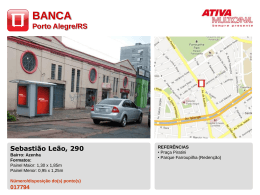
1 ESTUDO DA VIABILIDADE DO PROCESSO DE ELETRODEPOSIÇÃO DE CROMO EM FERRAMENTAL DE ESTAMPAGEM Robson Luiz C. Moura, [email protected] Francisco José Grandinetti, [email protected] Departamento de Engenharia Mecânica da Universidade de Taubaté- Rua Daniel Danelli, S/N, Jardim Morumbi, CEP.12040-440, Taubaté-SP RESUMO: Devido a grande necessidade de redução dos custos de produção, aumento de produtividade e melhoria na qualidade dos produtos, iniciou-se a elaboração do desenvolvimento de processo para tratamento superficial de estampos, onde primeiramente, realizou-se um estudo no mercado para conhecer os tipos de tratamento existentes e suas aplicações. Esses tratamentos visam estabilizar o processo produtivo de forma que não haja variações na produção e aumento da vida útil dos estampos e suas devidas ferramentas. Determinou-se através de analises, as peças que estavam apresentando problemas nos estampos de repuxo que influenciavam na produtividade, qualidade e custo. Verificou-se que estas peças apresentavam problemas semelhantes e que os tratamentos poderiam de um modo geral, minimizar tais problemas. A seguir, aplicou-se o tratamento nas ferramentas de estampos e verificou que os resultados obtidos atingiram os objetivos determinados, conseguindo estabilizar o processo de estampagem dessas peças. Palavras-Chave: Estamparia; Eletrodeposição de Cromo; Metalização. ABSTRACT: Due to the great need for reduced production costs, increased productivity and improvement in the quality of products, work began on the drafting of the development process for surface treatment of dies, where first, a study on the market to meet the existing treatment types and their applications. These treatments are intended to stabilize the production process so that there are no variations in production and increasing the useful life of dies and their appropriate tools. It was determined through analysis, the parts that were having problems in dies of fountain that influenced on productivity, quality and cost. It was found that these parts were similar problems and that the treatments could generally minimize such problems.The following, applied in treatment of dies, tools and found that the results achieved certain goals, managing to stabilize the stamping process of these parts. Keywords: Stamping; Electroplating of Chrome; Covered tools. 1. INTRODUÇÃO A General Motors Corporation é a maior montadora de veículos do mundo sendo a indústria global líder de vendas desde 1931. Desenha, constrói e vende carros e caminhões em todo o mundo. Fundada em 1908, a GM emprega hoje aproximadamente 325.000 pessoas ao redor do mundo. Opera em 32 países e seus veículos são vendidos em 200 países. Em 2004, ela vendeu aproximadamente 9 milhões de carros e caminhões. A sede global da GM está localizada em Detroit - EUA. A General Motors do Brasil é a maior subsidiária da Corporação na América do Sul e a segunda maior operação fora dos Estados Unidos. No dia 26 de janeiro de 2012 completou 88 anos de atividades no país. Em 1925, a GM chegou ao Brasil e se instalou em galpões no Ipiranga, em São Paulo. No ano de 1930, foi transferida para São Caetano do Sul, em São Paulo. Ao longo dos anos, ela alcançou diversos marcos e se tornou referência não só neste país, como mundialmente, através de padrões elevados e procedimentos inovadores. Este trabalho foi realizado no Complexo Industrial Automotivo de São José dos Campos que abriga hoje cerca de 7000 funcionários trabalhando em 3 turnos, sendo 2 turnos de montagem de carros. Tem uma produção média diária de 780 carros. A produção da GMB de São José dos Campos destina-se a abastecer o mercado interno e exportação para todo o mundo. Este trabalho foi realizado no Complexo Industrial Automotivo de São José dos Campos, na área de Estamparia onde foram analisados as peças que apresentaram diversos problemas e selecionados as ferramentas que receberiam os