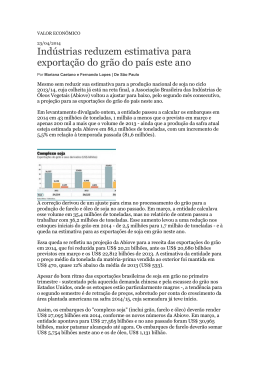
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP – CETEC – UEMG UFOP - CETEC - UEMG Tese de Doutorado "Influência do antimônio e do grau de deformação na laminação a frio sobre as propriedades magnéticas de aços elétricos de grão não orientado com 3% de Si" Autor: Márcio Ferreira Rodrigues Orientador: Prof . Dr. André Barros Cota Co-orientador: DSc. Marco Antônio da Cunha Outubro de 2013 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP – CETEC – UEMG UFOP - CETEC - UEMG Márcio Ferreira Rodrigues " Influência do antimônio e do grau de deformação na laminação a frio sobre as propriedades magnéticas de aços elétricos de grão não orientado com 3% de Si " Tese de doutorado apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Doutor em Engenharia de Materiais. Área de concentração: Análise e seleção de materiais Orientador: Prof. André Barros Cota Ouro Preto, 31 de outubro de 2013 ii R696i Rodrigues, Marcio Ferreira. Influência do antimônio e do grau de deformação na laminação a frio sobre as propriedades magnéticas de aços elétricos de grão não orientado com 3% de Si [manuscrito] / Marcio Ferreira Rodrigues. – 2013. 154 f.: il. Color., grafs., tabs. Orientador: Prof. Dr. André Barros Cota. Tese (Doutorado) - Universidade Federal de Ouro Preto. Escola de Minas. Rede Temática em Engenharia de Materiais. Área de concentração: Análise e seleção de materiais. 1. Aço - Teses. 2. Antimônio - Teses. 3. Laminação (Metalurgia) - Teses. 4. Metais - Deformação - Teses. I. Cota, André Barros. II. Universidade Federal de Ouro Preto. III. Título. CDU: 620.1:669.14 Catalogação: [email protected] iii ii DEDICATÓRIA A minha esposa Solange, meus filhos Ygor e Yan, a meus pais Aquilino e Maria Leopoldina, a meus irmãos Cláudio,Kênia, Karla e Marcelo. iii AGRADECIMENTOS • A Deus por me dar capacidade, força, determinação e perseverança para realização deste trabalho; • Ao professor Dr. André Barros Cota e Dr. Marco Antônio da Cunha pela orientação, cobrança, incentivo e apoio; • A todos os colegas das áreas Operacionais, Manutenção, Metalurgia e Controle de Processo de aços elétricos da Aperam pelo apoio; • A todos os colegas do Centro de Pesquisas da Aperam pelo ajuda e orientação nos trabalhos de laboratórios realizados, em especial aos Drs. Sebastião da Costa Paolinelli, Fabrício Luiz de Alcântara e aos Msc. Dirceni de Souza, Jose Rogério; • Aos colegas da área de aços elétricos GNO Claudimar Pereira e Rubens Takanohashi pelas críticas e sugestões apresentadas para o desenvolvimento deste trabalho; • Aos colegas dos laboratórios químicos, mecânicos e magnéticos da Aperam pelas análises industriais. • A Aperam, em especial departamento de Metalurgia pela oportunidade que me foi dada e pelo fornecimento de toda a estrutura e recursos para realização do trabalho; • A Redemat/UFOP pela oportunidade de realizar o trabalho. iv SUMÁRIO LISTA DE FIGURAS: .................................................................................................................. vii LISTA DE NOTAÇÕES:............................................................................................................. xiv RESUMO ...................................................................................................................................... xv ABSTRACT ................................................................................................................................. xvi CAPITULO I - INTRODUÇÃO ..................................................................................................... 1 CAPITULO II - OBJETIVOS......................................................................................................... 6 CAPITULO III – REVISÃO BIBLIOGRÁFICA ........................................................................... 7 3.1- Propriedades Magnéticas ................................................................................................ 7 3.1.1- Indução, permeabilidade e polarização magnética ...................................................... 7 3.1.2- Perdas magnéticas ........................................................................................................ 9 3.1.3- Influência das propriedades magnéticas no desempenho das máquinas elétricas ..... 11 3.2- Influência dos principais elementos de liga .................................................................. 14 3.2.1 - Silício .................................................................................................................... 15 3.2.2 Alumínio - Al ........................................................................................................ 16 3.2.3 Manganês - Mn...................................................................................................... 16 3.2.4 Estanho - Sn .......................................................................................................... 17 3.2.5 Residuais (S, N, Ti, O) .......................................................................................... 18 3.2.6 Antimônio - Sb ...................................................................................................... 20 3.2.7 Fósforo - P ............................................................................................................. 23 3.2.8 Carbono - C ........................................................................................................... 24 3.3 - - Influência da textura cristalográfica........................................................................ 25 3.3.1 - Texturas cristalográficas de interesse para os aços elétricos................................. 25 3.3.2 - Influência do processo termomecânico na formação da textura cristalográfica ... 29 3.3.3 - Estrutura e energia de contorno de grão................................................................ 30 3.3.4 - Fenômeno de melhoria de textura com adição de Sb e Sn.................................... 31 3.4- Tamanho de Grão.......................................................................................................... 38 CAPITULO IV – MATERIAIS E MÉTODOS ............................................................................ 43 4.2- Processamento Termomecânico.................................................................................... 44 4.2.1- Laminação industrial a quente das placas até o esboço ............................................. 44 4.2.2- Processamento termomecânico em laboratório ......................................................... 45 4.2.2.1- Laminação a Quente ............................................................................................ 45 4.4.2.2- Recozimento inicial e decapagem........................................................................ 50 4.2.2.3- Laminação a frio e recozimento final .................................................................. 51 v 4.2.2.4- Recozimento a diferentes temperaturas das amostras laminadas a frio ............... 51 4.3- Ensaios realizados......................................................................................................... 54 4.3.1- Testes magnéticos ...................................................................................................... 54 4.3.2- Tamanho de grão........................................................................................................ 55 4.3.3- Textura cristalográfica ............................................................................................... 55 4.3.4- Análise do teor de Sb ................................................................................................. 56 4.3.5- Análise dos dados ...................................................................................................... 56 CAPÍTULO V – RESULTADOS E DISCUSSÃO....................................................................... 57 5.1 – Análise estatística da influência dos parâmetros de processo nas propriedades magnéticas ............................................................................................................................ 58 5.1.1 - Resultados de indução magnética B50 ................................................................... 58 5.1.2 - Superfície de resposta para indução magnética B50 como uma função da espessura e teor de Sb para temperatura de 1050°C ............................................................ 59 5.1.3 - Resultados de perda magnética a 1,5T e 50Hz (P15/50).......................................... 62 5.1.4 - Resultados da superfície de resposta para perda magnética a 1,5T/50Hz como uma função da espessura de BQ e teor de Sb para temperatura de 1050°C......................... 63 5.2 – Tamanho de grão e textura das amostras após laminação a quente ....................... 65 5.3 – Tamanho de grão e textura das amostras após o recozimento inicial .................... 69 5.4 – Textura cristalográfica das amostras após laminação a frio................................... 75 5.5 – Tamanho de grão e textura da amostras após recozimento final............................ 78 5.6 – Propriedades magnéticas das amostras após o recozimento final .......................... 88 5.7 - Recozimento final a diferentes temperaturas .......................................................... 93 5.7.1 - Evolução do tamanho de grão............................................................................. 94 5.7.2 – Evolução da textura cristalográfica .................................................................. 100 CAPÍTULO VI - CONCLUSÕES .............................................................................................. 108 CAPÍTULO VII - SUGESTÕES PARA TRABALHOS FUTUROS......................................... 110 CAPÍTULO VIII - PUBLICAÇÃO REFERENTE AO TRABALHO ....................................... 111 CAPÍTULO IX - REFERÊNCIAS BIBLIOGRÁFICAS ........................................................... 112 CAPÍTULO X - ANEXOS.......................................................................................................... 118 vi LISTA DE FIGURAS: Figura 1. 1– Indução magnética B50 como uma função da perda magnética a 1,5T/50Hz dos aços produzidos pela Aperam (Catálogo aços elétricos)...................................................... 3 Figura 3.1-Curvas de magnetização com o campo magnético externo (H) aplicado em 3 diferentes direções cristalográficas de um monocristal de ferro (Landgraf, 2001a). ........... 9 Figura 3.2- Perdas magnéticas totais e suas componentes histerética (Ph), parasita (Pp) e anômala (Pa) em diferentes aços elétricos (Landgraf, 2001a). .......................................... 12 Figura 3.3- Partes do motor elétrico com destaque para o rotor e estator que usam aço elétrico. ............................................................................................................................................ 13 Figura 3.4 – Variação da perda magnética como uma função da temperatura de recozimento final e teor de S (Oda et al., 2002). .................................................................................... 19 Figura 3.5 – Densidade de grãos com textura cristalográfica (100)[010], (111)//DN e (110)[100] como uma função do teor de Sb segundo Vodopivec et al. (1991). ................ 20 Figura 3.6 – Mecanismo de melhoria da textura com a adição de Sb (Takashima et al., 1993). ............................................................................................................................................ 21 Figura 3.7 - Influência do Sb nas propriedades magnéticas (permeabilidade magnética µ p a 1,5T e perda magnética W15/50) de um aço 1,85% em massa de Si, 0,25% em massa de Mn e 0,30% em massa de Al (Takashima et al., 1993). ........................................................... 22 Figura 3.8–Resistividade elétrica (a) e perda magnética por corrente parasita (b) como uma função do teor de P (Lee et al., 2012). ............................................................................... 23 Figura 3.9- Aumento relativo da perda magnética (parâmetro IE), em envelhecimento a 210°C/24 h, em função do teor residual de carbono (Marra et al., 2006). ......................... 25 Figura 3.10– Textura cristalográfica de Goss (110)[001]. ....................................................... 26 Figura 3.11- Seção 2 = 45° do espaço de Euler mostrando as posições de orientações importantes do sistema ccc ao qual a liga Fe-Si pertence (Paolinelli, 2008a). .................. 28 Figura 3.12- Tamanho de grão de amostras laminadas a quente em um aço com 3% em massa de Si como uma função da temperatura de laminação a quente e diferentes reduções (Dafé, 2010)................................................................................................................................... 30 Figura 3.13- Fração volumétrica da fibra eta como uma função do grau de deformação a frio e temperatura de laminação a quente (Dafé, 2010)............................................................... 30 Figura 3.14- Cinética da segregação do Sb nas temperaturas de 650°C a 850°C em aços elétricos grão não orientado: a) Sb 0,05% em massa e b) Sb 0,1% em massa. PHR (peak height ratio – razão da altura do pico) (Jenko et al., 1994) ................................................ 32 vii Figura 3.15- Análise do perfil de profundidade de segregação de Sb e outros elementos na superfície de uma chapa com 0,5mm de espessura de um aço com 0,048% em massa de Sb após recozimento por 2h/850oC. 10min de ataque corresponde aproximadamente a 1nm de espessura do metal (Vodopivec et al., 1992) . ....................................................... 33 Figura 3.16- Perfil do Sb e outros elementos de liga do aço com 0,052% em massa de Sb, segregados no contorno de grão da amostra laminada a quente que foi fraturada depois de resfriada em nitrogênio líquido (Vodopivec et al., 1992). ................................................. 