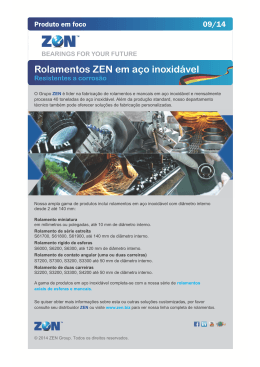
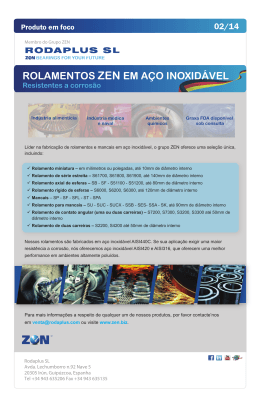
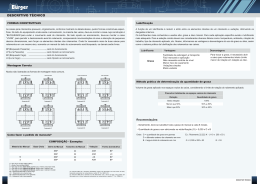
Prática da Manutenção Centro de Formação Profissional “Anielo Greco” Prática da Manutenção Divinópolis 2.006 Técnico em Mecânica Industrial Prática da Manutenção Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de Conhecimento e Tecnologia Alexandre Magno Leão dos Santos Gerente de Educação e Tecnologia Edmar Fernando de Alcântara Elaboração Gledson Pereira Maia Unidade Operacional Centro de Formação Profissional “Anielo Greco” Técnico em Mecânica Industrial Prática da Manutenção Sumário SUMÁRIO.............................................................................................................................................. 3 APRESENTAÇÃO................................................................................................................................. 5 1. MANUTENÇÃO CONCEITOS E OBJETIVOS................................................................................... 6 1.2.TÉCNICAS DE DESMONTAGEM DE CONJUNTOS MECÂNICOS:.............................................. 8 1.3.MONTAGEM DE CONJUNTOS MECÂNICOS.............................................................................. 11 2.TÉCNICAS PREDITIVAS DE MANUTENÇÃO................................................................................. 13 2.1.MONITORAMENTO....................................................................................................................... 13 2.2.ANÁLISE DE VIBRAÇÕES............................................................................................................ 13 2.3.ANÁLISE DE LUBRIFICANTES POR MEIO DA TÉCNICA FERROGRÁFICA............................ 19 2.4.TERMOGRAFIA............................................................................................................................. 25 3.TRANSMISSÔES MECÂNICAS....................................................................................................... 25 3.1.EIXOS............................................................................................................................................. 25 3.2.CORRENTES................................................................................................................................. 28 3.3.POLIAS E CORREIAS................................................................................................................... 30 3.4.ENGRENAGENS........................................................................................................................... 40 4.ACOPLAMENTOS............................................................................................................................ 46 4.1.CLASSIFICAÇÃO.......................................................................................................................... 46 4.2.MONTAGEM DE ACOPLAMENTOS............................................................................................. 48 4.3.LUBRIFICAÇÃO DE ACOPLAMENTOS....................................................................................... 48 5.ROLAMENTOS................................................................................................................................. 49 Técnico em Mecânica Industrial Prática da Manutenção 5.1.CLASSIFICAÇÃO.......................................................................................................................... 49 5.2.IDENTIFICAÇÃO........................................................................................................................... 53 5.3.MANUTENÇÃO.............................................................................................................................. 57 5.4.LUBRIFICAÇÃO............................................................................................................................ 67 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ APRESENTAÇÃO “Muda a forma de trabalhar, agir, sentir, pensar na chamada sociedade do conhecimento. “ Peter Drucker O ingresso na sociedade da informação exige mudanças profundas em todos os perfis profissionais, especialmente naqueles diretamente envolvidos na produção, coleta, disseminação e uso da informação. O SENAI, maior rede privada de educação profissional do país,sabe disso , e ,consciente do seu papel formativo , educa o trabalhador sob a égide do conceito da competência:” formar o profissional com responsabilidade no processo produtivo, com iniciativa na resolução de problemas, com conhecimentos técnicos aprofundados, flexibilidade e criatividade, empreendedorismo e consciência da necessidade de educação continuada.” Vivemos numa sociedade da informação. O conhecimento , na sua área tecnológica, amplia-se e se multiplica a cada dia. Uma constante atualização se faz necessária. Para o SENAI, cuidar do seu acervo bibliográfico, da sua infovia, da conexão de suas escolas à rede mundial de informações – internet- é tão importante quanto zelar pela produção de material didático. Isto porque, nos embates diários,instrutores e alunos , nas diversas oficinas e laboratórios do SENAI, fazem com que as informações, contidas nos materiais didáticos, tomem sentido e se concretizem em múltiplos conhecimentos. O SENAI deseja , por meio dos diversos materiais didáticos, aguçar a sua curiosidade, responder às suas demandas de informações e construir links entre os diversos conhecimentos, tão importantes para sua formação continuada ! Gerência de Educação e Tecnologia ____________________________________________________________ 5 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 1. MANUTENÇÃO CONCEITOS E OBJETIVOS Podemos entender manutenção como o conjunto de “cuidados técnicos” indispensáveis ao funcionamento regular e permanente de máquinas, equipamentos, ferramentas e instalações. Esses cuidados envolvem a conservação, adequação, a restauração, a substituição e a prevenção. De modo geral, a manutenção em uma empresa tem como objetivos: Manter equipamentos e máquinas em condições de pleno funcionamento para garantir a produção normal e a qualidade dos produtos. Prevenir prováveis falhas ou quebras dos elementos das máquinas. No passado a manutenção era vista como um mal necessário que envolvia um certo custo fixo e no qual a má sorte tinha um lugar freqüentemente. Hoje a tendência nas indústrias competitivas é aplicar na manutenção os mesmos métodos de tecnologia e de gerência que são usados com sucesso na operação da planta. Enfim, a manutenção ideal de uma máquina é a que permite alta disponibilidade para a produção durante todo o tempo em que ela estiver em serviço a um custo adequado. 1.1.TIPOS DE MANUTENÇÃO Existem dois grandes grupos de manutenção: a programada e a não programada. A manutenção programada classifica-se em quatro categorias: preventiva, preditiva, TPM e Terotecnologia. A manutenção preventiva consiste no conjunto de procedimentos e ações antecipadas que visam manter a máquina em funcionamento. Presume-se que o serviço de manutenção possa ser planejado em termos de número de horas de operação de máquina ou mesmo de um tempo total decorrido, em horas, ano, ciclos, quilometragem percorrida, capacidade produzida ( t, Kg), etc. A preventiva tem como vantagens: O serviço é planejado dessa forma superando diversas desvantagens da manutenção por quebra. Ocorrem menos quebras repentinas. Por outro lado, a preventiva apresenta as seguintes desvantagens: Realiza-se trabalho desnecessário quando o programador de manutenção tenta evitar quebras repentinas (paradas de emergência) realizando manutenção e/ou revisando máquinas enquanto elas ainda estão em boas condições. Os defeitos ainda acontecem, uma vez que o programa de manutenção, leva em consideração apenas as condições médias dos equipamentos da planta, baseado em histórico e/ou recomendação do fabricante. A manutenção preditiva é um tipo de ação preventiva baseada no conhecimento das condições de cada um dos componentes das máquinas e equipamentos. É usada para maximizar o uso da máquina e é baseada na premissa de que a condição de todos os componentes relevantes da máquina é sabida o tempo todo. O planejamento da manutenção é baseado tanto na produção quanto nas necessidades conhecidas de manutenção. Testes e medições são feitos periodicamente para determinar a época adequada para substituições ou reparos de ____________________________________________________________ 6 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ peças. Exemplos: análise de vibrações, análise de óleo, etc. A preditiva tem como vantagens: A disponibilidade da máquina é maximizada resultando em maior utilização do capital investido O tempo de parada da planta pode ser programado economicamente, para atender as necessidades da produção. As quebras inesperadas são minimizadas, bem como os seus danos resultantes. Os custos manutenção são minimizados ao reduzir os eventos de manutenção desnecessários. O inventário de peças de reposição é minimizado (baixo estoque). Por outro lado, a preditiva apresenta como desvantagem o alto custo de operação, pois os instrumentos e aparelhos utilizados para medições e/ou ensaios são sofisticados e caros. Estudaremos um pouco mais detalhado no capítulo 2, algumas técnicas de manutenção preditiva. A TPM ( manutenção produtiva total) foi desenvolvida no Japão. É um modelo baseado no conceito “ de minha máquina cuido eu”.A TPM inclui programas de manutenção preditiva e preventiva. A manutenção produtiva total é baseada em cinco pilares básicos: Eficiência: atividades que aumentam a eficiência do equipamento. Auto reparo: estabelecimento de um sistema de manutenção autônomo pelos operadores. Planejamento:estabelecimento de um sistema planejado de manutenção. Treinamento: estabelecimento de um sistema de treinamento objetivando aumentar as habilidades técnicas do pessoal. Ciclo de vida: estabelecimento de um sistema de gerenciamento do equipamento. A Terotecnologia é uma técnica inglesa que determina a participação de um especialista em manutenção desde a concepção do equipamento até sua instalação e primeiras horas de produção. O objetivo é obter equipamentos que facilitam a intervenção dos mantenedores. A manutenção não programada, ou corretiva, ou “por quebra”, acontece quando ocorre o imprevisto, ou seja a falha. Excluindo-se a lubrificação, não é realizada nenhuma manutenção planejada. As máquinas são consertadas ou substituídas quando se tornam improdutivas, seja devido a deterioração gradual da sua performance, seja em função dos baixos resultados de produção ou devido a defeito repentino, gerando parada de emergência. Tem como vantagens: As vezes pode ser a opção mais barata no curto prazo Não exige nenhum planejamento. Por outro lado a corretiva apresenta as seguintes desvantagens: Interrupções não planejadas devido a defeitos causam perdas desnecessárias na produção As interrupções podem ocorrem em horas desvantajosas quando não há mão-de-obra disponível. A disponibilidade da planta fica baixa exigindo assim um investimento mais alto de capital na mesma para se ter a mesma capacidade de produção. O estoque tem que ser grande. ____________________________________________________________ 7 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 1.2.TÉCNICAS DE DESMONTAGEM DE CONJUNTOS MECÂNICOS: Em geral, uma máquina ou equipamento industrial instalado corretamente, funcionando nas condições especificadas pelo fabricante e recebendo cuidados periódicos do serviço de manutenção preventiva é capaz de trabalhar, sem problemas , por muitos anos. Entretanto, quando algum dos componentes falha, seja por descuido na operação, seja por deficiência na manutenção, é necessário identificar o defeito e eliminar suas causas. No caso de máquinas mais simples, é relativamente fácil identificar o problema e providenciar sua eliminação, porém, quando se trata de máquinas mais complexas, a identificação do problema e a sua remoção exigem, do mecânico de manutenção, a adoção de procedimentos seqüenciais bem distintos. O primeiro fato a ser considerado é que não se deve desmontar uma máquina antes da análise dos problemas. A análise, como já foi visto anteriormente, deve ser baseada no relatório do operador, no exame da ficha de manutenção da máquina e na realização de testes envolvendo os instrumentos de controle. Salientamos novamente, que a desmontagem completa de uma máquina deve ser evitada sempre que possível, porque demanda gasto de tempo com a conseqüente elevação dos custos, uma vez que as máquina encontra-se indisponível para a produção. Agora, se a desmontagem precisa ser feita, há uma seqüência de procedimentos recomendada: Desligar os circuitos elétricos remover as peças externas, feitas de plástico, borracha ou couro. Limpar a máquina Drenar os fluidos Remover os circuitos elétricos Remover alavancas, mangueiras, tubulações e cabos Calçar os componentes pesados. Essa seqüência de procedimentos fundamenta-se nas seguintes razões: a) é preciso desligar, antes de tudo, os circuitos elétricos para evitar acidentes. b) A remoção das peças externas consiste na retirada das proteções de guias, barramentos e raspadores de óleo. Essa remoção é necessária para facilitar o trabalho de desmonte. c) A limpeza preliminar da máquina evita interferências das sujeiras ou resíduos que poderiam contaminar componentes importantes e delicados. d) É necessário drenar reservatórios de óleos lubrificantes e refrigerantes para evitar possíveis acidentes e espalhamento desses óleos no chão ou na bancada de trabalho. e) Os circuitos elétricos devem ser removidos para facilitar a desmontagem e limpeza do setor. Após remoção devem ser revistos pelo setor de manutenção elétrica. f) Os conjuntos mecânicos pesados devem ser calçados para evitar o desequilíbrio e a queda de seus componentes, o que previne acidentes e danos as peças. ____________________________________________________________ 8 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Obedecida a seqüência destes procedimentos, o operador deverá continuar com a desmontagem da máquina, podendo adotar as seguintes operações: a) colocar desoxidantes nos parafusos, pouco antes de removê-los. Os desoxidantes atuam sobre a ferrugem dos parafusos, facilitando a retirada deles. Se a ação dos desoxidantes não for eficiente, pode-se aquecer os parafusos com a chama oxiacetilênica. b) Para desapertar os parafusos, a seqüência é a mesma que a adotada para os apertos. A tabela a seguir mostra a seqüência de apertos. Conhecendo a seqüência de apertos, sabe-se a seqüência de desapertos. É importante obedecer à orientação da tabela para que o aperto dos elementos de fixação seja adequado ao esforço a que eles podem ser submetidos. Um aperto além do imite pode causar de formação e desalinhamento do conjunto de peças. c) Identificar a posição do componente da máquina antes da sua remoção. d) Remover e colocar as peças na bancada, mantendo-as na posição correta de funcionamento. Isto facilita a montagem e, se for o caso, ajuda na confecção de croquis. e) Lavar as peças no lavador, usando querosene. Essa limpeza permite identificar defeitos ou falhas nas peças como trincas, desgastes, etc. a lavagem pode ser feita com o auxílio de uma máquina de lavar e pincéis de cerdas duras. A figura abaixo mostra o esquema de uma máquina de lavar peças que é encontrada no comércio. ____________________________________________________________ 9 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Durante a lavagem das peças, as seguintes medidas de segurança deverão ser tomadas; Utilizar óculos de segurança Manter o querosene sempre limpo e filtrado Decantar o querosene, uma vez por semana, se as lavagens forem freqüentes Manter a máquina em bom estado Limpar o piso e outros locais onde o querosene tiver respingado Lavar as mãos e os braços, após o término das lavagens, para evitar problemas com a pele. Secagem rápida das peças Usa-se ar comprimido para secar as peças com rapidez. Nesse caso, deve-se proceder da seguinte forma: Regular o manômetro ao redor de 4 bar, que corresponde a pressão ideal para a secagem Jatear (soprar) a peça de modo que os jatos de ar atinjam-na obliquamente, para evitar o agravamento de trincas existentes. Normas de segurança no uso de ar comprimido Evitar jatos de ar comprimido no próprio corpo e nas roupas. Essa ação imprudente pode provocar a entrada de partículas estranhas na pele, boca, nariz e pulmões. Evitar jatos de ar em ambiente com excesso de poeira e na limpeza de máquinas em geral. Nesse último caso, o ar pode levar partículas abrasivas para guias e mancais, acelerando o processo de desgaste por abrasão. Sempre utilizar o óculos de segurança. Manuais e croquis Geralmente as máquinas são acompanhadas de manuais que mostram desenhos esquematizados dos seus componentes. O objetivo dos manuais é orientar quem for operá-las e manuseá-las nas tarefas do dia-a-dia. Entretanto, certas máquinas antigas ou de procedência estrangeira são acompanhadas de manuais de difícil interpretação. Nesse caso, é recomendável fazer um croqui (esboço) dos conjuntos desmontados destas máquinas, o que facilitará as operações posteriores de montagem. ____________________________________________________________ 10 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Atividades pós-desmontagem As atividades de correção mais comuns são: Confecção de peças Substituição de elementos mecânicos Substituição de elementos de fixação Recuperação de roscas Correção de erros de projeto Recuperação de chavetas. 