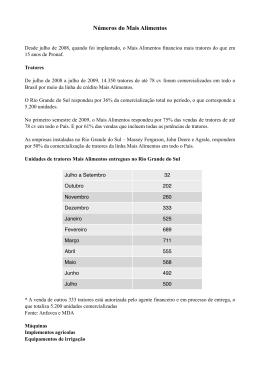
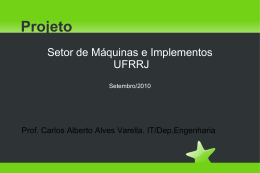
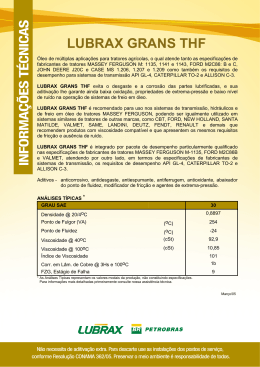
FACULDADE DE TECNOLOGIA DE POMPEIA CURSO TECNOLOGIA EM MECANIZAÇÃO EM AGRICULTURA DE PRECISÃO Elizmar Coelho Junior ESTUDO DE CASO DA SITUAÇÃO ATUAL DA FROTA DE TRATORES E COLHEDORAS EM UMA USINA DE CANA-DE-AÇÚCAR Pompéia - SP Junho/2013 FACULDADE DE TECNOLOGIA DE POMPEIA CURSO TECNOLOGIA EM MECANIZAÇÃO EM AGRICULTURA DE PRECISÃO ESTUDO DE CASO DA SITUAÇÃO ATUAL DA FROTA DE TRATORES E COLHEDORAS EM UMA USINA DE CANA-DE-AÇÚCAR Autor: Elizmar Coelho Junior Trabalho de graduação apresentado a Faculdade de tecnologia de Pompéia “Shunji Nishimura” –FATEC, com requisito parcial para a conclusão do curso de Mecanização em Agricutura de Precisão. Pompéia - SP Junho/2013 FACULDADE DE TECNOLOGIA DE POMPEIA CURSO TECNOLOGIA EM MECANIZAÇÃO EM AGRICULTURA DE PRECISÃO Elizmar Coelho Junior ESTUDO DE CASO DA SITUAÇÃO ATUAL DA FROTA DE TRATORES E COLHEDORAS EM UMA USINA DE CANA-DE-AÇÚCAR Trabalho de graduação apresentado a Faculdade de tecnologia de Pompéia “Shunji Nishimura” – FATEC, com requisito parcial para a conclusão do curso de Mecanização em Agricutura de Precisão Orientador: Prof. Luiz Atílio Padovan Pompéia- SP Junho/2013 Ficha Cartográfica COELHO JUNIOR, Elizmar Estudo de caso da situação atual da frota de tratores e colhedoras em uma usina de cana-de-açúcar – Pompéia, 2013 – 39 folhas. ; 30 cm Monografia - Trabalho de Graduação em Tecnologia em Mecanização em Agricultura de Precisão – Faculdade de Tecnologia “Shunji Nishimura – Pompéia”, 2013 Orientador: Luiz Atílio Padovan 1. Mecanização 2. Frota. I. Padovan, Luiz Atílio. II. Faculdade de tecnologia “Shunji Nishimura – Pompéia”, 2013. III . Titulo Folha de aprovação Trabalho de Graduação de autoria de Elizmar Coelho Junior, intitulado “Estudo de caso da situação atual da frota de tratores e colhedoras em uma usina de cana-de-açúcar”, apresentado como requisito parcial para a obtenção do grau de Tecnólogo em Mecanização em Agricultura de Precisão da Faculdade de Tecnologia “Shunji Nishimura” Pompéia em 14/06/13, defendida, e aprovada pela banca examinadora abaixo assinada: ______________________________________ Professor Me. Luiz Atílio Padovan _____________________________________ Professor. Rui Donizete Casarin ____________________________________ Professor. José Antonio Brandão Bonadio ______________________________________ Professora Dra. Mirian Presidente da Comissão de Pesquisa Pompeia - SP Junho/ 2013 Dedico à minha mãe, pelo carinho, apoio e suporte dado ao longo da minha vida para que tudo que tenho planejado possa ser realizado. AGRADECIMENTOS Ao concluir este SONHO, lembro-me de muitas pessoas a quem ressalto reconhecimento, pois, esta conquista concretiza-se com a contribuição de cada uma delas, seja direta ou indiretamente. Em primeiro lugar agradeço a Deus, fonte de vida e libertação, que me embebedo todos os dias no seu amor. Sem Ele, não estaria aqui. Á minha mãe que sempre acreditou em mim e me deu forças para que eu chegasse até essa etapa da vida, meu pai mesmo no seu jeito rigoroso me ajudou, minha namorada que desde o começo esteve ao meu lado, mesmo nos momentos difíceis da faculdade sempre me ajudou e nunca deixou que eu desistisse. Aos Funcionários da empresa Terraverde que sempre ajudou no que eu precisasse além de que, se não fosse essa empresa também não estaria aqui, em especial ao André Egisto Lintkevicius pelo apoio e incentivo. Aos colaboradores a Usina Ferrari pela disponibilização dos dados em especial ao Júlio Malvestiti Ferreira que foi atencioso ao me receber na Usina. Aos Professores Luiz Atílio Padovan que teve paciência na orientação, ao José Vitor Salvi pelo incentivo, que tornaram a execução e conclusão dessa monografia. Aos meus amigos da 2º turma noturna, em especial ao Fernando Rodrigo de Azevedo que, não apenas nesse trabalho mas em outros, me apoiou e ajudou com que eu concluísse. Enfim, para todas às pessoas que contribuíram e participaram na reflexão e realização deste trabalho. Como dizia Sr. Nishimura “Ninguém cresce sozinho” RESUMO COELHO JUNIOR, Elizmar, 19/07/1991 – Estudo de caso da frota de tratores e colhedoras de cana de uma usina de cana-de-açúcar – Faculdade de tecnologia “Shunji Nishimura” – Curso de Mecanização em Agricultura de Precisão - 2013. O Brasil é o maior produtor de cana de açúcar do mundo, fazendo do setor sucroalcoleiro uma das atividades agrícolas mais importantes do pais. Nos últimos anos, a mecanização agrícola tem sido espetacular onde 80% dos trabalhos são realizados através de equipamentos mecânicos. Dessa forma o objetivo do trabalho baseia-se na avaliação da frota de tratores e colhedoras de uma usina de cana-de-açúcar, através do levantamento e a avaliação dos diferentes fabricantes e modelos, potência, idade das máquinas e do