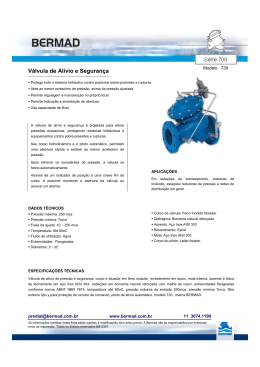
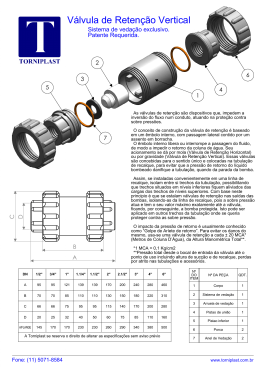
VÁLVULAS DE SEGURANÇA 1 - OBJETIVO Este manual visa desmistificar e esclarecer dúvidas em relação às Válvulas de Segurança, facilitando o trabalho em campo dos Operadores de Caldeiras e Vasos de Pressão, garantindo uma operação adequada, segura e de baixo custo, possibilitando uma maior vida útil, com máxima disponibilidade do equipamento em virtude de redução de quebras e falhas inesperadas, através de uma manutenção adequada realizada por pessoal qualificado, baseada nas Normas Técnicas pertinentes. 2 - INTRODUÇÃO As unidades industriais de processo, como por exemplo usinas de açúcar e álcool, indústrias alimentícias, produtos químicos, refinarias de petróleo e plantas petroquímicas, bem como sistemas de geração de vapor, estão sujeitas a elevações anormais de pressão em equipamentos e tubulações, devidas a reações químicas, bloqueio indevido na descarga de bombas ou compressores, falhas nos sistemas de utilidades, fogo externamente aos equipamentos, etc. Essas elevações de pressão eventualmente não são controladas pelos meios normais de controle e podem causar danos às instalações e pessoas. Para protegê-los são empregados dispositivos que aliviam os excessos de pressão, acionados automaticamente pela própria pressão atuante. Dentre os dispositivos existentes, existem as válvulas de segurança e de alívio. Válvulas de segurança e alívio, são dispositivos automáticos e de ação rápida, movimentados por mola, que aliviam os excessos de pressão, retornando a sua posição inicial assim que a pressão interna é reduzida a valores pré estabelecidos, proporcionando uma boa vedação. As válvulas de segurança são projetadas a fim de garantir a segurança dos equipamentos, com máxima eficiência e menor custo operacional e de manutenção, para tanto a escolha da válvula certa para cada condição de trabalho é fundamental e deve ser feita por pessoal qualificado. As diferenças básicas entre válvulas de segurança e alívio estão na tabela abaixo: Característica Fluido Castelo Válvula de segurança Vapores e gases Válvula de alÍvio Líquidos Normalmente aberto Fechado Sistema fechado Descarga Sistema aberto Orifício Padronizado Pequena a isenta Contrapressão Não padronizado Variável A figura 1 ilustra as partes principais de uma válvula de segurança e os materiais construtivos. Fig.1 – Válvula de segurança em corte Item 20 19 18 17 16 15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 Qtde. 02 02 01 01 01 01 01 01 02 01 01 02 01 01 01 01 01 01 01 01 Denominação Material Lacre Chumbo Arame do lacre Aço inox Capuz Aço carbono Junta do capuz Não Asbesto Porca do paraf. regulagem Aço carbono Parafuso regulador Aço inox 304 Castelo Aço carbono Mola Aço carbono Suporte da mola Aço carbono Cupilha Aço inox Haste Aço inox 304 Junta da guia Não Asbesto Guia ASTM A297 – Gr. HE Fole Aço inox 316 L Suporte do disco Aço inox 304 Disco Aço inox 304 Paraf. trava do anel Aço inox 304 Anel do bocal Aço inox 304 Bocal Aço inox 304 Corpo Aço carbono fundido Os materiais utilizados pelos fabricantes normalmente são padronizados, salvo em condições específicas, onde o fluido de operação é corrosivo, exigindo um material mais resistente. O disco e o bocal são partes mais submetidas aos fluidos corrosivos e devem ser portanto mais resistentes à corrosão. Geralmente especifica-se aços inoxidáveis para o disco e o bocal. Quando a válvula trabalha com fluidos muito corrosivos as partes internas expostas ao fluido, ou mesmo toda a válvula, devem ser de materiais muito resistentes, como inox AISI 316, Monel, Hastelloy, etc. Os foles são sempre de AISI 316L. Nas válvulas construídas inteiramente em ligas especiais, como Monel, os foles também são destes materiais especiais. As molas são fabricadas em aço carbono, para serviços abaixo de 230ºC, e de aço ao Tungstênio (8,75 a 9,75%W) para temperatura acima de 230ºC. Para fluidos corrosivos as molas são revestidas