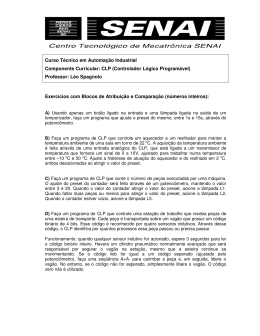
Curso de Engenharia Mecânica AUTOMAÇÃO DO SISTEMA DE DISPARO SEQÜENCIADO DE CANHÃO DE AR COM MONITORAMENTO Henrique Bassetto Gabos Orientador: Prof. Paulo José Coelho Canavezi Campinas – São Paulo – Brasil Dezembro de 2008 2 Curso de Engenharia Mecânica AUTOMAÇÃO DO SISTEMA DE DISPARO SEQÜENCIADO DE CANHÃO DE AR COM MONITORAMENTO Henrique Bassetto Gabos Monografia apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica da Universidade São Francisco, sob a orientação do Prof. Paulo José Coelho Canavezi, como exigência parcial para conclusão do curso de graduação. Orientador: Prof. Paulo José Coelho Canavezi Campinas – São Paulo – Brasil Dezembro de 2008 3 Automação do sistema de disparo seqüenciado de canhão de ar com monitoramento Henrique Bassetto Gabos Monografia defendida e aprovada em 06 de Dezembro de 2008 pela Banca Examinadora assim constituída: Prof Paulo José Coelho Canavezi (Orientador) USF – Universidade São Francisco – Campinas – SP. Prof Dr Guilherme Bezzon USF – Universidade São Francisco – Campinas – SP. Prof Dr Sergio Adriani David USF – Universidade São Francisco – Campinas – SP. 4 "Para uma tecnologia de sucesso, a realidade deve ter prioridade sobre as relações públicas, pois a Natureza não pode ser enganada." ( Richard Feynman ) 5 A meus pais, por toda paciência dedicação e carinho. A minha namorada, carinho amor e compreensão. 6 .Agradecimentos Agradeço primeiramente ao Professor Paulo Cannevezi, pela orientação. Agradeço também aos meus Professores, companheiros de percursos e de discussões profícuas, dentro e fora do contexto deste trabalho, pela paciência, conhecimento e amizade. Agradeço aos técnicos e funcionários da USF pela colaboração na realização deste trabalho Agradeço principalmente a minha namorada Flávia, pela ajuda e aos amigos que estavam sempre disposto a discussões e sugestões. 7 Sumário Lista de Siglas............................................................................................................................9 Lista de Figuras.......................................................................................................................10 Resumo.....................................................................................................................................11 1. INTRODUÇÃO ................................................................................................................12 1.1. Objetivo .......................................................................................................................13 1.2. Justificativa..................................................................................................................13 2. REVISÃO BIBLIOGRÁFICA........................................................................................14 2.1. Canhões de Ar .............................................................................................................14 2.2. Automação...................................................................................................................16 2.3. Lógica seqüencial ........................................................................................................17 2.4. Descrição do equipamento atual..................................................................................17 3. METODOLOGIA EXPERIMENTAL...........................................................................18 3.1. Descrição Funcional ....................................................................................................18 3.1.1. Manutenção segura ...............................................................................................18 3.1.2. Ajuste de campo....................................................................................................18 3.1.3. Monitoramento de defeito.....................................................................................19 3.1.4. Analise de custo ....................................................................................................20 3.1.5. Lógica de programação.........................................................................................20 3.1.6. Definição do controlador ......................................................................................22 3.1.7. Definição do pressostato .......................................................................................24 3.1.8. Arranjo de montagem ...........................................................................................24 3.2. Modelagem de Controle ..............................................................................................27 3.2.1. Grafcet...................................................................................................................27 3.3. Resultados....................................................................................................................28 4. Conclusão ..........................................................................................................................29 5. REFERÊNCIAS BIBLIOGRÁFICAS ...........................................................................30 8 Lista de Siglas CLP Controlado Lógico Programável IHM Interface Homem Máquina CPU Unidade Central de Processamento Grafcet Gráfico Funcional de Comando e a Etapa-Transição NVRAM Non-Volatile Random Access Memory PID Proporcional-Integral-Derivativo LCD Liquid Crystal Display NA Normal Aberto NF Normal Fechado 9 Lista de Figuras FIGURA 1 – PRÉ-AQUECEDOR DE FORNO DE CIMENTO COM CANHÕES DE AR (FONTE:ARQUIVO MARTIN ENGINEERING) ................................................................................................................................ 14 FIGURA 2 – DESENHO DO CANHÃO DE AR................................................................................................ 15 FIGURA 3 – DESENHO ARRANJO DE MONTAGEM ...................................................................................... 15 FIGURA 4 – ESTRUTURA BÁSICA DO CLP (FONTE: SILVEIRA & SANTOS, 1997)................................ 16 FIGURA 5 – ELEMENTOS DE UM GRAFCET (SILVEIRA & SANTOS, 1997) ................................................. 17 FIGURA 6 – SOFTWARE SPDSW ............................................................................................................. 20 FIGURA 7 – BLOCO DO TEMPORIZADOR (SPDSW,2000)......................................................................... 21 FIGURA 8 – BLOCO DE TRANSFERÊNCIA DE VARIÁVEIS (SPDSW,2000).................................................. 21 FIGURA 9 – ACESSO AO BANCO DE DADOS (SPDSW,2000) .................................................................... 22 FIGURA 10 – CONTATO / BOBINA (SPDSW,2000) ................................................................................... 22 FIGURA 11 – CONTROLADOR LÓGICO PROGRAMÁVEL ZAP500 ............................................................. 23 FIGURA 12 – PRESSOSTATO REGULÁVEL CONTATO NA/ NF ................................................................... 24 FIGURA 13 – PAINEL TRASEIRO DO CLP ZAP500 (CATÁLOGO HI TECNOLOGIA)..................................... 25 FIGURA 14 – PAINEL TRASEIRO DO CLP ZAP500 COM EXPANSÃO ZEM400 (CATÁLOGO HI TECNOLOGIA) ........................................................................................................................................................ 26 FIGURA 15 – ESQUEMA DE INTERLIGAÇÃO DO SISTEMA .......................................................................... 27 FIGURA 16 - LÓGICA SEQÜENCIAL GRAFCET .......................................................................................... 28 10 Resumo Canhões de ar são utilizados em indústrias onde manuseiam matérias primas a granéis, tendo como finalidade de desobstruir a passagem do material. O comando de disparos, que necessitam ser seqüenciados, é realizado através de um controlador. Este trabalho teve como objetivo a automação dos disparos seqüenciados dos canhões de ar e o monitoramento de defeitos, usando o CLP como controlador das ações. Para tanto criou-se uma programação em ladder utilizando um software computacional, que foi compilada e transferida ao CLP. Com isso observou-se que o CLP facilita a implantação, aumenta a segurança operacional e oferece uma maior garantia de funcionamento. Estes pontos atribuídos ao controlador são favoráveis, pois alem trazer tecnologia ao produto tem melhor aceitação no mercado, não dependendo de dispositivos dedicados. PALAVRAS-CHAVE: Controlador, CLP, Segurança operacional. 