CNC
8055 ·M·
Novas Funções
Ref.1507
Soft: V02.2x
PRODUTOS DE DUPLA UTILIZAÇÃO.
Os produtos fabricados pela FAGOR AUTOMATION a partir de 1 de abril de
2014, se incluídos na lista de produtos de dupla utilização conforme a
regulamentação UE 428/2009, possui o texto MDU na identificação do produto
e necessita de licença de exportação de acordo com o destino.
Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta
documentação, transmitir-se, transcrever-se, armazenar-se num sistema de
recuperação de dados ou traduzir-se a nenhum idioma sem o consentimento
expresso de Fagor Automation. Proíbe-se qualquer reprodução ou uso não
autorizado do software, quer seja no conjunto ou em parte.
A informação descrita neste manual pode estar sujeita a variações motivadas
por modificações técnicas. Fagor Automation se reserva o direito de modificar
o conteúdo do manual, não estando obrigado a notificar as variações.
Todas as marcas registradas ou comerciais que aparecem no manual pertencem
aos seus respectivos proprietários. O uso destas marcas por terceiras pessoas
para outras finalidades pode vulnerar os direitos dos proprietários.
É possível que o CNC possa executar mais funções que as captadas na
documentação associada; não obstante, Fagor Automation não garante a
validez das referidas aplicações. Portanto, a menos que haja licença expressa
de Fagor Automation, qualquer aplicação do CNC que não se encontre indicada
na documentação deve-se considerar como "impossível". De qualquer maneira,
Fagor Automation não se responsabiliza por lesões, danos físicos ou materiais
que possa sofrer ou provocar o CNC se este é utilizado de maneira diferente à
explicada na documentação relacionada.
Se há contrastado o conteúdo deste manual e sua validez para o produto
descrito. Ainda assim, é possível que se tenha cometido algum erro involuntário
e é por isso que não se garante uma coincidência absoluta. De qualquer maneira,
se verifica regularmente a informação contida no documento e se procede a
realizar as correções necessárias que ficarão incluídas numa posterior edição.
Agradecemos as suas sugestões de melhoramento.
Os exemplos descritos neste manual estão orientados para uma melhor
aprendizagem. Antes de utilizá-los, em aplicações industriais, devem ser
convenientemente adaptados e também se deve assegurar o cumprimento das
normas de segurança.
Neste produto se está utilizando o seguinte código fonte, sujeito aos termos da licença GPL. As aplicações busybox
V0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. A livraria grx V2.4.4. O kernel de linux V2.4.4. O
carregador de linux ppcboot V1.1.3. Se você deseja que lhe seja enviada uma cópia em CD deste código fonte, envie 10
euros a Fagor Automation em conceito de custos de preparação e envio.
N o va s Fu n çõ es
INDICE
VERSÃO V02.00
1. Chamadas de sub-rotinas através de funções G ............................................................................................... 5
1.1. Funcionalidade ......................................................................................................................................... 5
2. Antecipação no gerenciamento de ferramentas ................................................................................................ 7
2.1. Parâmetros de máquina, variáveis e marcas de PLC............................................................................... 7
2.2. Funcionamento ......................................................................................................................................... 8
2.3. Aprimoramentos no gerenciamento do magazine .................................................................................... 9
3. Aprimoramentos na personalização................................................................................................................. 11
4. Alterações em vários parâmetros dos spindles (eixos-árvore) ........................................................................ 12
5. Função retracing de 2000 blocos ..................................................................................................................... 13
6. Busca rápida de bloco...................................................................................................................................... 13
7. Sub-rotinas locais em programa ...................................................................................................................... 14
8. Evitar parada de spindle com M30 ou Reset ................................................................................................... 16
9. Programação de T e M6 com sub-rotina associada na mesma linha .............................................................. 17
10. Variáveis ........................................................................................................................................................ 18
10.1. Variável OPMODE ................................................................................................................................ 18
10.2. Variável DISABMOD............................................................................................................................. 18
10.3. Variáveis internas do CNC ................................................................................................................... 18
10.4. Variável CYCCHORDERR ................................................................................................................... 19
11. Possibilidade de parametrizar os nós SERCOS não correlatos .................................................................... 20
12. Nova opção da instrução WRITE................................................................................................................... 21
13. Anular deslocamento de volante aditivo com G04 K0 ................................................................................... 22
14. Parâmetro de ethernet NFSPROTO (P32) .................................................................................................... 23
VERSÃO V02.03
1. Instruções de personalização PAGE e SYMBOL ............................................................................................ 25
2. Rotação máxima do spindle/segundo spindle/spindle auxiliar até 200000 rpm............................................... 26
2.1. Alterações em vários parâmetros dos spindles (eixos-árvore) ............................................................... 26
VERSÃO V02.10
1. Deslocamento de origem incremental (G158) ................................................................................................. 29
2. Programas com letras ...................................................................................................................................... 32
3. Idioma coreano ................................................................................................................................................ 35
4. Variável para ler o deslocamento de origem ativo ........................................................................................... 36
5. Gerenciamento de imagens via DNC............................................................................................................... 37
6. Salvar/restaurar um traçado de osciloscópio ................................................................................................... 37
VERSÃO V02.21
1. Biblioteca de PLC............................................................................................................................................. 39
2. Tabela de deslocamentos de origem em modo ISO ........................................................................................ 42
3. Compensação da deformação elástica no acoplamento de um eixo............................................................... 44
4. Alteração do valor máximo do parâmetro de eixo e de spindle NPULSES ..................................................... 49
CNC 8055
CNC 8055i
MODELO ·M·
·3·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
·4·
N o va s Fu n çõ es
VERSÃO V02.00
1
Chamadas de sub-rotinas através de funções G
Nos casos em que o fabricante necessita implementar ciclos especiais em suas máquinas, estes
ciclos são normalmente implementados através de sub-rotinas. As sub-rotinas são utilizadas, entre
outras coisas, para definir um conjunto de operações ou deslocamentos que se repetem várias
vezes. Estas sub-rotinas podem ser chamadas uma ou várias vezes a partir de outra sub-rotina
ou de outro programa.
Esta função possibilita realizar as chamadas de sub-rotinas que até esta versão eram realizadas
através de instruções CALL e PCALL, mediante funções G específicas. Desta forma, as chamadas
de sub-rotinas se assemelham mais à linguagem da máquina-ferramenta.
1.1
Funcionalidade
As funções G180-G189 e G380-G399 realizam uma chamada de sub-rotina tanto do OEM como
do usuário, sempre que sejam sub-rotinas globais. Não está prevista a chamada de sub-rotinas
locais mediante estas funções G.
É permitido definir até 30 sub-rotinas e associá-las às funções G180-G189, G380-G399, podendo
inicializar os parâmetros locais para cada sub-rotina.
Quando uma destas funções é executada, será executada a sub-rotina que possui associada.
As funções G180-G189 e G380-G399 não são modais.
Formato de programação
O formato de programação é o seguinte:
G180 <P0..Pn>
<P0..Pn> Opcional. Inicialização de parâmetros.
Exemplo:
G183 P1=12.3 P2=6
G187 A12.3 B45.3 P10=6
Definição de parâmetros locais:
Os valores dos parâmetros são definidos após a função de chamada, podendo ser definidos tanto
pelo nome do parâmetro (P0-P25) como por letras (A-Z), de forma que "A" é igual a P0 e "Z" é igual
a P25.
Além disso, também é permitida a programação por parâmetros das seguintes formas:
• S=P100
• SP100
Em ambos os casos, o parâmetro local P18(S), tomaria o valor do parâmetro global P100
As definições descritas podem ser combinadas em um mesmo bloco.
CNC 8055
CNC 8055i
Níveis de aninhamento
Se as funções inicializam parâmetros locais, é gerado um novo nível de aninhamento.
MODELO ·M·
SOFT: V02.0X
O nível máximo de aninhamento de parâmetros é 6, dentro dos 15 níveis de aninhamento de subrotinas, tal como as instruções PCALL.
·5·
N o va s Fu n çõ es
Identificação a partir do PLC
Todas as funções G são identificadas através de variáveis de leitura GGS*. Para efetuar a
identificação das novas funções G a partir do PLC, foram utilizadas as variáveis de leitura GGSH
e GGSP, as quais retornam o estado das funções G.
O estado de cada uma das funções virá fornecido nos 25 bits mais baixos e estará indicado com
um 1 no caso em que se encontre ativa e com um 0 quando não esteja ou se a mesma não se
encontra disponível na versão atual.
GGSH:
G199
G198
G197
G196
G195
…
G179
G178
G177
G176
G175
G396
G395
…
G379
G378
G377
G376
G375
G180: Bit 5
G181: Bit 6
…
G189: Bit 14
GGSP:
G399
G398
G397
G380: Bit 5
G381: Bit 6
…
G399: Bit 24
Execução de chamada
Cada função G180-G189 e G380-G399, possui associada uma sub-rotina correspondente. A
chamada de uma função G, implica que seja chamada exclusivamente a sub-rotina do mesmo
nome.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·6·
N o va s Fu n çõ es
2
Antecipação no gerenciamento de ferramentas
Esta funcionalidade é utilizada para otimizar o tempo de troca da ferramenta em máquinas dotadas
de magazine de ferramentas com braço trocador. A otimização consiste em ir preparando o
magazine durante a usinagem para pegar a ferramenta que será utilizada na próxima operação.
Até este momento, na execução consecutiva de ciclos conversacionais, quando acabava a
execução de um ciclo era preparada a ferramenta necessária para o seguinte. Ou seja, todo o
processo de troca de ferramenta era realizado após finalizar o ciclo anterior.
Através desta funcionalidade, o CNC conhece com suficiente antecedência a ferramenta seguinte
a ser utilizada e a solicita um tempo antes de necessitá-la. O magazine se desloca para a posição
da referida ferramenta e fica à espera da troca. Desta forma, consegue-se reduzir o tempo de
produção das peças.
Quando for usada a programação em ISO também será notada esta otimização, sem a necessidade
de adiantar a programação da T seguinte.
2.1
Parâmetros de máquina, variáveis e marcas de PLC
Para que esta funcionalidade funcione é necessário que a máquina disponha de um magazine com
trocador automático, para o que devem ser cumpridas as seguintes condições:
• P.m.g. TOFFM06 (P28) = YES. Indica que a máquina é um centro de usinagem.
• P.m.g. NPOCKET (P24) diferente de 0. Indica o número de posições do magazine de
ferramentas.
TOOLTYPE (P167)
O bit 12 do parâmetro de máquina geral TOOLTYPE (P167) habilita o novo gerenciamento de
ferramentas e do magazine. Este parâmetro define o comportamento da ferramenta ou do corretor.
