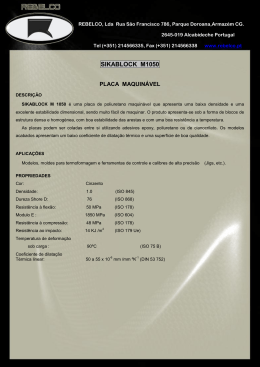
GUIA DE APLICAÇÃO DA LORD Sistemas Chemlok à base de solventes Pág 1 de 12 Adesivos Chemlok ® à base de solventes Os adesivos metal/borracha Chemlok® da LORD foram lançados pela primeira vez em 1956. Desde então, enquanto muitas coisas mudaram, uma coisa continua igual: a qualidade dos adesivos Chemlok. A marca Chemlok é reconhecida mundialmente como a líder da indústria de adesivos metal/borracha. Assim, quando os fabricantes têm uma aplicação importante que exige um adesivo metal/borracha comprovado, eles pensam logo nos produtos Chemlok da LORD. Embora um adesivo de qualidade seja a base de uma boa adesão, isto é apenas o começo; aplicação adequada é essencial para obter o melhor resultado. Se precisar imergir ou pulverizar, você aprenderá a maximizar a eficiência e otimizar resultados. Este guia também mostra como solucionar os problemas mais comuns de aderência. Recomendamos ler todo este folheto antes de usar os adesivos à base de solventes Chemlok; entretanto, entendemos que muitos dos nossos clientes usam os nossos produtos há anos, e a leitura de todo este guia não será necessária. De qualquer maneira, esperamos que este documento seja uma parte indispensável da sua operação, e uma fonte conveniente e única para muitas das suas dúvidas sobre aderência. Embalagem Os sistemas adesivos Chemlok à base de solvente estão disponíveis em vários tamanhos para se adaptar às variadas exigências de produção. Escolha a embalagem mais conveniente: • recipientes de 0,95 l (1 quarto de galão); • 3,8 l (1 galão); • baldes de 18,9 l (5 galões); e • tambores de metal revestidos internamente com resina fenólica de 208,2 l (55 galões) com pás agitadoras. Preparação da superfície do substrato Um dos fatores mais importantes que influenciam a adesão no processo de colagem é a preparação da superfície. Para assegurar um ótimo desempenho na aderência e uma resistência ambiental duradoura, os substratos devem estar isentos de contaminantes orgânicos e inorgânicos. Materiais orgânicos incluem graxa, sujeira e óleos que devem ser removidos por solvente ou limpeza alcalina. Os contaminantes inorgânicos comuns são camadas de ferrugem, incrustação e óxido. Estes podem ser limpos por processos abrasivos ou químicos, ou a combinação de ambos. Tipos de preparação da superfície Existem inúmeras formas de preparar substratos para aplicação de adesivos; entretanto, os métodos podem ser basicamente divididos em mecânicos e químicos. Independentemente do método escolhido, o essencial para toda boa preparação de superfície inclui: • Remoção de todos os produtos contaminantes e de decomposição na superfície. • Prevenção de recontaminação. • Manuseio cuidadoso durante todas as etapas do processo. A preparação mecânica envolve remover fisicamente a contaminação da superfície e aumentar a área da superfície e o perfil do substrato. Estes métodos incluem: • Jateamento – Partículas abrasivas (areia, granalha ou óxidos metálicos) são projetadas contra a superfície com um jato de ar. O jateamento é particularmente eficaz para remover contaminação inorgânica e outros compostos corrosivos encontrados no metal. A característica ou qualidade do tratamento é afetada pela duração do jato; tamanho e forma do material jateado; velocidade da partícula; e dureza, porosidade e outras propriedades do substrato. • Desgaste – Uma escova de aço ou papel abrasivo é usado para raspar a superfície. Deve-se ter cuidado para evitar a contaminação do material abrasivo e ao remover a poeira e partículas após o uso. • Usinagem – Se os óleos de corte forem removidos completamente, a usinagem pode oferecer uma superfície aderente aceitável. Entretanto, qualquer óleo/graxa deixado na superfície de metal diminuirá a adesão. Para obter ótimos resultados de aderência, não exceda um período de repouso de oito horas entre a usinagem e a aplicação do adesivo. GUIA DE APLICAÇÃO DA LORD Os processos químicos, por outro lado, utilizam produtos químicos orgânicos e inorgânicos para dissolver, suspender ou eliminar sujeiras e contaminantes da superfície. Os métodos de preparação incluem: • Desengraxamento a vapor/solvente – A solução de limpeza alcalina ou vapor de solvente é utilizada para eliminar a contaminação orgânica ou óleos. Como o desengraxante não removerá incrustação ou corrosão, o melhor é utilizar o jateamento para substratos de metal. • Anodização – Os óxidos de alumínio são eletroliticamente depositados nas superfícies. • Passivação. • Fosfatação com zinco. • Limpeza alcalina. • Alodinização com cromato. • Corrosão química. Nota especial sobre desengraxantes Embora os solventes clorados como tricloroetileno e percloroetileno ainda sejam usados como desengraxantes, muitas empresas pararam de usá-los devido a problemas relacionados ao meio ambiente e à saúde. Como resultado, muitas alternativas “que não agridem o meio ambiente” foram desenvolvidas, o que produz superfícies limpas o suficiente para usar com sistemas aderentes. As alternativas populares para desengraxantes com solvente clorado incluem: • Sistemas de limpeza alcalina à base de água, que foram usados com adesivos à base de solvente e à base de água; e • Solventes à base de petróleo que não agridem o meio ambiente. Seleção de um método de preparação Para determinar qual o método de preparação que melhor atende às suas necessidades, considere: • Economia – Em grandes volumes, os tratamentos químicos são geralmente mais baratos do que os métodos mecânicos. • Versatilidade – Os métodos mecânicos de preparação podem ser aplicados a vários tipos de metais, enquanto que tratamentos químicos podem ser específicos para certos metais. • Adaptabilidade ao equipamento existente – As instalações existentes podem favorecer o processamento mecânico ou químico. • Requisitos de aderência – As exigências de aderência variam de produto para produto e a qualidade de adesão é afetada pela aplicação específica. Portanto, a preparação da superfície variará de acordo. Sistemas Chemlok à base de solventes Pág 2 de 12 • Requisitos de resistência ambiental – A conversão química geralmente apresenta maior