1.3.MONTAGEM DE CONJUNTOS MECÂNICOS Qualquer montagem tem por objetivo maior a construção de um todo, constituído por uma série de elementos que são fabricados separadamente. Esses elementos devem ser colocados em uma seqüência correta, isto é, montados segundo normas preestabelecidas, para que o todo seja alcançado e venha a funcionar adequadamente. Em manutenção mecânica, esse todo é representado pelos conjuntos mecânicos que darão origem às máquinas e equipamentos. A montagem de conjuntos mecânicos exige a aplicação de uma série de técnicas e cuidados por parte do mecânico de manutenção. Além disso o mecânico deverá seguir, caso existam, as especificações dos fabricantes dos componentes a serem utilizados na montagem dos conjuntos mecânicos. Outro cuidado que o mecânico de manutenção deverá ter, quando se trata da montagem de conjuntos mecânicos, é controlar a qualidade das peças a serem utilizadas, sejam elas novas ou recondicionadas. Nesse aspecto, o controle de qualidade envolve a conferência da peça e suas dimensões. Sem controle dimensional ou sem conferência para saber se a peça é realmente a desejada e se ela não apresenta erros de construção, haverá riscos para o conjunto a ser montado. De fato, se uma peça dimensionalmente defeituosa ou com falhas de construção for colocada em um conjunto mecânico, poderá produzir outras falhas e danos em outros componentes. Recomendações para a montagem: Verificar se todos os elementos a serem montados encontram-se perfeitamente limpos, bem como o ferramental. Examinar os conjuntos a serem montados para se ter uma idéia exata a respeito das operações a serem executadas. Consultar planos ou normas de montagem, caso existam. Examinar em primeiro lugar a ordem de colocação das diferentes peças antes de começar a montagem, desde que não haja planos e normas relativas à montagem. Verificar se nos diferentes elementos mecânicos há pontos de referência. Se houver, efetuar a montagem segundo as referências existentes. Evitar a penetração de impurezas nos conjuntos montados, protegendo-os adequadamente. ____________________________________________________________ 11 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Fazer testes de funcionamento dos elementos, conforme a montagem for sendo realizada, para comprovar o funcionamento perfeito das partes. Por exemplo, verificar se as engrenagens estão se acoplando sem dificuldade. Por meio de testes de funcionamento dos elementos, é possível verificar se há folgas e se os elementos estão dimensionalmente adequados e colocados nas posições corretas. Lubrificar as peças que se movimentam para evitar desgastes precoces causados pelo atrito dos elementos mecânicos. Métodos utilizados para realização da montagem: Nos setores de manutenção mecânica das indústrias, basicamente são aplicados dois métodos para se fazer a montagem de conjuntos mecânicos: a montagem peça a peça e a montagem em série. Montagem peça a peça Geralmente a montagem peça a peça é feita sobre bancadas. Como exemplo, a figura ao lado mostra a seqüência de operações a serem realizadas para a montagem de uma bomba de engrenagens. Como todas as peças já estão ajustadas, a atividade de montagem propriamente dita se limita a uni-las ordenadamente. Um controle de funcionamento indicará se será preciso fazer correções. Montagem em série A figura ao lado, a título de exemplo, mostra a seqüência de operações a serem realizadas para a montagem de uma série de bombas de engrenagem. Caso não haja manual de instruções ou esquema de montagem, deve proceder da seguinte forma: ____________________________________________________________ 12 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 1. Fazer uma análise detalhada do conjunto antes de abri-lo ou desmontá-lo. 2. Fazer um croqui mostrando como os elementos serão montados no conjunto. 3. Anotar os nomes dos elementos à medida que vão sendo retirados do conjunto. A montagem deve ser baseada no croqui e nas anotações feitas anteriormente, invertendo-se a seqüência de desmontagem. 2.TÉCNICAS PREDITIVAS DE MANUTENÇÃO 2.1.MONITORAMENTO O monitoramento de uma máquina pode envolver diversas ferramentas que permitem tanto um diagnóstico das condições internas de uma máquina, quanto um prognóstico de seu futuro, predizendo intervenção a ser feita sem a interrupção de sua operação normal, num evento previamente planejado. Ou, postergando-se intervenção previamente programada, quando constatado que seria desnecessária. Dentre as principais técnicas de monitoramento destacam-se: análise de vibrações, análise de óleo (Ferrografia) e Termografia. 2.2.ANÁLISE DE VIBRAÇÕES Vibração mecânica Para compreender os fundamentos do princípio da análise de vibrações, será preciso compreender o que é vibração mecânica. Leia atentamente o que se segue,orientando-se pela figura abaixo, que mostra um equipamento sujeito a vibrações. Vibração mecânica é um tipo de movimento, no qual se considera uma massa reduzida a um ponto ou partícula submetida a uma força. a ação de uma força sobre o ponto obriga-o a executar um movimento vibratório. No detalhe da figura anterior, o ponto P, quando em repouso ou não estimulado pela força localiza-se no eixo "X".Sendo estimulado por uma força, ele se moverá na direção do eixo "Y", entre duas posições limites, eqüidistantes de "X", percorrendo a distância 2D, isto é, o ponto P realiza um movimento oscilatório sobre o eixo "X". ____________________________________________________________ 13 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Para que o movimento oscilatório do ponto "P" se constitua uma vibração, ele deverá percorrer a trajetória 2D, denominada trajetória ou ciclo, conhecida pelo nome de período de oscilação. Com base no detalhe da ilustração, podemos definir um deslocamento do ponto "P" no espaço. Esse deslocamento pode ser medido pelo grau de distanciamento do ponto "P" em relação à sua posição de repouso sobre o eixo "X". O deslocamento do ponto "P" implica a existência de uma velocidade que poderá ser variável. Se a velocidade for variável, existirá uma certa aceleração no movimento. Deslocamento: de acordo com o detalhe mostrado na ilustração, podemos definir o deslocamento como a medida do grau de distanciamento instantâneo que experimenta o ponto "P" no espaço, em relação à sua posição de repouso sobre o eixo "X". O ponto "P" alcança seu valor máximo D, de um e do outro lado do eixo "X". Esse valor máximo de deslocamento é chamado de amplitude de deslocamento, sendo medida em micrômetro. Atenção: 1 µm = 0,001 mm = 10-³ mm. Por outro lado, o ponto "P" realiza uma trajetória completa em um ciclo, denominado período de movimento, porém não é usual se falar em período e sim em freqüência de vibração. Freqüência é a quantidade de vezes, por unidade de tempo, em que um fenômeno se repete. No caso do ponto "P", a freqüência é a quantidade de ciclos que ela realiza na unidade de tempo. No Sistema Internacional de Unidades (SI), a unidade de freqüência recebe o nome de hertz (Hz), que equivale a um ciclo por segundo. Velocidade: o ponto "P" tem sua velocidade nula nas posições da amplitude máxima de deslocamento e velocidade máxima quando passa pelo eixo "X", que a posição intermediária de sua trajetória. No SI, a unidade de velocidade é metros / segundo (m/s). No caso particular do ponto "P" ( vibração) a velocidade será expressa em mm/s. Aceleração: como a velocidade do ponto "P" varia no decorrer do tempo, fica definida uma certa aceleração para ele. A variação máxima da velocidade é alcançada pelo ponto "P" em um dos pontos extremos de sua trajetória, isto é, ao chegar à sua elongação máxima D. Nessas posições extremas a velocidade não somente muda de valor absoluto, como também de sentido, já que neste ponto ocorre inversão do movimento. A aceleração do ponto "P" será nula sobre o eixo "X", pois sobre ele o ponto "P" estará com velocidade máxima. Resumindo, o movimento vibratório fica definido pelas seguintes grandezas: deslocamento, velocidade, aceleração, amplitude e freqüência. Possibilidades da análise de vibrações: Por meio da medição e análise das vibrações existentes numa máquina em operação, é possível detectar com antecipação a presença de falhas que podem comprometer a continuidade do serviço, ou mesmo colocar em risco sua integridade física ou segurança do pessoal da área. A aplicação do sistema de análise de vibrações permite detectar e acompanhar o desenvolvimento de falhas nos componentes das máquinas. Por exemplo, pela análise de vibrações constatam-se as seguintes falhas: Rolamentos deteriorados Engrenagens defeituosas Acoplamentos desalinhados ____________________________________________________________ 14 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rotores desbalanceados Vínculos desajustados Eixos deformados Folgas excessivas em buchas Falta de rigidez Cavitação Desbalanceamento de rotores de motores elétricos. O registro das vibrações das estruturas é efetuado por meio de sensores ou captadores colocados em pontos estratégicos das máquinas. Esses sensores transformam energia mecânica de vibração em sinais elétricos. Esses sinais elétricos são a seguir, encaminhados para aparelhos registradores de vibrações ou para aparelhos analisadores de vibrações. Os dados armazenados nos registradores e analisadores são, em seguida, interpretados por especialistas, e desse modo obtém-se uma verdadeira radiografia dos componentes de uma máquina, seja ela nova ou velha. A análise de vibrações também permite, por meio de comparação, identificar o aparecimento de esforços dinâmicos novos, consecutivos a uma degradação em processo de desenvolvimento. Os níveis de vibrações de uma máquina podem ser representados de várias maneiras, porém a maneira mais usual de representação é a espectral, em que a amplitude da vibração é dada de acordo com a freqüência. Graficamente temos: Amplitude A0 A1 Freqüência No ponto A0 temos a amplitude de uma certa vibração, e no ponto A1 a amplitude de uma outra vibração. Desse modo, em um espectro todos os componentes de um nível vibratório são representados sob a forma de picos que nos permite seguir individualmente, a variação da amplitude de cada vibração e discriminar, sem mascaramentos, os defeitos em desenvolvimento nos componentes das máquinas. A figura ao lado mostra um gráfico real de uma análise espectral. Esse gráfico foi gerado por um analisador de vibrações completo. Análise espectral das principais anomalias: As anomalias espectrais podem ser classificadas em três categorias: ____________________________________________________________ 15 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Picos que aparecem nas freqüências múltiplas ou como múltiplos da velocidade desenvolvida pelo rotor. Dentro desta categoria, os picos são causados pelos seguintes fenômenos: 1. Desbalanceamento de componentes mecânicos 2. Desalinhamento 3. Mau ajuste mecânico 4. Avarias nas engrenagens 5. Mau estado da correia de transmissão. O fenômeno da desbalanceamento é a causa mais comum das vibrações, sendo caracterizado por uma forte vibração radial que apresenta a mesma freqüência de rotação do motor. O desalinhamento também é bastante comum em máquinas e provoca vibrações na mesma freqüência de rotação do rotor. Quando se tem um mau ajuste mecânico de um mancal por exemplo, ou quando ocorre a possibilidade de movimento parcial dele, no plano radial, surge uma vibração numa freqüência duas vezes maior que a velocidade de rotação do eixo. Essa vibração aparece por causa do efeito de desbalanceamento inicial e pode adquirir uma grande amplitude em função do desgaste do mancal. No caso de engrenamento entre uma coroa e um pinhão, por exemplo, ocorrerá sempre um choque entre os dentes da engrenagem. Isto gera uma vibração no conjunto, cuja freqüência é igual a velocidade de rotação do pinhão multiplicado pelo seu número de dentes. O mau estado de uma correia em "V" provoca variação de largura, sua deformação, etc., e como conseqüência faz surgir variações de tensão que, por sua vez, criam vibrações de freqüência iguais àquela da rotação da correia. Se as polias não estiverem bem alinhadas, haverá um grande componente axial nessa vibração. Picos que aparecem em velocidades independentes da velocidade desenvolvida pelo rotor. Os principais fenômenos que podem criar picos com freqüências não relacionadas à freqüência do rotor são causados pelos seguintes fatores: 1. Vibração de máquinas vizinhas: o solo, bem como o apoio de alvenaria que fixa a máquina, pode transmitir vibração de uma máquina para outra. 2. Vibração de origem elétrica: as vibrações das partes metálicas do estator e do rotor, sob excitação do campo magnético, produzem picos com freqüências iguais as daquele rotor. O aumento dos picos pode ser indício de degradação do motor; por exemplo, diferenças no campo magnético do indutor devido ao número desigual de espiras no enrolamento do motor. 3. Ressonância da estrutura ou eixos: cada componente da máquina possui uma freqüência própria de ressonância. Se uma excitação qualquer tiver uma freqüência similar aquela de ressonância de um dado componente, um pico aparecerá no espectro. Densidade espectral proveniente de componentes aleatórios da vibração: Os principais fenômenos que provocam modificações nos componentes aleatórios do espectro são os seguintes: ____________________________________________________________ 16 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 1. Cavitação: esse fenômeno hidrodinâmico induz vibrações aleatórias e é necessário reconhecê-las de modo que se possa eliminá-las, modificando-se as características de aspiração da bomba. A cavitação pode ser também identificada pelo ruído característico que produz. 2. Escamação dos rolamentos: a escamação de uma pista do rolamento provoca choques e uma ressonância do mancal que é fácil de identificar com um aparelho de medição de vibrações. Na análise espectral, esse fenômeno aparece nas altas freqüências, para uma densidade espectral que aumenta a medida que os rolamentos deterioram. Se a avaria no rolamento fosse em um ponto apenas, seria possível ver um pico de freqüência ligada a velocidade do rotor e as dimensões do rolamento, porém isto é muito raro. Na verdade, um único ponto deteriorado promove a propagação da deterioração sobre toda a superfície da pista e sobre outras peças do rolamento, criando assim, uma vibração do tipo aleatória. 3. o atrito gera vibrações de freqüência quase sempre elevada. O estado das superfícies e a natureza dos materiais em contato têm influência sobre a intensidade e a freqüência das vibrações assim criadas. Parâmetros deste tipo são freqüentemente esporádicos, difíceis de analisar e vigiar. O quadro a seguir resume as principais anomalias ligadas as vibrações. ____________________________________________________________ 17 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Sensores ou captadores Existem três tipos de sensores, baseados em três diferentes sistemas de transdução mecânico-elétricos: 1. sensores eletrodinâmicos: detectam vibrações absolutas de freqüências superiores a 3 Hz (180 cpm) sensores piezoeléctricos: detectam vibrações absolutas de freqüências superiores a 1 Hz (60 cpm). 2. Sensores indutivos ( sem contato ou proximidade): detectam vibrações relativa desde 0 Hz, podendo ser utilizados tanto para medir deslocamentos dinâmicos quanto estáticos. Registradores Medem a amplitude das vibrações, permitindo avaliar sua magnitude. Medem também a sua freqüência, possibilitando identificar a fonte causadora das vibrações. Os registradores podem ser analógicos ou digitais. Analisadores Os analisadores de espectros e os softwares associados a ele, com a presença de um computador, permitem efetuar: O zoom, que é uma função que possibilita a ampliação de bandas de freqüência Diferenciação e integração de dados Comparação de espectros Comparação de espectros com correção da velocidade de rotação ____________________________________________________________ 18 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 2.3.ANÁLISE DE LUBRIFICANTES POR MEIO DA TÉCNICA FERROGRÁFICA Conceito de Ferrografia: A ferrografia é uma técnica de avaliação das condições de desgaste dos componentes de uma máquina por meio da quantificação e observação das partículas em suspensão no lubrificante. Essa técnica satisfaz todos os requisitos exigidos pela manutenção preditiva e também pode ser empregada na análise de falhas e na avaliação rápida do desempenho de lubrificantes. Origem da ferrografia A ferrografia foi descoberta em 1971 pelo tribologista americano Vernon Westcott, e desenvolvida durante os anos subsequentes com a colaboração de Roderic Bowen e patrocínio do centro de engenharia aeronaval americano. O objetivo inicialmente proposto foi o de quantificar a severidade do desgaste da máquina e para a pesquisa foram adotadas as seguintes premissas: 1. Toda máquina desgasta-se antes de falhar. 