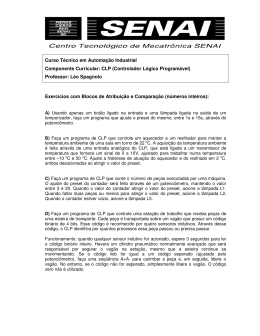
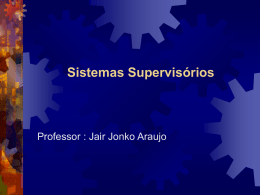
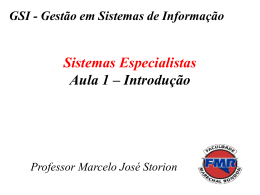
XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 METODOLOGIA PARA GERENCIAMENTO DAS INTERFACES SUPERVISÓRIO – CLP – ROBÔS – SENSORES EM UM MODELO DE PLANTA CIM Rafael Perrone Bezerra de Menezes Departamento de Engenharia Elétrica, Escola Politécnica, Universidade Federal da Bahia, Rua Aristides Novis, 2, Federação, Salvador BA, cep: 40.210-630 Herman Augusto Lepikson Departamento de Engenharia Mecânica, Escola Politécnica, Universidade Federal da Bahia, Rua Aristides Novis, 2, Federação, Salvador BA, cep: 40.210-630 Milton Bastos de Souza Departamento de Engenharia Elétrica, Escola Politécnica, Universidade Federal da Bahia, Rua Aristides Novis, 2, Federação, Salvador BA, cep: 40.210-630 Accessing the newest automation technologies is usually very difficult due to its high cost and complexity. Therefore, its study and research is often limited to very specific approaches and scope. The CIMATEC – Integrated Center of Technology and Manufacturing – gives the rare opportunity to researchers to develop their projects directly on modern integrated shop floor automation systems, by using a didactic CIM plant. This Plant is managed by PLCs, SCADA software running under MRP systems, which schedules very different stations like storage, transport and handling (conveyors, robots, AGV), machining (turning, milling, welding), assembling, inspection and a batch process, all this operating under MRP or JIT programming. This paper proposes a methodology for the physical and logical interfaces management learning, based on a tutorial approach. The inputs and outputs of each system are discussed, including the protocols and communication between different systems. The result is a high detailed but easy understandable set of documents with great academic value. It is also important as a reference for the operation and maintenance, as long as it makes troubleshooting or upgrading easier. Keywords: integrated manufacturing systems, interfaces, education. 1. Introdução Diante da grande complexidade e do alto custo de introdução de novas tecnologias, a capacidade de acompanhar e aprender sobre os novos métodos, equipamentos, softwares e recursos de integração fica restrita à literatura e aos meios periféricos de informação que se consegue ter acesso. O ensino e a experimentação com sistemas industriais reais tornam-se econômica e tecnicamente inviáveis, principalmente quando se trata da introdução de conceitos novos, ainda não testados, de grande interesse acadêmico, mas que, por isso, a indústria ainda resiste em introduzir devido aos altos custos e riscos envolvidos. Em contrapartida, no segundo semestre de 2001, foi inaugurado o CIMATEC – Centro Integrado de Manufatura e Tecnologia - em Salvador, BA. Nele, foi instalada uma planta didática CIM (Computer Integrated Manufacturing) totalmente automatizada e integrada que foi disponibilizada para estudos e pesquisas. A referida planta CIM, mostrada na figura 1, é composta por diversas células integradas. São elas: estação de armazenagem, duas estações de fabricação, cada uma delas ENEGEP 2002 ABEPRO 1 XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 com um torno CNC e um centro de usinagem (a figura 1 mostra uma delas à esquerda e a figura 2 apresenta uma visão mais detalhada), processos, montagem, controle de qualidade (as duas últimas estão do lado direito da figura 1, sendo que a de controle de qualidade está enfatizada na figura 3), soldagem, JIT e um AGV e duas esteiras transportadoras (uma delas está no centro da figura 1). O controle geral da planta é feito por um CLP Siemens S7 (também no centro da figura 1). Além disso, há dois robôs Mitsubishi RV-4A (um para montagem e outro para controle de qualidade, vistos nas figuras 1, 2 e 3) e um RV-3AL (figura 2) para uma das estações de fabricação. Os