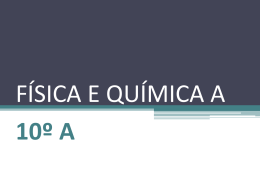
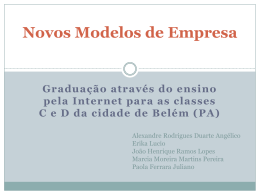
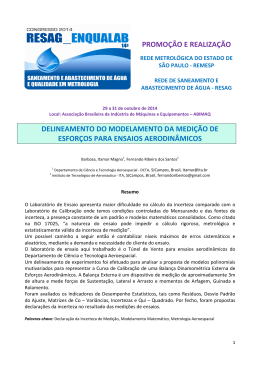
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM INVESTIGAÇÃO DA INCERTEZA DE MEDIÇÃO DA PROFUNDIDADE DE FUROS ATRAVÉS DO ENSAIO DE USINABILIDADE POR PRESSÃO CONSTANTE José Aécio Gomes de Sousa, [email protected] Antônio Fernando Moura Santos, [email protected] Álisson Rocha Machado, [email protected] 1 Universidade Tecnológica Federal do Paraná, Campus Londrina, Av. dos Pioneiros, 3131, Londrina, PR, 86036-370, Brasil; 2 Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica, Av. João Naves de Ávila, 2121, Uberlândia, MG 38.400-089, Brasil. Resumo: Na indústria, o aumento na demanda pela busca de novos materiais está relacionado com o custo e a relação “resistência/massa”. No esforço de alcançar estas exigências empregam-se novos materiais com resistência similar, mas com baixa densidade ou aumenta-se a resistência de materiais tradicionais por meio da adição de elementos de liga ou por tratamentos térmicos (Petry, 1999). A escolha geralmente depende de parâmetros do material, tais como propriedades mecânicas e térmicas ou condições de contorno como custos de manufatura, reciclagem, aceitação do público e usinabilidade (Klocke et al., 2007). Nesta lista, englobam-se os ferros fundidos que, quase sempre, oferecem boa usinabilidade e baixo custo de produção (Barbosa et al., 2007). Juntamente com os aços, os ferros fundidos são os materiais mais utilizados pela indústria, sendo aplicado em diversos setores, não só devido às suas características inerentes, como também sua imensa versatilidade (Dawson e Schoroeder, 2004). Nos últimos anos o desenvolvimento em pesquisas sobre os ferros fundidos colaboraram para que este material oferecesse uma boa concorrência em relação aos aços (Grzesik et al., 2009). Assim sendo, este trabalho tem como objetivo avaliar a incerteza associada à medição da profundidade de furos por meio do ensaio de usinabilidade por pressão constante aplicado na operação de furação. Através da análise dos resultados, foi possível concluir que a incerteza proveniente da variabilidade das leituras obtidas no sensor de deslocamento contribuiu significativamente para a incerteza final (80,53%). Palavras-chave: ferro fundido nodular, incerteza de medição, usinabilidade, furação 1. INTRODUÇÃO Ao medir uma determinada grandeza é encontrado um valor que não corresponde ao valor verdadeiro, isto ocorre porque toda medição está sujeito a erros. Dessa forma, para que os resultados de uma medição possam ser comparados, seja entre eles mesmos ou com valores de referência fornecido numa especificação ou numa norma (Vieira Sato, 2003), é obrigatório que seja dada alguma indicação quantitativa da qualidade do resultado, de forma tal que aqueles que o utilizam possam avaliar sua confiabilidade (ISO TAG 4WG3, 2008). O parâmetro metrológico utilizado para esta finalidade é a incerteza de medição. Portanto, é necessário que haja um procedimento prontamente implementado, facilmente compreendido e de aceitação geral para caracterizar a qualidade do resultado de uma medição, isto é, para avaliar e expressar sua incerteza de medição (Gallas, 2005; ISO TAG 4/WG 3, 2008). Segundo NIST Technical Note 1297 (1994), a incerteza é considerada um indicador do desempenho dos instrumentos de medição. Sendo definida como um parâmetro não-negativo associado ao resultado de uma medição, que caracteriza a dispersão dos valores que podem ser razoavelmente atribuídos ao mensurando (quantidade particular submetida à medição), com base nas informações utilizadas (Inmetro, 2012). A incerteza de medição compreende, de forma geral, muitos componentes. Alguns deles podem ser estimados com base na distribuição estatística dos resultados de séries de medições e podem ser caracterizados por desvios padrão experimentais. Segundo Ellison et al. (2002), outros componentes são determinados a partir da experiência do operador ou de outras informações e não podem ser avaliados estatisticamente. No cálculo da incerteza de medição deverão estar contidos os efeitos de todos os fatores que influenciam o resultado da medição, dentre