2. O desgaste gera partículas 3. A quantidade e o tamanho das partículas são diretamente proporcionais a severidade do desgaste que pode ser constatado a olho nu. 4. Os componentes de máquinas, que sofrem atrito, geralmente são lubrificados, e as partículas permanecem em suspensão durante um certo tempo. 5. Considerando que as máquinas e seus elementos são constituídos de ligas de ferro, a maior parte das partículas provém dessas ligas. A técnica ferrográfica O método usual de quantificação da concentração de material particulado consiste na contagem das partículas depositadas em papel de filtro e observadas em microscópio. Este método, porém, não proporciona condições adequadas para a classificação dimensional, que é de grande importância para a avaliação da intensidade do desgaste de máquinas. Orientando-se pela quinta premissa, ou seja, de que há predominância de ligas ferrosas nas máquinas e seus elementos, Westcott inventou um aparelho para separar as partículas de acordo com o seu tamanho. O aparelho chama-se ferrógrafo. ____________________________________________________________ 19 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Funcionamento do ferrógrafo: Acompanhando a figura anterior, o ferrógrafo de Westcott é constituído de um tubo de ensaio, uma bomba peristáltica, uma mangueira, uma lâmina de vidro, um imã e um dreno. A bomba peristáltica, atuando na mangueira, faz com que o lubrificante se desloque do tubo de ensaio em direção a lâmina de vidro, que se encontra ligeiramente inclinada e apoiada sobre um imã com forte campo magnético. A inclinação da lâmina de vidro garantirá que o fluxo de lubrificante tenha apenas uma direção. O lubrificante, do tubo de ensaio até a extremidade final da mangueira, transporta partículas grandes e pequenas com a mesma velocidade. Quando o fluxo passa sobre a lâmina de vidro, a velocidade de imersão ou afundamento das partículas grandes passa a ser maior que a velocidade das pequenas. Isto ocorre devido à ação do campo magnético do imã. Nesse momento começa a separação entre partículas grandes e pequenas. As partículas grandes vão se fixando na lâmina de vidro logo no seu início, e as menores depositam-se mais abaixo. Com esse ferrógrafo, constatou-se que as partículas maiores que 5 mm fixam-se no início da placa de vidro e que as partículas entre 1 e 2 mm fixam-se seis milímetros abaixo. Essas posições são de grande importância, pois as partículas provenientes de desgastes severos geralmente apresentam dimensões ao redor de 1 a 2 mm. O dimensionamento de partículas é efetuada com o auxílio de um microscópio de alta resolução. Muitas tentativas foram feitas até se obter a vazão de fluido e o imã mais adequados. Nos ferrógrafos atuais, a vazão é de 0,3 ml de fluido por minuto e 98% das partículas ficam retidas na lâmina de vidro, mesmo as não magnéticas. Ferrograma A figura ao lado mostra um ferrograma, isto é, uma lâmina preparada que permite obter a dimensão aproximada de partículas depositadas. A lâmina mede aproximadamente 57 mm. Ao longo dela passa o fluxo de lubrificante que vai deixando as partículas atrás de si. Como foi dito, as maiores ficam no início do fluxo e as menores, no final. As partículas não magnéticas, como as provenientes do cobre e suas ligas, alumínio e suas ligas, cromo e suas ligas, compostos orgânicos, areia, etc, também se depositam no ferrograma. Isto é explicável pela ação da gravidade, auxiliada pela lentidão do fluxo, além de algum magnetismo adquirido pelo atrito desses materiais com partículas de ligas de ferro. As partículas não magnéticas distinguem-se das partículas de ligas ferrosas pela disposição que as primeiras assumem no ferrograma. No ferrograma as partículas de materiais não magnéticos depositam-se aleatoriamente, sem serem alinhadas pelo campo magnético do imã. ____________________________________________________________ 20 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Uma outra importante utilidade do ferrograma é que ele permite descobrir as causas do desgaste: deslizamento, fadiga, excesso de cargas, etc. Essas causas geram partículas de forma e cores específicas, como se fossem impressões digitais deixadas na vítima pelo criminoso. Ferrografia quantitativa Com a evolução do ferrógrafo, chegou-se ao ferrógrafo de leitura direta, que permite quantificar as partículas grandes e pequenas de modo rápido e objetivo. Seu princípio é o mesmo adotado nas pesquisas com ferrograma e encontra-se esquematizado ao lado. A luz proveniente da fonte, divide-se em dois feixes que passam por uma fibra óptica. Esses feixes são parcialmente atenuados pelas partículas nas posições de entrada e seis milímetros abaixo. Os dois feixes atenuados são captados por sensores ópticos ou fotodetectores que mandam sinais para um processador, e os resultados são mostrados digitalmente em um display de cristal líquido. Os valores encontrados são comparados a valores obtidos por um ensaio sobre uma lâmina limpa, considerando que a diferença de atenuações da luz é proporcional a quantidade de partículas presentes. O acompanhamento da máquina, por meio da ferrografia quantitativa, possibilita a construção de gráficos, e as condições de maior severidade são definidas depois de efetuadas algumas medições. Os resultados obtidos são tratados estatisticamente. Por exemplo, o gráfico da página anterior, chamado gráfico de tendências, é obtido por meio da ferrografia quantitativa. O valor L+S, chamado concentração total de partículas, é um dos parâmetros utilizados para avaliação do desgaste. Significados: L - ( abreviatura de large, que significa grande) corresponde ao valor encontrado de partículas grandes ( maiores que 5 mm) ____________________________________________________________ 21 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ S- ( abreviatura de small, que significa pequeno) corresponde ao valor encontrado de partículas menores ( menores que 5mm) Outros parâmetros podem ser utilizados juntamente com o L+S, por exemplo, o índice de severidade Is= (L+S) (L-S). Ferrografia analítica A identificação das causas de desgaste é feita por meio do exame visual da morfologia, cor das partículas, verificação de tamanhos, distribuição e concentração no ferrograma. Pela ferrografia analítica, faz-se a classificação das partículas de desgaste em cinco grupos. O quadro a seguir mostra os cinco grupos de partículas de desgaste e as causas que as originam. As fotografias constituem a única forma de mostrar com clareza, os aspectos dos ferrogramas, mas podemos esboçá-los, simplificadamente, para registrar as informações conforme exemplo a seguir. ____________________________________________________________ 22 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Ferrografia e outras técnicas Ferrografia, espectometria e análise de vibrações constituem as principais técnicas de diagnóstico das condições dos componentes mecânicos das máquinas. As duas primeiras empregam métodos diversos para avaliar o mesmo tipo de problema: o desgaste. Ambas concentram a análise nas partículas suspensas no lubrificante, mas com parâmetros diferentes. A ferrografia tem por parâmetros a concentração, o tamanho, a morfologia e a cor das partículas, enquanto a espectometria considera apenas a concentração dos elementos químicos que a compõem. A análise de vibrações tem por parâmetros o comportamento dinâmico das máquinas. Em resumo, a ferrografia, a espectometria e a análise de vibrações se complementam, pois, de forma isolada, essas técnicas apresentam limitações. Coletas de amostras de lubrificante Para se coletar uma amostra de lubrificante em serviço, deve-se escolher criteriosamente o ponto de coleta; o volume a ser recolhido e qual método deverá ser utilizado na coleta. Escolha do ponto de coleta As partículas que interessam para a análise são aquelas geradas recentemente. Considerando este pré-requisito, o ponto de coleta deverá ser aquele em que uma grande quantidade de partículas novas esteja presente em região de grande agitação. Exemplos: Tubulação geral de retorno do lubrificante para o reservatório. Janela de inspeção de reservatório, próximo à tubulação de descarga Drenos laterais em reservatórios ou cárteres Varetas de nível Pontos após filtros ou após chicanas de reservatórios devem ser evitados, pois estes elementos retiram ou precipitam as partículas do lubrificante. Volume de amostra São necessários apenas 100 ml de amostra, que é colocada em um frasco com capacidade para 150 ml. Excesso de lubrificante, após a coleta, deve ser descartado imediatamente, para evitar que as partículas precipitem. O espaço de 50 ml, que corresponde a 1/3 do frasco, é deixado vazio para permitir uma agitação posterior da amostra. Métodos de coleta Os principais métodos de coleta de lubrificantes envolvem válvulas de coleta, bombas de coleta e imersão. Se a máquina estiver dotada de válvula de coletas, o método de coleta de verá passar pela seguinte seqüência: Limpar a região da coleta ____________________________________________________________ 23 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Abrir a válvula permitindo uma vazão razoável para arrastar as partículas Purgar 2 a 3 vezes o volume parado na tubulação da válvula Retirar o frasco quando completar o nível de coleta nele indicado Fechar a válvula ( nunca abri-la ou fechá-la sobre o frasco). Descartar imediatamente o lubrificante que excedeu o nível de coleta Tampar o frasco com batoque plástico e tampa roscada Limpar o frasco Identificar a amostra com os seguintes dados: máquina, ponto de coleta, empresa e data. A coleta de amostras de lubrificantes, na maioria dos casos, pode ser feita com uma bomba de coleta. O método de coleta que envolve o uso de uma bomba deve obedecer aos passos: Cortar um pedaço de mangueira plástica nova, com comprimento suficiente para alcançar o lubrificante na região média compreendida abaixo de sua superfície e acima do fundo do depósito onde ele se encontra. Introduzir uma das extremidades da mangueira na bomba, de modo que essa extremidade fique aparente Introduzi a extremidade livre da mangueira até a metade do nível do lubrificante, cuidando para que o fundo do recipiente não seja tocado. Aspirar o lubrificante Descartar imediatamente o lubrificante que exceder nível de coleta Tampar o frasco com batoque plástico e tampa roscada Limpar o frasco Identificar a amostra com os seguintes dados: máquina, ponto de coleta, empresa e data. Descartar a mangueira Se o lubrificante estiver em constante agitação, a amostra poderá ser coletada pelo método de imersão que consiste em mergulhar o frasco no lubrificante. Em caso de temperaturas elevadas o frasco é fixado em um cabo dotado de braçadeiras. Esse cuidado é necessário para evitar queimaduras no operador. A seqüência para aplicar o método da imersão consiste nos seguintes passos: Destampar o frasco e prendê-lo no suporte com braçadeiras Introduzir o frasco no reservatório ou canal de lubrificante, com a boca para baixo, até que o nível médio do lubrificante seja alcançado, sem tocar no fundo do reservatório ou canal. Virar o frasco para cima, permitindo a entrada do lubrificante Descartar imediatamente o excesso de lubrificante que exceder o nível de coleta Tampar o frasco com batoque plástico e tampa roscada Limpar o frasco identificar a amostra com os seguintes dados: máquina, ponto de coleta, empresa, data. ____________________________________________________________ 24 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 2.4.TERMOGRAFIA A termografia usa uma câmera de raios infra-vermelhos para produzir uma “imagem térmica” de um objeto. A cor em qualquer ponto do objeto corresponde a temperatura de sua superfície naquele ponto. Alguns de seus usos mais comuns: Busca de pontos quentes em redes de distribuição elétrica, transformadores e disjuntores para indicar uma má conexão elétrica e assim uma possível fonte de superaquecimento e incêndio. Inspeção em fornalhas, fornos, chaminés de fumaça, panelas de aço líquido, carcaças de convertedores de aciaria, carro torpedo ( transporte de gusa líquido), regeneradores, procurando-se pontos quentes que indiquem dano ou desgaste no revestimento refratário. Inspeção de dentes de engrenagens tanto para encontrar a temperatura absoluta ( como uma medida da qualidade da lubrificação) quanto para avaliar o perfil da temperatura ao longo da largura da face do dente ( como uma medida do alinhamento das engrenagens) Inspeção de cilindros e válvulas hidráulicas para detecção de passagem interna de fluido. 3.TRANSMISSÔES MECÂNICAS 3.1.EIXOS Eixos são elementos mecânicos utilizados para articular um ou mais elementos de máquinas. Quando móveis, os eixos transmitem potência por meio do movimento de rotação. Constituição dos eixos A maioria dos eixos são construídos em aço com baixo e médio teores de carbono. Os eixos com médio teor de carbono exigem um tratamento térmico superficial, pois estarão em contato permanente com buchas, rolamentos e materiais de vedação. Existem também eixos fabricados com aços-liga, altamente resistentes. Classificação dos eixos Quanto a seção transversal, os eixos são circulares e podem ser maciços, vazados, cônicos, roscados, ranhurados ou flexíveis. Eixos maciços Apresentam a seção transversal circular e maciça, com degraus ou apoios para ajuste das peças montadas sobre eles. Suas extremidades são chanfradas para evitar o rebarbamento e suas arestas internas são arredondadas para evitar a concentração de esforços localizados. ____________________________________________________________ 25 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Eixos vazados São mais resistentes aos esforços de torção e flexão que os eixos maciços. Empregam-se estes eixos quando há a necessidade de sistemas mais leves e resistentes como os motores de aviões. Eixos cônicos Devem ser ajustados em um componente que possua furo de encaixe cônico. A parte ajustável tem formato cônico e é firmemente fixada por meio de uma porca. Eixos roscados Possuem algumas partes roscadas que podem receber porcas capazes de prenderem outros componentes ao conjunto. ____________________________________________________________ 26 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Eixos ranhurados Apresentam uma série de ranhuras longitudinais em torno de sua circunferência. As ranhuras engrenam-se com os sulcos correspondentes das peças a serem montadas neles. Os eixos ranhurados são utilizados quando necessário transmitir grandes esforços. Desmontagem de eixos A desmontagem de eixos é aparentemente simples e fácil, porém pode exigir alguns cuidados como: Verificar previamente a existência de elementos de fixação ( anéis elásticos, parafusos, pinos cônicos, pinos de posicionamento e chavetas) e retirá-los antes de sacar o eixo. Verificar se existe, na face do eixo, um furo com rosca. O furo é construído para facilitar a desmontagem do eixo por meio de um dispositivo para sacá-lo. Nunca bater com martelo na face do eixo. As pancadas provocam encabeçamento, não deixando que o eixo passe pelo mancal, além de produzir danos no furo de centro. Danos neste local impedem posteriores usinagem, onde seria fixado à máquina (torno, retificadora, fresadora) entre pontas. Se realmente for necessário bater no eixo para sacá-lo, recomenda-se usar um material protetor e macio como o cobre para receber as pancadas, cuidando para não bater nas bordas do eixo. Após a desmontagem, o eixo deverá ser guardado em local seguro para não sofrer empenamentos ou outros danos, especialmente se o eixo for muito comprido. ____________________________________________________________ 27 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Montagem de eixos A montagem de eixos exige atenção, organização e limpeza rigorosa. Além destes fatores, os seguintes cuidados deverão ser observados: Efetuar limpeza absoluta do conjunto e do eixo para diminuir o desgaste por abrasão. Não permitir a presença de nenhum arranhão no eixo para não comprometer seu funcionamento e não provocar danos no mancal. Colocar os retentores cuidadosamente para não provocar desgastes no eixo e vazamento de lubrificante. Não permitir a presença de nenhuma rebarba no eixo. Verificar se as tolerâncias das medidas do eixo estão corretas usando paquímetro ou micrômetro. Pré-lubrificar todas as peças para que elas não sofram desgastes até a chegada do lubrificante quando a máquina for posta para funcionar. Danos típicos sofridos pelos eixos: Basicamente, os eixos podem sofrem dois tipos de danos: quebra e desgaste. A quebra é causada por sobrecarga ou fadiga. A sobrecarga é o resultado de um trabalho realizado além da capacidade de resistência do eixo. A fadiga é a perda de resistência sofrida pelo material do eixo, devido as solicitações no decorrer do tempo. O desgaste de um eixo, pode ser causado pelos seguintes fatores: Engrimpamento do rolamento Óleo lubrificante contaminado Excesso de tensão na correia, no caso de eixos-árvore acionados por correias. Perda de dureza por superaquecimento Falta de lubrificante. 