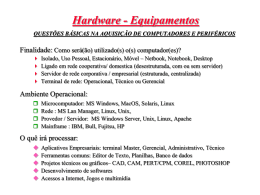
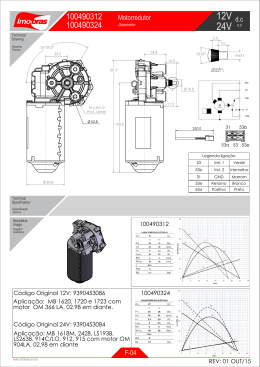
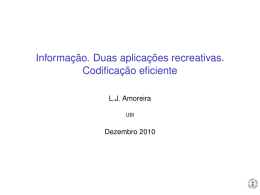
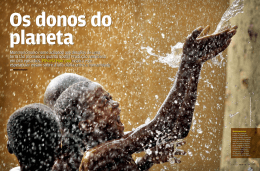
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 PLATAFORMA INTEGRADA PARA ENSINO DE CONTROLE E AUTOMAÇÃO Maria Auxiliadora Muanis Persechini∗, Luiz T. S. Mendes∗ ∗ Departamento de Engenharia Eletrônica Universidade Federal de Minas Gerais Emails: [email protected], [email protected] Abstract— This work reports the process of integrating the laboratory facilities used for the teaching of control and automation, by means of a PIMS (Plant Information Management System). We first review the typical architectures of control and automation systems from its classical, hierarchical structure standpoint, as well as the relevance of data historians in industry. Three different pilot plants, composed by sensors, actuators, programmable logic controllers and supervisory systems, were selected to be integrated through the PIMS; then, based on the specific features of those pilot plants, we obtained the functional requirements for integrating them with the historian. A discussion on the didactic potential of the integrated platform closes the work. Keywords— Control and automation teaching; Systems Integration; Data Historians. Resumo— Nesse trabalho descreve-se o processo de integração dos laboratórios de ensino de controle e automação através do uso de um PIMS (Plant Information Management System). Inicialmente são revistas as diferentes arquiteturas de sistemas para controle e automação, organizadas de acordo com a pirâmide de automação, e a relevância do emprego de historiadores de dados. Três diferentes plantas-piloto, compostas por sensores, atuadores, Controladores Lógicos Programáveis e sistemas de supervisão, foram então selecionadas para integração através do PIMS. A partir das caracterı́sticas das plantas-piloto, foram definidos os requisitos do processo de integração com o historiador. Finalmente, apresenta-se uma análise do potencial didático da plataforma integrada. Palavras-chave— 1 Ensino de Controle e Automação; Integração de sistemas; Historiadores de dados. Introdução dáticos, plantas-pilotos e uma diversidade de sensores e atuadores, com a finalidade de permitir o desenvolvimento de atividades práticas que resultem no projeto, na implementação e em testes de diferentes técnicas de controle e de automação. No entanto, muitas destas atividades abordam aspectos isolados, dificultando a integração e a consolidação dos conhecimentos necessários para exercer as competências e habilidades necessárias ao engenheiro de controle e automação. A aquisição de competências por meio de experimentos laboratoriais é uma parte importante do ensino de engenharia (Feisel and Rosa, 2005), (Pereira et al., 2012), (Wollenberg and Mohan, 2010). Neste contexto, a realização de experimentos que utilizam plantas-pilotos e de módulos didáticos que reproduzem o ambiente industrial é amplamente utilizada no ensino de técnicas de controle e automação de processos, como pode ser visto em vários trabalhos na literatura (p. ex. Achy et al., 2012; Silva and Érick A. Ribeiro, 2012; Nogueira et al., 2012; Bejan et al., 2009; Moor et al., 2005; Lee and Jung, 2008). Vallim at all (Vallim et al., 2006) afirmam que os engenheiros de controle e automação são aqueles com conhecimento prático e teórico para lidar com diferentes sistemas tais como os mecânicos, quı́micos, de telecomunicações, elétricos, biológicos e econômicos. Além destes, pode-se incluir sistemas computacionais, de transporte, médicos e fisiológicos, só para citar alguns outros. De um ponto de vista mais amplo, um atributo essencial destes engenheiros é a capacidade de integrar tais sistemas de modo que eles possam ser executados de uma maneira contı́nua, com uma mı́nima intervenção humana. De uma forma geral, laboratórios para ensino de controle e automação empregam uma grande variedade e quantidade de recursos, como, por exemplo, computadores e seus aplicativos de software, controladores lógicos programáveis, diferentes redes de comunicação de dados, módulos di- O grande desenvolvimento dos sistemas de informação, com seus computadores e redes de comunicação, é um grande facilitador para a integração dos diferentes sistemas. No entanto, até o inı́cio dos anos 1990 os sistemas de controle de processos eram isolados dos sistemas de gestão corporativas. Essa filosofia mudou drasticamente nas últimas décadas, tornando-se imprescindı́vel a troca de informação entre as redes de controle e automação de processos e as redes corporativas (Sopko and