11 1. INTRODUÇÃO A Indústria de base, também chamada indústria de bens de produção, inclui principalmente os ramos siderúrgico, metalúrgico, petroquímico e de cimento. Há um grande fluxo de materiais a granel, onde são transportados via correias transportadoras e armazenado em silos ou pilhas. Os materiais são muitas vezes, argilosos, com pouca fluidez, causam o acúmulo nas paredes restringindo o fluxo de materiais e afetando a produtividade. Problemas como estes ocorrem também nas fabricas de cimento, onde o pó matéria prima do cimento entra em um forno rotativo e aglomera nas paredes refratárias. A solução deste problema é utilizar os canhões de ar, instalados em posições estratégicas, dando seus disparos de ar comprimido em alta velocidade, removendo o material acumulado para o processo. A instalação de vários canhões de ar, com disparos seqüenciados com tempos pré definidos em campo, melhora a eficiência do sistema. 12 1.1. Objetivo O objetivo deste trabalho é a automação dos disparos seqüenciados dos canhões de ar e o monitoramento de defeito, usando o CLP como controlador das ações. 1.2. Justificativa Os canhões de ar geralmente são instalados em sistemas complexos, por isso a necessidade de uma automação que controle seus disparos. Com as indústrias modernizando seus processos cresce a exigência de monitorar e controlar o funcionamento do sistema com CLP (Controlado Lógico Programável). Este sistema comandado por CLP poderá ter mais mobilidade de aplicação para cada caso. As vantagens são: possibilitar sinais que informam defeitos, flexibilidade de programa para cada aplicação, ajustar os tempos no campo pela IHM (Interface Homem Máquina), usar disparo manual e display de status. O seqüenciador convencionalmente montado em quadros elétricos é muito restrito com pouca possibilidade de adaptar-se a diversas aplicações. 13 2. REVISÃO BIBLIOGRÁFICA 2.1. Canhões de Ar Os canhões de ar de baixa pressão fabricados pela empresa Martin Engineering, são sistemas que se tornaram um padrão mundial. Essa empresa oferece um método eficaz para melhorar o fluxo de material, atuando mundialmente no fornecimento de soluções para tornar o manuseio de materiais a granel mais limpo, seguro e produtivo. Os canhões de ar são especialmente indicados para indústria de cimento. A aplicação deles ocorrem em pré-aquecedores, resfriadores de clínquer ou em outros processos que requer alta performance com resistência a temperatura e eficiência em materiais difíceis. Um exemplo de funcionamento pode ser observado na Figura 2 que mostra os canhões instalados nas paredes do préaquecedor do forno de cimento: Figura 1 – Pré-aquecedor de forno de cimento com canhões de ar (Fonte:Arquivo Martin Engineering) Uma aplicação comum para os canhões de ar são as transferências em correias transportadoras. Esse mecanismo facilita que um material flua de uma correia transportadora para outra. A quantidade de canhões depende do tamanho das calhas e do tipo de material. Os canhões são instalados ao redor do chute de transferência em uma seqüência de disparos de cima para baixo. 14 Os bicos de disparos são instalados na parede do chute, de modo que não crie saliência ou canto na parte interna desse chute. A formação da saliência poderá provocar depósito ou choque de material deformando ou até destruindo o bico ou tubo de descarga (Todd-Swinderman et al. 2002). Independente da técnica utilizada para a instalação do canhão de ar, o ciclo de disparo deve ser ajustado de acordo com cada condição. As variáveis serão o tipo de material, o desenho da calha, a umidade e temperatura do local. Depois com os resultados obtidos sendo satisfatórios, os canhões podem ser disparados com um timer automático, gerando um ciclo continuo retirando o material sem a intervenção de pessoas da planta fabril (Todd-Swinderman et al. 2002). O canhão de ar é composto de um reservatório podendo ser 150 ou 50 litros, válvula com saída de 4 polegadas, pistão de 5 polegadas para uma abertura plena, de modo a esvaziar o reservatório em menos de 1 segundo. Uma válvula solenóide é utilizada para acionar o disparo, que aciona a válvula de exaustão rápida