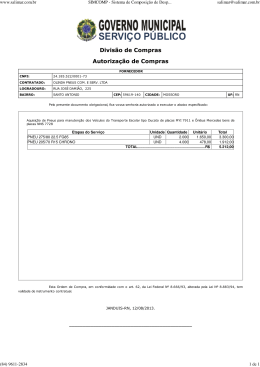
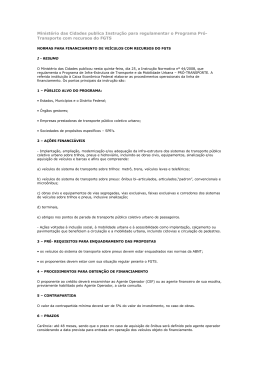
HAROLDO A. F. MARTINS A UTILIZAÇÃO DA BORRACHA DE PNEUS NA PAVIMENTAÇÃO ASFÁLTICA Trabalho de Conclusão de Curso apresentado à Universidade Anhembi Morumbi no âmbito do Curso de Engenharia Civil com ênfase Ambiental. SÃO PAULO 2004 HAROLDO A. F. MARTINS A UTILIZAÇÃO DA BORRACHA DE PNEUS NA PAVIMENTAÇÃO ASFÁLTICA Trabalho de Conclusão de Curso apresentado à Universidade Anhembi Morumbi no âmbito do Curso de Engenharia Civil com ênfase Ambiental. Orientador: Prof. Ms. Célio Daroncho SÃO PAULO 2004 i Dedico este trabalho, em especial, ao meu Pai, Sr. Antonio da Cruz Martins, que sempre me incentivou a prosseguir nos momentos mais difíceis. ii AGRADECIMENTOS A todos que direta ou indiretamente colaboraram para a elaboração deste trabalho. A minha mãe, irmã, cunhado e namorada pela compreensão, estímulo e ajuda em todos os momentos que foram necessários. Meus especiais agradecimentos ao orientador Prof. Ms. Célio Daroncho pela dedicação, atenção e incentivo. Grandes agradecimentos presto ao Engº. Paulo Francisco O. Fonseca, da empresa Greca Distribuidora de Asfaltos Ltda que forneceu grande auxílio na etapa prática do presente trabalho. iii RESUMO A incorporação de borracha proveniente de pneus inservíveis em revestimentos asfálticos de pavimentos tem sido empregada há algumas décadas no exterior, particularmente nos Estados Unidos e de forma mais ostensiva desde 1970. A conveniência ecológica de proporcionar uma destinação adequada aos pneus inservíveis e a melhoria técnica que o ligante asfáltico agrega, com sua modificação proporcionada pela borracha, são os grandes motivadores da utilização deste tipo de ligante. Estima-se que o Brasil gere 30 milhões de pneus inservíveis por ano. A matériaprima desses pneus pode ser empregada de várias formas, desde a sua utilização total através de alternativas viáveis economicamente e ecologicamente adequadas como também na formação de depósitos clandestinos, geradores de poluição ambiental ou até mesmo de doenças. Um dos usos mais nobres da borracha pulverizada é como insumo modificador dos asfaltos tradicionais. Esta modificação obtida é muito interessante e extremamente benéfica para a melhoria do ligante e para o aumento da durabilidade de nossas estradas. O presente trabalho apresenta aplicações práticas, realizadas com um ligante asfáltico modificado por borracha pulverizada de pneus inservíveis, de alta viscosidade, projetado especialmente para ser aplicada em misturas asfálticas e em tratamentos superficiais executada a quente. Avalia-se o asfalto-borracha quanto á resistência ao aparecimento de trincas por fadiga do revestimento e ao acúmulo de deformação permanente, principais defeitos estruturais de um pavimento flexível. São apresentados no trabalho os dados técnicos relativos às situações em que as aplicações foram realizadas, bem como detalhes construtivos de aplicação e dos equipamentos utilizados. A aplicação dessas técnicas no meio urbano é plenamente viável e estimulante, possibilitando que muitas prefeituras tenham mais uma alternativa de pavimentação. Palavras Chave: asfalto-borracha; asfalto modificado; borracha de pneu; pavimento; misturas asfálticas; reciclagem. iv ABSTRACT The incorporation of rubber proceeding from useless tires into asphaltic surfacing of pavements has been applied abroad for some decades, particularly in the United States and in a more ostensible way since 1970. The ecological convenience of providing an adequate destination for useless tires and the technical improvement the asphaltic binder aggregates, with its modification provided by rubber, are the main causers of the use of this kind of binder. It has been estimated that Brazil produces 30 million of useless tires a year. These tires raw material can be applied in many ways, from total use of these resources through economically and ecologically practicable alternatives to the formation of clandestine depositories, that cause environmental pollution and even diseases. One of the noblest uses of the pulverized rubber is as a modifying supply of traditional asphalts. This modification obtained is very interesting and extremely beneficial to the binder improvement and to the enhancement of our roads durability. The present study shows practical applications, made with asphaltic binder modified by pulverized rubber from useless tires, of high viscosity, specially designed for being applied in asphaltic mixtures and hot surface dressing. It is evaluated the effects on the resisteance of asphalt rubber to fatigue cracking and permanent deformation, the principal defect in the flexible pavement structure. The technical data related to the situations in which the applications were made, as well as constructive details of the applications and the equipment used are presented. The application of these techniques in urban areas is quite viable and stimulating, allowing many local governments to have an additional paving alternative. Key Worlds: asphalt-rubber; modified asphalt; rubber of tires; pavement; asphalt mix; recycled. v LISTA DE ILUSTRAÇÕES Figura 5.1: Esquema do ciclo de vida de um pneu......................................................8 Figura 5.2: Disposição de carcaças de pneus em terreno baldio e no rio. ..................9 Figura 5.3: Disponibilidade de pneus usados no mundo...........................................11 Figura 5.4: Esquema da destinação final dos pneus inservíveis. ..............................13 Figura 5.5: Incêndio de pneus causa a contaminação do ar, da água e do solo.......14 Figura 5.6: Esquema da recauchutagem do pneu.....................................................15 Figura 5.7: Processo de trituração de pneus.............................................................17 Figura 6.1: Aplicação de selagem de trincas no Estado do Arizona..........................26 Figura 6.2: Execução de um SAM.............................................................................27 Figura 6.3: Execução de um SAMI............................................................................28 Figura 6.4: Execução de um Recapeamento ............................................................28 Figura 6.5: Deformação permanente nas trilhas de roda. .........................................30 Figura 6.6: Trincas por fadiga do revestimento asfáltico. ..........................................31 Figura 6.7: Esquema da produção do ligante asfalto-borracha. ................................33 Figura 6.8: Agitador mecânico, panela elétrica e recipiente para armazenagem do ligante.................................................................................................................34 Figura 6.9: Equipamento utilizado no ensaio da penetração de ligantes asfálticos...35 Figura 6.10: Equipamento utilizado na determinação do ponto de fulgor dos ligantes asfálticos. ...........................................................................................................36 Figura 6.11: Equipamento utilizado na determinação do ponto de amolecimento de ligantes asfálticos – Método anel e bola.............................................................37 Figura 6.12: Viscosímetro de Saybolt-Furol. .............................................................37 Figura 6.13: Equipamento utilizado na determinação da ductilidade. .......................38 vi Figura 6.14: Viscosímetro Brookfield e detalhe de sua operação. ............................40 Figura 6.15: Detalhe do controle de temperatura, da câmara onde se coloca a amostra e da haste (spindle)..............................................................................40 Figura 6.16: Estufa de filme fino rotativo (Ensaio RTFOT). .......................................41 Figura 6.17: Vaso de Pressão (PAV) com seus detalhes..........................................42 Figura 6.18: Reômetro de cisalhamento dinâmico. ...................................................43 Figura 6.19: Reômetro de viga à flexão. ...................................................................44 Figura 6.20: Esquema de operação do Reômetro de viga á flexão...........................45 Figura 7.1: Estrutura com recape em concreto asfáltico convencional (AC) .............47 Figura 7.2: Estrutura com recape em concreto asfáltico com borracha (AR) ............48 Figura 7.3: Deflexões nas duas trilhas após o recapeamento e antes do início do ensaio.................................................................................................................49 Figura 7.4: Evolução das deflexões médias na trilha AC ..........................................50 Figura 7.5: Evolução das deflexões médias na trilha com AR. .................................50 Figura 7.6: Comparação entre os ATR registrados nas estruturas ensaiadas ..........51 Figura 7.7: Evolução do trincamento nas duas trilhas analisadas.............................52 Figura 7.8: Defletometria antes e depois do reforço..................................................58 vii LISTA DE TABELAS Tabela 7.1: Histórico de solicitação das estruturas experimentais. ...........................48 Tabela 7.2: Módulos de resiliência e Resistência à tração dos corpos-de-prova de AC ......................................................................................................................53 Tabela 7.3: Módulos de resiliência e Resistência à tração dos corpos-de-prova de AR ......................................................................................................................54 Tabela 7.4: Composição da mistura asfáltica utilizada – Traço do Ecoflex-A ...........56 Tabela 7.5: Características da mistura utilizada – Ecoflex-A. ...................................57 Tabela 7.6: Características das misturas Cap 20 e Ecoflex-B...................................60 Tabela 7.7: Resultados dos ensaios de MR e RTCD do Cap 20 e do Ecoflex-B ......60 viii LISTA DE ABREVIATURAS E SIGLAS ABNT Associação Brasileira de Normas Técnicas AC Asfalto Convencional AR Asfalto Modificado com Borracha ASTM American Society for Testing and Materials ATR Afundamento das Trilhas de Roda BBR Bending Beam Rheometer BMP Borracha Moída de Pneu CAP Cimento Asfáltico de Petróleo CAUQ Concreto Asfáltico Usinado a Quente CALTRANS Departamento de Transportes do Estado da Califórnia - EUA CBUQ Concreto Betuminoso Usinado a Quente CNPq Conselho Nacional de Pesquisas COMLURB Companhia Municipal de Limpeza Urbana – Rio de Janeiro CONAMA Conselho Nacional do Meio Ambiente DAER Departamento Autônomo de Estradas de Rodagem DSR Dynamic Shear Rheometer ISTEA Intermodal Surface Transportation Efficiency Act - EUA LAPAV Laboratório de Pavimentação da UFRGS LVDT Linear Variable Differential Transformer MR Módulo de Resiliência NBR Norma Brasileira PAV Vaso de Pressão PETROBRÁS Petróleo Brasileiro S/A RTCD Resistência à Tração por Compressão Diametral RTFOT Rolling Thin Film Oven Test SAM Stress Absorbing Membrane SAMI Stress Absorbing Membrane Interlayer SHRP StrategicHighway Research Program SUPERPAVE Superior Performance Pavement UFRGS Universidade Federal do Rio Grande do Sul ix LISTA DE SÍMBOLOS δ Ângulo de Fase BTU Britsh Termal Unit cm centímetros g Grama g/cm3 Grama por Centímetro Cúbico ºC Grau Centígrado kgf Quilograma-Força kgf/cm2 Quilograma-Força por Centímetro Quadrado km Quilômetro kPa Quilopascal MPa Megapascal m Metro mm Milímetro G* Módulo de Cisalhamento Complexo (m) Módulo de Relaxação (S) Rigidez s Segundo t Tempo tf Tonelada-Força S(t) Variação da Rigidez em Função do Tempo # Tamanho da Abertura da Peneira x SUMÁRIO 1 INTRODUÇÃO.....................................................................................................1 2 OBJETIVOS.........................................................................................................3 2.1 Objetivo Geral............................................................................................................. 3 2.2 Objetivo Específico ................................................................................................... 3 3 METODOLOGIA DO TRABALHO.......................................................................4 4 JUSTIFICATIVA ..................................................................................................5 5 AVALIAÇÃO AMBIENTAL..................................................................................7 5.1 A História da Borracha e o Problema Ambiental .............................................. 