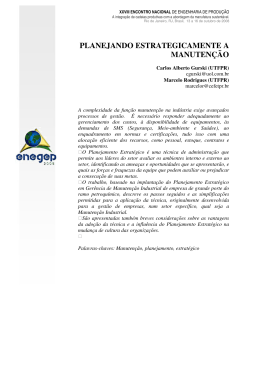
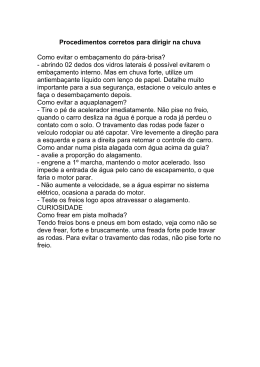
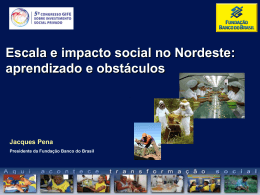
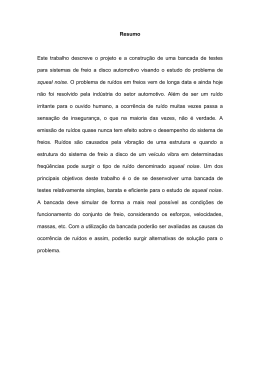
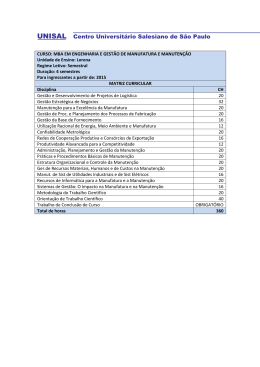
XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 MELHORIA DA QUALIDADE NA PRODUÇÃO DE FREIOS A AR PARA VEÍCULOS PESADOS- ESTUDO DE CASO EM UMA INDÚSTRIA DE AUTOPEÇAS Renata Faria dos Santos (UENF) [email protected] Evaldo de Azevedo Moreira (UENF) [email protected] O artigo se baseia no estudo das ações estratégicas e as práticas de inovação no processo de produção de uma empresa do ramo automotivo, através da adoção da Gestão da Qualidade, descrevendo as técnicas, ferramentas e métodos utilizados parra sua aplicação na busca pela melhoria de seus produtos e satisfação de seus clientes. Desta maneira, este trabalho tenta descrever o processo de produção, os problemas encontrados, as fases do processo de inovação e os resultados alcançados. Palavras-chaves: Gestão da Inovação, Inovação em processos, Melhoria da Qualidade. XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 1. Introdução Através de inúmeras mudanças que ocorreram no mundo globalizado, as empresas até então não estruturadas para competir em bases voltadas para o conhecimento e a inovação, passaram a conviver com a necessidade de viver em constante transformação em seus processos. A velocidade com que ocorre a competição tecnológica desafia os dirigentes das organizações a adotarem novas posturas estratégicas e a conceberem novas formas de desenvolver tecnologias e de criar oportunidades de mercado para seus produtos (BIGNETTI, 2002). Sendo assim, torna-se cada vez mais visível a necessidade das empresas estarem se capacitando em termos de produção e conhecimento, para que possam garantir sua competitividade e oferecer produtos e serviços inovadores. Cassiolato & Lastres (2000) definem um sistema de inovação como um conjunto de instituições distintas que conjuntamente e individualmente contribuem para o desenvolvimento e difusão de tecnologias. Resumindo, a adoção da inovação em um processo, influencia diretamente na produção proporcionando melhorias ou mudanças, e gerando consequentemente uma maior produtividade e qualidade em seus produtos ou serviços. 1.2. Problema de pesquisa e objetivos O objeto de estudo deste trabalho tem como base apresentar a inovação no processo de produção em uma empresa do setor automotivo, na busca pela melhoria da qualidade. Através da inovação em pesquisas, e de uma melhor avaliação no processo de inspeção da estanqueidade, busca-se apresentar a inovação no processo através da adoção e utilização de técnicas e ferramentas da Gestão da Qualidade para identificação e a solução dos problemas, sendo necessário entender como estes processos ocorrem. 2. Revisão teórica 2.1. Inovação no processo de produção Um processo é um grupo de atividades realizadas numa seqüência lógica com o objetivo de produzir um bem ou um serviço que tenha valor para um grupo específico, de acordo com Hammer e Champy (1994) apud Gonçalves (2000). As inovações em processo são adoções de métodos novos de produção ou significativamente melhorados para a empresa (MANUAL DE OSLO, OCDE-2004). Assim, com base nessas duas definições se entende que o processo junto com a inovação em uma indústria globalizada é essencial e permite melhorias na produtividade, redução de custos, aumento da vida produtiva dos equipamentos, dentre outros. A inovação no processo ocorre toda vez que o produto não mais possibilita à empresa a garantia do lucro que deseja. A inovação se faz necessária para a satisfação do cliente e do 2 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 empresário. Quando se busca novas modalidades, preços mais compatíveis com a realidade econômica e resultados que possibilitem uma melhoria no produto final. Portanto a inovação de processo está relacionada com a implementação de estratégias que visa melhorar o desempenho do produto e conquistar vantagem competitiva. 