidos no segundo estudo de copolimerização, no estudo da polimerização do 1,4-butanodiol e no terceiro estudo de copolimerização. PET Comercial 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 Massa Molar (Da) Figura C.1. Curva de distribuição de massas molares para a amostra de poli(tereftalato de etileno) comercial. 169 Exp 23 - 5% IPG Resposta Normalizada 1 0,8 0,6 0,4 0,2 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 1,0E+07 Massa Molar (Da) Estado Fundido Estufa Figura C.2. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 23. Exp 24 - 10% IPG Resposta Normalizada 1 0,8 0,6 0,4 0,2 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 Massa Molar (Da) Estado Fundido Estufa 1,0E+08 Figura C.3. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 24. 170 Exp 25 - 5% GLY Resposta Normalizada 1 0,8 0,6 0,4 0,2 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 Massa Molar (Da) Estado Fundido Estufa 1,0E+08 Figura C.4. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 25. Exp. 27 - 1,4-BG; 195 ºC; 0,26% pSb/pFDCA 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 1,0E+08 Massa Molar (Da) Estado Fundido Estufa 1,0E+10 1,0E+12 Figura C.5. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 27. 171 Exp. 28 - 1,4-BG; 175 ºC; 0,26% pSb/pFDCA 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 Massa Molar (Da) Estado Fundido Estufa 1,0E+08 Figura C.6. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 28. Exp. 29 - 1,4-BG; 175 ºC; 0,40% pSb/pFDCA 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 1,0E+07 Massa Molar (Da) Estado Fundido Estufa Figura C.7. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 29. 172 Exp. 30 - PEF; 175 ºC; 0,26% pSb/pFDCA 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 Massa Molar (Da) Estado Fundido Estufa 1,0E+08 Figura C.8. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 30. Exp. 31 - 5% GLY, 5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 1,0E+07 Massa Molar (Da) Estado Fundido Estufa Figura C.9. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 31. 173 Exp. 32 - 5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 Massa Molar (Da) Estado Fundido Estufa 1,0E+06 Figura C.10. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 32. Exp. 33 - 2,5% GLY, 5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 1,0E+07 Massa Molar (Da) Estado Fundido Estufa Figura C.11. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 33. 174 Exp. 34 - 2,5% GLY, 2,5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 Massa Molar (Da) Estado Fundido Estufa Figura C.12. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 34. Exp. 35 - 5% GLY, 2,5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 Massa Molar (Da) Estado Fundido Estufa Figura C.13. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 35. 175 Exp. 36 - 2,5% AS 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 Massa Molar (Da) Estado Fundido Estufa Figura C.14. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 36. Exp. 37 - 5% GLY 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+01 1,0E+02 1,0E+03 1,0E+04 1,0E+05 1,0E+06 Massa Molar (Da) Estado Fundido Estufa Figura C.15. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 37. 