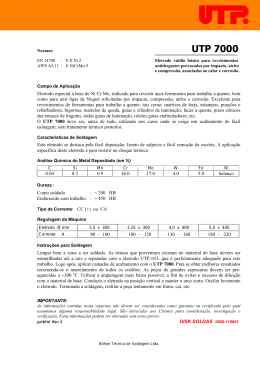
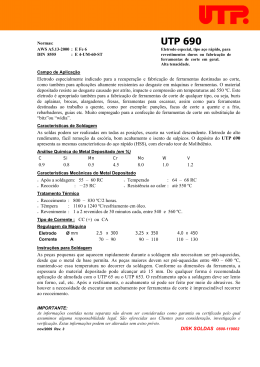
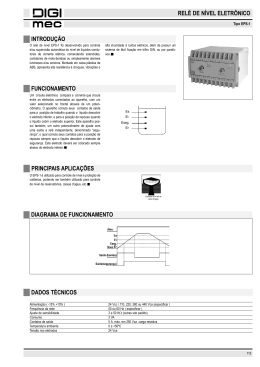
SOLDAGEM COM ELETRODO REVESTIDO www.ivanilzafelizardo.com // [email protected] MATERIAL DIDÁTICO – APOSTILA (coletânea de informações retiradas de diversas bibliografias) Profa. Ivanilza Felizardo, Dra Prof. Alexandre Queiroz Bracarense, PhD PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO Shield Metal Arc Welding – SMAW 1. INTRODUÇÃO Dos processos de soldagem a arco, o processo com eletrodo revestido é o mais simples. O investimento em equipamentos é relativamente baixo e os eletrodos são facilmente encontrados no mercado. Uma grande vantagem deste processo é o controle da composição química do revestimento, através do qual se consegue uma vasta gama de consumíveis e um maior controle da microestrutura e das propriedades do metal de solda. É um dos processos a arco mais utilizados na soldagem de aços baixo carbono, aços de baixa, média e alta liga, aço inoxidável, ferros fundidos, alumínio, cobre, níquel e ligas destes. Diferentes combinações de metais dissimilares podem ser soldadas com eletrodo revestido. É também o processo mais utilizado na soldagem subaquática. Pode ser usado em todas as posições, inclusive sobrecabeça, em metal de base com espessura entre 3,0 mm a 40 mm e em áreas de acesso limitado. Para espessuras inferiores a 2 mm, o material é facilmente perfurados pelo calor do arco, antes da formação da poça de fusão. Para espessuras muito grandes a baixa produtividade do processo pode ser um fator limitante. Metais de baixo ponto de fusão como o estanho, zinco, chumbo e suas ligas não são soldados pelo SMAW, pois a intensidade do calor do arco é muito alta para eles. Este processo também não é adequado para metais refratários ou muito reativos como o titânio, zircônio, molibdênio, nióbio e o tântalo, pois os elementos fornecidos pelo revestimento não evitam a contaminação do oxigênio na solda. A grande limitação do processo de soldagem com eletrodo revestido é o fato de se tratar de um processo manual, cujo nível de habilidade do soldador é fundamental para se obter uma solda de qualidade. Alguns centros de pesquisa, em especial o LRSS do DEMEC/UFMG, buscam a mecanização e até mesmo a robotização do processo com eletrodo revestido. Destaca-se que existem pessoas que são favoráveis e defensoras da proposta de tornar possível a soldagem robotizada com eletrodo revestido, existem os indiferentes e os que acham absurdo e totalmente sem propósito. Alguns dizem que o processo de soldagem com eletrodo revestido está ultrapassado e em decadência, porém outros dizem que é ainda extremamente utilizado e indispensável. Ainda há os que acham que a grande desvantagem deste processo, em relação aos demais, é o fato de ser um processo manual, “precisando robotizá-lo”. Dos processos de soldagem robotizados, o mais utilizado é o processo de soldagem a arco elétrico com proteção gasosa e eletrodo consumível, o GMAW (Gas Metal Arc Welding), comumente conhecido como MIG/MAG. Entretanto, existe uma preocupação relativa à inexistência no mercado de consumíveis/arames sólidos (Figura1a) que possam soldar todos os materiais utilizados nas indústrias. Por outro lado, a gama de consumíveis existente no mercado para o processo com eletrodo revestido (Figura1b) é imensa, possibilitando a soldagem dos mais diversos materiais e nas mais diversas posições. Além de ser o processo mais utilizado na soldagem subaquática (principal aplicação para a soldagem robotizada com eletrodo revestido). SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) (a)) 2 (b b) Figu ura 1 – Algu uns tipos de e consumíve eis para a soldagem s a arco (a) arame a sólido o (b) eletrodo e reve estido ada por alg gumas pesssoas, que pode p dificulttar a robotizzação do processo de e Uma questão, levanta do revestido o é o fato de d se tratar de um proc cesso interm mitente. Porrém, a apli-soldagem com eletrod r AW nas indú ústrias, prin ncipalmente e com o proccesso GMA cação expressiva da soldagem robotizada obilística, é a execução o de cordõe es de solda curtos de um u único pa asse, aproximadamen-na automo te 50 mm d de comprim mento. Este tipo de apliicação viabiliza a realizzação deste es cordões com o pro-cesso de ssoldagem com c eletrodo revestido o. Tem-se ainda a que se s for consid derada toda a a diversi-dade de co omposição química do os eletrodoss revestidos, existe uma gama mu uito maior de e aplicação o do processso com eletrodo revesttido do que com o proccesso GMA AW. v pa ara tornar a soldagem robotizada a com eletro odo revesti-Há várias dificuldadess a serem vencidas alidade, podendo citarr: (a) troca do d eletrodo; (b) abertura e fecham mento do arrco elétrico;; do uma rea (c) remoçã ão de escórria e (d) variação da velocidade v d avanço e, principalmente, da velocidade de e de mergulh ho do eletro odo durante e a soldagem. Esta última é considerada a mais m difícil de d ser solu-cionada po or está rela acionada co om a taxa de d fusão do o eletrodo revestido. r Está E além de d avanços s tecnológico os que poss sam ser dessenvolvidos s para supe erar, por exe emplo, as demais dificu uldades. As dificulda ades (a) e (b) ( estão re elacionadass com a form ma do eletro odo revestid do, podendo o ser resol-vidas com mudanças nos equipa amentos. A troca do eletrodo pod de ser realizzada sem a interferên-ue um porta a-eletrodo adequado a p para a solda agem robotizada seja projetado e cia humana, desde qu s imple ementados na program mação do ro obô. Para a abertura e comandos de posicionamentos sejam e alé ém de coma andos de po osicioname entos refere entes à apro oximação e fechamentto do arco elétrico, ao afastam mento do ele etrodo em rrelação à peça a ser soldada, s é necessário n q haja um que ma comuni-cação entrre o robô e a máquina de soldage em: o robô informará à máquina, através de e sinais elé-tricos, o momento exa ato para inicciar e interrromper o fornecimento o de corrente elétrica para p a aber-d arco elétrico, respec ctivamente. tura e o fecchamento do ade (c) está á relacionad da com a fo ormulação dos d eletrodos revestid dos. Existem m eletrodos s A dificulda que possib bilitam a forrmação de escórias au utodestacávveis, facilita ando a remo oção das mesmas m porr mecanismo o automáticco. Levando o em consid deração a aplicação a da a soldagem m robotizada a na execu-ção de corrdões simples e curtoss, a remoçã ão da escó ória pode se er realizada a posteriorm mente, sem m prejudicar uma possív vel seqüênccia de solda agem. A dificulda ade (d) está á relacionad da com o comportame c ento térmico o do eletrod do revestido. Sabe-se e que, duran nte a soldag gem, a temperatura do o eletrodo aumenta a de evido ao calor transferiido do arco o elétrico e a ao calor gerado por effeito Joule. O primeiro é o principal responsá ável pelo aq quecimento o SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 3 do eletrodo o em regiõe es próximas à frente de d fusão e o segundo, em regiõe es afastada as da frente e de fusão. S Sabe-se tam mbém que uma das prrincipais conseqüência as deste aumento de te emperatura a é a variaçã ão da taxa de fusão do eletrodo revestido durante d a so oldagem e conseqüente variação o da velocida ade de merrgulho. de (d) possa a ser vencid da é fundamental (1) conhecer as a causas e as conse-Para que a dificuldad qüências d do aumento o da temperratura do ele etrodo, pod dendo assim m (2) prediz zer os camp pos de tem-peratura e (3) estabe elecer uma correlação o entre este e aumento de tempera atura e a variação v da a velocidade e de mergulho do eletro odo revestid do durante a soldagem m. 2. A SOLD DAGEM CO OM ELETRO ODO REVESTIDO em manual com eletro odo revestid do, o soldad dor é respon nsável pela abertura e fechamen-Na soldage to do arco elétrico, pe ela troca do o eletrodo e pela execcução dos movimentos m s de avanço o e de mer-m Esttes movime entos devem m ser realizzados de fo orma que o comprimen nto do arco o gulho do mesmo. seja mantiido constan nte durante o processo o. A Figura a 2 apresen nta um dessenho esque emático da a do revestido o. soldagem com eletrod F Figura 1 – Desenho essquemático o da soldage em manual com eletrodo revestido o A região n não revestid da do eletro odo (ou reg gião sem re evestimento o) fica em contato com m o alicate e porta-eletro odo, conecctado à fontte de solda agem que é do tipo co orrente con nstante. A corrente c de e soldagem, alternada ou contínua, passa do o porta-elettrodo para o arame e através de este para o ando-o. Na maioria da as aplicaçõe es, o eletrod do revestido o é conecta ado ao pólo o arco elétricco, sustenta positivo da a máquina (polaridade reversa). O início da soldagem s propriamente e dita ocorre e quando a ponta livre do eletrodo o toca o me etal de base e, promoven ndo a abertu ura do arco o elétrico. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 4 Na soldage em com ele etrodo revestido é com mum a utilizzação de disspositivos mecanizado m os como do o método de e soldagem por gravida ade, Figura 3. De acorrdo com o apresentado a o nesta figura, o porta-eletrodo (a a) se desloca sobre uma barra-g guia (b), devido à ação o da gravid dade, à me edida que o eletrodo (cc) é consum mido. A soldagem por gravidade g é extremame ente simple es e possui várias limi-tações qua anto ao seu u uso: posiçção de sold dagem, diâm metro do eletrodo e qu ualidade do o cordão de e solda. Não o existe nen nhum controle sobre o comprime ento do arco o elétrico e sobre as velocidades v s de avanço e de mergu ulho do elettrodo, sendo estes deffinidos pela própria açã ão da gravid dade. a b c Figura 3 – Dispositivo o para a so oldagem porr gravidade 3. ELETRO ODO REVE ESTIDO 3.1 Fabric cação A fabricaçã ão dos eletrodos revesstidos não é simples, devido d à gra ande diverssidade dos tipos e das s aplicaçõess em soldag gem, cada um exigind do considerrações espe eciais. A Figura 4 aprresenta um m fluxograma a que exem mplifica as ettapas de prrodução doss eletrodos revestidos. A camada de revestim mento ao re edor do aram me ou “alma do eletrod do”, que ge eralmente é extrudada,, o separar com o calor durante a sua prep paração ou durante a soldagem. não deve deteriorar ou precisa ter considerável resistênc cia mecânicca aos impactos ou àss vibraçõess durante o Também p armazenam mento e o transporte. t Ao longo da d produção o, inspeçõe es e ajustes s são execu utados para a assegurar um revestim mento unifo orme e conccêntrico, vissto que um dos mais importantess índices de e mento é a su ua concentrricidade. qualidade do revestim mportante a ser consid derado na fa abricação de d eletrodoss revestidoss é a relaçã ão entre as s Um fato im áreas transversais do o arame e do revestim mento, definida como "relação volumétrica do revesti-V)", [Bonisze ewski, 1979 9] sendo detterminada por: p mento (RV RV V = (D −d2 d2 2 ) onde: D – diâmetro do d eletrodo;; d – diâmetro do d arame; (1) SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 5 Figura 4 – Fluxograma das etapas e de fa abricação do os eletrodos revestidoss mente com o pó de ferro, determin na a eficiên ncia e a taxa de fusão do eletrodo o revestido.. RV, juntam É possível obter um valor v de RV V tão alto qu uanto 5, com elevada proporção de pó de fe erro, de for-eposite de 7 a 9 kg/h de d metal de e solda. A qualidade do o metal de solda pode e ma que o eletrodo de o a espessu ura do revesstimento, aumentando o aumentar e o teor de nitrogênio diminuir, aumentando RV. RV e a concentricidade do revestiment r to têm uma forte influê ência na esttabilidade do d arco elé-trico e no modo m de tra ansferência metálica do o eletrodo revestido. r 3.2 Caractterísticas e Funções do d Revestiimento mento do elletrodo consiste de um ma mistura de diferenttes materia ais, na maio oria óxidos,, O revestim combinado os em prop porções ade equadas. Muitos M dos ingredientess de um revestimento podem terr mais de uma função e diferente es ingredien ntes no me esmo reves stimento podem contrib buir para a nção. mesma fun SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 6 Dentre as funções do o revestimen nto está o forneciment f to de eleme entos de lig ga para o re efino da mi-a do metal de solda. Os O gases e a escória,, croestruturra e para o controle da composiçção química provenienttes da deco omposição do revestim mento, prod duzem uma atmosfera protetora para p o arco o elétrico e p para a poça a de fusão. A escória ainda a protege as gotass de metal fundido durrante a sua a transferênccia pelo arc co e controla a a velocida ade de resfrriamento do o metal de solda. s mento també ém fornece e agentes que q facilitam m a remoção da escória, a soldag gem em di-O revestim versas possições e a ionização do arco, além m de desem mpenhar um m importantte papel na a estabilida-de e no diirecionamen nto do arco o elétrico. A decompossição de ing gredientes do revestim mento pode e ainda conttrolar a temperatura do o eletrodo durante d a so oldagem. A Tabela 1 descreve d oss principais s elementos utilizados no n revestim mento de ele etrodos reve estidos. As fórmulas e as principa ais funções s da elemento o também estão e descritas nesta ta abela. (primárias e secundárrias) de cad Tabela 1 – Princiipais eleme entos dos re evestimento os [Jackson,, 1973] Eleme entos Alum mina Arg gila Ca al Fórmula F Al2O3 Al2O3 2SiO2 2H2O CaO Calccita CaCO3 Fluo orita CaF2 Celu ulose (C C6H10O5)x Ferro-Ma anganês Fe-Mn Ferro-Silício Fe-Si Hem matita Magn netita Silicato de Lítio e Potássio Silicato de Fe2O3 Fe3O4 Li2SiO3 K2SiO3 Titanato de e Potássio Feldsspar Micca Dolo omita Silicato d de Sódio 2K K2O 2TiO2 K2O Al2O3 6SiO2 K2O 3Al2O3 6SiO2 2H 2 2O O CaO 2(CO2) MgO N 2SiO3 Na Síliica SiO2 Ruttila TiO2 Pó de Ferro - Zircô ônio ZrO2 Funções Formar esc cória; Estab bilizar o arco o A Ajudar na exxtrusão; Formar escóriia Ag gente fluxan nte; C Controlar a viscosidade e da escória a C Controlar a basicidade e da escória a; g de prroteção Gerar gases C Controlar a basicidade e da escória a; v e da escória a Reduzir a viscosidade Gerar gases g de prroteção; Ajud dar na extru usão Controlar a composiçã ão química;; Promover a desox xidação ver a desoxxidação; Promov Controlar a composiçã ão química.. Prromover a oxidação; o Fo ormar escó ória Prromover a oxidação; o Fo ormar escó ória Atuar como agente ag glomerante Esttabilizar o arco; Atuar como agente ag glomerante mar escória Estabilizarr arco; Form Formar escória; Agen nte fluxante Ajudar na exttrusão; Esta abilizar o arrco Gerar gases; Agente e fluxante Atu uar como ag gente aglom merante; Esstabilizar b o arco Fo ormar escórria; Contro olar a viscosidade Re eduzir a viscosidade da a escória; E Esabilizar o arcco ta Aumentar a ta axa de depo osição e o rrenmento do eletrodo; Estabilizar o arco dim Esttabilizar o arco; Fa acilitar a de estacabilidad de da escórria A concentrração de um m elemento químico no o metal de solda s é funçção da quantidade desste elemen-to originalm mente presente no sisstema de so oldagem. Se eis fontes de d elemento os químicoss na solda-- SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 7 gem com eletrodo re evestido podem ser id dentificadas: revestime ento, alma do eletrodo o, metal de e o elétrico, su uperfícies do d metal de base e do eletrodo [B Bracarense, 1994]. As três t primei-base, arco ras fontes são as principais. étrico não pode p criar ou destruirr qualquer elemento, e m depen mas ndendo dass condições s O arco elé operaciona ais, por exe emplo, o ângulo do eletrodo e em m relação à peça a se er soldada,, diferentes s quantidade es de cada elemento são s divididas entre o metal m de sold da, a escórria e o ambiente. Já as s duas últimas fontes podem p prod duzir impure ezas indese ejáveis para a o metal de d solda, prrovenientes s mpeza imprrópria na superfície do o metal de base ou durante d a fa abricação