número de horas trabalhadas. Para isso foram desenvolvidos tabelas e através dessas tabelas também foram gerados gráficos para mostrar detalhadamente os itens. Conclui-se que tanto para a frota de tratores agrícolas quanto para de colhedoras a idade e as horas trabalhadas, estão bastante utilizados, o que aumenta o custo de reparo e manutenção e os custos indiretos. Palavras chave: Indústria; Manutenção; Mecanização ABSTRACT Brazil is the largest producer of sugarcane in the world, making the sector sugarcana one of the most important agricultural activities in the country. In recent years, agricultural mechanization has been spectacular where 80% of the work is done through mechanical equipment. Thus, the aim of the work is based on the evaluation of the fleet of tractors and harvesters of a sugar cane, through a survey and evaluation of different manufacturers and models, power, age of machines and the number of hours worked. For that were developed through these charts and tables were also generated graphs to show detail items. We conclude that both the fleet of tractors to harvesters as the age and hours worked, are widely used, which increases the cost of repair and maintenance and overhead costs. Keywords: Industry, Maintenance; Mechanization LISTA DE FIGURAS Figura 1. Esquema completo de um colhedora automotriz de cana-deaçúcar................................................................................................................17 Figura 2. Gráfico de dados sobre os fabricantes de tratores............................25 Figura 3. Gráfico em relação às Potencias dos tratores agrícolas...................26 Figura 4. Gráfico de classificação da horas trabalhadas dos tratores..............27 Figura 5. Gráfico de classificação da idade dos tratores agrícolas..................29 Figura 6. Classificação das colhedoras em relação a seus fabricantes...........31 Figura 7. Classificação das colhedoras em relação à potência.......................32 Figura 8. Classificação das colhedoras com suas horas trabalhadas.............33 Figura 9. Classificação das colhedoras por idade...........................................35 LISTA DE TABELAS Tabela 1. Classificação dos tratores em relação a fabricantes, modelos e quantidades.......................................................................................................21 Tabela 2. Classificação das colhedoras em relação aos fabricantes modelos e quantidades.......................................................................................................21 Tabela 3. Classificação dos tratores em relação a fabricantes, ano da máquina potência e horas trabalhadas............................................................................23 Tabela 4. Classificação das colhedoras em relação a Fabricantes, Ano das máquinas, Potência e horas trabalhadas...........................................................30 SUMÁRIO 1. Introdução .......................................................................................... 13 2. Objetivo .............................................................................................. 15 3. Revisão bibliográfica ........................................................................ 16 3.1- Colhedoras de cana-de-açúcar ........................................................... 16 3.2- Tratores agrícolas ............................................................................... 17 3.3- Custo de reparo e manutenção ........................................................... 18 4. Material e Métodos ............................................................................ 20 4.1- Material ............................................................................................... 20 4.1.2- Colhedoras de cana-de-açúcar ........................................................... 21 4.2- Método ................................................................................................ 22 5. Resultados e discussão ................................................................... 23 5.1- Tratores ............................................................................................... 23 5.1.1- Fabricantes ......................................................................................... 24 5.1.2- Potência dos Tratores Agrícolas ......................................................... 25 5.1.3- Horas Trabalhadas .............................................................................. 27 5.1.4- Idade dos tratores agrícolas ................................................................ 29 5.2- Colhedoras .......................................................................................... 30 5.2.1- Fabricantes ......................................................................................... 