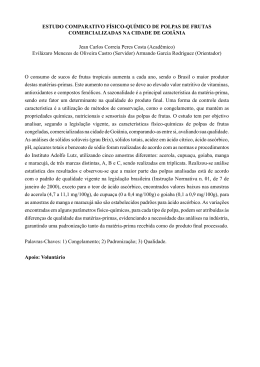
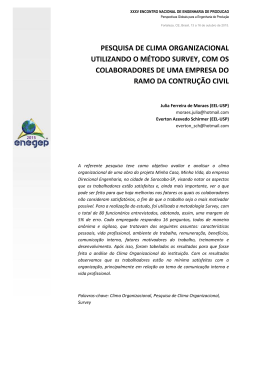
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. APLICAÇÃO DO CONTROLE ESTATÍSTICO DE PROCESSO NO MONITORAMENTO DO PESO MÉDIO DE POLPAS DE FRUTAS: UM ESTUDO REALIZADO EM UMA EMPRESA DE MÉDIO PORTE Keivison Pinto do Rosario (UEPA) [email protected] Larissa Moraes Dantas (UEPA) [email protected] Erielem do Nascimento Oeiras (UEPA) [email protected] O presente artigo tem por objetivo demonstrar a aplicabilidade das ferramentas do controle estatístico de processo (CEP) no monitoramento do peso médio de polpas de frutas, a fim de identificar as perdas envolvidas no processo. Para isto, foram utilizados gráficos de controle associados ao diagrama de Ishikawa, os quais demonstraram de forma eficiente o comportamento das médias, amplitudes e ainda as possíveis causas dos desvios do peso da polpa embalada. As informações obtidas servirão de embasamento para a realização do controle de qualidade da produção e posteriormente a aplicação de medidas gerenciais corretivas para redução das perdas e aumento da lucratividade da organização, uma vez que foi observado que algumas amostras se encontraram sob o efeito de causas especiais. Palavras-chave: Controle estatístico de processo, Indústria de polpas de frutas, Gráficos de controle, Diagrama de Ishikawa XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 1. Introdução O Controle de Qualidade é uma medida adotada por organizações com o objetivo de definir e monitorar padrões de produto e processo produtivo a serem atingidos, tendo em vista elevar o grau de satisfação do consumidor, acionistas, funcionários e fornecedores (CAMPOS, 2004). Para tanto, segundo Werkema (2006), utiliza-se da inspeção a fim de medir e comparar o que foi produzido com padrões estabelecidos. A partir do diagnóstico de não conformidades, identificam-se suas causas para então desenvolver ações corretivas e por fim, a atualização necessária dos padrões de produto e/ou processo. Ainda segundo a autora, Os gráficos de controle, apesar de simples, são ferramentas fundamentais para auxiliar no monitoramento do processo produtivo, pois apontam a ocorrência ou tendência à falta de controle, ou seja, se este está ou não sob efeito de causas especiais, contribuindo para a melhoria do processo, consequentemente aumentando a produtividade à medida que elevam a porcentagem de produtos que satisfazem as exigências, reduzindo os índices de retrabalho e diminuindo custos da produção. O presente estudo foi realizado numa empresa de produção de polpa de frutas, organização de médio porte atuante em nível regional, localizada na cidade de Castanhal – Pará. Tal organização nunca fez um estudo sobre o controle dos pesos das polpas produzidas. Deste modo, foi de fundamental importância a realização desse trabalho, tendo em vista que não somente para uma empresa de pequeno e médio porte, mas também para as grandes organizações, as perdas com o peso ou quantidade além do que está sendo especificado na embalagem podem ocasionar sérios problemas, e consequentemente uma diminuição no lucro obtido pela mesma, e caso estejam abaixo da especificação geram insatisfações por parte dos consumidores. Portanto, o estudo tem como objetivo aplicar as ferramentas do controle estatístico de processo (CEP) e analisar se o produto monitorado, especificamente a polpa do fruto maracujá, atende as especificações estabelecidas pela empresa estudada. Para isso, serão utilizados os gráficos de controle por serem ferramentas eficazes para identificar se o processo monitorado encontra-se sob o efeito de causas especiais ou não. Este trabalho encontra-se dividido da seguinte forma: na primeira sessão foi feita a introdução ao tema, na seção 2 encontra-se o referencial teórico, com uma exposição dos temas necessários para a realização da pesquisa, além da