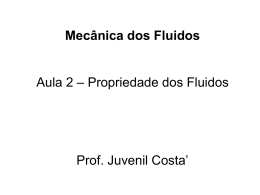
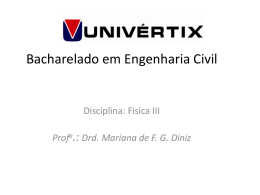
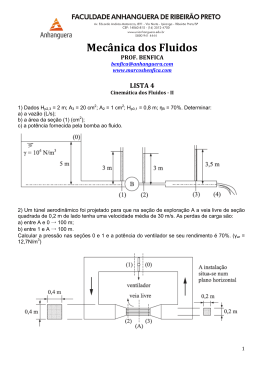
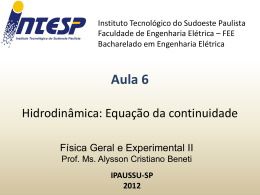
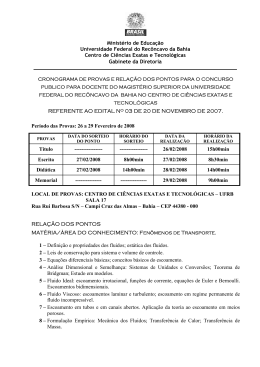
A TEMPERATURA NA INTERFACE CAVACO-FERRAMENTA SOB DIFERENTES CONDIÇÕES DE REFRIGERAÇÃO/LUBRIFICAÇÃO Leonardo Oliveira Ribeiro Rosemar Batista da Silva Álisson Rocha Machado Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica, Av. João Naves de Ávila, 2.121, Uberlândia – MG, 38.400-089, Brasil. [email protected] Resumo. A influência da aplicação de diferentes fluidos de corte na temperatura da interface cavaco-ferramenta foi investigada neste trabalho. Foi utilizado o método do termopar ferramentapeça no torneamento do aço ABNT 8640 (dureza média de 290 HV) usando ferramentas de metal duro (barras de seção retangular) classes K 10 e P30. As condições testadas foram as seguintes: torneamento contínuo a seco, com aplicação de emulsões (concentrações de 5 e 7%), óleo integral e óleo vegetal aplicado em MQF, com velocidades de corte entre 30 e 270 m/min, taxa de avanço de 0,138 e 0,176 mm/rot e profundidade de corte constante de 1,0 mm. De um modo geral, os resultados indicaram que o fluido emulsionável com concentração de 5% e ferramenta K10 produziram os menores valores de temperatura na interface cavaco ferramenta para todas as condições de corte testadas. Observa-se também que o fluido vegetal é bastante eficiente em termos de refrigeração quando se utiliza a ferramenta P30 até vc = 150 m/min. Verifica-se também que a temperatura de corte aumenta com a velocidade de corte para todos os tipos de fluidos utilizados e é dependente da condutividade térmica do material da ferramenta. Palavras-chave: temperatura de corte, fluidos de corte, MQF, metal duro, aço ABNT 8640. 1. INTRODUÇÃO Algumas das técnicas mais utilizadas para se determinar a capacidade de refrigeração/lubrificação de fluidos na usinagem são aquelas que estão relacionadas com as variáveis do processo tais como a temperatura e força de corte, e também aquelas que utilizam os parâmetros resultantes do processo de usinagem, como, por exemplo, a vida e desgaste da ferramenta e qualidade da superfície usinada. Dentre os vários fatores que afetam diretamente as condições de trabalho entre a ferramenta e a peça, a temperatura na ferramenta é um fator que limita bastante a produtividade das operações de usinagem, principalmente quando são desenvolvidas altas temperaturas durante o processo de corte às quais afetam fortemente o desempenho das ferramentas de corte, responsáveis em grande parte pela produtividade destas operações. Assim, um maior entendimento sobre o comportamento das temperaturas envolvidas na interface cavaco-ferramenta é de extrema importância para se fazer o correto dimensionamento e/ou seleção das ferramentas de corte empregadas no processo de usinagem. Em usinagem as temperaturas máximas situam-se em regiões específicas, bem próximas à aresta de corte, onde as tensões atuantes (normais e cisalhantes) são altamente elevadas (Trent, 1991). Como no processo de torneamento apenas 8 a 10% do total de calor gerado é transferido para a ferramenta, a maior parte deste calor é dissipado pelo cavaco, mas uma pequena parcela é conduzida na peça, e aumenta a sua temperatura, podendo às vezes causar problemas de precisão dimensional (Machado e Da Silva, 1998). Apesar desse pequeno percentual, as temperaturas podem atingir valores surpreendentemente elevados. A ferramenta funciona, então, como um sorvedouro térmico. Isto é mais um agravante para ferramenta podendo acelerar o desgaste nesta região. Desta forma a quantidade de calor que flui para a ferramenta, ou melhor, o seu comportamento durante o processo de usinagem, irá depender da condutividade térmica da ferramenta, das condições de corte (velocidade de corte (vc), avanço (f) e do tipo e geometria da ferramenta de corte), condições da máquina e material da peça a usinar, além, é claro, da eventual aplicação de um fluido de corte. No que se refere à condutividade térmica, particularmente das ferramentas de metal duro, Brookes (1979) afirma que esta propriedade é inversamente proporcional ao teor de cobalto presentes nestas ferramentas. Segundo El Baradie (1996) um fluido de corte satisfatório deve ter elevada condutividade térmica e elevado calor específico. Sendo a temperatura da interface cavaco-ferramenta fortemente influenciada pela velocidade de