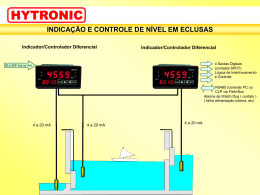
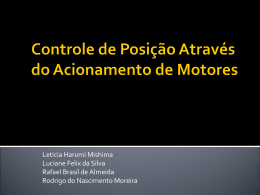
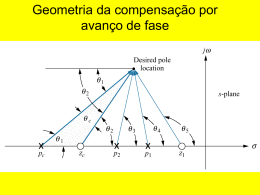
FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Aplicação de Controle Multivariável Preditivo com Otimização em Unidade de Craqueamento Catalítico Joaquim Ferreira Guimarães Neto (*) Mário Luiz do Nascimento (*) Abstract A multi-variable predictive controller with optimization was developed and used for control of a Fluid Catalytic Cracking Unit in a Petrobrás refinery. The controller was designed with 26 manipulated variables, 64 controlled variables, and 3 disturbed variables. Here are presented aspects on the controlled process, the used technology and the characteristics of the installed system. And are also described the accumulated experience in the project development and the reached results. Resumo Um controlador multivariável preditivo com otimização foi desenvolvido e utilizado para o controle de uma Unidade de Craqueamento Catalítico Fluído da Petrobrás na refinaria do Paraná. O controlador foi projetado com 26 variáveis manipuladas, 64 variáveis controladas, e 3 variáveis de perturbações.São apresentados aspectos sobre o processo controlado, a tecnologia utilizada e as características do sistema instalado. São descritos a experiência acumulada no desenvolvimento do projeto e os resultados alcançados. Palavras chaves: Controle, Otimização, Preditivo, Multivariável, Craqueamento Catalítico. 1. INTRODUÇÃO A técnica de controle preditivo multivariável com otimização tem sido aplicada com sucesso em diversas unidades de processo em todo mundo. Este tipo de controlador reduz a variabilidade do sistema prevendo a interação entre as diversas variáveis do processo. Utilizando técnicas de otimização, leva a unidade para o seu ponto de maior retorno econômico, respeitando os limites e restrições de equipamentos e especificações de produtos. Um controlador usando esta tecnologia foi desenvolvido e utilizado para o controle de uma Unidade de Craqueamento Catalítico Fluído da Petrobrás na refinaria do Paraná. O projeto iniciou no segundo semestre de 1997 e foi completamente instalado em meados de 1998. Para atingir toda a unidade o controlador foi projetado com 26 variáveis manipuladas, 64 variáveis controladas, e 3 variáveis de perturbações. Foram levadas em conta capacidades de equipamentos e restrições de valores das diversas variáveis desde a área do reator até a de separação dos produtos. Neste trabalho é apresentada toda a experiência obtida no desenvolvimento do ”software”, no projeto do sistema de controle, na implantação e sintonia do controlador. São descritos aspectos relacionados à estrutura do sistema, comunicação e interface. É ressaltada a importância de um projeto realista e objetivo, e de se utilizar um “software” de características adequadas ao sistema. São descritos também os aspectos relacionados à implementação como as modificações necessárias nas malhas de controle regulatório, identificação da dinâmica das variáveis, sintonia, dificuldades operacionais e adaptações necessárias. São apresentados os resultados econômicos obtidos com a operação do controlador. 2. MOTIVAÇÃO PARA CONTROLE AVANÇADO A motivação para realizar investimentos em melhorias de estratégias de controle é sempre o retorno econômico que elas podem proporcionar. Em uma unidade de processo industrial este retorno é geralmente alcançado com aumento de capacidade de produção, aumento no rendimento de produtos, redução no consumo de energia, redução de perdas, ou melhor qualidade dos produtos e efluentes. Por meio de melhores estratégias de controle consegue-se reduzir a variabilidade e operar a unidade mais próxima aos limites dos equipamentos ou especificações de produtos. Considere-se como exemplo uma variável do processo com grande importância econômica. Esta variável pode ser uma especificação de qualidade que deverá sempre estar abaixo de um limite máximo de especificação ou mesmo uma temperatura de um forno que não pode ser maior que um limite de resistência mecânica do equipamento. Se operarmos a variável de qualidade ou a temperatura do forno muito abaixo do limite máximo perderemos rendimento e conseqüentemente Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 1 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br dinheiro. Como o limite máximo não pode ser ultrapassado o ponto ideal economicamente para a operação é exatamente no valor do limite. O processo de otimização do controle pode ser explicado conforme as figuras abaixo, considerando-se o gráfico desta variável operacional ao longo do tempo em três diferentes situações e estratégias de controle. Em uma primeira etapa vemos que estratégias de controle deficientes resultam em uma maior variabilidade e em conseqüência o valor médio tem que ser mantido afastado suficiente para não o violar limite superior. Em uma segunda etapa conseguimos melhorar as estratégias de controle de forma a reduzir a variabilidade, para em seguida utilizando-se de técnicas de otimização deslocar o valor médio para mais próximo ao limite. Esta é a situação economicamente ideal. A diferença conseguida nos valores médios de operação desta variável pode ser traduzida em ganhos econômicos como os já citados anteriormente. 