34 Figura 3.17- Segregação superficial como uma função da temperatura para C, Si, P, S e Sb medidos nos grãos com as orientações cristalográficas (a) (100)//DL e (b) (111)//DN no aço elétrico ligado com 0,1% em massa de Sb. PHR (peak height ratio – razão da altura do pico) (Godec et al., 1999b)................................................................................................. 35 Figura 3.18- Altura da razão do pico entre as transições Auger dominante Sn (M5N4.5N4.5) e o Fe (L3M2.3M5.4) da energia cinética dos elétrons de 430eV e 651eV, respectivamente, como uma função do tempo de envelhecimento. Grabke (1996)....................................... 36 Figura 3.19- Correlação do tamanho de grão com o fator de textura (razão da soma dos componentes de textura cubo e Goss pela fibra gama) para um aço com 2% em massa de Si e elementos de liga específicos (Chang et al., 2005). .................................................... 37 Figura 3.20- Influência do tamanho de grão na perda magnética dos aços elétricos com vários teores de Si (Shimanaka et al., 1982). ................................................................................ 38 Figura 3.21- Efeito do tamanho de grão nas perdas magnéticas totais (P total), perdas histeréticas (Phist), perdas clássicas (Pparas) e perdas de excesso (Pexc) de um aço com 2% em massa de Si (Landgraf, 2001b)............................................................................... 39 Figura 3.22- Tamanho de grão das chapas de aço 1% em massa de Si com e sem Sb como uma função da temperatura de recozimento (Lyudkovsky et al., 1983). ........................... 40 Figura 3.23- Dependência do tamanho de grão do tempo e temperatura de recozimento para os aços com e sem Sb (Jenko et al., 1995 e Jenko et al., 1996).............................................. 41 Figura 3.24- Efeito do tamanho de grão da BQ (bobina laminada a quente) recozida na fração de fibras gama e eta após recozimento final. Paolinelli et al. (2008b)............................... 41 Figura 3.25- Efeito do tamanho de grão da BQ recozida no tamanho de grão final (Paolinelli et al., 2008b)....................................................................................................................... 42 Figura 3.26- Efeito do tamanho de grão da BQ recozida nas propriedades magnéticas finais, B50 (indução magnética a 5000A/m) e W1,5 (perda magnética a 1,5T e 60Hz). (Paolinelli et al., 2008b)........................................................................................................................... 42 viii Figura 4.1- Fluxo de produção de aços GNO na Aciaria da Aperam. ..................................... 44 Figura 4.2- Equipamento espectrômetro de emissão ótica thermo ARL modelo 4460. .......... 44 Figura 4.3 - Fluxo de processo da laminação de tiras a quente da Aperam. ............................ 45 Figura 4.4– Amostras laminadas a quente. .............................................................................. 50 Figura 4.5 - Exemplo das amostras laminadas a quente e submetidas ao recozimento inicial a 1030°C................................................................................................................................ 50 Figura 5.1- Superfície de resposta para indução magnética B50 como uma função da espessura da BQ e teor de Sb nas faixas analisadas para temperatura de 1050°C . ........................... 61 Figura 5.2 – Mediana da indução como função do teor de Sb. ................................................ 61 Figura 5.3 – Mediana da indução como função da espessura de BQ....................................... 61 Figura 5.4 – Mediana da indução como função da temperatura de laminação a quente.......... 62 Figura 5.5 – Superfície de resposta da perda magnética como função da espessura da BQ e teor de Sb nas faixas analisadas para temperatura de 1050°C. .......................................... 64 Figura 5.6 – Mediana da perda magnética como função da espessura de partida da BQ. ....... 64 Figura 5.7 – Mediana da perda magnética como função do teor de Sb. .................................. 65 Figura 5.8 – Mediana da perda magnética como função da temperatura de laminação a quente. ............................................................................................................................................ 65 Figura 5.9 - TGBQ como uma função do teor de Sb nas três espessuras de BQ. .................... 67 Figura 5.10 - TGBQ como uma função da espessuras de BQ para os três teores de Sb ......... 67 Figura 5.11 – Microestrutura das amostras de BQ (A) Variando teor de Sb, (B) variando espessura da BQ. ................................................................................................................ 68 Figura 5.12 – Fração volumétrica das principais fibras observadas nas amostras de BQs, como uma função da espessura da BQ (1,45; 1,81 e 2,25mm) e teor de Sb (0; 0,045 e 0,098% em massa) para TLQ=1050oC. ........................................................................................... 69 Figura 5.13 – Tamanho de grão das amostras laminadas a quente e recozidas (TGBQR) em função do teor de Sb, nas três espessuras de BQ. .............................................................. 71 Figura 5.14 – Tamanho de grão das amostras laminadas a quente e recozidas (TGBQR) em função da espessura da BQ para os três teores de Sb......................................................... 71 Figura 5.15 – Fração volumétrica das fibras eta, alfa, gama e teta como uma função da espessura de BQ (1,45; 1,81 e 2,25mm) e teor de Sb (0; 0,045 e 0,098% em massa) para TLQ=1050°C...................................................................................................................... 72 Figura 5.16– Microestrutura das amostras recozidas: (A) variando teor de Sb, (B) variando espessura da BQ. ................................................................................................................ 73 Figura 5.17– Tamanho de grão da BQR como função do tamanho de grão da BQ................. 74 ix Figura 5.18 – A) FDOC para φ2 = 0° e 45°, da amostra laminada a frio com 76% de redução e B) microestrutura da amostra deformada. ......................................................................... 76 Figura 5.19 – Variação da fração volumétrica das principais fibras nas amostras deformadas, como função do teor de Sb (0;0,045 e 0,098% em massa) e espessura de partida da BQ. 76 Figura 5.20 – Influência do teor de Sb sobre o tamanho de grão final variando o grau de deformação a frio (GDF).................................................................................................... 79 Figura 5.21 – (A)-Tamanho de grão final como função do grau de deformação a frio variando o teor de Sb, (B e C)-Tamanho de grão final como função do tamanho de grão da BQR, variando o teor de Sb e espessura da BQ de partida respectivamente.. ............................. 80 Figura 5.22 –Tamanho de grão da BFR como função do TGBQR, variando o teor de Sb e espessura de BQ para a temperatura de laminação a quente constante de 1050°C............ 81 Figura 5.23 –Microestrutura das amostras após o recozimento final (a) variando teor de Sb, (b) variando espessura da BQ............................................................................................. 82 Figura 5.24 – Fator de textura como uma função do teor de Sb, para TLQ=1050oC e para os três graus de deformação a frio (GDF)............................................................................... 83 Figura 5.25 – Fator de textura após recozimento final como função do grau de deformação a frio, para os diferentes teores de Sb na TLQ de 1050°C.................................................... 84 Figura 5.26 – Fração volumétrica e fator de textura após recozimento final como função do grau de deformação a frio, para um aço com 3% em massa de Si e espessura final 0,5 mm, conforme Dafé (2010). ....................................................................................................... 84 Figura 5.27 A – FDOC´s via EBSD das amostras após recozimento final, para teor de Sb de 0% variando o grau de deformação a frio. ......................................................................... 85 Figura 5.28 – Fração volumétrica da fibra eta após recozimento final como função da fibra gama nas amostras após laminação a frio. ......................................................................... 88 Figura 5.29 – Perda magnética a 1,5T/50Hz como função do teor de Sb, para os diferentes graus de deformação a frio (GDF). .................................................................................... 89 Figura 5.30 – Indução magnética, B50, como função do teor de Sb, para os diferentes graus de deformação a frio (GDF).................................................................................................... 89 Figura 5.31 – Perda magnética a 1,5T/50Hz em função do tamanho de grão final, para os diferentes teores de Sb e graus de deformação a frio, para TLQ=1050°C......................... 90 Figura 5.32 –Indução magnética em função do tamanho de grão final, para os diferentes teores de Sb e graus de deformação a frio, para TLQ=1050°C.......................................... 91 Figura 5.33 –Perda magnética como função do TGBQ, para os diferentes teores de Sb e graus de deformação a frio e para TLQ=1050°C......................................................................... 91 x Figura 5.34 – Perda magnética como função do TGBQR, para os diferentes teores de Sb e graus de deformação a frio e para TLQ=1050°C. .............................................................. 92 Figura 5.35 – Perda magnética como uma função do fator de textura, para os diferentes teores de Sb e graus de deformação a frio (GDF), para TLQ=1050°C. ....................................... 92 Figura 5.36– Indução magnética como uma função do fator de textura, para os diferentes teores de Sb e graus de deformação a frio (GDF), para TLQ=1050°C. ............................. 93 Figura 5.37 – Tamanho de grão recristalizado como uma função da temperatura de recozimento, variando o teor de Sb, grau de deformação a frio de 81% e TLQ de 1050°C. ............................................................................................................................................ 95 Figura 5.38 – Metalografia no ótico após cada etapa do recozimento. .................................... 97 Figura 5.39 – Detalhe das amostras variando o teor de Sb recozidas a 670°C. ....................... 98 Figura 5.40 A - FDOC para φ2=0° e φ2=45° da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0% em massa, GDF 81% e TLQ 1050°C.................... 98 Figura 5.41- Fator de textura como uma função da temperatura de recozimento.................. 101 Figura 5.42 – Fração volumétrica da fibra gama como função da temperatura de recozimento. .......................................................................................................................................... 101 Figura 5.43 – Fração volumétrica da fibra eta como função da temperatura de recozimento. .......................................................................................................................................... 101 Figura 5.44 – Fração volumétrica da componente Goss como função da temperatura de recozimento. ..................................................................................................................... 102 Figura 5.45 – Fração volumétrica da componente cubo como função da temperatura de recozimento. ..................................................................................................................... 102 Figura 5.46 – Fração volumétrica da fibra teta como função da temperatura de recozimento. .......................................................................................................................................... 103 Figura 5.44 – Fração volumétrica da fibra alfa como função da temperatura de recozimento. .......................................................................................................................................... 103 Figura 5.48 – Variação da fração volumétrica das fibras alfa e eta como uma função da temperatura de recozimento, para amostras com teor de Sb de 0,045% em massa. ........ 103 Figura 5.49 – Variação da fração volumétrica das fibras teta e gama como uma função da temperatura de recozimento para a liga com Sb 0,045% em massa................................. 104 Figura 5.50 – Variação da fração volumétrica das fibras teta e gama como uma função da temperatura de recozimento para a liga sem Sb. .............................................................. 105 Figura 5.51 – Variação da intensidade das fibras teta e gama como uma função do ângulo em Φ1 para as temperaturas de recozimento parcial de 850 e 910°C..................................... 105 xi Figura 5.52 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0%.............................................................. 106 Figura 5.53 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0,045% em massa. ..................................... 106 Figura 5.54 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0,098% em massa. ..................................... 107 xii LISTA DE TABELAS: Tabela I. 1- Comparação entre os produtos Aperam e as normas internacionais DIN e JIS (1,5T/50Hz). ......................................................................................................................... 2 Tabela III. 1– Faixa de composição química típica dos aços elétricos (% em massa)............. 14 Tabela IV.1 - Composição química (% em massa) das ligas. .................................................. 43 Tabela IV. 2– Planejamento experimental. .............................................................................. 46 Tabela IV.3– Identificação das amostras de 1 a 27 e valores experimentais dos teores de Sb, das temperaturas de laminação a quente e espessuras médias das amostras laminadas a quente. ................................................................................................................................ 