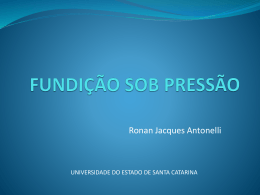
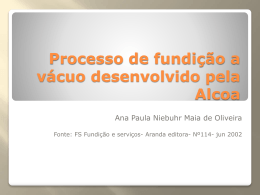
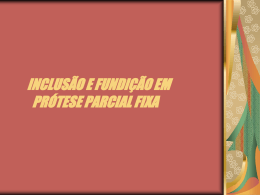
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica Fundição “Fundição sob pressão” Curitiba, junho de 2007. INTRODUÇÃO O processo de Fundição sob Pressão (Die Casting) é o processo de manufatura que consiste na transferência do metal líquido para o interior de um molde metálico sob a ação de um pistão a elevadas pressões, obtendo-se, com isso, peças de alta característica mecânica e com tolerâncias dimensionais restritas. Através deste processo, paredes de espessura de até 1 mm podem ser conseguidas, além de uma baixa rugosidade superficial, proporcionando peças com excelente aparência, reduzindo em muito as operações complementares de acabamento superficial. Por se tratar de um processo que envolve equipamentos e ferramentas complexos e de altos requisitos para o controle do processo, é indicado para a produção de peças em grande escala, principalmente para as indústrias automobilística e de equipamentos eletrônicos.O processo de Fundição sob Pressão foi criado em 1849, dada a necessidade de produção de tipos de chumbo para tipografia. Em 1907, patenteou-se a primeira máquina de injeção de câmara quente, que foi largamente utilizada na produção de componentes para máscaras contra gases e de binóculos. Utiliza máquinas de injeção de câmara quente, onde o sistema de injeção encontra-se submerso no metal líquido, ou de câmara fria, no qual o metal líquido é transferido manual ou automaticamente para a bucha de injeção, sendo então introduzido no molde por meio de um pistão. Este processo atualmente é utilizado na produção de peças em ligas não ferrosas como Magnésio, Alumínio e Zinco, principalmente. O Magnésio, por ser o mais leve dos metais estruturais, permite que se obtenha, dependendo da utilização e geometria, a redução de até 30% em peso da mesma peça em alumínio, gerando com isso, no caso de uma autopeça, redução no consumo de combustível com conseqüente diminuição da emissão de poluentes atmosféricos. Ligas Densidade (g/cm3) AZ91(Magnésio) 1,80 A 380 (Alumínio) 2,71 AG 40 Ferro A Fundido (Zinco) Cinzento 6,60 7,00 Aço 7,90 Latão Bronze Amarelo Fosforoso 8,40 8,80 A baixa solubilidade do ferro nas ligas de magnésio provoca menor ataque na superfície do molde de fundição, permitindo que a durabilidade dos ferramentais de peças de magnésio seja em média 50% superior aos moldes de peças correspondentes em alumínio, visto que nas ligas de alumínio, o ferro é extremamente solúvel, ocasionando acelerado desgaste por erosão nas matrizes. Uma interessante vantagem do magnésio na produção de peças em alta escala provém do fato de apresentar baixo esforço de corte na usinagem. Com isso, altas velocidades de corte são possíveis de serem utilizadas sem empastamento da ferramenta, permitindo um ciclo de usinagem menor, com conseqüente ganho de produtividade e diminuição de custos em comparação a outras peças de similar geometria e de ligas diferentes. Liga Força de corte requerida (Referência MG = 1.0) Magnésio 1.0 Alumínio 1.8 Latão 2.3 Ferro Fundido Aço Comum Níquel 3.5 6.3 10.0 Algumas das mais importantes características do magnésio e suas ligas estão nos seus baixos valores de Entalpia (1105,4 kJ/kg a 650 ºC), Calor Latente (368 kJ/kg) e Ponto de Fusão (650 ºC). Esses fatores permitem uma acelerada solidificação da peça no molde, com conseqüente redução no ciclo de fundição da peça. As ligas de magnésio possuem também baixa viscosidade, resultando em muito boa fluidez, apresentando ainda uma excelente estabilidade dimensional, o que permite ao projetista do componente ou peça liberdade na utilização de paredes finas, podendo atingir até 1 mm de espessura, bem como desenvolver geometrias complexas. Por todas essas vantagens, as ligas de magnésio fundidas sob pressão estão cada vez mais sendo utilizadas nas mais diversas aplicações industriais, como: • Indústria automobilística: carcaças para caixas de câmbio, armaduras para volantes, estruturas para painéis, suportes diversos, tampas etc. • Indústria eletroeletrônica: estrutura para celulares e lap tops. • Indústria eletromecânica : carcaças para motosserras e ferramentas manuais. 