SECAGEM DA RESINA
A maioria das resinas de plástico como o náilon, policarbonato e PET são materiais
higroscópicos. Elas adsorvem a umidade do ar úmido e devolvem a umidade para o ar
seco. Uma quantidade a mais de umidade pode ser condensada na superfície dos
grânulos de resina (umidade da superfície). As diferentes resinas higroscópicas podem
reter quantias diferentes de umidade nos capilares formados entre suas correntes
moleculares baseado no número e tamanho dos capilares.
As resinas não-higroscópicas, tais como o polietileno, o polipropileno e o PVC, não
adsorvem umidade, mas elas ainda podem conter uma superfície umida. O espaço entre
as correntes moleculares nas resinas não-higroscópicas é menor que uma única molécula
de água.
A umidade adsorvida e a umidade
da superfície são conhecidas como
causadoras
dos defeitos nos
plásticos moldados e elas podem
causar o interrompimento total da
produção.
A secagem das resinas virgens e das
rebarbas de plástico recicladas é
um processo importante antes do
material
ser
derretido
nas
máquinas processadoras, enquanto
que o ar secante é o método mais
comum na indústria do plástico.
Os secadores-funis de ar quente, que possuem um insuflador, um aquecedor e um
controle de temperatura, são de uma tecnologia antiquada, simples e de menor custo, o
qual usa o ar, do meio ambiente, aquecido para extrair a
umidade da resina.
As resinas de plástico são alimentadas num carregador
automático {A} para um funil secante {B}. O ar do meio
ambiente entra pelo filtro {C}e pelo insuflador {D} que sopra
para o aquecedor {E} e para o distribuidor {F} localizado na
parte mais baixa do funil {B}. O ar aquecido, com uma umidade
relativa mais baixa, corre para cima entre os grânulos que estão
localizadas dentro do funil, elevando assim, a temperatura da
resina, a umidade contida nos capilares entre as correntes
moleculares dentro das bolinhas e, qualquer umidade
condensada na superfície dos grânulos. A corrente de ar quente,
que passa na superfície dos grânulos, carrega a umidade solta
antes de sair pela parte de cima do funil {G}.
Pela razão de estarem expostos à umidade variável do meio
ambiente, estes secadores passaram a ser aparelhos
1 of 8
BACKGROUND
tradicionais para remover a umidade da superfície das resinas não higroscópicas e para
pré-aquecer a resina antes da moldagem. Eles também podem ser uma opção na secagem
de algumas resinas levemente higroscópicas em ambientes mais secos.
A forma mais sofisticada dos secadores a ar quente é
ilustrada ao lado. Este tipo de secador é uma
tentativa de secar a resina em um sistema de
secagem contínuo sob uma pressão baixa para
acelerar a remoção da umidade na resina. Ele está
disponível sómente para a instalação direta no flange
da extrusora da máquina processadora.
O carregador {A} enche um funil, com formato de um
charuto {B}, com a resina. A parede deste funil é
revestida por faixas aquecedoras {D} e possui várious
orifícios pequenos {C} espaçados entre as faixas
aquecedoras.
O ar comprimido é fornecido para o venturi {V} para
criar vácuo na saída do tubo da sucção {Y} dentro do
funil. O ar ambiente entra por baixo do secador {E} e
passa pelos corredores laterais {X}. O ar é aquecido
pelas faixas aquecedoras antes de atravessar as pequenas
aberturas{C} e ir para o centro do funil. Uma vez dentro
do funil, o ar quente corre para baixo por entre a resina e
entra para o tubo de sucção com uma pressão baixa.
A aplicação do venturi para criar a baixa pressão
aumenta o custo operacional.
O secadore dessecante, o qual representa uma grande percentagem dos secadores
atualmente em uso, tem sido o “padrão de ouro” para secar as muitas resinas que tem
uma atração forte pela umidade. O secador dessecante usa ar seco aquecido para secar a
resina no funil, ao invés de usar o ar do meio ambiente, como o secador a ar quente, O ar
processado no sistema da secagem dessecante é circulado num circuito fechado.