resistência ambiental do que os métodos mecânicos. • Legislação governamental – As normas de descarte de resíduos podem proibir o uso de tratamentos químicos em determinadas áreas. Manutenção de propriedades da superfície É essencial manter excelente limpeza da superfície até que a aplicação do adesivo esteja concluída. Para fazer isto: • Aplique o primer ou o adesivo logo depois que a superfície estiver preparada. • Evite a exposição à poeira, umidade, vapores químicos, agentes desmoldantes e outros possíveis contaminantes. • Mantenha os solventes e as soluções de limpeza livres de contaminação e os substitua quando necessário. • Certifique-se de que as granalhas de aço e os abrasivos permaneçam limpos e livres de contaminantes. • Verifique frequentemente a pureza da água de enxágue e o ar de “secagem”, garantindo o mínimo de contaminação. O teste de “contaminação da superfície” pode ser usado para verificar a remoção de óleo e graxa. Se uma superfície puder suportar uma camada intacta de água desionizada por 60 segundos ou mais, ela será considerada essencialmente livre de graxa ou óleo. Preparação geral da superfície O seguinte processo de três passos é a técnica mecânica preferida de preparação de superfície. 1. Desengraxante; 2. Jateamento com granalha; e 3. Desengraxante. Os métodos acima produzem excelentes superfícies para a adesão da maioria dos substratos. Às vezes, podem ser necessários métodos químicos mais elaborados para determinados substratos ou para melhor resistência ambiental. Para maiores informações, entre em contato com o seu Representante LORD. Os detalhes sobre cada método específico mencionado acima estão descritos abaixo do cabeçalho do substrato específico. Independente do sistema, as peças selecionadas devem permanecer limpas quando removidas do tanque de limpeza. Os testes de contaminação da superfície (ASTM F22) devem ser feitos regularmente para verificar a eficácia da limpeza. GUIA DE APLICAÇÃO DA LORD Métodos de preparação para diversos substratos Embora os princípios gerais sejam os mesmos para a preparação de todos os substratos, alguns materiais exigem atenção especial. Encontram-se descritas abaixo diretrizes para a preparação da superfície de substratos específicos: Aço (preparação mecânica) O jateamento com granalha (de aço ou de óxido de alumínio) é amplamente usado para preparar superfícies de aço. É especialmente eficaz para metais cobertos com ferrugem, incrustrações, camadas de óxido e compostos de corrosão similares. A preparação do aço normalmente envolve: 1. Desengraxamento – A limpeza alcalina inicial é usada para remover sujeiras tais como graxas e óleos. Isto é feito para evitar contaminação por granalha durante a etapa subseqüente de jateamento. A incrustação ou corrosão não será removida. 2. Jateamento com granalha – O jateamento consiste do lançamento de partículas abrasivas contra a superfície de metal com um jato de ar sem óleo e água. O tamanho da granalha é na maioria das vezes G-40. O uso de granalha é preferido em vez do uso do jato com esferas já que a granalha produz uma superfície áspera, aberta, enquanto que o jato com esferas martela a superfície e algumas vezes causa oclusão com partículas soltas. 3. Limpeza alcalina – O segundo passo da limpeza alcalina garantirá que a poeira abrasiva e quaisquer contaminantes que possam estar presentes no meio do jateamento sejam removidos. Consulte os fabricantes dos equipamentos de jateamento, meio abrasivo e unidades de limpeza alcalina para as informações específicas relativas ao equipamento deste processo. Os nomes dos fornecedores qualificados pelo representante serão fornecidos mediante solicitação. Aço (preparação química) Os tratamentos químicos para o aço tipicamente incluem revestimentos com conversão de fosfato de zinco ou de ferro. O fosfato de zinco microcristalino, modificado por cálcio, é recomendado para aplicações de aderência borracha com metal (peso da camada de 125 a 450 mg/ft2). Sistemas Chemlok à base de solventes Pág 3 de 12 O tratamento por fosfato de zinco consiste em: 1. Limpeza com substância cáustica a quente 2. Enxágue com água 3. Banho de ácido fosfórico 4. Enxágue com água 5. Fosfato de zinco 6. Enxágue com água fria 7. Enxágue com água quente 8. Secagem com ar quente Este tipo de tratamento de superfície oferece uma proteção padrão contra corrosão na prateleira da parte sem revestimento, como também melhor proteção contra corrosão sob aderência. Para informações detalhadas e nomes de fornecedores oficiais, consulte os fabricantes de tratamento de fosfatização e outros tratamentos químicos. Aço inoxidável (preparação mecânica) A preparação do aço inoxidável com métodos mecânicos inclui: 1. Jateamento com areia ou óxido de alumínio. A granalha de aço não deve ser usada porque deixa depósitos ferrosos que podem causar corrosão galvânica. 2. Período máximo de repouso de uma hora entre o jateamento e a aplicação do adesivo. Aço inoxidável (preparação química) O tratamento químico para a passivação do aço inoxidável envolve o seguinte: 1. Desengraxamento a vapor e/ou limpeza alcalina. 2. Imersão de 15 a 20 minutos a 49 – 57 °C (120 – 135 °F) em uma solução de ácido nítrico (20 a 25% em massa), dicromato de sódio (2 a 4% em massa) e água desionizada (71 a 78% em massa). 3. Enxágue com água fria. 4. Secagem e aplicação do adesivo dentro de uma hora. Os tempos de imersão, as concentrações da solução e as temperaturas de operação podem ser ajustados para se adaptarem às condições e ligas. Alumínio O método mecânico preferido para preparar alumínio é o jateamento. Isto inclui: 1. Jateamento com areia ou óxido de alumínio. A granalha de aço não deve ser usada porque deixa depósitos ferrosos que podem causar corrosão galvânica. 