controladores destes robôs, além de realizarem as operações de manipulação de peças, garantem a comunicação das demais máquinas das estações com o CLP central. Figura 1: Visão geral da Planta CIM a partir da estação de controle. Figura 2: Estação de usinagem 1 (torno e fresa). Figura 3. Estação de controle de qualidade (medição diferencial e por visão) A figura 4 mostra a outra estação composta por mais um torno e um centro de usinagem (visto na foto), interligados ao sistema principal por um transportador auxiliar e mais um robô. Este robô (ABB 2400L) tem a habilidade de trocar automaticamente, mediante comando do sistema supervisório, as garras por tocha MIG para realização de trabalhos de soldagem de peças complexas com o auxílio do 7o eixo (também visto na foto). Trata-se de um sistema complexo, principalmente se se considera que ele deve estar apto à produção de um leque amplo de produtos (pelo menos 18 modelos diferentes em lotes desde tamanho de 1, a partir de 3 tipos de matérias primas disponíveis em estoque, mais fornecimentos de terceiros). É ainda possível intercalar-se produção automática com operações manuais. O sistema supervisório (SCADA – System Control And Data Acquisition – sistema de controle e aquisição de dados) executa as ordens ditadas pelo ENEGEP 2002 ABEPRO 2 XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 sistema de programação finita da produção concatenando as diversas tarefas a serem empreendidas por cada uma das estações, de forma seqüencial ou paralela. Figura 4: Visão da Planta CIM a partir da estação de fabricação 2. Este trabalho cuida do problema do desdobramento da programação da produção nas inúmeras tarefas que precisam ser adequadamente concatenadas, para que o processo opere adequadamente, e devidamente apreendidas, para que os fundamentos da base tecnológica envolvidos possam ser consolidados visando o contínuo aperfeiçoamento dos processos. 2. O tutorial O trabalho é apresentado sob a forma de uma metodologia para assimilação e aprendizado das interfaces eletromecânicas de um sistema integrado e complexo, como é o caso, concentrando-se nas estações de montagem, controle de qualidade, em uma das estações de fabricação, no CLP central, no supervisório e nos sensores a atuadores. É proposto um modelo na forma de tutorial, baseado em documentos em formato padronizado (pdf) com hyperlinks, incluindo recursos multimídia como vídeos mostrando o funcionamento da planta e fotos detalhadas das estações, supervisório, cabos e fios e painel de e/s do CLP, para facilitar a compreensão dos temas abordados, a partir do qual, pessoas com conhecimentos básicos das diferentes tecnologias abordadas terão oportunidade de entender e, se necessário, fazer modificações nas configurações das interfaces destes sistemas. O tutorial é dividido em: • Descrição dos diferentes sistemas e estações; • Supervisório • CLP central; • Estação de montagem; • Estação de controle de qualidade; • Sensores e atuadores. 3. Metodologia Para o desenvolvimento do tutorial, foi feito um estudo minucioso da comunicação dos sistemas, listando-se todas as entradas e saídas (E/S) de cada uma das estações, assim como as suas funções. A figura 5 mostra um pequeno trecho desta relação de E/S referentes à estação de montagem (ASSY –2100), estação 8 da planta. Primeiramente são listadas as entradas (do ponto de vista da estação), seus números, funções, a saída que envia o sinal para esta entrada, o caminho físico percorrido pelo sinal, e o cabo de comunicação do controlador utilizado por esta entrada (cada controlador possui 2). A lista de saídas segue esta mesma lógica. Sendo assim, a figura 5 mostra que a entrada 6 indica uma requisição de trabalho da estação 8 cujo sinal foi enviado pela saída N11 – Q 45.0 ENEGEP 2002 ABEPRO 3 XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 passando pela borneira CIM2 (C4) J2/1 e utilizando o cabo 1 do