O ar processado soprado no fundo do funil secante tem um ponto de orvalho mais baixo e é
mais estável quando comparato com o ar do meio ambiente usado nos secadores de ar quente.
Os resultados são: um tempo da secagem mais curto e uma umidade residual mais baixa na
resina seca.
O ar é sugado pela parte superior do funil {G} segue para o secador {Z} passando pelo filtro
{H} e pelo trocador opcional do aquecimento {J}. Os distribuidores {R} e {S} guiam o ar
para o dessecante incluido em um dos 2 adsorventes {O} ou {P}. No nosso exemplo, o ar
processado passa por um dessecante adsorvedor {P}. O dessecante (um material bastante
higroscópico) adsorve a umidade do ar processado. O ar seco vai para o lado da sucção do
www.farragtech.com
SECAGEM DA RESINA
insuflador {D} passando pelo distribuidor {S}. O insuflador devolve o ar seco pelo aquecedor
{E} e pelo distribuidor {F} no fundo do funil.
A quantidade da
umidade adsorvida
pelo
dessecante
aumenta com o
tempo
e,
o
dessecante tem que
ser regenerado. O
dessecante
no
recipiente
{O}é
regenerado, enquanto que o dessecante
no recipiente {P}
adsorve a umidade
do ar processado.
O ar ambiente é
sugado pelo insuflador
{L},
passando por um
filtro {K}, seguindo para o processo
de regeneração. O
aquecedor
{M}
aquece
o
ar
regenerado
para
temperaturas altas
de até 300°C. antes
de ser conduzido para dessecante no recipiente {O} através de um distribuidor. O ar
regenerado remove a umidade contida no dessecante e depois, é solto para o ar ambiente {X}.
O dessecante aquecido é depois esfriado pelo ar ambiente (o aquecedor {M} é desligado)
antes de ser usado para a secagem com ar processado. Os distribuidores de ar {R} e {S}
voltam a trabalhar dirigindo o ar processado para o recipiente {O}, e o ar quente regenerado
para o recipiente {P}.O dessecante regenerado no recipiente {P} agora tem a abilidade de
secar o ar processado enquanto que o dessecante saturado no recipiente {P} é regenerado. Os
cronômetros automáticos, ou um instrumento medidor de ponto de orvalho, são usados para
controlar o ciclo de regeneração nos secadores dessecantes
Todos os sistemas da secagem dessecante compartilham o mesmo sistema operador de
“circuito fechado”, considerando que a umidade seja extraída da resina e depois,
depositada no dessecante antes dela ser solta para o meio ambiente.
2 of 8
BACKGROUND
Os seguintes são fatos sobre os secadores dessecantes convencionais:
•
•
•
•
•
•
•
•
No processo da regeneração existe não só a perda de energia, mas também a
tensão do material. A tensão é causada pelo aquecimento do dessecante para o
nível da temperatura de regeneração e, depois, pelo resfriamento para preparar
a secagem do ar processado. Os grânulos dessecantes se quebram e se tornam
em pó, perdendo, com o tempo, sua eficiência de absorção. O pó dessecante é
então carregado pelo ar processado para o funil secante. Alguns secadores
dessecantes incluem um filtro do ar opcional {Y} para evitar a contaminação
das resinas de plástico no funil, adicionsnfo um item a mais para a manutenção.
Algumas das substâncias químicas e alguns aditivos se soltam da resina durante
o processo de secagem no funil. O ar processado carrega estas substâncias
químicas para fora do funil para o dessecante, cobrindo a superfície dos
grânulos dessecados e reduzindo mais ainda, a eficiência com o tempo.
Na verdade, o dessecante começa a perder sua eficiência desde o primeiro ciclo
de regeneração e deve ser reposto quando ele perde sua capacidade de secar o
ar processado para um ponto de orvalho aceitável.