2. Período de repouso máximo de duas horas até a aplicação do adesivo. GUIA DE APLICAÇÃO DA LORD A alodinização com cromato do alumínio também produz excelentes adesivos. Isto envolve: 1. Desengraxamento com solvente ou limpeza aquosa 2. Enxágue com água 3. Desoxidante 4. Enxágue com água 5. Tratamento de conversão com cromato 6. Enxágue com água 7. Secagem com ar morno Sistemas Chemlok à base de solventes Pág 4 de 12 Chumbo Métodos mecânicos são usados quase que exclusivamente com chumbo e são normalmente satisfatórios. Se a superfície do chumbo sofreu abrasão e uma película de óxido não teve tempo de ser formada, a preparação da superfície pode não ser necessária. Zinco As superfícies do alumínio também podem ser preparadas por anodização (deposição eletrolítica de óxido de alumínio). As superfícies de zinco são quase sempre preparadas mecanicamente. Entretanto, seja cuidadoso ao aderir diretamente à superfície folheada a zinco, galvanizada ou eletrogalvanizada. Normalmente, os substratos galvanizados a quente não podem ser colados, embora algumas superfícies eletrogalvanizadas aceitem aderência. Magnésio Metais tratados Consulte os fabricantes dos materiais proprietários usados nestes processos para maiores informações. Dependendo da resistência ambiental exigida, a preparação de superfícies de magnésio varia. O jateamento com areia ou óxido de alumínio oferece uma boa superfície de aderência, mas a cola não proporcionará resistência ambiental notável. Para obter melhores resultados, use métodos químicos, tais como banho de cromo ou anodização. O processo de banho de cromo consiste de: 1. Desengraxamento com vapor e /ou limpeza alcalina 2. Enxágue com água fria 3. Banho de cromo 4. Enxágue com água fria 5. Enxágue com água quente Dois problemas singulares geralmente são encontrados quando estamos preparando e aderindo metais tratados: • Tratamento mecânico vigoroso pode penetrar e destruir o tratamento. • Aderência do tratamento ao metal base pode ser inadequada. Como o processo de folheamento produz uma superfície limpa e propícia à adesão, as superfícies recém-folheadas geralmente não exigem preparação adicional. Lembre-se, no entanto, de que o folheamento altera as propriedades da superfície, como por exemplo, aderência, porosidade e tensão da superfície do metal depositado. A densidade atual, a composição do banho de folheamento (incluindo Bronze e cobre teor mais brilhante) e a temperatura do banho também Além de jatear com areia ou óxido de alumínio, as afetam a capacidade da superfície folheada a ser superfícies de bronze e cobre podem ser tratadas com colada. métodos químicos, incluindo corrosão por persulfato Quando é usado pré-tratamento mecânico, ataque a de amônia. Este método envolve: superfície levemente. A areia fina ou papel abrasivo minimizarão a penetração. O tratamento químico 1. Desengraxamento com solvente e/ou limpeza correto depende do tipo do metal que é depositado alcalina. 2. Imersão de 1 a 3 minutos a temperatura ambiente durante o processo de folheamento. em uma solução de persulfato de amônia (25% em Se o folheamento não aderir rigidamente ao metal massa) e água (75% em massa). base, o próprio processo de folheamento deve ser 3. Enxágue com água a temperatura ambiente. investigado. A aplicação do primer Chemlok 205 ou 4. Secagem e aplicação de adesivo o quanto antes Chemlok 207, 0,2 a 0,4 mil (5,1 a 10,2 mícrons) de possível. espessura da película seca, geralmente melhora a aderência dos metais folheados. Além da corrosão por persulfato de amônia, existem inúmeros agentes cáusticos comercialmente disponíveis. Consulte o fabricantes destes produtos específicos para seleção do produto e informações de processamento. GUIA DE APLICAÇÃO DA LORD Sistemas Chemlok à base de solventes Pág 5 de 12 Plásticos Outros substratos É possível colar borracha a vários plásticos rígidos. Para preparar as superfícies de plástico: 1. Limpe com solvente não-agressivo ou alcalino aquoso. 2. Lixe ou lime levemente a superfície. Evite lixar com força; isto gera calor excessivo, que derreterá o plástico, impedirá a aderência e deformará o substrato. Verifique as tolerâncias quanto às dimesões após o preparo das superfícies. Os princípios descritos neste folheto podem ser adaptados à preparação da superfície de quase todos os materiais rígidos para colagem. Mais uma vez, o essencial da preparação correta da superfície inclui: • Remoção de todos os produtos de decomposição e contaminantes da superfície. • Prevenção de recontaminação. • Manuseio cuidadoso durante todas as etapas do processo. Uma superfície áspera pode ser moldada no plástico pelo uso de um molde que tenha sido texturizado. Use somente liberações de molde plástico internas. Maiores detalhes com relação aos tratamentos corretos de muitos plásticos fabricados estão disponíveis mediante solicitação. Lembre-se também de que os perfis altos de superfície [com altura de 2 a 3 mil (50,8 a 76,2 mícrons)] de jateamento mecânico geralmente aderem melhor do que aqueles com perfis baixos de superfície – [menor do que 0,5 mil (12,7 mícrons)]. Sistemas Chemlok à base de solventes Pág 6 de 12 GUIA DE APLICAÇÃO DA LORD Preparação do adesivo Temperatura – A temperatura afeta a viscosidade dos primers e revestimentos Chemlok. Se armazenados a frio, deixe que voltem à temperatura normal de aplicação antes de usar. Para os tambores, isto pode levar até 48 horas. A temperatura recomendada de armazenamento é entre 21 – 27 °C (70 – 80 °F). Não é recomendável a armazenagem em baixas temperaturas. Diluição – Independente dos valores da diluição, é importante, em todos os casos, que o diluente correto seja adicionado ao primer ou ao adesivo durante a mistura. Dependendo da aplicação, pode ser necessária diluição do primer e do revestimento. As diretrizes para a mistura estão nos folhetos de dados que acompanham cada produto Chemlok. Baldes, galõesindividuais e recipientes menores – Misture à mão com movimento em forma de “8” usando um pedaço de madeira. Para os recipientes de galão, podem ser usados também agitadores de tinta para os adesivos à base de solvente. Quinze minutos geralmente são suficientes. Tambores – Os produtos adesivos Chemlok estão disponíveis em tambores padrão de 208,2 l (50 galões) e unidades de 208,2 l (50 galões) com agitadores Integrados. O tambor padrão tem duas aberturas [1,91 cm e 5,08 cm (3/4 de polegada e 2 polegadas)] na parte superior do tambor, enquanto que o tambor com agitador tem uma abertura lateral de 5,08 cm (2 polegadas) próxima