3. Justificativa Devido à importância da inovação em nosso dia-a-dia e pelo termo Qualidade ser cada vez mais freqüente em nosso vocabulário, as pessoas adquiriram uma nova cultura e tornaram-se mais exigentes e sensíveis para pormenores anteriormente não percebidos. A Qualidade, resumidamente, poderia ser definida como a busca pela perfeição com a finalidade de agradar clientes cada vez mais conscientes das facilidades de consumo e variedades de empresas a oferecer produtos (ARAÚJO, 2001.p.211). Com o surgimento de reclamações e solicitação de clientes, resultantes de problemas de vazamento nas peças produzidas, observou-se a necessidade de uma melhor avaliação no processo de inspeção de estanqueidade. Baseado nos princípios da qualidade e nas exigências dos clientes, o presente estudo busca apresentar a inovação no processo utilizando técnicas e ferramentas de gestão para a melhoria da qualidade. Estas foram utilizadas para a reformulação do processo de produção do Spring Brake, com o objetivo de conseguir a estanqueidade das peças, tendo como metas, a eliminação do retrabalho e o alcance ao “defeito zero”. 4. Metodologia Na tentativa de atingir os objetivos aqui apresentados, o estudo de caso reuniu dados do processo de produção de uma empresa – atuante no setor automotivo – que através da inovação em seu processo passou a utilizar técnicas de Gestão da Qualidade. Desta maneira, são avaliados: o processo de produção da Câmera de freios a ar, denominada Spring Brake; as falhas do processo produtivo; as ações de correção cabíveis e contribuições do projeto de melhoria da qualidade para a produção. O principal motivo que levou a adoção do projeto de melhoria da qualidade foi o prejuízo na produção acarretado pelo refugo, retrabalho, devolução do produto, e consequentemente, a perda de clientes. Para conduzir o trabalho, foi realizado um estudo de caso com o problema levantado, visando identificar as possíveis causas e falhas existentes, utilizando algumas técnicas e ferramentas de gestão da qualidade, com o objetivo de inovar em seu processo e corrigir estas falhas para que estas não mais ocorram. A pesquisa aplicada foi exploratória e buscou dados através da observação direta e conversa informal com o responsável pelo setor de produção da empresa. 5. O estudo de caso 5.1 Breve histórico da empresa 3 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Este estudo foi realizado na Boechat Freios, empresa do setor de autopeças, situada no município de Itaperuna, na Região Noroeste do Estado do Rio de Janeiro. Fundada em 1964, com capital de origem totalmente nacional, a Boechat Freios tornou-se a primeira empresa brasileira do ramo a se instalar no país, sendo também pioneira na adaptação e montagem de freios a ar para veículos pesados no Brasil. A empresa dispõe de instalações e maquinários de última geração. Atualmente possui 7400 m2 de área construída, 350 funcionários, e capacidade de processar 7000 ton/ano de chapas e barras de aço na fabricação de componentes e sistemas de freio a ar para veículos pesados (caminhões, carretas e semireboques). Seus principais produtos são: kits de freio a ar, câmaras de freio simples e spring-brake, alavancas de freio, sapatas de freio a ar e óleo, eixos expansores “s” e espelhos de freio. Dentre os modelos possíveis para a prática da qualidade, a Boechat prioriza a utilização de técnicas e ferramentas da Qualidade, tais como: Brainstorming, Diagrama de Causa e Efeito e Diagrama de Pareto, que servirão também para análise deste trabalho, que visa descrever a inovação no processo na busca pela melhoria da qualidade na produção de freios. Em 1996, a empresa iniciou o processo de normalização obtendo a certificação ISO 9001:1994 em maio de 1998 emitida pela DNV (órgão certificador). 