3.2.CORRENTES Correntes são elementos de máquinas destinadas a transmitir movimentos e potência onde as engrenagens e correias não podem ser utilizadas. Tipos de corrente Os tipos de corrente mais utilizados são: corrente de roletes, corrente de elos livres, corrente comum ou cadeia de elos. Corrente de roletes A corrente de roletes é semelhante a corrente de bicicleta. Ela pode possuir roletes eqüidistantes e roletes gêmeos, e é aplicada em transmissões quando não são necessárias rotações muito elevadas. ____________________________________________________________ 28 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Corrente de dentes A corrente de dentes é usada para transmissões de altas rotações, superiores a permitidas nas correntes de roletes. Corrente de elos livres A corrente de elos livres é uma corrente especial, usada em esteiras transportadoras. Só pode ser empregada quando os esforços forem pequenos. Corrente comum ou cadeia de elos A corrente comum ou cadeia de elos possui elos formados de vergalhões redondo soldados. Esse tipo de corrente é usado para suspensão de cargas pesadas. Danos típicos das correntes ____________________________________________________________ 29 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Os erros de especificação, instalação ou manutenção podem fazer com que as correntes apresentem vários defeitos. O quadro a seguir mostra os principais defeitos apresentados pelas correntes e suas causas. Manutenção das correntes Para a perfeita manutenção das correntes, os seguintes cuidados deverão tomados: Lubrificar as correntes com óleo por meio de gotas, banho ou jato. Inverter a corrente, de vez em quando para prolongar sua vida útil Não colocar um elo novo no meio dos gastos Não usar correntes novas em rodas dentadas velhas Efetuar periodicamente a limpeza da corrente Enxugar a corrente após limpeza, mergulhá-la em óleo, deixando escorrer o excesso. Armazenar a corrente coberta com uma camada de graxa e embrulhada em papel Medir ocasionalmente o aumento do passo causado pelo desgaste de pinos e buchas. Medir o desgaste das rodas dentadas Verificar periodicamente o alinhamento. Verificar periodicamente a tensão 3.3.POLIAS E CORREIAS ____________________________________________________________ 30 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Polias Polias são elementos mecânicos circulares, com ou sem canais periféricos, acoplados a eixos motores e movidos por máquinas e equipamentos. As polias, para funcionar, necessitam da presença de vínculos chamados correias. Quando em funcionamento, as polias e correias podem transferir e/ou transformar movimentos de um ponto para outro da máquina. Sempre haverá transferência de força. As polias são classificadas em dois grupos: planas e trapezoidais. As polias trapezoidais são conhecidas pelo nome de polias em “V”e são as mais utilizadas me máquinas. A figura abaixo e a tabela a seguir dão os parâmetros dos dimensionamentos normalizados para a polia em “V”. ____________________________________________________________ 31 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Elementos normalizados para dimensionamento das polias em “V” Tipos de polias ____________________________________________________________ 32 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Cuidados exigidos com polias em “V”: ____________________________________________________________ 33 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ As polias, para funcionarem adequadamente, exigem os seguintes cuidados: Não apresentar desgaste nos canais Não apresentar as bordas trincadas, amassadas, oxidadas ou com porosidade. Apresentar os canais livres de graxas, óleo ou tinta e corretamente dimensionados para receber as correias. Observe as ilustrações seguintes. À esquerda, temos uma correia corretamente assentada no canal da polia. Note que a correia não ultrapassa a linha do diâmetro externo da polia nem toca no fundo do canal. À direita, por causa do desgaste sofrido pelo canal, a correia assenta-se no fundo. Nesse último caso, a polia deverá ser substituída para que a correia não venha a sofrer desgastes prematuros. Aferição de polias A verificação do dimensionamento dos canais das polias deve ser feita com o auxílio de um gabarito contendo o ângulo dos canais. Alinhamento de polias Além dos cuidados citados anteriormente, as polias em “V” exigem alinhamento. Polias desalinhadas danificam rapidamente as correias e forçam os eixos ,aumentando o desgaste dos mancais e dos próprios eixos. É recomendável, para se fazer um bom alinhamento, usar uma régua paralela fazendo-a tocar toda a superfície lateral das polias. Correias ____________________________________________________________ 34 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ As correias são elementos de máquina cuja função é manter o vínculo entre duas correias e transmitir força. As mais utilizadas são as planas e as trapezoidais. Conforme já dito, as trapezoidais também são conhecidas pelo nome de correia em “V”. Os materiais empregados na fabricação de correias são os seguintes: borracha, couro, nylon, materiais fibrosos e sintéticos a base de algodão, viscose e materiais combinados à base de couro. A grande maioria das correias utilizadas em máquinas industriais são aquelas constituídas de borracha revestida de lona. Essas correias apresentam cordonéis vulcanizados em seu interior para suportarem as forças de tração. Existem cinco perfis padronizados de correias em “V” para máquinas industriais e três perfis, chamados fracionários, usados em eletrodomésticos. Cada um deles tem seus detalhes, que podem ser vistos nos catálogos do fabricante. No caso da correia em “V”, para máquinas industriais, seus perfis, com as respectivas dimensões, serão ilustradas a seguir. Colocação de correias Para colocar uma correia vinculando uma polia fixa a uma móvel, deve-se recuar a polia móvel aproximando-a da fixa. Esse procedimento facilitará a colocação da correia sem perigos de danificá-la. Não se recomenda colocar correias forçando-as contra a lateral da polia ou usar qualquer tipo de ferramenta para forçá-la a entrar nos canais da polia. Esses procedimentos podem causar o rompimento das lonas e cordonéis das correias. Após montar as correias nos respectivos canais das polias e, antes de tensioná-las, deve-se girá-las manualmente para que seus lados frouxos sempre para cima ou para baixo, pois se estiverem em lados opostos o tensionamento posterior não será uniforme. Tensionamento de correias O tensionamento de correias exige a verificação dos seguintes parâmetros: (fig. Ao lado) Tensão ideal: deve ser a mais baixa possível, sem que ocorra deslizamento, mesmo com picos de carga. ____________________________________________________________ 35 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Tensão baixa: provoca deslizamento e, conseqüentemente, produção de calor excessivo nas correias, ocasionando danos prematuros. Tensão alta: reduz a vida útil das correias e dos rolamentos dos eixos das polias. Na prática, para verificar se uma correia está corretamente dimensionada, basta empurrá-la com o polegar, de modo tal que ela se flexione aproximadamente entre 10 e 20mm. Proteção de sistemas Todo sistema que trabalha com transmissão de correias deve ser devidamente protegido para evitar acidentes. Os tipos de proteção mais indicados são aqueles que permitem a passagem do ar para uma boa ventilação e dissipação do calor. Aconselha-se a colocação de telas ou grades de aço para essas proteções. Manutenção das correias em “V”: A primeira recomendação para a manutenção das correias em “V” é mantê-las sempre limpas. Além disso, devem ser observados os seguintes requisitos: Nas primeiras 50 horas de serviço, verificar constantemente a tensão e ajustá-la, se necessário, pois nesse período as correias sofrem maiores tensionamentos. Nas revisões de 100 horas, verificar a tensão, o desgaste que elas sofreram e o desgaste das polias. Se uma correia do jogo romper, é preferível trabalhar com uma correia a menos do que trocá-la por outra, até que se possa trocar todo o jogo. Não é aconselhável usar correias novas junto às velhas. As velhas, por estarem estiradas, sobrecarregam as novas. Jogos de correias deverão ser montados com correias de mesma marca. Esse cuidado é necessário porque correias de marcas diferentes apresentam desempenhos diferentes, variando de fabricante para fabricante. Nunca tentar “remendar” uma correia em “V” estragada. Danos típicos das correias As correias, inevitavelmente, sofrem esforços durante todo o tempo em que estiverem operando, pois estão sujeitas às forças de atrito e de tração. As forças de atrito geram calor e desgaste, e as forças de tração produzem alongamentos que vão estirando-as. Além destes fatores, as correias estão sujeitas as condições do meio ambiente como umidade, poeira, resíduos, substâncias químicas, que podem agredi-las. Um dano típico que uma correia pode sofrer é a rachadura. As causas mais comuns deste dano são: altas temperaturas, polias com diâmetros incompatíveis, deslizamento durante a transmissão, que provoca o aquecimento e poeira. As rachaduras reduzem a tensão das correias e conseqüentemente, sua eficiência. ____________________________________________________________ 36 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Outro dano típico sofrido pelas correias é a sua fragilização. As causas da fragilização de uma correia são múltiplas, porém o excesso de calor é uma das principais. De fato, sendo vulcanizadas, as correias industriais suportam temperaturas compreendidas entre 60 e 70ºC, sem que seus materiais de construção sejam afetados; contudo temperaturas acima destes limites diminuem sua vida útil. Correias submetidas a temperaturas superiores a 70º começa a apresentar um aspecto pegajoso e pastoso. Um outro dano que as correias podem apresentar são os desgastes de suas paredes laterais. Esses desgastes indicam derrapagens constantes, e os motivos podem ser sujeiras excessivas, polias com canais irregulares ou falta de tensão nas correias. Materiais estranhos entre a correia e a polia podem ocasionar a quebra ou desgaste excessivo. A contaminação por óleo também pode acelerar a deterioração da correia. Outros fatores podem causar danos as correias, como desalinhamento do sistema, canais das polias gastos e vibrações excessivas. Em sistemas desalinhados, normalmente as correias se viram nos canais das polias. O emprego de polias com canais mais profundos é uma solução para minimizar o excesso de vibrações. ____________________________________________________________ 37 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ É possível resumir os danos em que as correias podem sofrer tabelando os problemas, suas causas prováveis e as soluções recomendadas. Tabela problemas com correias ____________________________________________________________ 38 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Tabela vantagens das transmissões com correias em “V” ____________________________________________________________ 39 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 3.4.ENGRENAGENS Engrenagens são rodas com dentes padronizados que servem para transmitir movimento e força entre dois eixos. Muitas vezes as engrenagens são usadas para variar o número de rotações e o sentido de rotação de um eixo para outro. Existem diferentes tipos de corpos de engrenagens. Os dentes são um dos principais elementos das engrenagens. Para produzir o movimento de rotação as rodas devem estar engrenadas. As rodas se engrenam quando os dentes de uma engrenagem se encaixam nos dentes da outra. As engrenagens trabalham em conjunto. As engrenagens de um mesmo conjunto, podem ter tamanhos diferentes. Quando um par de engrenagens tem rodas de tamanho diferentes, a engrenagem maior chama-se coroa e a menor chama-se pinhão. Os materiais mais usados na fabricação de engrenagens são: aço liga fundido, ferro fundido, cromo-níquel, bronze fosforoso, alumínio, nylon. Tipos de engrenagens: Existem vários tipos de engrenagens, que são escolhidos de acordo com sua função. Vamos estudar as mais comuns. Engrenagens cilíndricas Engrenagens cilíndricas têm a forma de cilindro e podem ter dentes retos ou helicoidais. Observe duas engrenagens cilíndricas com dentes retos. Ao lado temos a representação de duas engrenagens com dentes helicoidais: ____________________________________________________________ 40 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Os dentes helicoidais são paralelos entre si, mas oblíquos com relação ao eixo da engrenagem. Já os dentes retos são paralelos entre si e paralelos ao eixo das engrenagens. As engrenagens cilíndricas de dentes retos servem para transmitir rotação entre eixos paralelos. As engrenagens cilíndricas com dentes helicoidais servem também para transmitir movimento entre eixos não paralelos. Elas funcionam mais suavemente que as ECDR, e por isso, o ruído é menor. Engrenagens cônicas: Engrenagens cônicas são aquelas que tem a forma de tronco de cone. As engrenagens cônicas podem ter dentes retos ou helicoidais. As engrenagens cônicas transmitem movimento entre eixos concorrentes. Eixos concorrentes são aqueles que vão se encontrar em um mesmo ponto quando prolongados. Engrenagens helicoidais: Nas engrenagens helicoidais, os dentes são oblíquos em relação ao eixo. Entre as engrenagens helicoidais, a engrenagem para rosca sem-fim merece atenção especial. Essa engrenagem é usada quando se deseja ma redução de velocidade na transmissão do movimento. Repare que no engrenamento por coroa e rosca sem-fim, a transmissão de movimento e força se dá entre eixos não coplanares (figura ao lado). ____________________________________________________________ 41 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Cremalheira Cremalheira é uma barra provida de dentes, destinada a engrenar uma roda dentada. Com esse sistema, pode-se transformar movimento de rotação em movimento retilíneo e vice-versa. Características das engrenagens: Para interpretar desenhos técnicos de engrenagens, é preciso conhecer bem suas características. Os dentes constituem parte importante das engrenagens. As características dos dentes das engrenagens são: e = espessura – é a medida do arco limitada pelo dente, sobre a circunferência primitiva (determinada pelo diâmetro primitivo) v = vão – é o vazio que fica entre dois dentes consecutivos também delimitados por um arco do diâmetro primitivo. P = passo – é a soma dos arcos da espessura e do vão. ( P= e + v) a = cabeça – é a parte do dente que fica entre a circunferência primitiva e a circunferência externa da engrenagem. b = pé – é a parte do dente que fica entre a circunferência primitiva e circunferência interna ( ou raiz). h = altura – corresponde à soma da altura da cabeça mais a altura do pé do dente. As características da ECDR são: De: diâmetro externo Dp: diâmetro primitivo Di: diâmetro interno M: módulo Z: número de dentes L: largura da engrenagem. O módulo corresponde à altura da cabeça do dente (M = a) e serve de base para calcular as demais dimensões dos dentes. É com base no módulo e no número de dentes que o fresador escolhe a ferramenta para usinar os dentes da engrenagem. Na ECDH engrenagem cilíndrica com dentes helicoidais, a única característica nova que aparece é α, ou seja, o ângulo de inclinação da hélice. ____________________________________________________________ 42 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ As característica da engrenagem cônica são: ae : ângulo externo ap: ângulo primitivo ai: ângulo interno ac: ângulo do cone complementar l: largura do dente. Para completar, analise as características da engrenagem helicoidal para rosca sem-fim. Manutenção de engrenagens: A engrenagem é um elemento de máquina que exige uma atenção particular para que tenhamos um bom funcionamento dos sistemas. Os conjuntos engrenados podem exigir os seguintes cuidados: Reversões de rotação e partidas bruscas sob carga devem ser evitadas. A lubrificação deve eliminar a possibilidade de trabalho a seco A lubrificação deve atingir toda a superfície dos dentes A lubrificação deve ser mantida no nível. O excesso de óleo provoca o efeito de turbina que por sua vez provoca superaquecimento. Usar lubrificante correto. A pré-carga dos rolamentos ou folga dos mancais devem ser mantidas dentro dos limites recomendados. Essa medida evitará o desalinhamento dos eixos. Eixos desalinhado provocam o aparecimento de carga no canto dos dentes e suas possíveis quebras. O desgaste dos eixos e dos entalhes dos dentes das engrenagens não deve exceder os limites de ajuste. Se esses limites forem excedidos, ocorrerão batidas devido ao atraso, recalcando os entalhes. Ocorrerá desalinhamento. Depósitos sólidos, do fundo da caixa de engrenagens, devem ser removidos antes de entrar em circulação. Defeitos mais comuns em engrenagens Os defeitos mais comuns e freqüentes em engrenagens estão descritos a seguir. Desgaste por interferência É provocado por um contato inadequado entre engrenagens, em que a carga total