do d eletrodo.. de uma lim Dentre as diferentes fontes, é o revestimen nto que tem m um papel importante e na determ minação da a ão química do d metal de e solda e o seu controle é extremamente imp portante na a fabricação o composiçã de consum míveis de altta qualidade e. 3.3. Classificação do os Eletrodo os A classifica ação dos eletrodos revvestidos é baseada b no tipo de ingrediente pre esente na composição c o química do o revestimento e/ou o tipo t de reaçção química a que ocorrre durante a soldagem. Os eletro-dos revestidos são cla assificados como básic cos, celulóssicos, rutíliccos, ácidos e oxidantess. Eletrodos s q de carbone eto de cálccio (CaCO3) e de fluorreto de cálccio, fluorita,, básicos têm grande quantidade C 2 pode variar (CaF2) no revestimen nto. A razão o CaCO 3 / CaF v entre e 1 e 3. Raz zões altas são s usadas s em eletrod dos que exe ecutam passses de raizz em juntass muito abe ertas, onde uma boa proteção p do o metal fund dido em rela ação ao am mbiente é exxigida. Este es eletrodoss não possu uem substâncias orgâ-nicas em ssua formula ação e, se armazenado a o e manuse eado correta amente, pro oduz soldass com baixo o teor de hid drogênio, minimizando m o os problem mas de fissuração e de fragilização por este e elemento. O arco elé étrico gerado o pelos elettrodos básicos é relativamente instável e ass gotas que se transfe-rem ao me etal base sã ão ligeirame ente maiore es que as de d outros tipos de elettrodos, o qu ue faz com m que sua manipulação m o exija treinamento pré évio, para que q o solda ador se fam miliarize bem m com este e tipo de ele etrodo. A esscória se apresenta flu uida e é faccilmente de estacável. Estes E eletro odos produ-zem soldas com exce elentes propriedades mecânicas, m apresentando boa du utilidade e tenacidade, t , a penetraçã ão, embora a seu desem mpenho du urante a soldagem sejja inferior aos a demais s com média tipos de ele etrodos. Em m razões de e suas exce elentes cara acterísticas de soldabilidade, este es eletrodos s são empre egados para a juntas de alta respon nsabilidade, para solda agem de grrandes espessuras ou u de alta rigiidez e tamb bém na sold dagem de aços a de composição desconhecid d da, principa almente em m estruturas constituída as de chapa as grossas, como o casso de vasoss de pressã ão, caldeiras ou outros s 18. sistemas ssimilares. Um exemplo típico de eletrodo básico comercial é o E701 g quan ntidade de substâncias s s orgânicass inflamáveis no reves-Eletrodos ccelulósicos têm uma grande timento que produz grrande volum me de gás e protege a poça de fu usão. O elettrodo produz arco mui-m respiingos, alta penetração p o e formam somente um ma pequena a quantida-to violento, gerando muitos ória, sendo facilmente destacáve el, quando comparado c com outross tipos de revestimenr de de escó tos. A quantidade exc cessiva de hidrogênio, h resultado da d decompo osição de hidrocarbon h etos, impe-ação de ele etrodos celu ulósicos on nde são exiigidos altoss níveis de resistência mecânica.. de a utiliza São eletrod dos particularmente re ecomendados para a soldagem s fo ora da posiç ção plana, tendo t gran-de aplicação na solda agem orbita al de tubos e na execução de pa asses de ra aiz em gera al. Devido à da penetraç ção e grand des perdas por resping gos, não sã ão adequados para o enchimento e o sua elevad de chanfro os. Um exem mplo típico de d eletrodo o celulósico comercial é o E6010. m como prin ncipal ingre ediente o dióxido de tittânio (TiO2). ) Apresenta am facilida-Eletrodos rutílicos têm m ser aplicad dos em tod das as posiçções. São próprios p parra a execu-de na aberrtura de arcco e podem ção de corrdões curtos em aços de baixo te eor de carb bono, em so oldagens de e ângulo e em chapas s finas. A qu uantidade de e respingoss é pequena a e a velocidade de so oldagem é ra azoável. Sã ão bastante e sensíveis à às impurezas e na solldagem de materiais com c um teo or de carbon no mais ele evado origi-- SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 8 nam trinca as com certa a facilidade. Não são in ndicados pa ara a soldag gem estrutu ural onde sã ão exigidas s alta tenacid dade e resiistência. Sã ão muito pouco sensíve eis à umida ade. Um exe emplo típico o de eletro-do rutílico comercial é o E6013. á são constituído os principalm mente de óxido ó de ferrro, mangan nês e de síllica. Produ-Eletrodos ácidos zem escórria ácida ab bundante e porosa e de fácil remo oção. Produ uz penetraçção média e a taxa de e fusão é ele evada, leva ando a form mação de um ma poça de e fusão volu umosa, o que limita a sua aplica-ção à posiição plana e horizonta al. As propriedades da a junta solda ada são co onsideradass boas para a diversas aplicações, embora e sua a resistênciia à formaçção de trinccas de solid dificação se eja baixa. A aparência do cordão é boa. oxidantes são s constituídos princip palmente de e óxido de ferro f e manganês, prod duz escória a Eletrodos o oxidante a abundante e de fácil re emoção. Prroduz solda as de baixa penetração, o metal depositado o tem baixoss teores de carbono e manganêss, e propried dades inade equadas pa ara aplicaçõ ões de res-ponsabilida ade, emborra a aparên ncia do cord dão seja mu uito boa. É um dos ele etrodos mais utilizados s na soldage em subaquá ática. mais usual de d descrever as várias reações químicas que ocorrem m durante a soldagem m A forma m com eletro odo revestid do é atravéss do “índice e de basicid dade”, tamb bém conhec cido como “basicidade “ e da escória”. O índice de basicida ade (B) é a razão entre e as porcentagens em peso dos in ngredientes s ácidos que compõem o fluxo, e po ode ser estimada usan ndo a seguinte equação: básicos e á B= CaO + MgO M + K 2 O + Na 2 O + 0,5(FeO + MnO M ) + CaF F2 SiO 2 + 0,5(Al 2 O 3 + TiO T 2 + ZrO O2 ) (2) a B entre 1 e 1,5, neuttro e acima a Quando B é inferior a 1.0, o fluxxo é classificcado como ácido, para deste valor, básico. 3.3.1 Classsificação do os Eletrodoss Segundo Norma AW WS (America an Welding Society) cação de ele etrodos de aço carbon no da AWS utiliza um conjunto c de números e O sistema de classific v inform mações a respeito r doss eletrodos, como apre esentado na Figura 5. letras que fornecem várias ema, a iden ntificação se e inicia pela a letra E, qu ue indica qu ue o consum mível é um eletrodo (e e Neste siste não uma vvareta, que é indicada pela letra R). R O conjunto seguintte, formado por dois ou u três algo-ritmos, ind dica o limite e de resistê ência mínim ma a tração do metal depositado d pelo eletro odo, em Ksii (1000 psi).. Esta resisttência referre-se à obtid da em corp pos de prova extraídoss de solda d depositadas s em chanfro os especiais (conform me exigido nas n especifficações) de e modo a minimizar m a diluição, e portanto a influência do d metal ba ase. Assim, por exemp plo, dois elettrodos capa azes de dep positar, nas s al com resisstência meccânica de 60000 psi (4 410 Mpa) e 100000 psii condições da norma, um materia assificados como E60X XX e E100X XX, respectivamente. O dígito seg guinte é um m (658 Mpa), seriam cla d soldagem em que o eletrodo pode p ser utilizado, send do 1 para a algarismo, que indica a posição de a posições, 2 para soldagem nass posições plana p e horizontal e 4 para solda-soldagem em todas as osição verticcal ascende ente. O próx ximo digito,, que é o úlltimo para eletrodo e de aço carbo-gem na po no, indica o tipo de re evestimento do eletrodo o e, portantto, suas carracterísticas s operacionais. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 9 Figura 5 – Classifica ação AWS para p eletrod dos revestid dos para açço carbono WS apresen nta, após o último dígitto que indicca o tipo de e Para aços de baixa liga, a classificação AW nto (conform me apresen ntado para eletrodos para p aço ca arbono), um m conjunto de letras e revestimen números, sseguindo um u hífen, que estabele ece classess de compo osição quím mica do ele etrodo, con-forme apre esentado ab baixo: AWS E XXYZ – A1 ligado ao a molibdên nio AWS E XXYZ – BX X ligado ao a cromo-m molibdênio AWS E XXYZ – CX X ligado ao a níquel AWS E XXYZ – DX X ligado ao a manganê ês-molibdên nio AWS E XXYZ – NM ligado ao níquel-mo olibdênio AWS E XXYZ – M alta res sistência/exiigência milittar AWS E XXYZ – P ligado ao a CrNiMoV V, tubulaçõe es AWS E XXYZ – W ligado ao a CrNiMoV V, exposto ao a tempo AWS E XXYZ – G teores de d liga livre Letra L no final: te eor de carbo ono controla ado (< 0,05% %) Para aço inoxidável, a classificaçção AWS, após a os três primeiross algarismoss, que defin ne o tipo de e aço inoxidável, é acre escidos de sufixo com mposto por dois d algarissmos, os qu uais indicam m o tipo do o arame e do o revestime ento, respecctivamente: AWS E XXX – 15 AWS E XXx – 16 AWS E XXX – 17 AWS E XXX – 25 AWS E XXX – 26 Eletrodo ligado (1)), revestime ento básico (5) Eletrodo ligado (1)), revestime ento rutílico (6) ento misto (7 7) Eletrodo ligado (1)), revestime mento básicco (5) Eletrodo sintético ((2), revestim mento rutílic co (6) Eletrodo sintético ((2), revestim Além dos ttrês primeiro os dígitos podem p ser acrescentad a das as segu uintes siglas s: L H Mo MoL Cb para eletro odo com baixo carbono o (ex. E 308 8L-16) para eletro odo com alto o carbono (e ex. E 310H-15) para eletro odo com mo olibdênio (exx. E 309Mo-16) para eletro odo com baixo carbono o e adição de d molibdên nio (ex. E 30 09MoL-15) para eletro odo com adiação nióbio o (ex. E 308 8Cb-16) SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 10 Observaçã ão: Formass de fabricaçção dos ele etrodos ópria alma do d eletrodo já possui as a caracteríssticas mecâ ânicas e químicas Eletrodo Liigado: a pró requeridas do eletrodo. e s a alma do o eletrodo possui cara acterísticass mecânicas s e químicas parciais s Eletrodo semi-ligado: requeridas do eletrod do, o compllemento é fo ornecido pe elo revestim mento. s a alma do eletrodo é de aço ca arbono, e os elemen ntos que fo ormarão as s Eletrodo sintético: aracterística as mecâniccas e químiccas do eletrrodo, estão no revestim mento. ca A composiição químicca final do metal m depos sitado com o os 3 eletrod dos (para uma mesma a aplicação)) é a mesma a. A diferença está no custo de fabricação. 4. TRANSFERÊNCIA A METÁLICA A NA SOLD DAGEM CO OM ELETRODO REVE ESTIDO Na soldage em com ele etrodo revesstido, uma mistura m de metal m fundid do e escória a é separad da da ponta a do eletrodo o e transferrida à poça a de fusão. Durante a transferênc cia, as gota as fundidas de metal e de escória assumem comportam mentos diferrentes em função f das condições de soldage em e intera-mente com o arco elétrico, alteran ndo sua esttabilidade e afetando a qualidade e gem física e quimicam da solda. ais modos de d transferê ência metálica podem ser classificcados como o globular, curto c circui-Os principa to e spray.. O modo de transferên ncia metálicca dos eletrrodos revesstidos é ess sencialmentte uma fun-ção da com mposição do revestime ento, visto que q esta de etermina qua ais os parâmetros de soldagem s a serem utiliizados. O modo de trransferência para elettrodos ácid dos ou oxid dantes é ba asicamente e spray, para a eletrodos s rutílicos é menos sprray e para eletrodos básicos, b a transferênci t ia de metall ocorre atra avés de gottas grandess. Destaca-sse que o tam manho das gotas de metal m fundid do transferi-das no deccorrer do prrocesso com m eletrodo revestido aumenta a de evido ao aum mento da te emperatura a do eletrodo o durante a soldagem. 5. AQUEC CIMENTO DO D ELETRO ODO REVES STIDO 5.1. Causa as e Conse eqüências mento do eletrodo reve estido dura ante a solda agem deve e-se ao calo or transferid do do arco o O aquecim elétrico, attravés da in nterface líqu uido/sólido na n ponta do o eletrodo, e ao calor gerado g por efeito Jou-le, devido à resistênciia do arame e à passage em de corre ente elétrica a. O calor ge erado no arrco elétrico,, qo, é definiido por: qo = η onde: η I V A IV A = = = = (3) ren ndimento do o processo (%) corrrente de so oldagem (A)) ten nsão do arco o elétrico (V V) áre ea transverssal do arame (m2) gerado por efeito e Joule e, QJ, é reprresentado pela p seguinte equação: E o calor g SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) Q J = RI 2 = onde: R ρe L = = = ρe L A 1 11 I2 (4) res sistência elé étrica (Ω) res sistividade elétrica e do arame a (Ωm)) com mprimento do d eletrodo (m) ansferidas e geradas no n eletrodo o A Figura 6 apresenta esquematiicamente ass energias térmicas tra revestido durante d a so oldagem. O calor gera ado por efeiito Joule, QJ, ocorre ap penas no a arame, visto o que no revvestimento, não há flu uxo de corre ente passando pelo mesmo, m porttanto, não há h geração o de calor. O revestime ento é aque ecido pelo fluxo de calo or condutivo o do arame e. O arco elé étrico é es-tabelecido entre a pon nta do aram me e o meta al de base. A Figura 7 apresenta fotografias f d do eletrodo o m o arco elétrico presen nte. sem e com Figura 6 – Energias s térmicas transferidas t s e geradas no eletrodo o revestido durante a soldagem s 4,7 mm m Figura a 7 – Eletrod do revestido o sem e com m a presenç ça do arco elétrico 4,7 7 mm SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 12 Do calor gerado no arco elétrico o, qo, a parccela responssável pela fusão f do arrame, do re evestimento o p rendimento do proccesso, η, qu ue pode va ariar de 65 a 80%, e o e do metal de base é definida por o calor é pe erdido ao am mbiente porr radiação e convecção o. Se desco onhece, com m exatidão,, restante do a parcela d do calor gerrado no arcco elétrico que, q após propiciar a fu usão do ara ame e do re evestimento o ocasionand do o consumo do eletrodo, é tran nsferida porr condução ao arame e por conve ecção e ra-diação ao revestimento, η”. Sabe e-se que essta parcela é menor qu ue o rendimento do pro ocesso, isto o de do tipo d de revestim mento e da polaridade utilizada no o processo e que esta a é, η” < η, que depend o aquecime ento do eletrodo duran nte a solda agem em re egiões bem m transferênccia de calor resulta no próximas a ao arco eléttrico [Felizardo, 2003]. do comprim mento do eletrodo reve estido dimin nuir durante e a soldage em, era de se esperarr Pelo fato d que o calo or gerado po or efeito Joule também m diminuísse e. Entretanto, o aumen nto da temp peratura do o arame con nduz a um aumento a de e resistividade, ρe, faze endo com que o aqueccimento por efeito Jou-le continue e sendo significativo, mesmo m com m a diminuiçção do com mprimento do eletrodo. A Figura 8 apresenta a variação da resistivvidade em função f da temperatura t a para alguns aços de e baixo car-bono. Figura 8 – Resistividade de aço o de baixo carbono [Me etals Handb book, 1978] mento do elletrodo reve estido são vários v e com mpletamentte diferentess no arame e Os efeitos do aquecim nto no arame altera as propriedades físicas e elétricas do aço, mas s e no revesstimento. O aquecimen não altera sua compo osição quím mica, enquan nto que o re evestimento o tende a pe erder umida ade quando o ura do eletrrodo aumen nta, o teor de d compone entes orgâ-calor é apllicado. À medida que a temperatu nicos no re evestimento o, responsá áveis pela proteção p do metal fund dido, diminu ui [Stern, 19 948] e, con-sequentem mente, as característic c cas do meta al deposita ado são pio ores no fina al do cordã ão de solda a [Stern, 194 48; Bracarense et al, 1994B e 199 97]. e, o aumentto da tempe eratura do eletrodo e revvestido alterra o modo de d transferê ência metá-Em síntese lica [ter Be erg et al, 19 952; Ishizakki et al, 196 62; Bracare ense et al, 1993], a co omposição química do o revestimen nto [Stern, 1948; 1 Chen n et al, 1989 9] e do mettal de solda a depositado o [Stern, 19 948, Braca-rense et all, 1994B e 1997] 1 e alte era a taxa de d fusão [ter Berg et all, 1952; Wa aszink et al, 1985; Bra-carense ett al, 1994B e 1997; Coutinho et al, 1999]. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 13 5.2. Distrib buição de Temperatu T ura no Eletrrodo Reves stido A distribuiçção de calo or no eletrod do revestido durante a soldagem m pode ser considerada c a como um m problema p puramente difusivo, tra ansiente e com c geraçã ão interna de d calor. Exxiste um fluxxo de calorr diferenciad do na direçção axial (z), Figura 9, devido àss condições s de contorrno entre ass fronteiras s norte (convvecção) e sul s (presençça do arco elétrico) se erem diferentes, e na direção d rad dial (r), pelo o fato de envolver dois materiais diferentes: d arame e re evestimento o. Porém, na direção angular a (θ ) v que nã ão há nenhu uma variaçã ão geométriica do ângu ulo de revo-não existe nenhum diferencial, visto eletrodo e nem nas con ndições de contorno. Portanto, P nã ão há justificativa de tratar o pro-lução do e blema de condução c de calor no eletrodo e revvestido com mo tridimens sional. Figurra 9 – Domínio de solu ução para a distribuição de tempe eratura no eletrodo e reve estido o que desccreve a distribuição de e temperatura no eletro odo revestid do é repre-O modelo matemático ela equaçã ão da energ gia na form ma conserva ativa, que em e coorden nadas cilíndricas bidi-sentado pe mensional e transiente (r, z, t) é dada d por: ∂ (ρC PT ) = 1 ∂ ⎛⎜ rK ∂T ⎞⎟ + ∂ ⎛⎜ K ∂T ⎞⎟ + S ∂r ⎠ ∂z ⎝ ∂z ⎠ ∂t r ∂r ⎝ onde: ρ p Cp K T r, z S = = = = = = (5) ma assa específfica (kg/m3) calor específicco (J/kg oC) ndutividade térmica (W W/m oC) con o tem mperatura ( C) coo ordenadas do d sistema cilíndrico taxxa de geraçã ão interna de d calor (W//m3) e que a gerração intern na de calor, resulta do calor gerad do por efeito o Joule no arame (Eq.. Destaca-se 4): S = QJ, porém no revestiment r to S = 0. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 14 Destaca-se e ainda que e o consum mo do eletro odo revestid do durante a soldagem m impõe ao o problema a uma condiição de fron nteira móve el: tem-se o consumo do eletrodo o em funçã ão do tempo o de solda-gem, isto é é, tem-se a taxa de fu usão do ele etrodo revestido, que é variável ao a longo do o tempo de e soldagem. A primeira tentativa ev vidente parra modelar a temperatu ura do eletrodo revestido foi feita por Rosen-941. Para a solução analítica da equação e da energia, Ro osenthal pro opôs um co omprimento o thal em 19 extremame ente longo para o elettrodo e pro opriedades termofísica as constante es. O arco elétrico foii considerad do como um ma fonte pontual, perda as de calor para o amb biente e o calor c gerado o por efeito o Joule foram m desconsiderados. As A condições de contorrno foram estabelecida e as como tem mperaturas s prescritas para um do omínio de solução s unid dimensiona al e a espesssura do revvestimento foi despre-o foi estabe elecida cons stante e ten ndo uma relação direta a com a densidade de e zada. A taxxa de fusão corrente (ccorrente porr unidade de e área). 10 exempliffica o perfil de temperratura ao lo ongo do comprimento do eletrodo o revestido o A Figura 1 para as co orrentes de 100 e 150 A, como previsto p pelo o modelo desenvolvido o por Rosenthal. Con-forme apre esentado ne esta figura, o perfil de temperatura t a para a corrente mais s alta é maiss baixo que e o perfil de temperaturra para a corrente mais baixa. Ro osenthal ex xplicou que este efeito o deve-se à de fusão na a alta corren nte, no qua al reduz o ttempo de contato c entrre o metal fundido f ea alta taxa d porção sólida do elettrodo. Apessar dos ressultados intteressantes s obtidos po or Rosenthal, ele não o mperatura re eal do eletrrodo, visto que entre as suposiçções consideradas porr prediz o perfil de tem or efeito Jou ule não foi in ncluído. ele, o calor gerado po 1600 0 2 4 6 o Temperatura ( C) 2000 1400 1600 2000 1400 1200 1200 1500 1500 1000 1000 800 800 1000 100 A 1000 600 600 150 A 400 500 400 500 200 00 0 0 Porta aeletro odo 200 0 22 44 66 Comprrimento do Eletrodo E ático de tem mperatura co omo previstto pelo modelo de Rose enthal Figurra 10 – Perffil esquemá Em 1985, Waszink e Piena invesstigaram o processo fíísico que co ontrola a taxa de fusão o do eletro-do. Foi des senvolvido um u modelo teórico para predizer a taxa de fusão do e eletrodo em m do revestid função do calor gerado por efeito Joule e do calor tra ansferido do d arco eléttrico. Eles fizeram f um m e energia en ntre a ponta a fundida e a parte sólida do eletrodo, deriva aram expre essões para a balanço de a potência a térmica do o arame e para p a potência transfe erida ao revvestimento na região adjacente a à frente de fu usão. Conccluíram que o fluxo de calor c para o arame através da ponta líquida do eletrodo o é dominad da pela convvecção e que esta res sulta do fluxxo induzido eletromagn neticamente e no desta-camento das gotas. m ainda que e 6% do callor gerado por efeito JJoule é forn necido para fundir o eletrodo, po-Estimaram rém a maio or parte do calor é forn necido pelo processo anódico a e catódico enttre a ponta d do eletrodo o e a superffície a ser soldada, on nde uma po otência IV é gerada. Concluíram m também que q o calorr SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 15 transferido o da ponta fundida f parra o eletrod do é proporccional à corrente e qu ue a constante de pro-porcionalid dade deve ser s achada experimenttalmente e refere-se r à taxa de fussão do eletrodo. Observara am que, no revestimen nto, o calor gerado po or efeito Jou ule pode se er negligencciado, visto o que não há á fluxo de corrente. c O revestimen nto absorve uma parte da energia térmica do o arame porr condução, porém este e fluxo de calor c é pequeno. Para os eletrodo os investiga ados (E6013; E7024 e a diferença a de temperratura atravvés da espe essura do re evestimento o (transver-E7016), accharam uma sal ao com mprimento do d eletrodo o) entre 28 e 74ºC e concluíram c que o calo or necessário para de-compor e ffundir o reve estimento é fornecido principalme ente pelo arrco elétrico. Apesar do modelo pro oposto por Waszink W e Piena ser bastante b ela aborado, ele es fizeram um u balanço o a na ponta do d eletrodo, não poden ndo predize er a temperratura do ele etrodo long ge da frente e de energia de fusão. Entretanto, idealizaram m o perfil de d temperattura longitu udinal ao eletrodo reve estido, con-esentado na a Figura 11: o perfil de e temperatu ura na direçção longitud dinal do elettrodo é pla-forme apre no (derivad da nula), prraticamente e em quase e todo o seu u comprime ento, ocorre endo um au umento gra-dual da temperatura da região não n revestid da do eletro odo (deriva ada positiva a e decrescente) até a o plana e u um aumento o abrupto desta d tempe eratura (derrivada posittiva e cres-temperaturra da região cente) até a temperatura de fusã ão, próximo à frente de e fusão. Figura 11 – Perfil long gitudinal de temperaturra do eletrod do revestido o idealizado o W e Pie ena em 198 85 por Waszink am que o flu uxo de calorr axial ocorrre somente nas regiõe es transiente es (região não n revesti-Observara do e na reg gião próxim ma a frente de d fusão) e a temperattura da porç ção plana aumenta a com o tempo,, devido ao calor gerad do por efeito o Joule. Basseado em trabalhos an nteriores [C Carlaw et al, 1959; Wa-aszink e Pie ena estimara am que a re egião transiente adjacente ao porrta-eletrodo o szink et al,, 1979], Wa tem comprrimento de poucos cen ntímetros e a região transiente prróxima à fre ente de fusã ão, tem um m comprimen nto de cerca a de 1 mm. Sugeriram m ainda que, na ausênccia do efeito o Joule, a te emperatura a do arame e em regiões afastadas da d frente de e fusão permaneceriam m à tempera atura ambie ente. carense e Liu L desenvo olveram um m modelo nu umérico uniidimensiona al para pre-Em 1997, Quinn, Brac o e a distrib buição da te emperatura a no eletrod do revestido o. Utilizaram m a técnica a dizer a taxxa de fusão das diferen nças finitas e o calor gerado g por efeito Joule e foi consid derado. O re evestimento o foi mode-lado como o uma masssa térmica com a messma distribu uição de te emperatura do arame. Perdas de e calor para o ambiente e foram dessconsiderad das e as con ndições de contorno estabelecida as foram de e posições e o domínio físico de so olução utili-temperaturras prescritas. A Figurra 12 apressenta as sup zado por Q Quinn et al para p desenvvolver o mo odelo teórico o. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 16 Fig gura 12 – Suposições e domínio físico f de sollução propo osto por Quinn et al [19 997] A taxa de ffusão foi de eterminada como send do a constan nte de proporcionalidade entre a corrente c de e soldagem e o calor transferido t da ponta fu undida para a o eletrodo o, como ind dicado por Waszink e 85]. Utilizara am valores experimenttais de com mprimento co onsumido para p avaliarr a variação o Piena [198 da taxa de e fusão. Utilizando term mopar tipo K, monitora aram a tem mperatura em e diversoss pontos ao o longo do ccomprimentto do eletro odo revestid do, conform me indicado,, esquematticamente, pela p Figura a 13 (a). Observaram que q a tempe eratura do ponto p 1 se sobrepõe à temperatu ura dos dem mais pontos s onstatando, assim, o perfil p plano de tempera atura, como o idealizado o de monitorração, Figura 13 (b), co por Waszin nk e Piena [1985]. (a) (b) Figura 13 – Monitora ação da tem mperatura ao o longo do compriment c to do eletro odo través do p programa computacion nal desenvo olvido, Quin nn et al simu ularam o pe erfil de temp peratura ao o longo do ccomprimentto do eletro odo revestid do (E7018) em três tem mpos difere entes, para a corrente e de 130 A, Figura 14. Apesar A doss interessantes resultad dos obtidos por Quinn et al, a disttribuição de e o arame e as a perdas de calor por convecção o temperaturra no revestimento foi considerada igual à do através do o revestimen nto para o a ambiente fo oram desco onsideradas s. Além disto o, experime entalmente,, SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 17 pode ser verificado v que após um m tempo de e soldagem,, por exemp plo de 35 segundos, Figura F 14, a temperaturra do arame próxima ao a porta-ele etrodo não é a temperratura ambiente. O pe erfil de tem-peratura predito por Quinn Q et al teve este comportam mento, visto que a cond dição de co ontorno im-sto, a região o do eletro-posta nestta região foi de temperratura presccrita e igual à ambientte. Além dis do não revvestida não foi modelad da. Figura 14 – Perfil de e temperatu ura modelad do numericamente porr Quinn et al a [1997] esso, a região de conttato entre o robô e o eletrodo e revvestido é a Visando a robotização do proce o revestida do eletrodo o. Conhece er a variaçã ão da tempe eratura nessta região é de funda-região não mental imp portância. Baseado B no os resultado os apresenttados nas Figuras F 11 e 14, ao im mplementarr uma condição de con ntorno convvectiva na re egião não revestida r do o eletrodo, espera-se que a tem-o aumente ao longo do tempo de e soldagem m e que os perfis de te emperatura a peratura desta região m comporta amentos semelhantes aos a da Figu ura 15 [Feliz zardo e Bra acarense, 19 999]. apresentem Figura 15 5 –Perfis longitudinais de tempera atura do ele etrodo revesstido idealizzados por Felizardo e Braccarense em 1999 ojeto de pes squisa realizado no LR RSS do DE EMEC/UFMG G, foi desen nvolvido um m programa a Em um pro computacio onal para descrever d a distribuiçã ão de tempe eratura ao longo de to odo o comp primento do o SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 18 eletrodo re evestido [Fe elizardo, Bra acarense e Valle, 2000 0 a 2003]. Foi F utilizado o a técnica de d volumes s finitos em ccoordenada as generalizzadas para resolver a equação e da a energia, Eq. E 5. ma de condu ução de ca alor no eletrrodo revesttido foi trata ado como bidimension nal, o calorr O problem gerado por efeito Jou ule foi considerado ape enas no ara ame, visto que q no reve estimento não há fluxo o a proprieda ades do ara ame, inclussive a resisstividade elé étrica variaram com a de correntte. Todas as temperaturra. As prop priedades do d revestim mento foram m mantidas constantess com a te emperatura, porém variiaram de accordo com o tipo de ele etrodo (reve estimento) a ser analisado. 1 apresentta as supossições e o domínio físsico de solu ução utilizado por Feliizardo et all A Figura 16 para desen nvolver o modelo m numé érico. Devid do à forma cilíndrica c e simétrica do eletrodo ffoi conside-rado coord denadas axxissimétrica com simettria na frontteira oeste.. Perdas de e calor por convecção o do revestim mento para o ambiente e foram con nsideradas: fronteira norte e leste e, sendo que o coefici-ente conve ectivo de transferência a de calor (h) ( também variou com m a temperratura. Na fronteira sull foi conside erado condição de co ontorno de fluxo presccrito no ara ame e transsferência de e calor porr convecção o do arco elétrico e para a o revestim mento. Dua as versões para o des senvolvimen nto do pro-grama com mputacionall foram realizadas, uma com a pre esença do porta-eletro odo e outra sem o por-ta-eletrodo o. O objetiv vo deste esstudo foi av valiar a influ uência do porta-eletro odo na distrribuição de e temperaturra do eletro odo revestido. F Figura 16 – Suposiçõess e domínio o físico de solução s prop posto por Felizardo F et al uas versõess do progra ama computtacional dessenvolvido, sem e com m a represe entação nu-Com as du mérica do porta-eletrrodo, Feliza ardo et al simularam s o perfil de temperatura ao longo o de todo o nto dos elettrodos reve estidos E7018 e E6013 3 para a co orrente de 90 9 A, Figura as 17 e 18,, comprimen respectivamente. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 1 19 Figura 17 7 – Perfis lo ongitudinais de tempera atura do ele etrodo E701 18 simulado o nas versões do proonal com e sem s porta-e eletrodo grama computacio Figura 18 8 – Perfis lo ongitudinais de tempera atura do ele etrodo E601 13 simulado o nas versões do proonal com e sem s porta-e eletrodo grama computacio d temperattura simulad dos com a versão v do programa p co om porta-eletrodo para a o eletrodo o Os perfis de E6013, Fig gura 18, ap proximam um pouco dos apresen ntados nas Figuras 11, 14 e 15. Entretanto,, nestes não o foi conside erado a influência do porta-eletro p odo, enquan nto que naq queles o porrta-eletrodo o está prese ente. Felizarrdo et al de estacou que e o real perffil longitudin nal de temp peratura do os eletrodos s revestidos é como os simulados com a vers são do prog grama sem porta-eletro odo: o perfil de tempe-q todo o comprimento do ele etrodo; na re egião próxim ma à frente e ratura é prraticamente plano em quase de fusão, há um aum mento abrup pto da temp peratura até é a tempera atura de fussão; a temp peratura da a o revestida do eletrodo o é maior que q a tempe eratura da região reve estida, ocorrrendo uma a região não redução co onsiderávell daquela te emperatura a até a tem mperatura da a região pla ana. Eles destacaram d m que a tem mperatura da d região não n revestid da do eletrrodo é forttemente inffluenciada pelo porta-eletrodo, ou o seja, o perfil de tem mperatura ne esta região depende do d porta-ele etrodo, send do que esta a questão é de fundame ental importtância para a robotizaçção do proccesso com eletrodo e revvestido. et al fizeram m uma série e de testes experimen ntais de monitoração da d temperattura de ele-Felizardo e trodos reve estidos com merciais E60 013 e E7018 de 2,5 e 3,25 3 mm de e diâmetros para difere entes níveis s de corrente e para dem monstrar a ve eracidade dos d resultad dos apresen ntados nas Figuras 17 e 18. Para a SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 20 a monitora ação da tem mperatura, te ermopares tipo K de 0,2 0 mm de diametro d forram soldado os por des-carga capa acitiva na su uperfície do o arame, Fig gura 19. Figura 19 1 - Prepara ação dos elletrodos para monitora ação da tem mperatura d eletrodo, um furo de e 2 mm de diâmetro fo