7 5.2 A Preocupação com a Questão Ambiental......................................................... 8 5.3 O Problema dos Pneus Inservíveis no Brasil e no Mundo........................... 10 5.3.1 5.4 A Destinação dos Pneus Usados, a Reciclagem. ........................................... 12 5.4.1 Os Descartados Inadequadamente ................................................................ 13 5.4.2 Os Destinados ao Reuso.................................................................................. 14 5.4.3 Os Destinados a Recuperação........................................................................ 16 5.4.4 Os Regenerados ou Desvulcanizados ........................................................... 18 5.5 6 A Resolução do Conama.................................................................................. 11 Reaproveitamento de Pneus em Obras de Pavimentação ........................... 20 O ASFALTO-BORRACHA ................................................................................21 xi 6.1 Histórico..................................................................................................................... 21 6.2 Vantagens Ecológicas e Sociais Possíveis...................................................... 23 6.3 Vantagens Técnicas Previstas............................................................................. 24 6.4 Aplicações do Ligante Asfalto-Borracha .......................................................... 26 6.4.1 Selante de Trincas, Juntas e Remendos ....................................................... 26 6.4.2 Tratamento Superficial (SAM) ......................................................................... 27 6.4.3 Aplicação entre as Camadas de Asfalto (SAMI)........................................... 27 6.4.4 Pavimento Novo, Substituído ou Recapeado ............................................... 28 6.5 Principais Defeitos dos Pavimentos Asfálticos .............................................. 29 6.5.1 Deformação Permanente nas Trilhas de Roda............................................. 29 6.5.2 Trincas por Fadiga............................................................................................. 30 6.6 Características Técnicas do Ligante .................................................................. 32 6.6.1 Produção do Ligante Asfalto-Borracha (Processo Úmido) ......................... 32 6.6.1.1 Materiais Utilizados na Produção................................................................ 33 6.6.1.2 Principais Ensaios para Caracterização do Ligante Asfáltico ................ 34 7 ESTUDO DE CASO ...........................................................................................46 7.1 Considerações Preliminares ................................................................................ 46 7.2 Aplicação das Misturas Asfálticas em um Pavimento Experimental ........ 46 7.2.1 Solicitação dos Pavimentos Experimentais com Simulador de Tráfego... 47 7.2.1.1 Medidas de Deflexões................................................................................... 49 7.2.1.2 Afundamentos nas Trilhas de Roda ........................................................... 51 7.2.1.3 Reflexão de Trincas....................................................................................... 52 xii 7.2.1.4 Resultados de Ensaios de Laboratório em Corpos-de-Prova Extraídos das Trilhas. ..................................................................................................................... 53 7.3 Aplicação da Mistura Descontínua na Via Anhanguera................................ 55 7.3.1 Características da Mistura Asfáltica Aplicada ............................................... 56 7.3.2 Avaliação Estrutural Antes e Após a Aplicação da Mistura Asfáltica........ 57 7.4 Ensaios Laboratoriais de Caracterização das Propriedades Mecânicas das Misturas Asfálticas CAP-20 e Ecoflex-B. .............................................................. 58 7.4.1 Análise de Módulo Resiliente (MR) e da Resistência a Tração por Compressão Diametral (RTCD) ...................................................................................... 59 8 ANÁLISE E COMPARAÇÃO (CRÍTICA)...........................................................62 8.1 Caso 1 – Análise do Pavimento Experimental................................................. 62 8.2 Caso 2 – Análise do Pavimento Executado na Rodovia Anhanguera....... 63 8.3 Caso 3 – Análise Laboratorial do Asfalto-Borracha e do Asfalto Convencional - Rodovia Anchieta. ................................................................................. 64 9 CONCLUSÕES..................................................................................................65 REFERÊNCIAS BIBLIOGRÁFICAS.........................................................................67 APÊNDICE A – ESTUDO COMPARATIVO DO ASFALTO-BORRACHA EM PAVIMENTO FLEXÍVEL ...........................................................................................70 ANEXO A - RESOLUÇÃO CONAMA N° 258 DE 26 DE AGOSTO DE 1999...........92 ANEXO B – EVOLUÇÃO NO TRINCAMENTO DAS TRILHAS ...............................97 1 1 INTRODUÇÃO A busca de novas alternativas para a construção de rodovias é imperativa, dada a escassez de materiais naturais e ao aumento de custos dos materiais de construção. Segundo Specht (2000) apud Cury et al. (2002), o alto custo e a função estrutural das camadas asfálticas e cimentadas são aspectos marcantes no desempenho do pavimento e a razão de se combinar asfaltos com determinados polímeros é prevenir a degradação prematura do pavimento com o uso e, desta forma, estender sua vida útil, reduzindo assim o seu custo de manutenção. Espera-se que com a adição de polímeros haja uma redução da suscetibilidade térmica e um aumento da ductilidade, levando a uma maior resistência a deformações plásticas a altas temperaturas e suprimindo o aparecimento de fissuras por retração térmica e de fadiga. De acordo com Morilha Jr. e Greca (2003), a utilização da borracha, como polímero, adicionado ao cimento asfáltico tradicional não é apenas um produto a mais, inerte, colocado apenas para “rechear”, e sim, funciona como um grande melhorador do asfalto reconhecido mundialmente. Devido às crescentes preocupações ambientais, tem-se questionado a respeito da destinação ou deposição de pneus inservíveis. O reaproveitamento destes pneus se constitui, em todo o mundo, em um desafio muito difícil, dadas as suas peculiaridades de durabilidade (aproximadamente 600 anos), quantidade, volume e 2 peso e, principalmente, grande dificuldade de lhes propiciar uma nova destinação ecológica e economicamente viável. (MORILHA JR. e GRECA, 2003). A utilização da borracha de pneu moído, ou pó de pneu, nas misturas asfálticas mostra-se como uma das alternativas ambientalmente adequadas, que pode apresentar grandes reduções de volume desse resíduo em todo o mundo. (CURY et. al, 2002). 3 2 OBJETIVOS 2.1 Objetivo Geral Os materiais utilizados na pavimentação asfáltica vêm sofrendo modificações ao longo dos tempos visando uma melhor adequação as atuais necessidades, tais como: maior durabilidade, resistência, qualidade e redução de custos. Este trabalho visou mostrar a possibilidade da utilização de pneus usados como insumo de pavimentação, contribuindo para um melhor desempenho do asfalto convencional, além de dar uma destinação ambientalmente adequada aos pneus velhos. 2.2 Objetivo Específico O foco principal deste trabalho foi mostrar que através da reutilização da borracha dos pneus inservíveis, adicionada ao asfalto convencional, consegue-se obter um novo tipo de asfalto, o asfalto-borracha, ainda sob estudos e análises, mas já demonstrando ter diversas vantagens frente ao asfalto tradicionalmente utilizado. 4 3 METODOLOGIA DO TRABALHO Foi realizada uma pesquisa exploratória, visando-se obter uma descrição do tema em estudo. Inicialmente fez-se um levantamento documental e bibliográfico das informações disponíveis através de apostilas, dissertações, teses e trabalhos técnicos, assim como projetos de empresas do segmento que desenvolveram estudos e hoje comercializam este produto, como o Grupo Greca Asfaltos e a Petrobrás Distribuidora, para se obter os conceitos e informações básicas que delinearam o estudo. Foram analisadas também informações obtidas através de artigos científicos e publicações editadas pela comunidade especializada na área, além de consultas complementares realizadas em “sites” da Internet, buscando informações pertinentes ao estudo. 5 4 JUSTIFICATIVA O revestimento betuminoso é um acabamento vital na construção dos pavimentos asfálticos. Na pavimentação temos grandes extensões de estradas a serem pavimentadas com poucos recursos financeiros. A utilização de materiais com maior qualidade, mais baratos e duráveis é uma forma de viabilizar a implantação de novas rodovias, bem como, a restauração das já existentes. O aproveitamento de resíduos na composição de novos materiais é uma tendência mundial que vem crescendo rapidamente em todos os ramos da atividade econômica e contempla a redução de custos trazendo, por vezes, melhorias, facilidades técnicas e operacionais. A utilização racional e benéfica dos rejeitos vem de encontro às crescentes preocupações com relação à disposição ambiental de detritos, ao mesmo tempo em que economiza recursos naturais. Um material que pode ser reaproveitado, que constitui um problema ambiental no mundo, é a borracha dos pneus inservíveis, pneus estes que após o uso são, na maioria, descartados ou, em pequena escala, recauchutados. A área de infra-estrutura viária apresenta características que a qualificam para o aproveitamento de resíduos. Dentre essas características destaca-se a possibilidade de utilização de materiais em estado bruto e semi-bruto, que dispensam a aplicação de processos de transformação caros e complexos, muitas vezes, responsáveis pela inviabilização econômica da reciclagem, pelo fato do custo final do material reciclado 6 ser superior ao da própria matéria prima virgem. Também os grandes volumes de materiais empregados pela construção viária ajudam, em muito, a viabilização técnico-econômica de processos de reciclagem. Além de evitar que os pneus transformem-se em fonte de poluição, esta reciclagem é ambientalmente correta ao utilizar ao máximo um recurso natural (derivado de petróleo), que misturado ao asfalto convencional resultada em um produto com características técnicas superiores e ambientalmente correto, o asfalto-borracha. 7 5 AVALIAÇÃO AMBIENTAL 5.1 A História da Borracha e o Problema Ambiental O surgimento dos pneus de borracha fez com que as rodas de madeira e ferro, usadas em carroças e carruagens desde os primórdios da História fossem substituídas. Esse grande avanço só foi possível devido ao norte-americano Charles Goodyear (inventor do pneu), que descobriu o processo de vulcanização da borracha ao deixar o produto, misturado com enxofre, cair no fogão. Mal sabia ele que sua invenção revolucionaria o mundo. A borracha, além de ser mais resistente e durável, absorve melhor o impacto das rodas com o solo, fato esse que tornou o transporte muito mais prático e confortável. (SENAI-PR, 2001). Juntamente com a revolução no setor dos transportes, a utilização dos pneus de borracha trouxe consigo a problemática do impacto ambiental (Figura 5.1), uma vez que a maior parte dos pneus descartados é abandonado em locais inadequados, causando grandes transtornos para a saúde e para a qualidade da vida humana. (SENAI-PR, 2001). 