à lateral externa na parte superior do tambor. Independente do tipo, todos os tambores de aço têm revestimento protetor interno que foi testado para permitir armazenamento seguro. A maior parte dos produtos adesivos Chemlok estão disponíveis em unidades com agitador, as quais têm um agitador com lâmina dupla com acesso através de um orifício no centro da parte superior do tambor (veja a Fig. 1). Inicialmente, uma manivela de aço deve ser usada para soltar o material depositado. O adesivo deve ser agitado pelo menos três a quatro horas a 40 a 60 rpm antes de ser usado; o tempo recomendado é de oito horas. Um motor pneumático, com velocidade variável, é usado normalmente para uma agitação contínua. Cuidado: motores elétricos não devem ser usados devido ao risco de centelha e de incêndio. Para evitar centelhas da eletricidade estática, os tambores devem ser corretamente aterrados. Continue agitando até que todo o material depositado seja removido do fundo e a solução tenha uma aparência uniforme. Agite frequentemente durante o uso. Para minimizar a perda do solvente, recoloque a tampa no recipiente quando não estiver em uso. A perda do Figura 1 – Tambor típico de 208,2 l (55 galões) solvente reduz a solubilidade do ingrediente e aumenta com agitador a viscosidade e o conteúdo de sólidos. Anel de Aperto Plugue Cuidado: se usar misturadores elétricos, eles devem ter motores à prova de centelha. Pegador e Plugue Arruela Agitador com Lâmina Dupla Plugue MANUSEIO DO ADESIVO À BASE DE SOLVENTE À BASE DE ÁGUA Armazenagem entre 1 – 38 °C (30 – 100 °F) Não congelar Agitar inicialmente entre 40 a 60 rpm Não chacoalhar Diminuir agitação para 20 a 30 rpm Agitar a 20 a 30 rpm Aterrar tambor com cabo de terra Não é preciso aterramento PREPARAÇÃO DO ADESIVO RECIPIENTE quarto de galão 0,95 l 1 galão 3,8 l 5 galões 18,9 l 55 galões 208,2 l À BASE DE SOLVENTE À BASE DE ÁGUA TEMPO DE MISTURA Mistura manual Mistura manual 10–15 min. Mistura manual e mistura de tinta Mistura manual e mistura de tinta 20–30 min. Mistura manual e misturador pneumático Mistura manual e misturador pneumático 45–60 min. Manivela manual e misturador pneumático Manivela manual e misturador pneumático 8 horas GUIA DE APLICAÇÃO DA LORD Aplicação do adesivo Os adesivos à base de solvente da linha Chemlok podem ser aplicados por pincel, imersão, pulverização ou revestimento por rolo. As recomendações gerais são: • Espessura da película seca do primer 0,2 a 0,5 mil (5,1 a 12,7 mícrons). • Espessura da película seca de revestimento 0,5 a 1,0 mil (12,7 a 25,4 mícrons). • Aderência pós-vulcanização 0,8 a 1,3 mil (20,3 a 33,0 mícrons). Aplicação com pincel – Os adesivos Chemlok à base de solvente são próprios para aplicar com pincel direto da lata. Quando usar este método, use luvas de tecido e trabalhe em um ambiente limpo. Certifique-se também de que não existam objetos empoeirados ou com graxa nas proximidades. Ao trabalhar de pequenos recipientes abertos, a evaporação do solvente pode aumentar os sólidos no adesivo. Isto ocorre particularmente com pincéis grandes, que levam um volume considerável de adesivo no seu corpo. Este adesivo seca e, em alguns casos, fica pastoso. Se estrias ficarem visíveis nas partes pintadas, dilua o adesivo até a viscosidade original. É mais fácil usar o pincel quando a viscosidade estiver correta. Os primers e revestimentos normalmente secam em 30 a 60 minutos, a 21 °C (70 °F). Temperaturas mais elevadas e/ou maior circulação de ar acelerarão a secagem. Aplicação por imersão – A imersão manual dos adesivos Chemlok é recomendada somente quando um pequeno número de peças precisa ser revestido, ou quando as condições da fábrica proíbem as unidades mecânicas. Para evitar excesso de revestimento, depressões e gotejamentos, retire as peças do adesivo devagar. Certifique-se também de controlar a viscosidade e de agitar frequentemente o adesivo. Sistemas Chemlok à base de solventes Pág 7 de 12 para frente do transportador faz naturalmente uma gradual inclinação vertical que permite drenar uniformemente o excesso de fluido das peças. Ao usar tanques de imersão, o adesivo deve ser agitado continuamente, garantindo uma boa movimentação da superfície ao fundo. O movimento constante evita formar uma camada de pele na superfície do adesivo e varre as bolhas de ar para a lateral. As bombas de circulação ou os agitadores impelidores submersos são muito eficazes. Por causa da massa, se for usar bomba do tipo diafragma, ela deve ser do modelo com diafragma duplo. A profundidade do tanque deve ser o suficiente para que a maior parte seja imersa. Qualquer profundidade extra só aumenta o volume do tanque e reduz a probabilidade de movimentar o adesivo. Além disso, o fundo do tanque deve ser inclinado de modo que a profundidade de imersão das peças e a profundidade do tanque diminuam conforme as peças são retiradas para cima e para fora em ângulo. Para facilitar a troca do adesivo e minimizar o tempo parado, os tanques devem ser móveis. Se as peças tiverem de ser imersas parcialmente, ou se o ponto inferior do transportador não for ajustável, serão necessários dispositivos para elevar ou abaixar o tanque. Um recipiente para gotejamento atrás do tanque de imersão também é recomendado. Se as gotas em excesso das peças não endurecerem, elas poderão retornar ao tanque. Entretanto, se o material tiver solidificado, então deve ser descartado. Outras sugestões incluem: • Equipamento feito de aço-carbono. • Tubulação com diâmetro elevado para garantir uma operação a baixa pressão. • Embalagem resistente ao solvente ou um selo mecânico em todas as bombas. • Método para agitação do conteúdo do tanque. Imersão mecânica – Existem duas aplicações principais de imersão mecânica: transportador e tanques de imersão. Os adesivos Chemlok podem ser agitados ou bombeados continuamente por períodos indefinidos sem danos. Entretanto, a mistura excessiva pode causar perda de solvente. O transportador convencional é classificado como sistema monotrilho ou transportador de barras. O sistema monotrilho é uma unidade com uma única corrente o transportador de barras é um conjunto de