oi feito atravvés do reve estimento e Na região revestida do mopar ser soldado s na superfície do d arame, o furo receb beu enchim mento com m mesmo ma-após o term terial do re evestimento o. A corrobo oração dos s resultadoss experimen ntais e num méricos, nass duas ver-sões do programa co om e sem porta-eletro p odo, obtidoss na região revestida do eletrodo o (300 mm, nte observad do nas Figu uras 20 e 21 1. Figura 19) foi excelen F Figura 20 – Simulação o dos testes s feitos com m eletrodos de 2,5 mm de diâmetro o F Figura 21 – Simulação dos testes feitos com eletrodos de d 3,25 mm m de diâmetrro mentais de monitoraçã ão da tempe eratura rea-Na região não revestiida do eletrrodo, os tesstes experim eram dois objetivos: (1) ( demonsstrar a forte e influência que o porrta-eletrodo exerce na a lizados tive tempertura a da região não revesttida do eletrrodo e (2) ccomprovar que q a temp peratura da região não o revestida d do eletrodo é maior qu ue a tempetura da reg gião revestid da do mesm mo. A Figura 22 apre-- SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 21 senta os re esultados experimenta ais obtidos para p a confiiguração de e posicionam mento dos termopares t s conforme a apresentado o na Figura a 19. Figura 22 – Resultados experimentais de te emperatura s com eletrrodo E7018 8, a temperratura da re egião não revestida (3 330 mm) é Nos testess realizados superior à temperatura da regiã ão revestida a (300 mm)) em quase e todo o pro ocesso, porém com o mperatura da d região não n revestid da (330 mm m) é superio or apenas no n início do o eletrodo E6013, a tem e seguida a a ser inferior à temp peratura da região reve estida (300 mm). Esta a processo, passando em de comporttamento tam mbém pode e ser observvada entre os perfis de temperatura simula-diferença d dos com a versão do programa numérico com porta-eletrodo para a eletrodos E6013 e E7018, E con-forme apre esentado na as Figuras 1 17 e 18. Felizardo et al justificaram m que este comportam mento deve-se justame ente a influê ência do porta-eletrodo o na temperratura dos eletrodos e tes stados. mentais fora am realizad dos e visan ndo eliminar possíveis s influênciass do porta-Novos testes experim a temperatura da regiião não revvestida do eletrodo, e essta teve se eu comprimento de 20 0 eletrodo na mm alterad do para 50 mm. A Figu ura 23 mosstra o posiciionamento dos termop pares para a monitora-ção da tem mperatura e os resultad dos obtidos. Figura 23 3 – Pontos de d monitora ação da tem mperatura e os resultad dos obtidos Estes resu ultados mosstram, sem deixar qualquer dúvida, que a temperatura da região não n revesti-da do eletrrodo (ponto os de monito oração 1 e 2) é superiior à tempe eratura da re egião revesstida (ponto o 3). Além disto, observva-se que a temperatu ura monitora ada no ponto 1 é muito próxima à monitora-mando que e existe uma forte influ uência do porta-eletrod p do na temp peratura da a da no ponto 2, reafirm o revestida do eletrodo o. Felizardo o et al, inve estigaram ta ambém a in nfluência do os parâme-região não tros de solldagem na temperatura a dos eletro odos E6013 3 e E7018 e observara am que qua alquer parâ-a variação na tempera atura do ele etrodo reve estido causa a, consequentemente, metro que causa uma a taxa de fu usão. Esta varia com o tempo, porque a tem mperatura d do eletrodo o uma variaçção na sua varia. de Fusão 5.3. Taxa d SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 22 ações matem máticas fora am desenvo olvidas para a predizer a taxa de fu usão de elettrodos con-Várias rela sumíveis [JJackson et al, 1953; Wilson W et al, 1956; Wasszink et al, 1982 1 e 1985; Chandel et al, 1987 7 e 1997; Ba atana, 1998 8; Tusek, 20 000]. Porém m, cada rela ação depen nde ou do tipo de processo ou do o tipo de ele etrodo ou do o tipo de po olaridade ettc. De uma forma simp plificada, a taxa de fussão (TF) de e um eletrod do pode serr definida pela p relação o entre a massa consu umida do eletrodo (m) e o tempo o de soldage em (t) [ter Berg B et al, 19 952; Jackso on et al, 195 53; Essers et al, 1971]], sendo exp pressa por: TF F= onde: mi mf m (mi − m f = t t = = ) (kg/s) (6) ma assa inicial do d eletrodo ma assa final do o eletrodo após a a solda agem u a rellação entre o comprim mento consu umido do eletrodo (Lc) e o tempo o Também é possível utilizar de soldage em (t), send do mais aceita como taxa t de con nsumo (TC) [Wilson ett al, 1956] e expressa a por: TC C= onde: Lo Lr Lc (Lo − Lr ) = t t = = (m/s) (7) com mprimento inicial i do ele etrodo com mprimento restante r do eletrodo ap pós fundido o A taxa de fusão, junttamente co om a eficiên ncia de dep posição (ηd), determin nam as cara acterísticas s as dos eletrrodos revesstidos. A eficiência de deposição ou rendime ento de dep posição reall econômica é a relação o entre a taxxa de deposição (TD) e a taxa de e fusão (TF)), expressa por: ηd = TD * 1000 TF (%) (8) A taxa de deposição, por sua vez, v é a quantidade de e material depositado d odo (MS), a pelo eletro ncorporada à solda, po or unidade de d tempo, expressa e po or: qual é efettivamente in TD D= onde: Mi Mf M S (M i − M f = t t = = ) (Kg/s) (9) ma assa inicial da d chapa ma assa da cha apa após a soldagem s uenciam a taxa t de fusã ão de eletro odos revesttidos 5.2.1 Fatorres que influ am que a ta axa de fusã ão de eletro odos revestiidos é esse encialmente e Em 1950, Jackson et al mostrara nal à correntte de soldagem. Em 1952, ter Berg e Larigaldie investig garam a inflluência dos s proporcion parâmetross de soldag gem na taxa a de fusão de eletrodo os revestido os. Eles mo ostraram qu ue, além de e estar relaccionada dire etamente à temperaturra do eletro odo, a taxa de fusão é fortemente e influencia-da pela co orrente de soldagem s e pelo diâme etro do arame. Mostra aram ainda que a tenssão do arco o elétrico pra aticamente não afeta a taxa de fu usão e esta a não sofre nenhum effeito do âng gulo do ele-trodo com o plano horizontal. Ele es concluíra am que a po olaridade e a composiçção química a do eletro-exa a taxa de fusão, pois p depend dem das ca aracterística as de cada a do influencciam de forrma comple fator investigado, o mesmo ocorrrendo com a espessura a do revestimento. SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 23 Alguns esttudos foram m realizadoss para inve estigar a inffluência do tipo de fon nte de solda agem (con-vencionaiss ou eletrônicas) nas característic c cas econôm micas dos elletrodos rev vestidos (TF F e ηd). Foii verificado que o tipo de d fonte po ouco afeta [S Santos et al, a 1995], se endo muito mais imporrtante a es-eta do tipo e diâmetro o do eletro odo e do va alor da corrrente de so oldagem [F Farias et al,, colha corre 1998]. Foi mostrado que q a principal diferençça entre a u utilização de e fontes con nvencionaiss e eletrôni-dagem com m eletrodo revestido r pa arece ser o melhor dessempenho da d fonte ele etrônica em m cas na sold se evitar a colagem do d eletrodo [Santos et al, a 1995]. E Em outro tra abalho [Silva a et al, 199 98] foi verifi-cado novamente que a taxa de fusão independe do tip po de fonte de d soldagem, porém ηd depende:: esenta melh hor estabilid dade do arcco e, conse equentemen nte, menor quantidade e a fonte invversora apre de respingos. ado que a ta axa de fusã ão aumenta com a adiçção de fluxo os exotérmic cos [Allen et e al, 1998], Foi mostra diminui com a adição o de fluxos endotérmic e os [Bracare ense et al, 1997], além m de ser invversamente e nal à espess sura do reve estimento [Essers et al, a 1971; Ero ohin et al, 1966 e 1980 0]. Foi mos-proporcion trado tamb bém que a fusão do re evestimento o é mais len nta que a fusão f do arame e um cone é for-mado na p ponta do ele etrodo dura ante a solda agem [Clausssen, 1949]]. Segundo Essers et al a [1971], a taxa de fussão pode estar e associiada com a forma destte cone, ma ais especificamente co om a altura a do cone, hs, Figura 24 4. gura 24 – Desenho esq quemático