está concentrada sobre o flanco impulsor, e aponta do dente da engrenagem impulsionada. Desgaste abrasivo É provocado pela presença de impurezas ou corpos estranhos que se interpõem entre as faces de contato. As impurezas ou corpos estranhos podem estar localizados no óleo usado nas engrenagens. ____________________________________________________________ 43 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Quebra por fadiga Começa geralmente com uma trina do lado da carga, num ponto de concentração de tensões próximo a base do dente, e termina com quebra total no sentido longitudinal ou diagonal para cima. Quebra por sobrecarga Resulta de sobrecarga estática, choques ou problemas de tratamentos térmicos. Geralmente, ao lado da compressão do dente surge uma lombada cuja altura diminui de acordo com o tempo em que o dente leva para se quebrar. É interessante salientar que a trinca em um dente sobrecarregado não mostra sinais de progresso. A sobrecarga, pode também, ser causada pela penetração de um corpo estranho entre os dentes, ou pelo desalinhamento devido ao desgaste ou folga excessiva nos mancais. Trincas superficiais Ocorrem nas engrenagens cementadas e caracterizam-se por cisalhamento do material. São causadas pelo emperramento momentâneo e deslizamento conseqüente. Emperramento e deslizamento são provocados por vibrações, excesso de carga ou lubrificação deficiente. As trincas superficiais, se não sofrerem progressão, não causam maiores problemas. Desgaste por sobrecarga É caracterizado pela perda de material sem a presença de abrasivos no óleo. Ocorre geralmente em velocidades baixas e cargas muito altas. Lascamento Os dentes temperados soltam lascas, devido a falhas abaixo da superfície originadas durante o tratamento térmico. Essas lascas podem cobrir uma área considerável do dente, como se fosse uma só mancha. ____________________________________________________________ 44 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Laminação ou cilindramento É caracterizada pela deformação do perfil do dente. Essa deformação pode se apresentar como arredondamentos ou saliências nas arestas dos dentes. Essas saliências são mais altas de um lado que do outro. Sintomas mais comuns de defeitos em engrenagens Baseado em alguns sintomas simples de serem observados, o operador da máquina ou equipamento poderá solicitar ou fazer manutenção preventiva, evitando assim, a manutenção corretiva. Os sintomas mais simples ou comuns de defeitos em engrenagens são os seguintes: Uivo: normalmente aparece nas rotações muito altas e quando não existe folga suficiente entre as engrenagens ou quando elas estão desalinhadas. Tinido: pode ser provocado por alguma saliência nos dentes, por alguma batida ou pela passagem de um corpo estranho entre os dentes. Chiado: normalmente ocorre em caixa de engrenagens quando a expansão térmica dos eixos e componentes elimina a folga nos mancais ou nos encostos. Limalha no óleo: se aparecer em pequena quantidade durante as primeiras 50 horas de trabalho, trata-se provavelmente, de amaciamento. Caso a limalha continue aparecendo após o amaciamento, significa a ocorrência de algum dano que pode ser provocado por uma engrenagem nova no meio das velhas, ou então, emprego de material inadequado na construção das engrenagens. Superaquecimento Pode ser causado por sobrecarga, excesso de velocidade, defeito de refrigeração ou lubrificação. Se a circulação do óleo estiver excessiva, pode ainda, ocorrer o fenômeno da frenagem hidráulica com perda de carga no sistema. Vibração Pode ser causada por empenamento dos eixos ou falta de balanceamento dinâmico nas engrenagens de alta rotação, ou ainda, por desgaste desigual das engrenagens. A vibração pode ser causada também por diversos fatores como mau nivelamento do piso da máquina, perda de ajuste nos mancais, etc. Montagem e desmontagem de engrenagens em conjuntos mecânicos Alguns cuidados deverão ser observados para se obter um melhor aproveitamento e um melhor desempenho das engrenagens em conjuntos mecânicos: ____________________________________________________________ 45 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Antes de começar a retirar as engrenagens, verificar como estão fixas no eixo e se estão montadas com interferência ou não. Não usar martelo para retirar as engrenagens do eixo para evitar danos aos dentes. Utilizar um saca-polias ou uma prensa hidráulica. Se não dispuser destes equipamentos, bater cuidadosamente com tarugo de material metálico macio. Caso o conjunto mecânico não possua catálogo ou manual, verificar a posição ocupada pela engrenagem na montagem, fazendo marcações ou croqui. Isso evitará possíveis erros na montagem. Evitar pancadas quando estiver montando, para não danificar os dentes das engrenagens. Fazer uma pré-lubrificação nas engrenagens durante a montagem. Essa medida evitará danos posteriores a engrenagens, que só receberão lubrificação total depois de um certo tempo de funcionamento. Fazer um acompanhamento nas primeiras 50 horas de trabalho para verificar o funcionamento e amaciamento das engrenagens novas. 4.ACOPLAMENTOS Acoplamento é um conjunto mecânico, constituído de elementos de máquina, empregado na transmissão de movimento de rotação entre duas árvores ou eixosárvores. 4.1.CLASSIFICAÇÃO Os acoplamentos fixos servem para unir árvores de tal maneira que funcionem como se fossem uma única peça, alinhando as árvores de forma precisa. Por motivo de segurança, os acoplamentos devem ser construídos de modo que não apresentem nenhuma saliência. Vamos conhecer alguns tipos de acoplamentos fixos: Acoplamento rígido com flanges parafusadas: Esse tipo de acoplamento é utilizado quando se pretende conectar árvores, e é próprio para a transmissão de grande potência em baixa velocidade. Acoplamento com luva de compressão ou de aperto Esse tipo de luva facilita a manutenção de máquinas e equipamentos, com a vantagem de não interferir no posicionamento das árvores, podendo ser montado e removido sem problemas de alinhamento. Acoplamento de discos ou pratos Empregado na transmissão de grandes potências em casos especiais, como, por exemplo, nas árvores de turbinas. As superfícies de contato nesse tipo de acoplamento podem ser lisas ou dentadas. ____________________________________________________________ 46 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Acoplamentos elásticos: Esses elementos tornam mais suave a transmissão do movimento em árvores que tenham movimentos bruscos, e permitem o funcionamento do conjunto com desalinhamento paralelo, angular e axial entre as árvores. Os acoplamentos elásticos são construídos de forma articulada, elástica ou articulada e elástica. Permitem a compensação de até 6 graus de ângulo de torção e deslocamento angular axial. Veja os principais tipos de acoplamentos elásticos: Acoplamento elástico de pinos Os elementos transmissores são pinos de aço com mangas de borracha. Acoplamento perflex Os discos de acoplamentos são unidos perifericamente por uma ligação de borracha apertada por anéis de pressão. Esse acoplamento permite o jogo longitudinal de eixos. Acoplamento elástico de garras: As garras constituídas por tocos de borracha, encaixam-se nas aberturas do contra disco e transmitem o movimento de rotação. Acoplamento elástico de fitas de aço Consiste de dois cubos providos de flanges ranhuradas, nos quais está montada uma grade elástica que liga os cubos. O conjunto está alojado em duas tampas providas de junta de encosto e de retentor elástico junto ao cubo. Todo o espaço entre os cabos e as tampas é preenchido com graxa. Apesar de esse acoplamento ser flexível, as árvores devem estar bem alinhadas no ato de sua instalação para que não provoquem vibrações excessivas em seu serviço. Acoplamentos de dentes arqueados: Os dentes possuem a forma ligeiramente curvada no sentido axial, o que permite até 3 graus de desalinhamento angular. O anel dentado ( peça transmissora do movimento) possui duas carreiras de dentes que são separadas por uma saliência central. Junta universal homocinética: Esse tipo de junta é usado para transmitir movimento entre árvores que precisam sofrer variação angular durante sua atividade. Essa junta é constituída de esferas de aço que se alojam em calhas. ____________________________________________________________ 47 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Acoplamentos móveis: São empregados para permitir o jogo longitudinal das árvores. Esses acoplamentos transmitem força e movimento somente quando acionados, isto é, obedecem a um comando. Os acoplamentos móveis podem ser de garras ou de dentes, e a rotação é transmitida por meio de encaixe das garras ou de dentes. Geralmente estes acoplamentos são usados em caixas de engrenagens de máquinas- ferramenta convencionais. 4.2.MONTAGEM DE ACOPLAMENTOS Os principais cuidados a tomar durante a montagem dos acoplamentos são: Colocar cubos e/ou flanges a quente, sempre que possível. Antes da montagem, verificar através de instrumento adequado a interferência ou folga de montagem. Evitar a colocação de flanges e/ou cubos por meio de golpes. Utilizar prensas ou dispositivos adequados. O alinhamento das árvores deve ser o melhor possível mesmo que sejam usados acoplamentos elásticos, pois durante os serviço ocorrerão os desalinhamentos a serem compensados. Fazer a verificação de folga entre flanges e do alinhamento e concentricidade do flange com a árvore. Certificar-se que todos os elementos de ligação estejam bem instalados antes de aplicar a carga. 4.3.LUBRIFICAÇÃO DE ACOPLAMENTOS Os acoplamentos que requerem lubrificação, geralmente não necessitam cuidados especiais. O melhor procedimento é o recomendado pelo fabricante do acoplamento ou pelo manual da máquina. No entanto algumas características de lubrificantes para acoplamentos flexíveis são importantes para uso geral: Ponto de gota: 150º ou acima Consistência- NLGI nº2 com valor de penetração entre 250 e 300. Baixo valor de separação do óleo e alta resistência à separação por centrifugação. Deve possuir qualidades lubrificantes equivalentes às dos óleos minerais Não deve corroer aço ou deteriorar neoprene (material das guarnições). ____________________________________________________________ 48 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 5.ROLAMENTOS 5.1.CLASSIFICAÇÃO Cada tipo de rolamento apresenta propriedades características, com base em seu modelo, que o tornam mais ou menos apropriado para uma dada aplicação. Por exemplo, os rolamentos rígidos de esferas podem acomodar cargas radiais moderadas, bem como cargas axiais. Eles possuem baixo atrito e podem ser produzidos com alta precisão e em variantes de funcionamento silencioso. Portanto, eles são preferidos para motores elétricos pequenos e médios. Rolamentos auto compensadores de rolos e toroidais podem suportar cargas muito altas e são auto compensadores. Essas propriedades os tornam populares, por exemplo, em aplicações de engenharia pesada, onde existam cargas altas, deflexões de eixo e desalinhamentos. Em muitos casos, porém, vários fatores precisam ser considerados e ponderados entre si ao se escolher um tipo de rolamento, de maneira que nenhuma regra genérica pode ser formulada. As informações fornecidas aqui devem servir para indicar quais são os fatores mais importantes a serem considerados ao selecionar um tipo de rolamento padrão e, com isso, facilitar uma escolha apropriada: - Espaço disponível - Cargas - Desalinhamento - Precisão - Velocidade - giro silencioso - Rigidez - deslocamento axial - montagem e desmontagem - vedantes integrados Informações detalhadas sobre cada tipo de rolamento, incluindo suas características e os modelos disponíveis, serão encontradas nas seções que tratam de cada tipo de rolamento. Os tipos de rolamento não incluídos na matriz geralmente são usados apenas em algumas aplicações bem-definidas. A matriz permite apenas uma classificação relativamente superficial dos tipos de rolamentos. O número limitado de símbolos não permite uma diferenciação exata e algumas propriedades não dependem exclusivamente do modelo do rolamento. Por exemplo, a rigidez de um arranjo que incorpora rolamentos de esferas de contato angular ou rolamentos de rolos cônicos também depende da pré-carga aplicada e da velocidade operacional, que é influenciada pela precisão do rolamento e de seus componentes associados, bem como pelo modelo da gaiola. A despeito de suas limitações, a matriz deve permitir uma escolha apropriada do tipo de rolamento. Deve-se considerar também que o custo total de um arranjo de rolamentos e ____________________________________________________________ 49 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ considerações de estoque também podem influenciar na escolha final. Portanto os rolamentos podem ser de diversos tipos: fixo de uma carreira de esferas, auto compensador de esferas, de contato angular de uma carreira de esferas, de rolo cilíndrico,etc. Vamos estudar os principais: Rolamento fixo de uma carreira de esferas É o mais comum dos rolamentos. Suporta cargas radiais e pequenas cargas axiais e é apropriado para rotações mais elevadas. Sua capacidade de ajustagem angular é limitada. É necessário um perfeito alinhamento entre o eixo e os furos da caixa. Rolamento de contato angular de uma carreira de esferas: Admite cargas axiais somente em um sentido e deve ser montado contra outro rolamento que possa receber a carga axial no sentido contrário. Rolamento auto compensador de esferas É um rolamento de duas carreiras de esferas com pista esférica no anel externo, o que lhe confere a propriedade de ajustagem angular, ou seja, de compensar possíveis desalinhamentos ou flexões do eixo. ____________________________________________________________ 50 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamento de rolo cilíndrico: É apropriado para cargas radiais elevadas. Seus componentes são separáveis, o que facilita a montagem e desmontagem. Rolamento auto compensador de duas carreiras de rolos É um rolamento adequado aos mais pesados serviços. Os rolos são de grande diâmetro e comprimento. Devido ao alto grau de oscilação entre rolos e pistas, existe uma distribuição uniforme da carga. ____________________________________________________________ 51 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamento de rolos cônicos: Além de cargas radias, os rolamentos de rolos cônicos também suportam cargas axiais em um sentido. Os anéis são separáveis. O anel interno e o externo podem ser montados separadamente. Como sé admitem cargas axiais em um sentido, torna-se necessário montar os anéis aos pares, um contra o outro. Rolamento axial de esferas: Ambos os tipos de rolamento axial de esfera (escora simples e escora dupla) admitem elevadas cargas axiais, porém não podem ser submetidos a cargas radiais. Para que as esferas sejam guiadas firmemente em suas pistas, é necessária a atuação permanente de uma carga axial mínima. Rolamento axial auto compensador de rolos Possui grande capacidade de carga axial devido a disposição inclinada dos rolos. Também pode suportar consideráveis cargas radias. A pista esférica do anel da caixa confere ao rolamento a propriedade de alinhamento angular, compensando possíveis desalinhamentos ou flexões do eixo. ____________________________________________________________ 52 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamento de agulha Possui uma seção transversal muito fina em comparação aos rolamentos de rolos comuns. É utilizado quando o espaço radial é limitado. 