48 Tabela IV.4- Planejamento do recozimento a final a diferentes temperaturas......................... 52 Tabela V. 1– Fases do processo e parâmetros analisados ........................................................ 57 Tabela V. 2– Coeficiente de regressão para B50....................................................................... 59 Tabela V. 3– Superfície de resposta - Regressão: Indução magnética B50 como uma função do teor de Sb (em massa) e espessura da BQ (mm) ................................................................ 60 Tabela V. 4– Coeficiente de regressão para perda magnética – valores padronizados............ 62 Tabela V. 5– Superfície de resposta - Regressão: perda magnética a 1,5T/50Hz como uma função do teor de Sb em massa e espessura da BQ em mm............................................... 63 Tabela V. 6– Tamanho de grão e textura cristalográfica das amostras laminadas a 1050oC... 66 Tabela V. 7– Tamanho de grão e principais fibras da textura cristalográfica das BQRs para amostras laminadas a 1050oC............................................................................................. 70 Tabela V. 8– Espessura inicial da BQ, espessura final e grau de deformação a frio (GDF) ... 75 Tabela V. 9– Valores de fração volumétrica das fibras e componentes de textura cristalográfica observadas nas amostras após laminação a frio. ........................................ 77 Tabela V. 10– Tamanho de grão e principais componentes e fibras da textura cristalográfica das amostras após recozimento final, para TLQ=1050oC. ................................................. 78 Tabela V. 11– Propriedades magnéticas obtidas em chapa única e tamanho de grão final, para TLQ=1050ºC ...................................................................................................................... 88 Tabela V. 12– Recozimento final a diferentes temperaturas e as frações volumétricas das principais fibras e componentes de textura cristalográfica ................................................ 94 xiii LISTA DE NOTAÇÕES: • Aperam – Aperam South America; • BQ – Bobina logo após laminação a quente; • BQR – BQ com recozimento inicial; • BF – Bobina com espessura final após laminação a frio; • BFR – bobina laminada a frio com espessura final e submetida ao recozimento final; • B – Indução magnética em T ou mT; • B50 – Indução magnética num campo magnético de 5000A/m • Componente cubo - (100)[010]; • Componente Goss – {011}<100>; • CSL –Coincident Site Lattice - rede de pontos de coincidência; • DL – Direção de laminação; • DN – Direção normal a direção de laminação; • DT – Direção transversal a direção de laminação; • Fibra alfa - A fibra α <110>//DL; • Fibra eta – fibra η (<001>//DL); • Fibra gama – fibra γ (<111>//DN); • Fibra teta θ {100}<uvw>; • FDOC = função de distribuição de orientações cristalográficas; • GDF – Grau de deformação a frio; • (h,k,l) corresponde ao plano hkl; • {hkl} corresponde a família de planos hkl; • H – Campo magnético (A/m); • TG – Tamanho de Grão (µm); • TGBQ – Tamanho de grão da BQ; • TGBQR – Tamanho de grão da BQ após recozimento inicial; • TGBFR = Tamanho de grão da BF após recozimento final; • TLQ – Temperatura de laminação a quente; • [uvw] corresponde a direção uvw; • <uvw> corresponde a família de direções uvw; • ρ – Densidade da liga; • P15/50 – perda magnética media a 1,5T e 50Hz. xiv RESUMO Foram avaliados a influência da adição de Sb e do processamento termomecânico sobre a estrutura e as propriedades magnéticas de um aço elétrico com 3% em massa de Si e 0,60% em massa de Mn. Foram processadas amostras retiradas do esboço após laminação industrial no desbastador, as quais foram submetidas em laboratório à laminação a quente de acabamento, recozimento inicial, laminação a frio para espessura final de 0,35mm e recozimento final. A adição de 0,045% em massa de Sb e uma deformação a frio de 76% resultaram em menor perda magnética e maior indução magnética, devido ao aumento do fator de textura (razão das fibras η/γ) associado a um tamanho de grão final em torno de 140µm. Foi observado que o Sb contribui para redução do tamanho de grão após laminação a quente e após recozimento inicial, principalmente no valor de 0,098% em massa, confirmando o efeito deste elemento em segregar próximo aos contornos de grãos, restringindo o movimento dos contornos. No recozimento final a diferentes temperaturas, para o teor de 0,045% em massa de Sb, foi observado na fase de crescimento de grão que ocorreu um aumento do fator de textura e da fração volumétrica da fibra teta às custas da redução da fibra gama. O mecanismo responsável pela melhoria nas propriedades magnéticas está relacionado à característica do Sb em aumentar durante o recozimento final na fase de crescimento de grãos a mobilidade dos contornos de grãos de baixa energia. Foi observado que a componente da fibra gama próxima de (111)[112] tende a diminuir e a componente da fibra teta próximo de (001)[130] tende a aumentar na etapa de crescimento de grãos durante o recozimento final. Estas duas orientações cristalográficas formam entre si contorno muito próximo de um contorno CSL Σ11 que é um contorno de baixa energia, contribuindo inclusive para melhoria do fator de textura fibras η/γ nesta etapa do recozimento final. xv ABSTRACT The influence of antimony (Sb) addition and thermomechanical processing on the structure and magnetic properties of an electrical steel containing 3wt%Si and 0,60wt%Mn was investigated. The samples processed were taken from a transfer bar, after roughing mill rolling, and then processed in laboratory (hot rolling finishing, initial annealing, cold rolling into a final thickness of 0,35mm and final annealing). Addition of 0,045wt%Sb and a 76% cold deformation resulted in lowest core loss and highest magnetic induction due to an increase to texture factor (η/γ ratio), associated to a final grain size of approximately 140µm. It was observed that Sb contributes to grain size reduction after hot rolling and initial annealing, particularly to the value of 0,098wt%, which confirms the effect of this element in segregating near grain boundaries, thus restraining boundary movement. When annealing at different temperatures, Sb content of 0,045wt%, it was noticed during grain-growth phase that the texture factor increased owing to γ fibre reduction, in addition to a fraction increase of θ fibre owing to reduction of fibre γ. The mechanism responsible for improvement to the magnetic properties is related to the Sb characteristic which, during the final annealing in grain-growth phase, affords an increased mobility of low-energy grain boundaries, thus bringing forward the migration of grain boundaries relative to θ fibre next to component (001)[130] at the expense of reduction of γ fibre grain boundary next to component (111)[112], which form among them a boundary that is very close to a low-energy CSL Σ11 boundary. . xvi CAPITULO I - INTRODUÇÃO Os aços elétricos de grão não orientado são materiais magnéticos macios e as principais características magnéticas avaliadas são a perda magnética e a permeabilidade magnética. A maximização da permeabilidade é o desafio internacional do processamento de aços elétricos GNO e o controle das variáveis de processo, como: composição química (C, Si, Mn, Al, S, N, O, P, Ti, Cr, Sn, Sb, outros residuais), parâmetros de laminação a quente, laminação a frio, recristalização, espessura da tira, oxidação e nitretação e/ou presença de precipitados e o crescimento de grão, tem o objetivo de obter uma textura cristalográfica tipo fibra <100> perpendicular ao plano da chapa, ou seja, textura {100}<0vw>, (Landgraf, 2002; Walter, 1995). O outro fator importante, relacionado com a eficiência das máquinas que utilizam os aços GNO, é a perda magnética. Minimizar as perdas magnéticas, em especial as perdas no ferro (associada à histerese magnética), é também um desafio corrente, por meio do controle das variáveis de processo destes aços. Com relação à composição química, um dos efeitos da adição de alguns elementos é alterar a resistividade elétrica, em especial o Si e Al, proporcionando perdas magnéticas menores. Com relação a outros elementos como o Sb, são poucos os relatos na literatura referentes a sua influência nas propriedades magnéticas dos aços elétricos. Contudo, sabe-se que o Sb segrega no contorno de grão, inibindo o seu movimento e o crescimento normal dos grãos recristalizados. No caso dos aços elétricos de grão orientado, têm sido propostos vários métodos em que o Sb é adicionado para promover o crescimento de grãos na recristalização secundária com componentes de textura cristalográfica (110)[001] (Irie et al., 1980). Os principais parâmetros conhecidos que influenciam as propriedades magnéticas são composição química (C, Si, Mn, Al, S, N, O, P, Ti, Cr, Sn, Sb, outros residuais), tamanho de grão final, textura cristalográfica, espessura da tira, oxidação e nitretação e/ou presença de precipitados (Chang et al., 2005; Cunha et al., 2002a). 1 A tabela I.1 mostra os aços elétricos de grão não orientado totalmente processados disponíveis para comercialização atualmente no Brasil e a sua correspondência com normas internacionais. Os aços que não mostram correspondência com normas internacionais é porque são fabricados somente pela Aperam South America no Brasil. Tabela I. 1- Comparação entre os produtos Aperam e as normas internacionais DIN e JIS (1,5T/50Hz). Produto Aperam JIS 2552 (2000) Espessura DIN EN 10106 (2007) (mm) Aperam Perda Típica Aperam Perda Máxima Grade (W/kg) Grade (W/kg) (W/kg) (W/kg) E233 - - - - 3,74 4.25 E230 - - M600-65A 5.30 3,97 6.00 - - M470-65A 4.70 3,84 4.70 E170 - - - - 3,70 4.25 E157 E230 - - M400-65A 4.00 3,57 - - - - 3,23 3.95 5.30 E233 - - - - 3,08 3.68 E230 - - M530-50A 5.30 3,23 5.30 E185 50A470 4.70 M470-50A 4.70 3,19 4.10 E170 50A400 4.00 M400-50A 4.00 3,10 3.68 E157 - - - - 3,02 3.42 E145 50A350 3.50 M350-50A 3.50 2,94 3.33 E185 0.65 0.54 0.50 E137 - - M330-50A 3.30 2,77 3.14 E125 50A310 3.10 M310-50A 3.10 2,54 3.05 E115 50A290 2.90 M290-50A 2.90 2,48 2.90 E110 50A270 2.70 M270-50A 2.70 2,42 2.70 E105 50A250 2.50 M250-50A 2.50 2,35 2.50 E100 50A230 2.30 - - 2,25 2.30 E170 35A360 3.60 M330-35A 3.30 2,72 3.30 E157 35A300 3.00 M300-35A 3.00 2,59 3.00 E145 - - M290-35A 2.90 2,49 2.90 E137 35A270 2.70 M270-35A 2.70 2,37 2.70 E125 35A250 2.50 M250-35A 2.50 2,25 2.50 E115 35A230 2.30 M235-35A 2.35 2,14 2.35 E110 35A210 2.10 - - 2,05 2.10 E100 - - - - 1,93 1.95 0.35 A figura 1.1 ilustra os valores da indução magnética como uma função dos valores de perdas magnéticas na condição 1,5T/50Hz, típicas dos produtos da Aperam South America. Em geral os consumidores de aços elétricos vêm solicitando aços com menores perdas e maiores induções magnéticas que são objeto da maioria dos trabalhos relacionados ao desenvolvimento dos aços elétricos. 2 1760 1750 B50 mT 1740 Desafio 1730 1720 1710 1700 1690 1,50 2,00 2,50 3,00 3,50 4,00 4,50 Perda 1,5T/50Hz (W/kg) Espessura 0,50mm Espessura 0,35mm Espessura 0,65mm Figura 1. 1– Indução magnética B50 como uma função da perda magnética a 1,5T/50Hz dos aços produzidos pela Aperam (Catálogo aços elétricos). Justificativa A busca contínua de alternativas para redução do consumo de energia é o principal argumento para a condução deste trabalho. Os aços elétricos de grão não orientado são materiais magnéticos macios, utilizados numa grande variedade de equipamentos elétricos tais como motores, geradores de energia, medidores de energia, reatores e com um grande potencial de uso na indústria automobilística, na produção motores elétricos para carros híbridos. Do ponto de vista de economia de energia e preservação do meio ambiente, vários tipos de veículos elétricos e elétricos híbridos têm sido desenvolvidos em escala comercial. O número destes veículos tem aumentado rapidamente e as principais características exigidas dos aços elétricos para a produção de motores de alta eficiência destes veículos são: baixas perdas magnéticas em alta frequência e altas densidades de fluxo magnético (alta permeabilidade magnética), conforme Yabumoto, 2003 e Honda A. et al 2003. Em função do elevado custo dos aços elétricos de grão orientado, tem sido proposto por alguns fabricantes a produção de pequenos transformadores de até 100kVA a partir de aços 3 elétricos de grão não orientado de baixíssima perda magnética na direção longitudinal, aliado a uma alta permeabilidade, que é também outro fator motivador para o desenvolvimento deste trabalho. Neste trabalho, buscando a melhoria das propriedades magnéticas, foi estudado o efeito do antimônio nas propriedades magnéticas de um aço elétrico grão não orientado com 3% em massa de Si, com foco no mecanismo que rege a influência deste elemento na formação e desenvolvimento das texturas cristalográficas. A melhoria das propriedades magnéticas leva a uma redução do consumo de energia das máquinas elétricas, seja com foco na geração, transmissão ou nas máquinas consumidoras de energia elétrica, levando à produção de equipamentos de maior eficiência. Adicionalmente, foram avaliadas as influências da temperatura de último passe de laminação a quente e do grau de deformação durante a laminação a frio sobre as propriedades magnéticas dos produtos oriundos destas ligas. O fator importante para a execução deste trabalho é o fato de não existir trabalhos anteriores relacionados ao assunto para a composição química do aço elétrico grão não orientado com 3% em massa de Si ligado ao Mn e com Al residual. Organização da Tese No capítulo I faz-se uma introdução ao tema e justifica-se a pesquisa que foi desenvolvida. No capítulo II descrevem-se os objetivos gerais e específicos do trabalho. No capítulo III desenvolve-se uma revisão bibliográfica com foco nos materiais magnéticos, uso do Sb nos aços elétricos e influência da estrutura de grãos e principais componentes e fibras de textura cristalográfica nas propriedades magnéticas. No capítulo IV descrevem-se os principais recursos usados no desenvolvimento do trabalho e nas análises desenvolvidas bem como os métodos aplicados. No capítulo V apresenta-se uma análise estatística dos dados considerando perda magnética e indução magnética como função das variáveis independentes, teor de Sb, temperatura de laminação a quente e grau de deformação a frio, e mostram-se os principais resultados obtidos e discute-se a relevância dos mesmos. No capítulo VI são relacionadas as principais conclusões alcançadas no trabalho. 