Possui 16 bits que serão contados da direita para a esquerda.
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
Cada bit tem atribuída uma função ou modo de trabalho. Padrão, todos os bits têm atribuído o valor
0. Ao atribuir a um bit o valor "1", se ativa a função correspondente.
Bit
Significado
0 - 11
Sem função.
12
Habilita/desabilita a antecipação do gerenciamento de ferramentas.
13
O sinal STOP se executa sempre depois da função "T".
14
Usinagem em arredondamento de aresta ao mudar de corretor.
15
Parar a preparação de blocos ao executar uma „T“
Valor padrão em todos os bits: 0
/XINHMZ
Através desta marca, o PLC indica que está manobrando para devolver uma ferramenta ao
magazine. Usando esta marca pode-se encurtar o tempo durante o qual se mantém o sinal
AUXEND a nível lógico baixo ao executar uma M6, de forma que não interrompa a execução do
programa.
O PLC deverá colocar a entrada lógica /XINHMZ a nível lógico baixo com a M6 para indicar que
se está manobrando para devolver a ferramenta anterior ao magazine. Quando tiver finalizado a
execução da M6 com todos os seus passos e o magazine estiver em situação de efetuar outra troca
de ferramenta, o PLC deverá colocar a entrada lógica /XINHMZ a nível lógico alto.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
A entrada lógica /XINHMZ (Xfer INHibit MagaZine) é utilizada para que a troca de ferramenta seja
mais segura e efetiva.
·7·
N o va s Fu n çõ es
2.2
Funcionamento
Antecipação na execução da seguinte T
A antecipação no gerenciamento de ferramentas consiste em que a execução da T seja realizada
com antecedência, ou seja, podem ocorrer até 1000 blocos antes de ser executada a
correspondente M6. Para utilizar esta funcionalidade não é necessário programar nada especial.
Se forem programadas duas Ts sem M6 entre elas, a primeira delas não dá lugar à troca de
ferramenta.
O gerenciamento antecipado de ferramentas não inicia até que a execução da última manobra de
M, S ou T seja finalizada. Além disso, se estiver em execução o gerenciamento antecipado de
ferramentas, não será executada nenhuma manobra de PLC para M, S ou T, até que o
gerenciamento de ferramentas seja finalizado.
Ao realizar o gerenciamento antecipado de ferramenta, a nova T aparece na história como
ferramenta pendente com antecedência, e a tabela do magazine é atualizada também com
antecedência.
Caso entrar no modo de inspeção de ferramentas quando já se tiver antecipado o gerenciamento
da próxima T, mesmo que se troque de ferramenta durante a inspeção, após a inspeção se retornará
ao preparo da próxima T.
Como o gerenciamento antecipado da T é iniciado quando a preparação encontra a M6
correspondente, se houver algum programa no qual se programou uma T e posteriormente uma
M30, sem haver M6 no meio, neste caso, a M30 dará lugar ao gerenciamento antecipado desta
T. Desta forma poderá ser preparada a T que necessita o programa seguinte a ser executado.
Exemplo:
No seguinte exemplo, a troca de ferramenta é programada em dois blocos consecutivos (Tn e M6).
Neste caso a execução da T será antecipada tudo que puder. Se houver algum bloco de programa
que detenha a preparação de blocos, a antecipação não será de 1000 blocos, mas iniciará assim
que for executado o referido bloco.
No seguinte programa:
N1 …....
N2 …....
….....
N500 (P100 = TPOSX)
N501.......
…..........
N600 T2
N601 M6
….....
A execução do bloco T2 somente poderá iniciar após a execução do bloco (P100 = TPOSX) que
detém a preparação. Se for eliminado o referido bloco, a execução de T2 poderia começar
simultaneamente à do bloco N1.
Antecipação na devolução da ferramenta ao magazine
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·8·
Este gerenciamento poderá ser acrescentado ao PLC para melhorar o tempo de execução da troca
da ferramenta, assegurando que todo o ciclo do magazine seja completado antes de iniciar a troca
seguinte de ferramenta.
Para que a troca de ferramenta seja mais segura e efetiva, o PLC deverá colocar a entrada lógica
/XINHMZ a nível lógico baixo com a M6, para indicar que se está manobrando para devolver a
ferramenta anterior ao magazine. Quando tiver finalizado a execução da M6 com todos os seus
passos e o magazine estiver em situação de efetuar outra troca de ferramenta, o PLC deverá colocar
a entrada lógica /XINHMZ a nível lógico alto. Desta forma, enquanto o PLC recebe os dados da
M6, pode elevar o sinal AUXEND, e o programa peça pode seguir sendo executado enquanto a
ferramenta é devolvida ao magazine.
N o va s Fu n çõ es
Com este gerenciamento, se ocorre algum erro na última parte da manobra, quando já houver sido
alterada a história e a tabela do magazine, evita-se que a situação real do magazine não coincida
com a assumida no CNC.
Este gerenciamento somente será possível se for antecipado o gerenciamento da T, ou seja, se
estiver sendo executado em modo automático e com o bit 12 do p.m.g. TOOLTYPE (P167) = 1.
O programa peça não é dado como finalizado até que a marca /XINHMZ se ponha com valor 1,
dando a entender que a ferramenta foi deixada no magazine. Isto vale para M30, M2 e a última linha
do programa.
Enquanto a marca /XINHMZ estiver em nivel lógico baixo, será indicado salientando a T em vídeo
inverso tanto no modo ISO como no modo conversacional.
Ferramentas de terra
Uma ferramenta é considerada ferramenta de terra se está na tabela de ferramentas mas não está
na tabela do magazine.
A ferramenta de terra não ocupa posição no magazine e é identificada com o valor -4 em TBCD
(ao solicitar a ferramenta) e em T2BCD (ao devolvê-la ao magazine).
O tratamento de ferramentas de terra é ativado com o mesmo bit da T antecipada.
2.3
Aprimoramentos no gerenciamento do magazine
A partir desta versão serão fornecidas informações adicionais para tornar mais fácil e seguro o
gerenciamento das ferramentas e do magazine.
Trata-se de que tanto ao executar uma função T como ao executar uma M6, o PLC disponha de
todas as informações necessárias sobre a nova ferramenta que foi solicitada e sobre a ferramenta
que deve ser devolvida ao magazine.
Desta forma, por um lado, não é preciso manter a informação que se obteve com a T (TBCD) em
registros do PLC para poder usá-la ao executar a M6. Por outro lado, pode ocorrer que entre a
execução da T e a da M6 tenha-se alterado manualmente o magazine de ferramentas ou tenham
sido alteradas as variáveis TOOL e NXTOOL a partir do PLC, razão pela qual a informação que
tinha sido obtida com a T deixa de ser correta e é necessário atualizá-la com a M6.
A seguinte informação se aplica a todos os tipos de magazines com trocador automático. Estes
magazines podem ser os seguintes:
• Magazine não aleatório (random) com p.m.g. TOOLMATY(P164)=0.
• Magazine não aleatório (random) com p.m.g. TOOLMATY(P164)=1.
• Magazine random.
A marca do PLC "T2STROBE" (M5535) e o correspondente registro do PLC "T2BCD" (R559)
indicam em qual posição do magazine deve-se deixar a ferramenta ativa. Até este momento eram
proporcionados com M6 nos seguintes casos:
• Em magazines não-random.
• Em magazines random, quando uma das ferramentas envolvidas na troca é especial.
No restante dos casos não se obtinha esta informação porque supostamente a ferramenta ativa
é deixada na posição do magazine da qual será retirada a nova.
A partir desta versão, com M6 serão obtidas as marcas "T2STROBE" (M5535) e "T2BCD" (R559)
para qualquer tipo de magazine com trocador automático, sempre que esteja ativo o bit 12 do p.m.g.
TOOLTYPE (P167).
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·9·
N o va s Fu n çõ es
Novo registro do PLC "NT2BCD" e marca "NT2STROBE"
Para facilitar o tratamento do magazine do ponto de vista do PLC, foi implementado outro
aprimoramento que consiste em que o CNC proporcione ao PLC informações sobre a ferramenta
que será devolvida o mais cedo possível. Até esta versão, com M6 se obtinha esta informação em
"T2BCD" (R559) sobre a ferramenta que será devolvida ao magazine nos seguintes casos:
• Se o magazine é não-random com trocador.
• Se o magazine é random, quando a ferramenta que se vai pegar ou que se vai deixar é especial.
A partir desta versão, esta informação é antecipada à execução da T. Quando é executada uma
nova T, o CNC obtém no novo registro do PLC "NT2BCD" (R572) a posição do magazine para a
qual deverá levar a ferramenta ativa, e além disso, indica com a nova marca do PLC "NT2STROBE"
(M5573) que existe nova informação em "NT2BCD". Ao executar a M6 seguinte o valor do registro
"NT2BCD" passará para registro "T2BCD".
Esta informação será obtida para qualquer tipo de magazine com trocador automático sempre que
estiver ativo o bit 12 do p.m.g. TOOLTYPE (P167).
Duplicar a informação fornecida em TBCD e TSTROBE com M6
Este aprimoramento consiste em duplicar a informação fornecida com a execução da T (registro
TBCD e marca TSTROBE) ao executar a M6 seguinte. Isto é feito por segurança, se entre a
execução da T e a da M6 tiver ocorrido alguma parada para intervenção manual ou se a máquina
foi desligada.
Este aprimoramento funciona sempre que esteja ativo o bit 12 do p.m.g. TOOLTYPE (P167).
Novas variáveis de CNC para uso na sub-rotina associada a M6
Dentro da sub-rotina da M6 é útil saber se as ferramentas envolvidas na troca são de terra para
poder levar a máquina a posições distintas para a troca da ferramenta. Para facilitar a programação
da sub-rotina são definidas duas novas variáveis de CNC.
Variável PNXTOOL:
Posição do magazine da qual se vai pegar a ferramenta seguinte. Coincide com o valor que chegará
posteriormente ao registro "TBCD" (R558) com a M6, exceto que este último estará em BCD.
Variável PTOOL:
Posição do magazine na qual será deixada a ferramenta atual. Coincide com o valor que chegará
posteriormente ao registro "T2BCD" (R559) com a M6, exceto que este último estará em BCD.
Ambas são variáveis só de leitura que detêm a preparação de blocos e somente são acessadas
pelo CNC. Este aprimoramento funciona sempre que esteja ativo o bit 12 do p.m.g. TOOLTYPE
(P167).
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·10·
N o va s Fu n çõ es
3
Aprimoramentos na personalização
Algumas telas do CNC podem ser personalizadas pelo fabricante da máquina para exibir mais
informação, exibir a informação de forma diferente, ou exibir telas diferentes.