8 Recauchutadores, refriz adores, recuperadores de pneus usados Fabricantes e importadores de pneus Grandes redes e revendedores de pneus Pequenos e médios borracheiros (bolsões de pobrez a) Sucateiros e atividades diversas de pneus usados Descarte ambiental inadequado de pneus em logradouros públicos, rios, valas,canais e lixões Queima de sucatas de pneus para a venda de aço (catadores, carroceiros, etc) Figura 5.1: Esquema do ciclo de vida de um pneu. (COMLURB, 2002) 5.2 A Preocupação com a Questão Ambiental Segundo Geipot (2002) apud Bertollo; Fernandes Jr. e Schalch (2002), o excessivo número de pneus usados descartados representa um problema mundial que está diretamente relacionado à frota de veículos de cada país. Em 2000, o Brasil contava com uma frota de aproximadamente 35.700.000 veículos automotores nacionais e importados em circulação, 10,6% mais do que em 1998. Embora o crescimento da frota seja significativo, a magnitude do efeito ambiental causado pelos milhões de pneus inservíveis gerados todos os anos não são percebidos tão facilmente. A disposição final dos pneus representa um problema de difícil solução, pois são objetos que ocupam grande volume e que precisam ser armazenados em condições 9 apropriadas para evitar riscos de incêndio e a proliferação de insetos e roedores. A disposição final em aterros sanitários se torna inviável, pois os pneus inteiros apresentam baixa compressibilidade e degradação muito lenta. (BERTOLLO; FERNANDES JR. e SCHALCH, 2002). Devido à falta de uma ação governamental para o controle da destinação adequada desses resíduos, os pneus geralmente são armazenados em fundos de quintais, borracharias, ferros-velhos e recauchutadoras ou são lançados em terrenos baldios, cursos de água e beiras de estradas (Figura 5.2). Rio Tietê - SP Figura 5.2: Disposição de carcaças de pneus em terreno baldio e no rio. (BRITO, 2002 e ODA, 2000) As pilhas de pneus representam risco constante de incêndios, que são de difícil controle, produzem grande quantidade de fumaça tóxica (dióxido de enxofre) e deixam como resíduos óleos que podem contaminar as águas subterrâneas (EPPS, 1994, apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). Devido ao formato físico e à impermeabilidade da borracha, os pneus podem armazenar a água da chuva, propiciando um ambiente ideal para a procriação de mosquitos, roedores e 10 outros vetores de doenças como o mosquito Aedes aegypti, transmissor da dengue e da febre amarela urbana. (BERTOLLO; FERNANDES JR. e SCHALCH,2002). 5.3 O Problema dos Pneus Inservíveis no Brasil e no Mundo De acordo com Bertollo; Fernandes Jr. e Schalch (2002), a ausência de dados sobre o destino de pneus inservíveis no Brasil não permite determinar com certeza o passivo ambiental. Uma estimativa baseada na frota de veículos indica que são geradas mais de 44 milhões de carcaças de pneus anualmente e que existem mais de 100 milhões de pneus abandonados em todo o país. “Na Rússia, país com 147 milhões de habitantes, cerca de 1,1 milhão de toneladas de pneus são descartados a cada ano”. (NIKOULICHEV, 1999, apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). “Na Austrália, país com 18,9 milhões de habitantes, aproximadamente 70.000 toneladas de pneus inservíveis são geradas anualmente”. (ENVIRONMENT AUSTRÁLIA, 2001, apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). “Nos países da Comunidade Européia, mais de 2,5 milhões de toneladas de pneus chegam ao fim de sua vida a cada ano, o que representa uma geração anual de aproximadamente 235 milhões de pneus”. (UTWG, 2001, apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). “Nenhum país produz mais pneus inservíveis que os Estados Unidos. Estima-se que sejam gerados 273 milhões de pneus por ano, algo em torno de 3,6 milhões de toneladas, o que representa, anualmente, mais de um pneu por habitante”. (RMA, 2000, apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). A Figura 5.3 ilustra esta situação. 11 Figura 5.3: Disponibilidade de pneus usados no mundo. (CUNHA et al., 2000) 5.3.1 A Resolução do Conama No Brasil, a Resolução nº 258 do Conselho Nacional do Meio Ambiente - CONAMA determinou que, a partir de 1º de Janeiro de 2002, as empresas fabricantes e as importadoras de pneus ficam obrigadas a coletar e dar destinação final, ambientalmente adequada, aos pneus inservíveis existentes no território nacional, na proporção relativa às quantidades fabricadas e importadas. Inicialmente, para cada quatro pneus novos fabricados no Brasil ou importados, (inclusive aqueles que acompanham os veículos importados) os fabricantes e as importadoras deverão reciclar ou reutilizar um pneu inservível. A exigência em relação às quantidades de pneus que deverão ser reciclados ou reutilizados aumenta a cada ano, até janeiro de 2005, quando, para cada quatro pneus novos 12 fabricados no país ou importados, (inclusive aqueles que acompanham os veículos importados), as empresas fabricantes e as importadoras deverão dar destinação final a cinco pneus inservíveis; para cada três pneus reformados importados, de qualquer tipo, as empresas importadoras deverão dar destinação final a quatro pneus inservíveis. (BERTOLLO; FERNANDES JR. e SCHALCH, 2002) – Norma no Anexo A. 5.4 A Destinação dos Pneus Usados, a Reciclagem. “A verdadeira reciclagem consiste em reutilizar determinado rejeito de forma útil e economicamente viável”. (MORILHA JR. e GRECA, 2003). A reciclagem de pneus envolve um ciclo que compreende a coleta, o transporte, a trituração e a separação de seus componentes (borracha, aço, náilon ou poliéster), transformando sucatas em matérias primas para o mercado. (BERTOLLO; FERNANDES JR. e SCHALCH, 2002). A Figura 5.4 apresenta um esquema da destinação final dos pneus descartados. 13 Figura 5.4: Esquema da destinação final dos pneus inservíveis. (ODA, 2000) Descrevem-se a seguir as mais ocorrentes destinações que se dão aos pneus usados. 5.4.1 Os Descartados Inadequadamente Segundo Andrietta (2002), consensualmente, é considerada a destinação mais agressiva ao meio ambiente o descarte de pneus ao ar livre, nos campos, matas, rios, córregos, lagos e mesmo em áreas desertas. Além do péssimo aspecto que deixam na paisagem, os pneus assim descartados representam pelo menos três graves ameaças à saúde humana: primeiro, a sua forma de tubo aberto retém água que favorece a proliferação de insetos nocivos e transmissores de doenças; segundo, embora se biodegradem muito lentamente (estima-se um prazo não inferior a 150 anos), os pneus contém substâncias tóxicas que podem ser liberadas 14 na atmosfera e também contaminar o solo, o lençol freático e os cursos de água; e terceiro, um pneu comum de automóvel contém o equivalente a 10 litros de óleo combustível, e o risco de incêndios (Figura 5.5) é sempre iminente, durando semanas até ser extinto, exalando gases tóxicos e fumaça negra na atmosfera. Figura 5.5: Incêndio de pneus causa a contaminação do ar, da água e do solo. (ODA, 2000) A disposição dos pneus em aterros sanitários vem em segundo lugar. Descartados inteiros, os pneus ocupam mais espaço, dificultam a compactação e acumulam os gases (metano) da decomposição do material orgânico, vindo à tona mesmo depois de aterrados. (ANDRIETTA, 2002). 5.4.2 Os Destinados ao Reuso Segundo Carvalho (2003), os pneus podem ser utilizados em sua forma inteira ou em pedaços, em diferentes tipos de aplicação, como por exemplo: 15 • Compostagem – O pneu não pode ser transformado em adubo, mas, sua borracha cortada em pedaços de 5cm pode servir para aeração de compostos orgânicos; • Contenção de erosão do solo – Pneus inteiros associados a plantas de raízes grandes, podem ser utilizados para ajudar na contenção da erosão do solo; • Reforço de aterros – Pneus radiais amarrados com fitas de poliéster são uma matéria-prima barata e eficiente para a construção de aterros sem comprometer a qualidade da obra; • Recauchutagem ou fabricação de novos pneus – É o processo de reforma de um pneu usado onde se recoloca e vulcaniza a camada superior de borracha da banda de rolamento (Figura 5.6). A recauchutagem dos pneus é vastamente utilizada no Brasil, atingindo aproximadamente 70% da frota de transporte de carga e passageiros; CAMADA DE RECAUCHUTAGEM ( Borracha nova ) ZONA DO PNEU APROVEITADA ( 75 % do pneu novo ) Figura 5.6: Esquema da recauchutagem do pneu. (AMBIENTAL, 2001) 16 • Combustível de forno para produção de cimento, cal, papel e celulose – O pneu é altamente combustível, um grande gerador de energia, seu poder calorífico gira entre 12 mil a 16 mil BTUs por quilo, superior ao do carvão. • Reprodução de organismos marinhos – No Brasil é utilizado como estruturas de recifes artificiais no mar para criar ambiente adequado para a reprodução de organismos marinhos. • Equipamentos para playground – Obstáculos ou balança, embaixo dos brinquedos ou nas madeiras para amenizar as quedas e evitar acidentes; • Esportes – Usado em corridas de cavalo, ou eventos que necessitem de uma limitação do território á percorrer; 5.4.3 Os Destinados a Recuperação De acordo com Mirante (2004) e Andrietta (2002), a recuperação consiste em uma primeira fase de trituração em pedaços de granulometria elevada, posteriormente o material resultante da primeira fase do processo é triturado novamente, o que resultará em um material com uma granulometria inferior, e assim sucessivamente (Figura 5.7). Destas diferentes moagens se obtém os vários granulados de borracha até chegar no pó fino de borracha. Esta borracha está na forma vulcanizada, portanto não sofre modificação e não é separada dos demais compostos. 17 Caminhão descarregando pneus para a picotage m Centro de picotagem em Jundiaí - SP Picotador Pne us após a p icota ge m, granulado de borrach a Máquina de Trituração Figura 5.7: Processo de trituração de pneus. (LAGUNO, 2003) De acordo com o tamanho desta borracha reciclada ela é encaminhada para um tipo de indústria que a utiliza como matéria-prima ou complemento na fabricação de diversos produtos para o mercado como: (GIAFAN COMERCIAL, 2003). • Pó de borracha com diâmetro entre 0,3 e 2 mm. Utilizada como matéria-prima para a fabricação de: adesivos; vinil; lubrificantes para a indústria de plásticos; fabricação de peças de borracha, retentores com diâmetro inferior a 0,3 cm; pastilhas e lonas de freio; tintas; tijolos de alta resistência; látex; goma para adesivos; pneus (adicionado 10%). 18 • Granulado de borracha com diâmetro entre 1,5 e 3 mm. Utilizado como matéria-prima para a fabricação de produtos de borracha como: pavimentação (misturado com o asfalto, agregado-borracha); solados para calçados; pequenos retentores; revestimentos de peças metálicas, pisos esportivos, construção civil, onde possui inúmeras aplicações. • Granulado de borracha com diâmetro entre 4 e 7 mm. Utilizado basicamente de três formas: Como matéria-prima na fabricação de produtos de borracha: tapetes; pallet’s; coxins automotivos; correias automotivas e industriais; tijolos para queima, alimentação de caldeiras e fornos em geral. Na forma de complemento na fabricação de produtos como: tubos; bombas, encanamentos, retentores de motor, mantas de isolamento acústico e térmico; cintas para reboque e levantamento de cargas; sinalização de solo para tráfego, etc. Na mistura com o xisto, onde dá origem a gases e óleos combustíveis. 5.4.4 Os Regenerados ou Desvulcanizados De acordo com Andrietta (2002), as carcaças de pneus se enquadram na classificação de resíduos que contêm fibras em elevadas proporções. A regeneração é a trituração e a separação de seus componentes (borracha, aço, náilon ou poliéster), feita por vários processos - alcalino, ácido, mecânico e vapor superaquecido. Na regeneração os resíduos passam por modificações que os tornam mais plásticos e aptos a receber nova vulcanização, mas não têm as 19 mesmas propriedades da borracha crua, sendo, geralmente, misturado a ela para a fabricação de artefatos. No processo de regeneração, utilizado para pneus, a borracha é separada dos outros componentes e desvulcanizada, o arame e a malha de aço vão para as indústrias siderúrgicas, o tecido de náilon é recuperado e utilizado como reforço em embalagens de papelão e na fabricação de estopas. Este processo pode ser, resumidamente, descrito em suas etapas: (1ª) O pneu é picado em pedaços e (2ª) estes são colocados num tanque com solvente para que a borracha inche e se torne quebradiça; (3ª) em seguida os pedaços são pressionados para que a borracha se desprenda da malha de aço e do tecido de náilon, e (4ª) um sistema de imãs e peneiras separa a borracha, o aço e o náilon; (5ª) a borracha é, então, moída e separada num sistema de peneiras e bombas de alta pressão, (6ª) passando para um reator ou autoclave onde ocorre a desvulcanização da borracha, recuperando cerca de 75% de suas propriedades originais; (7ª) a borracha segue para um tanque de secagem onde o solvente é recuperado, retornando ao processo. (ANDRIETTA, 2002). A borracha regenerada de pneus pode ser empregada na fabricação de muitos artefatos, como tapetes, pisos industriais e de quadras esportivas, sinalizadores de trânsito, rodízios para móveis e carrinhos. Também é utilizada como componente na recauchutagem de pneus, no revestimento de tanques de combustível, como aditivo em peças de plástico, aumentando-lhes a elasticidade. Na pavimentação asfáltica se utiliza na produção do asfalto ecológico, que para cada quilômetro de asfalto produzido se consome cerca de 700 pneus transformados em pó. (ANDRIETTA, 2002). 