4 No capítulo VII listam-se sugestões para trabalhos futuros baseadas nos resultados obtidos neste trabalho e análises que não foram possíveis de serem desenvolvidas durante a execução deste trabalho. No capítulo VIII lista-se o trabalho publicado em revista internacional relacionado ao assunto deste trabalho. No capítulo IX listam-se as referências bibliográficas. No capítulo X relacionam-se os anexos referentes a dados obtidos nos experimentos durante a condução dos trabalhos. 5 CAPITULO II - OBJETIVOS Geral Estudar a influência do antimônio sobre a evolução da estrutura e sobre as propriedades magnéticas de aços elétricos com teor de Si de 3 % em massa ligados ao Mn, variando a temperatura de laminação a quente e o grau de deformação a frio. Específico 1. Avaliar influência do teor de Sb, temperatura de laminação a quente e grau de deformação durante a laminação a frio nas propriedades magnéticas. 2. Avaliar influência do teor de Sb e grau de deformação durante a laminação a frio na estrutura: tamanho de grão e textura cristalográfica. 3. Correlacionar o tamanho de grão e a textura cristalográfica com as propriedades magnéticas 4. Avaliar o mecanismo da influência do teor de Sb sobre a textura cristalográfica e propriedades magnéticas. 6 CAPITULO III – REVISÃO BIBLIOGRÁFICA 3.1- Propriedades Magnéticas 3.1.1- Indução, permeabilidade e polarização magnética Muitos dos nossos dispositivos tecnológicos modernos se baseiam no magnetismo e em materiais magnéticos; estes incluem geradores de potência elétrica e transformadores, motores elétricos, rádio, televisão, telefones, computadores e componentes de sistemas de reprodução de som, de vídeo, etc. Todas as substâncias são influenciadas de alguma maneira pela presença de um campo magnético. As propriedades magnéticas macroscópicas dos materiais são uma consequência dos momentos de dipolos magnéticos associados com os elétrons individuais, que se originam do movimento orbital do elétron em torno do núcleo e do spin do elétron. A adequação de uma liga metálica a ser usada com material magnético é determinada pelo seu momento de dipolo magnético atômico médio, que está relacionado ao número de elétrons médios 3d e 4s por átomo e da estrutura cristalográfica (cfc ou ccc). As ligas baseadas em Fe, Co e Ni são as mais adequadas e esta é a base física que caracteriza as ligas Fe-Si, chamadas de aços elétricos, como materiais ferromagnéticos. Os materiais ferromagnéticos no estado desmagnetizado são divididos em um número de pequenas regiões denominadas de domínios e cada domínio está espontaneamente magnetizado com um valor de saturação, associando interações de acoplamento produzidas entre os dipolos magnéticos de spin de átomos adjacentes, que se alinham uns com os outros. Os domínios magnéticos geralmente têm dimensões da ordem de 10-2 a 10-3cm. Em uma amostra as direções de magnetização dos vários domínios estão orientadas ao acaso, e ela não apresenta magnetismo (Callister, 1991). O processo de magnetização muda a amostra de um estado de multi-domínios para um estado de domínio único, magnetizado na mesma direção do campo magnético externo aplicado 7 (denominado de H, intensidade campo magnético: U(H)=A/m). O processo de magnetização de um material ferromagnético sob a influência de um campo externo se reduz a: - crescimento daqueles domínios cujos momentos magnéticos formam o menor ângulo com a direção do campo. - rotação dos momentos magnéticos na direção do campo externo. A magnetização, M, (ou polarização magnética) é a resposta do meio à aplicação do campo magnético externo H e a função de resposta correspondendo à relação entre H e M é denominada de susceptibilidade magnética, χm. A relação entre M e H é não linear para materiais ferromagnéticos e χm>>1. A não linearidade na relação entre M e H é caracterizada pelos ciclos de histerese, onde se define a magnetização remanente e a coercividade do material. Normalmente busca-se conhecer o campo magnético ou a indução magnética (B) que resulta da aplicação de um campo externo H e a relação entre estas grandezas é denominada de permeabilidade magnética (µ): µ= B H (3.1) Para materiais ferromagnéticos, a permeabilidade magnética depende do valor de H e µ>>1. No sistema internacional de unidades tem-se U(µ)=TmA-1. Nos materiais ferromagnéticos baseados no Fe, a magnetização de saturação ou polarização magnética de saturação é uma propriedade intrínseca, ou seja, não é afetada por defeitos microestruturais e depende, basicamente, da composição química. Essa propriedade origina-se na estrutura eletrônica do ferro: o valor da saturação do ferro está diretamente ligado ao fato do ferro ter 7,8 elétrons na camada 3d, ou seja, ter 2,2 elétrons com spins desemparelhados. O silício é um elemento químico sem spins desemparelhados, portanto não magnético, que substitui os átomos de ferro na rede e a adição de silício tem um efeito exclusivamente diluidor da magnetização (Landgraf, 2001a). O valor da magnetização de saturação é constante em todas as direções em que se aplica o campo magnético, mas o campo necessário para atingi-la depende da direção cristalográfica, como mostra a figura 3.1. Verifica-se que na direção <100> atinge-se a saturação com campos 8 muito baixos. Nas direções <110> e <111> são exigidos campos muito mais altos (Landgraf, 2001a). Figura 3.1-Curvas de magnetização com o campo magnético externo (H) aplicado em 3 diferentes direções cristalográficas de um monocristal de ferro (Landgraf, 2001a). Novas gerações de aços elétricos de grão não orientado de alta permeabilidade têm sido desenvolvidas com base na melhoria da textura cristalográfica, reduzindo as frações da componente [111]//DN e aumentando as frações da componente [100]//DL (Paolinelli et al., 2006; Chaudhury A. et al., 2007). Trabalhos têm sido desenvolvidos buscando a melhoria da polarização magnética com ajustes de processos, buscando melhoria da textura cristalográfica dos aços elétricos de grão não orientado, principalmente buscando melhores ajustes na temperatura de laminação a quente, grau de deformação a frio, temperatura de recozimento inicial e final e ainda adição de elementos de liga específicos (Cunha, 2002ab). 3.1.2- Perdas magnéticas A maioria das aplicações dos aços elétricos GNO é em máquinas excitadas por correntes alternadas, o que leva a perdas de energia nos processos de magnetização e desmagnetização. Devido à existência da histerese magnética e da circulação de correntes elétricas parasitas ou de Foucault induzidas pela variação do fluxo magnético no interior do material, o processo de inversão da magnetização ocorre com dissipação de energia, ou seja, com perdas magnéticas, 9 também conhecidas como perdas no ferro. Quando se avalia o rendimento energético de máquinas elétricas, as perdas no ferro são normalmente maiores que as perdas no cobre (dissipação de energia por efeito Joule nos condutores elétricos – enrolamentos) (Landgraf, 2001a). O aço utilizado no núcleo se torna mais eficiente à medida que sua permeabilidade magnética aumenta e/ou suas perdas magnéticas diminuem, pois um núcleo de alta permeabilidade necessita de uma corrente elétrica menor para atingir um determinado campo magnético, o que resulta em menores perdas no cobre por efeito Joule (Landgraf, 2001a). As perdas magnéticas em um material ferromagnético são compostas de três parcelas: perda por correntes parasitas ou de Foucault, perdas por histerese e perdas anômalas. As correntes parasitas ou de Foucault são geradas durante os ciclos de magnetização e desmagnetização sob campos magnéticos alternados e sua intensidade é proporcional à frequência de oscilação do campo magnético e a espessura da chapa do núcleo, e inversamente proporcional à resistividade elétrica. Pode-se reduzir estas correntes parasitas se o núcleo dos motores for construído de lâminas finas isoladas eletricamente umas das outras e se aumentar a resistividade elétrica do material ajustando a composição química (Landgraf, 2001a). As perdas magnéticas por correntes parasitas clássicas podem ser calculadas pela seguinte equação: Pp ( π.e.B.f ) = 2 6.ρ.d (3.2) onde, Pp é a perda magnética por correntes parasitas (W/kg), e é espessura (m), B é a indução magnética (T), f é a frequência (Hz), ρ é a resistividade elétrica (Ωm) e d a densidade (kg/m3). O processo de magnetização não é reversível, pois o material após ter sido magnetizado não retorna sua magnetização a zero com a retirada do campo magnético, retendo um valor residual que necessita de energia adicional para ser levado a zero. Tal fato conduz à ocorrência de histerese e a área interna da curva de histerese representa a energia dissipada, ou seja, a perda magnética por histerese em cada ciclo de magnetização: 10 Ph = Kf ∫ BdH (3.3) onde, Ph é perda por histerese (W/kg), K é uma constante, f é frequência (Hz), B é a indução magnética (T) e H o campo magnetizante (A/m) (Landgraf, 2001a). A diferença entre as perdas magnéticas totais e a soma das perdas por histerese e correntes parasitas é denominada de perdas anômalas. As perdas anômalas estão associadas ao movimento não conservativo das paredes dos domínios magnéticos durante o processo de magnetização. Quanto maior o tamanho dos domínios presentes na estrutura maior é a velocidade da parede e maior será a perda anômala (Landgraf, 2001a). O valor da perda magnética total e a proporção representada por cada parcela que a compõe variam com as condições de teste e parâmetros estruturais, como o tamanho de grão do material. Para um aço com 3,0% em massa de Si, testado em baixas frequências, a principal parcela é a perda por histerese. Em frequências mais altas, a perda total aumenta muito e a parcela referente às correntes parasitas é dominante seguida da parcela anômala e, por último, a histerética. O tamanho de grão ótimo, o qual minimiza a soma das três parcelas diminui à medida que a frequência aumenta (Paolinelli, 2008a). Landgraf (2001a) comparou os valores das perdas magnéticas totais de diferentes aços, utilizando como indicador de desempenho o valor das perdas magnéticas a 1,5T, 60Hz (figura 3.2). O aço ABNT 1006 sem recozimento (SR) tem perdas de 18W/kg. Um recozimento especial no mesmo aço (1006CR) reduz o valor de perdas de 18 para 10W/kg. A adição de silício e alumínio ao aço aumenta sua resistividade elétrica, o que reduz a intensidade das correntes elétricas parasitas e assim permite reduzir as perdas até 4,2W/kg. A redução da espessura de 0,5 para 0,3mm é capaz de reduzir as perdas de 3,6 para 2,8W/kg. 3.1.3- Influência das propriedades magnéticas no desempenho das máquinas elétricas A perda magnética está intimamente ligada com o rendimento da máquina elétrica (Ishida et al., 2003) e, em alguns casos, com desempenho e vida útil de seus componentes. A perda magnética no núcleo do material ferromagnético representa a parcela da potência fornecida 11 Figura 3.2- Perdas magnéticas totais e suas componentes histerética (Ph), parasita (Pp) e anômala (Pa) em diferentes aços elétricos (Landgraf, 2001a). que é convertida em calor desnecessariamente. Quanto maior esta perda magnética, maior a energia dissipada gerando calor, menor o rendimento da máquina e menor a potência disponível para gerar trabalho, para uma mesma quantidade de energia fornecida. Quanto maior a quantidade de calor gerado maior a temperatura de trabalho da máquina, maior a dificuldade e gasto com sistema de refrigeração e maior o risco de danos de seus componentes, comprometendo seu desempenho e a vida útil. Os aços elétricos são usados no estator e no rotor dos motores, como mostrado na figura 3.3. A previsão do rendimento de uma máquina elétrica como um motor, baseada no resultado de medições realizadas em testes magnéticos padronizados, como o da ponte de Epstein, resulta em valores bastante discrepantes. No teste padronizado as propriedades magnéticas são medidas sob condições de campo magnético alternado uniforme, direções particulares do material, com poucas tensões introduzidas ou com amostras com alívio de tensões e forma de onda de fluxo senoidal. Na realidade o núcleo de material ferromagnético é usado sob condições muito diferentes das condições de medição do teste padronizado (Paolinelli, 2008a). A eficiência dos motores pode ser aumentada com a utilização de espessuras mais finas da chapas, que resulta em uma redução da perda magnética no material do núcleo, e mais altas velocidades de rotação, que resulta em uma redução da perda no cobre do motor. 