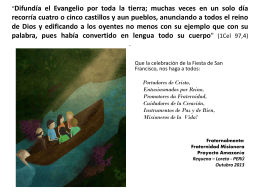
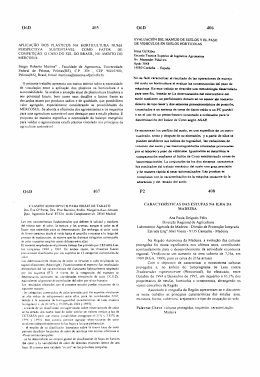
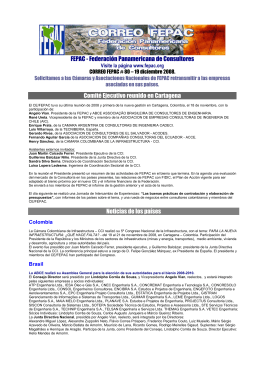
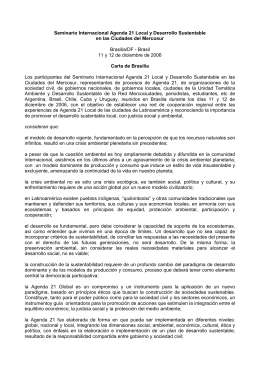
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. TÉCNICAS MULTI-OBJETIVO PARA RESOLVER PROBLEMAS DE SECUENCIACIÓN DE OPERACIONES EN ENTORNOS PRODUCTIVOS REALES Mariano Frutos (UNS ) [email protected] Se presenta, en este trabajo, un algoritmo evolutivo multi-objetivo para resolver problemas de secuenciación de operaciones en un entorno productivo Job-Shop. En la actualidad, estos algoritmos son muy utilizados para resolver este tipo de problemas. La novedad de nuestro enfoque es la incorporación de un proceso de simulación en la fase genética del algoritmo, el cual permite evaluar la estabilidad del proceso productivo. Esta incorporación consiguió filtrar y ordenar las soluciones, mejorando la calidad de las mismas, logrando, además, que el algoritmo sea más eficiente en su evolución. Ya que se evaluaron más de dos objetivos, se analizaron los selectores NSGAII, SPEAII e IBEA. Se realizaron comparaciones pareadas utilizando los indicadores Epsilon, Hypervolumen y R2. Observando los resultados alcanzados, se concluyó que SPEAII mostró más eficiencia que el resto de los algoritmos. We present here an evolutionary multi-objective operations sequencing algorithm for Job-Shop environments. While similar algorithms are already applied to solve those kinds of problems, in our approach we run a simulation process on the genetic phase of the algorithm, yielding an evaluation of the stability of the production process. In this way, by filtering and ordering the solutions, we improve their quality and make the algorithm more eficient in its evolution. Since more than two objectives are considered we analize selectors NSGAII, SPEAII and IBEA. We compare them pairwise using Epsilon, Hypervolume and R2 indexes. The results yield that SPEAII is the most efficient of the algorithms considered. Apresenta-se, neste trabalho, um algoritmo evolutivo multi-objectivo para resolver problemas de sequenciamento de operações num meio produtivo JobShop. Na actualidade, estes algoritmos são muito utilizados para resolver este tipo de problemas. A novidade de nosso enfoque é a incorporação de um processo de simulação na fase genética do algoritmo, o qual permite avaliar a estabilidade do processo produtivo. Esta incorporação conseguiu filtrar e ordenar as soluções, melhorando a qualidade das mesmas, conseguindo, ademais, que o algoritmo seja mais eficiente em sua evolução. Já que avaliaram-se mais de dois objectivos, analisaram-se os seletores NSGAII, SPEAII e IBEA. Realizaram-se comparações pareadas utilizando os indicadores XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Epsilon, Hypervolumen e R2. Observando os resultados atingidos, concluiu-se que SPEAII mostrou mais eficiência que o resto dos algoritmos. Palavras-chaves: Optimización multi-objetivo, Simulación, Algoritmos Evolutivos. 