controlador. Mostra também que a saída 4 desta mesma estação indica que esta está pronta para pegar uma peça da esteira, este sinal é enviado para a entrada N04 – I 12.5 do CLP, passando pela borneira CIM3 J1/1 e também utiliza o cabo 1 do controlador. ASSY - 2100 (Station 8) ENTRADA ENTRADA # FUNÇÃO SAÍDA RELACIONADA 6 REQUISIÇÃO DE TRABALHO N11 - Q 45.0 SAÍDA SAÍDA # FUNÇÃO ENTRADA RELACIONADA 4 PRONTO PARA PEGAR N04 - I 12.5 OBS. CIM2 (C4) J2/1 CABO # 1 OBS. CIM3 J1/1 CABO # 1 Figura 5: Exemplo de relação de entradas e saídas com seus hyperlinks. Uma visão esquemática das interfaces de comunicação pode ser vista na figura 6. O controle é inteiramente feito pelo CLP e o sistema supervisório funciona como interface homem – sistema de chão de fábrica, sendo, portanto, o local de entrada dos dados da produção, assim como de eventuais alterações que se deseje efetuar. Os sensores enviam sinais diretamente ao CLP que, por sua vez, comanda os atuadores necessários (como os bloqueios da esteira, a prensa, o sistema de colagem e os manipuladores eletropneumáticos), e requisita a operação das estações através dos controladores dos seus robôs. Estes, ao fim de cada tarefa, enviam o resultado para o CLP para disparo das demais tarefas subseqüentes e dependentes. Desta forma, um entendimento geral da comunicação destas células é possível, considerando-se os seguintes itens: • a entrada de dados da produção (peças que estão na estação de armazenagem e peças a serem produzidas) é feita através do supervisório, sendo este o principal meio de entrada de dados para a planta; • a comunicação das estações de montagem, controle de qualidade e fabricação é inteiramente feita através de seus respectivos robôs; • para determinação do programa a ser executado pelo torno e pelo centro de usinagem, o CLP informa o robô o que deve ser produzido e este, por sua vez, indica o número do programa às máquinas; • o controle de todas as atividades das estações é feito por seus respectivos robôs, por meio dos programas armazenados nos controladores destes; A estrutura da comunicação do CLP com as estações de trabalho, os sensores e atuadores, assim como os diferentes comandos, requisições e informações que constituem essa comunicação são apresentados abaixo. A tabela 1 mostra os principais dados de entrada e saída do CLP central. ENTRADA SAÍDA pronto para pegar controle do bloqueio de vagão pronto para colocar requisição de trabalho parar vagão pode pegar retorno da montagem pode colocar retorno de pallet vazio da montagem bits de programa fim de torneamento trabalho para torno ou centro de usinagem fim de fresamento resultado de inspeção Tabela 1: Principais dados da comunicação do CLP ENEGEP 2002 ABEPRO 4 XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 A figura 7, juntamente com a figura 6, explicita a forma como acontece a solicitação de tarefas pelo CLP para as estações e como estas respondem ao CLP. O fluxo de dados é mostrado pela grande seta cinza. Cada comando possui uma cor que representa o sentido da informação, que pode ser visto na figura 6 pela cor das setas. Também é mostrado, na figura 7, um exemplo de hyperlink. No tutorial, ao se clicar, por exemplo, sobre o comando “pode colocar”, uma figura contendo as informações desta função é mostrada. SUPERVISÓRIO SENSORES ATUADORES CLP ROBÔ USINAGEM ROBÔ ROBÔ INSPEÇÃO MONTAGEM Figura 6 – Visão esquemática das interfaces requisição de trabalho pronto para pegar parar vagão vagão na estação bits do número do vagão controle de bloqueio de vagão pode pegar liberar vagão controle de bloqueio de vagão pronto para colocar parar vagão vagão na estação bits do número do vagão controle de bloqueio de vagão pode colocar liberar vagão controle de bloqueio de vagão ENTRADA # FUNÇÃO 8 PODE COLOCAR QC - 2001 (ESTAÇÃO 7) ENTRADA SAÍDA RELACIONADA N11 - Q 44.2 OBS. CIM2 (C3) J2/3 CABO # 1 Figura 7: Estrutura da comunicação para realização de trabalhos