A temperatura do ar devolvido {G} é normalmente alta, quando o ar da
temperatura acima de 110º C é usada para secar a resina, mas, o dessecante não
adsorve umidade do ar quente. Em tais casos, o ar devolvido {G} deve ser
resfriado pelo ar frio no adaptador para refrigeração/aquecimento {J} antes de
ser levado para o dessecante no circuito de ar processado. Existe um gasto de
energia se o ar precisar ser resfriado neste adaptador {J} e depois, ter que
aquecer no aquecedor {E} sob uma temperatura necessária para a secagem.
Alta energia é consumida pelo potente insuflador necessário para fazer o ar
processado circular através da resina dentro do funil {B}, do filtro de ar {H}, os
distribuidores {R e S}, e o dessecante {P ou O}.
A poeira da resina do funil secante e a poeira do dessecante são separadas do ar
processado por filtros {H}. Os filtros do ar devem ser limpos ou trocados
quando necessário. Filtros sujos reduzem o fluxo do ar e a eficiência de secar.
Os distribuidores de ar {R e S} são partes em movimento sujeitas ao desgaste.
Um vazamento nos distribuidores de ar causa uma mistura indesejada do
processo e correntes de ar regenerados.
A mudança rápida de um recipiente para o outro, depois do processo de
regeneração, causa mudanças na temperatura do ar processado. A temperatura
do ar processado pode, involuntariamente, exceder os limites. Quando isso
acontecer, a alta temperatura pode prejudicar a superfície dos grânulos
localizados na parte inferior do funil. Muitos usuários tendem a colocar a
temperatura do ar processado para um nível mais baixo para evitar mudanças
drásticas na temperatura, desta maneira se reduz a eficiência da secagem e se
extende o tempo da secagem.
www.farragtech.com
SECAGEM DA RESINA
Várias tentativas foram feitas para melhorar os sistemas da secagem dessecante, mas não
foram sucedidas na eliminação das principais desvantagens deste sistema.
Alguns fabricantes de secadores dessecantes usaram recipientes bastante amplos para permitir
um tempo maior entre as trocas de dessecante. Outros usaram mais que 2 recipientes de
dessecantes em um carrossel rotatório para melhorar a estabilidade do ponto de orvalho.
BACKGROUND
A invenção do dessecante rotor é um desenvolvimento remarcante e muito importante na
história dos sistemas da secagem dessecante. Ele solucionou alguns dos problemas
clássicos do dessecante.
O rotor roda continuamente. Assim, se evita os piques altos na temperatura já que não
há uma troca dos adsorvedores dessecantes.
Alguns fabricantes de secadores oferecem um secador dessecante central para reduzir o
custo inicial e usar um espaço menor. Este sistema central possui um secador dessecante
para fornecer o ar seco para múltiplos funis de diferentes tamanhos.
O insuflador {F} aspira o ar seco do secador dessecante {Z} e o joga para dentro de um ducto
com tubulações que fornece o ar para os funis múltiplos. Nosso exemplo mostra dois funis,
{A} e {B}, de tamanhos diferentes. Uma das tubulações de ar fornece o ar seco para o funil
{A} através da válvula borboleta {V} e do aquecedor {C}. A outra tubulação fornece o ar para
o funil {B} através da válvula borboleta {Y} e do aquecedor {D}.
A temperatura do ar processado é
indivudualmente
ajustado
para
satisfazer a secagem dos diferentes
tipos de resina me cada funil. As
válvulas borboletas {V} e {Y} são
ajustáveis, mas normalmente elas são
fixas em uma certa posição para ajustar
o índice do fluxo, baseado no tamanho
cada funil, assumindo que ambos os
funis estejam cheios de resina com uma
densidade calculada.
O rotor é resfriado pelo ar seco e frio antes do ar alcançar o setor do ar comprimido,
melhorando assim, a eficiêcia do dessecante e diminuindo o consumo da energia.
O ar retornado de cada funil {T} e {S}
é coletado num ducto central {W} e
guiado para o secador dessecante {Z}.
O ar retornado contém uma umidade
indesejada mas, ele também carrega
alguns aditivos e químicos soltos da
resina em cada funil. A umidade é
separada do ar processado no secador, mas os aditivos são misturados juntos e devolvidos
uniformemente para ambos os funis. Os aditivos e químicos arrebatados da resina, no funil
{B} podem danificar a resina no funil {A}.