12 Interruptor centrífugo Estator Rotor Polia Motriz Rolamento Ventilação Ventilação Caixa de terminal Suprimento de potência Figura 3.3- Partes do motor elétrico com destaque para o rotor e estator que usam aço elétrico. Durante a manufatura, os materiais são cortados em tiras e, em seguida “estampados” em prensas para obtenção das lâminas que, empilhadas, grampeadas ou soldadas comporão os núcleos. Estas operações introduzem tensões e deformações que degradam as propriedades magnéticas num nível que pode inviabilizar o alcance de rendimento e desempenho desejado nas máquinas (Paolinelli, 2008a). Na região afetada pelo corte, a estrutura de domínios é alterada bem como ocorre a introdução de tensões elásticas e discordâncias que vão influenciar negativamente as propriedades magnéticas de acordo com as condições de magnetização. Um tratamento de alívio de tensões em temperaturas relativamente baixas, como 750°C, pode restaurar as propriedades magnéticas com redução de até 14% na perda magnética e acréscimo de até 86% na permeabilidade magnética, considerando corte em guilhotina no formato de corpo de prova Epstein. É possível que para material que tenha sofrido processo de estampagem e com geometria mais complicada, como uma lâmina do núcleo de um motor, estes percentuais sejam maiores (Paolinelli, 2008a). Grandes máquinas como hidrogeradores são produzidas utilizando aços GNO mais nobres. Como o volume de material ferromagnético do estator é muito grande, ocorre uma grande geração de calor e, portanto, há uma grande preocupação com a perda magnética do material do núcleo. Utilizam-se aços de perdas magnéticas mais baixas e condições adequadas de refrigeração para garantir que o núcleo não vá atingir temperaturas muito elevadas e comprometer seu desempenho e integridade de seus componentes. Ainda, um material de 13 perda magnética mais baixa permite a obtenção de um rendimento maior evitando desperdício na geração de energia elétrica. Benefícios como redução de tamanho, aumento de torque e altos rendimentos podem ser obtidos com o uso de materiais com espessuras mais finas, perdas magnéticas baixas e alta permeabilidade magnética. Como consequência bem estar e economia de energia podem ser viabilizados para o ser humano. 3.2- Influência dos principais elementos de liga A composição química dos aços é composta por dois tipos de elementos químicos: os que entram em solução sólida na estrutura cristalográfica do ferro, como o silício, o manganês, o alumínio e cromo; os que formam partículas de outras fases, como o carbono, enxofre, oxigênio e nitrogênio. A tabela III.1 mostra a faixa de composição química típica de chapas de aços elétricos de grão não orientado produzidos pela Aperam South America. O principal efeito de alguns elementos químicos que compõem aço é aumentar a resistividade elétrica e diminuir as perdas parasitas. A resistividade elétrica varia de 12µΩcm para o aço 1006 até 50µΩcm nos aços com 3,5% em massa de Si. Os elementos químicos que mais alteram a resistividade elétrica do aço são o silício, alumínio e fósforo (Landgraf, 2002; Chaudhury A. et al., 2007). Tabela III. 1– Faixa de composição química típica dos aços elétricos (% em massa). Elemento Mínimo Máximo C 0 0,003 Si 0,5 3,5 Al 0 1 Mn 0 1 S 0 0,01 ∑ Residuais 0 0,5 14 3.2.1 - Silício O silício é adicionado para aumentar a resistividade elétrica e para diminuir a perda magnética por correntes parasitas. Ele afeta fortemente as propriedades mecânicas em especial dureza, resistência a tração e limite de escoamento, tornando o aço difícil de ser laminado a frio para valores superiores a 3,5% em massa de Si conforme Irie et al. (1980). Estes efeitos estão relacionados ao endurecimento por solução sólida decorrente da dissolução do Si na matriz ferrítica, como citado por Magela et al. (2002). Por outro lado, os valores de permeabilidade a 1,5T (µ1,5) e indução magnética 5000A/m (B50) são reduzidos com a adição de Si devido à redução da polarização de saturação. A polarização magnética de saturação é uma propriedade intrínseca, ou seja, não é afetada por defeitos microestruturais e depende, basicamente, da composição química. A adição de silício ao aço reduz a saturação do aço elétrico em aproximadamente 0,05T para cada 1% em massa de Si (Landgraf, 2001a). Essa propriedade origina-se na estrutura eletrônica do ferro e o valor da saturação do ferro está diretamente ligado ao fato do ferro ter 7,8 elétrons na camada 3d, ou seja, ter 2,2 elétrons com spins desemparelhados. O silício é um elemento químico sem spins desemparelhados, portanto não magnético, que substitui os átomos de ferro na rede: com isso, a adição de silício tem um efeito exclusivamente diluidor da magnetização, conforme Landgraf (2001a). O silício nos aços baixo carbono restringe a formação da fase austenítica (γ), tal que com 3,25% em massa de silício e com 0,01 a 0,02% em massa de carbono ou menos, a liga é totalmente ferrítica (α) da temperatura ambiente ao ponto de fusão, conforme Paolinelli (1988). A adição de silício (% massa) reduz a densidade da liga, ρ (g/cm3) de acordo com a equação citada no Anual Book of ASTM Standards (2013): ρ=7,865 – 0,065(% em massa Si + 1,7% em massa de Al) (3.4) 15 Além disso, o aumento do teor de silício em um aço baixo carbono reduz a tendência a deteriorar suas propriedades magnéticas durante o uso (envelhecimento magnético) conforme Paolinelli (1988). Tradicionalmente os produtores de aço elétrico usam o Si como elemento determinante na busca de menores perdas magnéticas, portanto quando o teor de Si atinge valores acima de 3,0% em massa o material fica bastante frágil, tornando-o difícil de ser conformado a frio. 3.2.2 Alumínio - Al Adição de alumínio aumenta a resistividade elétrica do aço. Quando o teor de Al é menor que 0,1% em massa, ocorre a precipitação de finos precipitados de AlN, restringindo o crescimento de grão. Da mesma maneira que o Si, acima de 1% em massa dificulta a laminação a frio devido ao aumento da dureza e do limite de resistência a tração (Irie et al., 1980; Cunha 2008). Em geral Al é adicionado aos aços elétricos para obter baixas perdas magnéticas, o que leva a obtenção indesejável de menores induções magnéticas (Irie et al., 1980; Cunha 2008). Altos teores de silício e alumínio levam a redução da indução magnética. O Al também afeta a densidade do aço elétrico conforme já indicado na equação (3.4). 3.2.3 Manganês - Mn Trabalhos tais como o de Kubota (2003) e de Paolinelli (2006) têm sido conduzidos de maneira a analisar a influência do Mn na melhoria da textura cristalográfica, buscando redução de perda magnética por histerese e aumento da permeabilidade magnética e indução magnética. Foi observado que aços com baixos teores de impurezas, baixo teor de silício (~0,5% em massa) e com aproximadamente 1% em massa de Mn pode-se alcançar significativa melhoria da textura cristalográfica. Em aços com elevados teores de S, o Mn tem efeito danoso nas propriedades magnéticas, devido a formação indesejável de precipitados de MnS. Contudo, em função da limpeza dos aços alcançada atualmente na fase de fusão e refino, o Mn pode ter efeito benéfico melhorando a textura cristalográfica e, consequentemente, as propriedades magnéticas. A 16 adição de Mn diminui a fração volumétrica das orientações {111}<uvw>, aumentando a fração volumétrica das orientações cristalográficas {110}<uvw> e {100}<uvw>. Esta melhoria na textura cristalográfica com a adição de Mn é devido à mudança nos sítios de recristalização após laminação a frio (Kubota, 2003). 3.2.4 Estanho - Sn Kubota (2003) desenvolveu estudos buscando a melhoria da textura cristalográfica e redução da perda magnética por histerese, aumentando a permeabilidade e a indução magnética em aços elétricos de grão não orientado com teor de Si de 0,5% em massa e Al de 0,2% em massa, e contendo Sn. Foi observado que o Sn com teor de até 0,1% em massa pode ser um dos responsáveis por estas melhorias. A adição de estanho diminui a quantidade de grãos com orientação indesejável (111)<uvw> e aumenta a quantidade de grãos com orientação cristalográfica {110}<100>. Por outro lado, a adição de Sn inibe o crescimento normal de grão devido a sua segregação nos contornos de grão (Kubota, 2003; Godec et al., 1999a; Godec et al., 2001; Chang, 2005). O tamanho de grão das chapas depois de recozidas após a laminação a frio é também afetado pela adição de estanho, sendo menores do que as mesmas chapas sem adição de estanho. Excessivos teores de estanho, maiores que 0,1% em massa, levam a um menor tamanho de grão nas chapas com recozimento final, aumentando a perda magnética por histerese. Observa-se também que a melhoria da textura cristalográfica promovida pela adição de estanho no trabalho de Kubota, 2003 é devido à mudança na recristalização em função do aumento no grau de redução durante a laminação a frio. Verifica-se que a quantidade de grãos com orientações {110}<100> não diminui rapidamente para altas deformações a frio (>75%) com adição de Sn. Ao mesmo tempo, o aumento da quantidade de grãos com planos cristalinos (111)<uvw> com o aumento da redução a frio é inibido. O mecanismo da formação de textura de recristalização nos aços elétricos pela adição de estanho se deve à formação de bandas de cisalhamento que aumentam durante a laminação a frio com a adição de Sn. Como os grãos recristalizados nucleiam preferencialmente nas bandas de cisalhamento e têm orientações {110}<100>, é considerado que a probabilidade da 17 nucleação de grão de recristalização com orientação {111}<uvw> próximo do contorno de grão original diminua (Kubota, 2003). 3.2.5 Residuais (S, N, Ti, O) Os teores de enxofre, nitrogênio, titânio e oxigênio têm efeito direto no processo de fabricação, pois formam precipitados e/ou inclusões. As inclusões aumentam as perdas magnéticas por histerese impedindo o crescimento de grão e, portanto, piorando as propriedades magnéticas (Santos, 2000). Um novo tipo de chapa de aço elétrico para motores de alta eficiência foi desenvolvido através da aplicação de uma tecnologia própria de ultrabaixo enxofre. Este tipo de aço mostra as características de baixa perda magnética por histerese, alta indução magnética, excelentes propriedades de estampabilidade e baixo custo de produção. Baixíssima perda magnética foi conseguida reduzindo o teor de S nos aços e reduzindo a nitretação superficial durante os tratamentos de recozimento. Reduzir a perda magnética por histerese através de tecnologia de alta purificação dos aços não reduz a indução magnética e nem afeta negativamente as características mecânicas, tornando-se um método preferível para atingir baixas perdas magnéticas (Oda et al., 2002). Esforços têm sido conduzidos no sentido de reduzir os teores de elementos tais como oxigênio, nitrogênio e enxofre no estágio de fabricação do aço, para produzi-lo o mais puro possível. Em relação ao S, avanços na tecnologia de fabricação de aços têm facilitado a produção de aços de ultrabaixo enxofre contendo menos do que 10ppm, nível antes inatingível (Oda et al., 2002). O enxofre é indesejável, pois inibe o crescimento de grão principalmente quando coexistindo com o antimônio (Irie et al., 1980). O tamanho de grão do aço ultra baixo enxofre (4ppm de S) é maior do que os aços alto enxofre (30 a 50ppm) e ambos aumentam com o aumento da temperatura de recozimento final. Este resultado é devido ao fato de que a quantidade de MnS (que inibe o crescimento de grão) é menor com a redução do teor de enxofre. A melhoria da perda magnética com a redução do teor de S pode ser observada na figura 3.4 (Oda et al., 2002). 18 A nitretação dos aços ultra baixo enxofre pode ser inibida pela redução do percentual de nitrogênio na atmosfera do forno de recozimento final ou pela adição de elementos tais como fósforo, antimônio, estanho que como o enxofre segregam para a superfície, mas não formam precipitados que inibem o crescimento de grão (Oda et al., 2002). Durante o recozimento final, em geral o aço é submetido a uma atmosfera composta de nitrogênio e hidrogênio. Trabalhos foram desenvolvidos por Oda et al. (2002), em que conseguiram reduzir a absorção de N em até 500ppm durante o recozimento final com a adição de 40ppm de antimônio no aço; a adição deste elemento inibe a nitretação superficial dos aços ultrabaixo enxofre. Desta maneira, um aço elétrico para motores de alta eficiência foi obtido com a redução do teor de enxofre para baixíssimos níveis e inibição da nitretação com a adição de antimônio. Este novo material permitiu a obtenção de alta densidade de fluxo magnético, baixa perda por histerese e melhor propriedade de estampabilidade quando comparado com os aços convencionais. Este novo material é fácil de produzir e muito Perda magnética 1,5T/50Hz (W/kg) promissor para a utilização em núcleo de motores de alta eficiência (Oda et al., 2002). Temperatura de recozimento final(°C) Figura 3.4 – Variação da perda magnética como uma função da temperatura de recozimento final e teor de S (Oda et al., 2002). Na figura 3.4, o aumento de perda magnética do material de baixo S recozido acima de 900°C se deve ao aumento progressivo da perda por correntes parasitas associada ao crescimento de grão somado a um aumento da perda por histerese associada à maior nitretação superficial nesta faixa de temperatura (Oda et al., 2002). 19 3.2.6 Antimônio - Sb Tradicionalmente é conhecido que o antimônio segrega no contorno de grão, inibindo o seu movimento e o crescimento normal dos grãos recristalizados. No caso dos aços elétricos de grão orientado têm sido propostos vários métodos em que o antimônio é adicionado para promover o desenvolvimento de grãos de recristalização secundária com componentes de textura cristalográfica (110)[001], (Irie, et al. 1980; Solyom et al., 1989; Solyom et al., 1994; Marko et al., 1984; Vodopivec et al., 1991; Shimanaka et al., 1980a; Shimanaka et al., 1982). Foi observado que as propriedades magnéticas, particularmente a permeabilidade, podem ser melhoradas pela adição de pequenas quantidades de Sb em aços elétricos de grão não orientado com altos e baixos teores de Si, submetidos ao tratamento térmico inicial de recozimento (Paolinelli, 1988; Hutchinson, 1999). A figura 3.5 mostra para um aço com 1,8% em massa de Si a densidade relativa de grãos com textura cristalográfica (razão da densidade medida e a densidade no material isotrópico ideal) dos planos (111), (100) e (110) paralelos ao plano da chapa em função do teor de Sb. A maior densidade de planos (111) é observada nos menores teores de Sb. A densidade de planos (100) mostra um máximo a aproximadamente 0,05% em massa de Sb, enquanto a densidade dos planos (110) é independente do teor de Sb, (Vodopivec et al., 1991). dos elementos não controlados 0,16% dos elementos não controlados 0,51% Sb (%) Figura 3.5 – Densidade de grãos com textura cristalográfica (100)[010], (111)//DN e (110)[100] como uma função do teor de Sb segundo Vodopivec et al. (1991). 