2 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 1. Introducción El Job-Shop Scheduling Problem (JSSP), es uno de los problemas que más aplicación ofrece dentro del ámbito productivo (ADAMS ET AL., 1998). La resolución del mismo permite incrementar la eficiencia de los distintos procesos. Es por lo general un problema muy difícil de resolver. El mismo ha sido clasificado como NP-Hard (ULLMAN, 1975), es decir, no se ha encontrado un algoritmo polinómico para resolverlo, por lo que el tiempo para encontrar una solución crece exponencialmente con respecto al tamaño del problema. El JSSP se define como la asignación de recursos limitados a trabajos que se procesan a lo largo del tiempo y tiene como finalidad optimizar dicha asignación (CHENG & SMITH, 1997) (ARMENTANO & SCRICH, 2000) (CHAO-HSIEN & HAN-CHIANG, 2009). Se tiene un conjunto de máquinas, las cuales deben procesar distintos trabajos (DE GIOVANNI & PEZZELLA, 2010). Cada trabajo se descompone en una serie de operaciones. Se requiere obtener la programación de cada trabajo determinando para ello los tiempos de inicio de cada una de sus operaciones (CHINYAO & YULING, (2009). Se supone que al inicio del proceso cada máquina está disponible y que en cada momento solo puede procesar una operación a la vez. Además, se conocen las restricciones de precedencia de cada operación, y se supone que ninguna operación puede ser interrumpida antes de que transcurra su tiempo de procesamiento. La mayoría de los JSSP involucran la optimización simultánea de dos o más objetivos, los cuales, generalmente, se encuentran en conflicto entre sí (FRUTOS & TOHMÉ, 2009). Este tipo de problemas se denominan multi-objetivo. Estos, por su naturaleza, suelen tener múltiples soluciones. Se incluye, en esta sección, algunos conceptos fundamentales sobre optimización multi-objetivo. En concreto, se define: Problema de Optimización Multiobjetivo, Optimalidad de Pareto, Dominancia de Pareto, Conjunto Óptimo de Pareto y Frontera de Pareto. En estas definiciones asumimos, sin pérdida de generalidad, la minimización de todos los objetivos. a) Problema de Optimización Multi-objetivo: es encontrar un vector x* [x1* ,..., x*n ]T que satisfaga la totalidad de las q restricciones de desigualdad ( gi (x) 0, i 1,...,q ) y las p restricciones de igualdad ( hi (x) 0, i 1,...,p ), minimizando la función vector f (x) [f1 (x),...,f k (x)]T , donde x [x1,..., x n ]T es el vector de variables de decisión. El conjunto de todos los valores que satisfacen las restricciones define la región de soluciones factibles y cualquier punto en x es una solución factible. b) Optimalidad de Pareto: un punto x* es un óptimo de Pareto si para cada x , hay al menos una i para el cual fi (x* ) fi (x) . Esta definición dice que x * es un óptimo de Pareto si no existe ningún vector factible x que mejore algún objetivo sin causar simultáneamente un empeoramiento en al menos otro objetivo. c) Dominancia de Pareto: un vector u [u1,...,u n ]T se dice que domina a otro vector v [v1,..., vn ]T (representado por u v ) si y sólo si u es parcialmente menor que v , es decir, i {1,...,k} , ui vi i {1,...,k}: ui vi . d) Conjunto Óptimo de Pareto: para un Problema de Optimización Multi-objetivo dado f (x) , el Conjunto Óptimo de Pareto se define como P* {x x ' , f (x ' ) f (x)} . 3 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. e) Frontera de Pareto: Para un Problema de Optimización Multi-objetivo dado f (x) y su Conjunto Óptimo de Pareto P* , la frontera de Pareto se define como FP* {f (x), x P*} . Obtener la Frontera de Pareto para este tipo de problemas es la meta principal de la optimización multi-objetivo. Dado que la frontera de Pareto puede contener un gran número de puntos, una buena solución debe contener un número limitado de ellos, localizados lo más cerca posible de la frontera de Pareto exacta, y distribuidos uniformemente a lo largo de la misma (CORTÉS RIVERA ET AL., 2003). El resto del artículo está organizado de la siguiente manera. Inicialmente se proporciona una descripción general del JSSP y se presentan los objetivos a evaluar. Luego, se establece la metodología ha utilizar. Seguido a esto, se desarrollan los experimentos y se muestran los resultados alcanzados. Por último, se presentan las conclusiones y algunos posibles trabajos futuros. 