Winegardner, 2007). Dessa forma, integrar os sistemas de controle e automação aos sistemas de gestão de informações cria um canal de comunicação bilateral que permite a disponibilização de dados de chão de fábrica (por exemplo, consumo de energia, fluxo de matéria prima, disponibilidade de equipamentos) altamente precisos e atualizados que poderão ser utilizados para uma gestão da manufatura de forma mais efetiva. Tendo em mente os objetivos fundamentais de um laboratório para ensino de engenharia listados em (Feisel and Rosa, 2005), o principal objetivo deste artigo é descrever uma plataforma integrada, composta de algumas plantas-piloto e um sistema 1411 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 de gestão de informações, para a realização de experimentos que permitam o desenvolvimento das seguintes habilidades: integradas, desenvolvidas e mantidas durante seu ciclo de vida (Samad et al., 2007). A escolha de uma arquitetura tem impacto direto de como um processo industrial será controlado. Além disso, a escala e a complexidade dos processos industriais aumenta a importância da arquitetura adotada. Independentemente da arquitetura utilizada, espera-se que um sistema de automação e controle, de forma ampla, seja capaz de controlar, operar, monitorar, supervisionar e gerenciar um determinado processo para atingir objetivos especı́ficos de qualidade, conformidade e custo. Sendo assim, a seleção de uma determinada arquitetura, em detrimento de outras, não é trivial e depende, entre outros fatores, do processo a ser controlado, da instrumentação utilizada, da interoperabilidade dos componentes e da flexibilidade do sistema. Portanto, as soluções irão depender das limitações de cada projeto em particular levando-se em consideração aspectos técnicos, ambientais e financeiros Arquiteturas para automação de processos são normalmente estruturas hierarquizadas e complexas, que tem como principais objetivos (Samad et al., 2007) (1) conceber infra-estrutura, serviços, componentes e seus esquemas organizacionais para melhor exercer as funções de automação; e (2) integrar, de forma coesa, elementos aparentemente dı́spares em uma eficaz e coerente estrutura. Considerando a chamada “pirâmide de automação”, Fig. 1, a arquitetura de um sistema de automação de processo define por quais meios as informações serão transmitidas entre os diferentes nı́veis da pirâmide, assim como dentro do mesmo nı́vel. • Selecionar, operar e modificar equipamentos e ferramentas de software adequadas para os nı́veis de controle e automação de processos; • Reunir informações para fazer julgamentos de engenharia e apresentar soluções para problemas reais de integração de sistemas de controle, automação e gestão de processos; • Exercer a criatividade para resolver problemas do mundo real. Para detalhar o processo de integração, este artigo está estruturado da seguinte forma: a seção 2 apresenta as caracterı́sticas de diferentes arquiteturas para sistemas de controle e automação, organizadas de acordo com a estrutura hierárquica apresentada na norma ISA-95 (( ANSI/ISA95.00.03, 2005)Enterprise-Control System Integration). A seção 3 apresenta as caracterı́sticas relevantes dos sistemas referidos como PIMS (Plant Information Management System). A seção 4 descreve as plantas-piloto que foram integradas entre si, ao passo que o processo de integração em si é descrito na seção 5. A seção 6 discute o potencial didático da plataforma integrada e, finalmente, na seção 7 são apresentadas as conclusões. 2 Arquiteturas para controle e automação de processos Os sistemas modernos de automação e controle em processos industriais, além das funções óbvias de operação, supervisão e controle das plantas em si, são responsáveis também por diversas outras entre as quais podem-se citar as tarefas de otimização, escalonamento e planejamento. Estes sistemas garantem, entre outros propósitos, que parâmetros adequados sejam medidos, que situações operacionais sejam analisadas, que oportunidades mais lucrativas sejam exploradas, que ações de controle sejam calculadas e implementadas, que os operadores estejam informados e seus conhecimentos e capacidades técnicas sejam aproveitados, que situações anormais sejam identificadas e sanadas, e que, finalmente, todo o negócio relacionado ao processo seja integrado. Os componentes e dispositivos de um sistema de automação executam as funções que são essenciais para a operação segura e eficiente do processo. Mas é a arquitetura do sistema de automação (ou seja, a organização lógica dos componentes associados a infra-estrutura) que, muitas vezes, define as escolhas