5.2.IDENTIFICAÇÃO Dimensões Os fabricantes e usuários de rolamentos, por razões de preço, qualidade e facilidade de substituição, estão apenas interessados em um número limitado de tamanhos de rolamentos. A Internacional Organization for Standardization (ISO), portanto, estabeleceu planos gerais das dimensões máximas de – rolamentos radiais métricos no padrão ISO 15:1998, excetuando rolamentos de rolos cônicos, – rolamentos de rolos cônicos radiais métricos no padrão ISO 355:1977 e – rolamentos axiais métricos no padrão ISO 104:2002. Planos gerais ISO Os planos gerais ISO de dimensões máximas para rolamentos radiais contêm uma série progressiva de diâmetros externos padronizados para cada diâmetro de furo padrão, organizados nas séries de diâmetro 7, 8, 9, 0, 1, 2, 3 e 4 (em ordem crescente de diâmetro externo). Dentro de cada série de diâmetro, diferentes séries de largura também foram estabelecidas (séries de largura 8, 0, 1, 2, 3, 4, 5, 6 e 7, em ordem crescente de largura). A série de largura para rolamentos radiais corresponde à série de altura para rolamentos axiais (séries de altura 7, 9, 1 e 2, em ordem crescente de altura). Combinando uma série de larguras ou alturas com uma série de diâmetros, uma série de dimensões, designada por dois algarismos, é obtida. O primeiro algarismo identifica a série de larguras ou alturas, e o segundo a série de diâmetros. ____________________________________________________________ 53 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ No plano geral ISO para rolamentos de rolos cônicos métricos de uma carreira, as dimensões máximas são agrupadas para determinadas faixas de ângulo de contato α, conhecidas como séries de ângulos (séries de ângulos 2, 3, 4, 5, 6 e 7, em ordem crescente de ângulo). Com base no relacionamento entre os diâmetros externo e do furo, e entre a largura total do rolamento e a altura transversal, séries de diâmetros e larguras também foram estabelecidas. Aqui, uma série de dimensões é obtida pela combinação da série de ângulos com uma série de diâmetros e uma série de larguras. Essas séries de dimensões consistem em um algarismo para a série de ângulos e duas letras, sendo que a primeira letra identifica a série de diâmetros e a segunda, a série de larguras. Com muito poucas exceções, determinadas pelo desenvolvimento dos rolamentos, os rolamentos deste catálogo estão em conformidade com os planos gerais ISO ou com outros padrões ISO para as dimensões de alguns tipos de rolamento para os quais a série de dimensões ISO não é apropriada. Portanto, a intercambialidade é garantida. Informações adicionais são fornecidas sob o título "Dimensões" dos textos introdutórios das seções de produtos individuais. A experiência mostrou que os requisitos da ampla maioria de aplicações de rolamentos podem ser satisfeitos utilizando-se rolamentos com essas dimensões padronizadas. ____________________________________________________________ 54 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Planos gerais para rolamentos com dimensões em polegadas Um grupo grande de rolamentos em polegadas são os rolamentos de rolos cônicos com dimensões em polegadas. As dimensões desses rolamentos estão de acordo com a Norma AFBMA 19-1974 (ANSI-B3.19-1975). Posteriormente, ela foi substituída pela Norma ANSI/ABMA-19.2-1994, mas esta não inclui mais dimensões. Além dos rolamentos de rolos cônicos com dimensões em polegadas, alguns rolamentos de esferas e rolamentos de rolos cilíndricos em polegadas que seguem o padrão britânico BS292-1:1982, mais antigo, também estão disponíveis, mas não são mostrados neste catálogo. Esse padrão foi posteriormente anulado em conseqüência da metrificação, não sendo recomendável que esses rolamentos sejam utilizados em projetos novos. Rolamentos identificados por números de desenho Os rolamentos com número de desenho normalmente possuem dimensões personalizadas, embora freqüentemente a diferença entre um rolamento com número de desenho e um rolamento padrão esteja no projeto interno ou em um chanfro modificado, por exemplo. Em alguns casos, por exemplo, rolamentos de múltiplas carreiras de rolos para laminadores, as dimensões se tornaram um padrão para a indústria, portanto, novamente, a intercambialidade é garantida. Folga interna do rolamento A folga interna do rolamento é definida como a distância total através da qual um anel de rolamento pode ser movido em relação ao outro na direção radial (folga interna radial) ou na direção axial (folga interna axial). É necessário distinguir entre a folga interna de um rolamento antes da montagem e a folga interna em um rolamento montado que tenha atingido sua temperatura de funcionamento (folga operacional). A folga interna inicial (antes da montagem) é maior que a folga operacional porque diferentes graus de interferência nos ajustes e diferenças na expansão térmica dos anéis do rolamento e dos componentes associados fazem com que os anéis sejam expandidos ou comprimidos. ____________________________________________________________ 55 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ A folga interna radial de um rolamento é de importância considerável caso uma operação satisfatória deva ser obtida. Via de regra, rolamentos de esferas devem sempre ter uma folga operacional praticamente igual a zero ou pode haver uma leve pré-carga. Rolamentos de rolos toroidais CARB, auto compensadores e cilíndricos, por outro lado, devem sempre ter alguma folga residual - embora pequena - em funcionamento. O mesmo vale para rolamentos de rolos cônicos, exceto em arranjos de rolamentos onde a rigidez seja desejada, por exemplo, arranjos de rolamentos de pinhão, onde os rolamentos são montados com uma certa quantidade de pré-carga (consulte a seção "Pré-carga do rolamento"). A folga interna do rolamento referida como Normal foi selecionada para que uma folga operacional adequada seja obtida quando os rolamentos forem montados com os ajustes normalmente recomendados e as condições de funcionamento forem normais. Quando as condições de operação e montagem diferem do normal, por exemplo, quando ajustes de interferência são usados para ambos os anéis de rolamento, em caso de temperaturas incomuns, etc., rolamentos com uma folga interna maior ou menor que Normal são necessários. Em tais casos, a SKF recomenda verificar a folga residual no rolamento após este ter sido montado. Rolamentos com uma folga interna diferente de Normal são identificados pelos sufixos de C1 a C5. Sufixo Folga interna radial C1 Menor que C2 C2 Menor que Normal CN Normal, somente usada em combinação com letras indicando uma faixa de folga reduzida ou deslocada C3 Maior que Normal C4 Maior que C3 C5 Maior que C4 Tabelas que fornecem os valores de folga para os vários tipos de rolamento podem ser encontradas no texto que precede a seção de produto relevante. Para rolamentos de rolos cônicos e rolamentos de esferas de contato angular de uma carreira em pares ou rolamentos de esferas de quatro pontos de contato e rolamentos de esferas de contato angular de duas carreiras em pares, os valores para a folga interna axial são fornecidos em vez da folga radial, uma vez que a folga axial é de maior importância no projeto de aplicação desses tipos de rolamentos. ____________________________________________________________ 56 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ 5.3.MANUTENÇÃO Montagem e desmontagem Para propiciar um desempenho adequado do rolamento e evitar falhas prematuras, são necessárias habilidade e limpeza ao montar rolamentos de esferas e de rolos. Como componentes de precisão, os rolamentos devem ser manuseados com cuidado ao serem montados. Também é importante escolher o método certo de montagem e usar a ferramenta certa para o trabalho. Para máximo aproveitamento da vida útil de um rolamento, este deve ser instalado corretamente - o que costuma ser mais difícil do que parece, especialmente quando se trata de rolamentos grandes. Local de montagem Os rolamentos devem ser instalados em um recinto seco, livre de poeira e afastado de máquinas para trabalho com metal ou outras que produzam limalhas e poeira. Quando é necessário montar rolamentos em uma área não protegida, o que costuma ocorrer com rolamentos grandes, certas precauções precisam ser tomadas para proteger o rolamento e o local de montagem contra contaminação por pó, sujeira e umidade até que a instalação tenha sido concluída. Isso pode ser feito cobrindo-se ou enrolando-se rolamentos, componentes de máquinas, etc., com folha ou papel oleado. Preparações para montagem e desmontagem Antes da montagem, todas as peças, ferramentas, equipamento e informações necessárias devem estar à mão. Também é recomendável que quaisquer desenhos ou instruções sejam estudados para determinar a ordem correta na qual montar os vários componentes. Caixas, eixos, vedantes e outros componentes dos arranjos de rolamentos devem ser verificados para garantir que estejam limpos, particularmente quaisquer orifícios rosqueados, condutores ou ranhuras onde resíduos de operações anteriores de usinagem possam ter sido coletados. As superfícies não usinadas de caixas fundidas precisam estar livres de areia da forma e quaisquer rebarbas devem ser removidas. A precisão dimensional e das formas de todos os componentes do arranjo de rolamentos precisa ser verificada. Os rolamentos só trabalharão satisfatoriamente se os componentes associados tiverem a precisão exigida e se as tolerâncias prescritas forem obedecidas. O diâmetro do eixo cilíndrico e dos assentos das caixas costumam ser verificados com um micrômetro ou medidor interno em duas seções transversais e em quatro direções. Assentos de rolamentos cônicos são verificados utilizando-se calibradores de anel, calibradores cônicos especiais ou réguas de seno. ____________________________________________________________ 57 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ É aconselhável manter um registro das medições. Ao medir, é importante que os componentes sendo medidos e os instrumentos de medição tenham aproximadamente a mesma temperatura. Isso significa que é necessário deixar os componentes e o equipamento de medição juntos no mesmo lugar por um tempo suficiente para que eles atinjam a mesma temperatura. Isso é particularmente importante quando se trata de rolamentos grandes e seus componentes associados, que são correspondentemente grandes e pesados. Os rolamentos precisam ser deixados em suas embalagens originais até a ocasião da montagem para que não sejam expostos a quaisquer contaminantes, especialmente sujeira. Normalmente, o conservante com o qual os rolamentos novos são revestidos antes de sair da fábrica não precisa ser removido; basta limpar a superfície cilíndrica externa e do orifício. Se, no entanto, o rolamento vier a ser lubrificado com graxa e a ser usado em temperaturas muito altas ou muito baixas ou se a graxa não for compatível com o conservante, será necessário lavar e secar cuidadosamente o rolamento. Isso deve ser feito para evitar qualquer efeito prejudicial às propriedades de lubrificação da graxa. Os rolamentos devem ser lavados e secados antes da montagem caso haja risco de que eles sejam contaminados em decorrência de manuseio indevido (embalagens danificadas, etc.).Quando tirado de sua embalagem original, qualquer rolamento coberto por uma camada oleosa e relativamente espessa de conservante também deve ser lavado e secado. Isso pode se aplicar a alguns rolamentos grandes com um diâmetro externo superior a 420mm. Produtos apropriados para lavagem de rolamentos incluem álcool e parafina. Rolamentos fornecidos já engraxados e que tenham placas de proteção ou vedantes integrados em ambos os lados não devem ser lavados antes da montagem. Montagem Dependendo do tipo e do tamanho do rolamento, métodos mecânicos, térmicos ou hidráulicos são usados para a montagem. Em todos os casos, é importante que os anéis, gaiolas e corpos rolantes ou vedantes do rolamento não recebam golpes diretos e que a força de montagem nunca seja direcionada através dos corpos rolantes. ____________________________________________________________ 58 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamentos com furo cilíndrico Com rolamentos não separáveis, o anel que precisa ter o ajuste mais apertado deve, geralmente, ser montado primeiro. A superfície do assento deve ser ligeiramente oleada antes da montagem. Montagem a frio Se o ajuste não for muito apertado, rolamentos pequenos podem ser colocados na posição através da aplicação de leves golpes de martelo em uma bucha colocada contra a face do anel do rolamento. Os golpes devem ser distribuídos uniformemente em torno do anel para evitar que o rolamento se encline ou desvie. O uso de um encosto de montagem em vez de uma bucha permite que a força de montagem seja aplicada centralmente. Se um rolamento não separável for pressionado no eixo e para dentro do furo da caixa ao mesmo tempo, a força de montagem deverá ser aplicada por igual em ambos os anéis e as superfícies de encosto da ferramenta de montagem deverão estar no mesmo plano. Nesse caso, deve ser usada uma ferramenta de montagem de rolamentos, na qual um anel de impacto encosta nas faces laterais dos anéis interno e externo e a bucha permite que as forças de montagem sejam aplicadas centralmente. Com rolamentos auto compensadores, o uso de um anel de montagem intermediário evita que o anel externo se incline e desvie quando o rolamento com eixo for introduzido no furo da caixa. ____________________________________________________________ 59 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ É bom lembrar que as esferas de alguns tamanhos de rolamentos auto compensadores de esferas se projetam das faces laterais do rolamento, de maneira que o anel de montagem intermediário deve ser rebaixado para não danificar as esferas. Um grande número de rolamentos costuma ser montado utilizando prensas mecânicas ou hidráulicas. Com rolamentos separáveis, o anel interno pode ser montado independentemente do anel externo, o que simplifica a montagem, particularmente quando ambos os anéis precisam de um ajuste de interferência. Ao instalar o eixo com o anel interno já posicionado, na caixa que contém o anel externo, é importante ter o cuidado de verificar se eles estão alinhados corretamente para evitar marcar as pistas e os corpos rolantes. Ao montar rolamentos de rolos cilíndricos e de agulha com um anel interno sem flanges ou com um flange de um só lado, é recomendado utilizar uma bucha de montagem. Rolamentos com furos cônicos: Para rolamentos que tenham um furo cônico, os anéis internos são sempre montados com um ajuste de interferência. O grau de interferência não é determinado pela tolerância de eixo escolhida, como com rolamentos que possuem um furo cilíndrico, mas pela distância pela qual o rolamento é impulsionado no assento de eixo cônico ou no adaptador ou bucha de desmontagem. Conforme o rolamento é deslocado em direção ao assento cônico, sua folga interna radial é reduzida. Essa redução pode ser medida para determinar o grau de interferência e o ajuste apropriado. Rolamentos pequenos Os rolamentos pequenos podem ser deslocados sobre um assento cônico utilizandose uma porca. No caso de buchas de fixação, a porca da bucha é usada. Pequenas buchas de desmontagem podem ser deslocadas no furo do rolamento utilizando-se uma porca. Um gancho ou chave de impacto pode ser usada para apertar a porca. As superfícies de assento do eixo e da bucha devem ser levemente oleadas com óleo fino antes de se iniciar a montagem. Rolamentos médios e grandes Para rolamentos maiores, uma força consideravelmente maior é necessária e – porcas hidráulicas devem ser usadas e/ou – o método de injeção de óleo deve ser empregado. Em qualquer caso, o processo de montagem será mais fácil. ____________________________________________________________ 60 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Com o método de injeção de óleo, o óleo sob alta pressão é injetado entre o rolamento e o assento do rolamento para formar um filme de óleo. Esse filme de óleo separa as superfícies conjugadas, reduzindo apreciavelmente a fricção entre elas. Esse método costuma ser usado ao montar rolamentos diretamente em munhões cônicos , mas também é usado para montar rolamentos em buchas de adaptação e de desmontagem que tenham sido preparadas para o método de injeção de óleo. Um injetor de óleo ou bomba produz a pressão necessária, o óleo é injetado entre as superfícies conjugadas através de dutos e ranhuras de distribuição no eixo ou bucha. Os dutos e ranhuras necessários no eixo devem ser considerados ao projetar o arranjo de rolamentos. Determinação interferência do ajuste de Rolamentos com furo cônico são sempre montados com um ajuste de interferência. Utiliza-se a redução na folga interna radial ou o deslocamento axial do anel interno em seu assento cônico para determinar e medir o grau de interferência. Diversos métodos podem ser usados para medir o grau de interferência. (fig. ao lado) ____________________________________________________________ 61 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Medição da redução da folga com um calibrador de folga O método que utiliza calibradores de folga para medir a folga interna radial antes e depois da montagem dos rolamentos aplica-se a rolamentos de rolos toroidais e auto compensadores, médios e grandes. A folga deve, preferivelmente, ser medida entre o anel externo e um rolo não carregado. Medição do deslocamento axial A montagem de rolamentos com furo cônico pode ser feita pela medição do deslocamento axial do anel interno em seu assento. Valores de referência para o deslocamento axial necessário são fornecidos nas seções dos produtos relevantes. Montagem - Teste de funcionamento Após a montagem de um rolamento, o lubrificante prescrito é aplicado e é feito um teste para que o ruído e a temperatura do rolamento possam ser verificados. Esse teste de funcionamento deve ser executado sob carga parcial e, quando há uma faixa de velocidade ampla, em velocidade lenta ou moderada. Sob nenhuma circunstância um rolamento deve ser iniciado descarregado e acelerado até altas velocidades, uma vez que há o perigo de os corpos rolantes deslizarem nas pistas e serem danificados, ou que a gaiola seja submetida a esforços inadmissíveis. Roncos ou martelamentos irregulares devem-se, na maioria dos casos à presença de contaminantes no rolamento ou a danos no rolamento causados durante a montagem. Um aumento na temperatura do rolamento imediatamente após a partida é normal. Por exemplo, no caso da lubrificação com graxa, a temperatura não irá cair até que a graxa tenha sido uniformemente distribuída no arranjo de rolamentos, quando então uma temperatura de equilíbrio será