2. Definición de los objetivos para el JSSP Como fue mencionado en la sección anterior, el JSSP consiste en organizar la ejecución de diferentes trabajos. Es decir, se tiene un conjunto finito J de trabajos {J j}nj1 . Estos trabajos deben ser procesados por un conjunto finito M de máquinas {Mk }km1 . Al procesamiento de una operación de un trabajo J j en una máquina M k se la denomina Oijk , donde i indica el orden en que debe ser realizado el conjunto de operaciones {S j}nj1 de un mismo trabajo J j . La operación Oijk requiere el uso de una máquina M k durante un tiempo ininterrumpido ijk , conocido como tiempo de procesamiento. El JSSP requiere de un procedimiento que permita afrontar el secuenciamiento de las distintas operaciones Oijk , orientado por los objetivos a optimizar (FRUTOS ET AL., 2010). En este caso, se definieron tres objetivos a evaluar. En primer lugar, se tomó como objetivo la minimización del tiempo total de procesamiento (Makespan) (1). En segundo lugar, se tomó como objetivo la minimización del tiempo medio de flujo (Mean Flow Time) (2). Plantear este objetivo permite disminuir el número de trabajos en proceso. Por último, se plantea minimizar los efectos que presentan las variaciones en los tiempos de procesamiento de cada operación Oijk en el Makespan. Para ello se desarrolló un modelo de simulación que nos brinda información en relación a la distribución de probabilidades que presentará el primer objetivo analizado (EVANS & OLSON, 1998). Minimizar el desvío estándar ( S ) de esta distribución de probabilidades garantizará una programación de la producción más estable (3). j Min Cmax Min F max(t iO( j) kM k ij ijk ) 1 (t hmj hmj t1jk ) n jJ iO( j) Min S j Cmax (1) (2) (3) s.t.: t ijk 0, j J, i O( j), k M t ijk t sjh sjh , if Osjh Oijk , j J, i,s O(j), h,k M 4 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. k k k t ijk t sp sp , si Osp Oijk , j,p J, i,s O(j), k M 3. Metodología empleada Debido a sus diversas ventajas, el uso de algoritmos evolutivos se ha vuelto muy popular en optimización multi-objetivo (COELLO COELLO ET AL., 2002) (CORTÉS RIVERA ET AL., 2004). Entre los diversos algoritmos evolutivos que se han utilizado, uno de los más interesantes en su desarrollo y aplicación es el Genetic Algorithm (GA) (GOLDBERG, 1989). Para este problema se desarrolló un cromosoma cuyos genes representan la secuenciación de cada operación Oijk , de acuerdo a la prioridad que establezca cada máquina (FRUTOS ET AL., 2010). La población inicial es conformada por individuos cuyos cromosomas están constituidos por genes seleccionados de manera aleatoria. Una vez establecido el cromosoma se procede a la decodificación y evaluación de los individuos. Esta evaluación se lleva a cabo de acuerdo a los objetivos planteados. Como fue mencionado anteriormente, para el cálculo del tercer objetivo se utilizará un modelo de simulación el cual se correrá según la configuración productiva del caso a resolver (EVANS & OLSON, 1998). El análisis de