corte, haverá, portanto, um limite prático na velocidade de corte, para cada par ferramenta-peça. As altas temperaturas nas ferramentas de corte não só aceleram os mecanismos de desgaste termicamente ativados, como também reduzem o limite de escoamento dessas ferramentas (Machado e Da Silva, 1998). Os problemas produzidos pela elevação da temperatura muitas vezes podem ser eliminados com a utilização correta de um fluido de corte. Mas atualmente, face à grande tendência de preocupação ambiental, a utilização dos fluidos de corte tem sido bastante questionada. Embora tenham significativa importância dentro da maioria dos processos de produção, os fluidos de corte apresentam-se como um dos principais agentes nocivos ao homem (operador e meio ambiente). Como conseqüência, principalmente da forma incorreta de descarte e não reciclagem que agridem o meio ambiente, os órgãos de legislação ambiental têm exigido cada vez mais a restrição de sistemas que provocam tais problemas, com a imposição de leis ambientais rigorosas (Weingaertener et al, 2000). Além disso, grande atenção tem sido dada aos custos envolvidos no processo de aplicação de fluidos de corte. Por outro lado, quando se abre mão da utilização de fluidos de corte, algumas de suas funções poderão ser comprometidas. As principais funções deles são redução do atrito (lubrificação), redução do calor (refrigeração) e auxílio ao transporte de cavacos (limpeza). Se a função de lubrificação é abolida, a camada de separação entre a ferramenta e o cavaco não será suficientemente garantida e o atrito aumentará. Com isso aumenta-se o desgaste na ferramenta, e eleva-se a temperatura no processo. Com o aquecimento, os cavacos terão mais dificuldade para adquirir uma forma mais definida e podem soldar-se à ferramenta (Novaski e Dörr, 1999). Devido à presença de elevadas temperaturas de corte e penetração periódica do fluido na superfície em questão, a ferramenta de corte poderá estar sujeita a contínuos estados de expansões e contrações. Assim, uma ferramenta com boa condutividade e baixo coeficiente de expansão térmica poderá ter os danos térmicos reduzidos pela minimização da flutuação da temperatura na aresta de corte (Ezugwu et al, 1999-b). A não refrigeração afeta o comportamento térmico da máquina, e como conseqüência, a precisão dimensional e geométrica das peças. Quanto à ineficiência no transporte dos cavacos o problema é mais grave em operações de furação, onde é necessário retirar os cavacos da região de corte durante a usinagem. Embora em alguns casos a usinagem a seco seja possível, tendo em vista estas considerações, esta condição fica bastante restrita ou praticamente descartada. Assim, uma outra alternativa seria tentar minimizar a utilização dos fluidos de corte visando uma operação não agressiva ao meio ambiente e com menores custos de produção. Atualmente tem sido utilizada, principalmente nas operações de torneamento de aços, a técnica conhecida como Mínima Quantidade de Fluido (MQF). Esta técnica consiste em aplicar o fluido que é pulverizado em fluxo de ar comprimido, a uma vazão que normalmente é abaixo de 80 ml/h (Novaski e Dörr, 1999). Como mencionado anteriormente, a correta seleção do fluido de corte utilizando esta técnica e de fundamental importância para se obter máxima eficiência do processo. Uma outra técnica de aplicação de fluidos de corte, embora não seja utilizada neste trabalho, é a aplicação de fluidos à alta pressão (0,5 – 360 MPa). Esta técnica é normalmente utilizada na usinagem de materiais considerados de difícil usinabilidade, e praticamente impossíveis de serem usinados a seco, tais como o aço inoxidável austenítico, aços endurecidos, ligas de titânio e ligas de níquel, dentre outros. Esta técnica tem sido investigada há vários anos por Pigott e Coweell, 1952; Sharma et al, 1971; Kishi et al, 1975; Mazurkiewicz et al, 1989; Ezugwu e Pashby, 1990; Machado, 1990; Lindeke et al, 1991; Wertheim et al, 1992; e, mais recentemente, por Kovacevic et al, 1995; Vigneau, 1997; Dalhman e Kaminski, 1999; Kaminski e Alvelid, 2000; Lopez De Lacalle et al, 2000 e Rahman et al, 2000, os quais tem alcançado, de um modo geral, bons resultados em termos de aumento produtividade na industria metal-mecânica em ralação aos métodos convencionais de aplicação de fluido de corte. Algumas vantagens da sua utilização são a diminuição da temperatura na zona de corte, aumento da vida da ferramenta em ate 500%, menores