O fato de um dos funis não estar completamente cheio de resina, ou não completamente
vazio, causa a má distribuição do ar entre os funis secantes. Um registro automático pode
ser instalado ao invés das válvulas borboletas fixas, para garantir um fluxo calculado de
ar necessário para cada tamanho de funil. Porém, esta instalação faz com que o custo
inicial do sistema aumente e que o desgaste seja maior.
3 of 8
O tempo de vida do rotor é ainda limitado mas é geralmente mais longo que o dessecante
nos secadores clássicos. Todas as outras desvantagens do secador dessecante continuam
sem solucões.
www.farragtech.com
SECAGEM DA RESINA
Muitos fatores determinam os resultados da secagem em qualquer sistema de secagem a
ar:
1.
2.
3.
4.
5.
Aquecendo a resina, se aumenta a pressão da umidade dentro dos capilares e
colocam as moléculas em movimento, forçando-os a deixarem os capilares.
Mais umidade é extraído em temperaturas mais altas.
Um processo rápido da corrente de ar faz a pressão diminuir na superfície dos
grânulos, o que ajuda na extração da umidade.
Quanto mais a resina se expõe ao ar quente, seco em movimento, mais baixa
será sua umidade residual.
O design do funil secante, do material de isolamento e do distribuidor são
fatores muito importantes.
A umidade relativa baixa ou o ponto de orvalho aceleram o processo da
seecagem e assegura melhores resultados da secagem. Esta determinação nos
leva à uma pergunta importante:
O ponto de orvalho do ar à -40º C significa que é duas vêzes melhor que o ponto de
orvalho à -20 ºC?
A resposta é não. Qualquer ponto de orvalho abaixo de -15 ºC é suficiente para secar
qualquer tipo de resina. A umidade relativa do ar processado nos sistemas da secagem
da resina é mais importante que o ponto do orvalho.
Tais definições com o ponto de orvalho e a umidade relativa são muitas vezes mal
entendidas, mas o Diagrama de Mollier abaixo ajuda a entender a física.
BACKGROUND
O Diagram de Mollier foi feito para 1 kilo de ar sob uma certa pressão. A Figura 1 representa
a quantidade máxima da umidade em 1 kilo de ar seco ao nível do mar e à uma altitude de
3000m acima do mar em temperaturas differentes.
Um kilo de ar seco ao nível do mar e em 10º C é saturado com 7.626 g de umidade. Nesta
mesma temperatura, mas 3000m acima do nível do mar, 1 kilo de ar seco é capaz de carregar
mais que 11g de umidade.
Quando o ar é aquecido de 0ºC para 10ºC (∆ t = 10 K) ao nível do mar, a umidade é de
3.854g. Quando aquecido de 10ºC para 20ºC (∆ t = 10 K), a umidade é de 7.060g. Os valores
do conteúdo máximo da umidade de 1 kilo de ar ao nível do mar forma uma curva
conhecida como a curva da saturação (Fig. 2).
A curva da saturação começa numa temperatura de -273º C (0 K) com Zero de conteúdo da
umidade e alcança um conteúdo máximo de umidade de 1 grama de ar numa temperatura de
aproximadamente menos 15º C.
A relação do conteúdo máximo da
umidade e da temperatura do ar com
um aumento mediano da umidade de
0.0037 g/kg é quase linear. Uma curva
aparece
claramente
entre
as
temperaturas de -15º C a +15º C e, em
seguida, a curva da saturação se
aproxima cada vez mais a forma de
uma linha, demonstrando um aumento
dramático da umidade em consequência
do aumento da temperatura.
Na realidade, nem sempre o ar está
saturado com a umidade. Se o ar, numa
certa temperatura e com pressão de 50%
umidade, o qual saturaria o ar nestas
condições, ele estaria 50% saturado. Isto
é, a umidade relativa do ar é 50%.
Os valores da saturação são mostrados
no diagrama (Fig.3).