eles (ISO TAG 4WG3, 2008): - Definição incompleta do mensurando; - Amostragem não representativa; - Realização imperfeita da definição do mensurando; - Desconhecimento dos efeitos das condições ambientais; - Erro de tendência pessoal na leitura de instrumentos analógicos; - Valores inexatos dos padrões de medição e materiais de referência; - Valores inexatos de constantes matemáticas e de outros parâmetros obtidos de fontes externas; 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM - Aproximações e suposições ao método e procedimento de medição; - Variações nas observações repetidas do mensurando. O ISO TAG 4WG3 (2008) conceitua três tipos de incerteza: a incerteza padrão, a incerteza padrão combinada e a incerteza expandida. A primeira delas está relacionada a cada grandeza de influência e é obtida através da análise individual de cada variável considerada. Conhecendo o efeito dessas grandezas, é possível relacioná-las por meio da “Lei de Propagação de Incertezas” obtendo, assim, a incerteza padrão combinada, através de uma avaliação do ‘Tipo A’ (avaliação com auxílio de métodos estatísticos) ou do ‘Tipo B’ (outros métodos que não a análise estatística de séries de observações). Por sua vez, a incerteza expandida consiste no resultado da multiplicação do valor da incerteza padrão combinada por um fator, definido de acordo com o nível de abrangência desejado (ISO TAG 4WG3, 2008). A Figura 1 apresenta a sequência para o cálculo da incerteza. Figura 1 – Sequência para o cálculo da incerteza 2. PROCEDIMENTO EXPERIMENTAL O ensaio de furação com força de avanço constante foi desenvolvido por Bouguer na década de 1950 e é considerado um dos testes de usinabilidade mais conhecidos na área da fabricação (Mills e Redford, 1983). Esse teste consiste basicamente, em furar uma amostra de material aplicando uma força de avanço constante, através de suporte com massas conhecidas, durante um tempo fixo pré-determinado. O critério de usinabilidade baseia-se no monitoramento da profundidade de penetração da broca (Lf), e, portanto, o material que obtiver o maior comprimento de penetração possuirá melhor usinabilidade (Santos e Sales, 2007). O ensaio pode ser aplicado nos processos de torneamento e furação. A Figura 2 apresenta o ensaio de usinabilidade com aplicação de pressão constante no processo de furação. Figura 2 – Representação esquemática do ensaio de usinabilidade com aplicação de pressão constante no processo de furação (Santos e Sales, 2007) 2.1. Material Utilizado O material dos corpos de provas empregados neste trabalho foi o ferro fundido nodular FE 45012, produzidos por fundição contínua com diâmetro de 421 mm. Este material é empregado em componentes de máquinas sujeitos a choques mecânicos, engrenagens, porcas, eixos e componentes hidráulicos que operam sob alta pressão (êmbolos, guias, tampas, cabeçotes de cilindro, camisas para injetoras, válvulas hidráulicas coquilhas, dentre outros). A análise da composição química do material utilizado foi realizada por espectrometria de emissão. Durante a fabricação, corpos de prova (“moeda coquilhada”) foram retirados do metal líquido após os tratamentos de nodularização e inoculação, sendo, posteriormente, vazados em uma coquilha de cobre refrigerada com água. Em seguida, esta moeda foi retificada e analisada em um espectrômetro de emissão óptica da marca ARL. Nesta análise foi possível observar que os teores de C e Si variaram 3,6 a 3,3 %C e 3,0 a 2,6 %Si. Também foi possível observar que o material utilizado neste trabalho não possue elementos de liga perlitizantes, apresentando-os, apenas, como teores residuais. As peças foram cortadas transversalmente e, posteriormente, passaram pelo processo de torneamento de faceamento. Ambas as operações foram realizadas com a presença de fluido refrigerante para evitar possíveis alterações microestruturais em virtude do aumento da temperatura na região investigada e teve como objetivo manter as superfícies paralelas entre si. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Depois de seccionadas, as amostras foram separadas e codificadas para ensaios de dureza Brinell. As medições partiram do núcleo em direção a periferia de cada amostra, com cada ponto de medição espaçado de 4 mm. Esse espaçamento teve o objetivo de evitar possíveis interações entre as identações. Os ensaios de dureza Brinell foram efetuados por meio de um Durômetro Universal da marca Wolpert, utilizando-se uma esfera de diâmetro igual a Ø 2,5 mm e carga de 187,5 kgf (ISO 6507-1, 2008). Para garantir boa impressão e prevenir recuperação elástica do material sob a carga exercida, os ensaios foram conduzidos por aproximadamente 30 s, sobre a superfície testada. A Figura 3 apresenta as microestruturas observadas em cada região das amostras. (a) (b) (c) Figura 3 – Microestruturas das amostras (a) Núcleo, (b) Zona intermediária, (c) Periferia Na análise da microestrutura, as amostras foram, inicialmente, seccionadas em aparelho Discotom, da marca Struers, com disco abrasivo 04TRE struers. Em seguida, foram lixadas com lixas d’água nas granulometrias #320, #400, #600 e #1200 mesh, polidas com pastas adiamantadas de 3 μm e atacadas com o reativo de Nital à 2% por 5 segundos e com cruzamento perpendicular das trilhas do movimento de lixamento. As fotografias foram adquiridas com uma câmara cyber-shot da SONY e as fotomicrografias feitas em um microdurômetro, da marca Shimadzu, acoplado a um computador. 2.2. Ferramenta de Corte Durante os ensaios foram empregadas, como ferramenta de corte, brocas helicoidais maciças de corte a direita, com duas arestas cortantes, fabricadas de aço rápido, com designação EX-BDR 7,5, revestidas de TiN, produzidas pela OSG Sulamericana de Ferramentas Ltda, com diâmetro de 7,5 mm. A Figura 4 apresenta a ferramenta de corte utilizada nos experimentos de furação com força constante. Figura 4 – Broca helicoidal EX-BDR 7,5, revestida de TiN 2.3. Máquina Ferramenta Para os ensaios de furação com pressão constante, utilizou-se uma furadeira de coluna, fabricada pela Kone – Indústria de Máquinas Ltda., tipo K-25, adaptada com sistema de aplicação de uma força de avanço constante. Também foram inseridos, nesta máquina, sensores de carga e deslocamento, além de um contador digital que controla o funcionamento da furadeira por um determinado período de tempo estipulado, previamente, pelo operador. Durante a furação, os sinais gerados pelos sensores de carga e deslocamento são amplificados e condicionados por um amplificador de carga e, então, podem ser inseridos no módulo conversor, fabricado pela National InstrumentsTM, do tipo NI 9223, onde os sinais analógicos são transformados em sinais digitais para serem lidos no computador. Para amplificação dos sinais, foi utilizado um amplificador Clip Electronic AE301, fabricado pela HBM, com frequência de 600 Hz. Todo o sistema foi calibrado antes dos ensaios de aquisição ser iniciados. Finalizando a parte de aquisição, todo gerenciamento da placa de aquisição e gravação das informações, foi realizado por meio do programa LabView®, inserido no próprio computador. Todo esquema descrito pode ser visualizado na Figura 5. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Durante a furação, no momento em que a broca toca a peça, o sensor de deslocamento inicia a contagem da profundidade de furação (Figura 6), cuja zeragem do sistema foi efetuada anteriormente, tendo seu sinal condicionado e amplificado, para, posteriormente, ser enviado ao computador. Figura 5 – Esquema de conexão do sistema de aquisição de carga e deslocamento Quando a furação é finalizada, o operador é capaz de determinar a profundidade que a broca penetrou na peça (profundidade do furo). O desgaste de flanco foi monitorado e toda vez que VBB (desgaste de flanco médio) ultrapassava o valor de 0,1 mm a aresta de corte era substituída por uma nova e, assim, continuavam-se os experimentos. Figura 6 – Detalhe do sensor de deslocamento junto a furadeira automatizada 2.4. Incerteza de Medição da Profundidade do Furo Para efeito de avaliação da incerteza de medição, os valores obtidos durante a medição da profundidade do furo (variável de saída) é função das seguintes variáveis de entrada: variabilidade das leituras, resolução do sistema de medição, pela linearidade do sensor de deslocamento, pela linearidade do amplificador, pela placa