3. DESCRIÇÃO DO PROCESSO A unidade de craqueamento catalítico fluido tem como objetivo produzir Gás Liquefeito de Petróleo (GLP), Nafta Craqueada (Componente da Gasolina) e Óleo Leve de Reciclo (LCO). Essa unidade processa uma carga de gasóleo pesado, que é um resíduo da destilação do petróleo. É composta basicamente de um sistema conversor, uma torre de destilação chamada fracionadora principal, um sistema de absorção, uma torre retificadora, torre de separação de GLP e Nafta e uma torre de separação do GLP, além de sistemas de tratamento de produtos. No sistema do conversor ocorre um processo de reações de craqueamento catalítico das frações pesadas da carga, obtendo-se como produtos o gás combustível, GLP, nafta craqueada, LCO, óleo decantado e coque (que é queimado na própria unidade). Neste sistema acontece ainda a regeneração do catalisador pela combustão do coque depositado em sua superfície. A torre fracionadora faz a separação dos produtos efluentes do reator, obtendo-se Gás Combustível, Nafta Craqueada Instabilizada, Óleo Leve de Reciclo (LCO) e Óleo Decantado. O sistema de absorção recupera a maior quantidade possível das frações mais nobres do gás combustível. O sistema de retificação remove as frações leves da nafta instabilizada e as incorpora ao gás combustível. A torre Desbutanizadora separa o GLP da nafta craqueada proveniente do sistema de retificação. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 2 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Os principais objetivos econômicos para esta unidade são: Aumento da capacidade de processamento de carga de gasóleo Aumento dos rendimentos de GLP e Gasolina Redução no consumo de energia Este tipo de unidade representa um desafiador problema de controle, uma vez que seus sistemas compostos de reatores, fornos, permutadores de calor, compressores e torres de fracionamento são altamente não-lineares e interdependentes entre si. Tratando-se de uma unidade de grande porte apresenta comportamento dinâmico extremamente variado com tempos de estabilização variando de alguns segundos até duas horas e com freqüentes ocorrências de tempo morto. 4. TECNOLOGIA DE CONTROLE Para implementação do controle avançado nesta unidade foi escolhida a tecnologia de Controle Multivariável Preditivo com Otimização (CMPO). Este tipo de tecnologia é atualmente a mais utilizada para otimização e controle avançado de processos. Apresenta resultados práticos comprovados e é adotada por um grande número de empresas especializadas em todo o mundo. Esta tecnologia é apropriada para controle e otimização de processos multivariáveis com grande interação entre si. Apresenta boa capacidade de adaptação a sistemas não lineares e suporta diferenças e imperfeições no modelo interno do processo. Controladores baseados na tecnologia CMPO são geralmente implementados como uma camada de controle superior ao controle regulatório, como um controle em “cascata” fornecendo referência (“set-points”) para o nível inferior conforme pode ser visto no esquema abaixo. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 3 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br OPERAÇÃO Limites das variáveis ENGENHARIA Custos Parâmetros de sintonia CMPO Predições dinâmicas Módulo de Predição Predições estáticas Módulo de Otimização Objetivos das variáveis Valor atual das variáveis CONTROLE REGULATÓRIO (PID) Módulo de Controle “set-points” para regulatório PLANTA DE PROCESSO Em uma primeira etapa o módulo de predição do CMPO lê os valores atuais das variáveis independentes (manipuladas e perturbações) e dependentes (controladas e limites), e por meio de um modelo interno do processo calcula as predições futuras das variáveis dependentes até a estabilização do processo. O modelo do processo é obtido diretamente da planta por meio de um procedimento conhecido como identificação do processo. Um segundo módulo chamado de otimização recebe as predições para as variáveis dependentes no estado estacionário, os limites permitidos para todas as variáveis e as informações econômicas como os custos das variáveis. Baseado nestas informações calcula os valores desejados para as variáveis de forma a otimizar o processo (maximizar o lucro ou reduzir o custo) dentro dos limites estabelecidos pela operação. Finalmente o módulo de controle recebe os valores das variáveis desejados para o estado estacionário (objetivos) e calcula os movimentos de controle que deverão ser implementados nas