A umidade relativa do ar representa
a quantidade da umidade contida no ar relacionado com a quantidade de umidade, o
qual saturaria o ar na mesma temperatura sob uma pressão igual.
4 of 8
www.farragtech.com
SECAGEM DA RESINA
Uma pequena quantidade de umidade não deve saturar o ar em temperaturas altas e diminui a
umidade relativa do ar temperatura dita. A umidade relativa do ar aumenta, já que a
temperatura abaixa, até que a umidade relativa alcance 100% e o ar é saturado. Se a
temperatura continuar caindo, o ar se torna excessivamente saturado e, a quantidade excessiva
da umidade, além do valor da saturação, aparecerá no ar em forma de névoa ou orvalho.
O ponto {A} representa o ar ao nível do mar com 20º C, um conteúdo de 3.77 g/kg de
umidade e 25.7% de umidade relativa. Se o ar no ponto {A} é esfriado para 0º C, a umidade
relativa aumentaria para 100% e o ar se tornaria saturado. Isto significa que o ar no ponto {A}
possue 0º C de ponto de orvalho.
No ponto {B} a temperatura é de 35.5º C e a umidade relativa de 10%. O ar contém a mesma
quantidade de umidade que o ponto {A} e o mesmo ponto de orvalho de (0º).
BACKGROUND
O ponto de orvalho de 0º C é igual em ambos os pontos {A}e {B}, mas o ar em 35.5º C e a
umidade relativa de 10% no{B} é mais adequado para fins da secagem do que o ar em 20 ºC e
a umidade relativa em 25.7% {A}. A umidade relativa no processo da secagem é mais
importante do que o ponto de orvalho do ar.
Reduzindo-se a quantidade da umidade no ar, faz com que a umidade relativa diminua para
um nível menor. Aumentando-se a temperatura do ar, também se abaixa a umidade relativa
mas, no processo da secagem da resina, a temperatura está sempre limitada e deve ser inferior
à temperatura da fusão da resina. Existem também outras razões. Uma temperatura máxima
de 80º C é permitida na secagem do náilon, embora a temperatura de fusão seja mais alta, mas
as temperaturas mais altas causariam a oxidação quando o oxigênio está presente no funil
secador. Faz sentido então, reduzir o conteúdo da umidade do ar para se obter uma umidade
relativa mais baixa.
A diferença entre a secagem a ar quente e a secagem dessecante é ilustrada no diagrama
abaixo.
As curvas 1, 2 e 3 são resultados da secagem com o secador a ar quente sob várias condições
de tempo. A curva 4 representa os resultados obtidos com o sistema de ar seco.
O ponto de orvalho está diretamente relacionado à quantidade do conteúdo da umidade
do ar na pressão dada. Ele não está relacionado àtemperatura e nem à umidade relativa.
No ponto {C}, temos 25º C de temperatura, 38% de umidade relativa, 7.63 g/kg de conteúdo
da umidade, 10º C de ponto de orvalho.
5 of 8
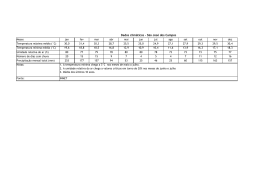
Curva 1: Verão amêno. 20º C, 80% de umidade relativa e 16º C de ponto de orvalho. Após
quatro horas da secagem, 0.14% de umidade residual foi alcançado.
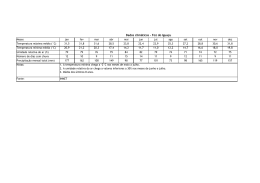
Curva 2: Primavera. 15º C, 70%
de umidade relativa 9.5º C. de
ponto de orvalho. Após quatro
da secagem, 0.11% de umidade
residual foi alcançado.
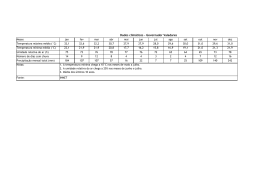
Curva 3: Inverno. 0º C, 70% de
umidade relativa e – 4 ºC de
ponto de orvalho. O conteúdo
da umidade foi medida a 0.1%
depois de 2 horas e 0.07%
depois de 4 horas.