5.2. O processo de produção de freios a ar A seguir, para que seja possível compreender melhor a empresa em questão, apresentamos um resumo do seu processo produtivo, esquematizado na Figura 1. Figura 1. Modelo esquemático dos processos da Boechat Freios No recebimento de materiais, o setor de Garantia da Qualidade realiza as inspeções necessárias para verificar a conformidade do material. Se estiver conforme as especificações de engenharia, o mesmo segue para o almoxarifado de matéria-prima onde é armazenado, caso contrário, é aberto um relatório de não conformidade para apurar a causa dos desvios encontrados. Geralmente o material não conforme é devolvido ao fornecedor para retrabalho 4 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 ou sucateamento, ou então, o material é retrabalhado na própria organização com orientação do fornecedor. Quando necessário, a matéria prima segue para o setor de corte e estamparia, onde sofrem as primeiras operações de repuxo e estampagem. Guilhotinas com capacidade de cortar até ½ polegada de chapa de aço carbono, executam a operação de cortar as chapas em fitas. Posteriormente, prensas de até 500 ton utilizando ferramentas de estamparia pesada executam a conformação mecânica que dão forma ao produto. No setor de soldagem são feitas as uniões das peças estampadas formando assim produtos semi-acabados. Este processo é desempenhado por soldadores qualificados e por Robôs de Solda garantindo melhor repetibilidade e acabamento do produto. O setor de limpeza e rebarbação eliminam pequenas rebarbas e respingos provenientes do processo de estampagem e solda. Na usinagem são dados os acabamentos finais das peças que exigem maior precisão dimensional, tais usinagens são executadas em diversos tipos de máquinas como: tornos CNC, centros de usinagem, tornos revolver e mecânicos, fresadoras, mandriladoras, brochadeiras e furadeiras. Após a usinagem, muitas peças tais como: eixos expansores “s”, roletes de sapata e pinos de ancoragem, altamente solicitadas ao desgaste e abrasão, recebem um processo de endurecimento superficial a partir de tratamentos térmicos. Em seguida, as mesmas recebem uma proteção superficial anticorrosiva que podem ser do tipo zincadas (galvanoplastia), pintadas com tinta hidrosolúvel ou simplesmente oleadas. Os setores de montagens recebem os componentes acabados que foram processados nos demais setores da fábrica e através de linhas de montagem os transformam nos produtos finais: kits de freio, alavancas de freio e câmaras de freio. O produto acabado recebe uma identificação com código de barras, seguindo para o almoxarifado de produtos acabados até o momento de sua expedição. 5.2.1. A produção da Câmara Spring Brake. A Câmara Spring Brake (figura 2), é composta por duas funções especificas de freio: A de serviço e a de estacionamento. A função de serviço atende ao motorista pela ação do freio através do pedal de acionamento, e a função de estacionamento é exercida mecanicamente pela força da mola, com capacidade de 1000 Kgf. A mola seção de emergência é mantida recolhida, pela força do ar comprimido, com auxílio de um diafragma de borracha e uma arruela de apoio sempre que o veículo estiver em movimento. Já a seção de serviço somente recebe o ar comprimido quando pela ação do motorista. Ambas as partes são separadas por um corpo de alumínio fundido, com entradas de ar independentes. 