do conversor analógico/digital, pelo programa computacional empregado durante a leitura das medições, pelo afastamento da temperatura em relação a 20°C e pela variação da temperatura durante a medição. A Equação 1 apresenta o modelo matemático para avaliação da incerteza de medição da profundidade do furo. I Pf f (sleit. ; RSM ; LinSensorDesl ; LinAmp ; LinAD ; Pc ; T ; T ) onde: IPf – Variável de saída (profundidade do furo); sleit – correção relativa às variabilidade das leituras no sensor de deslocamento; ∆RSM – correção relativa à resolução do sistema de medição; ∆LinSensorDesl – correção relativa ao desvio de linearidade do sensor de deslocamento; ∆LinAmp – correção relativa ao desvio de linearidade do amplificador; (1) 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM ∆LinAD – correção relativa ao desvio de linearidade do conversor analógico/digital; ∆Pc – correção relativa ao programa computacional; ∆δT – correção relativa à variação de temperatura; ∆T – correção relativa ao afastamento da temperatura em relação à 20 °C. Definidas as variáveis de influência, procedeu-se, então, à coleta de informação sobre as mesmas. Em função da quantidade de informação disponível, foi adotada uma distribuição de probabilidades para cada uma delas. Em seguida foram determinados os parâmetros estatísticos necessários para o cálculo da incerteza de medição da profundidade do furo. Variabilidade das leituras Para determinação da incerteza padrão associada à variabilidade das leituras foi utilizada a distribuição t-Student, com n-1 graus de liberdade, conforme apresentado na Equação 2. u ( x) s2 n (2) Onde ‘s’ é o desvio-padrão amostral e ‘n’ é o número de elementos da amostra. O ISO TAG 4WG-3 (2008) recomenda o uso desta distribuição quando há informações suficientes sobre a variável em questão, tais como, um conjunto de valores ou amostra. Incerteza relativa à resolução do sistema de medição A incerteza-padrão associada à resolução do sistema de medição é determinada utilizando uma distribuição retangular e infinitos graus de liberdade (Eq. 3). u ( RSM ) RSM 2 3 (3) Incerteza relativa ao desvio de linearidade do sensor de deslocamento Inductive Standard Displacement Transducers (2013) indica que o valor do desvio de linearidade do sensor de deslocamento utilizado é de 0,2 % do valor medido. Sendo esta informação utilizada para determinar a incerteza padrão associada a esta variável. Incerteza relativa ao desvio de linearidade do amplificador O valor do desvio de linearidade para o amplificador utilizado é de 0,05 % do valor medido. Incerteza relativa ao desvio de linearidade do conversor analógico/digital O valor do desvio de linearidade do conversor analógico/digital utilizado é de 0,3 % do valor medido. Programa computacional Durante a aquisição de dados, foram coletados 500 pontos por segundo (NATIONAL INSTRUMENTS, 2012) e os valores das leituras registrados com oito casas decimais, dessa forma, os erros de arredondamentos foram desprezíveis. Afastamento da temperatura em relação a 20°C e variação da temperatura durante a medição Durante as medições, tanto a expansão diferencial quanto a dilatação sofrida pelo material do sensor de deslocamento, bem como pelo material da peça, apresentaram valores em torno de 0,1 µm, ou seja, bem abaixo da resolução do sistema de medição. Desta forma, o efeito destas variáveis foi desconsiderado. Aplicando as considerações citadas acima, tem-se, então, o modelo matemático para a determinação da incerteza de medição da profundidade do furo (Eq. 4). I Pf sleit . RSM LinSensorDesl LinAmp PAD (4) 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 3. RESULTADOS E DISCUSSÕES A Figura 7 apresenta o comportamento dos valores médios da profundidade do furo entre as regiões para os diferentes parâmetros de carga e rotação utilizados nos experimentos. Figura 7 – Valores médio da profundidade do furo obtidos nas regiões analisadas A Tabela 1 apresenta os valores médios de profundidade do furo obtidos em diferentes regiões das amostras. Tabela 1 – Diferença percentual média entre regiões para a profundidade do furo Carga (kgf) Rotação (rpm) Região Diferença (%) Núcleo → Zona Intermediária + 25,61 10 944 Zona Intermediária → Periferia + 23,93 Núcleo → Zona Intermediária + 48,87 15 944 Zona Intermediária → Periferia + 13,77 Núcleo → Zona Intermediária + 35,54 10 1416 Zona Intermediária → Periferia + 22,39 Núcleo → Zona Intermediária + 27,08 15 1416 Zona Intermediária → Periferia + 10,75 p-value 0,0140 0,0081 0,0006 0,0142 0,0020 0,0037 0,0024 0,0263 Observa-se que houve sempre um aumento da profundidade do furo quando se deslocou da região do núcleo da amostra em direção a periferia. Note que todas as comparações mostradas nesta tabela apresentaram, pela Análise de Variância, diferenças estatísticas significativa (p-value < 0,05). A Tabela 2 apresenta a avaliação da incerteza de medição da profundidade do furo, além de todas as informações referentes ao cálculo da mesma, localizado na região do núcleo quando usinado com carga de 10 kgf e rotação de 944 rpm. Nesta Tabela, ‘DP’ representa a distribuição de probabilidade, ‘CS’ o coeficiente de sensibilidade e ‘GL’ indica o número de graus de liberdade associado a cada variável de influência. Ainda, na coluna da distribuição de probabilidades, ‘N’ representa a distribuição normal, ‘R’ a retangular, “Est.” representa a estimativa inicial e “Cont” representa a contribuição de cada variável de influência. Os valores das incertezas padrão foram apresentados com um numero de algarismo maior que as leituras com o objetivo de diminuir os erros de arredondamento. Observe que a profundidade do furo possui uma incerteza expandida de 1,401 mm para k = 2,0 e 95,45% de abrangência (última linha da Tabela 2). Observe que a correção relativa às leituras foi o que mais contribuiu para o calculo da incerteza padrão (aproximadamente 90,53 %). Tabela 2 - Incerteza de medição da profundidade do furo (Carga 10 kgf; Rotação 944 rpm; Região: Núcleo) Grandeza Est. DP CS GL Incerteza Padrão Cont. (%) 0,629 N 1 2 0,39564100 80,53 Sleit. 0,100 R 1 ∞ 0,01000000 2,03 ∆LinSensorDesl. 0,025 R 1 ∞ 0,00062500 0,12 ∆LinAmp 0,150 R 1 ∞ 0,00225000 4,58 ∆PAD 0,250 R 1 ∞ 0,06250000 12,72 ∆RSM 0,70090370 Incerteza padrão comb. (µc) em (mm) >100 Grau de liberdade efetivo (veff.) k=2 Fator de abrangência (95,45 %) 1,40180740 Incerteza expandida (Up) em (mm) Pfuro = 29,988 ± 1,401 mm; k=2 e PA=95,45 % 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM A variável de influência que mais contribuiu para o cálculo da incerteza padrão foi a variabilidade das leituras (80,53%), seguida da resolução do sistema de medição (12,72%) 4. CONCLUSÃO O ferro fundido nodular FE45012 apresentou uma tendência de redução da força de avanço quando se deslocou do centro da amostra em direção à periferia (núcleo → zona intermediária → periferia). O emprego da carga de 15 kgf e da rotação de 944 rpm proporcionou diferença estatística em todos os furos localizados na transição entre as regiões (região do núcleo → região da zona intermediária e região da zona intermediária → região da periferia). Todas as comparações entre as regiões realizadas para os valores médios da profundidade do furo apresentaram diferença estatística. A avaliação da incerteza mostrou, para a região do núcleo, que a profundidade do furo possui uma incerteza expandida de 1,402 mm para k = 2,0 e 95,45% de abrangência, quando usinado com carga de 10 kgf e rotação de 944 rpm. 5. AGRADECIMENTOS Os autores agradecem a Fundação Araucária, da Secretaria de Estado da Ciência, Tecnologia e Ensino Superior do Paraná, pelo o apoio a pesquisa. Agradecem, também, à Tupy Fundições pelo material fornecido. 6. REFERENCIAS Barbosa, P. A.; Costa, E. S.; Machado, A. R., 2007, “Usinabilidade do ferro fundido austemperado e nodular perlítico em furação”, 17° Simpósio do Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de Uberlândia; Costa, M. M., Villanueva, J. M. M., Catunda, S. Y. C., Freite, R. C. S., 2013, “Análise das incertezas da medição da velocidade do vento usando transdutores de fio quente e de ultrassom”, X SEMETRO, Buenos Aires, Argentina; Dawson, S., Schroeder, T., 2004, “Pratical aplicattions for compacted graphite iron”, AFS Transactions, American Foundry Society, Des Plaines, USA; Ellison, S. L. R., Rosslein, M., Williams, A., 2002, “Guia