este objetivo, reordena y filtra soluciones dentro del conjunto de soluciones, lo que mejora el rendimiento del algoritmo evolutivo. El operador de cruce escogido es el cruce uniforme (uniform crossover) y el operador de mutación seleccionado establece un intercambio reciproco de genes del mismo cromosoma (Two-swap) (FRUTOS ET AL., 2010). En el siguiente punto se determinarán los selectores utilizados en este trabajo. El lay-out del algoritmo propuesto se muestra en la figura 1. Set of integer numbers {0, 1, …, (n!-1)} Number of Machines (m) Set of sequences {J1J2...Jn-1Jn, J1J2...JnJn-1,…} Set of integer numbers {0, 1, …, (m-1)} Relating sets 0→J 1J2...Jn-1Jn 1→J 1J2...JnJn-1 ... Set of machines {M1, M2, …, Mm} Relating sets 0→M1 1→M2 ... Multi-Objective Genetic Algorithm Simulation Inicialization Algorithm Number of Jobs (n) Random initialization Mk→Value (Chromosomes of Sequences) Initial population ↓↑ Individual ↓ Decoding ↓ Fitness Random initialization Oi kj →Value (Chromosomes of Allocations) MOGA + Decoding + Fitness End Algorithm Figura 1 - Lay-out del algoritmo propuesto. 5 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 4. Experimentos y resultados Los experimentos fueron desarrollados a través de planteos realizados sobre procesos productivos reales. Los mismos se describirán de manera general. El primer caso a resolver (Caso A) se refiere a la elaboración de productos de madera con terminación en laca. El caso permitió establecer la utilización de 7 máquinas y/o centros de trabajo ( M1 : trozado, M 2 : cepillado, M3 : corte, M 4 : perfilado, M5 : lijado, M 6 : ensamblado y M 7 : laqueado). Además, el estudio se centró en la realización de 5 trabajos específicos (Problema 5x7). El segundo caso a resolver (Caso B) se refiere a la elaboración de productos pre-fabricados de hormigón. A diferencia con el caso anterior, este posee dos tipos de producción. La primera, la cual posee mayor prioridad, es la producción estandarizada (vigas, columnas, pórticos, placas alveolares, bovedillas, casetones, tubos, postes eléctricos, gradas, etc.). En segundo lugar, y objeto de este estudio, es la producción no estandarizada (fogones, bancos de jardín, fuentes, escaleras, etc.). Sobre esta última se volcará la aplicación cuya disponibilidad de máquinas y/o centros de trabajos dependerá de la asignación ya establecida de las mismas a la producción estandarizada. El caso permite establecer la utilización de 5 máquinas y/o centros de trabajo ( M1 : diseño y armado de los moldes, M 2 : preparación y vertido del mortero, M3 : desmolde y curado de las piezas, M 4 : ensamble, M5 : acabado). Además, el estudio se centró en la realización de 7 trabajos (Problema 7x5). El tercer, y último caso a resolver (Caso C) se refiere a la elaboración de productos de mármol. Este caso también posee dos tipos de producción, estandarizada (recubrimientos, pisos, escalones, etc.) y no estandarizada (mesadas de mármol para cocina, lavamanos de baño de mármol, etc.). Sobre esta última se volcará la aplicación cuya disponibilidad de máquinas y/o centros de trabajos, al igual que la anterior, dependerá de la asignación ya establecida de las mismas a la producción estandarizada. El caso permite establecer la utilización de 5 máquinas y/o centros de trabajo ( M1 : corte, M 2 : limado, M3 : agujereado, M 4 : pulido, M5 : ensamblado). Además, el estudio se centró en la realización de 8 trabajos (Problema 