5 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Figura 2 – Câmara Spring Brake Esta peça por trabalhar com ar comprimido deve ser estanque, uma vez que em caso de vazamentos acarreta na perda de pressão de ar do sistema, ocasionando acionamento da seção de emergência, pela força da mola. Para tanto se faz necessário testar o corpo de alumínio quanto a vazamentos. 5.3. As falhas do processo produtivo e ações de correção As falhas no processo produtivo ocorrem por diversos fatores, sejam de origem do operador, máquinas ou equipamentos, instrumentos de medição deficitários, processos de trabalhos inadequados, má formação das matérias-primas, variações climáticas entre outros fatores. Para tanto, deve ser considerada além do Estudo de Ações preventivas a análise de não conformidades. Geralmente qualquer falha no processo resultará em interferência ou folga de montagem podendo resultar na insatisfação de clientes. Qualquer falha no processo ou produto é tratada através de um relatório de não conformidades, onde se relata o problema ocorrido, o lote de peças desses itens, a quantidade de peças não conforme, o estudo da causa da falha, bem como, a disposição das peças defeituosas e ação corretiva para evitar reincidência do problema. Para um melhor entendimento das possíveis causas das falhas existentes é feita uma pesquisa, onde a análise é feita não só pela equipe envolvida no processo, inspetores de qualidade, engenheiro de processo, mas também pelos outros setores. Para tratar ações corretivas é feito um Brainstorming das causas potenciais, gerando um digrama Espinha de peixe, que leva em consideração: matéria-prima, mão de obra, máquinas, meio ambiente e o método de execução utilizado. Como na figura 3. 6 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 MatériaPrima Mão-deObra Porosidade excessiva no alumínio Mão de obra desqualificada Vazamento no Spring Brake * Deficiência na Usinagem. •Deficiência na Contração do modelo Em dias frios fôrma de teste Método Meio Ambiente CAUSA EFEITO Figura 3 - Diagrama de Causa e Efeito Em posse destes dados é construído um gráfico de Pareto a fim de identificar quais as causas primordiais a serem atacadas. Figura 4. Matéria prima Manutenção Treinamento Usinagem Conexão Vazamento no corpo 42 40 38 36 34 32 30 28 26 24 22 20 18 16 14 12 10 8 6 4 2 0 7 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Figura 4 - Diagrama de Pareto Após a aprovação e implementação é feito um acompanhamento de 06 meses para verificação da eficácia, e somente após esta etapa é finalizado o processo. 5.4. O problema Com o surgimento de reclamações e solicitação de clientes decorrentes de problemas de vazamento na seção de emergência, surgiu a necessidade inovação para uma melhor avaliação no processo de inspeção de estanqueidade. Como se tratava de um problema de difícil solução foi criado um grupo de pesquisa para identificação das possíveis causas. 5.4.1. Análise do problema I Fase - Processo de teste anterior: Como somente a seção de serviço atua pela força do ar comprimido, o teste de estanqueidade era executado somente na seção de serviço. Na seção de serviço era colocado o diafragma de borracha, tampa da câmara, cintas, e acionador de ar comprimido. Em seguida, as peças eram colocadas em um tanque com água para verificar a presença ou não de bolhas de ar. Após algumas reuniões, e com auxílio das ferramentas da qualidade foi identificada a necessidade de testar também a seção de emergência, pois após análise ficou constatado que existia micro poros que permitia a passagem de ar comprimido da seção de serviço para seção de emergência. II Fase - Processo de teste melhorado: A princípio a forma mais fácil de teste, sem investimento, foi montar o diafragma, a tampa e as cintas na seção de serviço, submergir, e posteriormente desmontar e refazer o teste na seção de emergência. Este novo método melhorado trouxe uma garantia quanto à estanqueidade, porém causou demora no teste das