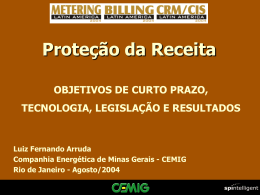
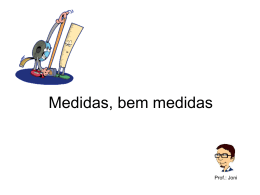
CAPABILIDADE/CAPACIDADE DE PROCESSO • Estudo de capabilidade do Sistema de Medição – Um aspecto importante para a implementação do controle estatístico de processo é garantir uma adequada capabilidade do sistema de medição – Muitos problemas relativos a variabilidades observadas são devido a problemas no próprio produto, e outras devido a erros de medição – Os objetivos das análises do sistema de medição são: avaliar a quantidade dos dados obtidos, servir de base na avaliação custo x benefício da coleta de dados e escolher o melhor sistema de medição Vanessa Fortes Aula 11 1 CAPABILIDADE/CAPACIDADE DE PROCESSO – Matematicamente essa variabilidade é expressa da seguinte forma: 2 2 2total produto medição – Os gráficos de controle e outros métodos estatísticos podem ser utilizados para separar estas variações, bem como avaliar a capabilidade do sistema de medição Vanessa Fortes Aula 11 2 CAPABILIDADE/CAPACIDADE DE PROCESSO • Exemplo: – Para a introdução do controle estatístico de processo a equipe de melhoria da qualidade de uma empresa gostaria de realizar uma avaliação da capabilidade do sistema de medição – Então, 20 unidades de produtos são obtidas e o operador que realizará as medições vai utilizar um equipamento para a medição de cada unidade de produto duas vezes. Os dados são mostrados na tabela a seguir Vanessa Fortes Aula 11 3 CAPABILIDADE/CAPACIDADE DE PROCESSO Amostra Medições Média Amplitude 1 21 20 20,5 1 2 24 23 23,5 1 3 20 21 20,5 1 4 27 27 27,0 0 5 19 18 18,5 1 6 23 21 22,0 2 7 22 21 21,5 1 8 19 17 18,0 2 9 24 23 23,5 1 10 25 23 24,0 2 11 21 20 20,5 1 12 18 19 18,5 1 13 23 25 24,0 2 14 24 24 24,0 0 15 29 30 29,5 1 16 26 26 26,0 0 17 20 20 20,0 0 18 19 21 20,0 2 25 26 25,5 Aula 11 19 19,0 1 19 Vanessa Fortes 20 19 0 4 CAPABILIDADE/CAPACIDADE DE PROCESSO • Gráfico X: – Limite Superior de Controle = LSC = 22,3 + 1,880 x 1,0 = 24,18 = X A2R – Limite Central = LC = X 22,3 – Limite Inferior de Controle = LIC = X A R = 22,3 – 1,880 x 1,0 = 20,42 2 Vanessa Fortes Aula 11 5 CAPABILIDADE/CAPACIDADE DE PROCESSO • Gráfico R: – Limite Superior de Controle = LSC = D R = 3,267 x 1,0 = 3,27 4 – Limite Central = LC = R = 1,0 – Limite Inferior de Controle = LIC = D R = 0 x 1,0= 0 3 Vanessa Fortes Aula 11 6 CAPABILIDADE/CAPACIDADE DE PROCESSO • Gráfico da Média: 29,0 Média 27,0 25,0 23,0 21,0 19,0 17,0 0 5 10 15 20 Núm ero de Am ostras Média Vanessa Fortes Média da Média (LCM) Aula 11 LSCM LICM 7 CAPABILIDADE/CAPACIDADE DE PROCESSO • Gráfico da Amplitude: Amplitude 4 3 2 1 0 1 6 11 16 Número de Amostras Amplitude Vanessa Fortes Média da Amplitude (LCR) Aula 11 LSCR LICR 8 CAPABILIDADE/CAPACIDADE DE PROCESSO • Comentários: – O gráfico da média mostra, neste exemplo, o poder discriminado do instrumento de mostrar literalmente os valores medidos – O gráfico da amplitude mostra diretamente a magnitude do erro de medição – Os valores do gráfico da amplitude representam a diferença entre as medidas realizadas na mesma unidade pelo mesmo equipamento Vanessa Fortes Aula 11 9 CAPABILIDADE/CAPACIDADE DE PROCESSO • Comentários: – Neste exemplo, o gráfico da amplitude está sob controle, o que indica que o operador não está com dificuldade de medir valores consistentes. – Pontos fora de controle neste gráfico indicam que o operador está com dificuldades de utilizar o equipamento. Vanessa Fortes Aula 11 10 CAPABILIDADE/CAPACIDADE DE PROCESSO • O desvio padrão do erro de medição, ser estimado da seguinte forma: medição pode R 1,0 medição 0,887 d2 1,128 • A distribuição do erro de medição é aproximada pela normal. Assim, 6medição é uma boa aproximação da capabilidade de medição. Vanessa Fortes Aula 11 11 CAPABILIDADE/CAPACIDADE DE PROCESSO • Neste exemplo: 6medição 6(0,887) 5,32 – Variações em medições individuais podem ser 3 ocorrer na faixa medição 2,66 – Essa é uma prática muito comum para comparar a capabilidade de medição estimada com as especificações ou faixa de tolerância (LSE – LIE) . para a parte que está sendo medida. – A razão 6medição para a faixa total de tolerância é chamada de precisão / tolerância ou razão P/T. 6 medição P T LSE LIE Vanessa Fortes Aula 11 12 CAPABILIDADE/CAPACIDADE DE PROCESSO • Utilizando o exemplo anterior, LSE = 60 e LIE = 5. 