30 5.2.2- Potência das Colhedoras .................................................................... 31 5.2.3- Horas Trabalhadas das colhedoras .................................................... 32 5.2.4- Idade das Colhedoras ......................................................................... 35 6. Conclusão .......................................................................................... 36 7. Referências Bibliográficas ............................................................... 38 1. Introdução Nos últimos anos, a produção de cana‐de‐açúcar no Brasil tem apresentado um crescimento significativo, que em parte pode ser justificado pelo aumento da demanda nacional e internacional pelo etanol, motivada pelo desenvolvimento da tecnologia dos motores “flex.”, e em outra parte pela publicidade que se formou em torno do papel dos biocombustíveis, que poderia representar a “solução possível e perfeita” tanto para a crise energética, quanto para os desafios do aquecimento global e das mudanças climáticas. (OLIVEIRA, 2011). O Brasil se destaca como o maior produtor e exportador de derivados de cana-de-açúcar. O Estado de São Paulo é o principal produtor, e responsável por cerca de 60% da produção. Ronquim (2010) afirma que a área cultivada com cana-de-açúcar no estado, ocupa 26,8% do total da área agrícola. O setor sucroalcooleiro brasileiro possui grande importância econômica, social e ambiental e está em plena expansão, atraindo investimentos para a área agrícola e industrial das usinas e para a construção de novos empreendimentos, as empresas visam à expansão do mercado consumidor por meio da redução de custos e melhoria da qualidade dos processos e produtos. (SOUSA, 2010) Na agroindústria canavieira, as usinas visam garantir a competitividade investindo em novas metodologias e tecnologias, com esse propósito, a mecanização agrícola vem conquistando avanços nas últimas décadas. Ramão et. al., (2007) comenta que em todas as etapas do processo produtivo da cana de açúcar, a mecanização é uma tendência do padrão tecnológico do modelo de agricultura produtivista vigente na atualidade. O corte manual da cana-de-açúcar que foi substituído para o corte mecanizado, representa mais do que uma simples alteração de uma técnica por outra, falando em termos agrícolas, significa combinar e aperfeiçoar os elementos relacionados ao planejamento, manejo da cultura e dimensionamento dos equipamentos usados no campo. (VEIGA FILHO, 1999). Essa mudança tem ocorrido por vários fatores e dentre eles destacam-se a ausência de mão de obra para a colheita, a redução de custos e principalmente pelo protocolo agro ambiental. Esse protocolo foi assinado pelas lideranças do setor canavieiro junto ao Estado de São Paulo para finalizar as queimadas em áreas mecanizáveis até 2014 e áreas não mecanizáveis até 2017 (SANTOS, 2011). O sistema de colheita mecanizada é considerado uma das operações mais importantes no processo de produção devido aos custos envolvidos, influência na qualidade da matéria prima e a necessidade de manter um fluxo constante para atender a demanda da Usina (SANTOS, 2011). O correto gerenciamento da frota canavieira tem por finalidade a melhoria continua dos indicadores de desempenho, nesse sentido pode-se dizer que os resultados desejáveis são o aumento da produtividade, qualidade e a redução de custo (BANCHI et. al, 2008) 2. Objetivo O estudo de caso foi conduzido com o objetivo de avaliar a frota de tratores e colhedoras da usina em relação as operações canavieiras, através do levantamento e a avaliação dos diferentes fabricantes e modelos, potência, idade das máquinas e do número de horas trabalhadas. 3. Revisão bibliográfica A necessidade de rendimento operacional e redução de custos o setores sucroalcooleiros buscaram alternativas na frota mecanizada da cana de açúcar como tratores e colhedoras de cana. Ramão et al (2007) afirma que o segmento canavieiro tem sido marcado, atualmente, por um cenário de crescimento e transformação. Uma das principais mudanças ocorridas é a mecanização como opção para a colheita da cana. Essa condição, somada à forte pressão mercadológica dos fabricantes de colhedoras, tem promovido o crescimento da colheita mecânica, principalmente no Estado de São Paulo. Os principais fatores que impulsionaram a mecanização da cana no Estado de São Paulo foram os problemas causados pelo fogo sobre o meio ambiente, a insatisfação popular e a consequente proliferação de ações judiciais contra a prática da queimada nas regiões produtoras. Esses fatores, associados à crescente pressão social e aos conflitos políticos, fizeram com que o governo do Estado de São Paulo regulamentasse a prática na lavoura canavieira, estabelecendo um cronograma para a total eliminação das queimadas. Após várias negociações entre os principais envolvidos, foi aprovado o Decreto Estadual nº 47.700/2003, que