176 Exp. 38 - 2,5% GLY 1 Resposta Normalizada 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 1,0E+00 1,0E+02 1,0E+04 1,0E+06 1,0E+08 Massa Molar (Da) Estado Fundido Estufa Figura C.16. Curvas de distribuição de massas molares para os produtos obtidos após a polimerização em estado fundido e após a polimerização em estufa no Exp. 38. 177 Referências Bibliográficas ABID, M., KAMOUN, W., EL GHARBI, R., et al., 2008, “Copolyesters Containing Terephthalic and Bio-Based Furanic Units by Melt-Polycondensation”, Macromolecular Materials and Engineering, v. 293, pp. 39-44. ABID, S., MATOUSSI, S., EL GHARBI, R., et al., 2006, “A preliminary Study of Polyureas and Poly(parabanic acid)s Incorporating Furan Rings”, Polymer Bulletin, v. 57, pp. 43-50. AHARONI, S. M., 1998, “The Cause of the Grey Discoloration of PET Prepared by the Use of Antimony-Catalysts”, Polymer Engineering and Science, v. 38, pp. 10391047. ANÔNIMO, 2002, D 882: Standard Test Method for Tensile Properties of Thin Plastic Sheeting, United States of America, ASTM – American Society for Testing and Materials. ANÔNIMO, 2003a, D 638: Standard Test Method for Tensile Properties of Plastics, United States of America, ASTM – American Society for Testing and Materials. ANÔNIMO, 2003b, D 4703: Standard Practice for Compression Molding Thermoplastic Materials into Test Specimens, Plaques, or Sheets, United States of America, ASTM – American Society for Testing and Materials. ANÔNIMO, 2010, “Indústria do PET no Brasil: Mercado, Perspectivas, Reciclagem”, ABIPET (Associação Brasileira da Indústria do PET), Disponível em: http://www.abipet.org.br/UserFiles/File/Site%201.pdf. Acesso em 04 de jul. 2012. BASTIOLI, C., BORSOTTI, G., CAPUZZI, L., et al., 2011, “Aliphatic-aromatic Biodegradable Polyester”, Patente nº US20110071238. 178 BASTIOLI, C., BORSOTTI, G., CAPUZZI, L., et al., 2012, “Biodegradable AliphaticAromatic Polyester”, Patente nº US2012220680. BASTIOLI, C., RALLIS, A., 2011, “Biodegradable Polyester, Preparation Process Thereof and Products Comprising Said Polyester”, Patente nº US20110020660. BAUMHARDT NETO, R., 2007, “Raio X”. In: Canevarolo, S. V., Técnicas de caracterização de polímeros, 2ª ed., São Paulo, Brasil, Artliber. BÉDOUI, F., GUIGON, M., 2010, “Linear Viscoelastic Behavior of Poly(Ethylene Terephtalate) Above Tg Amorphous Viscoelastic Properties Vs Crystallinity: Experimental and Micromechanical Modeling”, Polymer, v. 51, pp. 5229-5235. BELGACEM, M. N., GANDINI, A., 2009, Monomers, Polymers and Composites from Renewable Resources. 1ª ed., USA, Elsevier. BENECKE, H.P., KAWCZAK, A.W., GARBARK, D.B., 2008, “Furanic-Modified Amine-Based Curatives”, Patente nº US2008207847. BENGS, H., SCHOENFELD, A., BOEHM, G., et al., 2002, “Biodegradable Polymers Based on Natural and Renewable Raw Materials Especially Isosorbite”, Patente nº US6342300. CHARBONNEAU, L. F., JOHNSON, R. E., WITTELER, H. B., et al., 1999, “Polyesters Including Isosorbide as a Comonomer and Methods for Making Same”, Patente nº US5959066. CHARBONNEAU, L. F., JOHNSON, R. E., WITTELER, H. B., et al., 2000b, “Isosorbide Containing Polyesters and Methods for Making Same”, Patente nº US6063464. CHARBONNEAU, L. F., KHANARIAN, G., JOHNSON, R. E., et al., 2000a, “Polyester Fiber and Methods for Making the Same”, Patente nº US6063495. 