A partir desta versão do CNC, junto com a V3 do WINDRAW55, poderá ser configurada um paleta
de 32 cores e elementos gráficos "PNG" e "JPG".
Paleta de 32 cores
O fato do WINDRAW55 gerenciar uma paleta de 32 cores, permitirá criar novas telas e adaptar telas
ou ciclos antigos à estética atual. Poderão ser selecionadas mais cores na paleta do WINDRAW55
na hora de elaborar os desenhos ou textos.
Compatibilidades:
Não será possível abrir um arquivo gráfico de 32 cores em versões do CNC anterores a esta. Se
tentar-se abrir um arquivo ".WGD" será fornecido um erro de incompatibilidade entre versões. Por
outro lado, se tentar-se abrir um arquivo ".PAN" o ".SIM" não serão mostrados os elementos gráficos
de 32 cores.
Os arquivos ".PAN" e ".SIM" criados com o WINDRAW55 de 32 cores não poderão ser visualizados
nem modificados com o editor gráfico do CNC8055.
Gerenciamento de elementos gráficos "PNG" y "JPG"
A partir desta versão são gerenciados elementos gráficos do tipo PNG e JPG/JPEG. Estes
elementos gráficos poderão ser utilizados na telas padrão do CNC, como por exemplo em ícones,
ou serem personalizados através da versão V3 do programa WINDRAW55.
Não será possível gerenciar-se este tipo de elementos gráficos diretamente com as ferramentas
de personalização do CNC em seu editor gráfico, nem poderão ser visualizados na personalização
do CNC, uma vez que somente são visualizados os ".SIM" e ".PAN".
Acrescentou-se a opção de definir a tela zero da personalização com imagens do tipo PNG/JPEG.
Se houverem várias imagens, a ordem de prioridade será a seguinte:
1. 000.jpg, 000.jpeg, 000.JPG, 000.JPEG
2. 000.png, 000.PNG
3. 000.pan
4. Tela de início padrão da Fagor.
Compatibilidades:
No CNC8055 modular não são visualizados os elementos gráficos do tipo PNG e JPG.
Carga dos elementos gráficos:
A carga de elementos gráficos do tipo PNG e JPG do WINDRAW55 para o CNC é realizada através
de FTP o utilizando-se um pendrive através da porta USB. Caso se utilize o pendrive, será feito
um BACKUP / RESTORE geral e ao selecionar-se a opção "páginas e símbolos" automáticamente
serão incuídos os PNG/JPGs no referido BACKUP / RESTORE.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·11·
N o va s Fu n çõ es
4
Alterações em vários parâmetros dos spindles (eixos-árvore)
Foram alterados os valores máximos e decimais de vários parâmetros dos spindles.
Os novos valores são os seguintes:
MAXGEAR1 (P2)
MAXGEAR4 (P5)
MAXGEAR2 (P3)
MAXGEAR3 (P4)
Indicam a velocidade máxima do spindle atribuído a cada uma das gamas.
Em tornos grandes, nos quais 1 rpm pode ser uma velocidade muito elevada, é importante poder
definir com decimais as rpm máximas para as gamas. Além disso, em algumas máquinas, é
interessante poder utilizar spindles superiores a 65535 rpm.
A partir desta versão, seu valor será de até 99999,999 com 3 decimais.
Quando se dispõe de mudança de gama automática, serão utilizados estes valores para efetuar
a mudança.
MAXGEAR1
para a gama 1 (M41).
MAXGEAR2
para a gama 2 (M42).
MAXGEAR3
para a gama 3 (M43).
MAXGEAR4
para a gama 4 (M44).
Valores possíveis:
Valores com 3 decimais entre 0,000 e 99999,999 rpm.
Valor padrão: Para MAXGEAR1 (P2) = 1000 rpm.
Para MAXGEAR2 (P3) = 2000 rpm.
Para MAXGEAR3 (P4) = 3000 rpm.
Para MAXGEAR4 (P5) = 4000 rpm.
Se não forem necessárias as 4 gamas, usar as inferiores e atribuir às não utilizadas o mesmo valor
atribuído à superior das utilizadas.
SLIMIT (P66)
Limite máximo de segurança para a velocidade do spindle. A partir desta versão, seu valor será
de até 99999,999 com 3 decimais. Este limite é ativado pelo PLC e é aplicado em todos os modos
de trabalho, incluindo o canal do PLC. Quando o spindle é controlado pelo PLC através da marca
PLCCNTL, não será levada em consideração esta limitação.
Valores possíveis:
Valores com 3 decimais entre 0,000 e 99999,999 rpm.
Valor padrão: 0
Esta limitação é ativada mediante a marca SLIMITAC (M5059). Quando esta limitação é desativada,
recupera-se a velocidade programada.
Este parâmetro permite limitar temporariamente a velocidade do spindle pelo PLC, por exemplo,
quando são abertas as portas, etc.
MAXSPEED (P0)
CNC 8055
CNC 8055i
Parâmetro de máquina do spindle auxiliar que indica a velocidade máxima deste spindle. A partir
desta versão, seu valor será de até 99999,999 com 3 decimais.
Valores possíveis:
Valores com 3 decimais entre 0,000 e 99999,999 rpm.
Valor padrão: 1000 rpm.
MODELO ·M·
SOFT: V02.0X
i
·12·
Ao migrar de uma versão anterior para uma versão V02.0x, os parâmetros indicados acima passarão
a possuir três decimais de valor 0. A parte inteira manterá o valor anterior.
Se migrar de uma versão V02.0x para uma versão anterior, os parâmetros indicados acima perderão
a parte decimal, mas manterão os valores da parte inteira.
N o va s Fu n çõ es
5
Função retracing de 2000 blocos
O gerenciamento da função retracing será igual ao das versões anteriores a esta, com a diferença
de que o número de blocos executados que se pode retroceder será de 2000.
Ao poder retroceder até 2000 blocos, a distância que se poderá retroceder será muito maior.
6
Busca rápida de bloco
A busca rápida de bloco é orientada a programas de CAD/CAM que contêm no início os blocos que
estabelecem as condições de usinagem e depois uma série de blocos de movimento. Neste tipo
de programa, pode-se experimentar uma maior rapidez no momento de localizar o ponto de
interrupção.
Contudo, se no meio do programa houver algum bloco que altere as condições de usinagem
estabelecidas no início do mesmo, a rapidez no momento de localizar o ponto de interrupção será
menor.
Com esta nova busca de bloco, não são simulados todos os blocos de movimento que foram
executados. O CNC elimina da simulação os blocos compreendidos entre o último bloco que não
seja de cotas, etiquetas ou comentários, e o bloco do ponto de interrupção do programa.
Deste modo, é realizado um salto entre blocos, detendo-se no bloco anterior ao bloco em que se
parou, ou seja, no último bloco executado. Isto permite seguir executando o programa a partir de
um pouco antes do local onde ocorreu a interrupção, assegurando assim a correta continuidade
da usinagem que estava se realizando.
Ao fazer uma parada, o CNC identifica automaticamente se no programa interrompido é possível
efetuar uma busca rápida de bloco. Caso seja possível, esta busca poderá ser iniciada através da
softkey "Busca automática".
Se na execução anterior à interrupção houver blocos associados a ciclos fixos e/ou chamadas de
blocos que impliquem uma mudança de nível, como por exemplo PCALL ou RPT, não será aplicada
a busca rápida, mas sim a busca de bloco normal.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·13·
N o va s Fu n çõ es
7
Sub-rotinas locais em programa
A partir desta versão, há a possibilidade de se definir sub-rotinas locais dentro de um programa.
Estas sub-rotinas funcionam executando-as a partir da memória RAM ou do disco rígido.
A sub-rotina local é definida como parte de um programa. Esta sub-rotina somente pode ser
chamada a partir do programa em que está definida.
Programação
As sub-rotinas locais estarão localizadas no início do programa, antes do início real do programa.
A definição das sub-rotinas locais será feita programando (LSUB n), onde n indica o número da
sub-rotina. Após isso, será programado o conteúdo da sub-rotina.
A faixa das sub-rotinas locais é de 0 a 9999.
(LSUB 0)
(LSUB 9999)
O início real do programa é identificado com o caractere %. Após este caractere, poderá ser
adicionado qualquer texto.
A chamada de uma sub-rotina local poderá ser feita através dos comandos CALL, PCALL o MCALL.
Ao executar as chamadas, primeiro são buscadas as sub-rotinas definidas como locais no referido
programa, que coincidam com o nome. No caso de não haver nenhuma, será buscada entre as
sub-rotinas globais.
Se deseja-se executar diretamente uma sub-rotina local, isso deve ser feito programando(LL n).
Desta forma, será executada somente a sub-rotina local. Se não existir esta sub-rotina, nada será
executado e será exibido o erro de sub-rotina não definida.
Dentro de um programa podem ser definidas até 100 sub-rotinas locais. O nível máximo de
aninhamento de sub-rotinas locais é 15.
Exemplos:
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·14·
Exemplo 1:
EXemplo 2:
(LSUB9505)
X100
(RET)
(LSUB9505)
X100
(RET)
%**** ; início de programa
(CALL 9505)
M30
%**** ; início de programa
(LL9505)
M30
N o va s Fu n çõ es
Execução dos programas:
(LL n) Chamada de sub-rotina local.
Este comando não permite inicializar parâmetros.
(CALL n) Chamada de sub-rotina local ou global.
Este comando não permite inicializar parâmetros.
(PCALL n ...) Chamada de sub-rotina local ou global.
Este comando permite inicializar parâmetros locais.
(MCALL n ...) Chamada de sub-rotina local ou global com caractere modal.
Este comando permite inicializar parâmetros locais.
Limitações:
Uma sub-rotina local pode chamar uma sub-rotina global, mas uma sub-rotina global não pode
chamar uma sub-rotina local, a menos que a referida sub-rotina local esteja definida no programa
raiz, ou seja, no primeiro programa que é executado.
Não são consideradas as sub-rotinas locais definidas dentro de um programa que tenha sido
chamado através do comando "EXEC". Somente são consideradas as definidas no programa raiz.
Somente são consideradas as sub-rotinas locais que se encontram em programas que são
executados a partir do canal do CNC em execução, seja em modo ISO ou conversacional. Não está
prevista a execução de sub-rotinas locais a partir do canal do PLC.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·15·
N o va s Fu n çõ es
8
Evitar parada de spindle com M30 ou Reset
Esta função é especialmente útil em retíficas e tornos grandes, nos quais não se deve parar o
spindle habitualmente. Permite finalizar a execução de um programa com M30 ou Reset e iniciar
novamente sem deter o spindle.
