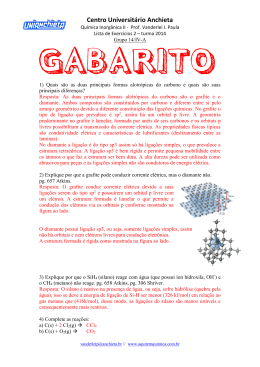
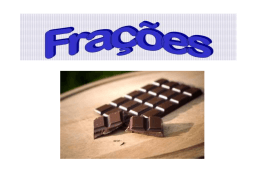
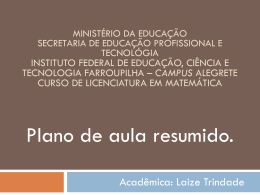
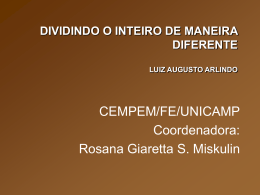
Sair 6ª Conferência sobre Tecnologia de Equipamentos METODOLOGIA PARA AVALIAÇÃO DE FRAÇÃO DE VIDA CONSUMIDA DE AÇOS 1CR-0,5MO ATRAVÉS DE ENSAIOS ACELERADOS DE FLUÊNCIA Hector Reynaldo Meneses Costa CEFET-RJ/DEPES Ari Sauer Guimarães UFRJ/PEMM/COPPE Ivani de S. Bott PUC-RJ/DCMM José Claudio Guimarães Teixeira CEFET-RJ-PETROBRAS/CENPES Trabalho apresentado na 6° Conferência sobre Tecnologia de Equipamentos –COTEQ, Bahia, Salvador, agosto, 2002. As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade dos autores. 1 Sair 6ª Conferência sobre Tecnologia de Equipamentos SINÓPSE Uma metodologia para avaliação de vida residual é proposta com a finalidade de relacionar evolução microestrutural e quantificação de fração de vida consumida em um aço Cr-Mo, que opera em regime de fluência. Ensaios de fluência acelerados, com tensão constante de 49 MPa, são interrompidos sistematicamente e os corpos de prova avaliados através de microscopia eletrônica de transmissão. Intervalos de fração de vida consumida mais precisos são obtidos devido a um melhor entendimento do processo de transformação morfológica de carbetos ao longo do ensaio. Com isto é possível propor mapas relacionando característica microestrutural x fração de vida consumida. 1. INTRODUÇÃO Para um componente em serviço e operando em altas temperaturas, existe a necessidade de uma avaliação em qual estágio de degradação se encontra o material. Assim, vários métodos vêm sendo aplicados com esta finalidade. No caso específico de aços Cr-Mo, a tendência é a de correlacionar evolução microestrutural e fração de fração de vida consumida para que se tenha maior precisão na quantificação do grau de degradação por fluência a que este tipo de material é submetido (1) . A confiabilidade desta avaliação será maior no momento em que houver uma compreensão do processo evolutivo de carbetos através de mudanças morfológicas e da classificação dos tipos dos mesmos. Este trabalho tem como finalidade propor uma metodologia para avaliação da evolução microestrutural e da quantificação de fração de vida de um aço 1Cr-0,5Mo, usado em tubos de caldeira. Para atingir tal objetivo foram executados ensaios acelerados de fluência interrompidos em tempos pré determinados, sendo que a avaliação microestrutural foi feita com a técnica de microscopia eletrônica de transmissão (MET), através do uso de réplicas de carbono. 2. MÉTODOS E PROCESSOS 2.1. Material. O material usado foi um aço 1Cr-0,5Mo(ASTM A 369 grau FP12), utilizado em tubos de caldeiras, cuja composição química esta na tabela 1. Tubo novo C 0,11 S 0,023 P 0,026 Mn 0,54 Si 0,29 Cr 0,94 Ni 0,27 Mo 0,49 Tabela 1. Composição química do aço 1Cr-0,5Mo. 2 Sair 6ª Conferência sobre Tecnologia de Equipamentos 2.2. Metodologia. A metodologia proposta caracteriza–se pela utilização de ensaios acelerados de fluência com tensão constante (Isotensão) de 49,6MPa e temperatura de 600°C. Utilizou-se a tensão derivada da pressão interna de trabalho e a espessura nominal dos tubos baseados na norma API RP530 . Os corpos de prova foram retirados no sentido longitudinal do tubo, com espessura de 4 mm. Para avaliação da evolução microestrutural os ensaios eram interrompidos sistematicamente em tempos pré determinados e os corpos de prova foram analisados por microscopia eletrônica de transmissão, através da técnica de réplica de carbono, com o uso de uma solução de 20% de Nital. As amostras foram retiradas dos próprios corpos de prova usados no ensaio de fluência . Após a avaliação microestrutural verificou-se os intervalos onde ocorria uma variação morfológica significativa. A quantificação da vida residual (fração de vida consumida) em relação a variação morfológica do material foi obtida a partir da lei de Robinson (2) expressa através da equação 1: (t0/tr0)ev=1-t0/tr0 (1) onde (t0/tr0)ev é a taxa de consumação de vida (fração de vida), obtidas a partir de um ensaio acelerado de fluência, t0 é o intervalo onde houve interrupção do ensaio e tr0 é o tempo de ruptura para uma mesma tensão. O tempo de ruptura obtido no ensaio acelerado de fluência foi de 3217h. Finalmente com os resultados obtidos foi possível levantar uma mapa de evolução característica microestrutural x fração de vida consumida. 