forças de corte, por proporcionar melhores condições na interface cavaco-ferramenta, menores níveis de vibração do sistema, como também uma melhor integridade superficial e tolerâncias mais estreitas das peças usinadas. A importância relativa de cada uma das funções dos fluidos citadas anteriormente dependerá ainda do material usinado, do tipo de ferramenta utilizada, das condições de corte, do acabamento da superfície e do controle dimensional exigido. As considerações para a seleção correta do fluido de corte dependerão de vários fatores inter-relacionados, como por exemplo, aspectos econômicos, tipo de máquina operatriz, custos relacionados aos procedimentos de descarte, tipo de sistema de circulação do fluido, risco à saúde humana, contaminação do fluido, meios de controle, método de aplicação do fluido, severidade da operação, materiais usinados e compatibilidade do metal com o fluido, dentre outros. Devido a dificuldade em se encontrar um fluido que consiga atender a todos os requisitos citados, sugere-se estabelecer os parâmetros prioritários para a operação de usinagem desejada e verificar entre os fluidos existentes, aqueles que mais se adequam aos aspectos previamente estabelecidos (Da Silva e Brandi, 2000). Sobre os tipos de fluidos de corte, não existe uma padronização única estabelecida entre as empresas fabricantes. Uma classificação bastante difundida por Machado e Diniz (2000) agrupa os produtos em ar; aquosos: emulsões (óleos solúveis) e soluções químicas; e óleos que são representados pelos minerais, graxos, compostos, de extrema pressão e os de usos múltiplos. O ar comprimido visa resfriar a região de corte através de um jato, puro ou misturado a outro fluido, na interface contra a saída do cavaco. A água tem sua aplicação bastante restrita por ser altamente corrosiva aos materiais ferrosos. As emulsões constituem de óleos minerais adicionados à água em proporções que podem variar de 1:10 a 1:100 com agentes emulgadores que garantem a miscibilidade com a água. Normalmente empregam-se aditivos anticorrosivos, tais como nitreto de sódio para minimizar os efeitos corrosivos da água nas emulsões. Os fluidos semi-sintéticos são também formadores de microemulsões e apresentam de 5 a 50% de óleo mineral no fluido concentrado, aditivos e compostos químicos que se dissolvem na água formando moléculas individuais. As soluções são compostos monofásicos de óleos dissolvidos completamente na água. Pertencem a esta classe os fluidos sintéticos os quais são livres de óleo mineral em suas composições; baseiam-se em substâncias químicas que formam uma solução com a água. Eles apresentam uma vida maior já que são menos suscetíveis ao ataque das bactérias, e reduzem o número de trocas na máquina. Quanto aos óleos minerais, também conhecidos como óleos integrais, encontram-se na forma pura ou com aditivos, normalmente de alta pressão. Estes óleos são hidrocarbonetos obtidos a partir do refinamento do petróleo cru. As suas propriedades dependem do comprimento da cadeia, estrutura e grau de refinamento (Machado e Diniz, 2000). Ainda pertencentes à classe dos óleos integrais, estão os fluidos vegetais que ultimamente tem sido bastante utilizados na usinagem de metais. Quanto aos métodos de medição de temperatura, vários pesquisadores têm dado atenção especial à determinação desses valores, através da utilização de inúmeras técnicas de medição. Por mais que os métodos desenvolvidos tenham se evoluído, existe uma enorme dificuldade para divulgar com exatidão o valor da temperatura obtida nas restritas áreas de contato cavaco-ferramenta-peça para uma determinada condição (Matosinhos, 1999). As técnicas mais importantes para a determinação da temperatura de corte são através dos métodos calorimétricos, método do termopar ferramentapeça; termopar implantado, inspeção metalográfica, utilização de tintas termosensíveis, sais com ponto de fusão constante, medições da radiação infravermelha e através de métodos analíticos e numéricos. Machado e Da Silva (1998) e De Melo (1998) admitem que todos estes métodos, sem exceção, apresentam limitações. A técnica do termopar ferramenta-peça tem sido bastante utilizada no torneamento por ser considerado um dos métodos que fornece melhor exatidão para a aplicação dentre todos os métodos citados anteriormente (Trent, 1991). Este trabalho tem o objetivo de investigar o comportamento da temperatura de corte na interface cavaco-ferramenta sob diferentes condições de refrigeração/lubrificação, variando-se a velocidade de corte e a taxa de avanço, no torneamento do aço ABNT 8640 utilizando ferramentas de duas classes de metal duro. Com isso pretende-se identificar qual fluido apresenta melhor desempenho em termos de refrigeração para as condições testadas. 