20 5.5 Reaproveitamento de Pneus em Obras de Pavimentação Segundo Morilha Jr. e Greca (2003), duas são as maneiras mais empregadas de adição da borracha de pneus às misturas asfálticas: • Via seca ou agregado-borracha, a borracha triturada é introduzida diretamente no misturador da usina de asfalto. Neste caso a borracha entra como um agregado na mistura com o ligante asfáltico. A transferência de propriedades importantes da borracha ao ligante é prejudicada, embora seja possível agregar melhorias à mistura asfáltica, desde que na sua fabricação seja possível obter uma mistura homogênea; • Via úmida ou asfalto-borracha, a borracha é previamente misturada ao ligante, modificando-o permanentemente. Nesta modalidade ocorre a transferência mais efetiva das características de elasticidade e resistência ao envelhecimento para o ligante asfáltico original. Este novo material que, acredita-se, possuir características bastante favoráveis, aliadas ao seu custo reduzido e a sua maior durabilidade frente ao concreto asfáltico usinado a quente tradicional (CAUQ), também denominado concreto betuminoso usinado a quente (CBUQ), pode transformar-se numa excelente alternativa para a recuperação de pavimentos deteriorados, bem como, a execução de novos pavimentos, seja em rodovias, vias urbanas e etc. (SALINI e MARCON, 1998). 21 6 O ASFALTO-BORRACHA Inicialmente, o ligante asfalto-borracha foi desenvolvido para ser usado em atividades de manutenção e reabilitação e para tentar prolongar a vida de um pavimento, posteriormente passou a ser utilizado de várias outras maneiras na pavimentação asfáltica. (MORRIS e McDONALD, 1976 apud ODA, 2000) O asfalto-borracha é uma mistura efetuada a quente, sob condições controladas, de ligante asfáltico (cimento asfáltico de petróleo - CAP), borracha moída de pneus (BMP), onde o teor da borracha varia de 15% a 20% em relação ao peso total da mistura, diluentes e alguns aditivos especiais se houver necessidade. (PETROBRÁS, 2003) 6.1 Histórico De acordo com Specht (2000) apud Cury et al. (2002), a primeira tentativa de se modificar as propriedades dos betumes com borracha datam de 1898 na Inglaterra, cujo processo patenteado originava um produto chamado “rubber-bitumen”. Segundo Morilha Jr. e Greca (2003) e Salini e Marcon (1998) foi em 1940, nos EUA, que tudo começou, quando a Companhia de Reciclagem de Borracha, Rubber 22 Reclaiming Company, introduziu no mercado um produto composto de material asfáltico e borracha desvulcanizada reciclada, denominada Ramflex. No entanto, Charles H. McDonald é considerado o pai do asfalto-borracha nos Estados Unidos. No ano de 1963, ele desenvolveu um material altamente elástico para ser utilizado na manutenção de pavimentos asfálticos, composto de ligante asfáltico e 25% de borracha moída de pneu, que foi chamado de Overflex e em meados de 1970, a Arizona Refining Company Inc. criou um novo ligante contendo borracha reciclada batizado de Arm-R-Schield. (SALINI e MARCON, 1998). Na Suécia em 1960 duas empresas desenvolveram um composto que utilizava uma estudada mistura de borracha de pneus e tecidos usados. A borracha era adicionada à mistura na forma de partículas pequenas para funcionar como agregado. Aproximadamente em 1970, este produto foi introduzido nos EUA e patenteado com o nome de PlusRide. (SALINI e MARCON, 1998). Devido à importância ambiental em se encontrar alternativas para o consumo dos pneus usados, em 1991 o ISTEA (Intermodal Surface Transportation Efficiency Act EUA) determinou a utilização de borracha de pneus em pavimentos asfálticos. A partir desta data, muitas novas tecnologias começaram a ser pesquisadas e avaliadas. Os estudos começaram com misturas similares ao PlusRide e ao processo de McDonald e atualmente os aperfeiçoamento. (SALINI e MARCON, 1998). processos estão em contínuo 23 No Brasil, segundo Morilha Jr. e Greca (2003), o início deste tipo de modificação dos asfaltos convencionais iniciou-se, muito tardiamente, em 1995, e o primeiro trecho de asfalto-borracha, com aproximadamente dois quilômetros, só foi construído em agosto de 2001 no estado do Rio Grande do Sul. 6.2 Vantagens Ecológicas e Sociais Possíveis De acordo com Morilha Jr. e Greca (2003), o aspecto ecológico e social deve ser reforçado como um benefício muito importante e adicional às melhorias que podemos observar na modificação do asfalto tradicional com a adição da borracha moída de pneus. Sob esta ótica, podem-se citar os seguintes benefícios gerados: • Surgimento e fortalecimento de empresas especializadas na reciclagem de pneus para convertê-los em asfalto borracha; • Benefícios diretos ao setor público pela criação de novas fontes de tributos a ingressar no erário público, e adicionalmente serão criados novos empregos diretos nas empresas recicladoras e indiretos ligados ao processo de angariação e movimentação de pneus inservíveis; • Inibição maior aos focos de criação de insetos prejudiciais à saúde e até letais ao ser humano; • Redução da poluição visual causada pelo descarte de pneus em locais impróprios; 24 • Diminuição do assoreamento de rios, lagos e baías, causados, em parte, pelo indevido descarte de pneus; • Diminuição do número de pneus usados em depósitos, com a conseqüente redução do risco de incêndios incontroláveis e a não deposição de pneus, sob qualquer formato, em aterros sanitários; • Redução da demanda de petróleo (asfalto), por dois motivos: primeiro, pela substituição de parte do asfalto por borracha moída de pneus e segundo, pela maior durabilidade que será alcançada na vida útil de nossas estradas. Não se pode esquecer que o petróleo, e por conseqüência o asfalto, é uma fonte não renovável de energia. As conseqüências ecológicas, econômicas e sociais acima aliadas ao benefício técnico do novo ligante asfáltico criado com a borracha reciclada são muito interessantes e compõe um panorama muito benéfico para a sociedade. (MORILHA JR. e GRECA, 2003). 6.3 Vantagens Técnicas Previstas Segundo Zanzotto & Svec (1996) apud Morilha Jr. e Greca (2003), o ligante modificado por borracha granulada de pneus ou simplesmente asfalto-borracha, apresenta algumas vantagens principais com a sua utilização, mostradas a seguir. 25 • Redução da suscetibilidade térmica: misturas com ligante asfalto borracha são mais resistentes às variações de temperatura, quer dizer, o seu desempenho tanto a altas como a baixas temperaturas é melhor quando comparado com pavimentos construídos com ligante convencional; • Aumento da flexibilidade: acontece devido a maior concentração de elastômeros na borracha de pneus e a melhor adesividade do ligante aos agregados, proporcionando maior resistência à propagação de trincas; • Maior resistência ao envelhecimento: a presença de antioxidantes e carbono na borracha de pneus auxiliam na redução do envelhecimento por oxidação; • Aumento do ponto de amolecimento: o ligante asfalto-borracha possui um ponto de amolecimento maior que o do ligante convencional melhorando a resistência da formação de trilhas de roda. Como decorrência das vantagens apontadas anteriormente podemos destacar também: • Redução da espessura do pavimento asfáltico construído; • Aumento da vida útil do pavimento; • Melhor aderência pneu-pavimento proporcionada no uso; • Redução do ruído provocado pelo tráfego entre 65 e 85%; • Redução da aquaplanagem e do efeito “spray” sob chuva (névoa que se forma quando o veículo passa sobre o asfalto molhado), o que contribui para a redução no número de acidentes e de vítimas fatais nas rodovias. 26 6.4 Aplicações do Ligante Asfalto-Borracha De acordo com ODA (2000), o ligante asfalto-borracha tem sido aplicado em vários serviços de pavimentação, não ficando só restrito às atividades de reabilitação (remendo, selante de trincas e juntas), mas também têm sido utilizado em tratamento superficial (SAM), transição entre pavimento existente e camada de reforço (SAMI) e revestimento de concreto asfáltico. Apresenta-se, a seguir, uma síntese das principais formas de aplicação do ligante asfalto-borracha: 6.4.1 Selante de Trincas, Juntas e Remendos Segundo ESTAKHRI et al. (1992) apud ODA (2000), o ligante asfalto-borracha é um dos melhores selantes de trincas existentes, tanto de pavimentos asfálticos como de pavimentos de concreto de cimento Portland, sendo recomendado fazer a selagem com auxílio de um aplicador manual (Figura 6.1). Figura 6.1: Aplicação de selagem de trincas no Estado do Arizona (CRAFTO, 1980 apud ODA, 2000) 27 6.4.2 Tratamento Superficial (SAM) Geralmente usado para prevenir e/ou retardar a formação de trincas por reflexão em pavimentos asfálticos. Consiste em distribuir uma camada de ligante asfaltoborracha (com cerca de 20% de borracha) sobre a superfície do pavimento existente seguida de uma camada de agregados uniformes espalhados sobre o ligante (Figura 6.2). A espessura de asfalto-borracha depende da granulometria do agregado, variando de 6 a 9 mm (HICKS et al., 1995 apud ODA, 2000). Figura 6.2: Execução de um SAM (ALL STATES ASPHALT Inc.,1999 apud ODA, 2000) 6.4.3 Aplicação entre as Camadas de Asfalto (SAMI) É a utilização de uma camada de asfalto-borracha aplicada entre as camadas de asfalto existente e a camada de reforço, quando da execução de uma reabilitação (Figura 6.3), para retardar o desenvolvimento de trincas por reflexão e reduzir a penetração de água em camadas subjacentes (HICKS et al., 1995 apud ODA, 2000). 28 Figura 6.3: Execução de um SAMI (ALL STATES ASPHALT Inc., 1999 apud ODA, 2000) 6.4.4 Pavimento Novo, Substituído ou Recapeado Utiliza-se o ligante asfalto-borracha em substituição ao ligante asfáltico convencional na produção do asfalto a ser aplicado na construção do pavimento (Figura 6.4), reduz o acúmulo de deformação permanente nas trilhas de roda, as trincas por fadiga e as trincas por contração de origem térmica, que são os principais defeitos apontados em uma pavimentação asfáltica. (TAKALLOU e SAINTON, 1992 apud ODA, 2000). Figura 6.4: Execução de um Recapeamento (PETROBRÁS, 2003) 29 6.5 Principais Defeitos dos Pavimentos Asfálticos De acordo com Bertollo; Fernandes Jr. e Schalch (2002), os dois principais mecanismos de deterioração dos pavimentos flexíveis são: a deformação permanente (trilha de roda), causada pela ação combinada da densificação dos materiais, ou principalmente, de ruptura por cisalhamento, e as trincas por fadiga, decorrente das repetições de deformação horizontal de tração na parte inferior do revestimento. 6.5.1 Deformação Permanente nas Trilhas de Roda A ocorrência prematura e/ou excessiva de deformação permanente nos pavimentos asfálticos tem sido motivo de grande preocupação entre técnicos e pesquisadores brasileiros da área de pavimentação. As deformações que aparecem sob a forma de depressões longitudinais nas trilhas de roda (Figura 6.5), são o resultado da acumulação de pequenos afundamentos que ocorrem toda vez que um carregamento é aplicado. Esse fenômeno tem se agravado devido, principalmente, ao aumento do número de veículos pesados e ao avanço tecnológico que possibilita a esses veículos rodarem com maior carga por eixo e maior pressão nos pneus. (FERNANDES JR., 1994 apud BERTOLLO; FERNANDES JR. e SCHALCH, 2002). 30 Figura 6.5: Deformação permanente nas trilhas de roda. O afundamento da trilha de roda pode ser o resultado da escolha de espessuras indevidas das várias camadas que compõem o pavimento, resultando em carregamentos incompatíveis com a capacidade de suporte do subleito. Também pode ser causado por deformações nas camadas betuminosas, causadas por misturas que possuem pequena resistência ao cisalhamento. Nessas misturas, o afundamento pode ser associado à suscetibilidade térmica dos ligantes ou da estrutura dos agregados com baixos ângulos de atrito interno. (BERTOLLO; FERNANDES JR. e SCHALCH, 2002). 