atingida. Normalmente, temperaturas altas ou picos de temperatura constantes indicam haver muito pouco lubrificante no arranjo ou que o rolamento encontra-se distorcido radialmente ou axialmente. Outras causas são os componentes associados não terem sido feitos ou montados corretamente, ou os vedantes terem fricção excessiva. Durante o teste de funcionamento ou imediatamente após, os vedantes devem ser verificados para determinar se funcionam corretamente e qualquer equipamento de lubrificação, bem como o nível de óleo de um banho de óleo, deve ser verificado. Talvez seja necessário tomar uma amostra do lubrificante para determinar se o arranjo de rolamentos está contaminado ou se os componentes do arranjo sofreram desgaste Desmontagem Se os rolamentos forem usados novamente após a remoção, a força usada para desmontá-los nunca deverá ser aplicada através dos corpos rolantes. ____________________________________________________________ 62 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Com rolamentos separáveis, o anel com o conjunto de gaiola e corpos rolantes pode ser removido independentemente do outro anel. Com rolamentos não separáveis, o anel com o ajuste mais frouxo deverá ser retirado de seu assento primeiro. Para desmontar um rolamento que tenha um ajuste de interferência, as ferramentas descritas na seção seguinte podem ser usadas; a escolha das ferramentas dependerá do tipo, do tamanho e do ajuste do rolamento. Em determinados casos, é recomendável que a posição de um rolamento em relação aos componentes associados seja marcada para simplificar a remontagem. Isso é importante, por exemplo, para rolamentos grandes nos quais o anel que tenha sido submetido a carga pontual é normalmente virado parte de uma volta para que uma outra parte da pista fique sob carga quando o rolamento for remontado. Isso permite que a vida do rolamento seja plenamente aproveitada. Desmontagem - Rolamentos com furo cilíndrico Desmontagem a frio Rolamentos pequenos podem ser removidos de seus assentos pela aplicação de leves golpes de martelo em um mandril apropriado na face do anel ou, preferivelmente, utilizando-se um extrator. As garras do extrator devem ser colocadas ao redor da face lateral do anel a ser removido ou em um componente adjacente, por exemplo, um anel espaçador, etc. A desmontagem é facilitada quando - os ressaltos de caixa e eixo são dotados de recessos para receber as garras do extrator ou, - quando são feitos furos cônicos nos ressaltos de caixa para receber parafusos de desmontagem ____________________________________________________________ 63 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamentos maiores montados com um ajuste de interferência geralmente exigem maior força para serem removidos, particularmente se, após um longo período de serviço, tiver ocorrido corrosão por atrito. O uso do método de injeção de óleo facilita consideravelmente a desmontagem em tais casos. Isso pressupõe que os dutos de fornecimento de óleo e ranhuras de distribuição necessários foram projetados no arranjo. Desmontagem a quente Aquecedores de indução especiais foram desenvolvidos para desmontar os anéis internos de rolamentos de rolos cilíndricos sem flanges ou com apenas um flange. Eles aquecem rapidamente o anel interno sem aquecer o eixo, para que o anel expandido possa ser removido facilmente. Esses aquecedores de indução elétricos possuem uma ou mais bobinas energizadas por corrente alternada. Quando anéis internos sem flange de rolamentos de rolos cilíndricos, ou com apenas um flange, que não devam ser removidos com freqüência, ou se anéis internos maiores (de até 400mm de diâmetro do furo) tiverem de ser desmontados, será menos custoso e também mais fácil utilizar o assim chamado anel de desmontagem ____________________________________________________________ 64 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ térmico, também chamado de anel de aquecimento. Trata-se de um anel entalhado, geralmente de liga leve, com alças. Desmontagem - Rolamentos com furo cônico Desmontagem de um rolamento em um munhão cônico Rolamentos pequenos e médios em munhões cônicos podem ser desmontados utilizando-se extratores convencionais, que se encaixam no anel interno. Deve-se usar, de preferência, um extrator de centragem automática para evitar danos ao assento do rolamento. Normalmente, rolamentos em assentos cônicos se soltam muito rapidamente. Portanto, é necessário proporcionar um batente de algum tipo (por exemplo, uma porca de segurança) para evitar que o rolamento seja completamente retirado do eixo. A desmontagem de rolamentos grandes de munhões cônicos é bastante facilitada quando o método de injeção de óleo é empregado. Após a injeção de óleo pressurizado entre as superfícies conjugadas, o rolamento subitamente se separa de seu assento. Portanto, um batente deve ser utilizado (por exemplo, uma porca de eixo ou chapa de extremidade) para limitar o movimento axial do rolamento a um tanto mais que a distância do avançamento axial. Desmontagem de um rolamento em uma bucha de fixação Rolamentos de tamanhos pequenos e médios em buchas de fixação e eixos lisos podem ser desmontados por golpes de martelo aplicados em um mandril até o rolamento ser liberado. Primeiramente, contudo, a porca da bucha deve ser afrouxada algumas voltas ____________________________________________________________ 65 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamentos de tamanhos pequenos e médios em buchas de fixação e eixos escalonados contra um anel de suporte podem ser desmontados pelo uso de um encosto contra a porca da bucha, previamente afrouxada algumas voltas. Desmontagem de um rolamento em uma bucha de desmontagem Ao desmontar rolamentos em buchas de desmontagem, o dispositivo de travamento axial (uma porca de segurança, tampa de extremidade, etc.) deve ser removido. Rolamentos pequenos e médios podem ser desmontados utilizando-se uma porca de segurança e um gancho ou chave de impacto para liberar o rolamento. Armazenamento dos rolamentos Os rolamentos podem ser armazenados em sua embalagem original por vários anos, desde que a umidade relativa do armazém não exceda 60% e não haja grandes variações de temperatura. O armazém deve estar livre de vibrações e abalos. Em rolamentos vedados ou com placas de proteção, é possível que as propriedades de lubrificação da graxa com a qual eles estejam preenchidos tenham se deteriorado caso os rolamentos tenham sido armazenados por um longo tempo. Os rolamentos que não estiverem armazenados em suas embalagens originais deverão ser bem protegidos contra corrosão e contaminação. Rolamentos grandes só devem ser armazenados deitados e, preferivelmente, com suporte para toda a extensão das faces laterais dos anéis. Caso sejam mantidos em posição vertical, o peso dos anéis e dos corpos rolantes poderá provocar uma deformação permanente porque as paredes dos anéis são relativamente finas. ____________________________________________________________ 66 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Inspeção e limpeza Como todos os outros componentes importantes das máquinas, os rolamentos de esferas e de rolos devem ser limpos e examinados com freqüência. Os intervalos entre tais exames dependem inteiramente das condições operacionais. Quando é possível avaliar as condições do rolamento em serviço, por exemplo, ouvindo o som do rolamento quando o mesmo está em movimento e examinando o lubrificante ou medindo a temperatura deste, normalmente, basta que os rolamentos (anéis, gaiola e corpos rolantes) e outras peças do arranjo de rolamentos sejam completamente limpos e inspecionados anualmente. Quando a carga é alta, a freqüência de inspeção deve ser aumentada, por exemplo, rolamentos para laminadores costumam ser inspecionados quando os rolos são trocados. Após os componentes dos rolamentos serem limpos com um solvente apropriado (álcool, parafina, etc.), eles devem ser oleados ou engraxados imediatamente para evitar corrosão. Isso é particularmente importante para rolamentos de máquinas que sejam deixadas paradas por períodos de tempo consideráveis. 5.4.LUBRIFICAÇÃO Se os rolamentos devem operar de maneira confiável, eles deverão estar adequadamente lubrificados para evitar o contato direto de metal com metal entre os corpos rolantes, pistas e gaiolas. O lubrificante também inibe o desgaste e protege as superfícies do rolamento contra corrosão. A escolha de um lubrificante adequado e do método de lubrificação para cada aplicação de rolamentos é, portanto, importante assim como a manutenção correta. Uma ampla gama de graxas e óleos está disponível para a lubrificação de rolamentos e existem também lubrificantes sólidos, por exemplo, para condições de temperaturas extremas. A escolha de um lubrificante depende principalmente das condições operacionais, ou seja, da faixa de temperatura e das velocidades, bem como da influência do ambiente ao redor. As temperaturas de funcionamento mais favoráveis serão obtidas quando a quantidade mínima de lubrificante necessária para uma lubrificação confiável do rolamento for fornecida. No entanto, quando o lubrificante tem funções adicionais, como vedação ou dissipação do calor, podem ser exigidas quantidades adicionais de lubrificante. O lubrificante em um arranjo de rolamentos perde gradualmente suas propriedades de lubrificação como resultado de trabalho mecânico, envelhecimento e acúmulo de contaminação. Portanto, é necessário que a graxa seja recarregada ou renovada e que o óleo seja filtrado e trocado em intervalos regulares. Lubrificação com graxa A graxa pode ser utilizada para lubrificar os rolamentos em condições operacionais normais na maioria das aplicações. ____________________________________________________________ 67 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ A graxa é mais vantajosa que o óleo por aderir mais facilmente no arranjo do rolamento, especialmente onde os eixos estão inclinados ou estão na vertical, e também contribui para vedar o arranjo contra contaminantes, umidade ou água. Quantidades excessivas de graxa farão com que a temperatura de funcionamento do rolamento aumente rapidamente, especialmente ao trabalhar em velocidades altas. Como regra geral, na partida, apenas o rolamento deve estar totalmente preenchido, enquanto o espaço livre na caixa deve estar parcialmente preenchido com graxa. Antes de operar em velocidade total, deve-se deixar que o excesso de graxa no rolamento se acomode ou escape durante um período de funcionamento inicial. No final do período de funcionamento inicial, a temperatura de funcionamento cairá consideravelmente indicando que a graxa foi distribuída no arranjo do rolamento. No entanto, onde os rolamentos devem operar em velocidades muito baixas e uma boa proteção contra contaminação e corrosão for necessária, é aconselhável preencher a caixa completamente com graxa. Graxas lubrificantes As graxas lubrificantes são compostas de um óleo sintético ou mineral combinado com um espessante. Os espessantes geralmente são sabões metálicos. No entanto, outros espessantes, por exemplo, poliuréia, podem ser utilizados para desempenho superior em determinadas áreas, como aplicações em altas temperaturas. Os aditivos também podem ser incluídos para aprimorar determinadas propriedades da graxa. A consistência da graxa depende amplamente do tipo e da concentração do espessante utilizado e da temperatura de funcionamento da aplicação. Ao selecionar uma graxa, a consistência, a faixa de temperatura de funcionamento, as propriedades de inibição de ferrugem e a capacidade de carga são os fatores mais importantes a serem considerados. A seguir, informações detalhadas sobre essas propriedades Consistência Em aplicações sujeitas à vibração, a graxa é muito agitada à medida que é continuamente lançada novamente no rolamento pela vibração. As graxas com consistência mais alta podem ajudar aqui, mas a rigidez sozinha não fornece necessariamente a lubrificação adequada. Portanto, devem ser utilizadas graxas mecanicamente estáveis. As graxas espessadas com poliuréia podem amolecer ou endurecer, dependendo da taxa de cisalhamento na aplicação. Em aplicações com eixos verticais, há o risco de que uma graxa de poliuréia vaze em determinadas condições. Proteção contra corrosão, comportamento na presença de água A graxa deve proteger o rolamento contra corrosão e não deve ser removida do arranjo de rolamentos em casos de penetração de água. O tipo de espessante determina exclusivamente a resistência à água: as graxas complexa de lítio, ____________________________________________________________ 68 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ complexa de cálcio e de poliuréia geralmente oferecem muito boa resistência. O tipo de aditivo inibidor de ferrugem determina principalmente as propriedades das graxas inibidoras de ferrugem. Em velocidades muito baixas, um preenchimento total com graxa é benéfico para proteger contra corrosão e para prevenir o ingresso de água. Capacidade de carga, aditivos EP e AW A vida do rolamento fica mais curta se a espessura da película do lubrificante não for suficiente para evitar o contato de metal com metal das asperezas nas superfícies de contato. Uma opção para superar isso é utilizar os chamados aditivos EP (pressão extrema). Altas temperaturas, induzidas pelo contato de aspereza local, ativam esses aditivos que favorecem o desgaste moderado nos pontos de contato. O resultado é uma superfície mais lisa, menores esforços de contato e um aumento na vida útil. Muitos aditivos EP modernos são do tipo sulfuroso/ fosforoso. Infelizmente, esses aditivos podem ter um efeito negativo na resistência da matriz de aço do rolamento. Se tais aditivos forem utilizados, a atividade química não poderá ser restrita aos contatos de aspereza. Se a temperatura de funcionamento e as tensões de contato forem muito altas, os aditivos poderão se tornar quimicamente reativos mesmo sem o contato de aspereza. Isso pode propiciar processos de corrosão/ difusão nos contatos e levar a falhas prematuras no rolamento, geralmente iniciadas por microcorrosão. Portanto, a SKF recomenda o uso de aditivos EP menos reativos em temperaturas de funcionamento acima de 80°C. Lubrificantes com aditivos EP não devem ser usados em rolamentos que operam em temperaturas superiores a 100°C. Para velocidades muito baixas, aditivos lubrificantes sólidos, como grafite e dissulfeto de molibdênio (MoS2) são às vezes incluídos na embalagem do aditivo para aprimorar o efeito EP. Esses aditivos devem ter um nível de pureza alto e um tamanho de partícula muito pequeno; caso contrário, mossas decorrentes da sobrerolagem das partículas poderão reduzir a vida de fadiga. Os aditivos AW (antidesgaste) têm uma função semelhante à dos aditivos EP, ou seja, evitar contato direto de metal com metal. Portanto, os aditivos EP e AW freqüentemente não são diferenciados entre eles. No entanto, a forma como eles funcionam é diferente. A principal diferença é que um aditivo AW cria uma camada de proteção que adere à superfície. As asperezas estão, então, deslizando umas sobre as outras sem contato metálico. A aspereza não é reduzida pelo desgaste moderado como no caso dos aditivos EP. Deve-se tomar muito cuidado aqui; os aditivos AW podem conter elementos que, da mesma forma que os aditivos EP, podem migrar para o aço e enfraquecer a estrutura. Determinados espessantes (por exemplo, complexo de sulfonato de cálcio) também proporcionam um efeito EP/AW sem atividade química e o efeito resultante na vida de fadiga do rolamento. Portanto, os limites de temperatura de funcionamento para aditivos EP não se aplicam a essas graxas. Se a espessura da película do lubrificante for suficiente, a SKF geralmente não recomenda o uso de aditivos EP e AW. No entanto, existem circunstâncias nas quais ____________________________________________________________ 69 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ os aditivos EP/AW podem ser úteis. Se um deslizamento excessivo entre os rolos e as pistas for esperado, eles poderão ser benéficos. Miscibilidade Se for necessário trocar de graxa, a miscibilidade (capacidade de misturar graxas sem efeitos adversos) deve ser considerada. Se forem misturadas graxas incompatíveis, a consistência resultante poderá mudar radicalmente, a ponto de causar danos nos rolamentos, por exemplo, em decorrência de vazamento intenso. As graxas que contêm o mesmo espessante e óleos base semelhantes geralmente podem ser misturadas sem conseqüências prejudiciais, por exemplo, uma graxa de óleo mineral/espessante de lítio geralmente pode ser misturada com outra graxa de óleo mineral/espessante de lítio. Além disso, algumas graxas com espessantes diferentes, por exemplo, graxas complexas de cálcio e de lítio, são misturáveis entre si. Nos arranjos de rolamentos em que uma consistência de graxa baixa possa levar ao escape de graxa do arranjo, a próxima relubrificação deve incluir a purgação de toda a graxa antiga do arranjo e dos dutos de lubrificação em vez de um reabastecimento. "). As graxas de poliuréia modernas (por exemplo, graxa SKF LGHP-2) tendem a ser mais compatíveis com