20 Um aumento na fração volumétrica das componentes (100)[010] e (110)[100] e diminuição da fibra [111]//DN devido à adição de Sb resultou em uma melhoria das propriedades magnéticas. A figura 3.6 ilustra o mecanismo da melhoria da textura, proposto por Takashima et al. (1993), com a adição de Sb, e a figura 3.7 mostra a influência do teor de Sb nas propriedades magnéticas de um aço com 1,85% em massa de Si, 0,25% em massa de Mn e 0,30% em massa de Al. Bobinas laminadas a quente submetidas ao tratamento de recozimento estático por tempo prolongado aumentam o tamanho de grão e promovem a segregação do Sb nos contornos de grão. Foi relatado por Takashima et al. (1993) que o Sb inibe a nucleação de recristalização próximo ao contorno de grão original e diminui a formação da fibra [111]//DN durante o recozimento final. Contorno de Grão Após Segregação do Sb recozimento inicial Laminação a Frio Início da Sb inibe a nucleação de recristalização próximo ao contorno de grão original. recristalização Componente {111} diminui. Figura 3.6 – Mecanismo de melhoria da textura com a adição de Sb (Takashima et al., 1993). Para melhoria da textura cristalográfica nos aços de grão não orientado, o antimônio deve estar na faixa de 0,015 a 0,15% em massa preferencialmente. Nestes aços, o efeito do antimônio na textura cristalográfica depende da temperatura de recozimento inicial, sendo sua influência reduzida quando não existe o recozimento inicial (Irie et al., 1980). 21 µ p 1.5T Concentração Sb (%) Figura 3.7 - Influência do Sb nas propriedades magnéticas (permeabilidade magnética µ p a 1,5T e perda magnética W15/50) de um aço 1,85% em massa de Si, 0,25% em massa de Mn e 0,30% em massa de Al (Takashima et al., 1993). Os efeitos dos elementos de liga antimônio e estanho nas propriedades magnéticas dos aços elétricos de baixa perda magnética foram avaliados por Huang et al. (2005), onde a microestrutura, textura cristalográfica e propriedades magnéticas foram caracterizadas nas chapas após recozimento final, observando-se que o antimônio e estanho aumentam a fração volumétrica das componentes Goss e cubo, de fácil magnetização, e reduzem a fração das componentes da fibra gama de difícil magnetização. Foi observado que o tamanho de grão influencia mais a perda magnética do que a indução magnética, e que a perda magnética no ferro diminui com o aumento do tamanho de grão. Por outro lado, a indução magnética apresentou maior correlação com a textura cristalográfica do que a perda magnética no ferro e que a indução magnética aumentou com a redução da fração volumétrica da fibra gama (Huang et al., 2005). De acordo com Kubota (2003), a formação de bandas de cisalhamento aumenta durante a laminação a frio com adição de estanho e a probabilidade da nucleação de grãos de recristalização com orientação [111]//DN próximo do contorno de grão diminui. Considerando que o antimônio e estanho são elementos que tendem a segregar para os contornos de grãos, eles têm um efeito muito similar como precipitados e o efeito na textura cristalográfica é similar. Ambos podem melhorar a textura cristalográfica (100)[010] e retardar a formação da textura cristalográfica [111]//DN durante o estágio de crescimento de grãos no processo de recozimento final. 22 Huang et al. (2005) verificaram que o fator de textura, razão da fração volumétrica da fibra gama pela componente cubo, pode também influenciar as propriedades magnéticas e a diminuição deste fator de textura pode melhorar efetivamente as propriedades magnéticas. Observou-se um maior fator de textura para os aços sem adição de elementos de liga e com boro, em relação aos aços com estanho e com antimônio. Jenko et al. (1995) observaram forte correlação entre a segregação superficial do Sb e a orientação dos grãos emergindo na superfície da chapa em uma liga com 2% em massa de Si e 0,3% em massa de Al. 3.2.7 Fósforo - P Lee et al. (2012) avaliaram o efeito do fósforo na resistividade elétrica do aço e verificaram que este elemento é um dos que mais aumenta a resistividade elétrica, e portanto diminui as perdas magnéticas por correntes parasitas (figura 3.8). O fósforo é um dos elementos que mais afetam a resistividade elétrica, mas sua adição acima de 0,14% em massa não é recomendada devido o aumento da tendência a fragilidade durante a laminação. É bem conhecido que o P é Resistividade µΩ.cm um dos elementos típicos que segrega nos contornos de grão. Teor de P (%) (a) Teor de P (%) (b) Figura 3.8–Resistividade elétrica (a) e perda magnética por corrente parasita (b) como uma função do teor de P (Lee et al., 2012). 23 A adição de fósforo no aço elétrico aumenta a indução magnética. Por outro lado, a indução magnética do aço com baixo teor de P (0,01% em massa) diminui drasticamente com o aumento na redução da laminação a frio (redução da espessura), enquanto que para o aço com alto teor de P (0,1% em massa) a indução magnética é pouca afetada pela redução na laminação a frio (Tanaka et al., 2005). 3.2.8 Carbono - C Os fabricantes de aços elétricos têm desenvolvido processos de aciaria de maneira a garantir os menores teores de carbono possíveis no aço, eliminando ou reduzindo a necessidade de descarbonetação no processo final de recozimento. Nos aços elétricos de grão não orientado com teor de Si de 2% em massa, objetiva-se teor de carbono final menor ou igual a 0,0030% em massa, para diminuir o fenômeno de envelhecimento magnético (envelhecimento magnético é o aumento da perda magnética com o tempo de uso da máquina elétrica, devido à precipitação de carbonetos que afetam a movimentação dos domínios magnéticos). O teor de Si acima de 3% em massa reduz o envelhecimento magnético devido à estabilização dos carbonetos metaestáveis e inibição da precipitação da cementita (Ray, 1982). Caso o teor de carbono final do aço com até 2% em massa de Si enviado para o cliente esteja acima de 30ppm, o cliente deverá fazer um tratamento de descarbonetação de maneira a reduzir este elemento para valores menores do que 30ppm. Este tratamento aumenta o custo de processo do material no cliente, e muitas vezes é indesejável, sendo necessário que o fornecedor do aço elétrico garanta valores já abaixo de 30ppm no envio do produto. A figura 3.9 mostra o índice de envelhecimento magnético de um aço elétrico semiprocessado, com teor inicial de carbono de 66ppm, teor de Si de 0,60% em massa e Al de 0,2% em massa, descarbonetado para vários teores de carbono e submetido a envelhecimento magnético. Após a submissão das amostras descarbonetadas a um ciclo de tratamento de envelhecimento a 210°C, por 24h, observou-se que o máximo valor relativo da perda magnética (maior IE) ocorreu para os teores de carbono residual de 25 a 40ppm. Por outro lado, abaixo de 20ppm não houve envelhecimento (IE<5%) (Marra et al., 2006). 24 40 35 IE (%) 30 25 20 15 10 5 0 0 20 40 60 80 Teor de C (ppm) Figura 3.9- Aumento relativo da perda magnética (parâmetro IE), em envelhecimento a 210°C/24 h, em função do teor residual de carbono (Marra et al., 2006). 3.3 - - Influência da textura cristalográfica Um fator que influencia a indução magnética das chapas de aços elétricos é a textura cristalográfica. A textura cristalográfica é uma descrição da distribuição das orientações do conjunto dos grãos em relação a referenciais da chapa laminada: o plano da superfície desta chapa e a direção de laminação. Ainda a textura pode ser genericamente definida como uma condição na qual a distribuição de orientações dos grãos de um policristal não é aleatória. O aço elétrico de grão não orientado, cuja estrutura cristalográfica é cúbica de corpo centrado CCC, não possui uma orientação preferencial definida, ou seja, as direções equivalentes dos cristais que compõem o material estão dispostas ao acaso dentro do mesmo. Na prática, entretanto, isso nem sempre é verdade, pois existem orientações preferenciais no interior do material, devido ao processo de fabricação que induz certo nível de anisotropia nas lâminas de aço. A distribuição aleatória dos cristais faz com que o fluxo magnético tenha a mesma facilidade para passar por qualquer direção, o que faz com que este tipo de aço seja indicado para máquinas rotativas (Santos, 2000). 3.3.1 - Texturas cristalográficas de interesse para os aços elétricos Uma textura preferencial, dominada por grãos {110}<100> e conhecida como componente 25 Goss, foi desenvolvida muitos anos atrás para aços elétricos do tipo GO (Grão Orientado), utilizados principalmente em transformadores onde a direção de magnetização é sempre a mesma. O principal destino dos aços elétricos do tipo GNO, por outro lado, é o mercado das máquinas elétricas rotativas como motores e compressores, nas quais a direção de magnetização gira 360°, mas permanece sempre no plano da chapa. No entanto, com as direções <100> conhecidas como direções de mais fácil magnetização, soube-se sempre que uma textura {100}<0vw> diminuiria as perdas por histerese (Shimanaka et al. (1982); Castro et al. 2006) e portanto contribuiria para a utilização mais econômica do aço nas máquinas rotativas. Mas esta textura é muito difícil de alcançar industrialmente. Com a tendência recente de governos e da sociedade em poupar energia, a questão da textura cristalográfica de aços elétricos GNO começou a fazer parte de novos esforços de desenvolvimento tecnológico (Castro et al., 2006). As orientações mais importantes do sistema cúbico de corpo centrado são: a) Componente Goss A orientação dos grãos nos aços elétricos com o plano (110) paralelo a superfície da chapa e a direção [100] paralela a direção de laminação é denominada de componente de Goss e é representada por {011}<100> (figura 3.10). Figura 3.10– Textura cristalográfica de Goss (110)[001]. Esta textura cristalográfica é boa para as propriedades magnéticas, pois será muito mais fácil magnetizar o aço se aplicar o campo na direção de laminação, que é uma direção [100]. Já a direção transversal não é boa, pois é uma diagonal da face, uma direção [110]. 26 b) Fibra gama Um dos objetivos do controle da textura dos aços elétricos é evitar a presença de grãos com os planos {111} paralelos à superfície da chapa (essa fibra é denominada {111}<uvw>, <111>//DN ou fibra gama). Ao contrário, esta é exatamente a fibra objetivada nas chapas de aço para estampagem. Com isso, a literatura sobre textura de aços para estampagem mostra exatamente o que deve ser evitado na textura dos aços elétricos, e vice-versa (Landgraf, 2001b). c) Fibra eta Esforços no desenvolvimento dos aços GNO de baixa perda e alta indução magnética têm se concentrado em atuar na fração das fibras η (eta) [001]//DL e γ (gama) [111]//DN mediante a alteração de elementos de ligas e processos de laminação a quente e a frio das tiras (Paolinelli, 2008a). d) Fibra alfa A fibra alfa ou fibra DL = {hkl}<110> é formada por componentes com a direção [110] paralela a direção de laminação. e) Componente cubo A componente cubo (100)[010] contem dois eixos paralelos ao plano da chapa. Nos motores elétricos o campo magnético é aplicado paralelamente à superfície da chapa. Então, a condição de textura cristalográfica ideal são grãos com direções <100> paralelas a superfície da chapa. Os únicos planos que contem duas direções <100> são os da família {100}. Estes planos {100} também possuem direções <110> que tem uma magnetização intermediária. Portanto, a textura ideal para motores elétricos deverá ter grãos com planos {100} paralelos a superfície da chapa, mas com direções <100> dispostas aleatoriamente (Chang et al., 2005; Santos, 2000). A adição de Sb tem sido utilizada para aumentar a permeabilidade magnética do aço elétrico GNO devido ao efeito benéfico sobre a textura cristalográfica. Trata-se de um elemento com 27 tendência a segregar na superfície livre e nos contornos de grãos e que seletivamente afeta o crescimento de grãos ferríticos recristalizados, prejudicando o crescimento de grãos com textura cristalográfica (111) no plano da chapa, Chang et al (2005). Com a adição de Sb há uma redução da intensidade da fibra γ ([111]//DN) e aumento da intensidade da fibra η [001]//DL, o que favorece as propriedades magnéticas, Chang et al (2005). As orientações mais importantes do sistema cúbico de corpo centrado podem ser representadas na seção φ2 = 45° do espaço de Euler, segundo notação de Bunge (figura 3.11). Componentes pertencentes à fibra gama ou fibra DN = {111}<uvw> apresentam a direção [111] normal ao plano da chapa e está localizada em Φ = 55o. A fibra α ou {hkl}<110> é formada por componentes com a direção [110]//DL e está localizada em Φ1 = 0°. Figura 3.11- Seção Φ2 = 45° do espaço de Euler mostrando as posições de orientações importantes do sistema ccc ao qual a liga Fe-Si pertence (Paolinelli, 2008a). A orientação de Goss (110)[001] tem o plano (110) paralelo à superfície da chapa e a direção [001] paralela à direção de laminação e está na posição Φ = Φ1 = 90°. A componente cubo (100)[010] contem dois eixos paralelos ao plano da chapa e está localizada na posição Φ = 0°; Φ1 = 45°. 28 e) Fibra teta A fibra teta θ {100}<uvw> está localizada no espaço de Euler em Φ1 para Φ = 0°; Φ2 = 45°. O ideal seria dispor de materiais com textura do tipo {100}<0vw>, ou seja, todos os grãos com planos {100} paralelos à superfície da chapa e direções <100> presentes em todas as direções no plano da chapa. Essa orientação também é conhecida como fibra <100> paralela à direção normal da chapa. 