correntes duplas com barras que correm horizontalmente entre as correntes. A seleção de uma unidade transportadora depende do tamanho e número das peças a serem imersas. Profundidade de imersão – Como regra geral, evite imergir as peças mais fundo do que o absolutamente necessário. Isto minimiza o acúmulo do adesivo. Para peças que exigirem somente um revestimento parcial, ajuste a altura da linha do transportador ou o nível do tanque de imersão de acordo com as suas necessidades. Também é importante limpar os ganchos de transporte Para obter melhores resultados, disponha a seção de das peças antes de usar. E quando várias peças imersão do transportador de modo que as peças sejam forem processadas pelo mesmo equipamento de retiradas em ângulo ao invés de diretamente para cima e imersão, vários tamanhos de ganchos podem ser para baixo. Ao retirar as peças em ângulo, o movimento necessários. GUIA DE APLICAÇÃO DA LORD Sistemas Chemlok à base de solventes Pág 8 de 12 Projeto de peças de metal – Para garantir o êxito na imersão, deve ser projetado um contorno de metal ou uma abertura na parte superior da peça para prendê-la a um gancho do transportador. A peça deve ficar pendurada de modo que a drenagem seja feita para um ponto onde o excesso do adesivo não interfira no processo de moldagem. A aderência de bolhas de ar pode ser evitada pela mudança de posições no gancho do transportador. Quando aplicar revestimento por imersão/rotação, coloque as peças em um equipamento de imersão/ rotação, faça a imersão no primer apropriado, e rode o tambor a uma alta rotação até que o excesso de primer seja removido. As peças revestidas podem ser então colocadas em uma tela ou em um transportador aberto para secar à temperatura ambiente ou em ar circulante morno e seco. Os mesmos procedimentos podem ser usados quando aplicar o revestimento do adesivo. Cabeças protuberantes que foram soldadas ou prensadas em placas planas frequentemente represam ar onde a solda não foi completamente preenchida. Se a protuberância estiver em um ponto de alta tração, um pequeno vazio deve ser o primeiro lugar de falha na aderência. A correção manual de pontos críticos poderá ser necessária para evitar represamento do solvente. Aplicação por pulverização – A aplicação por pulverização de adesivos é especialmente aplicável quando se reveste somente um lado ou certas áreas de uma peça. Ao pulverizar, entretanto, é importante que o adesivo alcance o substrato ainda úmido. Se a secagem ocorrer antes de alcançar o metal, a aderência será insatisfatória. Metais perfurados – Quando peças com pequenas perfurações forem imersas, o adesivo frequentemente ficará retido nos orifícios, causando bordas ou depressões. Talvez seja necessário “retocar” estas áreas com um pincel. A retirada das peças devagar do tanque de imersão ajuda a evitar estes problemas. Precauções com peças rosqueadas – Tampas de borracha macia ou casquilhos para pinos rosqueados externamente, ou uma rolha para tampar orifícios, são frequentemente usados para proteger as roscas do revestimento de adesivo. Infelizmente, estes dispositivos de proteção nem sempre são eficazes. Não mergulhe em imersão se for importante para o funcionamento da peça que as roscas estejam limpas. Retirada de peças do adesivo – A retirada devagar das peças de metal do adesivo é fundamental para o êxito da imersão. Se a retirada for muito rápida, uma quantidade excessiva de adesivo pode aderir à peça. Este excesso de adesivo drena lenta e irregularmente, formando escorrimentos, depressões e rebordos nas extremidades. Coletivamente, estas imperfeições reduzem a estética, aumentam o tempo de secagem e, em última instância, afetam toda a operação de moldagem. Para obter ótimos resultados, retire lenta e uniformemente as peças. Isto permite uma drenagem uniforme do adesivo, ajudando a eliminar os defeitos de aderência. Uma taxa de retirada vertical de 91 cm (3 pés) por minuto é normalmente satisfatória. Revestimento por imersão/rotação – O revestimento por imersão/rotação pode ser usado em peças pequenas, mas as aparências não são tão uniformes quanto a imersão. Apesar da redução estética, este método é satisfatório a algumas aplicações, incluindo inserções de borracha encapsulada. Pistolas portáteis podem ser usadas para pequenas aplicações, enquanto que unidades transportadoras ou automatizadas são eficazes para operações em grande escala. Para reduzir o excesso de adesivo, as unidades eletrostáticas podem ser usadas. E pode ser usado um pincel para as peças pequenas e complicadas. Independente do tamanho, equipamento corretamente ajustado garante o fornecimento de películas uniformes – sem depressões e escorrimentos. Durante as operações de pulverização manual, as peças são freqüentemente montadas em racks que incorporam máscaras sempre que necessário. Se a aplicação exigir revestimento completo, as peças podem ser giradas diante da pistola de pulverização. Os transportadores com corrente lateral podem ser programados para girar automaticamente os metais quando passarem pelas pistolas. Equipamento de pulverização – Muitos fabricantes fazem pistolas de pintura que também são adequadas para aplicar adesivos Chemlok. O sistema preferido inclui: • Bicos de pistola e tampas de ar adequados ao volume e ao padrão de pulverização específico para a tarefa. • Pressão de ar ajustável no tanque de fornecimento de líquido. • Pressão do ar pulverizado controlável na pistola ou na fonte de ar. • Tela (normalmente de malha 50) na linha do líquido. • Filtros e drenos de umidade nas linhas pneumáticas. A remoção de óleo e água é fundamental para evitar contaminação. Portanto, todo o sistema de pulverização deve ser de desmontagem e limpeza fácil. No caso de equipamento de baixo fluxo, se a aplicação de adesivo diluído em uma área de fluxo restrito for um problema, pode ser necessária a GUIA DE APLICAÇÃO DA LORD instalação de uma canalização que conecte a um solvente de limpeza a cada oito horas. Sistemas Chemlok à base de solventes Pág 9 de 12 Controle de secagem prematura – As peças revestidas por pulverização secam mais rapidamente do que as peças