6 medição P 6(0,887) 5,32 0,097 T LSE LIE 60 5 55 – Então, – Valores de P/T 0,1 implicam em uma adequada capabilidade de medição. – O erro deve possuir capabilidade suficiente para medir produtos com acurácia e precisão . suficientes para o analista tomar a decisão correta. – A partir dos dados calcula-se S = 3,17, uma estimação do desvio padrão da variabilidade total 2total Vanessa Fortes Aula 11 13 CAPABILIDADE/CAPACIDADE DE PROCESSO • Então: 2total S 2 3,17 10,05 • Sendo: 2 2total 2 produto estimado, então estimar também medição e como foi (0,887) 0,79 . Pode-se 2 medição 2 medição 2 produto : 2 2 2 2total produto medição 2 10,05 0,79 produto 2 produto 9,26 • O desvio padrão das características do produto é: Vanessa Fortes produto 9,26 3,04 Aula 11 14 CAPABILIDADE/CAPACIDADE DE PROCESSO • A medição pode ser expressa também em porcentagem da variabilidade das características do produto: medição produto 100 0,887 100 29,2% 3,04 • Essa expressão é mais significativa que a razão P/T porque independe dos limites de especificação Vanessa Fortes Aula 11 15 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: – Em uma empresa de produção de peças os dados eram registrados em uma planilha do MSA (Análise do Sistema de Medição) e tidos como satisfatórios. – Mas o resultado prático era que o processo tinha problemas que estavam relacionados aos instrumentos, ao método de medição e aos operadores. – O acompanhamento do processo constatou que apesar da “estabilidade” aparente haviam produtos rejeitados quando estavam aprovados e produtos aprovados quando estavam rejeitados. Este percentual era baixo mas acontecia. – Como conseqüência, peças eram segregadas e/ou devolvidas pelos clientes. Vanessa Fortes Aula 11 16 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: – 1° Passo: revisão do planejamento do sistema de medição e avaliação das características da qualidade nos produtos e do controle de parâmetros dos processos de manufatura • Nem toda característica da qualidade no produto/processo requer análise • Uma regra para avaliar o sistema de medição é se este é identificado no plano de controle; se é importante para determinar a rejeição ou não do processo ou produto; o nível de tolerância e a criticidade perante o cliente Vanessa Fortes Aula 11 17 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: • Desenvolver um fluxograma do processo de medição • Treinar os envolvidos • Desenvolver o diagrama de Ishikawa (causa e efeito) • Escolher as ferramentas estatísticas • Montar um cronograma de aplicação das ferramentas • Documentar as soluções e as correções • Institucionalizar a mudança Vanessa Fortes Aula 11 18 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: • A equipe se mobilizou e deixou de lado uma frase conhecida “SEMPRE FIZEMOS DESSE JEITO E SEMPRE DEU CERTO” Vanessa Fortes Aula 11 19 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: – 2° Passo: garantir a estabilidade do processo, diminuindo sua variação e identificando propriedades do sistema de medição – 3° Passo: utilizar e melhorar os procedimentos da empresa • Dificuldades dos colaboradores em entender parâmetros do processo e do produto – 4° Passo: avaliar os itens do MAS quanto a variação – 5° Passo: implementação da sistemática do processo e acompanhamento objetivando a melhoria contínua, pela diretoria Vanessa Fortes Aula 11 20 • CAPABILIDADE/CAPACIDADE DE PROCESSO Exemplo: – O fator mais importante para todo o processo é o “humano” – ele é capaz de comprometer o trabalho – O acompanhamento do processo foi deixado em segundo plano e só quando foi observada a segregação/devolução de peças pelos clientes é que houve preocupação – O grande resultado do sistema de medição é fazer com que todos produzam com qualidade nos produtos, nos processos, nas tomadas de decisão e não fiquem a mercê do preenchimento de formulários. Vanessa Fortes Aula 11 21
Download