6.5.2 Trincas por Fadiga O fenômeno de fadiga em revestimentos asfálticos se torna evidente em forma de trincamentos (Figura 6.6). Este fenômeno ocorre devido às solicitações repetidas do tráfego e, também, devido à falta de flexibilidade ou elasticidade no componente 31 asfáltico do pavimento, que não consegue suportar (“responder”) as solicitações do tráfego pesado sem trincar. Figura 6.6: Trincas por fadiga do revestimento asfáltico. (FERNANDES JR. et al., 1999 apud CUNHA et al., 2000) As trincas por fadiga, são causadas por vários fatores que ocorrem simultaneamente, geralmente à ocorrência destas trincas está associada à repetição de carregamentos pesados ou quando o número de aplicações de carga ultrapassa o valor previsto em projeto. Ao contrário da trilha de roda, que pode ser evitável, a fadiga não pode ser evitada indefinidamente, devido à repetição das deformações elásticas resultantes do tráfego. (BERTOLLO; FERNANDES JR. e SCHALCH, 2002). Diante destes fatos é que se adiciona à borracha moída em materiais asfálticos pelo processo úmido, desta forma consegue-se melhorar o desempenho dos pavimentos em campo, aumentando a sua flexibilidade. Esta aplicação faz com que se possa retardar o aparecimento de trincas, selar trincas existentes e aumentar a impermeabilização destes revestimentos asfálticos. (ODA, 2000). 32 6.6 Características Técnicas do Ligante O comportamento do ligante asfalto-borracha é avaliado através dos ensaios adotados pelo Programa SHRP (Strategic Highway Research Program), além dos ensaios normalmente utilizados para ligantes asfálticos. (ODA, 2000). 6.6.1 Produção do Ligante Asfalto-Borracha (Processo Úmido) De acordo com Oda e Fernandes Jr. (2000), o processo úmido (Figura 6.7) consiste na mistura de cimento asfáltico de petróleo (CAP) e borracha moída (5 a 25%), a uma temperatura elevada (150 a 200ºC), durante um determinado período de tempo (20 a 120 minutos). Essa mistura é classificada como uma reação e forma um composto asfalto-borracha, com propriedades reológicas1 diferentes do ligante original, podendo ainda ser incorporados aditivos (diluentes) para ajustar a viscosidade da mistura. O grau de modificação do ligante depende de vários fatores: o tipo de pneu moído, a granulometria (tamanho das partículas) e a porcentagem (teor) de borracha, o cimento asfáltico utilizado (tipo de ligante), a proporção de cimento asfáltico e borracha (teor de ligante), o tempo e a temperatura de reação, a compatibilidade do 1 Comportamento mecânico dos materiais que não são nem sólidos e nem líquidos, na física. (FERREIRA, 1986 apud ODA, 2000) 33 ligante com a borracha, a energia mecânica durante a mistura e a reação e o uso de diluentes. Figura 6.7: Esquema da produção do ligante asfalto-borracha. (ODA, 2000) 6.6.1.1 Materiais Utilizados na Produção ¾ Borracha de Pneus (CUNHA et al., 2000) • Tipo: mistura de borracha de pneus de automóveis e caminhões. • Característica: borracha em pó de 0,42mm a 0,075mm, desvulcanizada, apresenta uma alta homogeneidade, mantendo cerca de características físicas da composição original da borracha natural. ¾ Cimento Asfáltico de Petróleo (CAP) (CUNHA et al., 2000) • Tipo: CAP 20, que é o mais utilizado em obras de pavimentação. 75% das 34 • Características: ponto de amolecimento de 51ºC, ponto de fulgor de 289ºC e penetração de 41,7 (1/10mm). ¾ Equipamento2para a Mistura (ODA e FERNANDES JR., 2000) • Tipo: O equipamento utilizado no preparo do ligante asfalto-borracha (Figura 6.8), pode influenciar a sua homogeneidade. Deve conter um recipiente com controle de temperatura (até 200ºC) e um agitador mecânico. Figura 6.8: Agitador mecânico, panela elétrica e recipiente para armazenagem do ligante. (ODA, 2000) 6.6.1.2 Principais Ensaios para Caracterização do Ligante Asfáltico Para certificar a qualidade dos diferentes tipos de asfaltos, levando-se em conta as propriedades físicas, químicas e reológicas, foram estabelecidos ensaios de controle 2 Equipamento utilizado para ensaios em laboratório. Para os trabalhos na construção dos pavimentos utiliza-se uma usina de asfalto. 35 laboratorial baseados em experiências práticas, que visam garantir um desempenho satisfatório e o pleno sucesso na aplicação dos asfaltos. (ODA, 2000) Ensaios Tradicionais Os ensaios tradicionais não são relacionados às propriedades fundamentais dos asfaltos. Os mais importantes utilizados são descritos a seguir. (ODA, 2000) • Determinação da penetração em materiais betuminosos (ABNT/MB-107/1971-NBR 6576/1998 apud REZENDE et al., 2000 e ODA, 2000) Este método serve para determinar a viscosidade dos materiais betuminosos através da penetração, distância em décimos de milímetro que uma agulha padrão penetra verticalmente em uma amostra do material betuminoso sob condições específicas de temperatura (25ºC), carga (100 g) e tempo (5 seg). O equipamento para ensaio de penetração pode ser visto na Figura 6.9. Figura 6.9: Equipamento utilizado no ensaio da penetração de ligantes asfálticos. (ODA, 2000) 36 • Determinação do ponto de fulgor (ABNT/MB-50/1972-NBR 11341/1990 apud REZENDE et al., 2000 e ODA, 2000) Ponto de fulgor de um ligante asfáltico é a temperatura na qual ocorre uma liberação de vapores do produto suficiente para, em mistura com ar e na presença de uma chama, provocar uma centelha. Portanto, indica a temperatura acima da qual o asfalto deve ser manuseado como produto inflamável, desde que haja uma fonte de ignição (faísca, chama, raios, tempestade magnética). É um ensaio muito prático que permite, também, verificar possíveis contaminações do asfalto por solventes, cujo ponto de fulgor é mais baixo do que aquele fixado para o asfalto. A Figura 6.10 ilustra o equipamento utilizado neste ensaio. Figura 6.10: Equipamento utilizado na determinação do ponto de fulgor dos ligantes asfálticos. (ODA, 2000) • Determinação do ponto de amolecimento de materiais betuminosos (método do anel e bola – ABNT/MB-164/1972-NBR6560/1972;ASTM/D-36 apud REZENDE et al., 2000 e ODA, 2000) O ponto de amolecimento de um material betuminoso é considerado como sendo o valor de temperatura na qual a consistência de um ligante asfáltico passa do estado 37 plástico ou semi-sólido para o estado líquido, Coelho (1996) apud ODA (2000), e isto acontece na faixa entre 30ºC e 175ºC. A Figura 6.11 ilustra o equipamento utilizado. Figura 6.11: Equipamento utilizado na determinação do ponto de amolecimento de ligantes asfálticos – Método anel e bola. (ODA, 2000) • Determinação da viscosidade Saybolt-Furol de materiais betuminosos (ABNT/IBP/P-MB-517 apud REZENDE et al., 2000 e ODA, 2000) A viscosidade Saybolt de materiais betuminosos (expressa em segundos) é o tempo necessário para o escoamento de 60ml de material, no viscosímetro de SayboltFurol, (Figura 6.12), sob determinadas condições de temperatura. Figura 6.12: Viscosímetro de Saybolt-Furol. (ODA, 2000) 38 Geralmente, essa temperatura varia com o tipo de asfalto que é utilizado (para os CAPs são utilizadas temperaturas entre 135ºC e 177ºC). • Ductilidade (ABNT/MB-167/1971; ASTM/D-113 apud ODA, 2000) Define-se ductilidade como a capacidade de um asfalto sofrer deformações de sua massa. O ensaio mede a deformação em que um corpo de prova padrão de asfalto é alongado até seu rompimento. Asfaltos empregados na construção rodoviária devem apresentar ductilidade elevada, ou seja, deformação maior que 1,0 m. A Figura 6.13 ilustra o equipamento utilizado. Figura 6.13: Equipamento utilizado na determinação da ductilidade. (ROBERTS et al., 1998 apud ODA, 2000) Programa SHRP – Ensaios Superpave O Programa SHRP procurou desenvolver métodos de análise de materiais betuminosos e de misturas asfálticas com base em propriedades fundamentais (módulo de rigidez, resistência à ruptura por fadiga e resistência à deformação permanente) visto que as especificações atuais em uso não garantiam o 39 desempenho dos pavimentos em serviço á longo prazo. Desta forma foram criados os ensaios Superpave que classificam as misturas asfálticas com base no critério de desempenho, e este leva em consideração as condições climáticas (variações de temperatura e umidade), assim como o volume e a carga de tráfego. (ODA e FERNANDES JR., 2000). Segundo Oda e Fernandes Jr. (2000), estes ensaios são realizados a temperaturas similares às que ocorrem durante a vida dos pavimentos em serviço, permitindo assim a simulação de três estágios críticos do comportamento dos ligantes durante a sua vida. • No transporte, na armazenagem e no manuseio: simulado pelo ensaio de viscosidade aparente utilizando um equipamento Brookfield. • Na produção e na aplicação da mistura na pista: simulado pelo envelhecimento de curto prazo, ensaio RTFOT. • Após a liberação ao tráfego: simulado pelo envelhecimento de longo prazo, ensaio PAV. Os principais ensaios para avaliar o ligante asfalto-borracha são descritos a seguir. • Viscosidade Aparente (Brookfield). (ODA e FERNANDES JR., 2000) O ensaio para determinar a viscosidade aparente de ligantes asfálticos utiliza um viscosímetro rotacional contínuo (Brookfield), que mede a viscosidade através do torque necessário para rodar uma haste (Spindle) imersa na amostra de asfalto quente, a velocidade constante. O viscosímetro rotacional, geralmente, caracteriza a 40 rigidez do asfalto a 135ºC, temperatura em que o material se comporta quase que inteiramente como um fluido viscoso. Para o ensaio de asfalto-borracha tem-se utilizado, também, temperaturas mais elevadas (175ºC, por exemplo, adotado pela ASTM D 6114, 1997). A viscosidade do ligante é usada para garantir um asfalto fluido o suficiente para ser bombeado e misturado com o agregado. A Figura 6.14 e a Figura 6.15 ilustram detalhes do viscosímetro Brookfield. Figura 6.14: Viscosímetro Brookfield e detalhe de sua operação. (ODA, 2000) Figura 6.15: Detalhe do controle de temperatura, da câmara onde se coloca a amostra e da haste (spindle). (ODA, 2000) 41 • Envelhecimento de Curto Prazo. O ensaio de envelhecimento em estufa de filme fino rotativo (RTFOT - Rolling Thin Film Oven Test – ASTM D 2872), é realizado em uma estufa pré-aquecida à temperatura de 163ºC que sustenta oito frascos com as amostras de asfalto (Figura 6.16). Figura 6.16: Estufa de filme fino rotativo (Ensaio RTFOT). (ODA, 2000) Este ensaio que simula o envelhecimento que ocorre na usina, tem duas finalidades: fornecer o ligante asfáltico envelhecido para a realização de ensaios que avaliam a resistência ao acúmulo de deformação permanente e determinar a quantidade de voláteis perdida pelo asfalto durante o processo de envelhecimento. A perda de voláteis é um indicador do envelhecimento que pode ocorrer no asfalto durante a mistura em usina e a construção do pavimento. Geralmente, uma pequena parte do ligante envelhecido é submetida ao ensaio com o Reômetro de Cisalhamento Dinâmico (DSR, Dynamic Shear Rheometer), outra parte ao envelhecimento acelerado em vaso de pressão (PAV) e o restante é armazenado para uso futuro. (ODA, 2000). 