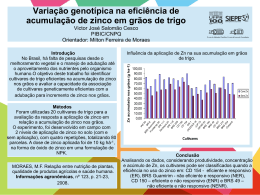
Galvanização a Quente: Processo por Batelada Fernanda Cristina da Silva e Sonia Braunstein Faldini Universidade Presbiteriana Mackenzie Departamento de Engenharia de Materiais Rua Itambé, 45 – Prédio 6 – Higienópolis 01239-902 – São Paulo – Brasil [email protected] Resumo O grande interesse, que a cada, ano aumenta, em combater a corrosão, fenômeno eletroquímico que degenera os metais, encontrou na galvanização a quente um dos métodos de combate mais eficazes. Além de apresentar diversas vantagens sobre processos convencionais de proteção, ela amplia, gradativamente, seus campos de aplicação. Este trabalho trata de galvanização por imersão a quente, pelo processo de batelada, de peças de aço galvanizado. O uso de zinco como proteção contra corrosão é observado assim em diferentes processos de revestimentos, portanto uma comparação é realizada entre estes revestimentos. O processo de galvanização por batelada é descrito. São apresentados também, as propriedades da camada galvanizada e os cuidados no projeto de peças galvanizadas a quente, por ser de fundamental importância para o processo descrito. Também há um cuidado especial com a inspeção e controle de qualidade das peças. 1 Abstract The great interest, which increases year after year, in fighting the corrosion, electrochemical phenomenon which degenerates metals, found in the galvanization in hot one of the most efficient methods of combat. Besides presenting several advantages on conventional processes of protection, it extends, gradually, its fields of application. This work deals with galvanization for immersion in hot, for the batch process of galvanized steel parts. The use of zinc as a protection against corrosion is thus observed in different covering processes, therefore a comparison is carried through among these coverings. The batch process galvanization is described. The properties of the galvanized layer are also presented. The cares in the project of galvanized parts in hot, for being of basic importance for the described process. There is also a special care with the inspection and quality control of the parts. 1 INTRODUÇÃO Pesquisas recentes mostram que a corrosão é responsável pelo maior consumo de ferro e aço. Cerca de 20% da produção mundial é destruída anualmente, por isso, não se pode mais esperar que a corrosão apareça para depois se providenciar uma solução, mas sim enfrentá-la como um fato possível de acontecer e portanto evitá-la ainda na elaboração do projeto. Na tentativa de reduzir esse índice tão alarmante, esforços tecnológicos são realizados a nível internacional visando à proteção desses materiais metálicos [1]. A resistência de um metal contra a corrosão é tanto maior quanto maior for sua nobreza, a qual é quantificada através do potencial de eletrodo. Estas características 2 explicam o fenômeno da corrosão preferencial de um metal em relação ao outro, conforme suas posições relativas na escala da tabela de potenciais padrão de redução ou fila de tensão eletrolítica [2,3]. Em outras palavras os metais mais redutores corroem-se no lugar dos menos redutores. Como o zinco é mais anódico do que o elemento ferro, como pode ser verificado na Tabela 1, é ele que se corrói preferencialmente quando estes metais são acoplados num meio agressivo, ou seja, o zinco se sacrifica para proteger o ferro. Esta característica do zinco dá origem a revestimentos protetores à base de zinco. Este tipo de proteção é também conhecida, como proteção catódica [4]. Entre os processos de proteção já desenvolvidos, um dos mais antigos e bem sucedido, é a galvanização por imersão a quente ou zincagem a fogo, utilizado em escala industrial desde 1840, que tem como objetivo principal, o revestimento do ferro ou do aço, com o zinco, protegendo-o do ataque do meio corrosivo [4, 5]. O processo de zincagem consiste na imersão da peça no zinco fundido, a uma temperatura de 445 a 460°C. O aço e o zinco reagem formando um revestimento de proteção, que consiste de uma camada externa só de Zn e outras camadas internas intermetálicas. A durabilidade do revestimento obtido por zincagem por imersão a quente está relacionada com a espessura da camada de zinco. A presença e morfologia da camada de Zn puro dependem de alguns fatores de fácil controle, tais como: tempo de imersão, velocidade de imersão, estado superficial do metal base [1]. Além da galvanização a quente algumas peças requerem um acabamento mais protetor, este pode ser obtido através de uma metalização ou de uma pintura com tinta rica em zinco (teor de zinco maior que 90%) [1]. 