2.3. Difração de raios-X. Para que houve-se um completo entendimento do processo de transformação microestrutural foi necessário a identificação de carbetos usando a técnica de extração de carbetos e análise por raios-X. Este método dissolve a matriz para as outras fases serem coletadas e examinadas por difração de raios-X, usando uma solução de H3PO4 (ácido hortofosfórico) diluído em água na proporção 2:1, permanecendo por 24h . Procedeu-se posteriormente a lavagem da solução com água destilada e efetuou-se uma filtragem a vácuo com papel filtro millipore com malha de 0,25µm . 3 Sair 6ª Conferência sobre Tecnologia de Equipamentos 3. RESULTADOS E DISCUSSÃO. A partir da avaliação dos tempos em que o ensaio acelerado de fluência foi interrompido, os resultados obtidos da análise via MET evidenciam uma correlação entre a variação morfológica de carbetos e o processo de degradação por fluência, sendo que podemos destacar estágios distintos que serão detalhados a seguir. No estágio inicial a microestrutura se caracterizava pela presença de regiões perlíticas com carbetos na forma alongada (figura 1). Inoue (3) e Indocochea(4), estudando a transformação de carbetos ao longo do processo de fluência em aços Cr-Mo, verificaram que esta morfologia indicava a presença de carbetos do tipo M3C. Para 500h e 750h nota-se a precipitação de carbetos grosseiros nos contornos (figura 2 e 3), e presença de duas regiões distintas . Uma com carbetos alongados e irregulares na estrutura perlítica e outra com presença de maioria de carbetos filamentares, carbetos M2C, no interior do grão ferrítico, sendo que a presença deste tipo de carbeto proporciona uma alta resistência a fluência do material (3). Após 1000h, existem alguns carbetos esferoidizados e coalecimento (figura 4), além de carbetos crescendo a partir de outros carbetos, provavelmente do tipo M7C3 ou M23C3, e uma quantidade maior de carbetos filamentares no interior do grão. Entretanto, é difícil a distinção de carbetos principalmente os alongados e irregulares. Em 1500h a precipitação de carbetos grosseiros se intensificou, além de surgirem regiões livres de precipitados “free zone precipitate” (figura 5), que estão relacionados diretamente com a redução da quantidade de carbetos filamentares (5). Também a distribuição de carbetos filamentares M2C não é uniforme, com algumas regiões aparentemente contendo uma alta densidade de M2C, enquanto que outras regiões com poucos precipitados deste tipo. Para 2000h, além destas regiões, também existem aglomerados de carbetos de várias morfologias, indicando aumento de carbetos esferoidizados (figura 6), do tipo M6C, e diminuição na quantidade de carbetos filamentares e retangulares. Esta forma de carbeto é deletéria no que diz respeito a diminuição da resistência a fluência, sendo que o aumento da densidade de vazios por fluência esta diretamente relacionado com o percentual do mesmo (5). A intensidade de aglomerados e de carbetos grosseiros nos contornos é maior em 2500h (figuras 7). Em 3000h a esferoidização de carbetos do tipo M6C é maior, além da degeneração da estrutura perlítica se intensificar (figura 8) . No material rompido nota-se a presença de grande quantidade de carbetos esferoidizados e ausência quase que completa de carbetos filamentares (figura 9 e 10). Os resultados obtidos com difração de raios-X confirmaram a presença de carbetos do tipo M3C na condição de como recebido (figura 11) e de carbetos do tipo M2C e M6C nos estágios finais (figura 12). Não foi possível identificar claramente a presença de outros tipos de carbetos, como M7C3 e M23C6. A tabela 2 propõe um resumo do comportamento microestrutural ao longo do ensaio de fluência acelerado relacionando com a fração de vida, indicando os intervalos mais significativos. 4 Sair 6ª Conferência sobre Tecnologia de Equipamentos 1 2 Fig. 1) Microestrutura do aço 1Cr-0,5Mo na condição como recebido. Carbetos M3C no interior da estrutura perlítica. Sem precipitação de carbetos na matriz. Fig. 2) Após 500h com presença de carbetos filamentares. MET. 3 4 Fig. 3)Após 750h com detalhe de precipitação de carbetos grosseiros nos contornos de grão e de carbetos filamentares do tipo M2C no interior da matriz ferrítica e de carbetos irregulares na colônia perlítica. Fig.4) Após 1000h , presença de carbetos esferoidizados. 5 Sair 6ª Conferência sobre Tecnologia de Equipamentos 5 6 Fig. 5) Microestrutura do aço 1Cr-0,5Mo após 1500h com região livre de precipitados. Fig. 6) Após 2000h com uma quantidade maior de carbetos esferoidizados. 