revestimentos de cromo duro. Os revestimentos de cromo eletrodepositado são amplamente utilizados na indústria para a proteção de componentes mecânicos contra a corrosão e desgaste, para a recuperação dimensional de componentes desgastados e em aplicações onde a sua repelência é requerida, como em ferramentas de estampagem e extrusoras de borracha e plástico. Na indústria, é utilizado principalmente o revestimento de cromo eletrodepositado com espessura superior a 10µm, que é denominado de cromo duro para diferenciá-lo do cromo utilizado como revestimento decorativo, que possui espessura de camada tipicamente entre 0,2 e 10µm. Revestimentos de cromo duro são utilizados a mais de 70 anos na indústria, onde é comprovada a sua excelente relação custo/benefício. A aplicação de cromo como revestimento tem a necessidade de aumentar a vida útil das ferramentas devido o elevado custo dos componentes de reposição. O cromo é utilizado como revestimento quando se deseja associar resistência à corrosão e diminuir as taxas de desgaste. O cromo eletro depositado apresenta elevada dureza superficial, a qual pode favorecer origem de trincas, e estas podem comprometer o revestimento devido à degradação superficial. Por este motivo propõe-se neste trabalho a utilização de uma técnica eletroquímica que determine e avalie o comportamento deste revestimento. A eletrodeposição constitui-se em um dos métodos mais utilizados para a obtenção 2 de revestimentos metálicos, pois permite o controle de parâmetros importantes dos depósitos, como: composição química, composição de fases, microestrutura e espessura da camada. 2. Apresentação do problema A utilização de peças estampadas no setor automotivo é de extrema importância, portanto a General Motors do Brasil vem investindo na fábrica da estamparia de suas unidades de São Caetano do Sul, São José dos Campos e Gravataí no RG do Sul para eliminar os desperdícios, perdas de produtividade e na melhoria continua na qualidade de seus produtos. Na fabrica da Estamparia da GMB de SJC existe perdas durante o processo produtivo devido à problemas ocasionados pelas ferramentas de estampos utilizados na confecção das peças. As ferramentas de estampos apresentam: desgastes, engripamentos, sujeiras, marcas de solda e trincas. Estas deficiências estão gerando baixa disponibilidade do ferramental de estampos, alto índice de refugos de peças, retrabalhos e uso excessivo de óleo de estampagem. (A) (B) (C) Figura 1: Excesso de caroços (A),Defeitos ocorridos no processo, excesso de rupturas (trincas) (A) e na foto(B) rugas. Fonte: General Motors 3. CROMAÇÃO Segundo NEWBY (2000) o funcionamento do revestimento de cromo é produzido pela solução de ácido crômico, o qual contém um ou mais ânions catalíticos. Os Ânions têm grande influência na deposição do cromo, principalmente o sulfato encontrado no ácido crômico comercial, o qual não pode ultrapassar certa quantidade na relação de ácido crômico para íon sulfato. Logo, é indispensável utilizar um ácido crômico isento de aníons estranhos bem como conhecer e levar em conta o teor destes, que deve ser baixo no ácido crômico. Geralmente admite-se um teor máximo de aníons no ácido crômico de 0,2 % de íon sulfato (WEINER, 1973). Segundo SILMAN (1955) as concentrações do ácido crômico e ácido sulfúrico no banho são de importância secundária com relação ao fator principal, que é a relação de ácido crômico e ácido sulfúrico, que precisa ser mantida em torno de 100:1. A concentração para a cromação dura varia de 250 a 350 g (ácido crômico) / L, em casos especiais usam-se concentrações extremamente altas de até 500 g /L. As propriedades de uma camada de cromo, porém, não dependem unicamente da concentração de ácido crômico no eletrólito. Dependem, sobretudo, de catalisadores e das condições de trabalho da eletrólise, como por exemplo, densidade de corrente, temperatura e tempo deposição (PANOSSIAN 1997). Primeiramente foram construídos eletrodos de trabalho