3 O sucesso de uma zincagem por imersão a quente eficiente também envolve o projeto das peças a serem zincadas. Todas as modificações, como perfurações, chanfros entre outras, são feitas antes da imersão, para um melhor escoamento do zinco, impedindo a formação de áreas não protegidas ou com excesso de zinco. A aparência final das peças pode ser melhorada se essa etapa for feita da melhor forma [6]. Um fator limitante para a zincagem por imersão a quente é o tamanho da peça a ser zincada, pois se deve considerar a dimensão da cuba de zincagem. No Brasil, já há a possibilidade de se zincar peças com até 18m de comprimento, porém a galvanização a quente ainda não é muito utilizada aqui no Brasil [1]. A escolha de um tipo de revestimento não depende apenas do fator eletroquímico (proteção catódica) ou do espaço físico necessário, depende também de outras características muito importantes como: custo de aplicação, vida útil, manutenção e conseqüentemente as perdas geradas por essa manutenção. De acordo com Olivato, especialistas da área de proteção de superfícies metálicas chegaram a conclusão que o processo de zincagem por imersão a quente é o mais eficiente e portanto o mais usado [1]. Por outro lado, a manutenção de produtos zincados é quase desnecessária dependendo do local de exposição da peça, quando comparada a outros tipos de proteção que necessitam de reparos, como por exemplo sistemas de pintura [7]. 2 O USO DO ZINCO COMO PROTEÇÃO CONTRA CORROSÃO Os revestimentos protetores são películas aplicadas sobre a superfície metálica e que dificultam o contato da superfície com o meio corrosivo, com o objetivo de minimizar a degradação da mesma pela ação do meio. 4 TABELA 1 Tabela de Potenciais Padrão de Redução (Eo) [10]. menos Metal Eo/V magnésio -2,340 alumínio -1,670 zinco -0,762 anódicos nobres crômio -0,710 ferro -0,440 cobre +0,345 mais nobres catódicos prata +0,800 Os revestimentos metálicos consistem na interposição de uma película metálica entre o meio corrosivo e o metal que se deseja proteger. Os mecanismos de proteção das películas metálicas podem ser: por formação de produtos insolúveis, por barreira e por proteção catódica, dentre outros [8]. As películas metálicas protetoras, quando constituídas de um metal mais catódico que o metal de base, devem ser perfeitas, ou seja, não podem apresentar poros, trincas, etc., isso é necessário para que se evite uma falha na proteção diante de uma danificação do revestimento, resultando dessa forma a corrosão na superfície metálica do metal de 5 base. Já as películas mais anódicas podem ser imperfeitas porque elas conferem proteção catódica à superfície do metal de base [8]. O principal mecanismo de proteção dos revestimentos é por barreira mas, dependendo da sua natureza, poderá também proteger por inibição anódica ou por proteção catódica. Assim, se o revestimento atua somente por barreira, tão logo o eletrólito chegue à superfície metálica, iniciará o processo corrosivo, enquanto que, se houver um mecanismo adicional de proteção (inibição anódica ou proteção catódica), haverá um prolongamento da vida do revestimento [8]. 2.1 PROTEÇÃO CATÓDICA Outra forma de ampliar a vida de um revestimento é quando ele recebe um mecanismo adicional de proteção, denominado proteção catódica. Neste caso, forma-se uma célula galvânica entre o metal de base e o metal ou pigmento metálico do revestimento. Este fato ocorre quando se utilizam revestimentos metálicos menos nobres que o metal que será protegido, ou tintas com pigmentos a base de zinco [8]. 3 GALVANIZAÇÃO A QUENTE A zincagem a quente é o método mais utilizado para obtenção de revestimentos de zinco com a finalidade de proteção para o aço ou ferro [1]. Este processo consiste na imersão da peça de aço ou ferro pré-tratado quimicamente em um banho de zinco fundido para a obtenção do revestimento contra a corrosão. Durante essa imersão reações ocorrem entre o zinco e o ferro, resultando em um revestimento composto por algumas camadas intermediárias e intermetálicas de liga de Fe-Zn e resistentes à corrosão [1]. 