Curva 4: O ar seco com -20 º C
de ponto de orvalho foi capaz
de abaixar o conteúdo da
umidade para 0.1% em 1 hora e
0.02% em 3 horas.
O diagram mostra claramente
que ambos os tipos de secadores
secam
igualmente
e
rapidamente o náilon com um
conteúdo alta de umidade ( de
até 2%) para 0.3 %. Os resultados da secagem com os sistemas a ar seco são, de fato,
melhores que os resultados obtidos com os secadores a ar quente.
www.farragtech.com
SECAGEM DA RESINA
Um volume grande de ar é preciso para carregar o calor
necessário e aumentar a temperatura da resina para o
nível exigido. Uma vez que a resina seja propriamente
aquecida e a umidade adsorvida é dirigida para a
superfície dos grânulos, uma quantidade bem menor de ar
seco é normalmente o suficiente para expelir a umidade.
BACKGROUND
O secador da resina a ar comprimido foi inventado em 1991 por Rainer Farrag para
melhorar as vantagens e evitar as desvantagens do sistema da secagem dessecante. O
secador da resina a ar comprimido usa ar seco para secar as resinas higroscópicas no
funil como outros sistemas da secagem a ar. Ao invés do ar ser secado em secadores
dessecantes, o sistema usa ar comprimido pré-seco, o qual é comprimido e aquecido
antes dele ser distribuído no funil secante.
No ponto {A}a temperatura é colocada em 120° C para secar
o PC. A queda da temperatura, num funil de primeira
qualidade com um distribuidor perfeito do ar, é um pouco
abaixo da temperatura colocada no ponto{B}mas, a
temperatura é bem mais baixa no {C} e chega a alcançar 75º
C no ponto {D}.
O tempo de residência da resina num circuito de temperatura
alta é curta e a resina não é aquecida totalmente até o centro
dos grânulos na temperatura colocada. Aumentando-se o
fluxo do ar, aumenta-se a temperatura e os resultados da
secagem melhoram, mas o consumo da energia aumenta já
que os índices do fluxo do ar aumentam.
O design do funil secante em qualquer sistema da secagem a ar é muito importante.
Os resultados da secagem dependem não só do ponto
de orvalho e da temperatura do ar processado. O
tempo de residência da resina num circuito de
temperatura alta, a disstribuição do ar dentro do funil
e o fluxo do material dentro do funil secante são
também fatores muito importantes.
O fluxo do funil ocorre quando a resina circula mais
rápido através do centro do funil do que ao longo da
parede lateral. Um funil comprido e alto ajuda a evitar
este fluxo do funil e garante um fluxo de ar mais
rápido e uma distribuição igual do ar processado pela
resina. Os resultados da secagem no funil {B} são
melhores do que os do funil {A}.
É muito importante isolar o funil em todos os sistemas
da secagem. A resina próxima às paredes do funil não
alcança a temperatura desejada da secagem sem um
bom isolamento do funil. O isolamento também
economiza uma energia considerável.
6 of 8
O ponto de orvalho do ar é diretamente relacionado
ao conteúdo da umidade do ar e à pressão do ar.
A quantidade de umidade que satura 1 kilo de ar
em uma certa temperatura (o ponto de orvalho)
depende da pressão do ar.
A quantidade de umidade que satura 1 kilo de ar
seco em 20º C sob uma pressão de 7 bar é a mesma
quantidade que satura 1 kilo de ar atmosférico ao
nível do mar com 10° C.
www.farragtech.com
SECAGEM DA RESINA
O ar comprimido saturado numa pressão de 7 bar e com 5º C tem um ponto de orvalho de 5º
C, o qual faz abaixar para -21º C, uma vez que o ar é descomprimido para a pressão do nível
do mar. Tal ponto de orvalho é muito apropriado para a secagem de todas as resina
higroscópicas.
O funil possue 2 seções, um em cima do outro.