179 CHARTOFF, R. P., MENCZEL, J. D., DILLMAN, S. H., 2009, “Dynamic Mechanical Analysis (DMA)”. In: MENCZEL, J. D., PRIME, R. B. (eds), Thermal Analysis of Polymers: Fundamentals and Applications, 1ª ed., capítulo 5, USA, John Wiley & Sons, Inc. CHEN, G., PATEL M. K., 2012, “Plastics Derived from Biological Sources: Present and Future: A Technical and Environmental Review”, Chemical Reviews, v. 112, pp. 2082–2099. CHEN, J., WU, J., 2008, “Method for Preparing Polyethylene Terephthalate Succinic Acid Ester Copolymers”, Patente nº CN101125915. CIOLACU, C. F. L., CHOUDHURY, N. R., DUTTA, N. K., 2006, “Colour Formation in Poly(ethylene terephthalate) During Melt Processing”, Polymer Degradation and Stability, v. 91, pp. 875-878. CRISTEA, M., IONITA, D., SIMIONESCU, B. C., 2010, “A New Insight in the Dynamo-Mechanical Behavior of Poly(Ethylene Terephthalate)”, European Polymer Journal, v. 46, pp 2005-2012. DAIS, V. A., 1992, “Photodegradable Polymers of Furan Derivatives”, Patente nº US5164420. DE JONG, E., DAM, M. A., SIPOS, L., et al., 2012, “Furandicarboxylic Acid (FDCA), A Versatile Building Block for a Very Interesting Class of Polyesters”. In: SMITH, P, et al. (eds), Biobased Monomers, Polymers, and Materials, ACS Symposium Series, American Chemical Society: Washington, USA. DIAS, M. L., S., Alexandre P. F., 2001, “Extensão de Cadeia em Poli(Naftalato de Etileno) pelo Fosfito de Trifenila”, Polímeros: Ciência e Tecnologia, v. 11, pp. 102-108. 180 DU, P., XUE, B., SONG Y., et al., 2010, “Fracture surface characteristics and impact properties of poly(butylene terephthalate)”, Polymer Bulletin, v. 64, pp. 185–196. DUH, B.J., 2001, “Solid-State Polymerization of Poly(ethylene terephthalate)”, Journal of Applied Polymer Science, v. 81, pp. 1748-1761. EERHART, A. J. J. E., FAAIJ, A. P. C., Patel, M. K., 2012, “Replacing fossil based PET with biobased PEF; process analysis, energy and GHG balance”, Energy & Environmental Science, v. 5, pp. 6407–6422. ERITATE, S., 2010, “Polyester Resin, Method of Producing the Same, Composition for Molded Article and Molded Article”, Patente nº US20100174044. ERITATE, S., MIURA, T., KOMURO, T., et al., 2012, “Polyester Resin, Method of Producing the Resin, and Molding Product”, Patente nº US20120065356. EVANGELISTA, V. F., 2010, Modelagem e Simulação do Processo Industrial de Polimerização em Estado Sólido do Poli(Tereftalato de Etileno) e do Nylon 66. Tese de D.Sc., Universidade Federal do Rio de Janeiro, COPPE, Rio de Janeiro, RJ, Brasil. FRANKE, O., RICHTER, O., 2012, “Process for Manufacturing Esters of 2,5Furandicarboxylic Acid”, Patente nº WO2012101015. GANDINI, A., BELGACEM, N.M., 1998, “Recent Advances in the Elaboration of Polymeric Materials Derived from Biomass Components”, Polymer International, v. 47, pp. 267-276. GANDINI, A., COELHO, D., GOMES, M., et al., 2009, “Materials from Renewable Resources Based on Furan Monomers and Furan Chemistry: Work in Progress”, Journal of Materials Chemistry, v. 19, pp. 8656–8664. 