explicação dos tipos de gráfico de controle, para a compreensão do leitor sobre os assuntos que serão abordados no estudo. Na seção 3 2 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. encontra-se o método utilizado na pesquisa, o procedimento para a realização da mesma e uma apresentação da empresa estudada, logo após, na seção 4 estão dispostos os resultados encontrados com a aplicação da pesquisa, e comentários acerca dela. Na seção 5 estão as considerações finais sobre o trabalho, e por fim, as referências bibliográficas necessárias para a fundamentação deste trabalho estão dispostas na seção 6. 2. Referencial teórico Nesta seção são abordados os conceitos necessários para o embasamento teórico da pesquisa, tais como: controle da qualidade total, controle estatístico de processos, e uma abordagem sobre a ferramenta utilizada, o gráfico de controle. 2.1. Controle da Qualidade Total (TQC) Segundo Campos (2004), o objetivo principal de uma empresa (sua sobrevivência por meio da satisfação das necessidades das pessoas) pode ser atingido através do Controle da Qualidade Total. Ainda segundo o autor, o Controle da Qualidade Total é um sistema administrativo gerencial, baseado na participação de todos os setores de uma empresa e de todos os empregados, no estudo e na condução do controle da qualidade. Essa definição é ratificada por Werkema (2006) que complementa afirmando que o núcleo do TQC é o Controle da Qualidade, o qual é definido segundo a norma japonesa JIS Z 8101, como “um sistema de técnicas que permitem a produção econômica de bens e serviços que satisfaçam às necessidades do consumidor". Para Werkema (2006), para a prática do Controle da Qualidade Total é necessário saber o que realmente significa o termo qualidade, e de acordo com Campos (2004), qualidade é um produto ou um serviço que atende perfeitamente, de forma confiável, de forma acessível, de forma segura e no tempo certo às necessidades do cliente. De acordo com Campos (2004), Qualidade Total são todas as dimensões que afetam a satisfação das necessidades das pessoas, e por conseguinte a sobrevivência da empresa. Essas dimensões são definidas a seguir: Qualidade: dimensão ligada a satisfação do cliente. Logo, qualidade é medida por meio das características da qualidade dos produtos ou serviços (ausência de defeitos e presença de características que irão agradar o consumidor). Custo: nessa dimensão o preço do bem ou serviço é importante, pois ele deve refletir qualidade. O custo resulta do projeto, fabricação e desempenho do produto. 3 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Entrega: essa dimensão avalia as condições de entrega dos bens e serviços. A entrega deve acontecer na quantidade, na data e no local certos. Moral: essa dimensão avalia o nível médio de satisfação dos funcionários. Como que serão fornecidos aos clientes são produzidos pelos funcionários, é essencial fornecer boas condições de trabalho. Segurança: sob esta dimensão é avaliada a segurança dos empregados e dos usuários do produto. Não deve haver acidentes no local de trabalho, tampouco os produtos devem provocar acidentes aos usuários. Portando, segundo Campos (2004), se o objetivo é atingir a Qualidade Total, é necessário medir resultados para saber se o objetivo foi alcançado ou não. Tendo conhecimento dos resultados (fins) que estejam fora do valor desejado, é necessário "controlar" (buscar as causas de um problema e atuar). "este é o significado de controlar os meios (causas) por meio da medida da Qualidade Total dos Resultados" (CAMPOS, 2004). 