A resina é aquecida na parte superior do funil
com o ar quente circulando a resina para
aumentar a pressão da umidade e dirigir a
umidade para fora dos capilares. Uma
quantidade bem menor de ar seco e aquecido é
usado na parte inferior do funil para extrair
mais umidade da resina e carregar a umidade
para fora do funil através do filtro montado na
tampa, parte superior do funil.
O insuflador {C} leva o ar através do
aquecedor {D} para o distribuidor de ar {E}. O
ar quente se eleva entre a resina para a parte
superior do funil {A} e aquece os grânulos,
fazendo com que a pressão da umidade
aumente dentro dos capilares. O ar finalmente,
volta para o insuflador situado na parte de cima
do funil {F}. Uma quantidade pequena de ar
comprimido seco e filtrado {G} é
descomprimido para a pressão atmosférica e
entra no aquecedor {H} passando pelo
distribuidor {K} localizado no fundo do funil
secante. O ponto de orvalho do ar pré-seco cai
devido à descompressão e se torna suficiente
para remover a umidade dos grânulos enquanto
passa pela resina pré-aquecida na parte mais
baixa do secador secante {B}. Uma quantidade
pequena de ar comprimido seco e filtrado {G}
é descomprimido para a pressão atmosférica e
entra no aquecedor {H} passando pelo
distribuidor {K} localizado no fundo do funil
secante. O ponto de orvalho do ar pré-seco cai
devido à descompressão e se torna suficiente
para remover a umidade dos grânulos enquanto
passa pela resina pré-aquecida na parte mais
baixa do secador secante {B}. O ar do meio
ambiente se torna excessivamente saturado
com a umidade quando comprimido para altas
pressões. A umidade em excesso no ar
comprimido é fácilmente separada em
secadores standards de refrigeração.
7 of 8
BACKGROUND
Os seguintes são fatos do secador a ar comprimido:
•
•
•
•
•
•
•
•
•
•
•
•
Ar comprimido saturado na pressão de 7 bar e uma temperatura de 5 º C tem
um ponto de orvalho de 5º C, o qual abaixa para -21º C uma vez que o ar seja
descomprimido à pressão do nível do mar. Tal ponto de orvalho é muito
apropriado para a secagem das resina higroscópicas.
Compressores modernos de ar parafuso são muito seguros e não requerem
manutenção.
Um aparelho central (a ar comprimido) afastado do funil fornece o ar pré-seco
para vários funis secantes e outros equipamentos, reduzindo o investimento
inicial, o custo operacional, e a manutenção.
Está comprovado de que o custo da produção do ar seco comprimido para o
processo da secagem da resina é muito mais baixo do que o custo dos secadores
regeneradores a ar dessecante.
Reduzindo-se o número de peças em movimento para um pequeno insuflador,
garante uma operação que não requer manutenção e uma longa vida sem
perder sua eficiência.
Pré-aquecendo a resina na seção superior do funil e distribuindo o ar seco no
fundo do funil, o funil garante melhores resultados na secagem e diminue o
consumo da energia. A resina fica exposta ao ar com uma temperatura máxima
por um tempo suficiente, permitindo que os grânulos se aqueçam totalmente.
A corrente de ar quente da resina (ar secundário) separada da corrente de ar
seco, permiti um controle melhor do ar e se economiza mais energia quando o
secador não trabalha numa velocidade máxima.
A forma comprida e alta do funil garante um fluxo excelente do material e do
ar.
Eliminando a necessidade do estoque de água resfriada quando secando a
resina em temperaturas altas, economiza-se na manutenção da energia.
A recuperação do ar vinda do compressor de ar e a possível recuperação do ar
vinda das máquinas processadoras do plástico, reduzem o consumo da energia
do sistema de secagem a quase zero.
A série L do secador da resina a ar comprimido (The Compressed Air Resin
Dryer: CARD L-Series) vem equipado com o chamado Farrag Intelligent
Terminal (FIT); um micro-processador com um display gráfico completo para
controlar a energia, 2 carregadores, um modo operacional com pausa para
evitar a secagem excessiva, e muito mais.