7 8 Fig. 7) Após 2500h , com presença de aglomerados de carbetos. Fig. 8) Após 3000h, onde se intensifica a degradação da estrutura perlítica. 6 Sair 6ª Conferência sobre Tecnologia de Equipamentos 9 10 Fig. 9). Microestrutura do aço 1Cr-0,5Mo rompido a 600°C, região com predomínio de carbetos esferoidizados do tipo M6C. Fig. 10) Detalhe dos carbetos esferoidizados. 2000 1800 1600 Intensidade 1400 M 3C 1200 1000 800 600 400 200 0 36 38 40 42 44 46 48 50 2θ θ Figura 11. Difratograma característico de carbetos tipo M3C (como recebido). 7 Sair 6ª Conferência sobre Tecnologia de Equipamentos 1000 800 M 2C Intensidade M6C 600 400 200 0 36 38 40 42 44 46 48 50 52 54 2θ θ Figura 12. Difratograma característico de carbetos do tipo M2C e M6C (rompido). Tabela 2. Relação microestrutura x fração de vida decorrente da degradação microestrutural do aço 1Cr-0,5Mo . MICROESTRUTURA Presença de uma matriz ferrítica sem precipitação e outra perlítica com a presença de carbetos do tipo M3C Presença de carbetos grosseiros nos contornos de grão, e de carbetos filamentares do tipo M2C Coalecimento de carbetos e presença de carbetos esferoidizados (M6C) na matriz, quantidade maior de carbetos filamentares Presença de regiões livres de precipitados. Diminuição da quantidade de carbetos filamentares no interior do grão e uma maior quantidade de carbetos esferoidizados no interior do grão Região com aglomerados de carbetos e diminuição acentuada de carbetos filamentares . Intensa esferoidização de carbetos e degeneração da estrutura perlítica. FRAÇÃO DE VIDA CONSUMIDA(%) Intervalo: como recebido → 500h Fração de vida 0 ~ 0,15 Intervalo:500h → 1000h Fração de vida 0,15 ~ 0,31 Intervalo: 1000h → 1500h Fração de vida 0,31 ~ 0,47 Intervalo:1500h → 2000h Fração de vida 0,47 ~ 0,62 Intervalo:2000h → 3000h Fração de vida 0,62 ~0,93 Intervalo:3000h → Ruptura Fração de vida 0,93 ~ 1 8 Sair 6ª Conferência sobre Tecnologia de Equipamentos Finalmente, com os dados da tabela 2, foi possível, levantar o mapa que relaciona característica microestrutural x fração de vida consumida (Figura 13). Apesar da complexidade de interpretação dos resultados obtidos a metodologia empregando MET permite uma avaliação com maior confiabilidade em termos de quantificação de fração de vida, pois o processo de transformação de carbetos pode ser verificado detalhadamente. Comparando com metodologias similares, como a de Dobrazanski(6), nota-se pontos de concôrdancia e algumas variações nos intervalos de fração de vida consumida encontrados, decorrentes da utilização de parâmetros de ensaios diferentes. Figura 13. Mapeamento mostrando a relação característica microestrutural em relação a fração de vida consumida no ensaio acelerado de fluência usando MET. 9 Sair 6ª Conferência sobre Tecnologia de Equipamentos 4. CONCLUSÕES A contribuição mais importante da metodologia desenvolvida, descrita em 2.2, foi a possibilidade de avaliação com maior confiabilidade da quantificação de fração de vida, quando relacionada com a evolução microestrutural de aços Cr-Mo. Isto se deve a utilização do ensaio acelerado de fluência e da técnica de microscopia eletrônica de transmissão que permitiram compreender o processo de transformação de carbetos detalhadamente. O mapa de evolução proposto possibilitou uma fácil interpretação do estágio em que se encontra a relação característica microestrutural x fração de vida consumida. 5. REFERÊNCIAS BIBLIOGRÁFICAS (1) Masuyama, F. et al, “Creep Damage Simulation Test and Creep Life Assessment System for Elevated Temperature Plant Components”, ISIJ International, vol. 30, No 10.885-894,1990 . (2) Nishizaka, Y. “Changes in Microstructure and Mechanical Properties of Cr-Mo Reactor Vessel Steels During Long-Term Service”, Journal of pressure Vessel Technology, vol 107, 285-294 (august), 1985. (3) Inoue, A. “Carbide reactions during temperature of rapildy solidified high carbon CrW and Cr-Mo and Cr-Mo Steels”, Metalurgical Transations ,vol. 11A, , 739-747, may, 1980. (4) Indocochea, J.E. “An analysis of creep damage in welded low steel rotor” Materials Science and Enginnering , A234-A236, 555-558,1997. (5) Lundin, C.D., Khan, K.K., Yang, D., et. al. “Failure Analysis of a Service- Exposed Hot Reheat Steam Line in a Utility Steam Plant”, WRC Bulletin , v.407( june), 1990. (6) Dobrazanski, J., Milinskp, P., Woszczek, J.,”Creep Resistant Metallic Materials”, VITHOVICE, pp. 152-163, 1996. 10
Baixar