do d “cone” fo ormado na ponta p do Fig eletrodo revestido o durante a soldagem s Um aumen nto em RV (Eq. 1), sig gnifica um aumento a de e hs, isto é,, hs é direta amente proporcional à espessura do revestim mento [Bon niszewski, 1978B]. Um cone maiss profundo induz i o arco o elétrico a er no eixo do d arame, reduzindo r a perdas de as d calor porr radiação, aumentand do a tempe-permanece ratura da p ponta do ele etrodo e au umentando a taxa de fu usão. As te emperaturass de fusão do d arame e do revestim mento são importantess para a form mação de hs [Jackson, 1973]. da, diz resp peito à influência da po olaridade na as características eco-Uma questtão bastantte investigad nômicas de eletrodos s consumíve eis. É comu um encontra ar na literattura a afirm mação que a soldagem m odo ligado ao a pólo positivo da máquina m de soldagem)) com polariidade reverrsa ou positiva (eletro produz ma aior penetra ação (repressentado pella área A2 da d Figura 25), mas com m polaridad de direta ou u negativa (e eletrodo liga ado ao pólo o negativo da d máquina a de soldage em), a taxa a de fusão é maior (re-presentada a pela área a A1 da Figura 25) [Qu uites et al, 1979 (Eletrodo Consu umível); Ta andon et al, 1984 (SMA AW); Chan ndel, 1987 (SAW); 19 990 (SAW e GMAW) e 1997 (SAW); Mach hado, 1996 6 SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 24 (SMAW); Suban S et al, 2001 (GM MAW)]. Algu uns cuidado os devem ser tomadoss para fazerr tal afirma-ção, pois issto não parrece ser uma regra, conforme será á apresenta ado posterio ormente. F Figura 25 – Influência da polaridade na taxa de fusão (A A1) e na pen netração (A A2) As reaçõess que ocorrrem no cato odo (pólo ne egativo) são o mais com mplexas que e aquelas qu ue ocorrem m no anodo ((pólo positiv vo). O catod do é muito mais sensíível a qualquer materia al que afeta a a emissão o de elétronss. Normalm mente, a que eda catódicca é maior que q a anódica, resultan ndo em alta as taxas de e fusão, mass em alguns casos envolvendo materiais m terrmoiônicos, a taxa de fusão com polaridade e negativa pode p ser menor que a encontrad da com pola aridade possitiva [Lesn newich, 198 87; Welding g Handbook, 1987 e 19 991]. Conforrme foi dito por ter Berrg em 1952, a polaridade influencia de forma a usão. complexa a taxa de fu o anteriorme ente, nos tra abalhos rea alizados porr Felizardo et al, eles observaram o m Conforme comentado etro que ca ausa uma variação v na a temperatu ura do eletrodo revesttido causa, que qualquer parâme ntemente, uma u variaçã ão na sua ta axa de fusão. Esta variia com o tempo, porqu ue a tempe-consequen ratura do eletrodo e varia. Nos esstudos realizzados por Felizardo F et al com oss eletrodos comerciais s E6013 e E E7018, eles puderam observar que e: • A influência da corrrente de so oldagem na temperaturra e na taxa a de fusão dos d eletrodo os testados s deravelmen nte maior qu ue a influência da polaridade; é consid • Entre oss eletrodos E6013 e E7018, E o diâ âmetro do arame a é o que q mais inffluencia a te emperatura a • • • • • e a taxa a de fusão dos d eletrodo os, seguido da espessura e do tip po de revesttimento. Entre a corrente e o diâmetro o do arame e, a influênccia do diâm metro do ara ame é maio or que a in-a da correntte de soldag gem na tem mperatura e na taxa de fusão dos eletrodos e te estados. fluência Para ass mesmas condições c d soldagem, as temp de peraturas obtidas com m eletrodos E6013 são o maioress que as ob btidas com eletrodos E7018, isto o deve-se ao a fato da espessura do revesti-mento dos d eletrodos E6013 serem s men nores que a espessura a dos eletro odos E7018 8, para um m mesmo diâmetro de d arame. Como C conse equência, a taxa de fussão dos ele etrodos E60 013 é maiorr que doss eletrodos E7018. Quanto maior a espessura do o revestimen nto menor a temperatu ura do eletro odo e meno or a taxa de e fusão. A influê ência do tipo o de revestimento na temperatura t a e na taxa de fusão dos d eletrodo os E6013 e E7018 apresenta a um u comporttamento pad dronizado em e cada diâ âmetro de arame a testado. O princcipal respon nsável pela variação da d taxa de fusão dos eletrodos investigadoss é o calorr gerado por efeito Joule. J Este é o único responsáve el pelo aum mento da tem mperatura do d eletrodo o das da frente de fusão o, enquanto o que o calo or transferid do do arco elétrico au-em regiões afastad ura do eletro odo apenass em regiões extremam mente próxim mas à frente e de fusão. menta a temperatu SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 25 • A tempe eratura dos s eletrodos testados t em m regiões afastadas a da a frente de fusão não é influenci-ada pella polaridad de. Esta inffluencia apenas a tem mperatura da d frente de e fusão, inffluenciando o assim a taxa de fussão dos ele etrodos testa ados. • Para ele etrodos E60 013, a taxa a de fusão na n polaridad de reversa (positiva) é menor que e na polari-dade direta (negattiva), enqua anto que pa ara eletrodo os E7018, a taxa de fu usão na pollaridade re-positiva) é maior m que na polaridad de direta (ne egativa), Fig gura 26. versa (p E6013 - 2,5 mm Pos E7018 - 2,5 mm Neg 110 A 8 6 6 4 4 2 2 100 A 100 A 8 8 6 6 4 4 2 2 Taxa de Consumo (mm/s) Taxa de Consumo (mm/s) Neg 110 A 8 90 A 8 6 4 2 80 A 8 90 A 8 6 4 2 80 A 8 6 6 4 4 2 2 8 Pos 70 A 70 A 8 6 6 4 4 2 2 0 10 20 30 40 50 Tempo (s) 0 10 1 20 30 40 50 Tempo o (s) Figu ura 26 – Ta axa de fusão o de eletrod dos de 2,5 mm m de diâm metro • A altura a do cone fo ormado na ponta do eletrodo e éu uma conseq qüência e não n uma ca ausa do au-mento d da taxa de consumo c do os eletrodos s revestidoss. A Figura 2 27 apresentta fotografia as mostrand do a formaçção do cone e na ponta de eletrodo os E6013 e E7018 de 3,25 mm de d diâmetro o, após sere em fundidos com corrrente de soldagem de 110 A nas s es negativa e positiva. polaridade SOLDAGEM CO OM ELETRO ODO REVESTTIDO www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 2 26 Figura 27 – Coness formados na ponta do o eletrodo durante d a so oldagem Através de esta figura, percebe-se e que coness mais profu undos foram m obtidos na n polaridad de negativa a para eletro odos E6013 3 e na polarridade posittiva para eletrodos E7018. Percebe-se ainda a que o co-ne formado na ponta a do eletrod do E7018 na polaridad de positiva é mais proffundo que os demais, parado ao formado f no o eletrodo E6013, E com m a mesma polaridade. Na polari-em especial, se comp ativa, a alturra do cone formado no os eletrodoss E6013 e E7018 E é, prraticamente, a mesma.. dade nega Independe ente da alturra do cone e da polarid dade utilizada, a taxa de d consumo o dos eletro odos E6013 3 é superior à dos eletro odos E7018 8. 6. QUALIDADE DA A SOLDA Uma junta a soldada deve possuir as qualidades necesssárias para a possibilita ar as funçõ ões espera-das. Deve portanto te er suas pro opriedades mecânicas, a sua miccroestrutura a e a sua composição c o arantidas pelo processso. As segu uintes desccontinuidade es são as vezes v enco ontradas na a química ga solda feita com o proc cesso SMAW W: odem ser evvitadas com m uma boa amperagem m, um comp primento do o arco ade-• Porosidades: Po quado e o uso de eletrodos e se ecos; • Inclusã ão de escó ória: Conse egue ser evvitada com a perícia do o soldador; • Fusão incomple eta: Evitáve el com uma preparaçção adequa ada da superfície a se er soldada,, mantendo-a limpa e homogên nea. O uso de corrente e adequada a e velocida ade não muito alta aju-evitar este defeito; d dam a e • Penetrração inco ompleta: Pode P ser corrrigida com deposição de um cord dão adicional; • Trincas s: Os princcipais fatore es que causam trincass são: pressença de hiidrogênio no metal de e solda e tensões re esiduais. O pré e pós--aquecimen nto do meta al de base pode conto ornar o pro-d tensõess residuais e a utilizaç ção de eletrrodos secoss, limpeza da peça an ntes da sol-blema das dagem, podem min nimizar a prresença do hidrogênio no metal de sodla.
Download