regulamentou a Lei nº 11.241/2002, denominada “Lei das queimadas”. (RAMÃO et. al, 2007) 3.1- Colhedoras de cana-de-açúcar No Brasil atualmente são utilizados com bastante frequência o uso de colhedoras automotrizes de cana picada. Nesta máquina, a cana passa por várias etapas dentro da colhedora, deste o momento do corte de base até o carregamento no veículo e transporte. Durante a colheita a máquina é posicionada em uma fileira de cana e quando se inicia o deslocamento os ponteiros são cortados pelos cortadores de pontas. O sistema de alimentação é constituído pelos divisores de linhas, rolo alimentador e tombador, que direcionam a fileira de cana para o cortador de base. O corte de base é constituído por dois discos rotativos com laminas e o recolhimento e transporte interno das canas inteiras é realizado por dois rolos alimentadores e transportadores. O corte da cana é feito pelos picadores e a retirada das impurezas pelo extrator primário, em seguida os rebolos levados pelo elevador de taliscas e na parte superior antes do descarregamento ocorre uma segunda limpeza pelo extrator secundário (SALVI, 2006). Figura 1 – Esquema completo de uma colhedora automotriz de cana-de-açúcar Fonte: Qualidade de corte de base de colhedoras de cana-de-açúcar - Salvi, 2006 3.2- Tratores agrícolas O avanço conseguido na Mecanização Agrícola, principalmente depois da segunda guerra mundial, tem sido espetacular, praticamente 80% dos trabalhos agrícolas são realizados através de aparelhamentos mecânicos, como por exemplo, os tratores agrícolas que vem sendo usados frequentemente sejam por pequenos ou grandes produtores. A Intensificação da mecanização na agricultura vem exigindo novos investimentos em máquinas com maior potência e tecnologia embarcada para atender diversas demandas das atividades das empresas, a correta seleção de um trator agrícola, implica na análise detalhada de uma série de aspectos de natureza técnica, administrativa, organizacional e econômica. Em contrapartida ao substituir um trator por outro novo, esses mesmos aspectos devem ser observados, pois a substituição envolve um conjunto de procedimentos e princípios econômicos que indicam a viabilidade de manter ou substituir o equipamento existente (OLIVEIRA, 2000). Os equipamentos são substituídos porque se desgastam ou porque quebram. Nas condições em que eles quebram, a decisão de substituição pode estar entre substituir apenas os componentes que falham ou substituir todo o grupo a intervalos regulares, a fim de diminuir a possibilidade de falhas e, ou paradas não programadas no plano de produção. Para Oliveira (2000), o desgaste é típico dos equipamentos cuja eficiência descreve gradativamente com o tempo ou com o uso, provocando aumento nos custos operacionais e de manutenção, além de prejudicar a qualidade do serviço realizado e da diminuição da eficiência produtiva. 3.3- Custo de reparo e manutenção Segundo Noronhaa et al. (1991) a conservação do sistema mecanizado é definido como um conjunto de procedimentos que visam a sua confiabilidade operacional. Os custos de conservação abrangem itens como abrigo, serviços de apoio no campo (comboio) e outros custos (lubrificação, peças de reposição e serviços mecânicos). Os custos com lubrificantes, peças de reposição e serviços mecânicos podem ser calculadas por dois métodos, um pelo método objetivo e o outro pelo método subjetivo. Bowers (1970) comenta que o método subjetivo considera todos esses custos sob a rubrica “manutenções e reparos” e calcula o valor como uma função do valor da máquina nova, vida útil, tempo acumulado de uso e do tipo de máquina ou alternativamente, como uma porcentagem do valor inicial da máquina. O método objetivo calcula separado e detalhadamente os custos dos itens lubrificantes, serviços mecânicos e peças de reposição, baseado nas recomendações do fabricante. 4. Material e Métodos O material utilizado para a realização do presente trabalho baseou-se em registros de informações sobre a frota mecanizada de tratores e colhedoras em uma usina de cana-de-açúcar e álcool. 4.1- Material Os dados recolhidos foram da Usina Ferrari situada na cidade de Pirassununga-SP, que possui uma área de aproximadamente 38.000 hectares. Esta usina foi criada em meados da década de 50 como fruto do sonho e trabalho de uma família de imigrantes italianos, com a produção que naquela época exclusivamente de aguardente. Conta com grande parque industrial, estrutura com equipamento de ponta, fazendas próprias e outras parceiras para o cultivo do insumo que é a cana-deaçúcar, frota mista com equipamentos próprios e de terceiros, para a logística da entrega do insumo e também para o transporte do produto acabado para a comercialização e também exportação. Para o início da pesquisa os dados coletados baseou-se nos diferentes fabricantes e modelos, potência, idade das maquinas e do número de horas trabalhadas. Os dados recolhidos são referentes a 92 tratores e 23 colhedoras. 