42 • Envelhecimento Acelerado ou de Longo Prazo. O ensaio de envelhecimento acelerado (oxidação) de ligantes asfálticos, por meio de ar sob pressão e temperatura elevada, em um vaso pressurizado (Figura 6.17) utiliza o resíduo de material previamente submetido ao ensaio RTFOT, para estimar propriedades físicas e químicas dos ligantes asfálticos após 5 a 10 anos de vida em serviço. O envelhecimento dos ligantes durante a vida em serviço também é afetado por variáveis associadas à mistura, tais como a dosagem, a permeabilidade e propriedade dos agregados, dentre outras. Figura 6.17: Vaso de Pressão (PAV) com seus detalhes. (ODA, 2000) O ensaio de envelhecimento acelerado em vaso pressurizado permite uma avaliação da resistência relativa de diferentes ligantes à oxidação, sob temperaturas selecionadas, não levando em conta, porém, os fatores associados à mistura. (ODA, 2000) • Cisalhamento Dinâmico O ensaio simula o acúmulo de deformação permanente do ligante e o fenômeno de fadiga do revestimento sob condições de temperaturas máximas e médias do 43 pavimento em serviço e a taxas de carregamento compatíveis com o tráfego. Para este ensaio utiliza-se o Reômetro de Cisalhamento Dinâmico (DSR), Figura 6.18, que caracteriza tanto o comportamento viscoso como o elástico, através da medida do módulo de cisalhamento complexo (G*) e do ângulo de fase (δ) dos ligantes asfálticos. Figura 6.18: Reômetro de cisalhamento dinâmico. (TA INSTRUMENTS, 1999 apud ODA, 2000) O (G*) é a medida da resistência total do material à deformação quando exposto a pulsos repetidos de tensões de cisalhamento e consiste de um componente elástico (recuperável) e outro viscoso (não-recuperável). O (δ) é um indicador da quantidade relativa de deformação recuperável e não-recuperável. (HARRIGAN et al., 1994 apud ODA e FERNANDES JR., 2000) O ensaio de cisalhamento dinâmico é realizado, com amostras virgens ou envelhecidas pelo ensaio RTFOT, sendo estabelecidos valores mínimos capazes de garantir adequada resistência ao acúmulo de deformação permanente (G*/senδ maiores que 1,0 kPa para amostras virgens e 2,2 kPa para envelhecidas no RTFOT) 44 e também com amostras envelhecidas em vaso de pressão (PAV), sendo fixados valores máximos de rigidez para prevenir o aparecimento de trincas por fadiga (G*senδ menores que 5.000 kPa). (ODA e FERNANDES JR., 2000). Em todos os casos, os valores de deformação devem ser pequenos o suficiente para que a resposta do ligante (G*) esteja dentro do intervalo viscoelástico-linear, ou seja, onde o (G*) não é afetado por mudanças no nível de deformação. (ODA e FERNANDES JR., 2000). • Rigidez à Fluência na Flexão. O ensaio avalia as propriedades dos ligantes a baixas temperaturas, ou seja, avalia a resistência à formação de trincas de origem térmica. Para isso se utiliza o reômetro de viga à flexão (BBR, Bending Beam Rheometer, Figura 6.19 e a Figura 6.20) que mede a deflexão no ponto médio de uma viga prismática de ligante betuminoso, virgem ou envelhecido, simplesmente apoiada, submetida a carregamento constante, também aplicado no meio do vão, por 240s. A temperatura de ensaio é controlada e depende das temperaturas mínimas na região onde será construído o pavimento. (ODA e FERNANDES JR., 2000) Figura 6.19: Reômetro de viga à flexão. (ODA, 2000) 45 para o sistema de aquisição de dados LVDT pistão Célula de carga Banho de temperatura constante Para o sistema de aquisição de dados viga de asfalto Figura 6.20: Esquema de operação do Reômetro de viga á flexão. (ODA, 2000) Os gráficos de carga e de deflexão versus tempo de carregamento são usados para a determinação da rigidez (S) e do módulo de relaxação (m), que representa a variação da rigidez em função do tempo de carregamento [S(t)]. O desempenho de misturas asfálticas é previsto a partir da resposta tensão-deformação do ligante, uma vez que a resistência ao aparecimento de trincas por contração de origem térmica depende da rigidez à fluência. Ligantes com baixa rigidez estática não trincarão em clima frio. A especificação Superpave, no ensaio BBR, recomenda que o valor da rigidez (S) seja menor que 300 MPa e o (m) deve ser maior ou igual a 0,300, ambos calculados para um tempo de 60 seg. (ODA e FERNANDES JR., 2000). 46 7 ESTUDO DE CASO 7.1 Considerações Preliminares O estudo de caso presente neste trabalho baseou-se nos seguintes aspectos: • Estudos de um segmento de um pavimento experimental, realizado no laboratório de pavimentação da UFRGS, utilizando um simulador de tráfego para análise da aplicação do asfalto convencional (CAP 20) e do asfalto-borracha (Ecoflex-A) produzido pela empresa Greca Asfaltos. • Estudos realizados, “in loco”, em um trecho da rodovia Anhanguera, localizado na cidade de Araras/SP. Análise comparativa entre o asfalto existente e o asfaltoborracha (Ecoflex-A) produzido pela empresa Greca Asfaltos; • Estudos de análises laboratoriais de amostras do asfalto convencional (CAP 20) e do asfalto-borracha (Ecoflex-B) produzido pela empresa Greca Asfaltos. 7.2 Aplicação das Misturas Asfálticas em um Pavimento Experimental Para a obtenção de resultados em curto prazo, aplicou-se a técnica de ensaios acelerados, com emprego do simulador de tráfego linear DAER/UFRGS em um pavimento experimental com duas trilhas, uma de CAP 20 e a outra de Ecoflex-A 47 (CAP 20 com adição de 20% de BMP) dentro de um projeto de pesquisa desenvolvido pelo grupo formado pela Universidade Federal do Rio Grande do Sul (UFRGS), através do Laboratório de Pavimentação (LAPAV), a empresa Greca Asfaltos e o Consórcio Univias. (Apêndice-A). 7.2.1 Solicitação dos Pavimentos Experimentais com Simulador de Tráfego No Apêndice-A são apresentados os detalhes da operação do simulador de tráfego e dos procedimentos de medição. A Figura 7.1 e a Figura 7.2 apresentam as estruturas solicitadas pelo simulador de tráfego. Figura 7.1: Estrutura com recape em concreto asfáltico convencional (AC) (CERATTI; CRUZ e NUÑEZ, 2004) 48 Figura 7.2: Estrutura com recape em concreto asfáltico com borracha (AR) (CERATTI; CRUZ e NUÑEZ, 2004) Foram aplicados mais de 98.000 ciclos de carga de eixo na estrutura com o asfalto convencional e aproximadamente 123.000 ciclos naquela com asfalto-borracha. Inicialmente aplicaram-se 2.000 ciclos com carga de eixo de 8,2 tf, visando uma acomodação inicial do material, e a seguir cargas de eixo de 10 tf, que foram aplicadas até o final do ensaio em cada estrutura, onde se realizaram levantamentos defletométricos e de afundamentos de trilhas de roda. Na Tabela 7.1 apresenta-se o histórico de solicitação das estruturas experimentais. Tabela 7.1: Histórico de solicitação das estruturas experimentais. Estrutura com Ligante Convencional Mês Carga de eixo aplicada Estrutura com Asfalto-Borracha Número (tf) acumulado de solicitações Mês Julho 10 25.535 Agosto 10 Setembro 10 Carga de eixo aplicada Número (tf) acumulado de solicitações Outubro 10 25.426 60.002 Novembro 10 52.813 98.303 Dezembro 10 91.916 Janeiro 10 123.356 (Fonte: CERATTI; CRUZ e NUÑEZ, 2004) 49 7.2.1.1 Medidas de Deflexões Os levantamentos defletométricos foram feitos, em sua maioria, com a utilização da viga Benkelman (Apêndice-A). Observa-se na Figura 7.3 que as deflexões após o recapeamento, e antes do início das aplicações de cargas, nas duas trilhas eram semelhantes. Figura 7.3: Deflexões nas duas trilhas após o recapeamento e antes do início do ensaio (CERATTI; CRUZ e NUÑEZ, 2004) Embora antes do início da solicitação a estrutura com recapeamento em concreto asfáltico com ligante modificado com borracha (AR) tenha apresentado uma pior condição estrutural (com deflexões um pouco mais elevadas do que na trilha em concreto asfáltico com ligante convencional), ao longo dos períodos de carregamento, esse pavimento mostrou um comportamento elástico significativamente superior, como mostram a Figura 7.4 e a Figura 7.5. Nessas figuras estão identificadas as deflexões medidas sobre áreas que apresentavam ou não trincas na camada asfáltica subjacente ao recapeamento. 50 Figura 7.4: Evolução das deflexões médias na trilha AC (CERATTI; CRUZ e NUÑEZ, 2004) Figura 7.5: Evolução das deflexões médias na trilha com AR. (CERATTI; CRUZ e NUÑEZ, 2004) No recapeamento com ligante asfáltico convencional (AC), as deflexões experimentaram redução inicial seguida de um aumento progressivo e significativo após 80.000 ciclos de carga, sugerindo a fadiga do pavimento. Já na estrutura com recapeamento com ligante modificado com borracha (AR) as deflexões aumentaram 51 no início do período de solicitação, diminuindo após 60.000 ciclos de carga e apresentando no final do ensaio o mesmo nível defletométrico inicial, sem prenúncio de fadiga. 7.2.1.2 Afundamentos nas Trilhas de Roda Os afundamentos nas trilhas de roda (ATR) foram medidos semanalmente com emprego de um perfilógrafo (Apêndice-A). A Figura 7.6 apresenta a evolução dos ATR médios com o tráfego, em cada estrutura. Figura 7.6: Comparação entre os ATR registrados nas estruturas ensaiadas (CERATTI; CRUZ e NUÑEZ, 2004) Os afundamentos de trilha de rodas apresentaram evoluções semelhantes, embora com menor magnitude na estrutura com recapeamento em asfalto convencional. É possível que o pior comportamento da estrutura com recapeamento em asfaltoborracha tenha sido causado pelas diferenças entre as temperaturas durantes os 52 períodos de ensaio, uma vez que a estrutura com asfalto convencional foi ensaiada no inverno, enquanto que o pavimento com asfalto-borracha o foi em meses de primavera e início do verão. 7.2.1.3 Reflexão de Trincas A Figura 7.7 mostra a evolução do trincamento com o tráfego nas estruturas ensaiadas. Neste aspecto, o desempenho do asfalto-borracha foi notavelmente superior. Figura 7.7: Evolução do trincamento nas duas trilhas analisadas (CERATTI; CRUZ e NUÑEZ, 2004) As primeiras fissuras refletidas foram observadas na trilha com asfalto convencional após 14.000 ciclos de carga; evoluindo até tornarem-se trincas. As trincas existentes na camada asfáltica subjacente propagaram-se através do recapeamento, de tal forma que ao final do ensaio o revestimento estava completamente trincado. 53 Observou-se, ainda, que o trincamento também ocorreu em áreas que não tinham trincas na camada subjacente. Conforme mostrado nas figuras do Anexo-B. Já na trilha com recapeamento em asfalto-borracha, a única trinca refletida apareceu em cima de uma canaleta serrada no revestimento antigo para instalação dos cabos elétricos da instrumentação, somente aos 123.000 ciclos de carga. 7.2.1.4 Resultados de Ensaios de Laboratório em Corpos-de-Prova Extraídos das Trilhas. A Tabela 7.2 e a Tabela 7.3 apresentam os resultados dos ensaios de módulo de resiliência (MR) e de resistência à tração por compressão diametral (RTCD), realizados nos corpos-de-prova extraídos das trilhas experimentais. Tabela 7.2: Módulos de resiliência e Resistência à tração dos corpos-de-prova de AC CP (AC) - Trilha Módulo de Resistência a Tração por Asfalto Convencional Resiliência (Kgf/cm2) Compressão Diametral (Kgf/cm2) MR/RTCD 1 65.810 6,27 10.496 2 69.500 7,06 9.644 3 43.990 7,31 6.018 4 29.880 7,32 4.082 5 37.300 7,71 4.838 6 49.290 7,71 6.393 Médias Estatísticas 49.295 7,23 6.945 (Fonte: CERATTI; CRUZ e NUÑEZ, 2004) Relação 54 Tabela 7.3: Módulos de resiliência e Resistência à tração dos corpos-de-prova de AR Módulo de Resistência a Tração por Asfalto-Borracha Resiliência (Kgf/cm2) Compressão Diametral (Kgf/cm2) MR/RTCD 1 43.720 6,62 6.604 2 39.200 6,38 6.144 3 46.850 6,37 7.355 4 29.810 8,03 3.712 5 22.330 6,88 3.246 6 32.440 8,10 4.005 Médias Estatísticas 37.525 7,06 5.178 CP (AR) - Trilha Relação (Fonte: CERATTI; CRUZ e NUÑEZ, 2004) Observou-se que os corpos-de-prova da mistura com ligante modificado com borracha (AR) apresentam módulo de resiliência em média 31% menores do que os correspondentes à mistura convencional (AC); ou seja a incorporação de borracha ao ligante reduziu significativamente a rigidez da mistura asfáltica. Como as resistências à tração dos dois materiais são muito semelhantes, a relação MR/RTCD da mistura AR é 34% inferior à da mistura AC. Este fato, do ponto de vista da mecânica, é muito interessante, já que o que se deseja é uma mistura tão flexível quanto possível, desde que a resistência à tração seja razoável. 55 7.3 Aplicação da Mistura Descontínua na Via Anhanguera Foi realizada uma aplicação de mistura asfáltica descontínua com ligante modificado por borracha de pneus em um segmento sob a jurisdição da Concessionária Intervias S/A. O segmento foi executado na SP-330, Via Anhanguera, na travessia da cidade de Araras/SP, entre os kms 170,6 e 171,8 na pista sul. O reforço executado em ambas faixas de tráfego, pesado e leve, sobre o pavimento existente foi de 4,0 cm de mistura com borracha. No projeto original foi indicada uma solução convencional de fresagem, a recomposição contínua de 8,0 cm e um reforço de 7,0 cm em CBUQ. Imediatamente antes da realização da experiência, o segmento foi avaliado funcionalmente com a caracterização de todas as degradações superficiais e estruturais com a medição de deflexões máximas com viga Benkelman (Apêndice A). No segmento experimental foi considerada uma equivalência estrutural da mistura em asfalto-borracha correspondente a aproximadamente 60% da espessura da mistura em CBUQ convencional. Assim sendo, após a selagem prévia das trincas mais severas e do tratamento localizado das degradações mais profundas, foram aplicados 4,0 cm da mistura 56 descontínua utilizando-se o asfalto Ecoflex-A (CAP 20 com adição de 20% de BMP) fornecido pela empresa Greca Asfaltos. 