1. Historia do processo Os primeiros equipamentos para o processo de fundição sob pressão surgiram no século dezenove e em 1849 Sturgiss patenteou a primeira máquina para suprir rapidamente tipos fundidos de chumbo para os jornais. Em 1869, Charles Babbage faz uma máquina para produzir peças para calculadoras mas ficou mesmo reverenciado como o inventor que projetou o primeiro computador de uso geral, utilizando apenas partes mecânicas, a maquina analítica. Ele é considerado o primeiro pioneiro da computação.. Na década seguinte - 1877 começaram a ser produzidas as peças para locomotivas e as ligas de zinco, foram muito utilizadas em injetoras com câmara quente. Hoje são usadas industrialmente, principalmente para fundição sob pressão são, geralmente, ligas de zinco com alumínio, magnésio e cobre. De todas as ligas nãoferrosas para a fundição sob pressão, as ligas de zinco são as que possuem maior campo de utilização, devido às suas particularidades nas propriedades físicas, mecânicas e de fundição, associadas a uma capacidade de poderem ser facilmente revestidas por eletrodeposição (cobreação, niquelação e cromação) ou por pinturas com tintas e vernizes e atualmente as máquinas de injeção de câmara quente, onde o sistema de injeção encontra-se submerso no metal líquido, ou de câmara fria, no qual o metal líquido é transferido manual ou automaticamente para a bucha de injeção, sendo então introduzido no molde por meio de um pistão. Este é o processo atual na produção de peças em ligas não ferrosas como Magnésio, Alumínio e Zinco, principalmente. Utilizado comercialmente desde o século XIX, foi na Segunda Guerra Mundial que o processo de extrusão passou pelo primeiro incremento. Os perfis extrudados de alumínio eram produzidos em grande quantidade para aplicação em componentes aeronáuticos. A introdução de ligas de alumínio intermediárias, tratáveis termicamente na própria prensa de extrusão e de muito boa extrudabilidade, permitiu uma rápida expansão dessa indústria no pós-guerra. Nas décadas de 50 e 60 no EUA e Japão, a fundição sob pressão teve seu grande apogeu a maior competitividade na década de 70, já na década de 80 ocorreu muitos investimentos em pesquisas, é a saída da época do ensaio e erro. 2. Características particulares. 2.1 Exatidão e Intercambiabilidade: É uma das principais vantagens do processo de fundição por pressão. Pela natureza desse processo se obtêm uma reprodução fiel de detalhes muito finos e uma exatidão das dimensões de todos os contornos.Em muitos casos após a fundição não é necessário usinagem de acabamento o que acaba baixando o custo da produção. 2.2 Aspecto O aspecto das peças fundidas por pressão se caracterizam pela sua limpeza e brilho. Porem podem aparecer falhas superficiais devido a um desenho incorreto.Podem ocorrer na superfície das peças pequenos desenhos os quais não são relevantes pois são apenas fluxo de metal liquido. 2.3 Densidade e porosidade Por este processo não é possível fabricar peças de densidade totalmente uniforme.A textura nas zonas exteriores devido a um resfriamento forte, são grãos mais finos, e no interior das paredes se formam pequenos vazios muito pequenos.Partes grossas favorecem a formação de poros os quais são maiores quanto mais grossa é a seção. A porosidade pode ser provocada por três fatores: desigualdade no resfriamento, impurezas e gases contidos no material. O resfriamento desigual pode provocar um desenho incorreto da peça, deve-se evitar um acoplamento de paredes de seções diferentes e a troca brusca de seções, um grande acumulo de material em uma parte da peça também provoca a formação de vazios. As impurezas no material de fusão provocam um fluxo desparelho do material e um resfriamento desigual.E gases podem ocasionar porosidades na peça, pois existe pressão aplicada diretamente sobre a superfície do metal. 2.4 Propriedades mecânicas A presença de pequenos poros no interior das paredes não influi consideravelmente nas propriedades mecânicas,pois esse fenômeno tem contraste com o aumento da resistência e por conseqüência menor tamanho de grão. No caso de se produzir peças que devem suportar pressões interiores e recomendável submete-las a uma prova de pressão antes de monta-las, e deve-se destruir grãos mais finos na superfície com usinagem posterior. As peças corretamente projetadas e colocadas podem suportar pressões superiores a 20 kg/cm2 sem nenhum perigo de ruptura.Em peças com ligações de zinco muitas vezes pode ultrapassar a pressão segura. Não é conveniente, porem, utilizar fundição sob pressão peças que devam suportar grandes esforços e por conseqüência devam ter secções espessas.A estrutura típica de uma peça fundida por pressão, na qual é visível a superfície de fratura, consiste uma parte exterior muito densa e com uma tendência de incremento de tamanho dos grãos em direção ao centro.Além disso a aparição de poros em secções mas espessas provoca uma diminuição