4.1.1 –Tratores agrícolas Os tratores avaliados com seus fabricantes e modelos e quantidades dos mesmos foram: Tabela 1: Classificação dos tratores em relação a fabricantes, modelos e quantidades. FABRICANTE MODELO QUANTIDADE Case 270 M 8 Ford 5030 3 Ford 8430 3 John Deere 5600 1 John Deere 5605 4 John Deere 6110 J 12 John Deere 7185 8 John Deere 7205 J 1 John Deere 7715 3 John Deere 7815 3 Massey Ferguson 265 6 Massey Ferguson 275 6 Massey Ferguson 290 1 Massey Ferguson 6360 3 Valmet 1880 2 Valmet 68 1 Valmet 885 1 Valtra BH 180 13 Valtra BM 100 12 Fonte: Autor 4.1.2- Colhedoras de cana-de-açúcar As colhedoras avaliadas com seus fabricantes e modelos e quantidade dos mesmos foram: Tabela 2: Classificação das colhedoras em relação aos fabricantes modelos e quantidades. FABRICANTE Case Case MODELO QUANTIDADE 7700 2 8800 4 CHT 2500 B 1 John Deere 3510 9 John Deere 3520 7 Cameco Fonte: Autor 4.2- Método Para atender o objetivo de avaliar a frota das maquinas da usina, o método empregado para o estudo foi a elaboração de quadros em relação aos fabricantes, potência, horas trabalhadas dos tratores e as idades das máquinas, e também colhedoras de cana-de-açúcar, através desses quadros com o desenvolvimento de gráficos de cada um dos itens avaliados. Para a determinação dos gráficos foi utilizado o software da Microsoft Excel, onde é possível gerar planilhas de dados, tabelas, gráficos etc. 5. Resultados e discussão Os resultados do trabalho a serem apresentados são expressos em gráficos de classificações de tratores e colhedoras em relação aos fabricantes, potência, idade das mesmas e as horas trabalhadas. Primeiro será apresentado sobre os dados dos tratores e logo depois sobre as colhedoras de cana-de-açúcar. 5.1- Tratores Agrícolas Os Tratores agrícolas são as principais fontes de potência na agricultura, utilizado em conjuntos com diversos equipamentos na realização de várias tarefas, deste preparo de solo, semeadura e transporte de cargas e outras. Os dados obtidos na usina para a pesquisa são os seguintes: Tabela 3 - Classificação dos tratores em relação a fabricantes, ano da máquina potência e horas trabalhadas. Fabricante Ano Pot.(CV) Case MX 270 2011 270 Horas trab. 4173,4 Fabricante Ano Pot.(CV) MF 265 1980 65 Horas trab. 3009,3 Case MX 270 2011 270 4302,6 MF 265 1985 65 3541,5 Case MX 270 2007 270 11057,5 MF 265 1985 65 3566,7 Case MX 270 2006 270 14386 MF 265 1990 65 4483,7 Case MX 270 2007 270 15034,2 MF 265 1984 65 5039 Case MX 270 2006 270 15591,7 MF 265 1990 65 17929,7 Case MX 270 2006 270 15686 MF 275 1990 75 7773,8 Case MX 270 2006 270 16366 MF 275 1990 75 8617,4 Ford 5030 1997 75 12898,2 MF 275 1992 75 9414 Ford 5030 1997 75 19777,6 MF 275 1981 75 11590,3 Ford 5030 1997 75 19777,6 MF 275 1993 75 20812,2 Ford 8430 1998 140 12055,3 MF 275 1993 75 25157,2 Ford 8430 1997 140 16459,8 MF 290 1979 85 8518 Ford 8430 1996 140 20848 MF 6360 2006 215 9214 JD 5600 1999 75 16443,8 MF 6360 2006 215 11786 JD 5605 2010 75 2129 MF 6360 2006 215 12741 JD 5605 2010 75 2381 Valmet 1880 1999 170 22821,9 JD 5605 2010 75 2470 Valmet 1880 1999 170 25637,4 JD 5605 2010 75 2497 Valmet 1880 1999 170 28587,7 JD 6110J 2011 110 1476 Valmet 68 1991 61 1783,5 JD 6110J 2011 110 1596 Valmet 885 1994 94 23669,1 JD 6110J 2010 110 2635,5 Valtra BH180 2007 189 8080 JD 6110J 2010 110 2917,7 Valtra BH180 2004 189 9972,1 JD 6110J 2010 110 3014 Valtra BH180 2007 189 10033,9 JD 6110J 2010 110 3270 Valtra BH180 2005 189 12194,7 JD 6110J 2010 110 3283 Valtra BH180 2004 189 12695,2 JD 6110J 2011 110 3293 Valtra BH180 2005 189 13720,4 JD 6110J 2010 110 3293,3 Valtra BH180 2004 189 16125,9 JD 6110J 2011 110 3912 Valtra BH180 2003 189 16633,9 JD 6110J 2010 110 4198 Valtra BH180 2004 189 17059,7 JD 6110J 2010 110 4580,1 Valtra BH180 2003 189 17434,1 JD 7185J 2010 185 4450,4 Valtra BH180 2002 189 18652,5 JD 7185J 2010 185 4766 Valtra BH180 2003 189 18660,1 JD 7185J 2010 185 4948 Valtra BH180 2003 189 20233,9 JD 7185J 2010 185 4992 Valtra BM 100 2008 116 3723,8 JD 7185J 2010 185 5975 Valtra BM 100 2008 116 5720,6 JD 7185J 2010 185 6394 Valtra BM 100 2005 116 9314,6 JD 7185J 2010 185 6519 Valtra BM 100 2004 116 10057,2 JD 7185J 2010 185 7006 Valtra BM 100 2002 116 13150 JD 7205J 2011 205 4474,6 Valtra BM 100 2008 116 13532,5 JD 7715 2008 182 8355,1 Valtra BM 100 2002 116 13657,2 JD 7715 2008 182 9433 Valtra BM 100 2002 116 14130,4 JD 7715 2008 182 9711 Valtra BM 100 2002 116 14899,3 JD 7815 2010 202 3269,3 Valtra BM 100 2002 116 15045,3 JD 7815 2010 202 3538,1 Valtra BM 100 2002 116 15254,5 JD 7815 2008 202 9042 Valtra BM 100 2002 116 17269 Fonte: Autor 5.1.1- Fabricantes Atualmente no Brasil existem várias marcas oferecendo diversos e diferentes tipos de tratores de pequeno, médio e grande porte. Cada uma tem sua