esgotando o ar da câmara do pistão, que com uma mola abre a válvula principal disparando um golpe de ar. O acionamento da bobina da válvula solenóide será gerado por um CLP. O canhão é pressurizado em até 7 bar, armazenando até 1m³ de ar comprimido. O tempo do disparo ocorre em menos de 1 segundo, gerando então um grande deslocamento de ar, com força suficiente para mover materiais mesmo com altas densidades. Na figura 2 mostra um canhão composto de reservatório, válvula principal e válvula de exaustão rápida. Na figura 3 pode-se observar arranjo geral de montagem da tubulação de ar comprimido. Figura 2 – Desenho do canhão de ar Figura 3 – Desenho arranjo de montagem 15 2.2. Automação O termo automação se difundiu desde a construção das primeiras máquinas e se consolidou com a Revolução Industrial; portanto, automação está indissoluvelmente ligada á sugestão de movimentos automáticos, repetitivos e mecânicos (SILVEIRA & SANTOS, 1998). O CLP foi introduzido no inicio da década de 70, substituindo os quadros com as lógicas eletromecânicas, a base de relés. Os relés ao serem acionados por bobinas, abrem ou fecham os contatos, o que os tornam lentos e susceptíveis a desgaste. Com a ascensão da tecnologia dos microprocessadores, foram desenvolvidos os controladores lógicos programáveis. Estes podem ser programados e re-programados, utilizando a mesma estrutura de projeto que os relés, o que facilita a introdução da tecnologia. (NATALE, 2005) Dispositivos de Entrada E N T R A D A CPU S A I D A Dispositivos de Saída Figura 4 – Estrutura básica do CLP (Fonte: SILVEIRA & SANTOS, 1997). A figura 5 pode se explicada da seguinte maneira: • Dispositivos de entrada: sinais externos recebidos pelo CLP, pertencentes ao processo controlado ou de comandos gerado pelo operador, exemplos: sensores, chaves e botoeiras. • Dispositivos de saída: são os dispositivos controlados pelas saídas do CLP, podem servir como intervenção direta do processo ou também para sinalização do estado no painel, exemplos: sinaleiro, alarmes, contatores, display e válvulas. • CPU Unidade Central de Processamento: pode ser encarada como o “cérebro” que controla todas as ações de um CLP e é constituída por um processador, memórias e um sistema de interligação. As decisões de controle de entradas e de saídas estão descritas no programa, gerado pelo programador que através da linguagem entendida pelo CLP, efetua as ações desejadas. (SILVEIRA & SANTOS, 1998). 16 2.3. Lógica seqüencial Algumas técnicas podem ser utilizadas para representar a lógica de funcionamento, por exemplo; o uso de fluxogramas, de diagramas de variáveis do estado, de rede de Petri, de diagramas trajeto-passo e de Grafcet. Entre as opções, a mais eficiente, neste caso pela facilidade de interpretação, é o Gráfico Funcional de Comandos e a Etapa-Transição (Grafcet). O Grafcet foi desenvolvido em meados dos anos 70, por um grupo de pesquisadores e gerentes industriais franceses, após ser testado em companhias privadas e sistemas educacionais, mostrou ser um fluxograma eficiente. Em 1988, foi regularizado pela norma francesa NF C03-190 e seu uso industrial, desde então vem se ampliando. Esta ferramenta é útil para os projetistas na especificação de projetos de automação. (SILVEIRA & SANTOS, 1997) Um Grafcet é um modelo de representação gráfica do comportamento da parte de comando de um sistema automatizado. Ele é constituído por uma simbologia gráfica com arcos orientados, que interligam etapas e transições. A interpretação das variáveis de entrada da parte de comando é caracterizada como as receptividades das ações de saída. (GEORGINI, M. , 2000) Etapa E1 LIGA Ação Transição t Arcos E1 Etapa DESLIGA Figura 5 – Elementos de um Grafcet (Silveira & Santos, 1997) 2.4. Descrição do equipamento atual No equipamento atual para o disparo seqüenciado é utilizado um temporizador microprocessado. Ele tem como ajuste apenas o tempo entre ciclos, tempo entre disparos, e o tempo de energização das saídas. Este seqüenciador é limitado, pois não tem a possibilidade de disparo manual para manutenção dos equipamentos e quando o disparo está com defeito não tem como ser diagnosticado. Outro ponto negativo é que por ter poucos ajustes fica limitado quanto a aplicação do sistema. 