destes componentes e influencia ı́ndices de desempenho como, por exemplo, fiabilidade, qualidade dos produtos, eficiência, escalabilidade e custo. A arquitetura do sistema de automação também define com as aplicações serão Figura 1: Representação esquemática da pirâmide de automação É importante observar que, segundo a norma ISA-95, o nı́vel 0 define o processo fı́sico de produção em si. O nı́vel 1 é relativo à medição das variáveis e à atuação no processo, englobando os respectivos sistemas de medição e atuação. O nı́vel 2 define os procedimentos de controle e supervisão do processo de produção, como, por exemplo, lógica sequencial de controle, malhas de controle, sistemas de operação, supervisão e monitoramento. O nı́vel 3, Gestão das Operações de Ma- 1412 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 nufatura (MOM Manufacturing Operations Management), define as atividades de coleta e armazenamento de informações relevantes do processo e do gerenciamento das operações do processo. Finalmente, o nı́vel 4, Planejamento do negócio e Logı́stica (Business planning & Logistics) provê as atividades de gerenciamento do empreendimento, correspondente ao nı́vel denominado ERP (Enterprise Resource Planning). No nı́vel 1 os instrumentos (sensores e atuadores), responsáveis tanto pela medição de variáveis quanto pela atuação nos dispositivos fı́sicos, são dotados de alguma forma de transmissão de dados, o que possibilita a troca de informações entre o nı́vel de instrumentação e o nı́vel de controle. Basicamente, essa transmissão pode ser implementada de duas formas distintas: analógica ou digital. Normalmente a transmissão analógica é orientada a conexões ponto-a-ponto com o nı́vel de controle. A transmissão na forma digital é orientada a conexões via rede com o nı́vel de controle, permitindo, em alguns casos, a comunicação entre os instrumentos da mesma rede. Existe uma grande variedade de redes de instrumentos, como por exemplo Foundation Fieldbus H1, Profibus PA, Hart, só para citar algumas padronizadas pela norma IEC 61784 (Industrial communication networks Profiles). Além disso, redes de instrumentos sem fio tem se tornado cada vez mais uma realidade no ambiente industrial (Costa and Amaral, 2012), (Gungor and Hancke, 2009). O nı́vel 2, sob o ponto de vista da arquitetura, pode ser subdividido em nı́vel de controle e nı́vel de supervisão. O nı́vel de controle é onde reside a “inteligência” para automação do processo, ou seja, é onde são executadas as lógicas de controle sequencial e os algoritmos de controle. Os dispositivos de controle capturam dados de processo dos sensores, executam alguma lógica e, em função da mesma, enviam sinais aos atuadores. Para sistemas de automação, a arquitetura de controle do processo pode ser centralizada ou distribuı́da. Em uma arquitetura centralizada, as funcionalidades e os algoritmos de controle estão contidos em um único equipamento, como, por exemplo, um Controlador Lógico Programável (CLP) ou equipamentos como single-loops e multiloops. Em uma arquitetura distribuı́da, como o próprio nome indica, as funcionalidades e os algoritmos de controle estão fisicamente distribuı́dos entre os diferentes dispositivos e equipamentos que compõem o sistema, como, por exemplo, em um Sistema Digital de Controle Distribuı́do (SDCD ou DCS - para Distributed Control System) ou um Sistema de Controle via Rede (ou NCS, para Networked Control Systems). Neste último caso, a lógica de controle pode ser executada no próprio instrumento. O nı́vel de supervisão é responsável pela interface homem-máquina (IHM ou HMI - Human Ma- chine Interface), onde as principais funções executadas são a operação, a supervisão e o monitoramento do processo. Essas interfaces variam desde simples displays de texto, painéis gráficos e touchscreens até sistemas do tipo SCADA (Supervisory Control and Data Acquisition) e soluções de IHM via web servers. As redes de comunicação utilizadas para transmitir comandos e dados entre os nı́veis de controle e supervisão são responsáveis, por exemplo, pela integração entre os CLPs e os sistemas do tipo SCADA, podendo incluir outros dispositivos como, por exemplo, remotas de aquisição de dados, balanças totalizadoras, medidores de energia, conversores de frequência, etc. Exemplos tı́picos são as redes DeviceNet e Profibus-DP ou redes baseadas no padrão Ethernet como, por exemplo, HSE, Modbus/TCP, Ethernet PowerLink e Profinet, entre outras. Independentemente da rede utilizada, a comunicação entre os dispositivos para controle e para supervisão utiliza normalmente uma arquitetura cliente-servidor com padrão de