2. PROCEDIMENTO EXPERIMENTAL O material da peça utilizado foi o aço ABNT 8640, laminado a quente e normalizado, com valor médio de dureza Vickers HV = 290 kgf/mm2 na forma de barras cilíndricas de diâmetro 61,4 mm x 500 mm de comprimento. Este material é bastante utilizado na indústria automobilística por apresentar boa resistência mecânica e boa temperabilidade. Sua aplicação mais comuns é em fabricação de elementos de transmissão de eixos. Os corpos de prova foram preparados através do torneamento com ferramenta de sacrifício (para remoção de irregularidades e assegurar centragem exata das barras em relação ao torno após a fixação da peça na placa e contra ponta) resultando em um diâmetro de 60,4 mm. Após a fixação, a peça foi usinada em testes, até um diâmetro de 53,4 mm. Os ensaios foram realizados em um torno mecânico, modelo IMOR MAXI-II 520, (6 CV de potência). As ferramentas utilizadas foram confeccionadas em barras de metal duro integral (classes K10 e P30), adquiridas da WOLFRAMCARB, retificadas para a seguinte geometria: γ0 = 6º; α0 = 5º; χr= 75º; εr = 90º e λs = 0º. Propriedades de algumas ferramentas de metal duro podem ser vistas na Tabela 1. As ferramentas da classe K10 apresentam maior valor de condutividade térmica em relação às ferramentas da classe P30. Entretanto, estas ultimas apresentam boa tenacidade em relação às primeiras e são geralmente utilizadas em operações de usinagem em geral, com relativas baixas e médias velocidades de corte e seções de corte médias e grandes (Machado e Da Silva, 1998). Tabela 1. Propriedades térmicas das ferramentas de metal duro (Sandvik apud Brookes, 1979). Código ISO K10-20 K30 M10-20 M30-40/P50 P05-15 P20-P30 Composição Química (Vol. %) WC TiC Ta (Nb)C Co Condutividade Térmica (W.m-1.C-1) a 400ºC Densidade (g.cm-3) 10 32 21 95 90 60 80 30 45 15,0 14,7 14,0 14,3 10,9 12,6 95,2 91 83 87 59 68 5,8 9 7 13 9 11 As condições de corte empregadas foram as seguintes: velocidades de corte diferentes que variaram dentro de um intervalo entre vc = 30 m/min e 270 m/min, combinados com valores de avanço f = 0,138 mm/rot e 0,176 mm/rot com profundidade de corte, ap = 1,0 mm. Além da condição a seco, os fluidos de corte utilizados neste trabalho foram os seguintes: emulsionável às concentrações de 5 e 7%, o fluido mineral, fluido integral e o vegetal. Este último foi aplicado sob forma de mínima quantidade de fluido (MQF) a uma vazão de 50 ml/h. Os outros fluidos foram aplicados em abundância, sobrecabeça, com uma vazão de aproximadamente 5 l/min As concentrações foram controladas por um refratômetro portátil marca Átago, modelo N1. Para a medição de temperatura foi empregado o método do termopar ferramenta-peça, adaptado por Fernandes (1993), e também utilizado por Sales (1999) nos seus experimentos. A junta quente do termopar está localizada na interface cavaco-ferramenta (materiais diferentes). Durante a usinagem, o calor gerado provoca o aumento da temperatura local, que por sua vez, gera uma força eletromotriz (fem) proporcional à diferença de temperatura entre a junta quente e a junta fria (junta de conexão à temperatura de 0º mantida dentro de um recipiente térmico com gelo e água, na outra extremidade do circuito). Foram levantadas curvas de calibração para os dois pares ferramenta-peça (K10/8640 e P30/8640) a fim de estabelecer relação entre a diferença de potencial obtida (mV) com a temperatura na interface (ºC). O sinal elétrico gerado pela região aquecida entre o cavaco e a ferramenta, que apresenta uma relação bastante linear com a temperatura da junta, foi amplificado e enviado para uma placa de aquisição de dados em um microcomputador. Com o auxílio de um programa, desenvolvido na linguagem C++, se estabeleceu a relação desta tensão amplificada com a temperatura real da interface. Para isso utilizou-se a curva de calibração já ajustada. Maiores detalhes desta técnica podem ser obtidos no trabalho de Fernandes (1993). 