6 3.1 PROPRIEDADES DA CAMADA DE UM GALVANIZADO A zincagem a quente permite a formação de uma camada externa só de Zn e outras camadas internas intermetálicas. Essa camada de Zn puro depende de alguns fatores de fácil controle, como o tempo de imersão, a velocidade de imersão e o estado superficial do metal base. Essas camadas podem ser observadas na Figura 1 [9]. Todos os tipos e formas de ferro, aço fundido, aço doce ou ligado podem ser galvanizados com resultados positivos que envolvem as seguintes vantagens [9]: Figura 1. Camadas que formam o revestimento na Galvanização a Fogo [9]. a) Forma-se uma camada espessa de zinco ou de liga de zinco-ferro, permanentemente ligada ao metal base. b) Obtém-se uma espessura uniforme de zinco nas extremidades e nas superfícies planas. O zinco fundido cobre cantos, bordas, costuras e penetra em todos os recessos oferecendo uma completa proteção nos pontos que poderiam ser de corrosão em outros sistemas de proteção [9]. 7 c) Cria-se um revestimento resistente. A camada de liga ferro-zinco, intermediária entre o metal-base de aço doce e a camada exterior de zinco é quase tão dura quanto o aço doce. Cada uma das fases que formam essa camada apresentam durezas diferentes, sendo mais duras quanto mais se aproximam do aço, em conseqüência dessa característica tem-se uma maior proteção da superfície do aço em termos de riscos de abrasão [9]. d) Forma-se uma proteção de sacrifício ou catódica para o aço. Essa proteção catódica, que consiste na corrosão preferencial do zinco em relação ao ferro ou aço, é baseada na Tabela de Potenciais Padrão de Redução (Eo), freqüentemente denominada série galvânica dos metais, como pode ser verificado na Tabela 1. 3.2 PREPARAÇÃO DA PEÇA A SER GALVANIZADA O sucesso do processo de zincagem por imersão a quente envolve o projeto das peças a serem zincadas. A aparência final dessas peças pode ser melhorada se essa etapa for feita da melhor forma [4]. O projeto baseia-se no princípio de que a peça será imersa em um banho de zinco fundido. A seguir têm-se os detalhes que deves ser analisados com profundidade para o sucesso do processo de zincagem a quente. 3.2.1 Metal base e combinações Metais bases que podem ser zincados: aço baixo carbono, aço baixa liga e ferro fundido. O resultado final apresentará diferentes aspectos visuais e estágios de oxidação 8 para um conjunto soldado após zincagem. O uso de um jato abrasivo de limpeza atua na tentativa de melhorar o aspecto final de uma peça soldada e também causa uma melhor aderência do revestimento e uma maior espessura [6]. 3.2.2 Tamanhos e formas A peça a ser zincada pode ser de várias formas e tamanhos, só é limitada pela capacidade da cuba de imersão, porém há casos em que a peça é maior do que a cuba de imersão, mas precisa ser zincada, dessa forma ela poderá ser imersa em várias etapas. 3.2.3 – Escoamento do zinco e liberação dos gases A pré-análise da peça em relação a sua forma é de extrema importância para o escoamento do zinco e a liberação de gases, assim furações, chanfros, devem ser feitos ainda durante o projeto da peça, pelo projetista, empresa de zincagem e cliente. Algumas vezes esses artifícios não são realizados e quando isso acontece, a própria empresa que zincará a peça fará a furação depois de um acordo com o cliente [6]. 3.2.4 Soldas As escórias de solda atuam como regiões que resultarão em falhas de imersão, já que estas não são removidas em banhos de limpeza feitos na peça antes da zincagem por imersão. O fim desse problema vem através do uso de solda que não resulte em escórias, como solda do tipo MIG e TIG. O bom acabamento também depende, que os cordões de solda sejam aplicados de uma forma contínua e sem porosidade. 9 Essa continuidade é necessária para impedir que ocorra a retenção de produtos usados na limpeza da peça, mas se houver a necessidade do uso de cordões de solda descontínuo, os espaçamentos entre si dessas soldas deverão ser de 2,5 mm possibilitando um escoamento perfeito do zinco [6]. 3.2.5 Deformações As deformações como ondulações, empenamento, poderão ocorrer durante um processo de zincagem por imersão a quente. Providências podem ser tomadas como tentativa de eliminar ou ao menos minimizar esses efeitos [6]. O controle do procedimento de soldagem é a principal providência, mas outras como o projeto e construção de uma peça a ser zincada para que essa possa ser imersa de uma só vez, peças providas de alças e orifícios e uma espessura uniforme dessa peça são consideradas com uma certa importância. 