2.2. Controle estatístico de processos (CEP) Segundo Werkema (2006), o controle estatístico de processos é uma ferramenta com base em conceitos e técnicas da Estatística e da engenharia de produção que auxilia no controle da qualidade nas etapas de um processo, particularmente no caso de processo de produção repetitivo, ou seja é um método preventivo de se comparar resultados com um padrão já existente e a partir de técnicas estatísticas eliminar ou controlar certas variações. O CEP visa garantir a estabilidade e a melhoria contínua de um processo de produção, ou seja, visa ao controle e à melhoria do processo; o controle da qualidade de um processo produtivo envolve a realização das seguintes etapas (WERKEMA,2006): Definição de um padrão a ser atingido para o produto e padronização do processo; Inspeção: medir o que foi produzido e comparar com o padrão; Diagnóstico das não conformidades: descrição dos desvios entre o que foi produzido e padrão; Identificação das causas das não conformidades; Eliminação corretiva para eliminação das causas; Atualização, se necessário, dos padrões do produto e/ou do processo. 2.3. Ferramentas da qualidade 4 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Para a realização deste estudo, fez-se necessário o uso de algumas ferramentas da qualidade, tais como: Diagrama de Causa e Efeito, folha de verificação e Brainstorming. Essas ferramentas são apresentadas a seguir. 2.3.1. Diagrama de causa e efeito Também conhecido como diagrama de Ishikawa (por ter sido criado por Kaoru Ishikawa em 1943) ou gráfico de espinha de peixe, o diagrama de causa e efeito oferece uma abordagem estruturada para se identificar, explorar e demonstrar graficamente as possíveis causas relacionadas a um problema, a fim de se descobrir a sua causa subjacente (FITZSIMMONS E FITZSIMMONS, 2010). Werkema (2006) afirma que um processo pode ser definido como um conjunto de causas que produzem um determinado efeito, o qual é denominado de produto do processo. Ainda segundo a autora um processo pode ser dividido em uma família de causas, tais como: insumos, equipamentos, informações do processo ou medidas, condições ambientais, pessoas e procedimentos. 2.3.2. Folha de verificação Segundo Werkema (2006), folhas de verificação são formulários impressos ou digitais utilizados no registro e agrupamento logicamente organizado de dados e informações a respeito de uma tarefa ou processo estudado. Os dados podem ser de vários tipos, como por exemplo: dimensionais (centímetros, metros, litros, etc.), temporais (segundos, dias, etc.), econômicos (reais, euros, dólares, etc.) e atributos (aprovado, reprovado, conforme, nãoconforme, etc.) 2.3.3. Brainstorming O Brainstorming é uma técnica utilizada como suporte para muitas ferramentas de gestão e que busca a geração de ideias por parte de um grupo pouco numeroso de pessoas reunidas com tal finalidade, com isso pode ser usado para gerar ideias sobre os problemas ou sobre todas as causas possíveis de um problema, além de ser aplicável à elaboração de todas as soluções possíveis de um problema (WERKEMA, 2006). 2.4. Gráficos de controle Para Samohyl (2009) os gráficos de controle são elementos visuais para o monitoramento de características dos produtos e processos. Estes gráficos possuem faixas estatísticas 5 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. denominadas de limites de controle, possuindo uma faixa superior, uma média e uma inferior. O objetivo desses gráficos é verificar se o processo encontra-se sob controle, ou seja, se não possui causas especiais. No entanto, se uma causa especial for detectada, a correção direta ou a sua compensação com outras variáveis são efetivadas. Figura 1 - Representação dos Gráficos de Controle Fonte: (Adaptado) Werkema (2006) Segundo Werkema (2006), existem dois tipos básicos de gráfico de controle: Gráficos de variáveis; Gráficos de atributos. Gráficos de variáveis: são utilizados quando a característica analisada pode ser representada por unidades quantitativas de medida, ou seja por um número pelo conjunto dos números reais (peso, altura, comprimento, dureza, rugosidade superficial, pH etc.). Os gráficos de controle