3. RESULTADOS E DISCUSSÃO As Figuras (1) a (4) apresentam as curvas de temperaturas em função das velocidades de corte para as diversas condições de aplicação de fluidos de corte para as ferramentas de metal duro classes K10 (Figuras 1 e 2) e P30 (Figuras 3 e 4), de acordo com o item 2. Da Figura 1, para avanço (f) de 0,138 mm/rot, verifica-se que o aumento da velocidade de corte implica em aumento da temperatura de usinagem na interface cavaco-ferramenta para todas as condições testadas. Todas as temperaturas (T) registradas foram superiores a 260ºC. Na velocidade baixa (em torno de 33 m/min) as temperaturas relativamente baixas são conseqüências, principalmente, da presença da aresta postiça de corte (APC), que eleva a fonte principal de calor (na zona de cisalhamento secundária) para uma região afastada da superfície de saída. Nestas condições, além da ação refrigerante, a ação lubrificante do fluido pode ser muito importante. Observa-se ainda da Figura 1 que para baixas vc (até 100 m/min) o fluido integral produz as menores temperaturas de corte. Para valores superiores a vc = 100 m/min, o fluido emulsionável 5% mostra-se mais eficiente como refrigerante e aumenta a temperatura em apenas 13,5% ao passar de vc = 125 m/min para 248 m/min. Quanto ao fluido emulsionável 7%, nota-se que comportamento da temperatura é bastante semelhante ao da curva de temperatura do fluido integral a partir de vc = 100 m/min. O fluido vegetal (MQF) demonstra não ser bom refrigerante em relação aos outros fluidos utilizados uma vez que as temperaturas foram relativamente superiores. A condição a seco produz os maiores valores de temperaturas em comparação com os fluidos utilizados, atingindo o valor de 781ºC para a maior vc. Este valor representa um aumento de 60% em relação à temperatura produzida pelo fluido emulsionável 5% para a maior vc. Sales et al (1999) ao investigarem a capacidade refrigerante de fluidos de corte, utilizando ferramentas de metal duro integral (classe K10), o mesmo material de peca e faixa de velocidades de corte e praticamente os mesmos fluidos de corte, porem com avanço reduzido pela metade, verificaram a seguinte ordem crescente de capacidade refrigerante: emulsionável 5%, seco e integral. A divergência entre os resultados, possivelmente, se deve ao aumento taxa de avanço. Ao se duplicar o valor do avanço aumenta-se a área de contato cavaco-ferramenta, que por sua vez diminui o tempo de contato. Nestas condições a maior capacidade de lubrificação do fluido integral (Sales et al, 1999), que também pode provocar redução na temperatura devido à redução do atrito, é suprimida pela maior capacidade de refrigeração do fluido emulsionável. 1000 Ferramenta K10 f = 0,138 mm/rot ap = 1 mm Temperatura (ºC) 800 600 400 Seco Emulsionável 5% Vegetal - MQF 200 0 0 50 Emulsionável 7% Integral 100 150 200 Velocidade de corte (m/mim) 250 300 Figura 1. Temperatura de usinagem em função de vc para avanço de 0,138 mm/rot, ferramenta K10. A Figura 2, que apresenta os valores de temperatura em função de vc, ferramenta K10, para diferentes tipos de fluido de corte e f = 0,176 mm/rot, mostra, de forma análoga à Figura1, que os valores de temperaturas aumentam com vc para todas as condições testadas. Verifica-se que curva para o fluido emulsionável 5% apresenta os menores valores de temperatura (inferiores a 583ºC) dentre todas as condições testadas (com exceção do menor valor de vc, quando fluido integral apresenta menor temperatura). Novamente a condição a seco apresenta os maiores valores de T, seguida pela curva que representa a aplicação de fluido vegetal-MQF. Observa-se também que todos os valores de temperatura são relativamente maiores que os observados na Figura 1, onde f = 0,138 mm/rot. 1000 Ferramenta K10 f = 0,176 mm/rot ap = 1 mm Temperatura (ºC) 800 600 400 Seco Emulsionável 5% Vegetal - MQF 200 Emulsionável 7% Integral 0 0 50 100 150 200 250 300 Velocidade de corte (m/mim) Figura 2. Temperatura de usinagem em função de vc para avanço de 0,176 mm/rot, ferramenta K10. A Figura 3 apresenta os valores de temperatura em função de vc, ferramenta P30, para diferentes tipos de fluido de corte e f = 0,138 mm/rot. Observa-se também a tendência de elevação da temperatura com vc para todas as condições testadas, semelhante à encontrada para a ferramenta K10, Figuras 1 e 2. O fluido integral produz os menores valores de temperaturas para relativas baixas e médias vc dentre todas as condições testadas. Para valores maiores de vc o fluido emulsionável 7% demonstra ser levemente mais eficiente em relação ao emulsionável 5% e ao integral. Observa-se que a diferença