3.2.6 Peças roscadas Com a imersão, em zinco fundido as peças roscadas podem ter algumas alterações, as roscas fêmeas após a zincagem precisam passar por um processo de remoção do excesso de zinco para evitar o emporcamento, já a rosca macho passa a ter uma sobre medida em relação à medida inicial (medidas de padrões normais) e nada precisa ser feito. No momento do rosqueamento a rosca fêmea passa a ficar protegida contra a corrosão, já que a sua camada de zinco havia sido retirada, essa proteção surge do contato entre o filete do macho e o filete da fêmea [6]. 10 3.2.7 Marcas e identificações As marcas feitas em peças a ser zincadas devem seguir um padrão, se essas marcas forem permanentes deverão ser usadas plaquetas fixas, ou marcas em alto ou baixo relevo. Se as marcas forem temporárias, as mesmas deverão ser feitas com produtos solúveis em água, pois se outro produto for usado não será removido durante a limpeza da peça antes da imersão e resultará em um revestimento com falhas [6]. 3.3 ETAPAS DO PROCESSO DE GALVANIZAÇÃO As etapas do processo de galvanização a seco (processo por batelada) são apresentadas no fluxograma abaixo, Figura 2. No caso do processo úmido, não há a necessidade da etapa de pré-aquecimento e fluxagem independente. Figura 2. Fluxograma do Processo de Galvanização a Quente. 11 Antes que uma peça possa receber uma camada de galvanização a quente, por imersão em um tanque de zinco fundido, há a necessidade de se fazer uma limpeza para deixar a superfície quimicamente ativa de modo a propiciar as melhores condições para a reação metalúrgica de formação da camada. Estas condições são obtidas mediante os pré-tratamentos químicos: desengraxamento, decapagem e fluxagem [4]. 3.3.1 Desengraxamento O desengraxamento consiste em uma remoção das impurezas levemente aderidas, ou seja, remove óleo, graxa, sujeira e limalhas de ferro de peças unitárias ou conjuntos de montagem simples [11]. A importância dessa etapa é fundamental, pois a presença de substâncias gordurosas na superfície da peça que será galvanizada, prejudica a ação dos ácidos de decapagem. O método de desengraxe mais utilizado, utiliza como solução desengraxante, uma solução alcalina a quente e solventes orgânicos [11]. Esse processo consiste na imersão da peça que será galvanizada em uma cuba contendo a solução alcalina. 3.3.2 Lavagem Em água corrente para a remoção dos resíduos da operação de desengraxe. Essa etapa é realizada para evitar a contaminação dos banhos seguintes [11]. 12 3.3.3 Decapagem A decapagem tem por finalidade a remoção das superfícies do aço, as carepas de laminação e outros óxidos que estão recobrindo o mesmo. Consiste na imersão das peças desengorduradas (desengraxadas) em um banho ácido (ácido clorídrico ou ácido sulfúrico). A duração da imersão em ácido clorídrico (HCl) deve ser controlada como forma de evitar uma dissolução excessiva do aço e sua conseqüente fragilização pelo hidrogênio, que nada mais é do que a absorção pelo aço de hidrogênio atômico. O surgimento desta fragilização é influenciado pelo tipo de aço, pelo tratamento térmico sofrido pelo mesmo e pelo grau de trabalho a frio feito anteriormente [12]. No caso do aço galvanizado, a sua reação com o ácido da decapagem apresenta uma fonte potencial de hidrogênio. No entanto, o calor do banho de galvanização expele parcialmente o hidrogênio absorvido. Por esse motivo recomenda-se aplicar uma decapagem ácida não excessiva, quer em tempo ou temperatura do banho [13]. A decapagem ácida com HCl é realizada à uma temperatura ambiente, em uma solução aquosa de 15 a 17% HCl. É comum o uso de inibidores para evitar um ataque excessivo de ferro além de outros aditivos que reduzem a tensão superficial entre o líquido decapante e a peça [13]. Além da decapagem com HCl, existe também a decapagem com ácido sulfúrico (H2SO4). Esta última se efetua numa solução aquosa de 7,5 a 15% de H2SO4 a quente, numa temperatura de 70 a 90°C. Em qualquer um dos dois tipos de decapagem deve-se proceder a uma lavagem posterior a fim de evitar a contaminação dos banhos seguintes. A escolha de um tipo ou outro de decapagem leva em consideração a técnica e o fator econômico [13]. 