8x5). Habiendo definido una cantidad adecuada de generaciones para el algoritmo evolutivo y la configuración productiva para la etapa de la simulación, se trabajó con la herramienta PISA (BLEULER ET AL., 2003) y se comparó el desempeño global de la etapa evolutiva intercambiando entre tres selectores: NSGAII (DEB ET AL., 2002), SPEAII (ZITZLER ET AL., 2002) e IBEA (ZITZLER AND KÜNZLI, 2004). Para los experimentos se tomó α=100, μ=50 y λ=50. Estos son los parámetros de PISA que corresponden con el número de individuos (100), el número de padres (50) y de descendientes de la población (50) de una generación. Estos valores fueron elegidos teniendo en cuenta resultados obtenidos en corridas preliminares. En el caso del selector IBEA se eligió el indicador Epsilon aditivo y el resto de los valores de los parámetros se mantuvieron con su valor predefinido en PISA. Muchos trabajos se enfocan en mejoras marginales sobre estos algoritmos, sacrificando en algunos casos la simplicidad de diseño de estos algoritmos. Para el caso de NSGAII, ha sido demostrado en investigaciones previas que se necesita un tiempo del orden de O(g*N2) teniendo en cuenta una población de tamaño de 2N para el criterio de dominación. El cálculo de las distancias (DEB ET AL., 2002) que requiere este algoritmo necesita no menos de O(g*N*logN) por lo que el procedimiento NSGAII completo es del orden de O(g*N2). La parte más costosa del algoritmo basado en SPEAII (ZITZLER 6 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. ET AL., 2002) es el procedimiento de corte utilizado para preservar la diversidad, el cual posee un tiempo de ejecución de orden O((N+N’)2*log(N+N’)), donde N es el tamaño de la población y N’ es el tamaño del archivo donde guarda a los individuos mejores. En el caso de IBEA (ZITZLER & KÜNZLI, 2004) tiene un orden de complejidad computacional O(N2). Cada algoritmo fue corrido 20 veces y se tomaron todas las soluciones eliminándose de este conjunto las dominadas. Los resultados se muestran en las figuras 2, 3 y 4. El valor del tercer objetivo se establece a partir del diámetro del círculo proyectado sobre el eje de las abscisas o eje definido para los valores del Makespan. Además, en la tabla 1, se brinda información sobre el tiempo de procesamiento medio que requirió cada algoritmo. Figura 2 - Soluciones / Caso A / SPEAII , NSGAII e IBEA . Figura 3 - Soluciones / Caso B / SPEAII , NSGAII e IBEA . 7 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Figura 4 - Soluciones / Caso C / SPEAII , NSGAII e IBEA . Tiempo de Procesamiento Medio (seg.) Caso A Caso B Caso C NSGAII 5,827 4,602 4,805 IBEA 4,739 4,402 4,705 SPEAII 6,924 5,687 5,898 Tabla 1- Tiempos de Procesamiento Medio / Caso A, Caso B y Caso C. Para comparar los resultados de los algoritmos y establecer cual es la mejor opción para resolver el JSSP, varios tests fueron aplicados a las soluciones alcanzadas por los tres algoritmos. Se aplicaron los indicadores unitarios IH (unary hypervolume indicator), Ie1 (unary epsilon indicatior) y IR21 (R indicator) sobre el conjunto normalizado generado por PISA (IH, tabla 2) (Ie1, tabla 3) (IR21, tabla 4). IH Caso A Caso B Caso C NSGAII IBEA SPEAII NSGAII IBEA SPEAII NSGAII IBEA SPEAII NSGAII - 0,54665 0,95125 - 0,50331 0,96989 - 0,31304 0,96761 IBEA 0,45335 - 0,97110 0,49669 - 0,95099 0,68696 - 0,96710 SPEAII 0,04875 0,02890 - 0,03011 0,04901 - 0,03239 0,03290 - Tabla 2 - IH / Caso A, Caso B y Caso