manipuladas (“set-points” do controle regulatório) para que o processo alcance os objetivos de maneira estável e adequada (suavemente). Com o uso desta tecnologia o operador da planta passa a estabelecer apenas os limites permitidos para as variáveis, podendo ainda ligar e desligar individualmente cada uma. O software de controle estabelece os objetivos ótimos economicamente, leva a planta suavemente para aquela situação e mantém com reduzida variabilidade. A tecnologia CMPO desenvolvida pela Op2B é uma versão da classe de tecnologias de controle preditivo derivadas do IMC (“Internal Model Control”). Em seu desenvolvimento foram adotadas estratégias visando resolver diversos problemas encontrados em uma aplicação real. Assim, a tecnologia CMPO apresenta atualmente características adequadas a controlar sistemas multivariáveis de grande porte, suporta diferenças e imperfeições do modelo interno do processo, oferece maior facilidade para sintonia, garante maior estabilidade e robustez e pode ser implementada em sistemas computacionais de baixo custo. 5. DESCRIÇÃO DO SISTEMA A Petrobrás utilizou como premissa para o desenvolvimento deste projeto o aproveitamento máximo dos recursos já disponíveis. Para implementação do sistema foi utilizado “hardware” e “software” existentes na própria refinaria. O diagrama funcional do sistema pode ser visto na figura abaixo: Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 4 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Controle Avançado ( CMPO ) IHM Base de dados ( PI ) Controle regulatório (SDCD) Planta de Processo 5.1. Controle regulatório A camada de controle regulatório está implementada em um Sistema Digital de Controle Distribuído (SDCD) modelo INFI90 da ABB(Bailey). O SDCD se comunica com a base de dados e com o “software” de Controle Avançado utilizando uma interface de comunicação serial e “drivers” desenvolvidos utilizando o pacote semAPI (Strategic Enterprise Management Application Programming Interface) da própria ABB. 5.2. Base de Dados A base de dados de tempo real é o centro das informações do sistema. Os módulos de controle e a interface de operação trocam informações através dela. Foi implementada no servidor de dados do PI (Process Information), utilizado em todas as plantas de refinarias da Petrobrás. O PI é um sistema de informações de processo líder de mercado em sua categoria. O servidor do PI é executado em um computador micro-VAX sob sistema operacional VMS da DEC. Comunica-se com o SDCD lendo informações da planta em tempo real e armazenando para recuperação posterior. A comunicação com a Interface de operação (IHM) e com o controlador CMPO é feita utilizando-se rede ethernet e protocolo TCP/IP. Foi desenvolvida com base em um API (Application Programming Interface) do PI. A base de dados do sistema contém todas as informações lidas do processo bem como as específicas do sistema como os limites, objetivos, estados do controlador e das variáveis. Alem das informações de tempo real o sistema mantém em arquivos as informações de configuração e de sintonia do controlador. 5.3. Interface de Operação Para desenvolvimento da Interface de operação (IHM) foi utilizado um “software” para aplicações gráficas padrão Xwindows chamado SLGMS. O aplicativo de IHM é executado em um computador micro VAX da DEC sob sistema operacional VMS, e comunica-se com a base de dados por rede ethernet e protocolo TCP/IP. O projeto das telas gráficas procurou manter uma visão de grupo, uma vez que a característica de um sistema multivariável é ampliar o horizonte das relações causa-efeito que são manipuladas em conjunto. Nas telas do controle regulatório existe ênfase na visão mono variável do controle e sua ligação com o processo. Para o monitoramento do controle multivariável torna-se mais importante a visão geral de um grupo de variáveis controladas e manipuladas. Na interface de operação do controle avançado as variáveis são apresentadas como linhas de uma tabela. Os valores de limites, valor atual e objetivo ótimo das variáveis são mostradas nas colunas das tabelas. As telas são divididas em tabelas contendo variáveis de uma mesma área funcional da planta. O estado das variáveis e do próprio controlador é apresentado em forma de código de cores de texto e de fundo. Um exemplo de tela gráfica do sistema de controle avançado é apresentado abaixo. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 5 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Além da visão das variáveis em grupo na forma tabular, podem-se gerar telas de relatório de mensagens do sistema, alem de uma visão de gráficos de predição das variáveis. Estes gráficos são apresentados em janelas individuais por variável e mostram o histórico e as predições em malha aberta (sem ação de controle) e em malha fechada (se for aplicada a ação de controle proposta pelo controlador) de cada variável controlada. Alem das variáveis são mostrados os limites estabelecidos para elas. Para as manipuladas são apresentados o histórico e as ações de controle propostas. Esta visão é de enorme importância para a monitoração do sistema pois ajuda o operador a entender as complexas relações causa-efeito que acontecem no processo e mostra a tendência do controle. As telas gráficas são geradas neste ambiente e enviadas ao console do SDCD, sendo operadas no mesmo ambiente (monitor, teclado e mouse) das telas do controle regulatório para facilitar sua manipulação pelo operador da planta. A tela gráfica do controle avançado pode ser vista no console do sistema junto às telas normais do controle regulatório geradas pelo sistema do SDCD na figura abaixo. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 6 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br 5.4. Controle Avançado O módulo de controle avançado emprega como base a tecnologia de controle preditivo multivariável com otimização. O “software” foi projetado e desenvolvido seguindo os princípios da orientação a objetos, utilizando-se a linguagem de programação C++. A opção por esta metodologia deve-se à necessidade de facilitar a evolução e manutenção do “software” ao longo do tempo. Esta decisão provou ser acertada pois ao longo da operação do controlador foi possível implementar inúmeras melhorias ao “software” como resultado da observação prática de seu comportamento. O uso de qualquer outra metodologia de desenvolvimento tornaria praticamente impossível implementar tais melhorias. Como resultado obtivemos um “software” com diversas características importantes como: PORTABILIDADE – O “software” foi desenvolvido utilizando-se somente instruções em padrão ANSI da linguagem C++. Isto torna possível portar com facilidade para qualquer plataforma e sistema operacional com custos reduzidos. BAIXO USO DE RECURSOS – No seu desenvolvimento foram utilizadas diversas técnicas matemáticas visando o aumento da velocidade de processamento e a redução no uso de memória. Em conseqüência obtivemos um produto que pode ser utilizado em sistemas computacionais de baixo custo. FACILIDADE DE EVOLUÇÃO – A metodologia de orientação a objetos permite facilmente a implementação de melhorias e correções no “software”. Esta característica foi utilizada para implementar várias melhorias e correções no controlador acompanhando-se sua operação. ROBUSTEZ E DISPONIBILIDADE – Como resultado da observação prática da operação do controlador, foram adotadas diversas técnicas heurísticas como a validação inteligente de variáveis e predições, a ponderação numérica para normalização, o tratamento prévio de possíveis erros em métodos numéricos, possibilidade de escolha de ação entre pares de variáveis, e muitas outras. Estas técnicas permitem ao controlador suportar grandes erros de modelo, conviver com dinâmicas muito diferentes entre si, resistir a falhas de leitura e perda ou desligamento de variáveis, e outras ocorrências usuais em uma planta de processo. Estas características resultam em grande robustez e alto índice de disponibilidade do controlador com valores muito próximos a 100% do tempo. CONFIABILIDADE – Todas as características já citadas que aumentam a robustez e disponibilidade mais o tratamento robusto dos limites de operação e a possibilidade de operação por sistemas ou por variáveis individuais conferem ao controlador grande confiabilidade. O controlador foi projetado para oferecer um bom compromisso entre manter a segurança do processo e não deixar de atuar. Fornece aos operadores mensagens claras e compreensíveis de ocorrências anormais. A Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 7 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br confiabilidade proporcionada por estas características pode ser verificada pela manutenção de alto percentual de variáveis manipuladas ligadas ao longo do tempo com larga faixa de atuação, o que aumenta a capacidade de otimização do controlador FACILIDADE DE CONFIGURAÇÃO – O “software” foi projetado de forma a facilitar a configuração de um novo controlador. Todas as informações necessárias são armazenadas em arquivos do tipo texto, divididos por grupos de informações funcionalmente semelhantes. Estes arquivos têm a estrutura de uma base de dados relacional onde a chave é o nome da variável. Podem ser editados por qualquer ferramenta padrão como editores de texto, planilhas ou bancos de dados. Os arquivos não apresentam regras rígidas para sua formatação, e só exige informações diferentes dos valores “defaults” o que reduz a quantidade de informação necessária a uma nova configuração. FACILIDADE DE SINTONIA – O controlador pode ser sintonizado completamente de forma “on-line”. Todos os parâmetros exceto os estruturais (número e nome das variáveis) podem ser alterados em tempo de execução sem