com revestimento, ou seja, substrato revestido com cromo, e eletrodos sem revestimento (apenas o substrato). O material utilizado na confecção dos eletrodos sem revestimento foi o aço carbono 1020 (ABNT). Depois foram determinadas as seguintes etapas: • • Solução de passivação do substrato; Concentração ideal da solução de passivação; 3 • Velocidade ideal de varredura de passivação; • Seleção dos potenciais onde o cromo não tenha reação química e o substrato sofra passivação; • Determinação das densidades de cargas de passivação do substrato dos eletrodos revestidos e sem revestimento para o cálculo da porosidade; • Determinação da espessura do revestimento; • Polimento manual (lixas da marca 3M com granulação de 600 e 400) para os eletrodos sem revestimentos. 4. PROCEDIMENTOS METODOLÓGICOS Neste capítulo serão explicadas a classificação da pesquisa e as etapas de elaboração do presente trabalho. A metodologia de pesquisa escolhida foi a exploratório-descritiva uma vez que o trabalho de campo e a coleta de dados puderam ser previamente realizados por meio de arquivos de dados da empresa e também por que permitiu demonstrar as melhorias nos resultados da performance do equipamento metalúrgico (ferramenta) e o alvo do estudo que é o processo de aplicação do revestimento de cromo. Para o desenvolvimento do estudo, foi desenvolvida uma metodologia descrita em forma de fluxo conforme mostrado na Figura 2, onde: Definição do Problema Estudo teórico - Introdução - Pesquisa bibliográfica Processo da empresa - Processo de fabricação (estampagem e cromeação) Avaliação de variáveis do processo - Processo proposto (cromação de ferramenta ) - Experimentos realizados na GM - Resultados e conclusão Figura 2: Fluxo da metodologia do trabalho (Autor, 2011) • Levantamento de dados operacionais Antes de se iniciar a implementação do processo de cromeação das ferramentas, fizemos um levantamento de alguns dados operacionais da empresa, sendo eles: • Índice de perdas com refugos e scraps do total produzido; • Número de devoluções durante o ano pelo cliente; • Quantidade de material liberado para experimento; • Produtos mais defeituosos e críticos; • Pesquisa bibliográfica A pesquisa bibliográfica promoveu a captação de conhecimentos para a formação de uma fundamentação teórica, a partir do estudo de livros, teses, dissertações e artigos periódicos. Na seqüência, foram pesquisadas algumas empresas do setor de estamparia. Foram apresentados procedimentos documentados, coleta de dados com os fornecedores a Torata Cromagens e a Cascadura Revestimentos, e estes foram avaliados durante todo o desenvolvimento do trabalho, tendo como referencia aos objetivos definidos. Fizemos uma análise do processo atual da empresa onde o problema era que, os requisitos dos clientes internos estavam sendo atendidos parcialmente, uma vez que falhas como trincas, rugas e marcas de ferramenta nas peças durante as etapas do processo de fabricação foram encontradas. Baseandose na revisão da literatura assim como em práticas já adotadas por empresas do setor, fizemos algumas propostas de modificação do processo de fabricação, alterando alguns parâmetros do processo e computando as variáveis de para com isso redefinir os parâmetros do processo. Computamos e analisamos todas as respostas geradas pelo processo após as modificações sugeridas. Fizemos recomendações e sugerimos mudanças de processo afim de que o processo atingisse os resultados esperados pela empresa e pelos clientes internos. • Delineamento do trabalho de campo 4 Durante a revisão bibliográfica sobre metodologia foi identificado o processo de aplicação de revestimento de cromo como sendo o mais adequado instrumento de coleta de dados para esta pesquisa, e o autor atuou como agente de coleta e analise de dados. • Etapa exploratória Esta etapa se caracterizou pela observação in locu na empresa que constitui o objeto de pesquisa, uma vez que o autor como colaborador nessa organização, foi