das propriedades mecânicas. Através de exames de raios-x, é possível identificar poros e pequenos vazios, cuja presença provoca uma diminuição da densidade descobertas facilmente por pontos ou manchas escuras.São reveladas imperfeições que representam cerca de 2% das dimensões das peças as quais ocorrem como pequenos micro-poros, invisíveis a raios-x, e são justamente os defeitos que podem diminuir a resistência da peça substancialmente. Não convém, porem, pensar que por apresentar paredes mais espessas a peça apresentará uma resistência mais elevada e peças que apresentem poros serão eliminadas pelo exame de raios-x. Peças corretamente projetadas com espessuras das paredes dentro dos limites admissíveis poderão suportar esforços maiores que pecas de igual espessura fundidas em areia e coque. Para grande maioria das peças fundidas a pressão não é a resistência o fator essencial que determina sua aplicação tão vasta na industria. O acabamento superficial e a exatidão da peça têm maior importância. 2.5 Espessura das paredes Referente a espessura das paredes este processo pode gerar peças com paredes muito finas.Enquanto peças fundidas em areia, espessuras de 4 a 5 mm são consideradas muito espessas, pela fundição sob pressão são consideradas máximos.Secções grossas favorecem o aparecimento de vazios devendo evitar espessuras elevadas. A espessura mínima admissível depende da forma da peça e seu projeto, do caminho que deva percorrer o metal na matriz e por fim o material utilizado no processo. 3. Aplicações. A Industria automotiva têm sido as maiores consumidoras da fundição sob pressão, a maior parte das peças são à base de zinco, já a industria aeronáutica recorre a grande quantidade de fundições com ligas de alumínio e magnésio.Existem ainda vários setores que utilizam desse processo como: Equipamentos eletrônicos Material bélico Brinquedos Eletrodomésticos Agricultura Transporte Máquinas industriais Equipamentos de escritório e comerciais Joalheria Equipamentos esportivos Máquinas fotográficas e filmadoras Equipamentos para construção 4. Matriz O molde ou matriz é o elemento mais delicado do processo. De seu projeto correto e exata construção depende principalmente do êxito do procedimento. A construção de uma matriz implica um grande numero de variantes é praticamente impossível fixar todos os pontos que devem ser levados em conta para sua elaboração. A matriz deve ser capaz de receber e alojar metal liquido á uma pressão elevada. A construção deve ser cuidadosa em relação a separação da matriz a disposição correta dos canais de refrigeração e os canais de evacuação de ar. Para obter peças com medidas exatas e superfícies lisas é necessário que a matriz seja trabalhada com a maior exatidão e limpeza sendo preciso recorrer a ferramentas e maquinas de precisão. 4.1 Duração da vida das matrizes A duração de vida das matrizes depende de vários fatores como: Material utilizado na fundição Da qualidade requerida pela superfície. Da precisão requerida para as peças. Tamanho, forma e complexidade das peças. Ao empregar ligas de elevado ponto de fusão as paredes das matrizes se submetem a altos esforços térmicos e também químicos. Isto resulta que depois de certo tempo de produção devido a uma fadiga térmica aparecem nas superfícies pequenas fendas quase invisíveis na forma de veias delgadas cujo tamanho aumenta com o decorrer da produção, limitando a duração da matriz. As partes onde ocorre a entrada de material liquido devem suportar esforços elevados por conseqüência devem construir as partes intercambiáveis para não ter que substituir as matrizes inteiras. Temos dito que a pressão requerida para as peças fundidas repercute sobre o tempo de duração das matrizes. Isto se explica pelo motivo de que deve pulir a matriz durante a produção, ocasionando uma alteração nas medidas iniciais, e com o desgaste progressivo as medidas fogem da tolerância desejada. A importância da duração da matriz do ponto de vista do custo total do processo, pode notar-se que se refere a fundição de ligas de cobre. É relativamente pouco o uso da fundição a pressão para as peças de latão e bronze, deve atribuir-se unicamente a problemas que se apresentam pela curta duração de vida das matrizes. 5. Fases da Injeção Figura 1. Representação das fases de injeção. A figura 1 representa as fases de injeção do material na matriz .As fases estão nomeadas como: 3a, 2a, 1a.. 5.1 Primeira fase. A primeira fase inicia com baixa velocidade de injeção variando de dois a cinco metros por segundo velocidade do pistão ,tem como objetivo deixar parte da bucha de injeção cheia de metal, sem ar, se algum ar ficar retido no metal, ele irá fazer parte da peça depois. Como mostra a figura 2 a primeira fase leva material até o pé do canal de injeção. figura 2. Primeira fase de injeção. 