necessidade de parada do controle. O processo de sintonia é simples constando da edição do arquivo de configuração e do envio de uma mensagem padrão UDP/IP para o controlador. A sintonia pode ser feita de qualquer máquina ligada em rede utilizando ferramentas padrão (editor de texto, FTP). Foi desenvolvido um “software” para facilitar a sintonia que executa as funções de edição do arquivo e envio de mensagem ao controlador. A existência de valores “defaults” inteligentes reduz a necessidade de intervenções para a sintonia e facilita a partida de novas aplicações. O controlador pode ser operado no modo somente de otimização, somente controle ou ambos. Existe um modo de simulação onde a malha é fechada com um modelo do processo que pode facilitar a tarefa de sintonia. 6. DESENVOLVIMENTO DO PROJETO O projeto iniciou no segundo semestre de 1997. Como existia uma previsão de parada para manutenção envolvendo modificações na unidade no início de 1998, decidimos por implementar inicialmente somente uma parte do controle total. Foi escolhida para esta implementação inicial a unidade de fracionamento entre Gasolina e GLP. Trata-se de uma coluna de destilação que apresenta todos os problemas de controle típicos como acoplamentos e não linearidade. O controlador multivariável foi implementado inicialmente com 5 variáveis manipuladas, 9 variáveis controladas e 4 variáveis de perturbação. Esta implementação inicial antecipada teve a vantagem de ser mais simples e de menor porte que o sistema total. Desta forma houve menor dificuldade de adaptação e de mudança de cultura operacional. Com o menor tamanho do controle o treinamento dos operadores foi bastante facilitado. O entendimento das ações e da forma de operar a nova tecnologia de controle foi também simplificado. No primeiro semestre de 1998 após a partida da unidade com as modificações executadas continuamos o projeto implementando o sistema de controle completo. Para atingir toda a unidade o controlador foi projetado com 26 variáveis manipuladas, 64 variáveis controladas e 3 variáveis de perturbação. Para o desenvolvimento do projeto foi composta uma equipe multidisciplinar.Esta equipe foi formada por profissionais com conhecimentos do processo, da operação, de controle, instrumentação e sistemas. A participação dos profissionais ligados diretamente ao processo é de grande importância para o sucesso do projeto. Estes se tornam o elo de ligação com os operadores que iram operar diretamente o sistema. As etapas do desenvolvimento do projeto foram as seguintes. 6.1. Projeto Conceitual ANÁLISE DO PROCESSO - Verificação dos fluxogramas de processo e instrumentação (P&I). Análise dos manuais e procedimentos de operação e de controle de variáveis. Análise dos pontos importantes de controle da unidade. Definição de objetivos econômicos para o sistema de controle. DEFINIÇÃO DO ESQUEMA DE CONTROLE REGULATÓRIO - Verificação do estado anterior, problemas e limitações existentes em malhas de controle, medidores e atuadores. Análise do projeto das malhas de controle anteriores. Definição de novas estratégias. DEFINIÇÃO DO CONTROLADOR MULTIVARIÁVEL - Análise e definição das estratégias de controle mais adequadas para atingir os objetivos econômicos. Descrição funcional dos esquemas de controle. Especificação de variáveis controladas, manipuladas, restrições e perturbações. Definição da função para otimização econômica. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 8 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br ESTIMATIVA DOS BENEFÍCIOS E CUSTOS - Cálculo dos benefícios econômicos. Levantamento dos custos envolvidos. Cálculo da relação custo/benefício e taxa de retorno simplificado. 6.2. Detalhamento Foram executadas atividades típicas da etapa de detalhamento do projeto conceitual como as especificações de alterações no controle regulatório, da Base de Dados no PI e da Interface Gráfica de Operação (IHM) utilizando o “software” SLGMS. 6.3. Implementação IMPLEMENTAÇÃO DE ALTERAÇÕES NO CONTROLE REGULATÓRIO – Foram executadas em torno de quinze alterações nas estratégias de controle originais. As mudanças típicas implementadas foram de controle em cascata, compensação de medições e ações antecipatórias. SINTONIA DAS MALHAS DE CONTROLE REGULATÓRIO - Todas as malhas de controle regulatório foram sintonizadas e a variável de processo filtrada quando necessário. Eventuais problemas em elementos primários e atuadores foram sanados exigindo grande esforço da equipe de manutenção. TESTES DE IDENTIFICAÇÃO DOS MODELOS DO PROCESSO – Foram planejados e executados testes de variação em degrau nas variáveis manipuladas. O tamanho e a duração dos degraus foram estabelecidos de forma a obter uma boa caracterização dos modelos de interesse sem impor risco ou perturbação desnecessária à unidade. Cada variável manipulada teve repetido a variação até se obter suficiente