com cádmio, niquel ou alumínio. Eventualmente são fabricadas molas em ligas especiais como o Iconnel ou Hastelloy. Para baixas temperaturas usam-se molas de AISI-304. Para trabalho em baixa temperatura as partes das válvulas de segurança submetidas a tensões, como o corpo, devem ser de materiais resistentes ao impacto. Normalmente utilizam-se aços inoxidáveis. A preocupação em especificar os materiais que estarão em contato com o processo ou os que estarão em contato com os sistema de descarga estão sucetíveis a ter sérios problemas corrosão no lado da descarga da válvula. O dimensionamento das válvulas de segurança baseia-se na determinação da área de passagem por onde escoará o fluido submetido a pressão. Para determinar o diâmetro do orifício de passagem, o projetista, primeiramente determina as condições para as quais a proteção contra sobressão é requerida, em seguida verifica as ocorrências mais críticas, ou seja, aquelas que geram uma maior taxa de fluxo pela válvula e utilizando equações apropriadas (API 526), calcula a área efetiva do bocal necessária para eliminar a taxa fluxo requerida. A escolha da válvula, independente do fabricante é selecionada a partir do orifício e da pressão de abertura. 2.1. DEFINIÇÕES Pressão Máxima de Trabalho Admissível (PMTA): é o maior valor de pressão com o código de projeto, a resistência dos materiais utilizados, as dimensões do equipamento e seus parâmetros operacionais, enfim, é a maior pressão a que o equipamento pode ser submetido. Pressão de Operação: é a pressão a qual o equipamento está sujeito durante sua operação. Deve ser mantida uma margem, normalmente de no mínimo 10% entre a PMTA e a pressão de operação. Pressão de Ajuste: é a pressão na qual a válvula de segurança abre na temperatura ambiente sem contrapressão. Pressão de Abertura: é a pressão na qual a válvula inicia sua abertura nas condições de serviço. Pressão de Fechamento: é a pressão em que a válvula fecha. Contrapressão: é a pressão a jusante da válvula. Curso: é o deslocamento do disco da sede até a posição aberta. 2.2. INSTALAÇÃO A instalação de válvulas de segurança, deve ser sempre na posição vertical, e ligada o mais diretamente possível ao equipamento. A tubulação de entrada deve ter o mesmo diâmetro da conexão de entrada da válvula, e a tubulação de saída deve ter diâmetro maior ou igual a conexão de saída da válvula. Quando duas ou mais válvulas forem instaladas em um mesmo equipamento, estas poderão ser instaladas separadamente ou sobre uma base “Y”, as tubulações de descarga devem ser o mais direta possíveis, evitando-se curvas e mantendo o alinhamento entre elas, sempre lançando o fluido para fora do ambiente de trabalho. Quando houver silenciadores, os mesmos deverão ser projetados de forma a não produzirem contrapressão capaz de afetar a operação e a capacidade das válvulas de segurança. Os suportes das tubulações de descarga deverão ser livres, a fim de absorver os movimentos provenientes das tensões de abertura e dilatações térmicas. As válvulas de segurança nunca devem ser consideradas como acessório de controle ou operação normal. O equipamento deverá possuir outros meios para controlar a magnitude da pressão de operação de modo a não afetar a integridade do equipamento, cabendo às válvulas de segurança agirem somente quando ocorrer a falha de algum destes meios de controle. As válvulas não devem ser bloqueadas em operação, no caso excepcional de instalação de válvulas de bloqueio antes ou depois da válvula de segurança, estes devem possuir artifícios que garantam sua operação sem bloqueio inadvertido, como por exemplo cadeados ou lacres. Em caldeiras que possuam superfície de aquecimento superior a 47 m², torna-se obrigatório o uso de duas ou mais válvulas de segurança, conforme ASME. 2.3. FUNCIONAMENTO E OPERAÇÃO O funcionamento das válvulas de segurança baseia-se no equilíbrio entre a força da mola, que empurra o disco de vedação contra o bocal e a pressão do