possível capturar o modus operandi da organização e o aprofundamento necessário para a pesquisa qualitativa. Nesta fase, houve também o estudo exploratório bibliográfico com maior profundidade sobre os principais conceitos. • Definição do objeto e sujeito Como objeto definiu-se a ferramenta a receber a aplicação do revestimento de cromo e uma empresa de médio porte de prestação de serviços de cromagem. Como sujeitos, os engenheiros de processos e materiais para as analises. • Elaboração do projeto de pesquisa Nesta etapa, a pesquisa já tem elementos que possibilitam a elaboração do projeto de pesquisa (cromeação) em sua versão final, a primeira etapa da pesquisa ( revisão bibliográfica) deu maior consistência aos conceitos e à forma de coleta e analise dos dados. Uma vez identificados os contornos aproximados da situação- problema, o autor pode definir com mais precisão os objetivos da pesquisa e determinar em conjunto com os departamentos de engenharia de materiais e de produção as técnicas de coleta de dados a serem adotadas para o estudo total, e decisões que requerem considerações sobre as descobertas obtidas na exploração preliminar da aplicação do revestimento de cromo no ferramental. Tendo-se explorado bem a primeira etapa e a segunda etapa deste delineamento, foi possível definir as principais fases do projeto, conforme será mostrado na sequência, onde cada etapa será descrita resumidamente. Para maximizar as vantagens e minimizar as desvantagens do instrumento de coleta selecionado, a Torata Cromagens e Cascadura Revestimentos recomendam os procedimentos dos quais foram adotados: • Grupo de foco – formado por engenheiros de processos de produção e de materiais, e as lideranças dos departamentos de Funilaria, e Exportação CKD os quais tem interesse nas questões de estudo, além de serem clientes diretos dos serviços prestados. • Pré-teste - o pré-teste foi realizado seguindo as normas e diretrizes estabelecidas pelas empresas Torata Cromagens e Cascadura Revestimentos para constatar a clareza, aceitabilidade e abrangência do produto utilizado (cromo duro). • Observação in locu – individual realizada pelo autor, que possibilitou a captação de pontos de vista, esclarecimentos, e das características da qualidade do produto. Observando as perdas de produção de peças por problemas de qualidade, viu-se que esse indicador tem cada vez mais importância estratégica na cadeia produtiva do grupo automotivo do qual a General Motors faz parte. A importância estratégica deve-se ao fato de que a garantia da qualidade do produto final deve ser sustentada uma vez que, se fornece produtos não somente direto para o cliente interno como a funilaria, como também para clientes externos de outras áreas produtivas do grupo como seus concessionários, peças para exportação e outras plantas da corporação no Brasil e da América do Sul. Nos anos 2011 e 2012, a meta de perda de produção foi estabelecida levando em conta o histórico dos equipamentos e do processo, sendo respectivamente 25% e 20%. O indicador de perda de produção é um número percentual, cabendo nesse caso adotar uma faixa de tolerância visto que se trata de uma medida da confiabilidade dos processos dos equipamentos produtivos (Ferramentas). Os valores reais de perdas de produção e perdas de processos atingidos nos anos citados foram respectivamente 30,15 % e 22,20 % o que demonstra uma melhoria na performance da qualidade do produto e do processo entre os anos de 2010 e 2011, porém o alcance da meta ainda é o desafio. 4.1. Definição das partes do estampos a serem tratados Definiu-se as partes do estampo que vão ser tratados superficialmente verificando o tipo de problema, a localização e a causa raiz. • Tratamento a se aplicar Foi realizado o acompanhamento e analise durante o processo produtivo para desenvolver os tratamentos a serem aplicados na superfície do estampos. Foi constatado através de experiências realizadas que os tratamentos superficiais necessitam de aplicações que resultem na melhor eficácia possivel. Portanto, para que o estudo fosse mais efetivo, aplicou-se o tratamento de cromo duro na região do raio de entrada da matriz de repuxo da peça Estrutura de abertura das portas (Figura 3) a fim de analisar o tratamento. 