comunicação OPC (OLE for Process Control). No Nı́vel 3, os sistemas de Gestão das Operações de Manufatura são uma coleção de ferramentas de software dedicadas à gestão da criação, do desenvolvimento, da produção e da distribuição de produtos e serviços. Sob o ponto de vista da pirâmide de automação, estes sistemas são responsáveis pela integração entre os nı́veis de supervisão e controle e o topo da pirâmide, onde são executadas as aplicações corporativas (ERP). A norma ISA-95 estabelece apenas a linguagem comum e modelos para estes sistemas; cabe aos vendedores e integradores desenvolverem e implantarem suas soluções baseadas nestes modelos. Por exemplo, MES (Manufacturing Execution System) e PIMS (Process Information Management System) são sistemas de informação que cobrem diferentes funcionalidades para a gestão das operações da manufatura. Estão ainda incluı́dos neste nı́vel sistemas de manutenção, sistemas de gerenciamento de ativos, sistemas de gerenciamento e análise de laboratórios (LIMS, para Laboratory Information Management System) e sistemas de gerenciamento de qualidade, entre outros. 3 Historiadores de Dados e PIMS Historiadores de dados (data historians) são uma classe de aplicações proprietárias de software bastante tradicional na indústria de processos, cujos propósitos são (1) coletar, em tempo real, os dados de processos industriais disponı́veis nas várias “ilhas de automação” presentes em uma planta industrial, tais como, mas não se restringindo a, CLPs, sistemas de operação e supervisão (SCADA), instrumentos inteligentes, remotas de aquisição de dados e etc.; (2) arquivar estes dados numa base de dados temporal; e (3) propiciar 1413 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 recursos de extração, análise, correlação e visualização destes dados. O historiador de dados age, assim, não só como um repositório centralizado de dados históricos do processo industrial, mas também como uma importante ferramenta para análise das condições operacionais da planta, determinação de causas-raı́zes de problemas ligados à manufatura, cômputo de indicadores-chaves de desempenho (os chamados KPIs, de Key Performance Indicator) e etc. 4 Descrição das plantas-piloto Os Laboratórios do Departamento de Engenharia Eletrônica da UFMG contam com diversos recursos como plantas-piloto e módulos didáticos para ensino de técnicas de controle e automação. Estes recursos visam reproduzir caracterı́sticas reais de processos industriais e são utilizados em diversas atividades didáticas e de pesquisa. Entre as plantas-piloto existentes, três foram selecionadas para serem integradas entre si por meio de um PIMS; tais plantas, que abrangem os nı́veis 0, 1 e 2 da pirâmide de automação apresentada na Fig. 1, são descritas a seguir. Para lidar com o grande volume de dados do processo industrial, gerado rotineiramente com periodicidade da ordem de segundos, os historiadores de dados empregam técnicas sofisticadas de compressão de dados baseadas em algoritmos públicos ou proprietários, permitindo o arquivamento dos dados de processo por longos perı́odos de tempo (da ordem de uma década) sem perda significativa de precisão. De fato, esta caracterı́stica de compressão de dados, aliada ao uso de uma base de dados temporal (e portanto nãorelacional), é um dos principais fatores que distinguem os historiadores de dados dos sistemas tradicionais de informações industriais. 4.1 Estufa O objetivo dessa planta-piloto é reproduzir um sistema térmico e permitir o projeto e a implementação de controladores que possam ser executados em um CLP, além de poder ser utilizada para estudos relacionados à comunicação e integração de dados, assim como a configuração de sistemas de supervisão. A planta estufa, Fig. 2, é composta por uma caixa metálica, um módulo eletrônico para filtragem, condicionamento e transmissão de sinais, e uma fonte de alimentação. Por outro lado, a crescente demanda de integração vertical entre o chão-de-fábrica ( nı́veis 1 e 2 da pirâmide) e o setor corporativo (nı́vel 4 da pirâmide) das organizações industriais, conjugada com a percepção de que os dados presentes nos historiadores de dados possuem um enorme potencial para alavancar a inteligência de negócios das empresas, deu origem ao conceito de PIMS em meados da década de 1990. Este é uma ferramenta para gestão de informações de processos industriais no seu mais completo sentido, composta de um historiador de dados em seu núcleo, mas cujo propósito transcende e amplia as funcionalidades tradicionais deste último: o PIMS visa a conversão de dados brutos em informação e, sucessivamente, desta em