informação para geração dos modelos. GERAÇÃO DE MODELOS DO PROCESSO E DA FUNÇÃO OBJETIVO – Com as informações dos testes foram gerados os modelos de cada par de variáveis independentes (manipuladas ou perturbações) por dependentes (controladas). Isto foi feito utilizando-se “software” estatístico baseado em regressão linear. Após a geração dos modelos preliminares fizemos a análise e crítica dos modelos utilizando o conhecimento do processo. Foram descartados os modelos inconsistentes e melhorado a maioria dos modelos obtidos pela metodologia estatística. Com base nos modelos obtidos foram gerados os parâmetros da função econômica. IMPLEMENTAÇÃO E TESTES DO CONTROLADOR – A implementação do controlador foi bastante facilitada pela existência dos recursos e flexibilidade existentes no “software”. Nesta atividade foram montados todos os arquivos de configuração e executados testes preliminares de funcionamento. IMPLEMENTAÇÃO DA BASE DE DADOS NO PI – Foram criados os pontos da base de dados no servidor do PI. Novamente a existência de recursos facilitadores reduziu o tempo e carga de trabalho desta atividade. IMPLEMENTAÇÃO DA INTERFACE COM O OPERADOR (IHM) – A interface gráfica de operação foi implementada no “software” SLGMS e integrada com a base de dados do PI. Foi necessário o desenvolvimento de um “driver” de comunicação específico utilizando-se os API do PI. INTEGRAÇÃO DO CONTROLADOR / IHM / SDCD – Finalmente foram realizados os testes de integração e comunicação entre os diversos componentes do sistema como o Controlador, a Base de Dados, a Interface Gráfica de Operação e o SDCD. 6.4. Comissionamento SINTONIA DO CONTROLADOR MULTIVARIÁVEL – A sintonia do controlador foi realizada em duas fases. Inicialmente fizemos uma sintonia utilizando o modo de simulação. O controlador comunicava-se com um simulador utilizando os modelos internos do processo. Em uma segunda fase o controlador foi ligado ao processo e a sintonia foi feita por dividindo-se a unidade em sistemas menores. As duas fases de sintonia transcorreram sem nenhum problema. TREINAMENTO DOS OPERADORES – O treinamento dos operadores para a operação com a nova tecnologia foi realizado em duas etapas. Antes da atividade de pré-operação realizamos cursos formais com abordagem teórica sobre a tecnologia de controle e os componentes do novo sistema, e uma seção prática de treinamento de operação em modo simulação. Durante a atividade de préoperação realizamos um treinamento do tipo “on the job” que consistiu na operação assistida, ou seja, sempre com a supervisão de um instrutor mais experiente e em “horário administrativo”. À medida que o instrutor e o aluno sentiam confiança e maior domínio na operação do sistema, este era liberado para operar em “horário de turno”. PRÉ-OPERAÇÃO E ACEITAÇÃO DO SISTEMA – Durante esta fase o controlador permanecia operando somente no horário administrativo sempre com supervisão dos componentes da equipe de projeto. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 9 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Após a aprovação no treinamento individual, o sistema era liberado parcialmente para operar durante o turno do operador credenciado. O comportamento do controlador para diversas situações e eventos da unidade foi observado e analisado. Foram realizados ajustes na configuração e nos parâmetros de sintonia sempre que necessário. Após a verificação do bom funcionamento e dos benefícios obtidos o sistema foi considerado aceito pela equipe de operação e liberado para operar sem supervisão. Mesmo após a aceitação do sistema por parte da equipe de operação da unidade, o sistema continuou a ser acompanhado em seu desempenho pela equipe de automação. Este acompanhamento posterior permitiu observar vários problemas e oportunidades de melhorias no “software”. A metodologia de orientação a objetos utilizada no projeto permitiu implementar rapidamente tais melhorias garantindo a evolução e bom desempenho do controlador. Uma característica comum a este tipo de projeto é a dificuldade em manter o mesmo desempenho do controlador com o passar do tempo. Fatores como grandes alterações dos modelos do processo, alterações de características da carga ou mudanças de campanha prejudicam o desempenho do controle. Com a degradação desempenho os operadores perdem a confiança no controlador e desligam variáveis ou mesmo todo o controlador. Este tipo de controle exige um permanente acompanhamento e a pronta correção de problemas de forma a manter a credibilidade na tecnologia. 