17 3. METODOLOGIA EXPERIMENTAL O painel seqüenciador será controlado por um CLP do fabricante HI TECNOLOGIA modelo: ZAP900. Este CLP conta com 8 entradas digitais e 8 saídas digitais, com IHM (Interface Homem Máquina). Para a definição do CLP, levou-se em consideração a quantidade de entradas e saídas. Além de avaliar a possibilidade de expansão para mais 8 saídas. Por ser um fabricante nacional o custo beneficio deste CLP também foi analisado. 3.1. Descrição Funcional 3.1.1. Manutenção segura O equipamento é constituído de um vaso de pressão de 150 litros que trabalha com uma pressão de até 7 bar, seguindo normas de segurança NR 13. A manutenção pode ser garantida e segura quando todos os reservatórios dos canhões estão despressurizados. Para isso temos o dispositivo no painel que dispara os canhões manualmente. O procedimento da manutenção será descrito pelo seguinte: 1- Fechar a válvula geral de abastecimento de ar comprimido. 2- Posicionar a chave do painel em manutenção, disparar todos os canhões manualmente. 3- Bloquear a válvula de abastecimento e a energia elétrica do painel. 4- Verificar o display manutenção segura. Este procedimento é importante, pois quando há necessidade de manutenção no silo ou onde estiver instalado o canhão, a segurança do operador que irá entrar nesta área de risco tem que ser garantida. 3.1.2. Ajuste de campo Quando ligado na posição automático o CLP funcionará autônomo com o uso dos parâmetros gravados na memória não volátil do tipo NVRAM e sendo realimentado com a resposta do canhão 18 disparado. Esta memória permite que os dados inseridos não se percam quando o equipamento for desenergizado. Os parâmetros a serem inseridos através da IHM são: tempo entre disparos, tempo entre ciclos, tempo do pulso no solenóide e quantidade de canhões. Estas funções facilitam a operação uma vez que no campo devem ser ajustados os parâmetros, dependendo do desempenho dos canhões. Para ajustar os parâmetros, pressiona-se a tecla zero aparecerá a mensagem no display: “digite o tempo entre disparos:” o que deverá ser feito no teclado da IHM. Depois de inserido o primeiro valor os outros também serão solicitados. A qualquer momento ao pressionar a tecla 4, ativa o status do controlador, mostrando no display o tempo entre disparo, tempo entre ciclo e a quantidade de canhões, trocando a cada dois segundos. 3.1.3. Monitoramento de defeito Para o monitoramento de defeitos será instalado um pressostato no reservatório de cada canhão, quando o canhão é disparado conseqüentemente a pressão do reservatório é reduzida por alguns instantes. Atuando o pressostato que fecha um contato mandando sinal na entrada do CLP. O programa gravado no CLP tem a seguinte lógica: - o CLP envia um pulso elétrico para a válvula solenóide, que dispara o canhão e aguarda pulso na entrada enviada pelo pressostato. - Caso receba um pulso do pressostato correspondente funcionamento normal - Caso não receba o pulso do pressostato correspondente defeito no equipamento podendo ser no canhão ou no pressostato. Para este caso a saída de defeito é acionada. O CLP terá uma porta de saída destinada a enviar um sinal de defeito. Este sinal poderá ser interligado ao CLP central da planta, utilizado para identificar problemas no sistema. Este tipo de monitoramento torna-se muito importante uma vez que nas grandes companhias, existem cada vez menos operadores observando o processo e mais automação com controle malha fechada em centrais de controle. 19 3.1.4. Analise de custo O custo do CLP modelo ZAP900 com expansão ZEM400 que foi avaliado em R$1.400,00, somando R$120,00 do painel totaliza R$1.520,00 reais. O modelo atual tem custo de R$1.120,00 tornando viável a melhoria do sistema contando com as vantagens descritas deste trabalho. 