O CARD é fabricado em 10 tamanhos standards para fluxos de material de 40
kg/h á 1100 kg/h.
Mais detalhes e fatos sobre o secador da resina a ar comprido são encontrados na Folha de
Dados.
Uma forma de secador a ar comprimido mais simples para quantidades menores de
resina com peças fixas, sem movimento, também estão disponíveis.
www.farragtech.com
SECAGEM DA RESINA
BACKGROUND
Uma
pequena
quantidade do ar
comprimido {A}
é separado do
sistema central
de ar comprimido na fábrica de
moldagem
e
fornecida para o
secador. O ar é
descomprimido
por um jogo de
válvulas
{B},
aquecido por um
aquecedor elétrico
{C}
e
lançado na parte
inferior do funil
{H}
pelo
distribuidor de
ar. O distribuidor
do ar lança o ar
aquecido pelas
saídas {D} e {E}
em
níveis
diferentes dentro
do
funil,
garantindo que o tempo de residência da resina sob uma temperatura máxima seja suficiente
para aquecer até o centro dos grânulos.
Os secadores a vácuo, conhecidos por muitas décadas como um sistema de secagem por
batch, não é amplamente usado nas indústrias de plásticos pelo motivo de secarem um
batch de resina de cada vez. Eles são simples, rápidos e muito eficientes.
O índice do fluxo do ar comprimido é variável, baseado no índice do fluxo da resina e o funil
tem seu formato comprido e alto para evitar o efeito do fluxo de funil.
Os grânulos e o pó da resina seca penetravam entre as peças moventes e as gaxetas das
câmaras quando o carrossel rodava, impossibilitando manter um nível do vácuo
desejável. O processo da secagem falhou e o secador teve que ser limpado para se obter o
nível do vácuo necessário para finalizar o processo.
Os secadores pequenos são próprios para a instalação direta na extrusora da máquina
processadora de plástico ou para a montagem direta no chão com o aparelho de sucção
utilizado no carregamento da resina seca para o compartimento de armazenagem montado na
extrusora. Eles não perdem sua eficiência de secar com o passar do tempo e os resultados são
excelentes, contanto que seja usada uma qualidade padrão de ar.
As séries do secador CARD é fabricado em 6 tamanhos para fluxos de material de 2 kg/h até
50 kg/h. Eles vêm equipados com o FIT (Série S) ou com os controles típicos da
temperatura (Série E).
A Série G do Card, que possue um carregador integrado e controles standard de temperatura,
é fabricado em 3 tamanhos para as aplicações da micro-moldagem com quantidades de 0.5 2.0 kg/h.
8 of 8
Rainer Farrag inventou o secador contínuo a vácuo em 1993.
O sistema contínuo da
secagem a vácuo era
complicado demais devido
à necessidade das peças
moventes.
O secador constituia-se de
cilindros múltiplos numa
configuração tipo carrossel.
A resina era carregada em
uma das câmaras e aquecida
por ar quente. O carrossel
então, girava e a câmara,
juntamente com a resina
aquecida, era colocada sob
um vácuo, enquanto que a
câmara seguinte era enchida
e aquecida. O carrossel era
girado novamente e a resina
seca era evacuada da câmara
enquanto a câmara seguinte
era colocada sob o vácuo
para secar a resina aquecida. A rotação continuava enquanto que o secador supria
continuamente a resina seca para o processo.
A limpeza das câmaras foi um serviço trabalhoso quando se trocava de um tipo de resina
para outra, ou quando era usada uma cor diferente. As câmaras tiveram que ser
desmontadas do carrossel e limpadas fora do secador. Muitas das peças moventes
requerem uma alta manutenção devido ao desgaste.
Rainer Farrag reconheceu que o sistema contínuo da secagem a vácuo com o carrossel foi um
fracasso e ele concentrou seus esforços para desenvolver e melhorar a secagem da resina a ar
comprimido na Europa. Muitos anos depois, o secador contínuo a vácuo com câmaras
multiplas e um carrossel foi inventada nos Estados Unidos.
www.farragtech.com
Baixar