conservantes do que algumas das graxas de poliuréia mais antigas. Observe que graxas à base de óleo fluorado sintético com um espessante PTFE (por exemplo, graxa SKF LGET-2), não são compatíveis com conservantes padrão e os conservantes devem ser removidos antes da aplicação da graxa. Relubrificação Os rolamentos têm de ser lubrificados novamente se a vida útil da graxa for menor do que a vida útil esperada do rolamento. A relubrificação deve ser feita sempre no momento em que a condição do lubrificante existente ainda esteja satisfatória. O momento em que a relubrificação deve ser feita depende de muitos fatores relacionados. Isso inclui o tamanho e o tipo de rolamento, velocidade, temperatura de funcionamento, tipo de graxa, espaço ao redor do rolamento e o ambiente do rolamento. Só é possível basear as recomendações em regras estatísticas Relubrificação - Procedimentos para relubrificação A escolha do procedimento de relubrificação geralmente depende da aplicação e do intervalo de relubrificação tf obtido: – O reabastecimento é um procedimento conveniente e preferido quando o intervalo de relubrificação é inferior a seis meses. Ele permite uma operação ____________________________________________________________ 70 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ contínua e, quando comparado com a relubrificação contínua, proporciona uma temperatura estável e mais baixa. – A renovação do preenchimento de graxa geralmente é recomendada quando os intervalos de relubrificação são superiores a seis meses. Esse procedimento costuma ser aplicado como parte de um programa de manutenção do rolamento, por exemplo, em aplicações ferroviárias. – A relubrificação contínua é utilizada quando os intervalos de relubrificação estimados são curtos, por exemplo, devido a efeitos adversos de contaminação ou quando outros procedimentos de relubrificação forem inconvenientes devido à dificuldade de acesso ao rolamento. Entretanto, a relubrificação contínua não é recomendada para aplicações com velocidades rotacionais elevadas, uma vez que a agitação intensa da graxa pode levar a temperaturas de funcionamento muito altas e à destruição da estrutura espessante da graxa. Ao utilizar rolamentos diferentes em um arranjo de rolamentos, é uma prática comum aplicar o menor intervalo de relubrificação estimado para ambos os rolamentos. As diretrizes e as quantidades de graxa para os três procedimentos alternativos são fornecidas a seguir. Procedimentos para relubrificação – Reabastecimento Conforme mencionado na introdução da seção de lubrificação com graxa, o rolamento deve estar, inicialmente, totalmente preenchido, enquanto o espaço livre na caixa deve estar parcialmente preenchido. Dependendo do método pretendido de reabastecimento, são recomendadas as seguintes porcentagens de preenchimento de graxa para este espaço livre na caixa: – 40% quando o reabastecimento é feito no lado do rolamento 20% quando o reabastecimento é feito pela ranhura e pelos furos de relubrificação no anel interno ou externo do rolamento. O perigo do excesso de graxa acumulado no espaço ao redor do rolamento e os decorrentes picos de temperatura, com seu efeito prejudicial à graxa bem como ao rolamento, é mais evidente quando os rolamentos operam em velocidades altas. Nesses casos, é aconselhável utilizar uma válvula de escape de graxa em vez de um orifício de saída. Isso evita uma super lubrificação e permite que a relubrificação seja executada com a máquina em funcionamento. Uma válvula de escape de graxa é composta basicamente por um disco que gira com o eixo e que forma uma fresta estreita em conjunto com a tampa de extremidade da caixa. O excesso de graxa e a graxa usada ____________________________________________________________ 71 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ são lançados para fora do disco em uma cavidade anular e sai da caixa por uma abertura no lado inferior da tampa de extremidade. Informações adicionais a respeito do design e do dimensionamento das válvulas de escape de graxa podem ser fornecidas mediante solicitação. Para assegurar que a graxa nova realmente está atingindo o rolamento e substituindo a graxa velha, o duto de lubrificação da caixa deve alimentar a graxa adjacente à lateral do anel externo ou, melhor ainda, no rolamento. Para proporcionar uma lubrificação eficiente, alguns tipos de rolamentos, por exemplo, rolamentos auto compensadores de rolos, são fornecidos com uma ranhura e/ou orifícios de relubrificação no anel interno ou externo. Para que a troca de graxa velha seja bem-sucedida, é importante que a graxa seja reabastecida com a máquina em funcionamento. Nos casos em que a máquina não está em funcionamento, o rolamento deve ser girado durante o reabastecimento. Ao lubrificar o rolamento diretamente pelo anel interno ou externo, a graxa nova é mais eficaz no reabastecimento; conseqüentemente, a quantidade de graxa necessária é reduzida quando comparada com a relubrificação a partir da lateral. Considera-se que os dutos de lubrificação já foram preenchidos com graxa durante o processo de montagem. Se não foram, uma quantidade de relubrificação maior durante o primeiro reabastecimento será necessária para compensar os dutos vazios. Onde forem utilizados dutos de lubrificação longos, verifique se a graxa pode ser bombeada adequadamente na temperatura ambiente prevalecente. O preenchimento de graxa completo deverá ser trocado quando o espaço livre na caixa não puder mais acomodar graxa adicional, por exemplo, aproximadamente acima de 75% do volume livre da caixa. Quando a relubrificação é feita pela lateral e ao começar com 40% do preenchimento inicial da caixa, o preenchimento de graxa completo deve ser trocado após aproximadamente cinco reabastecimentos. Devido ao preenchimento inicial inferior da caixa e da quantidade superior reduzida durante o reabastecimento no caso de relubrificação do rolamento diretamente pelo anel interno ou externo, a renovação só será necessária em casos excepcionais. Procedimentos para relubrificação - Renovando o preenchimento de graxa Quando a renovação do preenchimento de graxa é feita no intervalo de relubrificação estimado ou após um determinado número de reabastecimentos, a graxa usada no arranjo de rolamentos deve ser completamente removida e trocada por graxa nova. O preenchimento do rolamento e da caixa com graxa deve ser feito de acordo com as diretrizes fornecidas em "Reabastecimento". Para permitir a renovação do preenchimento de graxa, a caixa do rolamento deve ser facilmente acessível e aberta. A tampa das caixas de divisão e as tampas de caixas de uma única parte geralmente podem ser removidas para que o rolamento fique exposto. Depois de remover a graxa usada, a graxa nova deve ser comprimida entre os corpos rolantes. Deve-se tomar muito cuidado para que os contaminantes não entrem no rolamento nem na caixa ao fazer a relubrificação e a própria graxa deve ser protegida. O uso de luvas à prova de graxa é recomendado para evitar reações alérgicas na pele. ____________________________________________________________ 72 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Lubrificação com óleo O óleo geralmente é utilizado para lubrificação de rolamentos quando as altas velocidades ou temperaturas de funcionamento impedem o uso da graxa, quando o calor de fricção ou aplicado precisa ser removido da posição do rolamento ou quando componentes adjacentes (engrenagens, etc.) são lubrificados com óleo. Para aumentar a vida útil do rolamento, todos os métodos de lubrificação de rolamento que utilizam óleo limpo são preferidos, ou seja, lubrificação com óleo circulante bem filtrado, método de jato de óleo e o método de lubrificação por atomização com óleo e ar filtrado. Ao utilizar os métodos de óleo circulante e de lubrificação por atomização, devem ser fornecidos dutos corretamente dimensionados para que o óleo que sai do rolamento possa deixar o arranjo. Métodos de lubrificação com óleo Banho de óleo O método mais simples de lubrificação com óleo é o banho de óleo. O óleo, que é coletado através dos componentes de rotação do rolamento, é distribuído dentro do rolamento e depois derramado de volta para o banho de óleo. O nível de óleo deve quase alcançar o centro do corpo rolante inferior quando o rolamento estiver estacionário Anel de coleta de óleo Arruela de assento esférica Para aplicações de rolamentos em que as velocidades e a temperatura de funcionamento fazem com que a lubrificação com óleo seja necessária e uma alta confiabilidade seja exigida, é recomendado o método de lubrificação de anel de coleta de óleo. O anel de coleta serve para produzir a circulação do óleo. O anel fica frouxamente pendurado em uma bucha no eixo em um lado do rolamento e mergulha no óleo na metade inferior da caixa. Conforme o eixo gira, o anel segue e transporta ____________________________________________________________ 73 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ o óleo da parte inferior para um canal de coleta. Em seguida, o óleo flui através do rolamento de volta para o reservatório na parte inferior Óleo circulante A operação em altas velocidades faz com que a temperatura de funcionamento aumente, acelerando o envelhecimento do óleo. Para evitar trocas freqüentes de óleo e para conseguir uma condição totalmente cheia, o método de lubrificação de óleo circulante geralmente é o preferido. A circulação normalmente é produzida com auxílio de uma bomba. Depois que o óleo passa pelo rolamento, ele geralmente é depositado em um tanque onde é filtrado e, se necessário, resfriado antes de ser retornado ao rolamento. O resfriamento do óleo permite que a temperatura de funcionamento do rolamento seja mantida em um nível baixo. Jato de óleo Para uma operação em velocidade muito alta, deve ser fornecida ao rolamento uma quantidade de óleo suficiente, mas não excessiva, a fim de proporcionar a lubrificação adequada sem aumentar a temperatura de funcionamento mais do que o necessário. Um método particularmente eficaz para se conseguir isso é o de jato de óleo, onde um jato de óleo sob alta pressão é direcionado na lateral do rolamento. A velocidade do jato de óleo deve ser suficientemente alta (pelo menos 15m/s) para penetrar na turbulência que envolve o rolamento rotativo. ____________________________________________________________ 74 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Lubrificação por atomização Com o método de lubrificação por atomizaçãotambém chamado de método de ar lubrificado - quantidades precisamente medidas e muito pequenas de óleo são direcionadas para cada rolamento individual por ar comprimido. Esta quantidade mínima permite que os rolamentos operem em temperaturas inferiores ou em velocidades mais altas do que em qualquer outro método de lubrificação. O óleo é fornecido aos condutores por uma unidade medidora, como o SKF TOS-EX2, em intervalos determinados. O óleo é transportado pelo ar comprimido; ele cobre o interior dos condutores e se espalha por sua extensão. Ele é projetado para o rolamento através de um bocal. O ar comprimido serve para esfriar o rolamento e também produz um excedente de pressão no arranjo de rolamentos que evita a entrada de contaminantes. Óleos lubrificantes Os óleos minerais puros geralmente são os preferidos para lubrificação dos rolamentos. Os óleos que contêm EP, produtos contra desgaste e outros aditivos para melhoria de certas propriedades dos lubrificantes geralmente são utilizados apenas em casos especiais. Estão disponíveis versões sintéticas de várias classes populares de lubrificantes. Os óleos sintéticos geralmente são considerados para lubrificação de rolamentos apenas em casos extremos, ou seja, em temperaturas de funcionamento muito baixas ou muito altas. O termo óleo sintético abrange uma ampla variedade de materiais-base diferentes. Os principais são PAO (polialfaolefinas), ésteres e glicóis de polialquileno (PAG). Esses óleos sintéticos possuem propriedades diferentes dos óleos minerais.Com relação à vida de fadiga do rolamento, a espessura real da película de lubrificante desempenha um papel fundamental. A viscosidade do óleo, o índice de viscosidade e o coeficiente pressãoviscosidade influenciam a espessura real da película na área de contato em uma condição totalmente cheia. Na maioria dos lubrificantes baseados em óleos minerais, o coeficiente pressão-viscosidade é semelhante e os valores genéricos obtidos nos informativos especializados podem ser utilizados sem grandes erros. No entanto, a resposta da viscosidade ao aumento de pressão é determinada pela estrutura química dos materiais-base utilizados. Como resultado, há uma variação considerável nos coeficientes pressão-viscosidade para os diferentes tipos de materiais-base sintéticos. Devido a diferenças no índice de viscosidade e no coeficiente pressão-viscosidade, devemos lembrar que a formação da película lubrificante, quando utilizado óleo sintético, pode ser diferente da de um óleo mineral ____________________________________________________________ 75 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ que tenha a mesma viscosidade. Informações precisas devem sempre ser solicitadas ao fornecedor do lubrificante em questão. Além disso, os aditivos desempenham uma função na formação da película. Devido a diferenças na solubilidade, são aplicados diferentes tipos de aditivos nos óleos sintéticos quando comparados a contrapartes baseadas em óleo mineral Troca de óleo A freqüência necessária para a troca de óleo depende principalmente das condições operacionais e da quantidade de óleo. Com a lubrificação de banho de óleo, geralmente é suficiente trocar o óleo uma vez por ano, desde que a temperatura de funcionamento não exceda 50°C e haja pouco risco de contaminação. Temperaturas mais altas demandam trocas de óleo mais freqüentes, por exemplo, para temperaturas de funcionamento em torno de 100°C, o óleo deve ser trocado a cada três meses. As trocas de óleo freqüentes também são necessárias se outras condições operacionais forem árduas. Com a lubrificação com óleo circulante, o período entre duas trocas de óleo também é determinado pela freqüência com que a quantidade de óleo total é circulada e se o óleo é ou não resfriado. Geralmente só é possível determinar um intervalo adequado por execuções de testes e pela inspeção regular da condição do óleo para ver se ele não está contaminado e se não está excessivamente oxidado. O mesmo se aplica à lubrificação com jato de óleo. Com a lubrificação por atomização, o óleo só passa pelo rolamento uma vez e não é circulado novamente. Falhas em rolamentos e suas causas Cada uma das diferentes causas de falhas em rolamentos – lubrificação inadequada ou insuficiente, manuseio grosseiro, vedadores deficientes, montagens incorretas, etc – produzem falhas com características próprias. As falhas em estágio primário, dão origem às falhas em estágio secundário, ou seja, aos descascamentos e trincas. Mesmo as falhas em estágio primário podem fazer com que os rolamentos venham a ser sucateados. Por exemplo, se o rolamento apresentar vibrações, ou excessiva folga interna, ou ainda muitos ruídos, ele estará condenado. De um modo geral, um rolamento danificado, freqüentemente, apresenta uma combinação de falhas em estágio primário e secundário. Falhas em estágio primário Desgaste Endentações Arranhamento Deterioração de superfície Corrosão Dano por corrente elétrica Falhas em estágio secundário Descascamento Trincas ____________________________________________________________ 76 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamentos- identificação Arranjo de rolamentos 1-Rolamentos de rolos cilíndricos 2-Rolamento de esferas de quatro pontos de contato 3- Caixa 4- Eixo 5- Ressalto de encosto do eixo 6- Diâmetro do eixo 7- Chapa de fixação 8- Vedante de eixo radial 9- Anel espaçador 10-Diâmetro do furo da caixa 11-Furo da caixa 12-Tampa da caixa 13-Anel de retenção Rolamentos radiais 1-Anel interno 2-Anel externo 3-Corpo rolante: esfera, rolo cilíndrico, agulha, rolo cônico, rolo autocompensador 4-Gaiola 5-Placa de vedação Vedação – feita de elastômero, com contato (mostrado na figura) ou sem contato 6-Placa de proteção – feita de aço laminado, sem contato 7-Diâmetro externo do anel externo 8-Furo do anel interno 9-Diâmetro do ressalto do anel interno 10-Diâmetro do ressalto do anel externo 11-Anel de retenção 12-Face lateral do anel externo 13-Ranhura de ancoragem do vedante 14-Pista do anel externo 15-Pista do anel interno 16-Ranhura de vedação 17-Face lateral do anel interno 18-Chanfro 19-Diâmetro médio do rolamento 20-Largura total do rolamento 21-Flange-guia 22-Flange de retenção 23-Ângulo de contato ____________________________________________________________ 77 Técnico em Mecânica Industrial Prática da Manutenção ____________________________________________________________ Rolamentos axiais 24 Arruela de eixo 25 Conjunto de gaiola e corpos rolantes 26 Arruela de caixa 27 Arruela de caixa com superfície de assento esférica 28 Arruela de assento esférica ____________________________________________________________ 78 Técnico em Mecânica Industrial
Baixar