7. RESULTADOS Os benefícios de um melhor controle para este tipo de unidade com podem ser resultado de aumento de capacidade de processamento, aumento de conversão dos produtos ou redução no consumo de energia. A unidade opera sempre limitada em sua capacidade máxima por um ou mais equipamento. No caso desta unidade os limitantes podem ser a capacidade do soprador de ar, do compressor de gases, do sistema de escoamento de carga, do sistema de circulação de catalisador ou da recuperação de gases. Estes limites podem ficar ativos individuais ou em conjunto conforme a situação e conjuntura operacional. A operação mais próxima a um ou mais destes limites permite a elevação de capacidade de processamento da unidade. Durante a fase de projeto foi estimado o potencial de retorno esperado. Este retorno foi baseado no aumento de carga de gasóleo, aumento de recuperação de gasolina na fracionadora e recuperação de GLP na absorvedora de gases. Os potenciais de retorno estimados durante a fase do projeto conceitual foram: Tabela 1 - Retorno esperado para o projeto Benefício Função de Controle Resultado (mil US$/ano) 3 Aumento de capacidade de carga da unidade 3.100 + 200 m /d 3 Aumento no rendimento de Gasolina na fracionadora 200 + 30 m /d Aumento na recuperação de GLP na absorção 200 + 1.300 t/ano Total 3.500 Este potencial de retorno foi verificado após a pré-operação e o projeto foi considerado aceito. Tendo em vista a possibilidade de degradação no desempenho característica deste tipo de controle, após três anos de operação o retorno real obtido foi verificado novamente. Atualmente a unidade opera com um menor limite de carga máxima por razões de programação da produção. A faixa de operação (diferença entre os limites máximo e mínimo) permitida para a vazão de carga é menor. Desta forma a liberdade de otimização do controle é menor que na época do projeto. Para a verificação do desempenho atual do controle foram amostrados quatro períodos diferentes de operação. No primeiro o controlador operou desligado. No segundo e terceiro períodos o controlador operou com diferentes faixas de operação permitidas para a vazão de carga. Foram comparados os valores alcançados pela vazão de carga entre os dois períodos de operação do controlador com o período sem a atuação do controle. Nestes períodos foram verificados somente os ganhos obtidos com aumento na capacidade de vazão de carga da unidade. No quarto período de amostragem foi calculado o retorno obtido com o aumento de recuperação de Gasolina na fracionadora. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 10 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br Tabela 2 - Retorno obtido com o aumento de capacidade da unidade Faixa de operação permitida Benefício Situação Resultado para a vazão de carga (mil U$/ano) Projeto 3.100 Sem limitação + 200 m3/d 3 3 Período 1 (Fevereiro/2001) 200 m /d (Max) 527 + 34 m /d 3 3 Período 2 (Maio/2001) 1.550 300 m /d (Max) + 100 m /d Tabela 3 - Retorno obtido com o aumento de recuperação de Gasolina Ponto final da Ponto final da Benefício Situação Gasolina (ºC) Gasolina (ºC) Resultado (mil U$/ano) Média Desvio Padrão Projeto 200 218,7 2,4 + 30 m3/d 3 Período (Jun/2001) 208 219,3 0,6 + 31 m /d Verificamos desta forma que mesmo com uma limitação à capacidade de otimizar imposta ao sistema por razões alheias ao controle, o controlador continua assegurando um retorno econômico bastante grande. 8. CONCLUSÕES Os resultados obtidos com este projeto demonstraram mais uma vez o grande potencial de retorno com a implementação de melhores técnicas de controle. A tecnologia de controle preditivo com otimização apesar de todas suas limitações, pode ser aplicada com muito sucesso a grandes sistemas de controle multivariável. Este projeto mostrou também ser possível implementar e manter ao longo do tempo a boa operação e o retorno econômico, mesmo com a ocorrência das inúmeras alterações nos equipamentos e modelos da unidade e nos seus objetivos de operação. A experiência obtida no desenvolvimento deste projeto permite apontar uma série de fatores e condições necessárias ao sucesso deste tipo de empreendimento. MOTIVAÇÃO : Desde seu inicio devem estar claro os motivos e os benefícios proporcionados pelo projeto para a organização. É importante conseguir o apoio e comprometimento de todos, dos operadores responsáveis por sua operação até os gerentes que deverão decidir sobre prioridades e investimentos. PROJETO : O projeto deverá definir objetivos econômicos claros, realistas, quantificáveis e atingíveis. A frustração por objetivos não alcançados pode inviabilizar futuros projetos. Os esquemas de controle devem ser mantidos o mais simples possível, suficiente para atingir o resultado desejado. Um controlador multivariável deve ter o menor tamanho possível para facilitar o entendimento de suas ações pelos operadores. A tecnologia de controle utilizada deve ser conhecida e de resultados suficientemente comprovados em aplicações anteriores. EQUIPE : A equipe de projeto deve ser multi funcional, composta de profissionais com formação em processo, operação, técnicas de controle, instrumentação e sistemas digitais. É de grande importância contar com