conhecimento útil (knowledge) sobre o processo industrial, propiciando o aperfeiçoamento dos processos industriais e melhores decisões operacionais, de projeto e de manutenção da planta industrial. Figura 2: Detalhes da Planta Estufa Dentro da caixa metálica estão instalados um sensor de temperatura e uma lâmpada, utilizada como elemento de aquecimento do ar no interior da caixa. A variação de temperatura da estufa ocorre por meio da dissipação de calor emitida pela lâmpada. O módulo eletrônico serve de interface entre a Estufa e um CLP e é composto por um circuito sensor e um circuito atuador. O circuito sensor capta a temperatura por meio de um elemento sensor (LN35) e, após a filtragem e condicionamento do sinal, o valor da temperatura é transmitido por um sinal analógico com faixa de variação de 0 a 10V, correspondente a 0 a 1000 C. Este sinal analógico é conectado a um cartão de entradas analógicas do CLP. O circuito atuador, conectado ao cartão de saı́das analógicas do CLP, recebe um sinal analógico de 0 a 10V, que, por sua vez, alimenta um circuito do tipo PWM para modelar a largura de pulsos correspondentes ao tempo de ligamento e desligamento da lâmpada. A utilização de PIMS nas plantas industriais, em especial em indústrias de médio a grande porte, tem se tornado crescente no decorrer das últimas duas décadas, com resultados satisfatórios em variados aspectos como, para citar apenas alguns exemplos, o suporte a melhores decisões de negócio (Becerra and Palacios, 2003; Huff and Mynster, 2004), o emprego de dados históricos para validar as condições atuais de funcionamento de sensores (Eren, 2012), a obtenção de conhecimento sobre o processo (Bassett, 2012), a otimização de malhas de controle (Oliveira et al., 2013) e o suporte à manutenção (Souza et al., 2009). 1414 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 Dessa forma, a potência média entregue à lâmpada varia de acordo com o sinal enviado pelo CLP. O CLP utilizado nessa planta é composto por uma CPU 315F-2PN/DP, fonte, um cartão misto de entradas e saı́das analógicas e um cartão misto de entradas e saı́das discretas fabricado pela Siemens AG. O CLP é conectado a um computador via porta Ethernet. Neste computador são executados os aplicativos de configuração e programação do CLP e um sistema de supervisão do tipo SCADA, Genesis32, fabricado pela Iconics. A comunicação entre o CLP e o sistema de supervisão é baseada no padrão de comunicação cliente/servidor OPC. CLP também é realizada por um software especı́fico, e a comunicação com o computador é realizada por meio da porta serial RS232 com o uso do protocolo Modbus. Neste caso, também é utilizado um servidor OPC para disponibilizar os dados do CLP aos aplicativos no computador. No computador, além dos aplicativos de programação e configuração do CLP e dos instrumentos, é executado um sistema de supervisão do tipo SCADA, Genesis32, fabricado pela empresa Iconics, que atua como cliente OPC. Maiores detalhes sobre a planta-piloto podem ser encontrados, por exemplo, em (Carvalho, 1998) e (Persechini and Jota, 2013). 4.3 4.2 Sistema de tanques - STEC-NVT O STEC-NVT, ou sistema de tanques para estudo de controle de nı́vel, vazão e temperatura, visa a reprodução de situações reais de um processo industrial contı́nuo, instrumentado com equipamentos comerciais e aplicações de software que são comumente usadas nas indústrias. Esta plantapiloto permite, entre outros, estudos de técnicas avançadas de controle; de redes de instrumentos de campo; de sistemas de controle distribuı́dos e arquiteturas complexas de controle e automação. A planta-piloto, Fig. 3, conta com diversos instrumentos interligados por uma rede Foundation Fieldbus H1, ou simplesmente rede FF, para medição de nı́vel, vazão e temperatura, e para acionamento de válvulas pneumáticas. Além disso, é utilizado um CLP (LC700 fabricado pela SMAR) responsável pelo acionamento de bombas para circulação da água entre os tanques, de uma resistência de aquecimento, e por intertravamentos de segurança operacional. Módulo de instrumentação, controle e automação O Módulo de Instrumentação, Controle e Automação (MICA) é um equipamento de bancada constituı́do pelos principais elementos de sistemas de automação industrial, como sensores e atuadores e um CLP. Conectado a um computador via rede Ethernet, permite uma abordagem integrada para estudo de instrumentação, controle e automação. É particularmente utilizado para o ensino das diferentes linguagens de programação de CLPs previstas na norma IEC 61131-3 e de aplicações para operação e supervisão de processos. Além disto, é utilizado