imersas, porque ocorre uma secagem Ao pulverizar adesivos Chemlok, também é importante parcial durante a pulverização. Para umedecer agitar continuamente o tanque de fornecimento. Se corretamente o metal, o adesivo deve estar fluido linhas de líquido tiverem diâmetro muito pequeno, por quando chegar ao substrato. Se forem usadas várias exemplo, onde o diâmetro for menor do que 9,5 mm pistolas, certifique-se de que cada uma delas esteja (3/8 de polegada), as linhas devem ser curtas para aplicando um revestimento úmido. Não aplique um fornecer uma alta taxa de fluxo e evitar períodos inertes revestimento seco com a primeira pistola e depois a onde pode ocorrer deposição. cubra com uma demão úmida. Equipamento de pulverização eletrostático – Revestimento por rolo – O revestimento por Vários dispositivos podem ser usados para aplicações rolo pode ser usado para objetos de revestimento de pulverização eletrostática, inclusive pistolas cilíndrico ou planos. Eixos e tubulações podem ser pneumáticas manuais eletrostáticas convencionais e revestidos mantendo-os momentaneamente entre dois eletrostáticas, e aplicadores eletrostáticos de disco rolos rotativos que foram imersos no adesivo. Um rolo giratório e de mini-sino. (Os controles e ajustes em de pintura de tecido pode ser usado para revestir pistolas eletrostáticas e eletrostáticas convencionais superfícies grandes e planas. Entretanto, pequenos são iguais, exceto pela necessidade de uma fonte rolos de borracha ou PU são preferíveis. remota de alimentação). Revestimento por rolo reverso – O revestimento Ao usar estes aplicadores, uma pequena por rolo reverso é usado para aplicar os produtos quantidade de MEK, ou outro solvente polar, como Chemlok à base de solvente para aço em bobina, por exemplo, álcool diacetona ou ciclohexanona, alumínio ou aço inoxidável em bobina. Se não tiver pode ser necessária para aumentar a polaridade duas unidades de revestimentos que possam funcionar do revestimento. Solventes aromáticos de baixa juntas, a camada de adesivo deve ser aplicada depois. evaporação também podem ser adicionados ao primer para melhorar a qualidade da pulverização. Quando revestir por rolo reverso, bombeie o primer (ou adesivo) de um tambor para um recipiente de Entretanto, não exceda 15% de cetona por volume revestimento. Um rolo de transferência então transfere ao diluir um revestimento superficial que será o adesivo para um rolo aplicador no qual o metal pulverizado sobre um primer não tratado. Isto elimina a em bobina passa a uma velocidade de linha de 30 a possibilidade de tornar a base solúvel novamente. 46 metros por minuto (100 a 150 pés). Ajuste a taxa de Devido à alta diluição normalmente usada com primers fluxo do primer ou do adesivo até que ele transborde e adesivos, ambos devem ser agitados continuamente. do recipiente do revestimento para uma cuba Além disso, a extensão da mangueira e da tubulação inclinada, que então retorna o material para o tambor. deve ser minimizada, e deve-se tomar cuidado com a Este sistema garante agitação constante. deposição do adesivo nas linhas durante prolongadas Processos de secagem paralisações. Todos os adesivos Chemlok à base de solvente podem Cobertura – É difícil estimar a cobertura do adesivo ser secos à temperatura ambiente – 30 a 60 minutos pulverizado, porque a quantidade usada depende a 21 °C (70 °F) é suficiente. Se for necessária uma em grande parte da quantidade em excesso de secagem mais rápida, use um secador de ar com borrifamento. Em muitos casos, pode ser 50%. Com a renovação a 66 – 93 °C (150 – 200 °F). Certifique-se pulverização eletrostática, entretanto, a eficiência da de que exista circulação de ar adequada, porque a transferência pode chegar a 75%; assim, uma taxa secagem mais rápida ocorre quando o solvente é muito mais alta de cobertura pode ser esperada. removido e inicia-se a difusão pela superfície. O ar Controle da pressão do ar pulverizado – pode ser recirculado, contanto que haja exaustão Manter a pressão do ar pulverizado é importante suficiente para evitar o acúmulo excessivo de solvente. para o sucesso da aplicação do pulverizante. Se a Com sistemas fechados, deve-se ter cuidado para pressão for muito alta, gotículas do adesivo podem se evitar o acúmulo de solventes (vapores) explosivos. dispersar e secar antes de alcançar o metal, deixando Por este motivo, é mais freqüente o uso de secadores uma aparência seca e de “teia de aranha”. Materiais em transportadoras com extremidades abertas e secos também serão vistos flutuando na cabine circulação de ar cruzado. Os fornos a gás também de pulverização. É possível controlar o problema podem ser usados se forem projetados corretamente. reduzindo a pressão de pulverização, com mais Também é importante retirar os vapores do solvente diluição ou pelo uso de um solvente com ponto de e gás não queimado antes de reiniciar a operação do ebulição mais alto. forno. Não opere fornos acima de 110 °C (230 °F). GUIA DE APLICAÇÃO DA LORD Sistemas Chemlok à base de solventes Pág 10 de 12 Manuseio de peças revestidas Considerações sobre moldagem Após a secagem, descarregue as peças de metal revestidas diretamente do transportador para cestas de carga. Elas podem ser manuseadas enquanto mornas sem perigo de deformação; entretanto, tenha cuidado com quaisquer pontas e cantos cortantes. Um dos passos mais importantes no processo de fabricação é a moldagem. Durante esta fase, os metais revestidos com adesivo e o elastômero são colocados na cavidade de moldagem e sob corretas condições de tempo, temperatura e pressão, é formado o conjunto colado. As áreas revestidas que receberão altos níveis de tensão devem ser protegidas ou retocadas se danificadas. Remover adesivo destas áreas pode causar falha prematura de aderência. Tanto as peças de metal limpas quanto os materiais revestidos devem ser mantidos sem contaminação. As luvas são altamente recomendadas porque as impressões digitais podem dificultar a aderência. Luvas brancas e finas de algodão são satisfatórias, pois mostram sujeira facilmente, são baratas o suficiente para serem descartadas quando necessário e são