experiência em projetos semelhantes. É indispensável a participação de operadores na equipe de projeto. Com o sentimento de co-responsabilidade no projeto, eles serão os responsáveis por disseminar o conhecimento e zelar pelo bom desempenho do sistema. SISTEMA DE CONTROLE : O sistema de controle deve ter características como robustez, confiabilidade e disponibilidade. Sistemas sujeito à falhas e interrupções perdem a credibilidade dos operadores que tendem a mantê-lo desligado. O sistema de controle deve facilitar o trabalho do operador e jamais causar dificuldades adicionais. O “software” utilizado (Controlador,Base de dados,Interface) deve ser padronizado e de fácil manutenção e oferecer possibilidade de evolução ao longo do tempo. INTERFACE DE OPERAÇÃO : A interface gráfica de operação deve ser simples, padronizada, e fácil de operar. Em sistemas multivariável a visão em grupos funcionais de variáveis é a mais adequada. É recomendável utilizar codificação de cores para indicação de alarmes e limites. As mensagens sobre anormalidades devem ser diretas e objetivas e em menor número possível. Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 11 de 12 FG Controle & Otimização Rua Pres. Epitácio Pessoa, 561 82530-270 – Curitiba – PR (41)3524-3853 www.fgcontrole.com.br CONTROLE REGULATÓRIO : O sistema de controle regulatório deve estar com todos os seus componentes (sensores, atuadores e controladores) em bom estado de operação. A sintonia deve ser adequada à atuação como um componente “escravo” de uma “cascata”. Deve ser evitada a utilização de instrumentos de pouca confiabilidade ou de freqüente manutenção como alguns tipos de analisadores. TREINAMENTO : O treinamento deve proporcionar a todos os envolvidos com a operação da unidade (engenheiros, operadores) um perfeito entendimento da tecnologia e funcionamento do controle. O ideal é a realização de treinamento em duas etapas. Uma etapa de treinamento formal com aspectos teórico e prático envolvendo o uso de simulação. Uma segunda etapa com o treinamento “on-the-job” do tipo operação assistida com supervisão. O operador deve ser liberado para operação plena somente após algum tipo de certificação. MANUTENÇÃO DO SISTEMA: Após sua implementação o sistema deve ser acompanhado de forma a manter sua boa operabilidade. Qualquer problema deve ser imediatamente corrigido. A estrutura e a sintonia do multivariável deve ser mantida atualizada com os objetivos e alterações da planta. Os elementos do controle regulatório devem ter sua manutenção preventiva e corretiva priorizada. Sistemas desatualizados e com baixa disponibilidade são freqüentemente desligados e abandonados pelos operadores. Esta costuma ser a maior causa de não realização dos lucros esperados com implementação de controle avançado. Os Autores: (*) Joaquim Ferreira Guimarães Neto - [email protected] Consultor da FG Controle & Otimização - www.fgcontrole.com.br Engenheiro Químico pela UFRJ/1975. Especialização em Processamento de Petróleo, Pós-graduação em Informática Industrial. Especialização em Simulação, Otimização e Controle de Processos. Atuou na Petrobrás por 25 anos nas áreas de Operação, Projetos, Otimização e Controle de Processos. Consultor em Otimização e Controle Avançado para empresas como a “Cybosoft” e “Emerson Process Management”. Instrutor e conferencista da “ISA”. Colaborador da “Intech Brasil”. Professor na Pós-Graduação em Automação Industrial da “Uniube”. Grande experiência no desenvolvimento e implementação de sistemas de Otimização e Controle do tipo Preditivo, Analisadores Virtuais, Redes Neuronais e Lógica “Fuzzy” em Controle de Processos em diversas Indústrias de Processo. Mário Luiz do Nascimento - [email protected] Diretor de Gestão de Competências da Op2B Otimização Industrial - www.op2b.com.br É engenheiro químico pela UFRGS e especialista em Processamento de Petróleo pela Petrobrás /UFRGS em 1980. Especialista em Modelagem Matemática, Simulação e Controle de Processos (1989) e Mestre (1994), pela Escola Politécnica da USP. Tem dez anos de experiência nas áreas de operação, projeto e análise de processos e quinze anos em controle, automação e otimização de plantas de processos contínuos na Petrobrás. Sua vasta competência pode ser resumida em atuações nas seguintes áreas: desenvolvimento de projetos de processo; implantação de estrutura de acompanhamento e controle da produção; desenvolvimento e implantação de controlador preditivo multivariável com otimização; projetos de controle e automação de processos; configuração de malhas de controle e interface homem-máquina para implantação de SDCD; implantação de sistemas baseados em simuladores de processo para treinamento de operadores; coordenação de automação industrial e projetos de processo; Aplicação de Controle Preditivo Multivariável em unidade de Craqueamento Catalítico Página 12 de 12
Download