3.3.2 - Influência do processo termomecânico na formação da textura cristalográfica As variáveis de processo termomecânico incluem o graus de deformação a quente e a frio, e as temperaturas de laminação a quente e de recozimento inicial, intermediário e final. Dafé et al. (Dafé, 2010; Dafé et al. 2011) observaram que para obter melhores propriedades magnéticas é necessário nuclear grãos com textura favorável ao processo de magnetização e a maior intensidade de geração de bandas de cisalhamento durante a laminação a frio é de fundamental importância. Este resultado pode ser atingido quando se obtém grandes tamanhos de grãos na laminação a quente a 1000 e 1120°C e submetendo a bobina laminada a quente (BQ) a uma redução a frio controlada. Os resultados mostram que a melhor combinação de indução magnética a 5000A.m-1 (B50) e perda magnética determinada a 1,5T e 60Hz (W15/60) foi obtida pela laminação a quente a 1000°C e espessura de BQ de 1,4mm, submetida a redução a frio para a espessura final de 0,50mm, com um grau de deformação a frio (GDF) de 64,3%, para um aço elétrico com 3%Si em massa. A figura 3.12 mostra o tamanho de grão obtido após a laminação a quente como uma função da temperatura de acabamento e espessura final da BQ (grau de deformação a quente) para um aço elétrico com 3% em massa de Si, conforme levantado por Dafé (2010). No mesmo trabalho Dafé (2010) avalia a fração de fibra eta como uma função do grau de deformação a frio e temperatura de laminação a quente, figura 3.13, onde observa-se uma tendência de melhoria da textura (aumento da fração volumétrica de eta) com a diminuição do grau de deformação a frio e temperatura de laminação a quente em torno de 1000°C. 29 Figura 3.12- Tamanho de grão de amostras de BQ em um aço com 3% em massa de Si como uma função da temperatura de laminação a quente e diferentes reduções (Dafé, 2010). Figura 3.13- Fração volumétrica da fibra eta como uma função do grau de deformação a frio e temperatura de laminação a quente (Dafé, 2010). 3.3.3 - Estrutura e energia de contorno de grão Segundo Hunphreys et al. (2004) o conceito de engenharia de contorno de grão, em que as propriedades dos materiais são melhoradas pelo processamento destes, buscando maximizar o número de contornos de grãos especiais ou CSL (Coincident site Lattice- rede de pontos de coincidência), tem sido desenvolvido nos últimos anos seguindo a teoria de Brandon. É importante avaliar esta teoria voltada para o estudo de crescimento de grãos e os esforços devem ser direcionados para a determinação da mobilidade relativa nas diferentes classes de contornos de grãos e suas estruturas cristalográficas. 30 A ordem da rede de coincidência de pontos CSL é a frequência de coincidência ou razão do número de pontos da rede do cristal contidos na célula unitária CSL. Refere-se a um super reticulado tridimensional constituído de pontos coincidentes das redes de dois cristais sobrepostos. Se as redes de dois cristais se interpenetram e são transladadas de modo a fazer coincidir um ponto de cada rede, caso outros pontos das duas redes coincidam eles formarão a rede de pontos coincidentes. O inverso da razão de pontos da rede de coincidência para pontos da matriz é denominado pela letra Σ, Hunphreys et al. (2004). A relação CSL entre dois grãos vizinhos forma uma estrutura ordenada no contorno e um melhor ajuste entre os grãos do que os contornos não CSL, ou contornos aleatórios, os quais são desordenados. Para o sistema cúbico a estrutura dos contornos de grão tem um papel importante em muitos fenômenos. Em várias aplicações o comportamento dos contornos de grão é heterogêneo. Existe uma classificação em três grupos: 1. - contornos de pequeno ângulo (<15°); 2. - contornos de grande ângulo com coincidência-CSL- tendo 3<Σ<29, onde Σ é a razão dos volumes das redes CSL e do cristal; 3. - contornos de grande ângulo aleatórios. Os contornos CSL com 3<Σ<29 são contornos especiais de baixa energia que podem dominar o comportamento dos contornos de grão. Durante o recozimento a força de ancoramento é reduzida pela dissolução e coalescimento das partículas. Esta força depende da natureza dos contornos de grão e os contornos CSL, por terem baixa energia, sofrem menor força de ancoramento e tendem a migrar em temperaturas mais baixas que os demais. 3.3.4 - Fenômeno de melhoria de textura com adição de Sb e Sn Jenko et al. (1994) e Jenko et al. (1996) analisaram a cinética da segregação de Sb em aços elétricos de grão não orientado, com 2% em massa de Si, descarbonetado, com 0,05% em massa de Sb e 0,1% em massa de Sb, por meio do método baseado na análise por AES (Auger Electron Spectroscopy) nas temperaturas de 650, 700, 750, 800 e 850°C (figuras 3.14A e 31 3.14B). Nestas figuras representa-se a razão da altura de pico entre as transições Auger dominantes do Sb (M5N4,5N4,5) e do Fe (LM2,3V) nas energias cinéticas de 454 e 651eV, respectivamente, como uma função do tempo. Eles observaram que a segregação de Sb ocorria com velocidade perceptível a 650°C e aumentava com o aumento da temperatura. A espessura da camada de equilíbrio da segregação de Sb atingida depois de 30 minutos de recozimento a 700°C foi estimada corresponder a uma monocamada (0,30nm). Tempo (min) Tempo (min) (B) (A) Figura 3.14- Cinética da segregação do Sb nas temperaturas de 650°C a 850°C em aços elétricos grão não orientado: a) Sb 0,05% em massa e b) Sb 0,1% em massa. PHR (peak height ratio – razão da altura do pico) (Jenko et al., 1994) A energia de ativação da difusão do Sb foi calculada para ambos os aços. Para a medida da cinética foi usada a equação de Cranck (Jenko et al., 1994): Cs=2Cb(Dt/π)1/2 (3.5) sendo Cs a concentração superficial do segregante, no tempo de recozimento t, Cb a concentração do volume de soluto e D o coeficiente de difusão do soluto. A energia de ativação da difusão do Sb, calculada no aço com 0,05% em mass de Sb, foi de 284kJ/mol, e para o aço com 0,1% em massa de Sb foi de 274kJ/mol. A diferença é pequena e ambos estão razoavelmente de acordo com outros autores conforme Jenko et al. (1994). Solyom et al. (1989) observaram que no aço de grão orientado, pequenas quantidades de Sb de 0,040 a 0,048% em massa melhoram as propriedades magnéticas melhorando a textura (110)[001] e praticamente não afetando o tamanho de grão. No seu trabalho, Solyom et al. 32 (1989) observaram que o Sb nas ligas a base de ferro é um elemento típico com alta ativação superficial e com uma habilidade diferente, segregar para os contornos de grãos. Daí o efeito do Sb no crescimento preferencial de grãos na recristalização secundária que leva ao desenvolvimento de uma textura preferencial (110)[001] nos aços de grão orientado. Vodopivec et al. (1992) fizeram uma análise do perfil de segregação do Sb e outros elementos na superfície de uma chapa de 0,5mm de espessura de um aço com 1,9% em massa de Si, 0,3% em massa de Al, 0,02% em massa de C e 0,048% em massa de Sb, recozido para recristalização em forno estático por 2h e 850°C em atmosfera de nitrogênio, cujos resultados são mostrados na figura 3.15. No mesmo trabalho ele mostra a análise via AES do perfil de segregação intergranular do Sb e outros elementos de liga do aço com 1,9% em massa de Si, 0,3% em massa de Al, 0,02% em massa de C e 0,052% em massa de Sb depois de 2h recozido a 850°C, conforme figura 3.16. A chapa laminada a quente foi fraturada depois de resfriada em nitrogênio líquido. Ambas as figuras mostram a distribuição dos elementos próximo a superfície de vários grãos nos quais a segregação de Sb não é necessariamente a mesma e a orientação espacial é Teor de Sb (%) Teor de Fe, Al, Si e C(%) diferente. Tempo de ataque (min) Figura 3.15- Perfil de profundidade de segregação de Sb e outros elementos em um aço com 0,048% em massa de Sb. 10min de ataque corresponde aproximadamente a 1nm de espessura do metal (Vodopivec et al., 1992) . 33 Teor de Sb (%) Teor de Fe, O, C, N, S (%) Tempo de ataque (min) Figura 3.16- Perfil do Sb e outros elementos de liga do aço com 0,052% em massa de Sb, segregados no contorno de grão da amostra laminada a quente que foi fraturada depois de resfriada em nitrogênio líquido (Vodopivec et al., 1992). Em ambos os casos a segregação atinge aproximadamente 1% atômico de Sb e a segregação de Sb está localizada em um filme de aproximadamente 2 monocamadas de espessura e é conhecido que uma segregação similar do Sn ocorre quando este elemento é adicionado no aço ao invés do Sb (Vodopivec et al. 1992; Chang et al. 2005). Adicionalmente as figuras mostram a segregação de outros elementos próximo da superfície da chapa e contornos de grãos respectivamente. Em um estudo com o AES a dependência da segregação dos elementos Sb, C, Si, P e S como uma função temperatura foi comprovada. Entre 700 e 800°C foi observada uma forte segregação de S e Sb na superfície. Com o aumento da temperatura, acima de 800°C a segregação do S aumenta e do Sb diminui (figura 3.17) próximo das duas orientações cristalográficas analisadas (100)//DL e (111)//DN. Isto pode explicar porque o composto FeS foi formado na superfície e não o FeSb a despeito de um volume de concentração inicial de Sb ser da ordem de duas vezes maior à do S. Na faixa de temperatura entre 700 e 900°C a variação da energia livre para a formação de sulfeto é substancialmente mais negativa do que para a formação de antimoneto (Godec et al., 1999b). 34 Em outro trabalho, Godec et al. (1999a) avaliaram a correlação da segregação de Sn para a superfície e contornos de grão com a textura desenvolvida em um aço com 2% em massa de Si, 1% em massa de Al e três valores de Sn 0,025%, 0,05% e 0,1% em massa. Para o experimento, lingotes de 15kg das 4 corridas foram laminados a quente partindo da temperatura de 1200°C para as espessuras finais de 6mm e 2,5mm. As chapas foram decapadas e logo após descarbonetadas (ponto de orvalho de 25°C) por 2 h a 840°C. Próximo Próximo (A) (B) Figura 3.17- Segregação superficial como uma função da temperatura para C, Si, P, S e Sb medidos nos grãos com as orientações cristalográficas (a) (100)//DL e (b) (111)//DN no aço elétrico ligado com 0,1% em massa de Sb. PHR (peak height ratio – razão da altura do pico) (Godec et al., 1999b). A segregação foi estudada in situ usando AES. O enriquecimento de Sn na superfície foi determinado seguindo a razão da altura do pico Auger (PHR - peak height ratio) da amplitude entre as transições Auger dominantes para o Sn (M5N4,5N4,5) e o Fe (L3M2,3M5,4), localizados nas energias cinéticas dos elétrons a 430 e 651eV, respectivamente (Godec et al., 1999a). Grabke (1996) estudou a segregação no contorno de grão em uma amostra cilíndrica de 5mm de diâmetro preparada da amostra de chapa laminada a quente de 6mm de espessura. A amostra foi encapsulada em tubo de quartzo, com vácuo de 10-6mbar. Depois a amostra foi normalizada a 1000°C por 24h, e logo após foi envelhecida na temperatura de 550°C por até 500h. A amostra foi fraturada por impacto na câmara de vácuo em N2 a –120°C. A amostra foi analisada por microscopia eletrônica de varredura (SEM). Os espectros Auger foram obtidos das fraturas intergranulares e o resultado médio foi avaliado conforme mostrado na 35 figura 3.18. A segregação de equilíbrio do Sn no contorno de grão foi atingida depois de recozer a amostra 0,1 e 0,05% em massa de Sn a 550°C por aproximadamente 100h. Segundo Grabke (1996), os elementos Sb e Sn são usados em quantidade controlada para melhorar a textura dos aços elétricos obtendo a textura cristalográfica (100)[010] e, consequentemente, melhorando as propriedades magnéticas Um outro efeito vantajoso é reduzir a oxidação interna do Si, Al e Mn durante o tratamento de descarbonetação. Figura 3.18- Altura da razão do pico entre as transições Auger dominante Sn (M5N4.5N4.5) e o Fe (L3M2.3M5.4) da energia cinética dos elétrons de 430eV e 651eV, respectivamente, como uma função do tempo de envelhecimento. Grabke (1996). Iwasaki et al. (1981) analisaram a segregação do Sb para os contornos de grãos através da técnica de análise por fricção interna que é usada para determinar tipos de interação entre solutos. Foi observado que o Sb exibe uma interação repulsiva com o silício em ligas de FeSi. Jenko et al. (1995) observaram que o efeito do Sb na formação de grãos com textura cristalográfica rica em (100)[010] resulta do efeito da orientação dependente da segregação superficial do Sb. Esta segregação causa diferenças na energia superficial e na estabilidade dos diferentes grãos. A segregação superficial controlada promove o crescimento seletivo de grãos melhorando as propriedades das chapas de aço grão não orientado. 36 No trabalho de Jenko et al. (1995), a análise da segregação do Sb no contorno de grão foi feita após envelhecimento de amostra da BQ de 1 a 500h e temperaturas de 550°C, 600°C , 700°C e 850°C, sendo observada apenas segregação insignificante do Sb e outros elementos solúveis. O resultado da investigação suporta a hipótese de que a formação da textura cristalográfica resulta da dependência do efeito do Sb da energia superficial mas não do efeito da estabilidade e mobilidade do contorno de grão. O Sb diminui a energia superficial dos grãos com orientação (100)<uvw> e estes grãos crescem às custas dos grãos com outras orientações espaciais no plano da chapa. Chang et al.(2005) em seus estudos mostram a influência da adição Sb, Sn e B na textura e tamanho de grão (figura 3.19) em um aço com 2% em massa de Si, onde observa-se que os elementos de liga afetam o crescimento de grão, mas por outro lado o Sb com 0,076% em massa e o Sn com 0,1% em massa melhoram o fator de textura, definido como a razão da soma das componentes de texturas cristalográficas cubo e Goss pela fibra gama. A adição de boro de 0,0043% em massa afeta negativamente tanto o tamanho de grão quanto o fator de textura. A razão é que o B precipita principalmente nos contornos de grão e assim restringe o crescimento de grão durante a recristalização (Chang et al, 2005). Sb Fator de textura (%) Sn padrão B Tamanho de grão (µm) Figura 3.19- Correlação do tamanho de grão com o fator de textura (razão da soma dos componentes de textura cubo e Goss pela fibra gama) para um aço com 2% em massa de Si e elementos de liga específicos (Chang et al., 2005). 