peculiaridade, ou seja, detalhes para sua diferenciação. A escolha mais adequada continua sendo a que melhor atende as necessidades do agricultor, como a capacidade operacional, preço, e essencialmente o serviço de pós- vendas: assistência técnica, treinamento, cobertura de concessionárias, informação. A indústria brasileira de tratores agrícolas que é responsável pela produção das principais máquinas e equipamentos fornecidos ao setor agrícola e dessa forma, torna-se a mais importantes e maior fornecedora de bens de capital para a agricultura. O estudo de caso da usina Ferrari teve a seguinte distribuição quanto aos fabricantes de tratores: Figura 2 – Gráfico de dados sobre os fabricantes de tratores Fabricantes 9% 7% 27% 5% 35% 17% Case Ford John Deere Massey Ferguson Valmet Valtra . Fonte: Autor O gráfico nos mostra números bastante elevado entre John Deere e Valtra, respectivamente 35 e 27% dos tratores que são os fabricantes que segundo o responsável da usina, contribui com a assistência técnica sempre a qualquer hora e qualquer dia, isso que fez a preferência por essas duas marcas, principalmente a John Deere. 5.1.2- Potência dos Tratores Agrícolas A importância da potência em maquinas agrícola está baseada em aumentar a produtividade aliadas a aumentar a eficiência do processo de produção. A primeira máquina agrícola destinava-se exclusivamente a substituir os animais de tiro nas operações agrícolas. Por isso possuíam apenas a barra de tração como equipamento indispensável. Com o passar do tempo, desenvolveram-se as técnicas para a produção de acessórios que tornaram as maquinas muito mais versáteis, aproveitando com maior eficiência a potência liberada pelo motor. (Silveira, 2001) Figura 3 - Gráfico em relação às Potências dos tratores agrícolas Potência ( CV ) 16% 24% 26% 27% 7% < 90 90 - 120 120 - 180 180 - 200 > 200 Fonte: Autor Vale relembrar que os dados apresentados foram de um a uma usina de cana de açúcar e álcool, fornecidos pelo supervisor de planejamento e controle de manutenções. Como resultados, a Figura 3 mostra a potência dos tratores entre os 92 modelos de tratores analisados que estão situados na faixa de potência que varia entre 90 a 200cv, os modelos que situam-se entre faixas menores ou iguais a 90cv (24%) e modelos que situam-se nas faixas maiores de potência que estão entre 180 a 200 cv (26%). Os tratores de alta potência maior ou igual a 200cv que é equivale a 15 tratores que normalmente são utilizados para o preparo de solo que são operações mais pesadas. Pode-se perceber também que muitos tratores considerados de baixa potência cerca de 30% dos tratores têm entre 90 a 120cv, são os tratores mais utilizados para reboque e serviços gerais. 5.1.3- Horas Trabalhadas A horas trabalhadas de uma máquina indica a sua vida de trabalho até então. O objetivo do horímetro é também o controle das manutenções preventivas. Figura 4 - Gráfico de classificação das horas trabalhadas dos tratores Horas Trabalhadas 23% 28% 16% 19% 14% < 4000 4001 a 7000 7001 a 10000 10001 a 15000 > 15001 Fonte: Autor Analisado os dados estatisticamente do gráfico da figura 3 foi possível perceber que os valores das horas trabalhadas têm em média 10.000 horas trabalhadas, tendo como menor valor 1476 horas e com o máximo de 28.000 horas. A elevada média de horas deve-se, sobre tudo a idade da frota que chega a mais de 15 anos de idade. Exemplo de custo com reparo e manutenção em tratores agrícolas O custo de reparo e manutenção (CRM) pode ser calculada em função da tabela da American Society of Agricultural Engineers ASAE. O valor proposto foi de 100 % em relação ao custo inicial do trator. Em que CRM – Custo de reparo e manutenção (R$ h); FRM – Fator de reparo e manutenção, em decimal; VUh – Vida útil em horas da máquina Vi – Valor inicial da máquina CRM = 100/100 * 210.000,00 10000 CRM = R$ 21,00 /hora O cálculo do custo operacional de um sistema mecanizado é importante não só para tomadas de decisão no momento da seleção dessas máquinas, mas também para comparação com os preços de hora/máquina praticados na região, dando subsídios no momento da decisão de comprar ou alugar algum equipamento para realizar uma determinada operação. Esse custo aumenta ao longo da vida útil das maquinas agrícolas. 5.1.4- Idade dos tratores agrícolas A idade dos tratores agrícolas e de grande importância devido ao tempo em que eles estão em operação, com isso gerando um grande gasto com manutenções. Figura 5 – Gráfico de classificação da idade dos tratores agrícolas Idade (Anos) 22% 31% 13% 13% <3 21% 3a7 7 a 10 10 a 15 > 15 Fonte: Autor Os resultados expostos na figura 5 nos mostra como estão separados esses tratores como pode ser visto 22% dos tratores estão com a idade avançada com mais de 15 anos de existência, cotando com 20 tratores um pouco acima da idade. Popov (2012) comenta que a que a idade média da frota rural no País segue elevada, com 12 anos de idade para tratores. Isso acaba prejudicando a produção de cana-de-açúcar em vários fatores como quebra de peças, rendimento operacional, logística, manutenções entre outros fatores, por ter uma frota de tratores com 22% acima da idade ideal, para trabalho. 