para estudos de técnicas avançadas de programação de CLPs. O MICA, Fig. 4 contém um CLP modelo CompactLogix 1769-L32E, de fabricação Rockwell Automation, com cartões de entradas e saı́das analógicas e digitais. Figura 4: Detalhes do Módulo de Instrumentação, Controle e Automação (MICA) Figura 3: Detalhes da Planta Piloto STEC-NVT O módulo conta ainda com um disco giratório de alumı́nio, controlado por um servo motor, um conjunto de três sensores capacitivo, fotoelétrico e indutivo, três sinalizadores luminosos a LED e uma sirene, além de uma botoeira liga/desliga conectada a um contator. A conexão entre o CLP e o computador pode ser realizada via rede Ethernet ou via porta serial RS232-C. Diferentes aplicativos de software fornecidos pelo fabricante do CLP permitem a programação do CLP e a comunicação com sistemas externos meio de um servidor OPC. A configuração da rede FF é feita em um computador por meio de um software especı́fico e enviada aos instrumentos. A comunicação entre o computador e a rede FF é realizada por um dispositivo DFI302 (Fieldbus Universal Bridge) que conecta a rede FF à rede Ethernet. Todas as informações disponı́veis nos instrumentos podem ser acessadas por aplicativos de supervisão, por meio de um servidor OPC. A programação do 1415 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 Por fim, um sistema SCADA (Wonderware InTouch) da empresa Invensys Inc. é utilizado para o desenvolvimento dos aplicativos para operação, monitoramento e supervisão do programas executados no CLP. Maiores detalhes sobre o MICA podem ser encontrados em (Braga et al., 2008). 5 Plataforma de integração das plantas-piloto Sob o ponto de vista da pirâmide de automação, as plantas-piloto (descritas na seção anterior) são dotadas de servidores e clientes OPC estabelecendo a comunicação ponto-a-ponto entre os sistemas de supervisão e os dispositivos de controle, seja por rede Ethernet ou porta serial. No entanto, as três plantas encontram-se isoladas umas das outras, impossibilitando a integração das informações e a aplicação de ferramentas adequadas para a gestão das operações de manufatura. Portanto, o objetivo da integração é estabelecer uma plataforma que permita a centralização de dados das três plantas-piloto em um historiador por meio da implementação de uma rede única de comunicação. Para isso, executando as funções de um PIMS, é utilizado o software PI System (OSIsoft, 2013), que, assim como a maioria dos historiadores de dados disponı́veis no mercado, fornece um grande acervo de aplicativos que possibilitam o armazenamento e a análise de grandes volumes de dados. Para o projeto da arquitetura da plataforma integrada foram definidos dois aspectos fundamentais, ou seja, as estruturas de hardware e de software, de forma a estabelecer a comunicação entre as plantas-piloto e o PIMS. A figura 5 detalha a estrutura de hardware adotada para a integração da plataforma. Neste caso, a opção foi estabelecer uma rede comum interligando as plantas-piloto ao PIMS, de forma a intervir o mı́nimo possı́vel na arquitetura já existente em cada planta-piloto. Dessa forma, utilizou-se a estrutura fı́sica da rede Ethernet da Escola de Engenharia da UFMG para interconectar o computador responsável pelas aplicações do PIMS, denominado “Servidor PI”, os CLPs e os computadores das plantas Estufa e MICA por meio de um roteador. No caso especı́fico da planta STEC, como é preciso disponibilizar os dados tanto do CLP como dos instrumentos da rede FF, optou-se por instalar uma nova placa de rede no computador, conectando-se a mesma ao roteador. Estabelecida a rede fı́sica de comunicação, a estrutura de software é definida como mostra a figura 6. O PIMS encontra-se instalado no Servidor PI e, neste, foram configuradas quatro interfaces lógicas de comunicação para que fosse possı́vel estabelecer, por meio do padrão OPC, a conexão de dados entre o PIMS e as plantas. Além disso foi instalado, nos computadores supervisórios de cada uma das quatro fontes de dados (ou seja, rede FF Figura 5: Estrutura de hardware para integração da plataforma do STEC e CLPs das plantas ESTUFA, MICA e STEC), um módulo cliente OPC PI System para comunicação entre este e os servidores OPC das plantas. Em outras palavras, o PIMS emprega quatro clientes OPC, instalados nos computadores supervisórios das plantas, para adquirir os dados de processo disponı́veis nos servidores OPC das mesmas. Detalhes especı́ficos das configurações destas interfaces podem ser encontradas em (Santos, 2013). Figura 6: Estrutura de software para integração da plataforma Com a integração das plantas-piloto ao PIMS, é