181 GANDINI, A., SILVESTRE, A.J.D., PASCOAL NETO, C., et al., 2008, “The Furan Counterpart of Poly(ethylene terephthalate): An Alternative Material Based on Renewable Resources”, Polymer Chemistry, v. 47, pp. 295-298. GERMROTH, T. C., TURNER, S. R., TREECE, L. C., 2005, “Method for Making Isosorbide Containing Polyesters”, Patente nº US6914120. GOMES, M. D., 2009, Síntese de Poliésteres a Partir do Ácido 2,5- Furanodicarboxílico. Dissertação de M.Sc., Universidade de Aveiro, Aveiro, Portugal. GOMES, M., GANDINI, A., SILVESTRE, A. J. D., et al., 2011, “Synthesis and Characterization of Poly(2,5-furan dicarboxylate)s Based on a Variety of Diols”, Journal of Polymer Science Part A: Polymer Chemistry, v. 49, pp. 3759–3768. GOWARIKER, V., VISWANATHAN, N., SREEDHAR, J., 1986, Polymer Science. 1ª ed., India, New Age International (P)Limited, Publishers. GRASS, M., BECKER, H. G., 2012b, “2,5-furan Dicarboxylate Derivatives, and Use Thereof as Plasticizers”, Patente nº US20120220507. GRASS, M., BECKER, H. G., 2012a, “2,5-furan Dicarboxylates Comprising Isodecanols, and Use Thereof”, Patente nº US20120202725. GROSSHARDT, O., FEHRENBACHER, U., KOWOLLIK, K., et al., 2009, “Synthesis and Properties of Polyester and Polyamide based on Furan 2,5-dycarboxylic acid”, Chemie Ingenieur Technik, v. 81, pp. 1829- 1835. HENRY, C.M., SCHNEIDER, J.T., KAWCZAK, A.W., et al., 2008, “Binder Formulations Utilizing Furanic Components”, Patente nº US2008207795. HOHEISEL, K., JENIK, G., SEIFRIED, W., 1975, “Process for the Preparation of a Polyamide”, Patente nº US3873503. 182 HOLLAND, B. J., HAY, J. N., 2002, “The Thermal Degradation of PET and Analogous Polyesters Measured by Thermal Analysis-Fourier Transform Infrared Spectroscopy”, Polymer, v. 43, pp. 1835-1847. JIANG, M., LIU, Q., ZHANG, Q., et al., 2012, “A Series of Furan-Aromatic Polyesters Synthesized via Direct Esterification Method Based on Renewable Resources”, Journal of Polymer Science Part A: Polymer Chemistry, v. 50, pp. 1026–1036. KARAGIANNIDIS, P. G., STERGIOU, A. C., KARAYANNIDIS, G. P., 2008, “Study of crystallinity and thermomechanical analysis of annealed poly(ethylene terephthalate) films”, European Polymer Journal, v. 44, pp. 1475–1486. KHANARIAN, G., CHARBONNEAU, L. F., KITCHENS, C., et al., 1999, “Polyester Film and Methods for Making Same”, Patente nº US5958581. KING II, J. L., KAWCZAK, A. W., BENECKE, H. P., et al., 2008, “Polyester Polyols Derived from 2,5-furandicarboxylic Acid, and Method”, Patente nº US2008081883. KOOPMAN, F., WIERCKX, N., H. DE WINDE, J., et al., 2010, “Efficient whole-cell biotransformation of 5-(hydroxymethyl)furfural into FDCA, 2,5- furandicarboxylic acid”, Bioresource Technology, v. 101, pp. 6291–6296. KORSHAK, V. V., VINOGRADOVA, S. V., 1968, “Dependence of Thermal Stability of Polymer on Their Chemical Structure”, Russian Chemical Reviews, v. 37, pp. 885-906. LECOMTE, J., FINIELS, A., MOREAU, C., 1999, “A new selective route to 5hydroxymethylfurfural from furfural and furfural derivatives over microporous solid acidic catalysts”, Industrial Crops and Products, v. 9, pp. 235-241. 183 LILGA, M. A., HALLEN, R. T., GRAY, M., 2010, “Production of Oxidized Derivatives of 5-Hydroxymethylfurfural (HMF)”, Topics in Catalysis, v. 53, pp.1264–1269. LUCAS, E.F., SOARES, B.G., MONTEIRO, E., 2001, Caracterização de Polímeros. 