podem ser: ( e R): são os gráficos das médias e das amplitudes, os gráficos mais utilizados. Estes gráficos buscam controlar a variabilidade ao longo do tempo, no nível médio do processo e qualquer mudança que ocorra nele ( e R): são os gráficos da mediana e da amplitude. Acabam sendo uma alternativa ao gráfico de ( e R). Por sua facilidade de aplicação, podem ser usados para amostras pequenas , porém não é recomendado para amostras grandes ( ), (X e R): são os gráficos de valores individuais e da amplitude. É utilizado quando for mais conveniente fazer uma análise individual do que em amostras. 6 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Gráfico de atributos: em certos casos as características da qualidade não podem ser medidas numericamente, mas podem ser representadas pela presença ou ausência de um atributo (“conforme ou não conforme”, “passa, não passa”, etc.) De acordo com Werkema (2006), os principais gráficos de atributos são: Gráficos de p: para o controle da proporção, porcentagem ou partes por milhão de unidades não conformes em cada amostra Gráficos de np: para o controle do número de unidades não conformes por amostra. Gráficos de c: para o controle do número de não conformidades por amostra. Gráficos de u: para o controle do número de não conformidades por unidade do produto. 2.5. Gráficos de eR São gráficos de análise e ajuste da variação de um processo em função do tempo, através de duas características básicas: sua centralização e sua dispersão. A Centralização pode ser verificada através da média do processo e a Dispersão estimada através do desvio-padrão ou da amplitude dos dados (SAYMOHYL, 2009). O gráfico de controle mais utilizado hoje em dia e por sinal o primeiro gráfico de controle lançado por Shewhart na década de 1920, segundo Samohyl (2009), é o gráfico de (gráfico das médias) para variáveis mensuráveis. A utilização desse tipo de gráfico tem sido mostrada de maneira muito eficiente para monitorar o processo e melhorar o resultado numa maneira contínua e permanente. Já o gráfico de R (gráficos das amplitudes) é muito utilizado quando se pretende monitorar diretamente a variabilidade do processo, já que a variabilidade do processo contribui para a qualidade do produto (SAMOHYL, 2009). Para os cálculos dos limites de controle desses tipos de gráficos é necessário coletar 20 ou 25 subgrupos (amostras) de 5 ou 4 itens, respectivamente. A partir dos dados calculam-se a média e a amplitude de cada amostra, e posteriormente calcula-se a média das médias amostrais e a média das amplitudes (WERKEMA, 2006). De acordo com Werkema (2006), os limites de controle para o gráfico das médias são: (1) (2) 7 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. (3) E os limites de controle para o gráfico das amplitudes são: (4) (5) (6) Onde: – Limite superior de controle – Limite central – Limite inferior de controle Os valores , e são valores tabelados. 3. Método de pesquisa A pesquisa foi realizada em uma fábrica de polpas de médio porte, e o atributo analisado foi o peso. Conforme conceitua Rodrigues (2006) trata-se de uma pesquisa quantitativa, pois o enfoque da pesquisa está voltado para a análise e interpretação dos resultados, utilizando-se da estatística. Para isso, foi feita a pesagem das polpas para uma análise de desvio através de uma ferramenta de controle de qualidade. A ferramenta utilizada foi o gráfico de controle. Nesta sessão segue o detalhamento do método aplicado. 3.1. Instrumentos para a coleta de dados Para a coleta de dados foi necessário o uso de uma balança de precisão. A balança utilizada, que foi fornecida pela empresa estudada, tinha a precisão de duas gramas. Para a coleta dos dados, foi feito o uso de uma folha de verificação para registrar os dados obtidos para análise, por ser uma ferramenta simples e de fácil compreensão. 