Mediante o parâmetro máquina do spindle SPDLSTOP (P87), a parada do spindle poderá ser
evitada nesta situação.
SPDLSTOP (P87)
Mediante este parâmetro de máquina do spindle, a parada do spindle poderá ser evitada quando
executa-se uma M30 ou RESET.
Valor
Significado
0
Detém-se o spindle com M2, M30 ou com RESET.
1
Não detém-se o spindle com M2, M30 ou com RESET.
Se deseja-se deter o spindle, será necessário programar uma M5.
Valor padrão: 0
Casos especiais:
Em torno, se o p.m.c. SPDLSTOP(P87) =1 e se havia uma G96 ativa antes de executar-se o RESET
ou a M30, não será desativada a G96 nem a marca do PLC "CSS" e o spindle continuará girando
na mesma velocidade.
Se o p.m.c. SPDLSTOP(P87) =1 e há um limite de velocidade de rotação do spindle programado
mediante G92 S**, quando se executar RESET ou M30, o spindle não irá parar e manterá a
velocidade de rotação limitada à programada mediante G92S.
Nos seguintes casos, o valor 0 ou 1 do p.m.c. SPDLSTOP (P87) não será levado em consideração,
o CNC sempre atua da seguinte forma:
• Se ocorre um erro no spindle ou uma emergência, o spindle é detido.
• Ao passar de manual para automático e vice-versa, tanto em modo ISO como em modo
conversacional, o spindle não é detido.
• Se existem spindles sincronizados funcionando, quando se executa uma M30 ou RESET, a
sincronização é desativada e os spindles são detidos.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·16·
N o va s Fu n çõ es
9
Programação de T e M6 com sub-rotina associada na mesma linha
Até esta versão, a função M6 não podia ser programada na mesma linha que uma função T quando
a M6 possuia associada uma sub-rotina. A partir desta versão, as funções T e M6 poderão ser
programadas no mesmo bloco. Nestes casos, a função T também poderá possuir sub-rotina
associada. Nada mais poderá ser programado neste bloco.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·17·
N o va s Fu n çõ es
10
Variáveis
10.1
Variável OPMODE
Através da leitura dos novos valores da variável OPMODE será possível proteger o programa do
PLC, os programas do OEM e as datas.
Novos valores da variável OPMODE:
63 = Mudança de proteções.
130 = Mudança de datas.
131 = Mudança de passwords.
10.2
Variável DISABMOD
A variável DISABMOD, permite desabilitar algumas ações ou modos, colocando o bit
correspondente com valor 1. Esta variável é de escrita desde o PLC e de leitura desde o PLC, DNC
e CNC.
10.3
Bit
Significado
0
Com valor 1, não é permitida a visualização do programa do PLC. Tampouco é permitida a
visualização do PLC em contatos.
1
Com valor 1, não é permitido alterar a data, mesmo que a softkey de acesso seja mostrada.
È válido tanto para o explorer como para "UTILIDADES".
2
Com valor 1, não é permitido alterar os passwords. Não se poderá ver nem alterar os
passwords, mesmo que a softkey de acesso seja mostrada. È válido tanto para o explorer
como para "UTILIDADES".
Variáveis internas do CNC
GGSN:
Retorna o estado das funções G325 a G349. O estado de cada uma das funções virá fornecido
nos 25 bits mais baixos e estará indicado com um 1 no caso em que se encontre ativa e com um
0 quando não esteja ou se a mesma não se encontra disponível na versão atual.
G349
G348
G347
G346
G345
…
G329
G328
G327
G326
G325
GGSO:
Retorna o estado das funções G350 a G374. O estado de cada uma das funções virá fornecido
nos 25 bits mais baixos e estará indicado com um 1 no caso em que se encontre ativa e com um
0 quando não esteja ou se a mesma não se encontra disponível na versão atual.
G374
G373
G372
G371
G370
…
G354
G353
G352
G351
G350
GGSP:
CNC 8055
CNC 8055i
Retorna o estado das funções G375 a G399. O estado de cada uma das funções virá fornecido
nos 25 bits mais baixos e estará indicado com um 1 no caso em que se encontre ativa e com um
0 quando não esteja ou se a mesma não se encontra disponível na versão atual.
G399
G398
G397
G396
G395
…
G379
G378
G377
G376
G375
GGSQ:
MODELO ·M·
SOFT: V02.0X
Retorna o estado das funções G400 a G424. O estado de cada uma das funções virá fornecido
nos 25 bits mais baixos e estará indicado com um 1 no caso em que se encontre ativa e com um
0 quando não esteja ou se a mesma não se encontra disponível na versão atual.
G424
·18·
G423
G422
G421
G420
…
G404
G403
G402
G401
G400
N o va s Fu n çõ es
10.4
Variável CYCCHORDERR
A variável CYCCHORDERR permite definir o erro cordal dos ciclos fixos. Esta variável pode ser
lida e escrita a partir do programa peça.
A variável CYCCHORDERR permite modificar o erro cordal dos ciclos, de forma que o usuário
possa aumentá-lo ou reduzí-lo nas peças de acordo com suas necessidades.
A utilização desta variável é necessária, por exemplo, em peças com áreas curvas executadas
usando o ciclo de bolsão 3D. Nestas peças, se o raio é muito grande, notam-se os segmentos.
Reduzindo o erro cordal, as peças ficam melhor.
Através desta variável, o usuário poderá reduzir o erro cordal na peça até onde julgue conveniente.
Reduzir o erro cordal pode aumentar o tempo de usinagem.
Uma vez alterado o valor desta variável, ele permanece ativo até o CNC ser desligado.
Valor padrão da variável CYCCHORDERR (250 décimos de micra).
Exemplo de programação:
(CYCCHORDERR = 25)
(PCALL 9986, P200=0)
M30
É aconselhável utilizar um valor de CYCCHORDERR de 25 décimos de micra. Este valor melhora
o acabamento e o tempo não eleva muito.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·19·
N o va s Fu n çõ es
11
Possibilidade de parametrizar os nós SERCOS não correlatos
Do mesmo modo como se faz com a regulação digital CAN, a partir desta versão, os parâmetros
dos eixos e spindles DRIBUSID poderão ser definidos em regulação digital SERCOS sem a
necessidade de que haja correlação.
Desta forma, será possível retirar um eixo ou spindle do bus SERCOS sem precisar modificar os
outros parâmetros, p.m.e. DRIBUSID (P56) ou p.m.c. DRIBUSID (P44).
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·20·
N o va s Fu n çõ es
12
Nova opção da instrução WRITE
Através desta nova opção da instrução WRITE, será possível escrever diretamente o número do
parâmetro. Para isso, se utiliza o caractere "$" precedendo ao "P", sempre que for precedido por
um eixo.
Por exemplo, programando (WRITE X$P100) o resultado seria: XP100.
Se deseja-se indicar algo em dólares, se deverá programar o valor atrás do símbolo do dólar. Em
contrapartida, se deseja-se pegar o valor de um parâmetro, deverá ser colocado um espaço entre
o símbolo "$" e o parâmetro.
Em resumo, dispõe-se das seguintes opções:
• Se for programado $P, obtém-se $P.
• Se for programado $[espaço]P, obtém-se $[espaço] e o conteúdo de P.
• Se for programado $[número], obtém-se $[número].
Exemplo:
Sendo o parâmetro P100=22.
Programa
Resultado
(WRITE XP100)
X22
(WRITE X$P100)
XP100
(WRITE $ P100)
$ 22
(WRITE $3000)
$3000
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·21·
N o va s Fu n çõ es
13
Anular deslocamento de volante aditivo com G04 K0
O CNC vai lendo blocos à frente do que está executando, com o objetivo de calcular com
antecedência a trajetória a percorrer.
A função G04 detém a preparação de blocos e aguarda que o bloco seja executado para iniciar
novamente a preparação de blocos.
Mediante a funcionalidade associada à G04 K0, pode-se conseguir que, após aguardar que sejam
executados todos os blocos anteriores ao bloco G04 K0, sejam atualizadas as cotas dos eixos do
canal. Até este momento, as cotas eram inicializadas porém não era eliminado o offset do volante
aditivo.
A partir desta versão, se o bit 10 do p.m.g. ADIMPG (P176) =1, com a instrução G04 K0 são
inicializadas as cotas e é eliminado o offset, introduzido através do volante aditivo, em todos os eixos
nos quais existia o offset.
As cotas serão inicializadas pelas cotas reais da máquina e o offset será eliminado sem que haja
movimento em nenhum dos eixos da máquina.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·22·
N o va s Fu n çõ es
14
Parâmetro de ethernet NFSPROTO (P32)
Ao configurar um disco rígido remoto utilizando NFS, pode-se utilizar os protocolos TCP ou UDP.
O protocolo TCP é mais seguro, mas em algumas configurações de rede a cópia de arquivos e a
atualização de diretórios com muitos programas ficam muito lentas em relação ao protocolo UDP.
Através do novo parâmetro de ethernet NFSPROTO (P32) poderá ser selecionado o protocolo
desejado.
NFSPROTO (P32)
Através deste parâmetro de ethernet, o protocolo desejado poderá ser selecionado ao configurar
um disco rígido remoto utilizando NFS.
Valor
Significado
0
Será utilizado o protocolo TCP.
1
Será utilizado o protocolo UDP.
Valor padrão: 0
Este parâmetro é validado com SHIFT/RESET ou ao ligar.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·23·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·24·
N o va s Fu n çõ es
VERSÃO V02.03
1
Instruções de personalização PAGE e SYMBOL
As instruções de personalização PAGE e SYMBOL se utilizam nos programas de personalização
realizados pelo usuário.
Afim de poderem ser utilizados os novos formatos (PNG e JPG/JPEG) nos programas do usuário
criados com versões anteriores à V02.00, foi alterado o funcionamento das instruções PAGE e
SYMBOL.
O formato dos arquivos PNG e JPG/JPEG deve ser um número de três dígitos. Por exemplo
"001.jpg" para a página 1. O tamanho da página deve ser 638x335.
(PAGE (expressão))
A instrução PAGE visualiza na tela o número de página indicado mediante um número ou mediante
qualquer expressão que tenha como resultado um número.
A partir desta versão, são suportados os formatos JPG/JPEG. Desta forma, se existe um arquivo
"n.jpg", "n.jpeg" ou "n.pan", este arquivo será visualizado na tela. Se houverem vários arquivos, a
ordem de prioridade será a seguinte:
1. "n.jpg".
2. "n.jpeg".
3. "n.pan".
As páginas definidas pelo usuário estarão compreendidas entre a página 0 e a página 255 e se
definirão desde o teclado do CNC em modo de personalização tal e como se indica no Manual
de Operação. As páginas do sistema se definirão mediante um número superior a 1000.