1ª ed. Rio de Janeiro, Brasil, E-Papers. MA, J., PANG, Y., WANG, M., et al., 2012a, “The copolymerization reactivity of diols with 2,5-furandicarboxylic acid for furan-based copolyester materials”, Journal of Materials Chemistry, v. 22, pp. 3457–3461. MA, J., YU, X., XU, J., et al., 2012b, “Synthesis and crystallinity of poly(butylene 2,5furandicarboxylate)”, Polymer, v. 53, pp. 4145-4151. MACDONALD, W. A., 2002, “New advances in poly(ethylene terephthalate) polymerization and degradation”, Polymer Internacional, v. 51, pp. 923-930. MACHADO, L. D. B., MATOS, J. R., 2007, “Análise Térmica Diferencial e Calorimetria Exploratória Diferencial”. In: CANEVAROLO, S. V. (ed), Técnicas de Caracterização de Polímeros, 2ª ed., São Paulo, Brasil, Artliber. MALET, F., LE, G., JOUANNEAU, J., 2012, “Block Copolymer Derived from Renewable Materials and Method for Making Such Block Copolymer”, Patente nº US8231950. MATSUDA, K., MATSUHISA, H., HORIE, H., et al., 2012, “Polymer Compound and Method of Synthesizing the Same”, Patente nº US8143355. MENARD, K. P., 2008, Dynamic Mechanical Analysis: A Practical Introduction. 2ª ed. Boca Raton, USA, CRC Press. 184 MITCHELL, B. S., 2003, An Introduction to Materials Engineering and Science for Chemical and Materials Engineers. 1ª ed. New Jersey, USA, John Wiley & Sons, Inc. MITIAKOUDIS, A., GANDINI A., 1989, “Poly(p-phenylene-2,5-furandicarbonamide), Anisotropic Solution, Filament, Film Thereof”, Patente nº US4806623. MONTENEGRO, R. S. P., FILHA, D. C. M.., PAN, S. S. K., et al., 1996, “Resina PET para recipientes”, BNDES, n° 4, http://www.bndespar.com.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/ Arquivos/conhecimento/bnset/repet8.pdf. Acesso em Out. 2011. MOORE, J. A., KELLY, J. E., 1978, “Polyesters Derived from Furan and Tetrahydrofuran Nuclei”, Macromolecules, v. 11, pp. 568-573. NUNES, E. C., AGNELLI, J. A., ROSSI, R. A., 1998, “Poli(Etileno Naftalato) – PEN: Uma Revisão do seu Histórico e as Principais Tendências de sua Aplicação Mundial”, Polímeros: Ciência e Tecnologia, v. 8, pp. 55-67. ODIAN, G., 2004, Principles of Polymerization. 4ª ed. New Jersey, USA, John Wiley & Sons. OKADA, M., TACHIKAWA, K., AOI, K., 2007, “Biodegradable Polymers Based on Renewable Resources .2. Synthesis and Biodegradability of Polyesters Containing Furan Rings”, Journal of Polymer Science Part A: Polymer Chemistry, v. 35, pp. 2729-2737. OLIVEIRA, J. A., 2006, Oligomerização e Policondensação em Estado Fundido do Poli(tereftalato de etileno) – Estudo Experimental e de Modelagem da Curva de Distribuição de Pesos Moleculares. Tese de D.Sc., Universidade Federal do Rio de Janeiro, COPPE, Rio de Janeiro, RJ, Brasil. 185 PERSSON, P., SÖRENSEN, K., LUNDMARK, S., 2012, “Unsaturated Oligio or Polyester”, Patente nº WO2012005648. RABELLO, M. S., WELLEN, R. M. R., 2008, “Estudo da Cristalização a Frio do Poli (tereftalato de etileno) (PET) para Produção de Embalagens”, Revista Eletrônica de Materiais e Processos, v. 3, pp. 1-9. RAVVE, A., 2000, Principles of Polymers Chemistry. 2ª ed. New York, USA, Kluwer Academic/ Plenum Publishers. REEBU, R., SHIYOOBERU, B., 1986, “Bridgeable Polymer Based on Unsaturated Esterr of Furanic Acid, Manufacture and Use for Coating Material”, Patente nº JP61215609. REIS, B. M. A., 2009, Síntese de Poliésteres Derivados do Ácido 2,5Furanodicarboxílico e de Dióis Naturais. Dissertação de M. Sc., Universidade de Aveiro, Aveiro, Portugal. REYNOLDS, J. R., WALCZAK, R. M., 2010, “Catalyst Free Polymerization of 3,4alkylenedioxypyrrole and 3,4-alkylenedioxyfuran”, Patente