possı́vel definir neste último diversas aplicações correspondentes ao nı́vel 3 da pirâmide de automação. Como mostra a figura 7, uma das aplicações desenvolvidas permite o acesso aos dados históricos de todas as três plantas através de um único ambiente. Essa aplicação validou a estratégia de integração e mesmo que, por enquanto, apenas aplicações de testes tenham sido desenvolvidas, o potencial de desenvolvimento é muito grande, como é apresentado na seção a seguir. Figura 7: Tela inicial da plataforma integrada 1416 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 6 Potencial Didático da Plataforma Integrada 7 Conclusão A plataforma integrada para ensino de técnicas de controle e automação é composta por diferentes sistemas, resultando em uma arquitetura complexa e hierarquizada. A integração dos componentes seguiu a hierarquia proposta pela norma ISA-95 para sistemas de automação e resultou em uma estrutura coesa e eficaz. O processo de integração ampliou as possibilidades de uso didático das plantas-piloto, mantendo suas caracterı́sticas individuais. A plataforma integrada possibilita o fluxo de dados entre os diversos nı́veis da pirâmide de automação e cria um ambiente para o desenvolvimento de projetos que favorecem a aprendizagem de um amplo escopo de temas nas áreas de controle e automação. Dessa forma, a utilização dos recursos da plataforma contribui com a formação de engenheiros em sintonia com as tecnologias mais recentes nas áreas de controle e automação, e incentiva o exercı́cio da criatividade na resolução de problemas do mundo real. Por fim, a plataforma integrada permitirá aos alunos do curso de Engenharia de Controle e Automação o contato direto com uma ferramenta de gestão de informações de processos industriais amplamente utilizada no mercado, bem como o desenvolvimento de experimentos que possibilitem uma visão integrada da pirâmide de automação, especialmente no que concerne ao fluxo de dados entre os nı́veis de gestão e de controle. Este contato e experimentos são, na opinião dos autores, insubstituı́veis para a formação de um engenheiro de controle e automação. A integração de diferentes plantas-piloto com um PIMS estabelece as bases para o desenvolvimento de diversas atividades práticas que permitem o aprimoramento das competências e habilidades necessárias a um engenheiro de controle e automação. Por meio do estudo dos elementos da plataforma é possı́vel identificar as funcionalidades dos diferentes nı́veis da pirâmide de automação, analisar e comparar as ferramentas de software, os equipamentos e os instrumentos utilizados em cada nı́vel. Para isso contribui o fato da utilização de diferentes ferramentas para realizar funções similares. Por exemplo, os CPLs e os sistemas de supervisão são de diferentes fabricantes em cada plantapiloto, sendo todos estes de uso corrente na indústria. Essa caracterı́stica fortalece o aprendizado de conceitos fundamentais e normatizados, em detrimento de especificidades de um ou de outro fabricante. O mesmo vale para os sensores e atuadores que utilizam tecnologias diferentes (por exemplo, instrumentação analógica na Estufa e no MICA e instrumentação digital em rede no STEC), e que podem ser analisados e comparados tanto sob o ponto de vista do princı́pio de funcionamento quando do método de transmissão de dados. Além disso, as plantas-pilotos mantêm suas caracterı́sticas individuais onde é possı́vel configurar, operar e desenvolver projetos de controle. Dessa forma, os estudantes ficam aptos a selecionar, operar e modificar equipamentos e ferramentas de software adequadas para os nı́veis de controle e automação de processos. Referências Achy, A., de Barros Fontes, A., Garcia, M. R. S. and Lepikson, H. (2012). Avaliação de técnicas de controle utilizando uma plataforma multivariável de controle de nı́vel desenvolvida para o ensino e pesquisa, XIX Congresso Brasileiro de Automática, CBA 2012. As caracterı́sticas de maior potencial desta plataforma são a capacidade de armazenamento de dados do historiador e a possibilidade de desenvolvimento de aplicações que cobrem o nı́vel 3 da pirâmide de automação, incluindo aplicações de controle e automação via web. Os dados do historiador são armazenados em bancos de dados temporal e podem ser apresentados em forma de gráficos de tendência, relatórios ou ainda exportados para bancos de dados relacionais. A estrutura de comunicação cliente-servidor OPC, associada às informações contidas nos bancos de dados, possibilita o desenvolvimento de aplicativos para, por exemplo, reconciliação de dados, controle estatı́stico de processo e funções de