C. I e1 Caso A NSGAII IBEA Caso B SPEAII NSGAII IBEA Caso C SPEAII NSGAII IBEA SPEAII 8 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. NSGAII - 0,55212 0,96076 - 0,50834 0,97959 - 0,31617 0,97728 IBEA 0,44788 - 0,98081 0,49166 - 0,96050 0,68383 - 0,97677 SPEAII 0,03924 0,01919 - 0,02041 0,03950 - 0,02272 0,02323 - Tabla 3 - Ie1 / Caso A, Caso B y Caso C. R2 Caso A Caso B Caso C NSGAII IBEA SPEAII NSGAII IBEA SPEAII NSGAII IBEA SPEAII NSGAII - 0,54337 0,95010 - 0,49928 0,96213 - 0,31053 0,95987 IBEA 0,45663 - 0,96333 0,50072 - 0,95004 0,68947 - 0,95936 SPEAII 0,04990 0,03667 - 0,03787 0,04996 - 0,04013 0,04064 - Tabla 4 - R2 / Caso A, Caso B y Caso C. De acuerdo al análisis realizado, sobre estos problemas (Caso A, Caso B y Caso C), las diferencias entre los algoritmos NSGAII e IBEA no fueron estadísticamente significativas con α=0.05 (Overall Significance Level). SPEAII, tuvo diferencias entre NSGAII e IBEA que fueron estadísticamente significativas con α=0.05 (Overall Significance Level). Con esto se pudo apreciar que el selector SPEAII es el candidato para resolver de la mejor manera el JSSP. Uno de los motivos de que NSGAII no mostrara gran eficiencia, fue que al tener el problema más de 2 objetivos, el operador de crowding no funcionó adecuadamente. Se muestran en las figuras 5, 6 y 7, programaciones (scheduling) obtenidas con SPEAII. Caso A: Productos de madera con terminación en laca 5x7 1 2 3 4 5 M1 M2 M3 M4 M5 M6 M7 first day second day third day fourth day fifth day first week Figura 5 - Scheduling / Caso A 9 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Caso B: Productos pre-fabricados de hormigón 7x5 1 2 3 4 5 6 Unavailable 7 M1 M2 M3 M4 M5 first day second day third day fourth day fifth day fourth day fifth day first week M1 M2 M3 M4 M5 first day second day third day second week Figura 6 - Scheduling / Caso B Caso C: Productos de mármol 8x5 1 2 3 4 5 6 7 8 Unavailable M1 M2 M3 M4 M5 first day second day third day fourth day fifth day first week Figura 7 - Scheduling / Caso C 5. Conclusiones En este trabajo se presentó un Algoritmo Evolutivo Multi-Objetivo (MOEA, Multi-Objective Evolutionary Algorithms) que fue diseñado específicamente para su uso en el Job-Shop Scheduling Problem (JSSP). Con la experimentación y análisis realizado se pudo determinar cual selector (SPEAII, NSGAII e IBEA) brindaba mejores resultados en la evaluación de tres objetivos. La aplicación requirió una calibración de parámetros, lo que constituye una referencia para problemas similares. En los tres casos analizados, SPEAII se diferenció de NSGAII e IBEA. Como parte de trabajos futuros, se está experimentando con otros MOEAs. Finalmente, estamos interesados en evaluar este procedimiento en otros tipos de 10 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. configuraciones productivas y así verificar si el esquema propuesto realmente produce ahorros importantes en el procesamiento, sin sacrificar de manera significativa la convergencia. Agradecimientos Este trabajo no podría haberse realizado sin el apoyo económico prestado por varias fuentes. Los autores agradecen al Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET) por el apoyo brindado y, además, a la Universidad Nacional del Sur por el subsidio concedido al proyecto PGI 24/J056. Referencias ADAMS, J., BALAS, E. & ZAWACK, D. The Shifting Bottleneck Procedure for job shop scheduling, Management Science. Vol. 34, n. 