suficientemente finas e porosas para serem confortáveis. Estabilidade do repouso das peças revestidas Controlar cada passo do processo de moldagem é essencial para o sucesso da adesão. Grandes variações em qualquer passo causarão falhas na adesão. Pequenas alterações, embora não prejudiciais individualmente, podem coletivamente resultar em uma adesão fraca ou marginal e em taxas de refugo acima da média. Para uma adesão ideal, mantenha a pressão máxima do molde com a mínima viscosidade do elastômero. Esta razão pressão/viscosidade, normalmente obtida com condições específicas de tempo e temperatura, garantem uma maior interação entre a interface elastômero-adesivo. Também otimiza as propriedades físicas do elastômero durante a vulcanização. Outras considerações incluem: Molde logo que possível, mas armazene corretamente • Espessura da película seca adesiva (Dry todas as peças revestidas para assegurar máximo Film Thickness – DFT) – Um dos fatores mais repouso. Normalmente, isto significa selagem dos importantes para o desempenho ambiental. A metais tratados com adesivo em um recipiente limpo utilização de películas DFT finas e excessivas pode de plástico e armazenagem da embalagem em uma resultar em desempenho insatisfatório. Consulte caixa de papelão. Estas precauções asseguram que as a folha de dados técnicos pertinente para obter peças não serão expostas à luz UV e ficam protegidas informações sobre a DFT recomendada. dos contaminantes suspensos no ar. Armazenamento Variações de temperatura encontradas durante transporte e armazenamento normalmente não afetam o desempenho dos adesivos e primers Chemlok à base de solvente. Entretanto, temperaturas abaixo de zero graus podem aumentar a viscosidade e alguns produtos podem virar gel. Todos os produtos devem ser aquecidos à temperatura ambiente antes do uso. Consulte a documentação do produto para mais informações. Por outro lado, as temperaturas de armazenamento e transporte no verão podem ultrapassar os limites de segurança para os adesivos Chemlok. As temperaturas de transporte e armazenamento recomendadas são 21 – 27 °C (70 – 80 °F) e devem ser evitadas temperaturas maiores do que 38 °C (100 °F). Evite também armazenar os adesivos Chemlok próximo a unidades de aquecimento e em prateleiras superiores de armazéns sem ar condicionado. Áreas de armazenamento sem excesso de temperatura e bem ventiladas são ideais e devem ser usadas sempre que possível. As precauções especiais para manuseio e armazenagem, quando necessário, estarão claramente marcadas nos tambores. Tempilstick é uma marca comercial da Tempil, Inc. • Pressão da moldagem – Uma adesão ótima necessita de uma pressão adequada e um contato intensivo entre o elastômero e o adesivo durante a vulcanização e cura. Moldes muito justos ou muito largos prejudicam a qualidade da adesão. • Temperatura – Grandes variações de temperatura de uma cavidade a outra podem causar falha de adesão, perda de cura ou sobrecarga em algumas partes. A temperatura do molde deve ser verificada periodicamente, e particularmente dentro das cavidades individuais. Tempilsticks®, ou lápis de cera com ponto de fusão seletivo são excelentes para verificar pontos das cavidades do molde. Termoelementos também podem ser usados, mas eles precisam ser calibrados regularmente. • Projeto do molde – Ao projetar o molde, previsões devem ser feitas para facilitar o carregamento do substrato, bem como, a retirada da peça vulcanizada. Também evite linhas divisórias em áreas críticas de adesão. Também evite colocar orifícios da haste próximo de metais revestidos por adesivo. Grande proximidade durante o preenchimento do molde pode causar varredura ou arraste do adesivo da superfície do metal. GUIA DE APLICAÇÃO DA LORD Pós-tratamento Após a colagem da peça, normalmente são necessários tratamentos adicionais. Entretanto, tenha cuidado ao longo de todo o processo, especialmente durante as seguintes situações: • Ao rebarbar as peças de borracha com gelo seco ou nitrogênio. Se a temperatura no tambor rotativo permanecer muito baixa por um longo período, pode haver uma falha entre o adesivo e o elastômero. • Ao limpar com uma escova de aço, esmeril ou usinagem. Estes procedimentos podem causar problemas de adesão ao gerarem muito calor. • Ao executar galvanoplastia. Se as atuais densidades forem muito altas, a adesão será muito solicitada durante o tratamento. Além disso, o adesivo tem de resistir à eletrodeposição. • Ao pintar peças. As colagens poderão apresentar falhas se o adesivo não resistir aos solventes da tinta. Solução de problemas A norma internacional ASTM sobre adesivos prevê tipos detalhados de falhas de adesão. Ao ser usada, estas descrições permitem uma completa e precisa avaliação do problema, bem como soluções rápidas. (Para esta discussão, os termos “elastômero” e “adesivo” devem ser interpretados como “borracha” e “cimento”, respectivamente). Cobrindo quase 80% de todas as falhas de colagem, as quatro designações básicas da ASTM são: • RC: Falha na interface borracha-cimento; • CM: Falha na interface cobertura de metal-cimento ou na interface de metal-primer; • CP: Falha na interface cobertura de cimentoprimer; e • R: Falha na borracha. Falhas borracha-cimento (RC) Sistemas Chemlok à base de solventes Pág 11 de 12 Falhas metal-primer e metal-cimento (CM) Uma separação limpa entre metal e primer ou adesivo indica que não houve adesão. Normalmente, óleo, sujeira, poeira ou outros contaminantes inibem a colagem. Em alguns casos, fatores ambientais podem gerar uma separação sob a adesão. Quando os solventes do adesivo evaporam muito rapidamente, pode ocorrer uma secagem ultra-rápida (emaranhado). A pulverização seca evita que o primer ou adesivo entre em contato com o metal ainda úmido. Outro problema é o arraste, quando o fluxo de elastômeros durante a transferência causa uma falha metal-adesivo. Falha cimento-primer (CP) A separação na interface de cimento-primer é facilmente detectada, se o primer e o cimento da cobertura são de cores diferentes. Estas falhas invariavelmente são devidas à contaminação do primer, migração do plastificante do adesivo, ou