fluido aplicada contra o disco de vedação. Em condições normais, a força da mola é superior à ação da pressão contra o disco, e a válvula se mantém fechada. Quando a pressão no equilíbrio ultrapassa a pressão de operação e atinge a pressão de abertura há um equilíbrio entre a força da mola e a pressão atuante sob o disco, e a válvula abre. O disco é deslocado para cima, permitindo o fluxo pelo bocal, através das sedes do disco e do bocal e daí para a descarga da válvula. O aumento na pressão do equipamento, além da pressão de abertura, causa a elevação do disco até que este atinja o curso máximo. A válvula deve ter uma área de passagem suficiente para aliviar todo o fluxo e evitar aumento da pressão acima dos valores estabelecidos em projeto. Após a descarga e aliviado o excesso de pressão, haverá fechamento quando a força da mola equilibrar a pressão atuando na área do disco. A força da mola, e em conseqüência a pressão de abertura é regulada pelo parafuso de ajuste da mola, como essa força é constante, e a área de atuação da pressão depois da abertura é maior do que a área antes da abertura, consequentemente a pressão de fechamento é menor que a pressão de abertura. As válvulas devem operar sem batimento e alcançar o curso total com a pressão não superior a 3% da pressão de ajuste. A capacidade das válvulas de segurança deve ser suficiente para descarregar todo o excesso gerado pelo equipamento, sem que sua pressão exceda o valor da PMTA em mais de 6%, assim a quantidade e a capacidade das válvulas de segurança são estabelecidas em função da descarga do equipamento em plena carga. Para caldeiras com mais de uma válvula de segurança, a faixa máxima de ajustes é 10% a partir da válvula de maior pressão de ajuste. Durante a operação as válvulas de segurança devem ser acionadas periodicamente, onde possível, a fim de garantir a limpeza da sede e manutenção das partes móveis, eliminando a ação de agentes contaminantes. Para acionamento manual das válvulas de segurança, o equipamento deverá estar com pelo menos 75% da menor pressão de ajuste. Para facilitar a atuação manual das válvulas de segurança, é permitido o uso de correntes ou cabos de aço ligados às alavancas, com as pontas em acessos fáceis para o acionamento. Sempre que o Operador acionar manualmente a válvula de segurança, deve-se tomar o cuidado de manter o pessoal afastado, a fim de evitar algum acidente. A diferença entre a pressão de abertura e a pressão de fechamento é chamada de “blowdown” e obedece uma tolerância, conforme tabela: Pressão Ajuste [kgf/cm²] P < 4,7 4,7 < P < 17,6 17,6 < P < 26,3 Blowdown [kgf/cm²] 0,28 0,06P 1,05 OBS.: O diferencial mínimo para qualquer válvula de segurança deve ser maior que 0,14 kgf/cm², ou 0,02P. As molas para válvulas de segurança, são molas helicoidais de compressão e obedecem critérios especiais de fabricação a fim de atender as exigências de seu funcionamento e são produzidas por empresas especializadas, conforme solicitação do cliente, ou padronizadas. O procedimento de fabricação baseia-se na dobra do arame em equipamento próprio dentro das dimensões especificadas. Para a fabricação de molas é importante conhecer alguns dados para que possa ser realizado o dimensionamento correto baseado nas Normas Técnicas, como por exemplo DIN 2095. Abaixo um desenho esquemático ilustra os dados necessários para dimensionamento de molas de compressão. Lbl Pn Ln Dm Lo fn d Dd Dh Dd diâmetro do pino. Dh diâmetro da bucha. Dm diâmetro médio. d diâmetro do arame. Lo comprimento livre, ou seja sem qualquer esforço. Ln comprimento sobre a carga Pn. Lbl comprimento máximo, sólido ou de bloqueio. Fn curso até a carga Pn (ref.). Pn cargas para os comprimentos ou cursos respectivos. Fig. 2 – Mola de Compressão 3 - MANUTENÇÃO E INSPEÇÃO A manutenção criteriosa e sistemática é o ponto principal para o prolongamento da vida útil e bom desempenho da válvula de segurança. As válvulas de alívio e segurança, devem ser retiradas