3.2. Definição da unidade de estudo A empresa estudada, fabrica 8 tipos de polpas, sendo elas: maracujá, goiaba, taperebá, acerola, muruci, cupuaçu, abacaxi e abacaxi com hortelã. Usou-se para a amostra polpas de um só tipo, para facilitar os cálculos e enxergar as perdas na forma monetária, sendo assim, a 8 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. uniformidade ajudará nos cálculos. A polpa de maracujá foi escolhida, pois no momento da coleta de dados, um lote de polpas dessa fruta estava disponível para a pesquisa. 3.3. Definição do tamanho da amostra O tamanho da amostra foi definido de acordo com o que afirma Werkema (2006), “para o cálculo dos limites de controle dos gráficos ( e R) é necessário coletar 20 ou 25 subgrupos (amostras) de 5 ou 4 itens, respectivamente. Ou seja, aproximadamente 100 dados”. Para a realização da pesquisa, foi adotado K = 25 amostras, com n = 4 dados. Sendo K o número de amostras, e n o tamanho de cada amostra. Totalizando 100 dados. As polpas eram guardadas em caixas, cada caixa continha 6 polpas de maracujá, e de cada caixa eram retiradas 4 polpas aleatoriamente. E assim foram retiradas 4 polpas de cada uma das vinte e cinco caixas, totalizando as 100 polpas, necessárias para a pesquisa 3.4. Procedimentos para o estudo Primeiramente foi feita uma pesquisa bibliográfica sobre os assuntos relacionados ao estudo. Depois, foi realizada visita técnica à empresa, na qual se observou sua cadeia produtiva a fim de selecionar a atividade a ser estudada. Detectou-se que a atividade de empacotamento necessitava de padronização, a fim de melhorar o desempenho da operação reduzindo as perdas na reta final do processo. Logo após, foi realizada a pesagem das polpas. Os dados obtidos foram repassados para o computador, e em seguida os cálculos para encontrar os limites superior e inferior de controle, e posteriormente, seus gráficos foram feitos no programa Microsoft Excel. As fórmulas usadas para os cálculos dos limites foram estabelecidas por Werkema (2006), conforme citado anteriormente. Uma análise foi feita depois da construção dos gráficos, e os pontos que estavam fora dos limites de controle foram retirados, e um novo gráfico teve que ser feito. A partir do novo gráfico, outra análise deve ser feita, e a partir disso serão sugeridas mudanças na atividade, objetivando a redução de custos decorrentes de desperdícios para a empresa através da determinação de uma rotina de trabalho eficaz. Os pontos que estavam fora dos limites deverão ser analisados, para assim serem encontradas as possíveis causas dos desvios. 4. Resultados 9 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Com o intuito de analisar o desvio do peso médio das polpas de frutas, foi plotado o gráfico de controle das médias ( ) que apresenta a variação existente entre as médias dos pesos das amostras estudadas e o gráfico das amplitudes (R) que evidencia a variabilidade existente em cada amostra retirada. Com o uso desses gráficos ficou mais fácil a visualização dos desvios ocorridos entre os pesos das polpas analisadas. A folha de verificação, com o registro do peso dos itens de cada amostra de acordo com a leitura da balança, é apresentada a seguir: Tabela 1 - Apresentação da folha de verificação Folha de Verificação Instruções: Registrar e agrupar logicamente os pesos (massa em Kg) de cada item da amostra Dados adicionais: 27/02/2015 Setor: Armazenagem Medida (em Kg) Amostra Item 1 Item 2 Item 3 Item 4 1 1,104 1,094 1,090 1,082 2 1,094 1,074 1,074 1,054 3 1,124 1,060 1,088 1,086 4 1,082 1,078 1,076 1,068 5 1,088 1,084 1,074 1,070 6 1,060 1,078 1,070 1,074 7 1,078 1,052 1,064 1,048 8 1,058 1,030 1,072 1,056 9 1,064 1,046 1,080 1,086 10 1,058 1,068 1,076 1,072 11 1,060 1,076 1,070 1,076 12 1,062 1,076 1,082 1,094 13 1,092 1,066 1,078 1,086 14 1,084 1,076 1,084 1,084 15 1,066 1,078 1,088 1,090 16 1,078 1,090 1,086 1,082 17 1,066 1,080 