7.3.1 Características da Mistura Asfáltica Aplicada Os agregados basálticos utilizados foram oriundos da Pedreira Stavias (5/8”) e da Pedreira Basalto 4 (pedrisco e pó de pedra). A mistura foi usinada em uma usina gravimétrica pertencente à Construtora Estrutural em Limeira/SP e obedeceu a granulometria preconizada pela CALTRANS (Departamento de Transportes do Estado da Califórnia). Na Tabela 7.4 é apresentado a composição da mistura e na Tabela 7.5 é apresentado a característica da mistura. Tabela 7.4: Composição da mistura asfáltica utilizada – Traço do Ecoflex-A Peneiras Mín Máx Caltrans Caltrans Ecoflex-A Pó de Pedra Cal Hidratada Pedrisco Pedra 5/8” 25 1 46 28 # 200 2 7 6,0 14,7 93,6 2,8 1,1 # 100 4,5 10 7,2 18,5 98,5 2,4 1,1 # 50 7 15 9,2 25,3 100 3,3 1,2 # 30 10 20 12,0 35,5 100 3,8 1,2 #8 15 25 22,7 71,6 100 7,3 1,4 #4 28 42 41,9 98,8 100 33,8 2,4 # 3/8” 78 92 86,6 100 100 100 52 # 1/2” 90 100 98,3 100 100 100 94 # 3/4” 100 100 100 100 100 100 100 (Fonte: MORILHA Jr.; DANTAS e BARROS, 2003) 57 Tabela 7.5: Características da mistura utilizada – Ecoflex-A. Propriedades Valor encontrado Teor de ligante asfáltico, % 6,8 Densidade aparente, g/cm3 2,455 Volume de vazios, % 6,82 Relação betume e vazios, % 68,69 Vazios do agregado mineral, % 21,27 Estabilidade, kgf 801,78 Fluência, mm 3,15 Resistência à tração por compressão diametral, kgf/cm2 8,68 (Fonte: MORILHA Jr.; DANTAS e BARROS, 2003) 7.3.2 Avaliação Estrutural Antes e Após a Aplicação da Mistura Asfáltica Foram realizados levantamentos defletométricos a cada 20 metros em cada faixa de tráfego antes e após a execução de 4,0 cm da camada de mistura descontínua com Ecoflex-A. A Figura 7.8 apresenta o ganho estrutural proporcionado pela referida camada. 58 Cliente: Intervias Consultoria: Copavel - Consultoria de Engenharia Ltda Rodovia SP- 330 - Faixa de Rolamento (02) - Pista Sul CBUQ Existente X CBUQ com ECOFLEX A - km 170+600 ao km 171+800 Datas: 11 / 04 / 02 e 25 / 04 / 02 DEFLEXÕES COM VIGA BENKELMAN 40.00 7 .6 38 0 .8 36 0 .4 38 3 .1 38 32.66 Deflexões (0,01 mm) 0 .4 27 7 .8 29 0 .4 28 25.00 0 .4 27 23.59 7 .2 24 21.77 21.77 20.00 3 .1 26 18.14 18.14 3 .5 20 18.14 18.33 7 .6 28 29.03 0 .2 29 3 .5 25.40 28 3 .5 26 25.40 0 .4 22 21.77 32.66 7 .8 29 30.84 0 .8 29 30.84 29.03 30.00 36.29 3 .9 34 7 .2 34 35.00 0 .8 26 24.52 23.59 3 .5 20 21.77 7 .6 18 0 .8 1916.33 19.96 7 16.338.6 1 18.14 0 .8 16 15.00 7 .0 13 7 .0 13 7 .0 13 12.7014.52 10.89 10.00 11.07 10.89 9.44 5.00 17 1. 80 0 17 1. 70 0 17 1. 60 0 17 1. 50 0 17 1. 40 0 17 1. 30 0 17 1. 20 0 17 1. 10 0 17 1. 00 0 17 0. 90 0 17 0. 80 0 17 0. 70 0 17 0. 60 0 0.00 Km Trilha Interna - CBUQ Existente D adm = 40,00 CBUQ Existente Trilha Interna - ECOFLEX A Figura 7.8: Defletometria antes e depois do reforço (MORILHA Jr.; DANTAS e BARROS, 2003) 7.4 Ensaios Laboratoriais de Caracterização das Propriedades Mecânicas das Misturas Asfálticas CAP-20 e Ecoflex-B. Foram ensaiadas duas misturas asfálticas fabricadas com 2 ligantes diferentes (CAP 20 tradicional, e o Ecoflex-B, CAP 20 com adição de 15% de BMP), fornecido para a Concessionária Ecovia dos Imigrantes que realizou uma aplicação deste asfaltoborracha na SP 150 - Via Anchieta, entre Santos e São Paulo. As misturas asfálticas obedeceram às características granulométricas da faixa IV – B do Instituto do Asfalto 59 e foram realizadas com agregados graníticos oriundos da Pedreira Intervales localizada nas proximidades da obra. 7.4.1 Análise de Módulo Resiliente (MR) e da Resistência a Tração por Compressão Diametral (RTCD) A composição básica dos agregados dosados foi a seguinte: - 30% de agregados entre as peneiras # 3/4” e 3/8”; - 13% de agregados entre as peneiras # 3/8” e 4; - 55% de agregados entre a peneira # 4 e o fundo; - 2% de cal hidratada CH – 1. As misturas foram ensaiadas no Laboratório de Tecnologia de Pavimentação da Escola Politécnica da Universidade de São Paulo, onde foram elaboradas as dosagens Marshall com os dois ligantes e os agregados e a granulometria das amostras se mantiveram constantes. Na Tabela 7.6 são apresentadas as características das misturas e na Tabela 7.7 são apresentados os resultados dos módulos resilientes e de resistência à tração por compressão diametral, a 25°C e 40°C 60 Tabela 7.6: Características das misturas Cap 20 e Ecoflex-B Valores encontrados Propriedades CAP - 20 Ecoflex - B Teor de ligante asfáltico, % 5,2 5,6 Densidade aparente, g/cm3 2,324 2,318 Volume de vazios, % 3,73 3,77 Relação betume vazios, % 76,06 76,55 Vazios do agregado mineral, % 15,48 15,98 1.714,43 1.654,61 2,15 2,70 15,78 14,29 Estabilidade, kgf Fluência, mm 2 Resistência à tração por compressão diametral, kgf/cm (Fonte: MORILHA Jr. e GRECA, 2003) Tabela 7.7: Resultados dos ensaios de MR e RTCD do Cap 20 e do Ecoflex-B Item considerado CAP 20 Ecoflex-B MR a 25° C, MPa 6.877 3.577 MR a 40° C, MPa 1.650 2.567 Relação MR40°/MR 25° 0,240 0,718 RTCD a 25° C, MPa 1,578 1,429 RTCD a 40° C, MPa 0,510 0,735 Relação RT 40°/RT 25°C 0,323 0,514 (Fonte: MORILHA Jr. e GRECA, 2003) Observando os dados da tabela acima, foram estabelecidas as seguintes conclusões: Módulo Resiliente (MR) • o valor do módulo resiliente da mistura dosada com asfalto-borracha é o mais baixo a 25ºC enquanto que a 40ºC este valor passa a ser o mais alto; 61 • a mistura asfáltica dosada com o ligante Ecoflex B obteve o maior valor na relação entre o MR a 40°C e o MR a 25°C, indicando uma medição indireta da suscetibilidade térmica dos ligantes. Resistência à Tração por Compressão Diametral (RTCD) • o valor de RTCD a 25ºC das misturas asfálticas com CAP 20 convencional e com o Ecoflex-B encontram-se em uma mesma faixa de valores, sendo o menor valor para o Ecoflex-B. Já para o valor de RTCD a 40ºC acontece o inverso, como era esperado, o Ecoflex-B tem o valor maior do que o CAP 20. • a relação observada entre a RTCD a 40°C e a RTCD a 25°C, mostrou que o resultado do Ecoflex-B foi superior ao CAP 20. 62 8 ANÁLISE E COMPARAÇÃO (CRÍTICA) 8.1 Caso 1 – Análise do Pavimento Experimental Os resultados experimentais obtidos através da solicitação das estruturas com o simulador de tráfego mostraram que o recapeamento com concreto asfáltico com ligante modificado com borracha (AR) teve um comportamento muito superior ao recapeamento com asfalto convencional (AC). Praticamente não houve reflexão de trincas quando o ligante empregado na mistura asfáltica foi modificado pela adição de borracha (AR), enquanto no recapeamento em AC houve reflexão total de trincas e surgimento de trincas de fadiga em áreas não trincadas. Além disso, o recapeamento com AR proporcionou ao pavimento melhor condição estrutural, como mostraram os levantamentos defletométricos e as deformações registradas por sensores inseridos na interface entre o revestimento antigo trincado e os recapeamentos. 63 8.2 Caso 2 – Análise do Pavimento Executado na Rodovia Anhanguera O controle de compactação revelou uma mistura um pouco mais porosa que a prevista (índice de vazios em torno de 5%), na pista o índice de vazios foi superior a 8%. A estabilidade Marshall obtida foi inferior à prevista mas mesmo assim, ainda dentro de parâmetros aceitáveis. Apesar destes parâmetros não terem sido os desejados, o ganho estrutural da pista com asfalto-borracha foi superior ao esperado, os ensaios defletométricos mostraram uma maior flexibilidade do pavimento com o asfalto-borracha em relação ao trecho com o asfalto convencional existente na rodovia e o ensaio do pêndulo britânico (Apêndice A) mostrou a melhor resistência à derrapagem do asfaltoborracha mostrando-se extremamente atrativo e promovendo uma melhora significativa no coeficiente de atrito, mostrando assim uma maior aderência entre o pneu e o pavimento no segmento experimental. 64 8.3 Caso 3 – Análise Laboratorial do Asfalto-Borracha e do Asfalto Convencional - Rodovia Anchieta. Os ensaios do módulo de resiliência a 25ºC indicaram um menor enrijecimento à baixa temperatura, o que minimizaria a formação de trincas térmicas enquanto que a 40ºC indica uma menor suscetibilidade térmica do ligante a maiores temperaturas, onde a conseqüência desse comportamento seria uma maior resistência à formação de trilhas de roda. A relação observada entre o MR a 40° C e o MR a 25° C, mostra que quanto maior o valor desta relação menor a suscetibilidade térmica do ligante, e portanto melhor o comportamento na pista. Das misturas analisadas, observou-se que a mistura asfáltica dosada com ligante Ecoflex-B, apresentou características de consistência superiores ao ligante CAP 20, sendo afetada de maneira menos severa pelo aumento de temperatura simulado na execução dos ensaios. A relação observada entre a RTCD a 40°C e a RTCD a 25°C indica, de forma análoga à relação entre os módulos já abordados, que quanto maior esta relação, menor a suscetibilidade térmica do ligante, e novamente o Ecoflex-B apresentou um resultado superior em relação ao ligante convencional, mostrando toda a sua eficiência. 65 9 CONCLUSÕES Apresentam-se, neste trabalho, com base na revisão bibliográfica, no estudo de caso e na análise comparativa a importância e a atualidade do tema. Globalmente conclui-se que o emprego da adição de borracha de pneus em ligantes asfálticos utilizados em obras de pavimentação se mostra como uma técnica promissora para aumentar a durabilidade de nossas estradas e ruas. Apesar da necessidade de muitos ensaios complementares, as evidências do presente trabalho mostraram que a mistura asfalto-borracha pode ser benéfica aos pavimentos. O fato de o ligante conter borracha, o torna mais elástico, portanto o pavimento apresenta uma maior flexibilidade, capaz de suportar amplas variações de temperatura e tráfego pesado sem apresentar fissuras, logo demonstra ter uma menor fadiga e uma maior resistência às deformações das trilhas de roda. Além do inegável benefício ecológico contribuindo para acabar com os bilhões de pneus inservíveis e social propiciando oportunidades de emprego, o ligante modificado por borracha moída de pneus, asfalto-borracha, apresenta excelente custo benefício tendo em vista que as suas qualidades de ligante são superiores a dos ligantes tradicionais, o que assegura uma maior durabilidade aos revestimentos asfálticos com borracha. 66 A quantificação da vida útil de um recapeamento em asfalto-borracha em comparação com o recapeamento em asfalto convencional deve ser objeto de maiores estudos, mas em geral é apontado um aumento em sua vida útil em pelo menos 50%, desta forma oferece uma menor manutenção em relação ao asfalto convencional. O custo da implantação inicial do asfalto-borracha mostra ser superior entre 30 e 40% em relação ao asfalto tradicional, mas em virtude da durabilidade de praticamente o dobro do tempo, despesas menores de manutenção e, sob certas condições, uma redução da espessura de até 50% dos revestimentos projetados, no final, se tem uma maior vantagem econômica. Ainda assim, existem obstáculos ao emprego dessa tecnologia, principalmente de origem econômica, pois a trituração dos pneus para a produção da borracha moída em escala comercial e a produção industrial do ligante asfalto-borracha representam um custo relativamente alto em relação ao preço do asfalto convencional. Mas este custo a mais é plenamente justificável perante o seu benefício. Finalmente espera-se que os resultados apresentados neste trabalho possam fazer com que a sociedade se conscientize do elevado custo ambiental da disposição de pneus inservíveis, acelerando ainda mais a implementação de projetos de asfaltoborracha no Brasil e conseqüentemente ajudar a solucionar os graves problemas causados pela disposição inadequada destes pneus usados. 