para manutenção e inspeção, a norma ABNT-PNB-284, fixa em pelo menos uma vez ao ano, ou sempre que possível durante uma parada e despressurização da linha ou equipamento. É necessário que cada válvula tenha uma ficha individual de acompanhamento onde deverão ser anotados os dados técnicos da válvula, equipamento protegido, condições de operação e histórico de inspeção. As válvulas de segurança devem possuir um programa de manutenção preventiva, visando garantir o funcionamento adequado das válvulas e a manutenção da proteção esperada, baseada nas características operacionais: - Abertura; - Fechamento; - Curso. Ao retirar as válvulas de segurança do equipamento, deve-se verificar as tubulações de entrada e saída quanto à corrosão ou presença de depósitos e efetuar a limpeza da tubulação. Deve-se tomar cuidado no manuseio da válvula a fim de evitar causar algum dano por queda ou choques. A realização da Manutenção obece o seguinte fluxo: 3.1. RECEBIMENTO - Codificação e gravação da válvula; - Verificação da entrada e saída da válvula quanto a corrosão e depósitos; - Realização de teste de recebimento, realizando teste de abertura e fechamento e estanqueidade, para confirmar seu funcionamento e verificar possíveis defeitos; - Jateamento da válvula, a fim de eliminar todos os resíduos e verificar a magnitude real dos desgates. - Desmontagem , identificando os componentes da válvula e suas respectivas posições; - Inspeção visual em todos os componentes da válvula, verificando corrosão, trincas, paralelismos e perpendicularismo, dimensional e desgaste; - Realização de ensaios não destrutivos, quando aplicável. Obs.: A desmontagem das válvulas deve ser efetuada em oficinas adequadamente aparelhadas e por técnicos qualificados. Para válvulas que trabalham com fluidos inflamáveis, devem ser previamente lavadas com soluções de limpeza que neutralizem a inflamabilidade do fluido. 3.2. USINAGEM A usinagem consiste em recuperar as superfícies de assentamento, dentro de limites estabelecidos pelo fabricante e Normas Técnicas. A execução deve ser criteriosa e obedecer uma sistemática, utilizando técnicas de metrologia e usinagem modernas, com aparelhos de precisão, adequados ao uso e realizados por técnicos qualificados. 3.3. MONTAGEM Após a verificação de todos os componentes e reparos ou substituições realizadas, as válvulas podem ser montadas, obedecendo uma sequência pré estabelecida. O aperto dos parafusos deve se realizado de acordo com as orientações do fabricante, com ferramentas adequadas e por técnicos qualificados. 3.4. CALIBRAÇÃO Após os reparos as válvulas devem ser ajustadas e calibradas, para a fim de estabelecer sua pressão de abertura, fechamento e estanqueidade. Como o ajuste da válvula com o próprio fluido de serviço e nas condições de trabalho é praticamente impossível, a regulagem das válvulas é portanto realizada em bancada de teste própria, utilizando ar para válvulas que trabalham com gases ou vapor e água para válvulas que trabalham com líquidos. É muito importante que os fluidos de ensaio estejam limpos e livres de qualquer partícula sólida. Como as válvulas operam em temperaturas diferentes do teste de bancada, torna-se necessário uma correção para compensar o efeito da temperatura. Para testes a temperatura ambiente, as correções sugeridas obedecem a tabela abaixo, que considera a temperatura de operação e indica o percentual de acréscimo na pressão. Temperatura [ºC] Aumento de Pressão [%] -200 a 90 90 a 230 230 a 480 480 a 650 0 2 3 4 A regulagem da pressão de abertura, deve ser maior que a pressão de operação, para evitar que a válvula “chore” durante a operação, assim recomenda-se para cada faixa de pressão de projeto da caldeira o diferencial mínimo, conforme tabela abaixo: Pressão P [kgf/cm²] Diferencial mínimo [%P / kgf/cm²] 1,05 < P < 21,1 21,1 < P < 70,3 70,3 < P < 140,6 10 / 0,49 7 / 2,11 5 / 4,92 A regulagem das válvulas de segurança permite uma variação de ajuste, de acordo