nº US7649076. ROMÃO, W., SPINACÉ, M. A. S., DE PAOLI, M., 2009, “Poli(Tereftalato de Etileno), PET: Uma Revisão Sobre os Processos de Síntese, Mecanismos de Degradação e sua Reciclagem”, Polímeros: Ciência e Tecnologia, vol. 19, pp. 121-132. ROSU, R.F., SHANKS, R.A., BHATTACHARYA, S.N., 1999, “Synthesis and Characterisation of Branched Poly(ethylene terephthalate)”, Polymer International, v. 42, pp. 267-275. SASANUMA, Y., 2009, “Conformational Characteristics, Configurational Properties, and Thermodynamic Characteristics of Poly(ethylene terephthalate) and Poly(ethylene-2,6-naphthalate)”, Macromolecules, v. 42, pp. 2854-2862. 186 SASANUMA, Y., SUZUKI, N., 2009, “Influence of Weak Attractive Interactions on Structures and Properties of Poly(trimethylene terephthalate)”, Macromolecules, v. 42, pp. 7203-7212. SCHUCHARDT, U., RIBEIRO, M. L., GONÇALVES, A. R., 2001, “A indústria petroquímica no próximo século: como substituir o petróleo como matériaprima?”, Química Nova, v. 24, pp. 247-251. SILVERSTEIN, R. M., WEBSTER, F. X., KIEMLE, D. J., 2006, Identificação espectrométrica de compostos orgânicos. 7ª ed. New York, USA, LTC. SIPOS, L., 2011, “Process for Preparing a Polymer Having a 2,5-furandicarboxylate Moiety within the Polymer Backbone and such (Co)polymers”, Patente nº US2011282020. SIPOS, L., OLSON, M. L., 2012, “Process for the Depolymerization of a Furandicarboxylate Containing Polyester”, Patente nº WO2012091573. SOARES JR., A. B., 2010, Produção do poli(tereftalato de etileno) modificado com glicerol e derivados. Dissertação de M.Sc., Universidade Federal do Rio de Janeiro, COPPE, Rio de Janeiro, RJ, Brasil. STORBECK, R., BALLAUFF, M., 1993, “Synthesis and properties of polyesters based on 2,5-furandicarboxylic acid and 1,4:3,6-dianhydrohexitols”, Polymer, v. 34, pp. 5003-5006. TAKASHI, M., AKIO, M., HIROSHI, S., et al., 2001a, “Biodegradable Polyester”, Patente nº JP2001098061. TAKASHI, M., AKIO, M., HIROSHI, S., et al., 2001b, “Method for Producing Biodegradable Polyester, Patente nº JP2001081165. 187 TOYODA, T., KAWAMATA, M., OSAWA, M., ITOH, M., MIZUTANI, K., KÔNO, M., 1983, “Process for the Preparation of Polyamide Compounds by the Reaction of Polycarboxylic Acids with Diisocianates in the Presence of at Least one Mono-alkali Metal Salt of Dicarboxylic Acid”, Patente nº US4395531. TSAI, Y., TAI, C.H., TSAI, S.J., TSAI, F.J., 2008, “Shape Memory Effects of Poly(ethylene terephthalate-co-ethylene succinate) Random Copolymers”, European Polymer Journal, v. 44, pp. 550-554. VRIESEMA, B. K., MINIACI, F., 1989, “Aromatic Polyester”, Patente nº US4876327. WERPY, T., PETERSEN, G., (eds), 2004, “Top Value Added Chemicals from Biomass”, US Department of Energy (USDOE). Disponível em: http://www1.eere.energy.gov/biomass/pdfs/35523.pdf. Acesso em: 12 de Set. 2011. WU, L., MINCHEVA, R., XU, Y., et al., 2012, “High Molecular Weight Poly(butylene succinate-co-butylene Polycondensation furandicarboxylate) Reaction to Copolyesters: From Thermomechanical Catalyzed Properties”, Biomacromolecules, v. 13, pp. 2973−2981. YANG, J., XIA, Z., KONG, F., et al., 2010, “The Effect of Metal Catalyst on the Discoloration of Poly(ethylene terephthalate) in Termo-oxidative Degradation”, Polymer Degradation and Stability, v. 95, pp. 53-58. 188
Baixar