5 Figura 3: Estrutura de abertura das portas Fonte: General Motors Logo após, foi retirado a camada de cromo duro da ferramenta e aplicado no raio da matriz, o tratamento de metalização conforme a Figura 4. Figura 4: Matriz de repuxo com raios metalizados Fonte: General Motors Realizou-se também outro estudo, aplicando no estampo de repuxo da peça Painel interno da tampa do porta-malas Figura 5. Figura 5: Matriz da tampa traseira do porta malas Fonte: General Motors 4.1.1 Contato com fornecedores Foi realizado uma pesquisa via internet e contatos com as demais plantas da GMB para se conhecer quais as empresas de tratamentos superficiais que estão preparadas para receber ferramentas de grande porte. Devido os estampos pesarem em média 10 toneladas, torna-se difícil para muitas empresas realizarem este trabalho, portanto conseguimos cadastrar duas empresas: Torata: Empresa de origem japonesa localizada na cidade de Porto Feliz no estado de São Paulo onde realiza tratamento superficial de cromo duro em estampos com peso máximo de 16 toneladas. 6 Cascadura: Empresa localizada na cidade de Sorocaba no estado de São Paulo que realiza tratamento de cromo duro e metalização em ferramentas com peso máximo de 10 toneladas. Os dois fornecedores realizam o orçamento do tratamento superficial a ser executado e o tempo para execução. 4.1.2 Ajuste do estampo O ajuste do ferramental foi de extrema importância para esse processo, pois após o tratamento superficial não é possível modificar o estampo sem danificar o tratamento. Segue-se o seguinte procedimento que determinamos para ajuste antes da execução do tratamento: Punção e matriz: Ajuste em toda a superfície para eliminar as deformações causadas pelos desgastes, trincas devidos ao tratamento térmico, marcas de solda e polimento geral. Prensa-chapa: Ajuste do anel copiando a forma da matriz, ajuste do escoamento controlado do material e determinação dos equalizadores do prensa-chapa. 5. DESENVOLVIMENTO DOS EXPERIMENTOS EXECUTADOS NA GM A definição das ferramentas de estampos a serem tratados superficialmente foram definidos através dos gráficos de qualidade e produtividade emitidos mensalmente indicando quais as peças criticas com maior índice de problemas. As ferramentas foram desenvolvidas em ferro fundido nodular GM 238, G3500 de norma GMDDS seção 85 com grafita tipos I e II, em matriz perlítica / ferrítica, obtida através de tratamento térmico. Tem elevadas propriedades mecânicas, boa temperabilidade e bom acabamento superficial. O material tem comportamento de resistência a tração e escoamento similar aos aços SAE 1040 laminados a quente, na condição bruta de fusão. É constituída de grafita em forma de nódulos (esferas), formas I e II, tamanhos 6 - 8, de acordo com ASTM 247. A matriz é perlítica/ferrítica, com aproximadamente 50% de perlita e no máximo 5% de carbonetos dispersos. As faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de forma a controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de aproximadamente 0,20%. O Magnésio é adicionado com o objetivo de favorecer a formação da grafita esferoidal. As peças foram estampadas em prensas mecânicas semi- automatica da marca Schüler modelo ES4 de cinco operações (Figura 6) as quais possuem as seguintes especificações: Área do cabeçote 4572 mm x 2500 mm; Pancadas por minuto 7 a 14; Capacidade da prensa 2000 toneladas; Altura padrão para ferramentas 1220 mm; Mesa móvel 4500 mm x 3000 mm Figura 6: Prensa Schuler modelo ES4. Fonte: General Motors 6. VALIDAÇÃO DO PRODUTO E TOMADA DE DECISÃO Após a estampagem das peças, foi realizado uma avaliação visual seguindo os procedimentos internos utilizados na GM, os