correlação, cálculo e análise de ı́ndices de desempenho, e técnicas avançadas de otimização e controle de processos. Portanto, os estudantes poderão reunir informações para fazer julgamentos de engenharia e apresentar soluções para problemas reais de integração de sistemas de controle, automação e gestão de processos. ANSI/ISA-95.00.03 (2005). Enterprise control system integration part 3: Activity models of manufacturing operations management, ISAThe Instrumentation, Systems and Automation Society. Bassett, R. R. (2012). Historian best practices: distilling the truth, Automation World pp. 30–54. Becerra, K. and Palacios, G. (2003). Converting raw data into information - the CEMEX PIMS approach, Cement Industry Technical Conference, 2003. Conference Record. IEEEIAS/PCA 2003. Bejan, C., Iacob, M. and Andreescu, G. (2009). SCADA automation system laboratory, ele- 1417 Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 ments and applications, SISY’09 International Symposium on Intelligent Systems and Informatics. OSIsoft (2013). http://www.osisoft.com/templates/pisystem-solutions.aspx?id=1674. Pereira, C. E., Paladini, S. and Schaf, F. M. (2012). Control and automation engineering education: combining physical, remote and virtual labs, 9th International multiconference os Systems, signals and devices. Braga, A. R., Passos, L. F., Jr, C. G. and Brada, C. M. P. (2008). Projeto e implementação de um módulo didático para abordagem integrada de instrumentação, controle e automação, Congresso Brasileiro de Automática CBA. Persechini, M. A. M. and Jota, F. G. (2013). Centralizes and distributed control architectures under foundation fieldbus network, ISA transactions 52: 149–161. Carvalho, N. L. (1998). Projeto e implementação de um sistema de tanques para controle de nı́vel, vazão e temperatura usando tecnologia fieldbus., Master’s thesis, Universidade Ferderal de Minas Gerais. Samad, T., McLaughlin, P. and Lu, J. (2007). System architecture for process automation: Review and trends, Journal of Process Control 9(17): 191–201. Costa, M. S. and Amaral, J. L. M. (2012). Análise de redes sem fio industriais ISA100 xWireless Hart, InTech América do Sul 140: 61–67. Eren, H. (2012). Historian best practices: distilling the truth, IEEE Sensors Applications Symposium (SAS). Santos, R. V. P. (2013). Implementação de ferramenta PIMS para integração de laboratório e plantas piloto, Monografia de Final de Cusro; Engenharia de Controle e Automação; UFMG. Feisel, L. D. and Rosa, A. J. (2005). The role of the laboratory in undergraduate engineering education, Journal of Engineering Education pp. 121–130. Silva, J. L. N. and Érick A. Ribeiro (2012). Uma plataforma multipropósitos para ensino de automação e redes industriais, XIX Congresso Brasileiro de Automática, CBA 2012. Gungor, V. C. and Hancke, G. P. (2009). Industrial wireless sensor networks: Challenges, design principles, and technical approaches, IEEE Transactions on Indutrial Eletronics 56. Sopko, M. and Winegardner, K. (2007). Process control network security concerns and remedies, IEEE Cement Industry Technical Conference Record, pp. 26–37. Souza, R. D., Correia, E. J. M. and Neto, E. R. (2009). Projeto PIMS do pátio de minérios – uma poderosa ferramenta de apoio à manutenção, XX Seminário Espı́rito-Santense de Manutenção. Huff, G. and Mynster, H. (2004). Process data historian improves business, Control Engineering 51: 37. Lee, G. H. and Jung, S. (2008). Design and control of an inverted pendulum system for intelligent mechatronics system control education, IEEE/ASME International Conference on Advanced Intelligent Mechatronics. Vallim, M. B. R., Farines, J.-M. and Cury, J. E. R. (2006). A curriculum framework for undergraduate degree in control and automation engineering, Decision and Control, 2006 45th IEEE Conference on, pp. 3090–3895. Moor, S. S., Piergiovanni, P. R. and Metzger, M. (2005). Process control kits: A hardware and software resource, 35th ASEE/IEEE Frontiers in Education Conference. Wollenberg, B. and Mohan, N. (2010). The importance of modern teaching labs, IEEE powers & energy magazine pp. 44–52. Nogueira, L. G., Nogueira, F. G., JR, W. B. and Silva, O. F. (2012). Módulo didático de simulação de sistemas de primeira e segunda ordem, XIX Congresso Brasileiro de Automática, CBA 2012. Oliveira, E. M., Carneiro, M. V. and de Oliveira Junior, H. G. (2013). Otimização de malhas de controle via estimativa de parâmetros online no PIMS: aplicação prática em um forno de tratamento térmico, 17o Seminário de Automação e TI, Associação Brasileira de Metalurgia, Materiais e Mineração (ABM). 1418
Baixar