Eurachem/Citac – Determinando a incerteza na medição analítica”, Segunda Edição, São Paulo, SP; Grzesik, W., Rech, J., Zak, K., Claudin, C., 2009, “Machining performance of pearlitic – ferritic nodular cast iron with coated carbide and silicon nitride ceramic tools”, International Journal of Machine Tools & Manufacture, v 49, p 125 – 133; GUM, 2003, “Guia para a Expressão da Incerteza de Medição”, Terceira edição brasileira em língua portuguesa - Rio de Janeiro: ABNT, INMETRO, Rio de Janeiro, RJ; ISO TAG 4/WG 3, 2008, “Guide to the expression of uncertainty in measurement”, Geneva Switzerland, 141 p; Inductive Standard Displacement Transducers, 2013, “Data Sheet”, HBM; Klocke, F., Klöppe, C., Lung, D., Essig, C., 2007, “Fundamental wear mechanisms when machining austempered ductile iron (ADI)”, CIRP vol. 56, p 73-76; Mills, B., Redford, A. H., 1983, “Machining of Engineering Materials”, Applied Science Publications, London and New York; Moraes, M. A. F., 2011, “Desenvolvimento de planilhas eletrônicas para calcular incerteza de medição”, Trabalho de Conclusão do Curso de Engenharia Mecatrônica, Universidade Federal de Uberlândia, Uberlândia, MG, 99 p; National Instruments, 2012, “Operating instructions and specifications NI 9222/9223”, Manual do Fabricante, 27 p; Nist Tecnical Note 1297, 1994, “Guide lines for evaluating and expressing the uncertainty of measurement results”, National Institute of standards and technology; Petry, C. C. M., 1999, “Avaliação das propriedades de impacto e dos mecanismos de fratura de ferros fundidos nodulares ferríticos”, Dissertação de Mestrado, Universidade Federal do Rio Grande do Sul, Porto Alegre – RS; Santos, S. C., Sales, W. F., 2007, “Aspectos tribológicos na usinagem dos materiais”, Artliber Editora Ltda; Vieira Sato, D. P., 2003, “Determinação da incerteza de medição a três coordenadas”, Escola de Engenharia de São Carlos, Universidade de São Paulo, São Paulo, SP, 110 p; VIM, 2012, “Vocabulário internacional de termos básicos e genéricos em metrologia”, São Paulo, SP; 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM DEPTH MEASUREMENT UNCERTAINTY OF RESEARCH THROUGH HOLES IN CONSTANT PRESSURE TEST MACHINABILITY José Aécio Gomes de Sousa, [email protected] Antônio Fernando Moura Santos, [email protected] Álisson Rocha Machado, [email protected] 1 Federal Technological University of Parana, Av. dos Pioneiros, 3131, Londrina, PR, 86036-370, Brazil; Institution and address for third author Faculty of Mechanical Engineering, Federal University of Uberlandia, Av. Joao Naves de Avila, 2121, Uberlandia, MG 38.400-089, Brazil 2 Abstract: In industry, the increase in demand by the search for new materials is related to the cost and the relationship "resistance / weight". In an effort to meet these requirements are employed in new materials with similar strength but with low density or increases the resistance of traditional materials by the addition of alloying elements or heat treatments (Petry, 1999). The choice usually depends on material parameters such as mechanical and thermal properties and boundary conditions such as manufacturing costs, recyclability, and workability public acceptance (Klocke et al., 2007). In this list, it include cast irons that almost always offer good machinability and low production cost (Barbosa et al., 2007). Along with steels, cast irons are the materials most used by the industry and is used in many sectors, not only because of its inherent characteristics, as well as its immense versatility (Dawson and Schroeder, 2004). In recent years the development of research on the cast iron contributed to this material offer a good competition for steel (Grzesik et al., 2009). Therefore, this study aims to evaluate the uncertainty associated with the measurement of the depth of holes through the machinability test by constant pressure applied to the drilling operation. By analyzing the results, it was concluded that the uncertainty from the variability of the readings obtained from the displacement sensor contributed significantly to the final uncertainty (80.53%). Palavras-chave: nodular cast iron, measurement uncertatinty, machining, drilling
Baixar