mesmos são usados para avaliação de uma peça normal de produção. Em tal avaliação levaram-se em consideração os aspectos superficiais (deformações, marcas, arrancamento de material, etc.), aspectos estruturais (rachaduras, remontamentos, distensões) e aspectos dimensionais e de forma (quantidade de furos, rugas, falta de material). Durante os processos de produção das peças, é realizado um controle de 100% na qualidade de todas as peças fabricadas, realizando-se uma avaliação visual das mesmas, com o objetivo de observar eventuais defeitos gerados no processo produtivo, como por exemplo, caroços, rachaduras, rugas e sobreposição etc. Os resultados obtidos a partir deste controle de qualidade mostraram um significativo contraste entre os materiais. A utilização do material fosfatizado gerou uma grande redução no número de defeitos totais, principalmente no de caroços, com uma 7 redução de 3,2% para 0,8% de caroços na produção total de peças em um mesmo período de tempo. Observou-se que os caroços ocorrem devido ao arrancamento da camada de revestimento eletrogalvanizado durante o processo de estampagem. As imagens obtidas por meio do MEV mostram claramente a baixa aderência entre o revestimento eletrogalvanizado e o metal base. A utilização de materiais fosfatizados, como os BH 180, 210, 260 e 280 utilizados nos processos de estampagem, mostraram maior eficiência, principalmente no que se diz respeito a caroços, melhorando a aderência do revestimento ao metal base se comparado aos materiais utilizando apenas a camada eletrogalvanizada. Concluiu-se, a partir deste estudo e dos ensaios realizados, que a utilização dos materiais com camadas fosfatizadas torna- se viável em peças que serão utilizadas em painéis externos dos veículos, onde seu controle de qualidade é mais rigoroso quando comparado às peças internas. O emprego de revestimento de cromo realizado nas ferramentas conferiu uma série de vantagens tanto para as peças estampadas quanto para os ferramentais empregados nestes experimentos. As superfícies cromadas apresentaram uma camada de dureza superficial de aproximadamente 900 HV (Vickers), conferindo uma elevada resistência ao desgaste e maior durabilidade da ferramenta. Foi possível concluir que o cromo possui coeficiente baixo de atrito, permitindo a redução ou até mesmo a eliminação de lubrificantes, e conseqüentemente do custo operacional numa superfície cromada, devido a sua característica de alta repelência, não há adesão de partículas, eliminando-se assim o perigo de incrustações, e evitando-se ainda os retrabalhos das ferramentas. Quando se estampam chapas zincadas, o revestimento de cromo não permite a adesão de partículas de zinco na superfície da ferramenta, evitando a necessidade de polimentos, e melhorando a qualidade da superfície da peça estampada. O emprego do cromo possibilitou maior eficiência na estampagem, proveniente do uso de ferros fundidos mais baratos. O emprego de ferros fundidos também resulta em vantagens na usinagem das peças, dada a menor dureza do material o que facilita seu processamento, promove aumento na vida útil das ferramentas de corte e uso mais eficiente da máquina. 7. RESULTADOS A seguir podemos observar os resultados obtidos após os processos de cromagem de 14 ferramentas de três veículos selecionadas para o estudo, dos quais dois exemplos serão apresentados: A peça Painel lateral externo LD do modelo de carro Montana apresentava baixa produtividade devido as interferências ocasionadas no processo produtivo pela ferramentaria para eliminar os retrabalhos provenientes de engripamentos. Após ter sido realizado o tratamento de metalização dos raios de entrada da matriz a produtividade teve um ganho de 112 peças por hora devido a não interferência do processo produtivo pelo departamento da ferramentaria. Temos a seguir a Tabela 01 mostrando os demais ganhos referentes a realização do tratamento superficial de metalização. Tabela 01: Acompanhamento