5.2- Colhedoras As colhedoras de cana-de-açúcar representa a necessidade de mão de obra, aliada à busca por rendimentos satisfatórios e menores custos de produção. Tabela 4 – Classificação das colhedoras em relação a Fabricantes, Ano das máquinas, Potência e horas trabalhadas. Fabricante Ano Pot.(CV) Horas trab. Case A 7700 2008 335 11141,9 Case A 7700 2008 335 11141,9 Case A 8800 2010 358 9591,4 Case A 8800 2010 358 9980,3 Case A 8800 2010 358 9391,4 Case A 8800 2010 358 9436 CHT 2500 B 2000 350 30490,7 JD 3510 2008 310 13661,7 JD 3510 2007 310 15365,1 JD 3510 2007 310 14605 JD 3510 2007 310 14760,7 JD 3510 2007 310 15168,3 JD 3510 2006 310 16987,8 JD 3510 2006 310 16857 JD 3510 2006 310 16850,4 JD 3510 2006 310 18865,2 JD 3520 2012 342 3356 JD 3520 2011 342 6589 JD 3520 2011 342 6138,6 JD 3520 2010 342 6286,4 JD 3520 2010 342 6553 JD 3520 2010 342 9621 JD 3520 2010 342 9559 Fonte: Autor 5.2.1- Fabricantes O estudo de caso da Usina Ferrari teve a seguinte classificação de colhedoras em relação aos fabricantes Figura 6 – Classificação das colhedoras em relação a seus fabricantes Fabricantes 26% 4% 70% Case Cameco John Deere Fonte: Autor Como nos tratores as colhedoras também representa um alto número de colhedoras de fabricantes John Deere, devido a todo serviço que a revenda dispõe. 5.2.2- Potência das Colhedoras A potência nas colhedoras de cana é de grande importância devido ao esforço que ela pode realizar em um determinado tempo. Os dados obtidos na Usina em relação à potência das colhedoras foram os seguintes: Figura 7 – Classificação das colhedoras em relação à potência Potência ( CV ) 22% 39% 39% 310 -- 320 320 - -350 350 - -360 Fonte: Autor Os resultados referentes a figura 7, nos mostra que 39% das colhedoras está com potência entre 310 a 320 cv, que em comparação a uma colhedora com potência mais elevada ela fica mais atrás devido a ter menos força e com isso ao entrar e um canavial mais denso ou acamado a mesma terá que diminuir a velocidade para que possa colher com eficiência terá de diminuir a velocidade da máquina, já as colhedoras com potência avançadas que na figura 7 representa 22% das colhedoras, podem entrar com uma velocidade mais alta pois terá força para colher com eficiência. 5.2.3- Horas Trabalhadas das colhedoras As horas trabalhadas além de ser um indicio de informações de como e quando fazer as manutenções preventivas, também é um auxílio para o cálculo de custo de reparo e manutenção. Os dados obtidos na usina em relação às horas trabalhadas foram as seguintes: Figura 8 – Classificação das colhedoras com suas horas trabalhadas Horas Trabalhadas 4% 30% 44% 13% 9% < 5500 5500 - -10000 10000 - - 13000 13000 - - 15000 >15000 Fonte: Autor Os resultados referentes a figura 8, que representam o número de horas trabalhadas, com 30% das colhedoras com mais de 15000 horas trabalhadas, está acima da média de um vida útil de uma colhedora que é em média 13500 horas segundo Banchi et al. (2008) Essas colhedoras com as horas de trabalho acima da média de vida útil que é de 13500 horas (BANCHI et al., 2008), ficam mais tempo parado, devido a terem um maior tempo de trabalho, as peças se tornam desgastadas, sendo assim, o custo de reparo e manutenção aumenta pois não irá ter a diluição do custo, pois quando uma colhedora para seu trabalho, consequentemente dois transbordo com dois tratores e um caminhão também param e com isso, tendo a redução de toneladas de cana para a moenda da usina. O custo de reparo e manutenção (CRM) pode ser calculado em função da tabela da ASAE. Exemplo de cálculo de custo de reparo e manutenção para colhedoras de cana Em que: CRM – Custo de reparo e manutenção (R$ h); FRM – Fator de reparo e manutenção, em decimal; VUh – Vida útil em horas da máquina Vi – Valor inicial da máquina Exemplo de um custo de reparo e manutenção de uma colhedora de cana. O método adotado para o cálculo do CRM foi o proposto pela tabela da American Society of Agricultural Engineers (ASAE), em que o CRM e o uso dos equipamentos estão acumulados. O fator de reparo e manutenção que limita melhor o custo da colhedora e de 40 %, que o que vai ser utilizado no cálculo. CRM = 40/100 x 1.500.000,00 13000 CRM = R$ 44,44/hora Esse custo é referente à conservação, abrigo e manutenções das maquinas, e esse custo com reparo e manutenção é crescente ao longo da vida útil das maquinas, pois, devido à utilização das maquinas o custo é linear. O correto gerenciamento do custo de reparo e manutenção traz ao empresário rural um controle dos gastos que pode ocorrer na vida útil da máquina, através de trabalhos acadêmicos e monitoramento é possível saber se o custo está dentro do padrão. 