nos valores de temperatura entre os tipos de fluido são relativamente pequenas, com a condição a seco apresentando valores de T ligeiramente superiores aos demais. Percebe-se que para esta ferramenta P30 os fluidos de corte são menos eficientes na refrigeração em relação à ferramenta K10, pois os valores de temperatura são relativamente maiores que os observados na ferramenta K10. A resposta para esta diferença entre eficiências de refrigeração pode estar relacionada com o menor valor de condutividade térmica da ferramenta P30. Como menor fluxo de calor e transferido para a superfície da ferramenta, a ação de refrigeração dos fluidos não é tão eficiente quanto como observado para a ferramenta K10. Outra observação interessante é a performance do fluido vegetal-MQF, que nesta ferramenta P30 apresentou valores de temperaturas similares aos apresentados pelos demais fluidos de corte. 1000 Ferramenta P30 f = 0,138 mm/rot ap = 1 mm Temperatura (ºC) 800 600 400 Seco Emulsionável 5% Vegetal - MQF 200 0 0 50 100 150 200 Velocidade de corte (m/mim) Emulsionável 7% Integral 250 300 Figura 3. Temperatura de usinagem em função de vc para avanço de 0,138 mm/rot, ferramenta P30. A Figura 4 apresenta os valores de temperatura em função de vc, ferramenta P30, para diferentes tipos de fluido de corte e f = 0,176 mm/rot. Em geral, observa-se a tendência de elevação da temperatura com vc para todas as condições testadas, semelhante às Figuras 1, 2 e 3. Nota-se que tanto o fluido integral como o vegetal – MQF produzem valores menores de T em relação às outros fluidos até valores relativamente médios de vc (em torno de 130 m/min). Para valores maiores de vc os fluidos emulsionáveis (5 e 7%) produzem os menores valores de T. Assim como observado nas Figuras 1, 2 e 3, o comportamento das curvas de T são bastante semelhantes entre si, com T aumentando com valores médios de vc e em seguida diminuindo a taxa de crescimento (a partir de 170 m/min), tendendo a permanecer praticamente constante para valores de vc superiores aquele. A condição a seco também apresenta os maiores valores de T para esta ferramenta, embora estes valores sejam bem próximos das mesmas condições utilizadas para a ferramenta P30, f = 0,138 mm/rot. Heisel et al (1998), ao investigarem a influencia de diferentes formas de refrigeração/lubrificação utilizando o óleo sintético a base de éster, incluindo a técnica de inundação (convencional), a seco e MQF no torneamento do aço AISI 52100 com insertos de metal duro (P25) a uma velocidade de corte de 200 m/min, verificaram que a técnica de refrigeração convencional produziu o menor valor de temperatura de corte (medida com termoelementos debaixo da pastilha de corte), cerca de 60% menor que a usinagem a seco. A técnica de MQF ocupou uma posição intermediaria. Em relação à vida da ferramenta até atingir uma largura de desgaste na superfície de saída de 0,3 mm, eles observaram que a ferramenta submetida à refrigeração por MQF apresentou uma vida 10% mais longa em relação à técnica convencional. Em comparação com a usinagem a seco, este valor aumentou em até 14%. 1000 Ferramenta P30 f = 0,176 mm/rot ap = 1 mm Temperatura (ºC) 800 600 400 Emulsionável 7% Integral Seco Emulsionável 5% Vegetal - MQF 200 0 0 50 100 150 200 Velocidade de corte (m/mim) 250 300 Figura 4. Temperatura de usinagem em função de vc para avanço de 0,176 mm/rot, ferramenta P30. A Figura 5 apresenta os valores de temperatura em função de vc, para as ferramentas K10 e P30 para os dois valores de avanço (0,138 e 0,176 mm/rot), utilizando o fluido emulsionável 5% que, em geral, produz os menores valores de temperaturas de usinagem dentre todos os outros fluidos utilizados. Verifica-se que os menores valores de temperatura são alcançados utilizando a ferramenta K10, que é em média 35% menor que os valores encontrados utilizando a ferramenta P30. Esse resultado pode ser atribuído ao maior valor da condutividade térmica da ferramenta K10, que por sua vez está relacionada com a composição química da ferramenta (Brookes, 1979). Se a ferramenta permite que um maior fluxo de calor seja transferido a superfície, conseqüentemente, para um mesmo fluido refrigerante, haverá maior troca térmica. Temperatura (ºC) 800 Ferramentas K10 e P30 Emulsionável 5% 600 400 P30/f = 0,138 mm/rot P30/f = 0,176 mm/rot K10/f = 0,138 mm/rot K10/f = 0,176 mm/rot 200 0 0 50 100 150 200 Velocidade de corte (m/mim) 250 300 Figura 5. Temperatura