(SYMBOL (expressão 1), (expressão 2), (expressão 3))
A instrução SYMBOL visualiza na tela o símbolo cujo número vem indicado mediante o valor da
expressão 1 depois de valorada.
Da mesma maneira, a sua posição na tela está definida pela expressão 2 (coluna) e pela expressão
3 (fila).
Tanto expressão 1, como expressão 2 e expressão 3 poderão conter um número ou qualquer
expressão que tenha como resultado um número.
A partir desta versão, é suportado o formato PNG. Desta forma, se existe um arquivo "n.png", será
visualizado na posição indicada pelas expressões 2 e 3. Se não existir, será visualizado o arquivo
"n.sim".
O CNC permite visualizar qualquer símbolo definido pelo usuário (0-255) desde o teclado do CNC
no modo de personalização tal e como se indica no Manual de Operação.
Para posicioná-lo dentro da área de visualização se definirão os pixels da mesma, 0-638 para as
colunas (expressão 2) e 0-335 para as filas (expressão 3).
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·25·
N o va s Fu n çõ es
2
Rotação máxima do spindle/segundo spindle/spindle auxiliar até
200000 rpm
Trata-se de aumentar a faixa de programação da S de forma que alcance 200000 rpm.
2.1
Alterações em vários parâmetros dos spindles (eixos-árvore)
Foram alterados os valores máximos de vários parâmetros dos spindles.
Os novos valores são os seguintes:
MAXGEAR1 (P2)
MAXGEAR4 (P5)
MAXGEAR2 (P3)
MAXGEAR3 (P4)
Indicam a velocidade máxima do spindle atribuído a cada uma das gamas.
Em algumas máquinas, é interessante poder utilizar spindles superiores a 99999,999 rpm. A partir
desta versão, seu valor será de até 200000,000 rpm.
Quando se dispõe de mudança de gama automática, serão utilizados estes valores para efetuar
a mudança.
MAXGEAR1
para a gama 1 (M41).
MAXGEAR2
para a gama 2 (M42).
MAXGEAR3
para a gama 3 (M43).
MAXGEAR4
para a gama 4 (M44).
Valores possíveis:
Valores com 3 decimais entre 0,000 e 200000,000 rpm.
Valor padrão: Para MAXGEAR1 (P2) = 1000 rpm.
Para MAXGEAR2 (P3) = 2000 rpm.
Para MAXGEAR3 (P4) = 3000 rpm.
Para MAXGEAR4 (P5) = 4000 rpm.
Se não forem necessárias as 4 gamas, usar as inferiores e atribuir às não utilizadas o mesmo valor
atribuído à superior das utilizadas.
SLIMIT (P66)
Limite máximo de segurança para a velocidade do spindle. A partir desta versão, seu valor será
de até 200000,000 rpm. Este limite é ativado pelo PLC e é aplicado em todos os modos de trabalho,
incluindo o canal do PLC. Quando o spindle é controlado pelo PLC através da marca PLCCNTL,
não será levada em consideração esta limitação.
Valores possíveis:
Valores com 3 decimais entre 0,000 e 200000,000 rpm.
Valor padrão: 0
Esta limitação é ativada mediante a marca SLIMITAC (M5059). Quando esta limitação é desativada,
recupera-se a velocidade programada.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·26·
Este parâmetro permite limitar temporariamente a velocidade do spindle pelo PLC, por exemplo,
quando são abertas as portas, etc.
N o va s Fu n çõ es
MAXSPEED (P0)
Parâmetro de máquina do spindle auxiliar que indica a velocidade máxima deste spindle. A partir
desta versão, seu valor será de até 200000,000 rpm.
Valores possíveis:
Valores com 3 decimais entre 0,000 e 200000,000 rpm.
Valor padrão: 1000 rpm.
Ao migrar de uma versão anterior para uma versão V02.0x, os parâmetros indicados acima passarão
a possuir três decimais de valor 0. A parte inteira manterá o valor anterior.
Se migrar de uma versão V02.0x para uma versão anterior, os parâmetros indicados acima perderão
a parte decimal, mas manterão os valores da parte inteira.
i
DFORMAT (P1)
Indica o formato que será utilizado na visualização do spindle. Sem função para segundo spindle.
Valor
Significado
0
Em 4 dígitos.
1
Em 5 dígitos.
2
Em formato 4.3.
3
Em formato 5.3.
4
Não se visualiza.
5
Em 6 dígitos.
Valor padrão: 0
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·27·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.0X
·28·
N o va s Fu n çõ es
VERSÃO V02.10
1
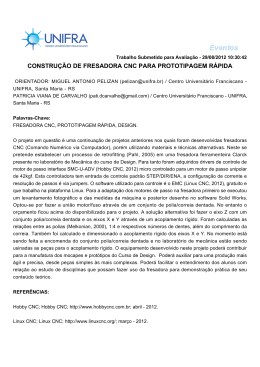
Deslocamento de origem incremental (G158)
A instrução G158 permite programar e ativar um offset incremental em um programa. Esta
funcionalidade serve para definir novos zeros peça no mesmo programa se ter que defini-los
previamente na tabela de offsets nem utilizar instruções de alto nível.
Quando é aplicado um deslocamento de origem incremental, o CNC adiciona-o ao deslocamento
de origem absoluto que se encontra ativo neste momento.
Programação
Os deslocamentos de origem incrementais são definidos a partir do programa através da função
G158, programando em seguida os valores do deslocamento de origem que se quer aplicar em
cada eixo. Para cancelar o deslocamento de origem incremental, programar a função G158 sem
eixos no bloco. Para cancelar o deslocamento incremental somente em determinados eixos,
programar um deslocamento incremental de 0 em cada um deles.
Y
2
65
3
W
50
W
1
20
4
W
20
W
40
60
X
120
X
Y
G54 (G159N1)
20
20
G55 (G159N2)
120
20
N100 G54
(Se aplica o primeiro deslocamento de origem)
···
(Usinagem de perfil)
N200 G158 X20 Y45
(Aplica-se o delocamento de origem incremental.
···
(Usinagem de perfil 2)
N300 G55
(Se aplica o segundo deslocamento de origem) A função G158 continua
ativa)
···
(Usinagem de perfil 3)
N400 G158
(Anula-se o delocamento de origem incremental. A função G55 continua
ativa)
···
(Usina-se o perfil 4)
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·29·
N o va s Fu n çõ es
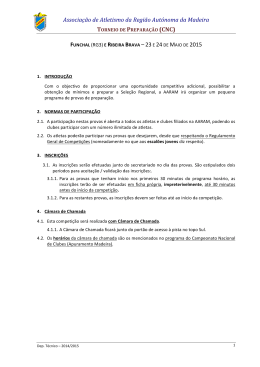
X
90
90
90
90
A4
A3
A2
A1
Z
150
240
330
G55
G158
420
G54
G158
G158
X
Z
G54 (G159N1)
0
420
G55 (G159N2)
0
330
N100 G54
(Se aplica o primeiro deslocamento de origem absoluto)
···
(Usinagem de perfi A1)
N200 G158 Z-90
(Aplica-se o delocamento de origem incremental.
···
(Usinagem de perfi A2)
N300 G55
(Se aplica o segundo deslocamento de origem absoluto)
(O deslocamento de origem incremental continua ativo)
···
(Usinagem de perfi A3)
N200 G158 Z-180
(Se aplica o segundo deslocamento de origem incremental)
···
(Usinagem de perfi A4)
Só pode haver um deslocamento incremental ativo em cada eixo; por isso, ao se aplicar um
deslocamento de origem incremental sobre um eixo, é cancelado o que estava ativo anteriormente
no referido eixo. Os deslocamentos dos eixos restantes não são afetados.
Y
80
W
50
20
M
G54 (G159N1)
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·30·
W
W
W
20
W
40
70
120
X
Y
20
20
N100 G54
(Se aplica o deslocamento de origem absoluto)
N200 G158 X20 Y60
(Aplica-se o primeiro deslocamento incremental)
N300 G158 X50 Y30
(Aplica-se o segundo deslocamento incremental)
N400 G158 X100
(Aplica-se o terceiro deslocamento incremental)
N500 G158 Y0
(Aplica-se o quarto deslocamento incremental)
N600 G158 X0
(Cancela-se o deslocamento incremental)
X
N o va s Fu n çõ es
O deslocamento de origem incremental não é cancelado após aplicar-se um novo deslocamento
de origem absoluto (G54-G57 ou G159Nx).
Como descrito anteriormente, só pode estar ativo um deslocamento de origem incremental, razão
pela qual as instruções G58 e G59 são incompatíveis com a instrução G158. Deste modo, o último
deslocamento de origem incremental programado cancela o deslocamento incremental que se
encontra ativo.
A programação da função G158 sozinha no bloco ou G158 com valor 0 nos eixos, cancela o
deslocamento incremental G158 previamente ativado. As referidas instruções também cancelam
os deslocamentos incrementais G58/G59 que se encontram ativos.
Considerações
Um deslocamento de origem incremental, por si próprio, não provoca nenhum deslocamento nos
eixos da máquina.
Se a partir do modo manual for realizada uma busca de referência máquina de um eixo, anula-se
o deslocamento de origem incremental no referido eixo.
Propriedades da função
A função G158 é modal e é incompatível com a função G53.
No momento da ligação, o CNC assume o deslocamento de origem incremental que se encontrava
ativo no momento em que se apagou. Mesmo assim, o deslocamento de origem incremental não
é afetado pelas funções M02 e M30, nem por um RESET do CNC.
Visualização na tabela de origens
Tanto em modo ISO como em conversacional, na tabela de deslocamentos encontra-se uma linha
acima da posição G54 na qual é identificada a G158 com seus valores X, Y, Z.....
Esta linha não pode ser modificada a partir da tabela, podendo ser alterada somente através da
programação da G158.
Variáveis relacionadas com o deslocamento de origem incremental
G158
Variável ADDORG (X-C):
A variável ADDORG retorna o valor do deslocamento de origem incremental ativo correspondente
ao eixo selecionado neste momento.
É uma variável de leitura acessível a partir do CNC, PLC e DNC.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·31·
N o va s Fu n çõ es
2
Programas com letras
A partir desta versão é possível utilizar letras além de números para identificar os programas peça
do CNC.
Para utilizar esta funcionalidade é necessário utilizar a nova versão do WinDNC (V6.01).
Requisitos funcionais
Os programas podem ser identificados com um máximo de 24 caracteres que poderão ser letras
ou números. Os espaços também são permitidos.
Não distingue-se entre maiúsculas e minúsculas. Se um programa for identificado com o nome
"PROGRAMA1", será o mesmo que identificá-lo com o nome "programa1".