67 REFERÊNCIAS BIBLIOGRÁFICAS AMBIENTAL, Consultoria Ltda. Reciclagem de Pneus. Portugal: (2001), 2p., NETRESIDUOS, disponível em: <http://www.netresiduos.com/circ/rsurb/ recauchutagem_de_pneus.htm> Acesso em: 30 Ago. 2004. ANDRIETTA, A. J. Pneus e Meio Ambiente: Um Grande Problema Requer uma Grande Solução. (2002), 6p., RECICLAR É PRECISO, disponível em: <www.reciclarepreciso.hpg.ig.com.br/recipneus.htm> Acesso em: 10 Jun. 2004. BERTOLLO, S. A. M.; FERNANDES JR., J. L.; SCHALCH, V.. Benefícios da Incorporação de Borracha de Pneus em Pavimentos Asfálticos, In: XXVIII CONGRESSO INTERAMERICANO DE ENGENHARIA AMBIENTAL E SANITÁRIA (2002), Cancun, México, 8 p., disponível em: <www.resol.com.br/textos/reciclagem de pneus.pdf> Acesso em: 28 mai. 2004. BRITO, E.M. et al. Ecopneu: Solução da COMLURB para Gerenciamento de Pneus Inservíveis. Rio de Janeiro: Companhia Municipal de Limpeza Urbana – COMLURB, (2001), In: 22º CONGRESSO BRASILEIRO DE ENGENHARIA SANITÁRIA E AMBIENTAL, 6p., Web-Resol – Trabalhos Técnicos, disponível em: <www.web-resol.org.br/textos/ecopneu.htm> Acesso em: 20 Mai. 2004. CARVALHO, J. de; Pneus, Caracterização e Uso. (2000), 1 p., WEB-RESOL – TRABALHOS TÉCNICOS, disponível em: <www.resol.com.br/textos/pneus.doc> Acesso em: 18 Abr. 2004. CERATTI, J. A.; CRUZ, L. L. da; NUÑEZ, W.P.. Estudo Comparativo do Desempenho de um Recapeamento Utilizando Asfalto-Borracha em Pavimento Flexível, (2004), Porto Alegre - RS, 49 p., enviado por Eng. Paulo Francisco O. Fonseca em: <[email protected]> em: 28 Set. 2004. COMLURB. Política da Prefeitura/Comlurb de Gerenciamento de Pneus Inservíveis. Rio de Janeiro: Companhia Municipal de Limpeza Urbana, (2002), 8 p., disponível em: <www.web-resol.org.br> Acesso em: 20 mai. 2004. CUNHA, L. C. et al.. Utilização de Borracha de Pneus como Material de Pavimentação Asfáltica, Universidade Estadual de Maringá (UEM), In: 8º SIMPÓSIO INTERNACIONAL DE INICIAÇÃO CIENTÍFICA - SIIC/USP - CICTE, (2000), São Carlos, SP, 6 p., disponível em: <www.dec.uem.br/docentes/soda/artigos.htm> Acesso em: 19 mar. 2004. 68 CURY, M. V. Q.; et al.. Análise Sócio-Econômica e Ambiental Para o Uso de Asfalto Emborrachado na Construção de Rodovias, Rio de Janeiro: IME, 2001, Dissertação (Mestrado em Transporte) - Instituto Militar de Engenharia, Rio de Janeiro, In: SIMPÓSIO BRASILEIRO SOBRE ESTRADAS E A INTERFACE AMBIENTAL, (2002), Foz do Iguaçu, PR, 12 p., disponível em: <www.marvinconsultoria.com.br/asfalto.pdf> Acesso em: 28 mai. 2004. GIAFAN; Comercial; Usina Trituradora Ecológica de Pneus – UTEP. (2003), UNIVERSIDADE LIVRE DO MEIO AMBIENTE – BANCO DE EXPERIÊNCIAS – RECICLAGEM, disponível em: <www.bsi.com.br/unilivre/centro/experiencias/experiencias/011.html> Acesso em: 23 Abr. 2004 LAGUNO, M. Meio Ambiente. REVISTA BICYCLE – A Revista do Bicicleteiro, São Paulo, edição 92, 2 p., junho 2003, disponível em: <http://www.revistabicycle.com.br/edicoes_anteriores/Bicycle92/ambiente.html> Acesso em: 10 Jun. 2004. MIRANTE, C. V. A.; Pneus. (2004), 1 p., RECICLAGEM 2000 – MATERIAIS – PNEUS, disponível em <www.geocities.com/reciclagem2000/pneu.htm> Acesso em: 10 Jun. 2004. MORILHA JR., A.; GRECA, M. R. Considerações Relacionadas ao Asfalto Ecológico – Ecoflex. IEP, (2003), Apostila sobre Asfalto Borracha, Instituto de Engenharia do Paraná, 12 p., disponível em: <www.iep.org.br/lit/ apostila_asfalto_borracha.doc> Acesso em: 20 mar. 2004. MORILHA JR., A.; DANTAS, G. A.; BARROS, R. M. V.. Aplicações Práticas de Ligante Asfáltico Modificado por Borracha de Pneus de Alta Viscosidade, In: 11ª REUNIÃO DE PAVIMENTAÇÃO URBANA, (2003), Rio de Janeiro, RJ, 11 p., enviado por Eng. Paulo Francisco O. Fonseca em: <[email protected]> em: 28 Set. 2004. ODA, S.; FERNANDES JR., J. L.; Resultados da Avaliação de Asfalto Borracha através de Ensaios tradicionais e de Ensaios da Especificação Superpave, In: XIV ANPET – CONGRESSO DE PESQUISA E ENSINO EM TRANSPORTES, (2000), Gramado, RS, 12 p., disponível em: <www.dec.uem.br/docentes/soda/artigos.htm> Acesso em: 10 Jul. 2004. ODA, S. Análise da Viabilidade Técnica da Utilização do Ligante Asfalto Borracha em Obras de Pavimentação. São Carlos: EESC/USP, (2000), 260 f. Tese (Doutorado em Transportes) – Escola de Engenharia de São Carlos, 69 Universidade de São Paulo, São Carlos, SP, 2000. disponível <www.dec.uem.br/docentes/soda/tese.htm> Acesso em: 13 Jun. 2004. em: PETROBRÁS, Distribuidora; Petróleo Brasileiro S/A; Colinas Experimenta Asfalto Ecológico na SP-075 em Itu. (2003), CONCESSIONÁRIA RODOVIAS DAS COLINAS - DESTAQUES, SP, 1p., disponível em: <www.rodoviasdascolinas.com.br/ destaque_01.htm> Acesso em: 18 Abr. 2004. REZENDE, D.M.L. de; et al. Avaliação do Asfalto Borracha através de Ensaios de Caracterização de Materiais Asfálticos para Pavimentação. Universidade Estadual de Maringá (UEM)-PIBIC-CNPq/UEM, In: 8º SIMPÓSIO INTERNACIONAL DE INICIAÇÃO CIENTÍFICA - SIIC/USP - CICTE, (2000), São Carlos, SP, 6 p., disponível em: <www.dec.uem.br/docentes/soda/artigos.htm> Acesso em: 10 Jul. 2004. SALINI, R. B.; MARCON, A. F. Utilização de Borracha Reciclada de Pneus em Misturas Asfálticas. Florianópolis: UFSC, (2000), 120 f., Dissertação (Mestrado em Transportes) – Universidade Federal de Santa Catarina, Centro Tecnológico, Florianópolis, SC, In: 3º ENCONTRO IBERO AMERICANO DE UNIDADES AMBIENTAIS DO SETOR DE TRANSPORTES, Artigo Publicado (1998), Florianópolis, SC, 11 p., Réus Salini – Artigos e Publicações, disponível em: <www.salini.cjb.net/borrachas_misturas_asfalticas.zip> Acesso em: 13 Jun. 2004. SENAI-PR, Senai/CIC-Cetsam; Reciclagem de Pneus é a Solução para o Descarte Inadequado de Pneus e Controle do Impacto no Meio Ambiente. (2001), Bolsa de Reciclagem – Serviço do Sistema da Federação das Indústrias do Paraná (FIEP), Boletim Informativo, ano 1 , n.3, Jul./Ago., (2001), INFORMAÇÕES – NOTÍCIAS – PNEUS, 2p., disponível em: <www.bolsafiep.com.br> Acesso em: 15 Abr. 2004 70 APÊNDICE A – ESTUDO COMPARATIVO DO ASFALTO-BORRACHA EM PAVIMENTO FLEXÍVEL 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 ANEXO A - Resolução CONAMA n° 258 de 26 de Agosto de 1999. Dispõe sobre destinação de pneumáticos (pneus e similares) e outros. MINISTÉRIO DO MEIO AMBIENTE Conselho Nacional do Meio Ambiente - CONAMA RESOLUÇÃO Nº 258, DE 26 DE AGOSTO DE 1999 O CONSELHO NACIONAL DO MEIO AMBIENTE-CONAMA, no uso das atribuições que lhe são conferidas pela Lei no 6.938, de 31 de agosto de 1981, regulamentada pelo Decreto no 99.274, de 6 de junho de 1990 e suas alterações, tendo em vista o disposto em seu Regimento Interno, e Considerando que os pneumáticos inservíveis abandonados ou dispostos inadequadamente constituem passivo ambiental, que resulta em sério risco ao meio ambiente e à saúde pública; Considerando que não há possibilidade de reaproveitamento desses pneumáticos inservíveis para uso veicular e nem para processos de reforma, tais como recapagem, recauchutagem e remoldagem; Considerando que uma parte dos pneumáticos novos, depois de usados, pode ser utilizada como matéria prima em processos de reciclagem; Considerando a necessidade de dar destinação final, de forma ambientalmente adequada e segura, aos pneumáticos inservíveis, resolve: Art.1º. As empresas fabricantes e as importadoras de pneumáticos ficam obrigadas a coletar e dar destinação final, ambientalmente adequada, aos pneus inservíveis existentes no território nacional, na proporção definida nesta Resolução 93 relativamente às quantidades fabricadas e/ou importadas. Parágrafo único. As empresas que realizam processos de reforma ou de destinação final ambientalmente adequada de pneumáticos ficam dispensadas de atender ao disposto neste artigo, exclusivamente no que se refere a utilização dos quantitativos de pneumáticos coletados no território nacional. Art. 2º. Para os fins do disposto nesta Resolução, considera-se: I - pneu ou pneumático: todo artefato inflável, constituído basicamente por borracha e materiais de reforço utilizados para rodagem em veículos; II - pneu ou pneumático novo: aquele que nunca foi utilizado para rodagem sob qualquer forma, enquadrando-se, para efeito de importação, no código 4011 da Tarifa Externa Comum-TEC; III - pneu ou pneumático reformado: todo pneumático que foi submetido a algum tipo de processo industrial com o fim específico de aumentar sua vida útil de rodagem em meios de transporte, tais como recapagem, recauchutagem ou remoldagem, enquadrando-se, para efeitos de importação, no código 4012.10 da Tarifa Externa Comum-TEC; IV - pneu ou pneumático inservível: aquele que não mais se presta a processo de reforma que permita condição de rodagem adicional. Art. 3º. Os prazos e quantidades para coleta e destinação final, de forma ambientalmente adequada, dos pneumáticos inservíveis de que trata esta Resolução, são os seguintes: I - a partir de 1º de janeiro de 2002: para cada quatro pneus novos fabricados no País ou pneus importados, inclusive aqueles que acompanham os veículos importados, as empresas fabricantes e as importadoras deverão dar destinação final a um pneu inservível; II - a partir de 1º de janeiro de 2003: para cada dois pneus novos fabricados no País 94 ou pneus importados, inclusive aqueles que acompanham os veículos importados, as empresas fabricantes e as importadoras deverão dar destinação final a um pneu inservível; III - a partir de 1º de janeiro de 2004: a) para cada um pneu novo fabricado no País ou pneu novo importado, inclusive aqueles que acompanham os veículos importados, as empresas fabricantes e as importadoras deverão dar destinação final a um pneu inservível; b) para cada quatro pneus reformados importados, de qualquer tipo, as empresas importadoras deverão dar destinação final a cinco pneus inservíveis; IV - a partir de 1º de janeiro de 2005: a) para cada quatro pneus novos fabricados no País ou pneus novos importados, inclusive aqueles que acompanham os veículos importados, as empresas fabricantes e as importadoras deverão dar destinação final a cinco pneus inservíveis; b) para cada três pneus reformados importados, de qualquer tipo, as empresas importadoras deverão dar destinação final a quatro pneus inservíveis. Parágrafo único. O disposto neste artigo não se aplica aos pneumáticos exportados ou aos que equipam veículos exportados pelo País. Art. 4º. No quinto ano de vigência desta Resolução, o CONAMA, após avaliação a ser procedida pelo Instituto Brasileiro do Meio Ambiente e dos Recursos Naturais Renováveis - IBAMA, reavaliará as normas e procedimentos estabelecidos nesta Resolução. Art. 5º. O IBAMA poderá adotar, para efeito de fiscalização e controle, a equivalência em peso dos pneumáticos inservíveis. Art. 6º. As empresas importadoras deverão, a partir de 1º de janeiro de 2002, 95 comprovar junto ao IBAMA, previamente aos embarques no exterior, a destinação final, de forma ambientalmente adequada, das quantidades de pneus inservíveis estabelecidas no art. 3º desta Resolução, correspondentes às quantidades a serem importadas, para efeitos de liberação de importação junto ao Departamento de Operações de Comércio Exterior-DECEX, do Ministério do Desenvolvimento, Indústria e Comércio Exterior. Art. 7º. As empresas fabricantes de pneumáticos deverão, a partir de 1º de janeiro de 2002, comprovar junto ao IBAMA, anualmente, a destinação final, de forma ambientalmente adequada, das quantidades de pneus inservíveis estabelecidas no art. 3º desta Resolução, correspondentes às quantidades fabricadas. Art. 8º. Os fabricantes e os importadores de pneumáticos poderão efetuar a destinação final, de forma ambientalmente adequada, dos pneus inservíveis de sua responsabilidade, em instalações próprias ou mediante contratação de serviços especializados de terceiros. Parágrafo único. As instalações para o processamento de pneus inservíveis e a destinação final deverão atender ao disposto na legislação ambiental em vigor, inclusive no que se refere ao licenciamento ambiental. Art. 9º. A partir da data de publicação desta Resolução fica proibida a destinação final inadequada de pneumáticos inservíveis, tais como a disposição em aterros sanitários, mar, rios, lagos ou riachos, terrenos baldios ou alagadiços, e queima a céu aberto. Art. 10º. Os fabricantes e os importadores poderão criar centrais de recepção de pneus inservíveis, a serem localizadas e instaladas de acordo com as normas ambientais e demais normas vigentes, para armazenamento temporário e posterior destinação final ambientalmente segura e adequada. Art. 11º. Os distribuidores, os revendedores e os consumidores finais de pneus, em articulação com os fabricantes, importadores e Poder Público, deverão colaborar na adoção de procedimentos, visando implementar a coleta dos pneus inservíveis 96 existentes no País. Art. 12º. O não cumprimento do disposto nesta Resolução implicará as sanções estabelecidas na Lei no 9.605, de 12 de fevereiro de 1998, regulamentada pelo Decreto no 3.179, de 21 de setembro de 1999. Art. 13º. Esta Resolução entra em vigor na data de sua publicação. JOSÉ SARNEY FILHO JOSÉ CARLOS CARVALHO Presidente do CONAMA Secretário-Executivo 97 ANEXO B – EVOLUÇÃO NO TRINCAMENTO DAS TRILHAS 98 99 100 101
Baixar