de usinagem em função vc e f para as ferramentas K10 e P30 com fluido emulsionável 5%(ap = 1 mm). Ezugwu et al (1999-a) atribuíram a maior taxa de desgaste difusivo das ferramentas de metal duro classe P20-30 revestidas com nitreto de titânio em relação às ferramentas da classe K05-20 revestidas com cerâmica a base de alumina, ao maior teor de cobalto, dentre outras causas, na operação de rosqueamento do aço 708M40T. Ao usinar o aço AISI 1045 com ferramentas de metal duro (classes K20 e P20) revestidas com cerâmica a base de alumina (20 µm de espessura) na condição a seco, Obikawa et al (1997) verificou que o substrato que apresentava maior valor de condutividade térmica (K20) produziu menor taxa de desgaste. Em relação à taxa de avanço verifica-se que este praticamente não influi nos valores de temperatura quando se utiliza a ferramenta P30. Entretanto, para a ferramenta K10 verifica-se um ligeiro efeito do avanço. 4. CONCLUSÕES As seguintes conclusões podem ser tiradas deste trabalho: • A temperatura de corte aumenta com a velocidade de corte para todas as condições testadas. • De um modo geral a ferramenta de metal duro classe K10 com fluido emulsionável 5% produz as menores temperaturas de corte para todas as condições testadas, alcançando o valor máximo em torno de 500ºC para ferramenta K10 (vc = 278 m/min e f = 0,138 mm/rot); • O fluido vegetal na condição MQF se mostra bastante eficiente como refrigerante quando se utiliza a ferramenta P30 ate vc = 150 m/min; • A condição de usinagem a seco apresenta maior valor de temperatura para todas as condições testadas, alcançando o valor máximo em torno de 850ºC para ferramenta P30 (vc = 270 m/min e f = 0,176 mm/rot); • O menor valor de f = 0,138 mm/rot produz os menores valores de temperaturas dentre todas as condições testadas; • A ferramenta que possui maior valor de condutividade térmica (K10) apresenta os menores valores de temperaturas. 5. AGRADECIMENTOS Os autores agradecem a FAPEMIG, CAPES e CNPq pelo apoio financeiro dado a esta pesquisa. 6. REFERÊNCIAS BROOKES, K.J.A., 1979, “World Directory and Handbook of Hardmetals”, Second Edition, Completely Revised and Enlarged, Published by Engineer’s Digest Limited and International Carbide, London, UK, 296 p. DALHMAN, P. and KAMINSKI, J., 1999, “Aspects on High-Pressure Jet-Assisted Turning”, Procedings of the 10th American Water Jet Conference, Houston, USA. EL BARADIE, M.A., 1996, “Cutting Fluids: Part I. Characterisation”, Journal of Materials Processing Technology, Vol. 56, pp. 786-797. EZUGWU, E.O. and PASHBY, I.R., 1990, “High Speed Milling of Nickel Based Superalloys”, Proceedings of the 7th Conference of the lrish Manufacturing Committee, Trinity College, Dublin, 29th -31st August, 12 p. EZUGWU, E.O., OKEKE, C.I. and MACHADO, A.R., 1999-a, “High Speed Threading of Inclusion-Modified Steels with Coated Carbide Tools”, Journal of Materials Processing Technology, Vol. 86, pp. 216-225. EZUGWU, E.O., WANG, Z.M. and MACHADO, A.R., 1999-b, “The Machinability of NickelBased Alloys: A Review”, Journal of Materials Processing Technology, Vol. 86, pp. 1-16. FERNANDES, J.R.S., 1993, “Projeto e Fabricação de um Dispositivo para Medição de Temperatura de Corte no Processo de Torneamento”, Relatório Técnico, Projeto de Iniciação Científicia, CNPq/UFU/LEPU, Uberlândia, Brasil. HEISEL, U., LUTZ, M., SPATH, D., WASSMER, R. And WALTER, U., 1998, “A Técnica da Quantidade Mínima de Fluidos e sua Aplicacao nos Processos de Corte”, Máquinas e Metais, Aranda Editora, Ano XXXIV, No. 385, pp. 22-38. KAMINSKI, J. and ALVELID, B., 2000, “Temperature Reduction in the Cutting Zone in Water-Jet Assisted Turning”, Journal of Materials Processing Technology, Vol. 106, pp. 68-73. KISHI, K., EDA, H., FURUSAWA, T. and ICHIDA, Y., 1975, “Some Aspects for the Cooling and Lubrication Effects”, Proc. of the JSLE-ASLE, Int. Lub. Conf., Tokyo, Japan, 9th –11th June, pp. 579-587. KOVACEVIC, R., CHERUKUTHOTA, C. and MAZURKIEWICZ, M., 1995, “High Pressure Waterjet Cooling/Lubrication to Improve Machining Efficiency in Milling”, International Journal Machining Tools Manufacturing, Vol. 35, No. 10, pp. 1459-1473. LINDEKE, R. R.; SHOENING, F. C., KHAN, A. K. & HADDAD, J., 1991, “Machining of α-β Titanium with Ultra High Pressure through the Insert Lubrication/Cooling”, Transactions NAMRI/SME, pp. 154-161. LOPEZ DE LACALLE, L.N., PEREZ-BILBATUA, J., SANCHEZ, J.A., LLORENTE, J.I., GUTIERREZ, A. and ALBONIGA, J., 