Não é permitido um nome de programa que só contenha espaços. A letra "ñ" não é permitida.
Os caracteres especiais permitidos serão os seguintes:
!
#
$
%
&
(
)
+
-
;
=
@
[
]
_
{
|
}
Os seguintes programas continuarão sendo identificados com 6 dígitos:
• Os programas especiais como os de OEM que são criados pela Fagor (999997, 999998,...).
• Os programas que possuem referências nos parâmetros gerais de máquina (USERPDLY,
USEREDIT, USERMAN, USERDIAG, CFGFILE, MSGFILE, STPFILE, ISOSIMUL).
• Os programas nos quais são guardados o black-box e os log de SERCOS e CAN.
• O programa no qual é guardado o log da comunicação aberta por linha série e o log da regulação
CAN.
• Os programas que correspondem aos ciclos do modo MC/TC. Neste caso, cada ciclo seguirá
correspondendo a um número de programa.
• Os programas de perfis utilizados nos ciclos.
Compatibilidades
Se existem programas com letras e instala-se uma versão anterior à V02.1x, estes programas não
serão visualizados na listagem, mas continuarão na memória. Ao instalar uma versão V02.1x, os
programas com letras voltarão a aparecer na lista.
Recomenda-se fazer um backup dos programas que estão na memória do usuário antes de instalar
a versão V02.1x.
Para manter a compatibilidade com as versões anteriores, distingue-se dois tipos de programas:
1. Os programas que possuem 6 dígitos e são iguais ou inferiores a 999999, e os programas de
erros de plc, mensagens de plc e programas de plc.
2. Os programas que possuem um número maior do que 6 dígitos ou os programas com letras.
CNC 8055
CNC 8055i
Desta forma, os usuários que não desejarem utilizar a nova forma de identificar os programas com
letras, poderão continuar trabalhando somente com números de 6 dígitos, como até esta versão.
Os programas que são identificados com números, devem ser com números de 6 dígitos.
Exemplo:
O programa "17.pim" estaria incorreto.
O programa "000017.pim" estaria correto.
MODELO ·M·
SOFT: V02.1X
·32·
N o va s Fu n çõ es
Pesquisa de programas no explorer
Para realizar a pesquisa de um programa, deve-se pressionar a tecla F antes de iniciar a digitar
o nome do referido programa. Isto vale tanto para números como para letras.
Na barra de informação do explorer situada abaixo e à esquerda, irá sendo atualizado o string de
pesquisa que está sendo digitado.
Exemplo:
Para pesquisar o programa "EXEMPLO" na lista de programas, digitar "F", "E",
"X", "E",...
Execução através da instrução de alto nível EXEC
A execução de um programa pode ser realizada utilizando-se o número ou o nome do programa.
Execução de um programa utilizando o número:
No caso de ser utilizado o número, será realizado como nas versões anteriores.
Exemplo:
(EXEC P1234, HD)
Execução de um programa utilizando-se o nome do programa:
No caso de ser utiizado o nome do programa, não é obrigatório que o programa esteja na pasta
PRG do disco rígido. Neste caso, deverá se especificar o caminho (path). Além disso, o nome do
programa (incluindo o path) deverá ir entre aspas.
i
Se não for especificado o caminho (path), por default será HD:/PRG.
Não é possível utilizar a instrução de alto nível RPT com os programas identificados com letras.
Para especificar o path poderão ser utilizados os seguintes caracteres:
./
Indica que o programa que contém os EXEC está na mesma pasta.
../
Indica que o programa que contém os EXEC está em uma pasta que se encontra em
um nível mais acima.
../../ Se for escrito ../ várias vezes, indica que se encontra este número de níveis acima.
Neste caso seria dois níveis acima.
Exemplo:
Considerando-se esta estrutura de pastas, a instrução de alto nível EXEC será utilizada da seguinte
forma:
• Se o programa que contém os EXEC está na Memória e deseja-se executar um programa em
HD, deve-se especificar o path completo.
Para executar o programa Soporte#1.pim:
(EXEC "CHASIS_05J1/Soporte#1",HD)
Para executar o programa Soporte#2.pim:
CNC 8055
CNC 8055i
(EXEC "CHASIS_05J1/SUBCHASIS_05J1/Soporte#2",HD)
• Se o programa que contém os EXEC está em HD:/PRG e deseja-se executar o programa
Soporte#1 (os seguintes exemplos mostram as três formas de que se pode especificar o path):
MODELO ·M·
SOFT: V02.1X
(EXEC "CHASIS_05J1/Soporte#1,HD)
(EXEC "/CHASIS_05J1/Soporte#1,HD)
(EXEC "\CHASIS_05J1\Soporte#1,HD)
·33·
N o va s Fu n çõ es
• Se o programa que contém os EXEC encontra-se na pasta CHASIS_05J1 e se deseja executar
o programa Soporte#1:
(EXEC "./Soporte#1",HD)
• Se o programa que contém os EXEC está na pasta CHASIS_05J1 e se quer executar o
programa Soporte#2 que está na pasta SUBCHASIS_05J1:
(EXEC "./SUBCHASIS_05J1/Soporte#2",HD)
• Se o programa que contém os EXEC está na pasta SUBCHASIS_05J1 e se quer executar o
programa Soporte#1 que está na pasta CHASIS_05J1:
(EXEC "../Soporte#1",HD)
Visualização da lista de programas
A lista de programas pode ser visualizada das seguintes formas:
1. O nome do programa completo.
No modo MC/TC serão visualizados no máximo 16 caracteres.
2. Os seis primeiros caracteres do nome do programa com o comentário. Este será o modo por
default.
i
Para mudar de um modo de visualização para outro, pressionar "OPÇÕES / MOSTRAR
COMENTÁRIO" no explorer.
Ao funcionar o CNC, este lembrará o último modo selecionado.
Variáveis
PRGN:
Devolve o número de programa que se encontra em execução. Se não tem nenhum devolve o valor
-1.
Com os novos programas com letras, retorna um número calculado pelo CNC para cada programa.
EXECLEV:
Nova variável que indica o nível de EXEC que está em execução neste momento.
• Se o valor é 0, indica que não está dentro de um EXEC.
• Se o valor é 1, indica que está dentro de um EXEC.
• Se o valor é 2, indica que está dentro de duas chamadas.
Esta variável é usada em máquinas com desligamento automático na M30. Desta forma se
diferencia se é a última M30 ou se é a M30 de um EXEC, e continua a execução.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·34·
N o va s Fu n çõ es
3
Idioma coreano
A partir desta versão o CNC poderá ser personalizado em idioma coreano. Para selecionar o idioma
coreano, modificar o p.m.g. LANGUAGE (P122) = 13.
LANGUAGE (P122)
Define o idioma de trabalho.
Valor
Significado
Valor
Significado
0
Inglês
7
Checo
1
Castelhano
8
Polaco
2
Francês
9
Chinês continental
3
Italiano
10
Euskera
4
Alemão
11
Russo
5
Holandês
12
Turco
6
Português
13
Coreano
Valor padrão: 0
Textos do fabricante em coreano
O fabricante da máquina poderá personalizar o controle em coreano e incluir suas próprias
mensagens. Para isso, deverá seguir o procedimento explicado no manual de instalação.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·35·
N o va s Fu n çõ es
4
Variável para ler o deslocamento de origem ativo
A nova variável EXTORG permite ler o deslocamento de origem absoluto ativo. Esta variável detém
a preparação de blocos e é de leitura a partir do CNC, PLC e DNC.
Os valores que a variável retorna são idênticos para ambas as expressões possíveis de
deslocamentos de origem absolutos.
Os valores da variável EXTORG correspondentes aos deslocamentos de origem absolutos são os
seguintes:
Valor de EXTORG
Deslocamento de origem ativo
0
G53 (Não há defasagem de origem)
1
G54 ou G159N1
2
G55 ou G159N2
3
G56 ou G159N3
4
G57 ou G159N4
5
G159N5
6
G159N6
7
G159N7
8
G159N8
9
G159N9
10
G159N10
11
G159N11
12
G159N12
13
G159N13
14
G159N14
15
G159N15
16
G159N16
17
G159N17
18
G159N18
19
G159N19
20
G159N20
Considerações:
• No caso de ter sido programado somente um deslocamento incremental (G58 ou G59), o valor
da variável EXTORG será 0.
• No caso de ter sido programado um deslocamento de origem absoluto e um incremental, a
variável EXTORG manterá o valor do deslocamneto de origem absoluto.
Exemplo: Se foi programado G54 + G58, EXTORG = 1.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·36·
N o va s Fu n çõ es
5
Gerenciamento de imagens via DNC
A partir desta versão será permitido enviar e receber imagens do tipo PNG, JPG/JPEG e BMP via
DNC.
Para utilizar esta funcionalidade é necessário utilizar a nova versão do WinDNC (V6.01).
Software WinDNC
A versão V6.01 do WinDNC suporta os arquivos com extensão bmp, png, jpg e jpeg. O comprimento
máximo aceito para o nome dos arquivos é de 16 caracteres (incluindo a extensão e o ponto).
A aplicação varre todos os arquivos do tipo imagem que existem na pasta de trabalho. Na hora de
enviar os arquivos, se o nome de algum arquivo excede o máximo indicado, será solicitado ao
usuário a introdução de um novo nome que fique dentro dos limites. Além disso, deverá se manter
a extensão original.
6
Salvar/restaurar um traçado de osciloscópio
Por meio desta função, será possível realizar a análise dos dados de um traçado do osciloscópio
capturado anteriormente, seja do mesmo CNC ou de outro.
Por meio da nova softkey ANÁLISE, se terá acesso às softkeys GUARDAR TRAÇADO e
RECUPERAR TRAÇADO. A softkey ANÁLISE somente será visível quando não houver nenhuma
captura em andamento.
GUARDAR TRAÇADO:
Guarda os dados de um traçado em um arquivo "oscillo_trace".
Guarda tanto a configuração como os dados por cada canal e
variável.
RECUPERAR TRAÇADO: Recupera os dados de um traçado que havia sido guardado
previamente no arquivo "oscillo_trace". Recupera tanto a
configuração como os dados por cada canal e variável.
O arquivo "oscillo_trace" pode ser transmitido ou recebido através do WinDNC como un programa
peça normal.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·37·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.1X
·38·
N o va s Fu n çõ es
VERSÃO V02.21
1
Biblioteca de PLC
Esta função permite criar uma biblioteca de PLC com sub-rotinas. Uma vez criada a biblioteca,
qualquer fabricante poderá utilizá-la para fazer o controle específico da máquina. Para isso, o
programa de PLC do fabricante chamará as sub-rotinas que estão na biblioteca.