com exemplo de hyperlink. É possível utilizar outros métodos para realizar a comunicação entre o CLP (supervisório) e as estações que não utilizam robôs como mediadores. Pode-se, por exemplo, inserir manipuladores eletropneumáticos para transferir as peças da esteira para a estação e vice-versa. Entretanto estes manipuladores não permitem uma grande ENEGEP 2002 ABEPRO 5 XXII Encontro Nacional de Engenharia de Produção Curitiba – PR, 23 a 25 de outubro de 2002 variabilidade de posicionamento de peças além de imporem a necessidade de um número maior de sensores para informar o correto posicionamento das peças de forma a sistematizar os ciclos de início e fim do trabalho. Esta alternativa tem ainda o agravante de consumir mais entradas e saídas do CLP. Também seria possível a utilização de um manipulador cartesiano, o que permitiria uma capacidade maior de posicionamento de peças, porém, o problema dos sensores persistiria. Estes métodos têm a vantagem de ter mais baixos custos. A utilização de robôs, por sua vez, permite uma capacidade de posicionamento de peças muito maior do que com manipuladores e diminuem a quantidade de sensores e entradas e saídas do CLP. Em contrapartida, o custo é muito mais elevado. De qualquer forma, independente da configuração física adotada, a sua modelagem é facilitada pela abordagem modular e estruturada adotada, principalmente quando se trata de alterações em sistemas existentes, que requerem cuidados adicionais para não se introduzir novos problemas devido a inconsistências nas interfaces. O tutorial contém informações completas sobre os protocolos e os meios físicos de comunicação de cada um dos sistemas indicados na figura 6, além de dados conceituais das tecnologias abordadas, tais como sensores, atuadores, CLPs e robôs. 4. Resultados obtidos Este trabalho tem um grande valor acadêmico devido, principalmente, ao nível de detalhamento alcançado, atingindo os mais baixos níveis de configuração das interfaces e também aos recursos multimídia utilizados (fotos e vídeos), permitindo fácil compreensão por parte dos técnicos ou estudantes que vierem a fazer uso dos sistemas integrados. Testes foram realizados na própria planta a fim de verificar a eficácia do produto. O tutorial permite um bom entendimento das interfaces da planta, a forma como a comunicação acontece e como ocorre o controle desta. Passa-se, assim, a dispor de um sistema de fácil uso e aprendizado para operação e configuração de sistemas integrados de manufatura, colocando as bases físicas mais elementares da tecnologia utilizada pelos sistemas CIM mais acessível ao usuário, desmistificando alguns dos elementos que têm inibido o uso das tecnologias de integração da manufatura. Além do valor acadêmico, o documento também será importante para o laboratório, em casos onde sejam necessárias alterações na configuração das interfaces, atualizações, inserção de novas tecnologias ou correção de eventuais problemas que surjam, pois se trata de uma referência documentada completa sobre a comunicação dos sistemas abordados, mostrando todas as entradas e saídas, incluindo origem e destino dos sinais e suas funções. Agradecimentos: ao CNPQ, Conselho Nacional de Desenvolvimento Científico e Tecnológico, pelo suporte financeiro e pelas bolsas, e ao CIMATEC, Centro Integrado de Manufatura e Tecnologia, pela disponibilização de laboratórios e auxílio técnico. REFERÊNCIAS BIBLIOGRÁFICAS: Groover, Mikell P. – Automation, Production Systems, and ComputerIntegrated Manufacturing. Second Edition. Prentice Hall, 871 p., 2000, ISBN: 0130889784 Vajpayee, S. Kant – Principles of Computer-Integrated Manufacturing. Prentice Hall, 640 p., ISBN: 0024222410 Lepikson, H.A. – Introdução aos Sistemas Integrados da Manufatura. CETIM, UFBA, Departamento de Engenharia Mecânica, 46 p., 1999. ABB, Degem Systems, Mitsubishi, Siemens, Takuma: catálogos e manuais técnicos. ENEGEP 2002 ABEPRO 6
Baixar