dos ganhos da peça: Painel lateral externo LD Antes Depois Ganho Ganho % Produtividade (peças /hora) 354 466 112 31,6 Refugo (peças/mês) 0 0 0 0 Retrabalho (peças/mês) 37 0 37 100 Horas de máquina parada (horas/mês) 3,68 0 3,68 100 Horas de manutenção 41 2 39 95 (horas/mês) Figura 7: Painel lateral externo LD Fonte: General Motors O Painel externo do lado direito do modelo de carro Corsa apresentava um numero elevado de refugos, totalizando 37 peças por mês. Após ter sido realizado o tratamento superficial de cromação no prensa-chapa e na matriz do 8 estampo de repuxo houve uma diminuição de 35 peças por mês no numero de refugos. Como pode ser observado na Tabela 02, temos os ganhos referentes a realização do tratamento superficial de cromação. Tabela 02: Acompanhamento dos ganhos da peça: Painel externo LD Antes Depois Ganho Ganho % Produtividade (peças /hora) 447 529 82 18,3 Refugo (peças/mês) 37 2 35 94,6 Retrabalho (peças/mês) 8 1 7 87,5 Horas de máquina parada (horas/mês) 1,7 0 1,7 100 Horas de manutenção 18 0 18 100 (horas/mês) Figura 8: Painel lateral externo L/D Fonte: General Motors A seguir, podemos verificar o aumento de produtividade das peças estudadas, tendo como comparação a produtividade antes da realização dos tratamentos superficiais e após a realização do trabalho. Pode-se verificar na Tabela 03 a seguir que a produtividade das peças estudadas de três veículos tiveram um aumento de 87 peças por hora sendo indicada pela letra P, o que corresponde à um ganho de 26,4% na produtividade. A seguir pode-se observar na Tabela 03 a legenda adotada neste trabalho para indicar as peças estudadas. Tabela 03: Legenda das letras da Figura 9 A B Coluna "B" interna Extensão do painel traseiro do assoalho H Painel interno da porta dianteira LE I Painel interno da porta dianteira LD Painel traseiro do assoalho C Painel lateral externo LD Corsa J D Caixa da roda interna LD/LE L E Estrutura abertura da porta da S10 M Painel interno da tampa do porta-malas Painel lateral externo LD da Montana F Painel interno da porta traseira LE N Painel externo da porta dianteira LE G Painel interno da porta traseira LD O Painel externo da porta dianteira LD P Média 9 Produtividade Antes Depois Peças por hora 600 400 200 0 A B C D E F GH I J L MNO P Nome das peças Figura 09: Produtividade das peças estudadas Com o trabalho realizado, o numero de refugos das peças estudadas diminuiu de 354 peças para 14 peças por mês, tendo uma redução de 96%. Na Figura 33 podemos podemos verificar a redução no número de refugos. Na Tabela 04 a seguir podemos verificar as legendas adotadas neste trabalho para indicar as peças estudadas que são utilizadas na Figura 10. Tabela 04: Legendas das peças estudadas A Coluna "B" interna H Painel interno da porta dianteira LE B Extensão do painel traseiro do I Painel interno da porta dianteira LD J Painel traseiro do assoalho assoalho C Painel lateral externo LD Corsa D Caixa da roda interna LD/LE L Painel interno da tampa do porta-malas E Estrutura abertura da porta da S10 M Painel externo LD da Montana F Painel interno da porta traseira LE N Painel externo da porta dianteira LE G Painel interno da porta traseira LD O Painel externo da porta dianteira LD P Total Refugo Antes Depois Quant. de peças 400 200 0 A B CD E F GH I J L MNO P Nome das peças Figura 10: Refugos das peças estudadas Conseguimos através dos tratamentos superficiais realizados nas peças estudadas reduzir os retrabalhos de 712 peças para 29 peças por mês, o que equivale a um ganho de 96% que pode ser observado pela análise da Figura Figur 11 a seguir corresponde também aos ganhos em todas as peças estudadas. 