Não será possível ler as instruções da biblioteca de PLC, somente será possível chamar as suas
funções para utilizá-las.
Ao compilar o programa de PLC, será considerado se existe ou não uma biblioteca. No caso de
existir uma biblioteca de PLC, o programa de PLC e a biblioteca serão compilados juntos. A
biblioteca deverá estar no diretório "PRG" do disco rígido (HD).
Funcionamento
No menu de PLC está disponível a opção [PLC LIBRARY]. Ao pressionar esta softkey, será
solicitada a senha (password) do PLC se existe.
Após introduzir o password correto, serão visualizadas as seguintes softkeys:
Softkey [GERAR PLC_LIB]:
Pressionar esta softkey para criar uma biblioteca (arquivo plc_lib) a partir do programa de PLC
existente. A biblioteca será criada no diretório "PRG" do disco rígido (HD).
Antes de criar a biblioteca, será compilado o PLC. Se não existirem erros na compilação, a biblioteca
será criada.
Ao criar uma biblioteca, o comentário que o programa de PLC possui neste momento será copiado
para a biblioteca. Uma vez gerada a biblioteca, o comentário não poderá ser alterado. Recomendase colocar um número de versão para identificar a biblioteca.
Softkey [APAGAR PLC_LIB]:
Pressionar esta softkey para apagar uma biblioteca. Não será possível apagar uma biblioteca pelo
menu de utilitários, somente será possível pelo menu do PLC utilizando esta softkey.
Considerações
Os símbolos definidos na biblioteca poderão ser utilizados nos seguintes casos:
• Na tela [MONITORAÇÃO / OSCILOSCÓPIO].
• Ao editar o programa de PLC.
Os recursos utilizados na biblioteca aparecerão como utilizados nas estatísticas do PLC.
No programa de PLC não poderão ser repetidas as etiquetas usadas na biblioteca. Da mesma
forma, na biblioteca não podem ser estabelecidas as diretrizes PRG e PE.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·39·
N o va s Fu n çõ es
Como criar uma biblioteca de PLC
O seguinte exemplo mostra como criar uma biblioteca de PLC.
1. Editar um programa de PLC.
No programa de PLC usar somente sub-rotinas e símbolos.
2. Alterar o comentário do programa de PLC.
Isto pode ser utilizado para identificar a biblioteca de PLC.
Exemplo: Biblioteca de puncionamento V1.1
Esta é uma boa forma de identificar as versões das bibliotecas, já que não é possível alterar
o comentário de uma biblioteca.
O comentário do programa de PLC é copiado para o comentário da biblioteca ao selecionar
GERAR PLC_LIB.
3. Ir para a biblioteca de PLC, pressionando a seguinte sequência de teclas:
<MENU PRINCIPAL> <F7=+> <F2=PLC> <F7=+> <F4=PLC LIBRARY>
Se existir uma chave de acesso ao PLC, será solicitada. Introduzir a chave.
4. Criar uma biblioteca de PLC pressionando <F1=GERAR PLC_LIB>.
Será gerada uma biblioteca de PLC automaticamente a partir do programa de PLC atual.
O arquivo da biblioteca é "plc_lib.pim" ou "plc_lib.pit".
Se o programa de PLC contém PRG, CY1, ou módulos PE, não poderá ser gerada a biblioteca
de PLC.
5. Fazer uma cópia do programa de PLC, para ter uma cópia de segurança para futuras alterações.
6. Apagar o programa de PLC utilizado para gerar a biblioteca de PLC.
7. Uma vez realizado tudo isso, pode-se então copiar a biblioteca de PLC para qualquer CNC. Não
será possível ler nem escrever este arquivo.
Como utilizar a biblioteca de PLC
O seguinte exemplo mostra como utilizar uma biblioteca de PLC.
1. Copiar a biblioteca de PLC para o CNC que se deseja utilizar.
Deve-se copiar o arquivo para o seguinte diretório do disco rígido (HD) do CNC:
DISCO RÍGIDO / PRG
2. Criar um programa de PLC chamando as sub-rotinas editadas na biblioteca de PLC.
3. Os recursos utilizados na biblioteca de PLC podem ser utilizados em um programa de PLC como
todos os DEFINES. Deve-se ter cuidado ao utilizar recursos da biblioteca de PLC. Se estes
recursos forem utilizados, deve-se fornecer esta informação ao fabricante.
Exemplo de plc_lib fonte
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·40·
DEF OUT_SECOND O50
DEF MARK_SECOND M2017
DEF RCOUNTER R300
DEF INCREMENT_PAR R301
;
L1500
MARK_SECOND = OUT_SECOND = M1500
END
;
;
L1501
INCREMENT_PAR = ADS RCOUNTER 1 RCOUNTER
END
N o va s Fu n çõ es
Exemplo de um programa de PLC que utiliza PLC_LIB
PRG
() = CAL L1500
;
; Pode-se utilizar símbolos da biblioteca de PLC
CPS RCOUNTER GT 1000 = MSG14
END
PE 4
MARK_SECOND = MOV 1 INCREMENT_PAR
= MOV 0 INCREMENT_PAR
() = CAL L1501
END
Exemplo de documentação PLC_LIB
Deve-se fornecer esta documentação para que a biblioteca de PLC possa ser utilizada
corretamente.
Biblioteca versão 1.1
Símbolos da biblioteca:
DEF
DEF
DEF
DEF
OUT_SECOND O50
MARK_SECOND M2017
RCOUNTER R300
INCREMENT_PAR R301
Sub-rotinas da biblioteca:
L1500
Descrição: Altera o valor de OUT_SECOND a cada segundo
Parâmetros de entrada: Nenhum
Parâmetros de saída: Nenhum
Recursos modificados: OUT_SECOND, M1500
L1501
Descrição: Incrementa o contador RCOUNTER de acordo com o valor de INCREMENT_PAR
Parâmetros de entrada: INCREMENT_PAR 1 incrementa o valor, 0 não
Parâmetros de saída: RCOUNTER
Recursos modificados: RCOUNTER
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·41·
N o va s Fu n çõ es
2
Tabela de deslocamentos de origem em modo ISO
Dispõe-se da mesma tabela de deslocamentos de origem tanto no modo ISO como no modo
conversacional. Para acessar a tabela de deslocamentos de origem a partir do modo ISO, devese fazê-lo pelo modo manual.
Acessa-se através das seguintes softkeys:
MANUAL / VISUALIZAR / ORÍGENS
O funcionamento da tabela é o mesmo tanto no modo ISO como no modo conversacional.
A tabela de deslocamentos de origem mostra o seguinte aspecto. Na tabela se mostram todos os
deslocamentos, incluído o canal de PLC e o valor em cada um dos eixos.
Deslocando o foco pela tabela, os elementos se mostram de diferente cor da seguinte maneira.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·42·
Cor
Significado
Fundo verde.
Texto em branco.
O valor real da tabela e o valor mostrado na tela não são iguais.
Fundo vermelho.
Texto em branco.
O valor real da tabela e o valor mostrado na tela não são iguais.
Se modificou o valor da tabela, mas não se validou. Pressionar [ENTER] para
validar a troca.
Fundo azul.
O deslocamento de origem se encontra ativo.
Pode existir duas origens ativas simultaneamente, um absoluto (G54 ... G57,
G159N7 ... G159N20) e outro incremental (G58-G59).
N o va s Fu n çõ es
Como editar os dados da tabela
Na tabela de origens se podem realizar as seguintes operações. Para validar qualquer mudança,
pressionar [ENTER].
• Editar o deslocamento de origem.
A edição é realizada eixo a eixo. Selecionar com o foco um dado e editar o seu valor. Se se
situa o foco encima de um deslocamento (G54 ... G59, G159N7 ... G159N20), a edição começa
no primeiro eixo desse deslocamento.
• Carregar na tabela o deslocamento de origem ativo.
Situar o foco sobre o deslocamento que se quer definir (G54 ... G59, G159N7 ... G159N20) e
pressionar a tecla [RECALL]. A pré-seleção ativa se guarda no deslocamento selecionado.
Se em vez de situar o foco sobre um deslocamento, se situa sobre um dos eixos, somente se
vê afetado esse eixo.
• Apagar o deslocamento de origem ativo.
Situar o foco sobre o deslocamento que se quer apagar (G54 ... G59, G159N7 ... G159N20)
e pressionar a tecla [CLEAR]. Todos os eixos desse deslocamento se inicializam a 0.
Se em vez de situar o foco sobre um deslocamento, se situa sobre um dos eixos, somente se
vê afetado esse eixo.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·43·
N o va s Fu n çõ es
3
Compensação da deformação elástica no acoplamento de um eixo
A aplicação desta função é conveniente em máquinas cuja dinâmica provoca deformações
elásticas significativas no sistema de transmissão (acoplamento) de cada eixo, gerando desvios
inaceitáveis em qualquer trajetória seguida pela ponta de uma ferramenta em processos de
usinagem, de corte, etc., que não podem ser compensados (por estar fora do sistema de medida)
pelos loops de controle.
No caso de máquinas de corte a laser, por meio do p.m.e. DYNDEFRQ (P103) será possível
compensar a deformação que sofre o braço que sustenta o laser quando está acelerando ou
desacelerando.
Considerações prévias
Esta função pode ser aplicada a qualquer máquina independentemente do tipo de trajetória que
vá seguir a ponta da ferramenta e que disponha somente de medição motor.
Para obter o valor da compensação da deformação elástica em cada eixo da máquina, deverá se
recorrer ao estudo de seu comportamento dinâmico quando a ponta da ferramenta segue uma
trajetória circular, por ser esta uma forma geométrica conveniente para se realizar medições dos
desvios de trajetórias.
Por esta razão, a maioria das expressões matemáticas que aparecem a seguir, são apenas de
aplicação à trajetórias circulares.
Se o usuário deseja analisar as deformações elásticas de sua máquina testando com outras
trajetórias mais complexas, não poderá aplicar algumas das expressões que se fornecem aqui.
Os dados numéricos que aparecem em seus exemplos são meramente ilustrativos. Não copie estes
dados para realizar seus testes. Recorde-se que cada operação de usinagem que realiza uma
máquina, requer algumas condições de corte e de trabalho bem determinadas, que raramente vão
coincidir com os dados apresentados nos exemplos.
Deformação elástica no acoplamento de um eixo
Seja um sistema constituído por um servomotor com trasndutor de posição, um acoplamento
elástico e a ponta de uma ferramenta.