3.1.5. Lógica de programação O programa utilizado para este projeto é o SPDSW, produzido pela HI Tecnologia. Neste mesmo software executada a programação do CLP e da Inteface Homem Maquina (IHM). Utilizando um ambiente de programação e supervisão totalmente integrados, o ZAP500 dispõe de um conjunto completo de blocos de controle, operações em ponto flutuante, blocos PID, subrotinas, interface de encoder’s, contadores rápidos etc. A comunicação do CLP com o Software é feita através do canal de comunicação serial configurado para operação com RS232-C do computador para o CLP. Figura 6 – Software SPDSW 20 O software SPDSW tem a programação no tipo ladder, uma linguagem comum entre os fabricantes de CLP. Mesmo sendo a primeira linguagem destinada especificamente a programação de CLPs, a Linguagem Ladder mantém-se ainda como a mais utilizada, estando presente praticamente em todos os modelos disponíveis no mercado. Por ser uma linguagem gráfica, baseada em símbolos semelhantes aos encontrados nos esquemas elétricos (contatos e bobinas), facilita na implantação para os projetos já existentes. Os blocos mais utilizados são os contatos e as bobinas. Neste trabalho foram usados alguns blocos específicos como: TMP: Este bloco é responsável pela temporização de eventos dentro de um programa. Ele opera, basicamente, ativando a saída após a contagem de um tempo pré-programado. Este tempo é especificado no parâmetro P2 e seu valor é dado em múltiplos de 0,01 seg, ou seja, um intervalo de 1 segundo será contabilizado se o valor de P2 for igual a 100. Como o parâmetro P2 deve ser do tipo inteiro (M ou K). Figura 7 – Bloco do temporizador (SPDSW,2000) MOV: Este elemento possibilita a inicialização de valores de memórias, a transferência de dados entre memórias, textos, entradas e saídas do CLP e a conversão de tipos de dados entre vários formatos. Este único bloco implementa funcionalidade normalmente encontrada em vários blocos de outros CLP´s do mercado. Essencialmente o bloco de movimentação transfere o valor do operando P1 para o operando P2. Figura 8 – bloco de transferência de variáveis (SPDSW,2000) SCB: A função deste bloco é viabilizar o acesso ao Banco de Dados em Flash (DB Flash), ou seja, ler ou gravar um registro de dados do BD para a base de dados do CLP. Considera-se como registro de dados uma combinação qualquer de variáveis do tipo R, M ou D. 21 Figura 9 – Acesso ao banco de dados (SPDSW,2000) Contato e Bobina: O contato é um elemento que funciona como uma chave, normalmente aberta de um relé. Se a bobina do relé estiver desenergizada, o contato estará aberto interrompendo o circuito lógico. Se a sua bobina estiver energizada, o contato estará fechado, deixando que o circuito se complete através dele. A bobina tem o objetivo de funcionar como uma bobina de um relé, quando energizada aciona os contatos relacionados a ela, como mostrado na figura 11. Figura 10 – contato / bobina (SPDSW,2000) 3.1.6. Definição do controlador O ZAP500 é um dos membros da família de controladores industriais desenvolvidos pela HI Tecnologia. Acompanhando a tendência de mercado dos controladores integrados de pequeno porte, o ZAP500 incorpora tecnologia de hardware, design, interface homem-máquina e completo suporte de programação, aliado ao mais baixo custo do mercado para equipamentos desta categoria. Em sua configuração básica o ZAP500 possui 6 entradas digitais (1 canal para encoder ou contador rápido, 2 canais p1 contato seco), 4 saídas digitais a transistor tipo PNP além de 10 led’s programáveis, O canal de comunicação serial pode ser configurado para operação com RS232-C Rs422 ou RS485 permitindo operação em rede multidrop. Opcionalmente pode ser fornecido com um segundo canal serial RS232-C. 22 Equipado com interface Homem/máquina o ZAP 500 possui um teclado de 15 teclas, sendo que dez delas podem operar como teclas de função programáveis com led’s associados, e um display alfa-numérico de 16 caracteres por 2 linhas como mostrado na figura 12. Um módulo de expansão de I/O adapta o equipamento para as mais diversas aplicações nas áreas de controle de máquinas e processos de pequeno porte. Figura 11 – Controlador Lógico Programável ZAP500 O controlador ZAP500 - série II possui as seguintes características funcionais: · Relógio de tempo real com calendário opcional (tempo de retenção típico sem alimentação de 5 anos); · Supervisão de hardware via Watch Dog Timer; · Memória de programa tipo Flash ROM com 128 Kbytes · Memória de dados tipo RAM estática com 32 Kbytes; · Memória de dados retentiva tipo NVRAM opcional com 8 Kbytes (duração 5 anos típico); · Banco de dados de 16 Kbytes de Flash ROM para gravação de receitas da aplicação; · Um canal de comunicação serial (COM1, conector DB9 fêmea), configurável para operar como RS232-C (incluindo linhas de controle de Modem), RS422 (opcional) ou RS485 (operando em rede multidrop); · Um canal de comunicação serial (COM2, conector RJ12), opcional, para operar somente como RS232-C; · Tempo médio de execução de instruções lógicas, 1,08 uS / instrução; · Interface Homem-Máquina local com teclado numérico de 15 teclas, incluindo teclas de função e led´sprogramáveis; · Display LCD alfanumérico de 2 linhas x 16 colunas com "back light"; · Recursos de Comunicação remota via modem e rádio-modem. (catálogo HI Tecnologia) 23 3.1.7. Definição do pressostato O pressostato que será instalado no reservatório do canhão de ar tem a função de retornar a informação que o canhão foi disparado. Sendo a pressão de ajuste será de 5 bar que é a pressão de trabalho do canhão de ar. A lógica de funcionamento do monitoramento dos disparos será: 1 – O CLP energiza a bobina solenóide da válvula. 2 – Quando o canhão disparar, o reservatório esvazia e o pressostato por alguns segundos fica acionado. 3 – O CLP recebe o sinal do pressostato através de uma entrada, assim será diagnosticado o funcionamento normal do equipamento. Com este procedimento, será executado a verificação do real disparo do canhão, caso o canhão não dispare o CLP terá o diagnostico e enviará um sinal de saída. Figura 12 – Pressostato regulável contato NA/ NF 3.1.8. Arranjo de montagem O sistema é interligado entre seus componentes através de mangueira ou cabos elétricos. No campo é disponibilizado um ponto de ar comprimido com no mínimo 6 bar. O manifold é ligado por meio de mangueira até sua entrada e distribuído para cada válvula solenóide, após as válvulas com espigão e abraçadeira é conectado a mangueira de borracha com 3/8” de espessura interna até cada Canhão de Ar. A alimentação elétrica é feita no quadro elétrico ligando a fonte do CLP. Na alimentação elétrica a fonte é ligada na entrada de 24Vcc do CLP nos bornes X1-6 e X1-7, como mostrado na figura 14 com legenda na tabela 1: 24 Figura 13 – Painel traseiro do CLP Zap500 (catálogo HI Tecnologia) Tabela 1 – Legendas dos bornes basicos (catálogo HI Tecnologia) Borne ID Canal Tipo de sinal X2-7 O13 O0013 Saída Digital X2-6 O12 O0012 Saída Digital X2-5 O11 O0011 Saída Digital X2-4 O10 O0010 Saída Digital X2-3 O(+) X2-2 I5 X2-1 Observação Isolada, Transistor, 500 ma max, tipo PNP com proteção contra curto circuito Isolada, Transistor, 500 ma max, tipo PNP com proteção contra curto circuito Isolada, Transistor, 500 ma max, tipo PNP com proteção contra curto circuito Isolada, Transistor, 500 ma max, tipo PNP com proteção contra curto circuito Referência positiva p/ saídas Sinal de tensão de 5 a 30 VDC I0005 Entrada Digita Entrada tipo contato seco p/ 0V. Não isolada I4 I0004 Entrada Digita X1-7 I3 I0003 Entrada Digita X1-6 I2 I0002 Entrada Digita X1-5 I1 I0001 Entrada Digita X1-4 I0 I0000 Entrada Digita X1-3 I(-) X1-2 0V X1-1 .+VDC Referência negativa p/ entradas 0V da alimentação do controlador 12 a 30 VDC Isolada, Tipo PNP, 10 ma de consumo Tip, 28V Max. Isolada, Tipo PNP, 10 ma de consumo Tip, 28V Max. Isolada, Tipo PNP, 10 ma de consumo Tip, 28V Max. Isolada, Tipo PNP, 10 ma de consumo Tip, 28V Max. 0V Tipicamente 24 VDC 25 Tabela 2 – Legendas dos bornes do módulo de Expansão ZEM400 (catálogo HI Tecnologia) Borne ID Canal Tipo de sinal X4-10 E7 AIN7 Entrada analógica 7 X4-9 E6 AIN6 Entrada analógica 6 X4-8 E5 AIN5 Entrada analógica 5 X4-7 E4 AIN4 Entrada analógica 4 X4-6 X4-5 X4-4 X4-3 E3 E2 E1 E0 AIN3 AIN2 AIN1 AIN0 Entrada analógica 3 Entrada analógica 2 Entrada analógica 1 Entrada analógica 0 Comum das entradas analóg. Saída analógica 1 Saída analógica 0 Comum das saídas analóg. Referência comum a todas entradas analógicas Canal gerador de freqüência (opcional) X4-2 X4-1 X3-10 AGND S1 S0 X3-9 AOUT1 AOUT0 AOGND X3-8 O19 DOUT3 Saída digital 3 X3-7 X3-6 X3-5 X3-4 X3-3 X3-2 X3-1 O18 O17 O16 I11 I10 I9 I8 DOUT2 DOUT1 DOUT0 DINP3 DINP2 DINP1 DINP0 Saída digital 2 Saída digital 1 Saída digital 0 Entrada digital 3 Entrada digital 2 Entrada digital 1 Entrada digital 0 Observação Figura 14 – Painel traseiro do CLP Zap500 com expansão ZEM400 (catálogo HI Tecnologia) 26 A montagem do sistema completo pode