10 Retrabalho Antes Depois Quant. de peças 1000 0 A C E G I L N P Nome das peças Figura 11: Retrabalho das peças estudadas. Foi possível concluir ainda outros benefícios: • Redução e eliminação da necessidade de lubrificação no processo de estampagem, resultando também os problemas ambientais envolvidos; • Redução do tempo de parada decorrido no processo de estampagem, decorrida da redução da necessidade de polimento durante o processo, devido a baixa aderência do material, redução das falhas ou problemas ocorridos nas peças durante a estampagem resultando em ganho de qualidade e produtividade; • Aumento na vida útil da ferramenta e também maior facilidade na recuperação da mesma, m sendo necessário somente a substituição da camada de cromo. A seguir na Figura 12 é apresentado a econômia atingida com a eliminação de óleo lubrificante conhecido como Green Rust o qual utilizava em torno de 800 litros/mês e gerava um custo mensal de R$7.848,00 nos processos das peças, o qual tem um valor unitário de R$9,81/litro. Redução de custo no consumo de óleo lubrificante Custo em reais (R$) 7848 Série1 0 1 Ferramenta sem cromo cromo 2 Ferramenta com Figura 12: 12 Representação do custo com consumo de óleo. 8. CONCLUSÕES A aplicação do tratamento superficial de cromo duro utilizado neste trabalho representa uma vantagem no processo de estampagem de peças criticas, conseguindo uma estabilidade na produção. Com o estudo realizado nas peças escolhidas, conseguimos definir um procedimento que ajuda na analise do tratamento a se aplicar. Este procedimento procedimento permite aplicar o tratamento superficial de forma a atingir a melhor eficácia, aumentando a vida útil do estampo e conseguindo uma maior estabilidade do processo. Temos a seguir o procedimento para a aplicação dos dois tipos de tratamentos utilizados neste n projeto: 11 • Metalização: Quando a peça estiver apresentando engripamentos constantes e localizados causados pelos raios de matrizes e punção. • Cromação: Quando a peça estiver apresentando engripamentos na região do prensa-chapa, riscos na superfície do punção e matriz, rachaduras e desgastes no ferramental. Concluiu-se que todos estes resultados e ganhos anteriormente citados são provenientes das propriedades que o revestimento de cromo conferiu as ferramentas utilizadas para pesquisa, analisadas e descritas anteriormente e realizados na General Motors apresentaram alta performance durante seu processo. Um grande fator condicionante a eficiência deste projeto se encontra no emprego das chapas de aço de alta resistência, as quais conferiram ao veículo propriedades mecânicas elevadas, sendo utilizadas pequenas espessuras para fabricação de elementos estruturais e painéis automotivos, acarretando em veículos mais resistentes e ao mesmo tempo mais leves e econômicos.Porem para que estas chapas fossem conformadas, devido a suas características e propriedades, foi necessário o desenvolvimento de novas técnicas, as quais tiveram por objetivo garantir uma produção eficiente destes elementos automotivos, o que não seria possível empregando-se técnicas convencionais. 9. SUGESTÕES PARA TRABALHOS FUTUROS O setor de tratamentos superficiais para a área de estamparia não se restringe somente a ferramentas de repuxos. Existem muitos problemas com ferramentas de corte, flangeamento e recalque que sofrem desgaste devido ao trabalho. Por isso existe um campo para desenvolver novos processos para tratamentos destas ferramentas. No mercado já existem tratamentos que ajudam a aumentar a vida util das ferramentas, minimizando os efeitos do desgaste, como por exemplo: PVD, Durotin, nitretação entre outros. Com os resultados alcançados neste trabalho, podemos estender esse processo para outros produtos estampados que começem a apresentar problemas semelhantes. 10. REFERÊNCIAS NEWBY, K. R. Functional chromium plating. Trans. Inst. Metal Finishing, v. 98, n.1, p. 223-233. 2000. PANOSSIAN, Z. Revestimentos múltiplos. Tratamento de Superfície, São Paulo,n. 84, p. 34-55, 1997. SILMAN, H. Acabado Químico y Galvanoplástico de los Metales: Cromado, Barcelona: Escuela Pías, 1955. p. 452464. WEINER, R.E. Galvanotécnica Prática: Metais depositados galvanicamente. São Paulo: Editora da Universidade de São Paulo, 1973. p. 205-231.
Download