TRANSDUTOR
MOTOR
ACOPLAMENTO
ELÁSTICO
CARGA
MOTOR
MEDIDA DADA NA
MEDIÇÃO MOTOR
k,m
MEDIDA DADA NA
PONTA DA FERRAMENTA
Quando o sistema se põe em movimento, se o acoplamento fosse idealmente indeformável, a
posição da ponta da ferramenta seguiria rigorosamente a trajetória que o programa peça do CNC
lhe determina e coincidiria com a posição dada pelo transdutor integrado ao motor.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
Contudo, supor que o acoplamento é indeformável não é real. Assim, durante o movimento, o
acoplamento sofre uma deformação elástica mais ou menos significativa dependendo de sua
aceleração, ou seja, da velocidade de avanço relativa entre a ponta da ferramenta e a mesa, que
repercute diretamente em maior ou menor medida na trajetória a seguir.
Logo, a trajetória exigida pelo programa peça do CNC não é seguida fielmente pela ponta da
ferramenta, mas aparece um desvio devido à deformação elástica do acoplamento do eixo
considerado.
Este desvio na trajetória não é quantificado pelo transdutor de posição do motor já que este está
localizado exatamente antes do acoplamento elástico e, portanto, a deformação não é registrada
por ele. É por isso que, para o loop de controle do CNC, não existe nenhum desvio a compensar.
·44·
N o va s Fu n çõ es
Perante esta situação, na qual este desvio da trajetória não é quantificado e, mesmo que seja, não
é possível compensá-lo ou corrigi-lo por meio dos loops de controle aumentando o ganho
proporcional do sistema, a compensação será realizada por meio do parâmetro máquina de eixo
DYNDEFRQ (P103), parametrizando-o com o valor da frequência de ressonância (em Hz)
associada ao acoplamento elástico. O procedimento de obtenção desta frequência será detalhado
mais adiante.
DYNDEFRQ (P103)
O parâmetro máquina de eixo DYNDEFRQ (P103) compensa a deformação que sofre o braço que
sustenta a ferramenta quando está acelerando ou desacelerando. Este parâmetro é aplicado no
loop de posição.
Valores possíveis:
Entre 0.01 e 9999.99 Hz.
Valor padrão: 0 Hz.
O valor deste parâmetro é atualizado com um reset.
Um valor baixo do p.m.e. DYNDEFRQ (P103) pode originar movimentos excessivos do eixo,
provocando o seguinte erro: Erro de seguimento excessivo.
No caso de haver eixos gantry, o eixo mestre e o eixo escravo deverão ser parametrizados com o
mesmo valor.
Fatores dinâmicos que influem na deformação elástica
A deformação que experimenta um sistema mecânico elástico submetido a uma força é dada pela
expressão:
Fuerza = k x
Onde:
k
constante elástica
Dx
deformação experimentada
Sabendo ainda que:
Fuerza = m a
Onde:
m
massa de todos os elementos móveis
a
aceleração do sistema
e substituindo o seu valor na expressão anterior obtém-se a igualdade:
m a = k x
A deformação, portanto, é proporcional à aceleração:
m
x = ---- a = Cte a
k
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·45·
N o va s Fu n çõ es
Para uma trajetória circular, traçado com o qual se recomenda realizar os testes de usinagem nos
ajustes de compensação da deformação elástica por ser uma forma geométrica conveniente para
realizar medições, a aceleração normal é dada pela expressão:
aplica-se somente à
trajetórias circulares
2
F 60
a = -------------------R
Onde:
R
Raio da trajetória circular seguida pela ponta da ferramenta. Introduzir seu valor em
metros (m).
F
Velocidade da ponta da ferramenta sempre que a mesa esteja em repouso. Se a
ferramenta e a mesa se movem, F será a velocidade relativa entre ambas. Introduzir seu
valor em metros por minuto (m/min).
Conclusões:
A deformação elástica no eixo da uma máquina é diretamente proporcional à aceleração e, quando
sua dinâmica é uma trajetória circular, é também diretamente proporcional ao quadrado da
velocidade.
A deformação elástica será, então, tanto mais significativa quanto maior seja a velocidade relativa
entre a ponta da ferramenta e a mesa.
Usinar uma peça seguindo uma trajetória circular à baixas velocidades supondo deformação
elástica em um só eixo ou nos dois, implica obter praticamente a trajetória circular desejada, já que
o desvio de trajetória experimentada nos dois eixos será muito pouco significativo. Não será um
círculo perfeito realmente, mas para efeito prático sim, e não será necessário compensar a
deformação elástica.
Usinar uma peça seguindo uma trajetória circular à elevadas velocidades supondo deformação
elástica em um só eixo, implica obter uma trajetória elíptica, já que o desvio de trajetória
experimentada neste eixo é significativo. O outro raio principal da elipse coincidirá com o raio da
trajetória circular ao supor que não existia deformação elástica no outro eixo. Se for considerada
deformação elástica em ambos os eixos, se obterá igualmente uma trajetória elíptica, na qual
nenhum dos dois raios principais da elipse coincidirá com o raio da trajetória circular programada.
Para compensar estas deformações deve-se parametrizar o p.m.e. DYNDEFRQ (P103) para cada
eixo com o valor da frequência de ressonância de seu acoplamento elástico.
Observações:
Antes de compensar a deformação elástica, a visualização da trajetória no CNC será sempre
circular e não elíptica como seria de se esperar devido à existência de deformação elástica. O
transdutor do motor está localizado antes do acoplamento elástico e não registra o desvio da
trajetória devido à deformação elástica em nenhum momento.
Depois de compensar a deformação elástica, a visualização da trajetória no CNC será sempre
elíptica e não circular como deveria se esperar após a compensação da deformação elástica.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·46·
N o va s Fu n çõ es
Frequência de ressonância do acoplamento elástico
Da expressão da frequência de oscilação de um movimento harmônico simples (m.h.s.) pode-se
obter sua relação com a aceleração e a deformação por meio desta igualdade:
1
1k- = ----af = ------ -- -----2 m
2 x
Para uma trajetória circular, o desvio x em relação a R pode ser obtido por medição direta sobre
a peça, previamente usinada.
A aceleração do sistema é calculada de acordo com a expressão já fornecida anteriormente:
2
F 60
a = -------------------R
Com estes valores, agora já determinados, obtém-se (da expressão da frequência) o valor com que
parametrizar o p.m.e. DYNDEFRQ (P103) para compensar a deformação elástica que foi produzida
no eixo considerado.
Exemplo
Deseja-se ajustar a compensação da deformação elástica originada no eixo X de uma máquina
de corte a laser. A máquina dispõe de dois servomotores com transdutor de posição que movem
a ponta da ferramenta sobre um plano definido pelo eixos X e Y. Supõe-se acoplamento elástico
somente no eixo X.
Seu objetivo é realizar furos circulares de raio R = 5 mm = 0,005 m à velocidades elevadas em uma
chapa que repousa sobre uma estrutura fixa.
Para obter o valor da frequência com que parametrizar o p.m.e. DYNDEFRQ (P103) para
compensar a deformação elástica no eixo X deve-se seguir os seguintes passos.
1. Executar um furo fazendo trabalhar a ponta da ferramenta à uma velocidade elevada de, por
exemplo, F=8000 mm/min com a finalidade de provocar um desvio x elevado e gerar
claramente uma trajetória elíptica.
2. Executado o furo, realizar medições com o calibre de diferentes diâmetros do furo elíptico até
obter o valor do diâmetro do eixo maior Dm da elipse. Observe-se que visualmente não será
perceptível a forma elíptica.
O traçado real adota esta forma elíptica e não circular quando somente há deformação elástica
no eixo X.
CNC 8055
CNC 8055i
3. Obter o valor da deformação elástica de acordo com a expressão:
Dm
x = -------- – R
2
MODELO ·M·
SOFT: V02.2X
Suponha-se (para quantificar) que o valor obtido para a deformação é: x = 90 µm = 90 x 10-6 m.
·47·
N o va s Fu n çõ es
4. Obter o valor da aceleração para uma trajetória circular de acordo com a expressão:
2
2
2
F 60
8 60
a = -------------------- = -------------------- = 3 6m s
R
0 005
5. Obter o valor da frequência de acordo com a expressão:
1
1
a3 6
f = ------ -----= ------ ----------------------- = 31 8Hz
2 90 10 – 6
2 x
6. Parametrizar o p.m.e. DYNDEFRQ (P103) com o valor obtido, ou seja, DYNDEFRQ (P103) =
31,8 Hz.
7. Verificar se após parametrizar o p.m.e. DYNDEFRQ (P103), a usinagem da sua peça particular
(seja qual for a trajetória de seu perfil) é realizada satisfatoriamente.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·48·
N o va s Fu n çõ es
4
Alteração do valor máximo do parâmetro de eixo e de spindle
NPULSES
Foi alterado o valor máximo do parâmetro máquina de eixo NPULSES (P8) e do parâmetro máquina
de spindle NPULSES (P13). A partir desta versão, o valor máximo será de 99999.
Parâmetro máquina de eixo NPULSES (P8).
Indica o número de impulsos fornecido pelo transdutor rotativo por volta. Se for utilizado um
transdutor linear deverá ser introduzido o valor 0.
Deve-se especificar quando a instrução do regulador é analógica, é enviada via Sercos (DRIBUSLE
= 0) ou via CAN (DRIBUSLE = 0 ou 1).
Quando é empregado um redutor no eixo, somente deve-se levar em consideração todo o conjunto
na hora de estabelecer um dos parâmetros PITCH ou NPULSES.
Valores possíveis:
Números inteiros entre 0 e 99999.
Valor padrão: 1250
i
Quando se dispõe de regulação CAN, se os dois parâmetros NPULSES e PITCHB são estabelecidos
com valor ·0· o CNC assumirá os equivalentes do regulador.
Parâmetro máquina de spindle NPULSES (P13)
Indica o número de impulsos por volta do transdutor rotativo do spindle. Se for introduzido o valor
0, o CNC entende que a máquina não dispõe de transdutor rotativo no spindle.
Deve-se especificar quando a instrução do regulador é analógica, é enviada via Sercos (DRIBUSLE
= 0) ou via CAN (DRIBUSLE = 0 ou 1).
Quando o spindle principal não possui transdutor (NPULSES=0) o CNC mostra as rotações teóricas
do mesmo (afetadas pelo %).
Valores possíveis:
Números inteiros entre 0 e 99999.
Valor padrão: 1000
i
Quando se dispõe de regulação CAN, se o parâmetro NPULSES e os parâmetros INPREV e
OUTPREV de todas as gamas são estabelecidos com valor ·0· o CNC assumirá os equivalentes do
regulador.
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·49·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
SOFT: V02.2X
·50·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
·51·
N o va s Fu n çõ es
CNC 8055
CNC 8055i
MODELO ·M·
·52·
Baixar