1 Deve-se evitar o preenchimento prematuro da cavidade, pois, podem formar ondas de turbulência e gases que ocasionam problemas na peça.O curso da primeira fase de injeção pode ser calculado, para isto é necessário conhecer a massa total de metal que vai ser injetado e a partir desta informação pode-se calcular o volume total de metal a ser injetado Esta fase se encerra quando todo o volume de metal da câmara está ocupado pelo metal líquido e pode ser calculado para facilitar na definição dos parâmetros de injeção 5.2 Segunda fase. A segunda fase caracteriza-se pelo enchimento do molde, a velocidade do pistão varia entre trinta a sessenta metros por segundo.Durante esta fase é importante que não exista o aprisionamento de bolhas de ar ou gases, pois a alta pressão de injeção não vai expulsar os gases apenas vai comprimi-los dentro da peça. Figura 3. Segunda fase de injeção. Se bolhas de ar ficarem presas no metal que está na câmara de injeção, elas irão fazer parte do metal durante a fase de enchimento, aquecimento da peça a 450 oC por uma hora pode revelar a presença de ar aprisionado na peça. Como mostra a figura 4. Figura 4 . Bolhas de ar. 5.3 Terceira fase. A terceira fase (figura 4) determina a força de injeção da maquina e a pressão especifica de injeção, é responsável pela compactação final do metal injetado imediatamente após a segunda fase de injeção, compensando a contração de metal, diminuindo a ocorrência de porosidades. É utilizada em peças com paredes grossas e que sejam alimentadas por canais generosos a fim de permitir a transmissão de pressão. Geralmente a terceira fase é empregada em peças que exigem estanqueidade, ou seja , com dificuldade de fluir. Em ligas eutéticas é mais difícil o recalque, não existe a zona pastosa comum das ligas hipoeutéticas. O recalque é mais indicado para peças com secções mais espessas, efeito de massalote.Caso não haja a fase de recalque a espessura do biscoito pode ser menor. 6. Bolsas de ar Figura 5 . Terceira fase. Também são conhecidas como “overflows”, são ligadas as peças por um canal fino. Estas bolsas de ar servem para acumular de uma forma rápida o ar que vai ser expulso da cavidade do molde durante o enchimento do mesmo. Recomendações para as saídas de ar. Alumínio Magnésio Espessura do canal (mm) 0,6 a 1,0 0,6 a 1,0 Espessura da ventilação com 6 a 10 mm de largura (mm) 0,06 a 0,1 0,06 a 0,1 Espessura da ventilação (meander) (mm) 0,2 a 0,4 0,2 6.1 Bolsas saídas de ar e 7. Vantagens Rapidez de produção: O procedimento permite uma produção rápida em serie com uma capacidade praticamente ilimitada, quando é utilizada ligas de baixo ponto de fusão. Baixo custo de produção: Por possuir bom acabamento em certos casos este não é necessário, tornando o processo menos caro. Obtenção de superfícies lisas e limpas: Alta precisão dimensional Redução do sobre metal para usinagem Rugosidade de 0,5 a 3mm Espessura de 1 a 2mm Insertos metálicos Vida útil elevada dos ferramentais Grão muito refinado Automação 8. Desvantagens Custo elevado das injetoras Custo elevados dos moldes Bolhas de gases Poucas ligas Não adequado para soldagem Tamanho de peças restritos Lotes mínimos em torno de 5000 peças Peso da peças entre 0,25 a 25kg Baixo rendimento 9. Bibliografia ALAR – The Association of Light Alloy Refiners, British and European Aluminium Casting Alloys, Birmingham, 1996. AFS – The American Foundrymen’s Society, Aluminum Casting Technology – 2nd Edition, Des Plaines, Illinois, 1993. Oskar Frech GmbH + Co., D-73614 Schorndorf, Seminar on Die Casting, 2000. ASM – American Society for Metals, Metals Handbook 8th edition, vol. 5, Forging and Casting, Metals Parking, Ohio, 1970. L. K. MACHINERY – Cold Chamber Die Casting Machine, Instruction Manual, Model DCC 280E AB PLC, Hong Kong. L. K. MACHINERY – Cold Chamber Die Casting Machine, Catálogo no E01/006, Hong Kong. WEG – Injeção de Alumínio, Módulo II, Máquinas de Injeção Sob Pressão. CETEF – Centro Tecnóligico de Fundição Marcelino Corradi, Teoria Fundamental do Processo de Fundição Sob Pressão, Itaúna – MG. CETEF – Centro Tecnóligico de Fundição Marcelino Corradi, Fundição Sob Pressão – Tecnologia, 03/2000, Itaúna – MG. http://www.rima.com.brhttp://sbrt.ibict.br/upload/sbrt5553.pdf?PHPSESSID=cad1ca 3f5fa932029e7600f6661784c0 http://www.abal.org.br/aluminio/processos_extrusao.asp
Download