com a norma ASME seção I e VIII, em função da pressão de ajuste. Válvulas ASME I – Aplicadas a Vasos de Pressão Válvulas ASME I – Aplicadas a caldeiras Pressão Ajuste P [kgf/cm²] P<5 5 < P < 21 21 < P < 70 70 < P Diferencial mínimo [%P / kgf/cm²] ± 0,14 ± 0,03 P ± 0,7 ± 0,01 P Pressão Ajuste P [kgf/cm²] P<5 5<P Diferencial mínimo [%P / kgf/cm²] ± 0,14 ± 0,03 P Após o ajuste e regulagem em bancada, a válvula é submetida ao teste de estanqueidade. Existem diversos métodos quantitativos para efetuar esta comprovação, um método quantitativo recomendado na norma API-Std-527, consiste na utilização de um flange especial na descarga da válvula com um pequeno tubo mergulhado na água. Tubo 5/16” OD x 0,035” parede 1/2” Placa de Fechamento Reservatório de ar Fig. 3 – Dispositivo para verificação de estanqueidade A verificação da estanqueidade deve ser feita com ar, para válvulas de segurança, e água para válvulas de alívio, a tabela abaixo mostra os limites de vazamento permissíveis de acordo com o orifício. Orifício Bolhas por minuto Vazão em 24 horas (CFM) F e menores G e maiores 40 20 0,60 0,30 As válvulas de segurança devem ser lacradas de forma que não se possa efetuar alterações, garantindo assim a integridade dos serviços executados. Em caldeiras, para testar as válvulas de segurança no início de funcionamento, deve-se iniciar os testes somente quando a caldeira estiver estabilizada, ou seja, quando a caldeira estiver em funcionamento a pelo menos duas horas acima de 80% da pressão de operação após 2 horas, caso a válvula apresente problemas, a empresa que realizou a calibração deve ser acionada para que realize o ajuste necessário in loco. Os ajustes decorrentes destes testes devem ser realizados com a pressão da caldeira no mínimo 10% menor que a menor pressão de abertura das válvulas de segurança. O cronograma de testes em caldeiras com mais de uma válvula deve ser a partir da válvula de menor pressão de abertura. Estes testes e consequentes regulagens são muito arriscados devendo ser realizados por profissionais qualificados juntamente com operadores de caldeira experientes. Após os ajustes no local de instalação as válvulas deverão ser lacradas novamente. 4 - PINTURA Após a realização dos testes e estando a válvula aprovada, a mesma receberá pintura interna e externa. Internamente uma demão de zarcão garante a integridade da válvula até a montagem e seu funcionamento. Externamente, normalmente são dadas duas demãos, sendo uma de fundo. No caso de válvula que trabalham com alta temperatura deve-se utilizar tintas especiais para alta temperatura. A pintura é uma forma de manutenção preventiva. As superfícies que não forem pintadas devem ser protegidas contra oxidação com uma camada de graxa de fácil remoção. 5 - IDENTIFICAÇÃO A identificação final de inspeção é obrigatória e deve ser afixada no corpo da válvula de forma a garantir sua rastreabilidade, não há uma maneira normalizada para a identificação de inspeção/manutenção, o importante no entanto é que esta identificação exista e esteja em local de fácil acesso e indelével. Os dados constantes na placa devem ser no mínimo: - Empresa responsável pela manutenção; - Número de série; - Orifício; - Data de execução. Após a válvula ser inspecionada deve ser emitido um “Certificado de Reforma”, que é um relatório da reforma e constituirá o histórico do equipamento. 6 - EXPEDIÇÃO A expedição da válvula para o cliente, deverá ser feita em engradados de madeira individual , posicionada verticalmente com tampões de madeira ou plástico nos flanges. Quando a válvula for permanecer armazenada, deverá ficar em local coberto, devidamente apoiada para evitar quedas. 7 - REFERÊNCIAS ASME – American Society Mechanical Engeneers, section I e VIII. API – American Petroleum Institute ANSI – American National Standard Institute ABNT – Associação Brasileira de Normas Técnicas NR 13 – Caldeiras e Vasos de Pressão ASTM – American Society for Testing and Material
Baixar