3, p. 391-401, 1998. ARMENTANO, V. & SCRICH, C. Taboo search for minimizing total tardiness in a job-shop, International Journal of Production Economics. Vol. 63, p. 131-140, 2000. BLEULER, S., LAUMANNS, M., THIELE, L. & ZITZLER, E. PISA, A Platform and Programming Language Independent Interface for Search Algorithms, In Proceedings of Evolutionary Multi-Criterion Optimization. p. 494-508, 2003. CHAO-HSIEN, J. & HAN-CHIANG H. A hybrid genetic algorithm for no-wait job shop cheduling problems, Expert Systems with Applications. Vol. 36, n. 3, p. 5800–5806, 2009. CHENG, C. C. & SMITH, S. F. Applyng constraint satisfaction techniques to job shop scheduling, Annals of Operations Research. Vol. 70, p. 327-357, 1997. CHINYAO, L. & YULING, Y. Genetic algorithm-based heuristics for an open shop scheduling problem with setup, processing, and removal times separated, Robotics and Computer-Integrated Manufacturing. Vol. 25, n. 2, p. 314-322, 2009. COELLO COELLO, C. A., VAN VELDHUIZEN, D. A. & LAMONT, G. B. Evolutionary Algorithms for Solving Multi-Objective Problems, Kluwer Academic Publishers, New York, 2002. CORTÉS RIVERA, D., COELLO COELLO, C. A. & CORTÉS, N. C. Use of an Artificial Immune System for Job Shop Scheduling, In Proceedings of Second International Conference on Artificial Immune Systems, Edinburgh, Scotland. Springer-Verlag, Lecture Notes in Computer Science. Vol. 2787, p. 1-10, 2003. CORTÉS RIVERA, D., COELLO COELLO, C. A. & CORTÉS, N. C. Job shop scheduling using the clonal selection principle, In Proceedings of Sixth Int. Conference on Adaptive Computing in Design and Manufacture (ACDM 2004), Bristol, United Kingdom, 2004. DE GIOVANNI, L. & PEZZELLA F. An Improved Genetic Algorithm for the Distributed and Flexible Jobshop Scheduling problem, European Journal of Operational Research. Vol. 200, n. 2, p. 395-408, 2010. 11 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. DEB, K., PRATAP, A., AGARWAL, S. & MEYARIVAN, T. A Fast and Elitist Multi-objective Genetic Algorithm: NSGAII, IEEE Transactions on Evolutionary Computation. Vol. 6, n. 2, p. 182197, 2002. EVANS, J. R. & OLSON, D. L. Introduction to simulation and risk analysis, Editorial Prentice Hall, New Jersey, 1998. FRUTOS, M. & TOHMÉ, F. Desarrollo de un procedimiento genético diseñado para programar la producción en un sistema de manufactura tipo job-shop, In Proceedings of VI Congreso Español sobre Meta-heurísticas, Algoritmos Evolutivos y Bioinspirados, España. p. 23-30, 2009. FRUTOS, M., OLIVERA, A. C. & TOHMÉ, F. A Memetic Algorithm based on a NSGAII Scheme for the Flexible Job-Shop Scheduling Problem, Annals of Operations Research. Vol. 181, p. 745-765, 2010. GOLDBERG, D. Genetic Algorithms in Search, Optimization, and Machine Learning, Addison Wesley. 1989. ULLMAN, J. D. NP-complete scheduling problems. Journal of Computer System sciences. Vol. 10, p. 384-393, 1975. ZITZLER, E., LAUMANNS, M. & THIELE, L. SPEAII: Improving the Strength Pareto Evolutionary Algorithm for Multiobjective Optimization, In Giannakoglou, Tsahalis, Periaux, Papailiou, and Fogarty (eds), Evolutionary Methods for Design, Optimisations and Control. p. 19-26, 2002. ZITZLER, E. & KÜNZLI, S. Indicator-Based Selection in Multiobjective Search. In: X. Yao, E. K. Burke, J. Lozano, J. Smith, J. Merelo Guervós, J. Bullinaria, J. Rowe, P. Tiño, A. Kabán, H-P. Schwefel (Eds.): PPSN VIII. LNCS (Springer). Vol. 3242, p. 832-842, 2004. 12
Baixar