ser demonstrada na figura abaixo: Figura 15 – Esquema de interligação do sistema Na figura 16 pode-se observar a interligação dos componentes do sistema. O quadro CLP é alimentado com tensão de 110/220V e a saída deste quadro pode ser feita com um cabo do tipo multicabo, levando o sinal de saída do CLP para cada solenóide. Este mesmo quadro recebe cabos vindo de cada pressostato que será instalado no reservatório do canhão de ar. O quadro de solenóides, além de receber o cabo elétrico, tem como saída, mangueiras de borracha que ligam as válvulas até o canhão de ar. Esses dois quadros em seqüência, trabalhando juntos, são essenciais para o controle e bom funcionamento do sistema. 3.2. Modelagem de Controle 3.2.1. Grafcet Neste trabalho é utilizada a lógica seqüencial conforme mostrado na figura 17. Exemplificando este controle através do Grafcet temos na etapa 1, o acionamento da primeira solenóide. Na transição para etapa 2 temos o tempo entre disparos e o recebimento do sinal do pressostato1. Para as etapas subseqüentes, até etapa 8, essa mesma lógica é repetida. 27 Após a etapa 8, a transição é dada a partir do tempo entre ciclos, que normalmente é maior que os outros tempos, iniciando-se assim a etapa 1 novamente, formando um ciclo contínuo. CHAVE A AUTOMATICO SOLENÓIDE 1 E1 TEMPO C E PULSO PRESSOSTATO 1 SOLENÓIDE 2 E2 TEMPO C E PULSO PRESSOSTATO 2 SOLENÓIDE 3 E3 TEMPO C E PULSO PRESSOSTATO 3 SOLENÓIDE 4 E4 TEMPO C E PULSO PRESSOSTATO 4 SOLENÓIDE 5 E5 TEMPO C E PULSO PRESSOSTATO 5 SOLENÓIDE 6 E6 TEMPO C E PULSO PRESSOSTATO 6 SOLENÓIDE 7 E7 TEMPO C E PULSO PRESSOSTATO 7 SOLENÓIDE8 E8 TEMPO E E PULSO PRESSOSTATO 8 Figura 16 - Lógica Seqüencial Grafcet 3.3. Resultados Neste trabalho foi possível obter um excelente resultado da operação, uma vez que com o uso do CLP foi possível controlar e monitorar o funcionamento do equipamento, que neste caso simula disparos seqüenciados de canhões de ar. Como a lógica de funcionamento é flexível em forma de software, num programa aberto, facilita a customização das aplicações. Por ter uma interface de fácil manipulação, os dados do sistema 28 a serem implantados são inseridos com maior rapidez e com informações auto-explicativas no display. Não necessitando um treinamento prévio de operação. O programa do CLP também foi projetado para comunicar-se com os CLPs centrais indicando os status e alarmes. Neste sistema é possível realizar o disparo automático, e modo manual, utilizado quando o sistema na posição manutenção. Na IHM é mostrado quando todos os reservatórios estão despressurizados autorizando uma manutenção segura, assim não haverá risco que o canhão dispare em momentos indesejáveis. A garantia de que o sistema está funcionando, ocorre por ter um intertravamento com o sinal de feedback fornecido pelo pressostato. Essa melhoria pode ser essencial para uma aplicação onde à parada do canhão resulte em um problema maior no processo. Em comparação com os sistemas antigos, a melhoria ocorreu nos aspectos: maior tecnologia, segurança, confiabilidade e facilidade de set-up. Entretanto seu custo é em torno de 20% maior quando comparados com o controlador antigo. 4. CONCLUSÃO - Neste trabalho pode concluir-se que o CLP facilita a implantação, aumenta a segurança operacional e oferece uma maior garantia de funcionamento. - Estes pontos atribuídos ao controlador são favoráveis, pois além de trazer tecnologia ao produto tem melhor aceitação no mercado. 29 5. REFERÊNCIAS BIBLIOGRÁFICAS SILVEIRA, R. P. & SANTOS, W. E. Automação e controle discreto. Editora Érica: São Paulo, ed.7, 2006, p. 229. GEORGINI, M. Automação aplicada: Descrição e implementação de sistemas seqüenciais com CLPs. Editora Érica: São Paulo, ed.6, 2000, p.236. TODD-SWINDERMAN, R.; LARRY, P. E.; GOLDBECK, J. & MARTI, A. D. Foundations: The practical resource for total dust & material control. Martin Engineering: Neponse, Illiois, 2002, p. 216. NATALE, Ferdinando. Automação industrial. 7. ed. São Paulo: Érica, 2005. 234 p. FIALHO, Arivelto Bustamante. Instrumentação industrial: conceitos, aplicações e análises. 3. ed. São Paulo: Érica, 2005. 276 p. HI TECNOLOGIA Disponível no site:www.hitecnologia.com.br [25/09/08] SPDSW. Versão 2.2.04, 2008 Copyright por HI Tecnologia 30
Baixar