2000, “Using High Pressure Coolant in the Drilling and Turning of Low Machinability Alloys”, International Journal Advanced Manufacturing Technology, Vol. 16, pp. 85-91. MACHADO, A.R. and DINIZ, A.E., 2000, “Vantagens e Desvantagens do Uso (ou não) de Fluidos de Corte”, Revista Máquinas e Metais, Aranda Editora, Ano XXXVII, No. 419, pp. 134-151. MACHADO, A.R. e DA SILVA, M.B., 1998, “Usinagem dos Metais”, Apostila, Universidade Federal de Uberlândia - EDUFU, 172 p. MACHADO, A.R., Agosto 1990, “Machining of Ti6Al4V and Inconel 901 with a High Pressure Coolant system”, Ph.D. Thesis, University of Warwick, Conventry, England, 274 p. MATOSINHOS, F.C.C.C., 1999, “Influência da Temperatura na Usinabilidade do Aço ABNT 1045”, Dissertação de Mestrado, UFMG, Belo Horizonte, Brasil, 77 p. MAZURKIEWICZ, M., KUBALA, Z. and CHOW, J., 1989, “Metal Machining with High-Pressure Water-Jet Cooling Assistance – A New Possibility”, Journal of Engineering for Industry, Transactions of the ASME, Vol. 111, pp. 7-13. NOVASKI, O. and DÖRR, J., 1999, “Usinagem sem Refrigeração”, Revista Máquinas e Metais, Aranda Editora, Ano XXXV, No. 398, pp. 18-27. OBIKAWA, T., MATSUMURA, T., SHIRAKASHI, T. and USUI, E., 1997, “Wear Characteristic of Alumina Coated and Alumina Ceramic Tools”, Journal of Materials Processing Technology, Vol. 63, pp. 211-216. PIGOTT, R. J. S. & COLWELL, A.T., 1952, “Hi-Jet System for Increasing Tool Life”, SAE Quarterly Transaction, Vol. 6, No. 3, pp. 547-566. RAHMAN, M., SENTHIL KUMAR, A. and CHOUDHURY, M.R., 2000, “Identification of Effective Zones for High Pressure Coolant in Milling”, Annals of the CIRP, Vol. 49, No. 1, pp. 47-52. SALES, W.F., 1999, “Determinação das Características Refrigerantes e Lubrificantes de Fluidos de Corte”, Tese de Doutorado, UFU, Uberlândia, Brasil, 166 p. SALES, W.F., GUIMARAES, G., MACHADO, A.R., SCHUTZER, K. and DE SOUZA, A.F.,1999, “Nem Sempre o Fluido com maior Poder Refrigerante garante Temperaturas de Corte Mais Baixas”, Revista Máquinas e Metais, Aranda Editora, Ano XXXVI, No. 407, pp. 46-61. SHARMA, C.S., RICE, W.B. and SALMON, R., 1971 “Some Effects of Injecting Cutting Fluids Directly into the Chip-Tool Interface”, Journal of Engineering for Industry, Transactions of the ASME, Vol. 93, pp. 441-444. TRENT, E.M., 1984, “Metal Cutting”, Second Edition, Butterworth, England, 245 p. VIGNEAU, J. , 1997, “Obtendo Alta Produtividade na Usinagem de Ligas de Titânio e Superligas”, Máquinas e Metais, Aranda Editora, Ano XXXII, No. 380, pp. 16-32. WEINGAERTNER, W., SCHROETER, R. and TEIXEIRA, C.R., 2000, “As Influências da Minimização do Fluido de Corte”, Revista Máquinas e Metais, Aranda Editora, Ano XXXVI, No.408, pp. 52-59. WERTHEIM, R., ISCAR Ltd., ROTBERG, J. and BER, A. , 1992, “Influence of High-Pressure Flushing through the Rake Face of the Cutting Tool”, Annals of the CIRP, Vol. 41, No. 1, pp. 101-106. THE TEMPERATURE IN TOOL-CHIP INTERFACE UNDER DIFFERENT COOLING/LUBRICATION CONDITTIONS Leonardo Oliveira Ribeiro Rosemar Batista da Silva Álisson Rocha Machado Federal University of Uberlândia, Faculty of Mechanical Engineering, Av. João Naves de Ávila, 2.121, Uberlândia – MG, 38.400-089, Brazil. [email protected] Abstract. The influence of the application of different cutting fluids on the temperature at the toolchip interface was investigated in this work. A tool-workpiece thermocouple method was utilized to measure the temperature while turning o AISI 8640 steel (290 HV) with K10 and P30 grade solid cemented carbides tools. The machining trials were carried out with integral oil, vegetable oil applied as minimum quantity lubrication, emulsified oils (concentrations of 5 and 7%) and dry condition at cutting speeds between 30 and 270 m min-1, feed rate of 0.138 and 0.176 mm rev-1 and a depth of cut of 1.0 mm. In general the results indicated that 5% concentration of emulsified oil gave least temperature at the tool-chip interface when machining with K10 grade cemented carbide tool. In addition, it was observed that the vegetable oil is very efficient in terms of cooling action when machining with P30 tool up to a speed of 150 m min-1. It was also shown that the cutting temperature increased with increasing cutting speed irrespective of the cutting fluid used, but depends on thermal conductivity of tool material. Keywords: cutting temperature, cutting fluids, minimum quantity lubrication, cemented carbide, AISI 8640 steel.
Download