13 3.4.4 Fluxagem A fluxagem tem por finalidade a dissolução de quaisquer impurezas, óxidos ou umidade remanescente, impedindo também a oxidação do zinco durante a sua imersão no zinco fundido. Esse processo consiste no envolvimento do produto que será galvanizado por uma película fina de uma mistura de cloretos de zinco e de amônia, que tem a função de dissolver os traços de sais e de óxido de ferro que permaneceram na superfície do aço. No momento da imersão da peça no zinco fundido, essa película envoltória sublima levando consigo as impurezas dissolvidas [13]. Há dois tipos de processo de fluxagem, o que resulta em dois tipos de galvanização, a do tipo seco e a do tipo úmido [14]. Na galvanização pelo processo a seco, as peças após serem retiradas da etapa de lavagem são imersas (ainda molhadas) em uma solução aquosa de cloretos de zinco e de amônia (solução fluxante) a frio ou a quente. Em seguida, são retiradas e após alguns minutos são secas em estufa [13, 14]. Na galvanização por processo úmido, a mistura de cloretos de zinco e de amônia proporciona uma camada de sais fundidos na superfície do banho de galvanização que sobrenada o banho de zinco. As peças que serão galvanizadas, são retiradas da etapa de lavagem após decapagem e em seguida são introduzidas lentamente no banho de galvanização atravessando a camada de sais fundidos. Esta além de dissolver as impurezas superficiais também absorve a umidade residual [14]. 14 3.4.5 Pré – Aquecimento Essa etapa é utilizada somente quando se trata de uma galvanização a seco. Tem por finalidade a obtenção de um melhor rendimento da cuba de galvanização, pois evita choques térmicos das peças e vaporiza a água da solução fluxante [13]. 3.4.6 Imersão a Quente Após essas etapas de preparação do material, o processo de zincagem já pode ser iniciado. Esse processo consiste na imersão da peça no zinco fundido, a uma temperatura de 445 a 460 °C. No momento dessa imersão, o aço e o zinco reagem formando uma liga de ferro e zinco, que compõem o revestimento de proteção [4, 15]. Dentre os fatores que influenciam na formação da camada protetora, pode-se citar: a) material base b) estado da superfície c) velocidade de imersão e remoção d) temperatura do banho e tempo de imersão f) composição do banho 3.4.7 Acabamento Algumas peças requerem acabamento, este pode ser feito através de uma metalização ou de uma pintura com tinta rica em zinco (teor de zinco maior que 90%). 15 Os motivos que justificam essa pintura são os seguintes [16]: a necessidade de cores para a estética, identificação ou sinalização; a máxima proteção em ambientes extremamente agressivos. Esse tipo de revestimento é obtido por processos convencionais de aplicação de tintas. O teor máximo de zinco na superfície seca é maior que 90%. Esse processo é também utilizado como reforço de proteção fornecida pelos aços zincados por galvanização ou metalização, ou ainda, como reparo para a manutenção de aços galvanizados ou metalizados por projeção [17]. Na Figura 3 pode-se verificar o aumento da resistência de um aço galvanizado e pintado se comparado com um aço somente galvanizado ou então pintado. Figura 3. Comparação entre aços pintados, zincados ou pintados e zincados [17]. Observa-se que um aço pintado leva aproximadamente 3 anos para apresentar corrosão, ou seja, para ter a necessidade de manutenção, já um aço zincado, exposto ao mesmo ambiente tem uma maior resistência à corrosão, chegando a permanecer 4 anos sem necessidade de manutenção, porém a utilização desses dois tipos de revestimentos (galvanização a quente e pintura) ao mesmo tempo, aumentou ainda mais a resistência do aço, aproximadamente 11 anos, o que mostra a grande utilização da pintura em galvanizados [17]. 16 Para que um aço zincado e pintado tenha sua durabilidade aumentada há a necessidade da utilização de uma tinta adequada, por exemplo a tinta epóxi-isocianato, que é a mais utilizada pela indústria por oferecer uma série de vantagens. Esta tinta é insaponificável, tem uma grande facilidade em se ligar quimicamente ao zinco e possui uma ótima base de aderência para outros sistemas de pinturas, como: sistemas alquídicos, acrílicos, epoxídicos e poliuretanos [17]. 