1,068 1,094 18 1,086 1,078 1,084 1,062 10 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 19 1,068 1,086 1,088 1,092 20 1,094 1,094 1,086 1,084 21 1,092 1,088 1,074 1,076 22 1,082 1,088 1,078 1,082 23 1,086 1,078 1,070 1,076 24 1,090 1,092 1,084 1,090 25 1,068 1,086 1,094 1,074 Fonte: Autores (2015) Com os dados apresentados na tabela anterior foi possível plotar os gráficos de controle. A figura 2 mostra o gráfico de controle das amplitudes das amostras, nele o limite superior e inferior de controle assumiram os valores 0,0537 e 0, respectivamente. Sendo assim, a amostra de número 3 (com a amplitude de 0,0640) apresentou-se acima do limite superior, logo a mesma também está sob o efeito de causas especiais. E as demais, encontram-se sob o efeito de causas normais. Figura 2 - Gráfico de Controle das Amplitudes Fonte: Autores (2015) A figura 3 apresenta o gráfico de controle das médias das amostras, neste gráfico o limite superior de controle alcançou um valor aproximado de 1,0951 e o limite inferior de 1,0608. As amostras 7 e 8 obtiveram médias de 1,0605 e 1,0540 respectivamente, e isso indica que elas apresentam-se sobre o efeito de causas especiais. As demais amostras que estão dentro dos limites de controle estão sob o efeito de causas normais. Figura 3 - Gráfico de Controle das Médias 11 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Autores (2015) Vale ressaltar que apesar de quase todas as médias e as amplitudes dos pesos das polpas de frutas estarem sob controle estatístico, todas as amostras analisadas foram produzidas com não conformidades, ou seja, fora das especificações da embalagem, pois a embalagem indicava que nela continha um conteúdo de 1 kg, contudo, nenhuma das amostras possui tal valor. Diante da análise dos gráficos e o conhecimento das amostras que se encontraram fora dos limites, tornou-se necessário mapear as possíveis causas dos desvios existentes, pra isso foi elaborado o diagrama de Ishikawa (Figura 4). Para se chegar as possíveis causas a serem colocadas no diagrama, foi realizado um Brainstorming entre os funcionários e os realizadores da pesquisa. As causas estão dispostas no diagrama a seguir. Figura 4 - Diagrama de Ishikawa Fonte: Autores (2015) Por tratar-se de uma empresa de médio porte, esta não dispõe de todos os tipos de máquinas necessárias para o processamento da polpa, logo grande parte do processo é feito 12 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. manualmente, isto contribui significativamente para os grandes desvios observados no peso especificado para o produto final. Notou-se que um baixo grau de padronização no processo, além de que o número de funcionários é insuficiente e que existe a falta de investimentos voltados ao treinamento destes. O espaço de trabalho é desorganizado, o que também dificulta o desempenho das atividades ligadas ao processo. Não há um controle eficiente de qualidade. Apesar dos grandes desvios no peso especificado para o produto gerarem altas perdas financeiras, a gerência não intervém no processo e tão pouco estabelece algum tipo de inspeção a fim de ter maior controle sobre a produção. Uma vez mapeadas as prováveis causas, Montgomery (2004) afirma ser necessária a exclusão dos pontos que se encontram fora dos limites de especificação, pois estes equivalem as causas especiais que estão atuando no processo. As figuras 5 e 6 apresentam os gráficos após a exclusão dos pontos que estavam fora de controle estatístico, e com isso foi alcançada a estabilidade estatística do processo. Figura 5 - Gráfico de controle das amplitudes sem causas especiais Fonte: Autores (2015) Figura 6 - Gráfico de controle das médias sem causas especiais 13 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Autores (2015) Como as causas especiais foram detectadas, foi necessário recalcular os limites de controle dos gráficos desconsiderando as amostras que estavam fora de controle. Assim, os limites superior e inferior das amplitudes das amostras alcançaram respectivamente os novos valores 0,0498 e 0. Para as médias, os limites de controle assumiram os valores 1,0961 e 1,0634 para o limite superior e inferior, respectivamente. Na análise das figuras 5 e 6 é notório que não há novos pontos fora de controle, e dessa forma o processo está sobre controle estatístico. 