mistura incorreta de primer/revestimento ou secagem. Falhas da borracha (R) As falhas da borracha são separadas nas seguintes categorias: SR (Borracha Manchada) – Normalmente causada por contaminantes na superfície de pré-adesão, esta falha aparece como uma borracha esparramada sobre a superfície de metal. As quebras SR também são causadas pela secagem ultra-rápida do adesivo assim que deixa o bico do pulverizador (emaranhado). TR (Borracha Fina) – As falhas de borracha fina são marcadas pelo resíduo de borracha uniforme, mas muito pouco na superfície do metal. Estas imperfeições normalmente ocorrem com butil ou borrachas que estejam estendidas ao óleo. Quando óleos migram para a interface RC, eles criam uma camada de adesão que é uma parte adesivo, parte óleo e parte borracha, que falha facilmente quando a peça é submetida a tensões. As separações entre borracha e cimento são normalmente caracterizadas por uma superfície brilhante HR (Borracha Pesada) – Uma camada grossa ou no metal, com pequena ou nenhuma borracha aparente. grande de borracha permanecendo na superfície do As causas mais comuns de falhas RC são: pré-cura metal indica uma adesão excelente. O material falha do adesivo ou borracha antes de a borracha entrar porque é tracionado além da tensão de coesão da em contato com o adesivo; espessura inadequada da borracha. película de cimento; baixa pressão ou temperatura SB (Quebra de Material) – Com a quebra de material, o de moldagem; cura inadequada, e migração de elastômero aparece como se fosse dobrado para trás plastificantes, óleos e outros ingredientes compostos sobre si, então quebrado. A quebra é cheia de mossas incompatíveis. e em um ângulo agudo com a superfície do metal. Embora existam quatro falhas principais da adesão, lembre-se de que as falhas cimento-borracha, cimentometal e da borracha são normalmente encontradas combinadas. GUIA DE APLICAÇÃO DA LORD Manuseio seguro O manuseio correto dos adesivos Chemlok é essencial para aplicações eficientes e seguras. Embora muitas das considerações de segurança possam ser evitadas pelo uso dos sistemas à base de água Chemlok, nós recomendamos que estes procedimentos sejam seguidos quando usar qualquer produto Chemlok: • Ventile as áreas de armazenagem e aplicação; • Evite o uso de fontes de ignição nas proximidades. • Utilize fontes de ar comprimido limpas e secas para evitar a contaminação; • Vista roupa protetora; • Limpe o local de aplicação e o equipamento de processamento regularmente; • Descarte os resíduos de acordo com os regulamentos federais, estaduais e municipais; e • Leia os rótulos, as Folhas de Informação de Segurança do Material (MSDS) e os folhetos do produto antes do uso. Laboratório de aplicações da LORD Como uma extensão dos nossos esforços de desenvolvimento do produtos, a LORD Corporation investiu em um laboratório de aplicações de adesivos à base de água em Erie, PA. Ao simular as aplicações dos clientes, nós podemos oferecer apoio técnico detalhado e avaliar mais completamente as características ótimas da aplicação de novos produtos. Até 1.000 peças podem ser revestidas nos atuais equipamentos, que podem dar suporte aos seguintes processos: • Limpeza alcalina – Pequenos lotes [125 l (33 galões)] de inserções do cliente podem ser limpos com detergentes alcalinos de alta Sistemas Chemlok à base de solventes Pág 12 de 12 turbulência. Teste de novos métodos de limpeza e materiais também é possível com este equipamento. • Pulverizador manual – O laboratório de aplicação é equipado com vários equipamentos de pulverização incluindo pistolas convencionais, pistolas de pulverização manual HVLP e uma pistola de pulverização manual eletrostática. Pré-aquecimento e pós-aquecimento também estão disponíveis. • Corrente lateral – Para ajudar os clientes a determinar as necessidades de produção, uma linha de pulverização Binks de tamanho grande de corrente lateral de 1,5 passo está disponível para revestir peças. As peças podem ser pré-aquecidas e secas em um forno a gás de 4 m (13 pés). Os adesivos à base de água Chemlok são aplicados em uma cabine de pulverização de 1,6m (5 pés). Os adesivos Chemlok à base de água são aplicados por pistolas de pulverização automáticas alimentadas por recipientes de pressão ou bombas de fluido com recirculação de alta e baixa pressão. • Tanque de imersão – Um tanque de imersão de 72 l (19 galões) duplo transporte, com ângulos e taxas de remoção variáveis e pode processar peças de até 30 cm (12 pol) de comprimento e 20 cm (8 pol) de largura. É feito de aço inoxidável com uma bomba de duplo diafragma para circulação e retirada de excesso (ladrão). • Unidades de pulverização aquecida – Duas destas unidades estão também disponíveis para uso. Os valores fornecidos neste guia de aplicação são valores típicos. As informações fornecidas aqui são baseadas em testes considerados confiáveis. Considerando-se que a LORD Corporation não tem controle sobre o uso dessas informações por terceiros, a empresa não pode garantir os resultados a serem obtidos com o uso de seus produtos. E ainda, a LORD Corporation não garante o desempenho do produto obtido pelo uso destas informações, incluindo dentre outros, o usuário final do produto. A empresa tampouco oferece qualquer garantia expressa ou implícita de comercialização ou adequação a finalidades específicas no que concerne aos efeitos ou resultados de tal uso. Chemlok e “Ask Us How” são marcas da LORD Corporation ou de uma das suas subsidiárias. A LORD oferece uma valiosa capacidade técnica e experiência em adesivos e revestimentos, controle de vibrações e movimentos e tecnologias de boa resposta magnética. Nossos funcionários trabalham em parceria com nossos clientes visando ajudá-los a valorizar mais seus produtos. Sempre inovando e reagindo às constantes mudanças do mercado, nossa preocupação maior é oferecer soluções a nossos clientes de todo o mundo. Pergunte-nos como. LORD Corporation Sede Internacional 111 Lord Drive Cary, NC 27511-7923 USA www.lord.com Para obter uma lista das nossas unidades em todo o mundo, visite a LORD.com. ©2013 LORD Corporation OD AG1000P (Rev.5 4/13)
Download