peças, acarretando gargalo de produção. Novamente, foi feita uma pesquisa e reunião com o grupo visando mais vez, identificar uma melhoria no processo. III Fase- Método atual: Em virtude de testar um número de peças, sem causar atraso na montagem foi novamente convidado o grupo a se reunir para resolver o novo problema. Na decorrência de várias sugestões através de Brainstorming foi identificada uma máquina para auxílio ao teste de estanqueidade. Neste novo processo o corpo é posicionado em uma prensa pneumática na fase de emergência, comprimindo a seção de serviço em uma manta de borracha, isola-se a entrada de ar pela seção de emergência, injeta ar comprimido pela seção de serviço, pulveriza água com sabão nas paredes de emergência, e verifica a presença de bolhas de ar. Caso não sejam identificados vazamentos repete a operação na seção de emergência. 5.4.2. Resultado do processo de inovação Este novo teste garante a uma peça estanque, testando ambas as seções em menor tempo. Neste processo foi verificado um aumento de 80% no número de peças testadas, comparado ao método melhorado. 8 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 6. Considerações finais Este artigo apresentou a experiência, a pesquisa e a inovação no processo de produção na busca pela melhoria da qualidade, através da adoção e aplicação de técnicas de Gestão da Qualidade na produção de freios a ar em uma organização já certificada pela ISO 9001, e que possui uma estrutura de gestão voltada para a Qualidade Total. Com base em reclamações e solicitação de clientes, resultantes de problemas de vazamento nas peças produzidas, surgiu a necessidade da empresa inovar em seu processo de inspeção para que seus produtos oferecessem maior qualidade. Sendo assim, a empresa adotou técnicas e ferramentas da Gestão da Qualidade para auxiliar na solução de seus problemas de produção. Foi detectada a necessidade de inovação por mais de uma vez, considerando que não foi possível a solução do problema e geração de resultados já na primeira fase de mudança. Desta forma, conclui-se que as práticas e as ferramentas utilizadas no processo de melhoria da qualidade da produção de freios a ar podem ser úteis também a outras empresas, sendo estas do ramo automotivo, ou não. Empresas estas, que estejam engajadas em alcançar a excelência através da inovação em seu processo e em buscar constantemente a qualidade, e àquelas que se apóiam na certeza de que somente as empresas capazes de oferecer um diferencial a seus clientes sobreviverão. Referências ARAÚJO, L. C. G. DE Organização, sistemas e métodos. São Paulo: Atlas, 2001. BIGNETTI, L. P. O processo de inovação em empresas intensivas em conhecimento. Revista de Administração Contemporânea - RAC, Curitiba, v. 6, n. 3, p. 15-29, 2002. CASSIOLATO, J. E. & LASTRES, H. Sistemas de inovação: políticas e perspectivas. Parcerias Estratégicas, Brasília, p.237-255, 2000. FIGUEIRA, M. A., RAPKIEWICZ, C. E. & MOREIRA, E. A. Migrando da ISO 9001:1994 para ISO 9001:2000. Estudo de caso em uma indústria de autopeças. Cadernos Interdisciplinares: Saúde Tecnologia e Questão Social, v. 01, n.01, p. 01-19, 2004. FONTANINI, JOSÉ ÍTALO CANDÊO Fatores e Mecanismos a no ambiente industrial Associado à Inovação Incremental em Processos No Ambiente Industrial: O Estudo do Caso. Faculdade de Engenharia de Produção, Centro Federal de Educação Tecnológica do Paraná, 2005. Dissertação (Mestrado) GONÇALVES, JOSÉ ERNESTO LIMA As Empresas são grandes coleções de processos. Administração de Empresas, São Paulo, v. 40, . 1, p.6-19, jan/mar. 2000. Revista de OCDE-MANUAL DE OSLO Proposta de diretrizes para coleta e interpretação de dados sobre inovação tecnológica. Finep - tradução português, 2004. 9 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 10
Baixar