5. Considerações Finais Este artigo propôs a aplicação do controle estatístico da produção (CEP) em uma fábrica de polpas de médio porte, devido a instituição nunca ter realizado um controle dos pesos das polpas, e desconhecer as perdas que poderiam estar envolvidas no processo. A análise do nível de padronização foi um fator essencial para a escolha da atividade de empacotamento de polpa em embalagens de 1kg como objeto de estudo. Logo, sua ineficiência gera perdas financeiras para empresa decorrentes da inexatidão e o alto desvio no processo de pesagem da polpa para embalar. A ferramenta gráfico de controle, associada ao diagrama de Ishikawa foram eficientes para alcançar o objetivo da pesquisa. Tendo em vista que possibilitou observar os desvios da média do peso que aconteceram com as amostras usadas e a identificação das possíveis causas desses desvios. 14 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. A aplicação do gráfico de controle para as médias apontou que as amostras 7 e 8 encontramse abaixo do limite inferior de controle. E o gráfico de controle das amplitudes detectou que a amostra 3 estava acima do limite superior de controle. Isso indica que tais amostras estão sob efeito de causas especiais, e que o processo não está controlado estatisticamente. Para controlar o processo, foi necessário a retirada dessas amostras e recalcular os novos limites de controle para a obtenção de um novo gráfico. Por existirem amostras sob efeito de causas especiais, foi essencial a realização de um estudo de causa e efeito através do diagrama de Ishikawa, para a obtenção das possíveis causas. Com essa ferramenta concluiu-se que há um número excessivo de causas relacionadas ao método, e principalmente ao método usado para a embalagem das polpas, o que poderia ser identificado como uma causa principal, e que está associado a não existência de máquinas eficientes e precisas para a realização desse processo. Portanto, a partir desse estudo a empresa pôde obter conhecimento das perdas geradas pelo descontrole estatístico, o que possibilita a aplicação de medidas gerenciais corretivas ao processo aumentando a lucratividade da organização, bem como a qualidade do produto final. O presente trabalho servirá de embasamento para futuros estudos de controle de qualidade ou estudos relacionados às perdas decorrentes da não aplicação do mesmo. A sugestão para esses futuros trabalhos é que seja feita uma análise mais afundo das causas dos desvios observados, aplicando-se metodologias como PDCA para a busca de melhorias. Além disso, outra sugestão é quantificar financeiramente as perdas geradas pelas não conformidades observadas no processo. REFERÊNCIAS CAMPOS, Vicente F. TQC: Controle da Qualidade Total (no estilo Japonês). Rio de Janeiro: Bloch Ed, 2004. FITZSIMMNOS, James A; FITZSIMMONS, Mona J. Administração de Serviços: operações, estratégia e tecnologia da informação. 6º ed. Porto Alegre: Bookman, 2010. MONTGOMERY, D. Introdução ao controle estatístico da qualidade. 4º ed..LTC- Livros Técnicos Científicos, 2004. RODRIGUES, Auro de Jesus. Metodologia científica. 1º ed. São Paulo: Avercamp, 2006. SAMOHYL, Robert W. Controle estatístico da qualidade. 5º ed. Rio de Janeiro: Elsevier, 2009 WERKEMA, M.C.C. Ferramentas estatísticas básicas para o gerenciamento de processos. Belo Horizonte: Fundação Christiano Ottoni, 2006. 15 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 16
Baixar