5.1.4 - Idade das Colhedoras Os dados referentes às idades das colhedoras de cana-de-açúcar foram esquematizados da seguinte forma: Figura 9 – Classificação das colhedoras por idade Idade (Anos) 13% 22% 35% 30% <3 3 - -5 5 - -7 >7 Fonte: Autor Na figura 9 onde é representada a idade das colhedoras pode ser visto que 22% das colhedoras em trabalho estão com uma idade maior que 7 anos, a idade das colhedoras e de grande importância pois é nela que baseamos para as compras de peças de reposição. Com o passar do tempo vai saindo colhedoras novas e peças novas sendo assim essas peças de reposição acabam saindo do mercado e para a reposição acaba ficando difícil, e também com o passar do tempo a estrutura da máquina vai ficando mais fraca e acaba se rompendo, e consequentemente ficara uma máquinas quebrada aumentando assim também o custo de manutenção. 6. Conclusão Dos itens avaliados pode-se concluir: em relação aos fabricantes e modelos, tanto para tratores como colhedoras, que a usina avaliada possui uma frota extensa de marca John Deere. Em relação a potência foi possível perceber que o número de tratores estão bem distribuídos entre 90 e 200 cv, enquanto que na maioria das colhedoras a potência está entre 320 a 350 cv. Em relação ao número de horas trabalhadas e à idade das máquinas, o número de tratores se encontra distribuídos até 15000 horas, enquanto que a maioria das colhedoras está entre 5500 a 10000 horas, o que indica que tanto a frota de tratores como as colhedoras, estão bastante utilizados, o que aumenta o custo de reparo e manutenção e os custos indiretos. Referências Bibliográficas BANCHI, A. D.; LOPES, J.R.; ZAGO, C.A. Estudo sobre renovação de frota em colhedoras de cana – Revista Agrimotor, 2009 BOWERS, W. Modern conceps of farm machinery management. Champaign: Stipes Publishing Company, 1970. 60p. GONÇALVES, D. B. Workshop “Impactos da evolução do setor Sucroalcooleiro no Estado de São Paulo”. Painel 3: Impactos no Meio Ambiente. Projeto Programa de Pesquisas em Políticas Públicas, Campinas, 2008. Disponível em: <http://www.jornaldepneumologia.com.br/PDF/2004_30_2_15_portugues.pdf>. Acesso em 1 fev. 2013. NEVES, J.L.M. Avaliação de perdas invisíveis em colhedoras de cana-deaçúcar e alternativas para a redução. 2003. 223 p. (Doutorado em Engenharia Agrícola) - Faculdade de Engenharia Agrícola, Universidade Estadual de Campinas, Campinas, 2003. NORONHA, J.F.: MIALHE, L. G.; DUARTE, L. P. – Custos de sistemas tratorizados na agricultura brasileira. In: CONGRESSO BRASILEIRO DE ECONOMIA E SOCIOLOGIA RURAL, 29, Campinas, 1991. Anais. Brasília: SOBER, 1991. p. 13-33 OLIVEIRA, Marli Dias Macarenhas – Custo operacional e ponto de renovação de tratores agrícolas de pneus: Avaliação de uma frota / Marli Dias Macarenhas – Escola superior de agricultura “Luiz de Queiros” Universidade de São Paulo (Piracicaba) – Dezembro de 2000 OLIVEIRA, Tamires Hermelindo Mira de - Impactos socioambientais da colheita manual e mecanizada da cana-de-açúcar no Brasil contemporâneo / Tamires Hermelindo Mira de Oliveira. -- Araçatuba, SP: Fatec, 2011. POPOV. D. - O que o agricultor deve considerar antes de trocar uma máquina agrícola usada por uma novinha em folha – Revista dinheiro rural, 2012 Disponível no site <http://revistadinheirorural.terra.com.br/secao/agrofinancas/sera-que-e-hora> Acessado em 19/03/2013 as 14hrs. RAMÃO, F. P.; SCHNEIDER, I. E; SHIKIDA, P. F. A. Padrão tecnológico no corte de cana-de-açúcar: um estudo de caso no Estado do Paraná. Revista de economia Agrícola, São Paulo, v. 54, n. 1, p. 21-32, jan./jun. 2007. RONQUIM, C.C. Queimada na colheita da cana-de-açúcar: impactos ambientais, sociais e econômicos. Campinas, EMBRAPA Monitoramento por Satélite, 2010. SALVI. J. V. Qualidade de corte de base de colhedoras de cana-de-açúcar – Universidade de São Paulo – Escola Superior de Agricultura “Luiz Queiroz” Piracicaba - 2006 SANTOS, N.B. D. Identificação dos fatores críticos da colheita mecanizada de cana-de-açúcar (Saccharum spp) -- Dissertação de Mestrado – Escola Superior de Agricultura “Luiz de Queiroz”, 2011. SILVEIRA. Gastão Moraes da – Os cuidados com o trator/ Gastão Moraes da Silveira - Viçosa: Aprenda Fácil, 2001. SOUSA. I. F. A construção social dos riscos socioambientais causados pelo processo produtivo convencional de cana-de-açúcar – um estudo de sustentabilidade socioambiental. Dissertação apresentada ao Programa de Pós-Graduação em Agroecologia e Desenvolvimento Rural como requisito parcial à obtenção do título de mestre em agroecologia e desenvolvimento rural. Araras, 2010. VEIGA FILHO, A.A. Análise da mecanização do corte da cana-de-açúcar no Estado de São Paulo. Informações Econômicas, São Paulo, v.24, n.10, p.4459, out.1999.
Baixar