3.8 VANTAGENS DA GALVANIZAÇÃO A QUENTE O processo de galvanização a quente gera algumas vantagens como: a) menor custo inicial b) baixo custo de manutenção c) durabilidade d) confiabilidade e) rapidez do processo f) resistência do revestimento g) cobertura completa h) proteção da peça pelo revestimento com Zn de três modos [14]: h.1) a corrosão do revestimento é mínima, proporcionando uma vida longa e previsível. h.2) o revestimento funciona como uma proteção catódica, se sacrificando no lugar do aço. Se o material sofrer um risco pequeno qualquer, o Zn formará compostos impedindo que o metal base (Fe) seja corroído. h.3) se a área danificada for muito extensa, o Zn reage impedindo que esse dano se propague por todo o material. 17 i) facilidade de inspeção j) versatilidade de aplicações 4 CONCLUSÕES A escolha de um revestimento com a finalidade de proteção contra corrosão depende de fatores econômicos, de sua durabilidade e necessidade de manutenção, em conseqüência disso, a zincagem a quente é vista como um revestimento muito importante, já que é extremamente resistente e durável. A durabilidade desse revestimento está relacionada com a espessura da camada de zinco puro formada. Este processo, além da camada de zinco puro, forma outras camadas intermetálicas resultando em uma particularidade do processo. A durabilidade de peças de aço zincado é aumentada pela aplicação de tintas adequadas como a tinta epóxi-isocianato, a mais utilizada pela indústria por ser insaponificável, ter uma grande facilidade de ligação ao zinco e apresentar uma ótima base de aderência para outros sistemas de pinturas, comoos sistemas alquídicos, acrílicos, epoxídicos e poliuretanos . Outro ponto importante, é o projeto das peças a ser zincadas, este atua como fator decisivo na boa qualidade do processo, pois quanto melhor a realização desta etapa, melhor será a qualidade final do produto. A zincagem a quente pode ser realizada através de dois tipos de galvanização, contínua ou por batelada, a diferença principal entre esses dois tipos está na peça a ser zincada, peças contínuas (como chapas e arames) são zincadas através do processo 18 contínuo, já as demais peças são zincadas pelo processo de batelada, por esse motivo este último é o mais utilizado. Apesar do reconhecimento da grande vantagem em se utilizar a Zincagem a Quente como processo para se obter um revestimento contra corrosão, aqui no Brasil, essa técnica ainda é pouco difundida quando comparada aos outros tipos de tratamentos superficiais. 5 REFERÊNCIAS BIBLIOGRÁFICAS 1. OLIVATO, Dárcio José. Zincagem a Quente. Zinco e Corrosão, n.01, p. 6-8, [2000]. 2. Corrosão. Gentil, Vicente. 3.ed. JC Editora. Rio de Janeiro, 1996. 345p. 3. Físico-Química. Atkins, P. W. 6 ed. Rio de Janeiro, LTC, 1999. 160p. 4. O QUE É GALVANIZAÇÃO A FOGO (zincagem por imersão a quente). Construção Metálica, São Paulo, n.50, p. 30-33, set/out. 2001. 5. MEHMETI, H.; MARTINEZ, S; STERN, I. The corrosion and mechanical properties of hot dip galvanized steels. Metadex, Universidade de São Paulo, São Paulo, Jan. –Jun 2001. 6. PROJETO de peças para zincagem por imersão a quente. Zinco e Corrosão, n.08, p.4-6, [2000]. 7. A PROTEÇÃO QUE VEIO PARA FICAR. Zinco e Corrosão, n.02, p. 4-7, [2000]. 8. ENTENDENDO CORROSÃO. [São Paulo, SP, 2002]. Disponível em: <http://www.engefac.com.br/corrosao.htm>. Acesso em: 20 fev. 2003 19 9. Apostila da SERGAL Galvanização Ind. E Com. LTDA. Barueri. SP, 2002, 46p. 10. ZINCAGEM por imersão a quente – Zincagem Eletrolítica. Zinco e Corrosão, n.03, p. 7-9, [2000]. 11. MANUAL de proteção contra corrosão durante armazenamento e transporte. Instituto de Pesquisas Tecnológicas de São Paulo S/A- IPT. São Paulo: Ministério da Indústria e Comércio, 1976, p. 15-24. 12. LIGA Zn4. [São Paulo, SP, 2002]. Disponível em: <http://www.votorantimmetais.com.br/cmmliga.htm>. Acesso em: 14 ago. 2002. 13. GALVANIZAÇÃO sua aplicação em equipamento elétrico. Centro de Pesquisas de Energia Elétrica – CEPEL . Rio de Janeiro, 1979, 195 p. 14. APOSTILA TINTAS SUMARÉ. [Sumaré. SP, 2002]. 15. GALVANIZED coating characteristics. Metadex, Universidade de São Paulo, São Paulo, 1999. 16. CORROSION. ASM Handbook. Vol. 13. 9.ed. ASM International. USA, 1998. 17. WETZEL, D. Batch hot dip galvanized coatings. Metadex, Universidade de São Paulo, São Paulo, 1994. 20
Baixar