37 3.4- Tamanho de Grão Nos aços elétricos de grão não orientado totalmente processados, o tamanho de grão final varia normalmente de 40 a 200µm. Os grãos são divididos em pequenas regiões no cristal onde existe um alinhamento mútuo, na mesma direção e sentido, de todos os dipolos magnéticos, chamados domínios e separados por paredes de domínios que são as regiões de transição entre estes. As dimensões dos grãos podem influenciar de maneira notável a estrutura dos domínios magnéticos e, consequentemente, todas as propriedades associadas ao movimento de suas paredes, que ocorre quando uma tira de aço é magnetizada. Um aumento das dimensões médias dos grãos provoca também um aumento das dimensões dos domínios, o que facilita a movimentação das suas paredes no processo de magnetização, resultando na diminuição das perdas magnéticas por histerese. O aumento da velocidade da parede dos domínios, por outro lado, gera um aumento nas perdas devido às correntes parasitas induzidas durante a variação do campo magnetizante (Paolinelli, 1998). A perda magnética total no núcleo tem um mínimo correspondente a um tamanho de grão dito ótimo. Este tamanho de grão ótimo varia com a composição química dos aços de grão não orientado e quanto maior o teor de silício maior o tamanho de grão ótimo. A figura 3.20 mostra a perda magnética a 1,5T/50Hz como uma função do tamanho de grão segundo Shimanaka et al. (1982). Figura 3.20- Influência do tamanho de grão na perda magnética dos aços elétricos com vários teores de Si (Shimanaka et al., 1982). 38 Para produção de aços elétricos de mais baixas perdas magnéticas, é necessário promover o crescimento de grão até o tamanho ótimo por recozimento contínuo de curto intervalo de tempo e, para isto, é necessário reduzir ao mínimo possível as inclusões englobando enxofre, oxigênio e nitrogênio, os quais inibem o crescimento de grão (Paolinelli, 1988). É conhecido que os sulfetos e nitretos dispersos nos aços elétricos na forma de precipitados (menor do que 0,1µm) inibem o crescimento de grão aumentando a perda magnética no ferro, ou seja, deteriorando as propriedades magnéticas (Paolinelli, 2008a). A figura 3.21 mostra a variação da perda magnética em um aço elétrico com 2% em massa de Si e suas parcelas como uma função do tamanho de grão final, onde se observa uma diminuição da perda por histerese com o aumento do tamanho de grão (Landgraf, 2001b). Figura 3.21- Efeito do tamanho de grão nas perdas magnéticas totais (P total), perdas histeréticas (Phist), perdas clássicas (Pparas) e perdas de excesso (Pexc) de um aço com 2% em massa de Si (Landgraf, 2001b). Lyudkovsky et al. (1983) observaram que aços com 1% em massa de Si com adição de 0,09% em massa de Sb apresentam tamanho de grão maior do que os aços sem Sb e esta diferença aumenta com o aumento da temperatura de recozimento (figura 3.22). O recozimento ocorreu em uma atmosfera com 8% de H2 e 92% de Ar por uma hora nas temperaturas de 260 a 704°C, no entanto a diferença de tamanho de grão só se torna significante após 600°C. A alta taxa de crescimento de grão observado na amostra com Sb é provavelmente causada pelo 39 aumento da mobilidade dos contornos dos grãos com orientações {100}<001> e {110}<100>, particularmente se os grãos estão crescendo numa matriz de grãos com orientação {111}<uvw> . Tamanho de grão (µm) Com Sb •- - - Sem Sb Tempo de encharque 1 h Temperatura (°C) Figura 3.22- Tamanho de grão das chapas de aço 1% em massa de Si com e sem Sb como uma função da temperatura de recozimento (Lyudkovsky et al., 1983). A influência do antimônio na recristalização e crescimento de grão foi estudada por Jenko et al. (1995) em aço com 0,05% em massa de Sb e em um aço padrão sem Sb. A cinética de crescimento dos grãos e o tamanho de grão final foram determinados nas temperaturas de 700 a 800°C. Não houve efeito significativo do Sb na taxa de crescimento dos grãos, mas foi observado que no final da recristalização na faixa de temperaturas de 700 a 800°C, os grãos eram maiores no aço com Sb do que no aço sem Sb, conforme mostrado na figura 3.23. Paolinelli et al. (2008b) observaram que para aços com 3% em massa de Si, quando o tamanho de grão da amostra laminada a quente aumenta, a área de contorno de grão por unidade de volume diminui e mais heterogeneidades microestruturais tipo bandas de cisalhamento são observadas na microestrutura deformada após a laminação a frio, criando novos núcleos e sítios na recristalização. Considerando que as componentes da fibra gama são nucleados nos contornos de grãos primários, esta componente é reduzida quando o tamanho de grão após laminação a quente aumenta conforme observado na figura 3.24, melhorando o fator de textura eta/gama após recozimento final. 40 0,052%Sb Tamanho de Grão (µm2) S/ Sb Figura 3.23- Dependência do tamanho de grão do tempo e temperatura de recozimento para os Fração de fibra Eta Fração de fibra Gama aços com e sem Sb (Jenko et al., 1995 e Jenko et al., 1996). Tamanho de grão (µm) Figura 3.24- Efeito do tamanho de grão da BQ (bobina laminada a quente) recozida na fração de fibras gama e eta após recozimento final. Paolinelli et al. (2008b). A figura 3.25 mostra a correlação do tamanho de grão final com o tamanho de grão da BQ recozida para um aço com 3% em massa de Si e 0,7% em massa de Al onde se observa que para grãos da BQ maiores do que 190µm ocorre uma redução do tamanho de grão final. Isto se deve à grande formação de bandas de cisalhamento durante a laminação a frio quando o 41 tamanho de grão da BQ é maior do que 190µm, levando a grande geração de núcleos e, consequentemente, menor tamanho de grão final. Paolinelli et al. (2008b) ainda observaram que para um resultado ótimo de perda magnética para um aço com 3% em massa de Si é interessante um tamanho de grão da BQ recozida em torno de 200µm, observando a maior influência deste fator na perda magnética e uma melhora da indução com a melhora da textura para tamanho de grão maior do que 200µm (figura Tamanho de grão da BF (µm) 3.26). Tamanho de grão da BQ (µm) Figura 3.25- Efeito do tamanho de grão da BQ recozida no tamanho de grão final (Paolinelli et al., 2008b). Tamanho de grão da BQ (µm) Figura 3.26- Efeito do tamanho de grão da BQ recozida nas propriedades magnéticas finais, B50 (indução magnética a 5000A/m) e W1,5 (perda magnética a 1,5T e 60Hz). (Paolinelli et al., 2008b). 42 CAPITULO IV – MATERIAIS E MÉTODOS Todo o procedimento experimental foi executado no laboratório do Centro de Pesquisas da Aperam South America. 4.1- Elaboração do Aço Os materiais utilizados neste experimento foram amostras de três corridas de aço silício de grão não orientado GNO, Fe-C-3% em massa de Si, com três teores diferentes de Sb, na forma de esboço com 28mm de espessura, retiradas após a laminação a quente industrial de desbaste. A composição química obtida das ligas está listada na tabela IV.1. Foram objetivados os seguintes teores de Sb: Padrão – isenta de Sb; Adição de 0,04% em massa de Sb; Adição de 0,08% em massa de Sb. Tabela IV.1 - Composição química (% em massa) das ligas. Corrida C 1 0,0021 2 0,0023 3 0,0024 Mn 0,51 0,56 0,52 Si 3,03 3,02 3,00 P S 0,029 0,0016 0,019 0,0010 0,026 0,0008 Cr 0,08 0,02 0,08 Ni 0,02 0,01 0,02 Mo Al Sb 0,0097 0,0030 0,0000 0,0099 0,0027 0,0446 0,0096 0,0030 0,0980 N 26 24 23 O processo de obtenção destas ligas na Aciaria da Aperam, figura 4.1, envolveu a seguinte sequência de equipamentos e operações: carro torpedo com carregamento de gusa vindo do alto-forno; estação de pré-tratamento de gusa (PTG) para dessulfuração; MRP-L (“Melting Refinig Process by Lance”) para adição de ligas e fundentes para formação de escória; um forno panela (FP) para ajuste da composição química, escória e temperatura, um VOD (Vacuum Oxygen Decarburization) para descarburação, adição de silício e ajuste de escória, e uma máquina de lingotamento contínuo (LC) para obtenção das placas com 200mm de espessura. Este processo garantiu baixos níveis de residuais como enxofre, titânio, nitrogênio e carbono, fundamentais para obtenção de produtos de boa qualidade magnética. 43 PTG MRP-L F.P. VOD 1 VOD 2 L.C. 1 L.C. 2 Figura 4.1- Fluxo de produção de aços GNO na Aciaria da Aperam. Os métodos utilizados para as análises da composição química das amostras de aço foram: - análise do gás proveniente da queima superficial da amostra com sensor por infravermelho, no equipamento LECO, modelo CS44 e HF-400 para o C, S e N2; - Para os demais elementos inclusive o Sb usou-se a espectrometria de emissão ótica, no equipamento ARL – 4460 ilustrado na figura 4.2. Figura 4.2- Equipamento espectrômetro de emissão ótica thermo ARL modelo 4460. 4.2- Processamento Termomecânico 4.2.1- Laminação industrial a quente das placas até o esboço As placas de 200mm de espessura provenientes da Aciaria foram reaquecidas a 1100°C no forno Walking Beam ou soleira caminhante, a seguir descarepadas com água a alta pressão e 44 laminadas em 7 passes no laminador desbastador (Rougher) para a espessura de esboço de 28mm. Durante o corte de pontas foram retiradas amostras de 500mm de comprimento e 1060 mm de largura (figura 4.3). As amostras foram conduzidas para o corte a laser na dimensão de 70mm de comprimento e 100mm de largura. Walking Beam Tesoura Fase em que foi retirada a amostra de esboço. H S B Resfriamento Descarepação Bobinadeira Esboço Rougher Mi Steckel Mill Bobina a quente Figura 4.3 - Fluxo de processo da laminação de tiras a quente da Aperam. 4.2.2- Processamento termomecânico em laboratório 4.2.2.1- Laminação a Quente As amostras de esboço de 28mm de espessura foram submetidas em laboratório a um reaquecimento à temperatura de 1150°C em um forno tipo mufla e posterior laminação a quente. No processo de laminação a quente, foram objetivadas três temperaturas diferentes: 920°C, 1040°C e 1120oC, visando obter amostras laminadas a quente com as espessuras de 1,5mm, 2mm e 2,5mm, sendo que o planejamento de experimento previa a geração de 27 amostras considerando três teores de antimônio, três temperaturas de laminação a quente e três espessuras de bobina a quente (BQ). O planejamento experimental é mostrado na tabela IV.2 e os valores experimentais de teor de Sb, temperaturas de laminação a quente e espessuras médias obtidas são mostrados na tabela IV.3. 45 Tabela IV. 2– Planejamento experimental. Sequencia das amostras 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 BQ laminada a quente em 7 passes Teor de Sb objetivado (%) Espessura da BQ objetivada (mm) Temperatura objetivada de laminação a quente (°C) Temperatura de bobinamento (°C) Metalografia EBSD 0 0 0 0 0 0 0 0 0 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,08 0,08 0,08 0,08 0,08 0,08 0,08 0,08 0,08 1,5 1,5 1,5 2 2 2 2,5 2,5 2,5 1,5 1,5 1,5 2 2 2 2,5 2,5 2,5 1,5 1,5 1,5 2 2 2 2,5 2,5 2,5 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 920 1040 1120 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 550 Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim 46 Tabela IV.2 – Planejamento experimental – Continuação. BQ laminada a quente recozida e decapada Sequencia das amostras 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 Temperatura de Tempo de Concentração recozimento recozimento (s) de HCl (%) (°C) 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 Metalografia EBSD Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim BF após laminação a Grau de frio deformação a frio Temperatura de Composição objetivado Espessura Difração de recozimento (%) (mm) RX química (°C) Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim 0,77 0,77 0,77 0,83 0,83 0,83 0,86 0,86 0,86 0,77 0,77 0,77 0,83 0,83 0,83 0,86 0,86 0,86 0,77 0,77 0,77 0,83 0,83 0,83 0,86 0,86 0,86 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 1030 BF após laminação a frio e recozimento final Tempo de recozimento (seg) Metalografia EBSD Perda magnética Indução magnética 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim Sim 47 Tabela IV.3– Identificação das amostras de 1 a 27 e valores experimentais dos teores de Sb, das temperaturas de laminação a quente e espessuras médias das amostras laminadas a quente. Sb (%) 0 0 0 Espessura (mm) 1,45 1,81 2,25 1 4 7 2 5 8 3 6 9 Temperatura (°C) 930 1050 1135 0,045 0,045 0,045 10 11 12 13 14 15 16 17 18 930 1050 1135 0,098 0,098 0,098 19 20 21 22 23 24 25 26 27 930 1050 1135 As temperaturas foram monitoradas por termopares introduzidos nas amostras e por pirômetro ótico com feixe de laser modelo Raynger 3i (RAYR312ML3B) do fabricante Raytek e com emissividade 0,92. O reaquecimento das amostras entre os passes de laminação ocorreu de forma a simular os fornos utilizados no laminador reversível Steckel e foi feito em um forno tipo mufla, utilizando ar como atmosfera interna, com portas em suas extremidades, aquecimento por resistência elétrica e capacidade para alcançar 1200°C. Após cada passe a amostra retornava para o forno sendo reaquecida para a temperatura objetivada e as temperaturas entre os passes foram medidas através de pirômetro ótico. Após laminação a quente em 7 passes, as amostras foram resfriadas rapidamente ao ar forçado até 550°C e mantidas em um forno nesta temperatura durante 2 horas simulando a temperatura de bobinamento e, a seguir, resfriadas ao ar até a temperatura ambiente. Após esta fase foram retiradas amostras para análise metalográfica e de textura. Para realizar a laminação a quente foram utilizados os seguintes equipamentos: a) um forno estático tipo mufla, com aquecimento por resistência elétrica e capacidade para atingir 1400°C e ar atmosférico como atmosfera interna, para simular o reaquecimento das amostras na forma de esboço; 48 b) um laminador reversível, na configuração duo, diâmetro dos cilindros 250mm, com capacidade de carga de 150 toneladas, modelo 4-085 do fabricante Fenn – United Dominion Co; c) um forno tipo mufla, com duas aberturas contrapostas, ar atmosférico como atmosfera interna, com aquecimento por resistência elétrica e capacidade para alcançar 1200°C, para reaquecimento das amostras entre passes durante a laminação, para simular os fornos utilizados no laminador reversível Steckel; d) um pirômetro ótico com feixe a “laser”, modelo Raynger 3i (RAYR312ML3B) do fabricante Raytek para medição e controle de temperatura dentro do forno e na mesa de laminação; e) uma tomada de ar comprimido com bico de pressão de 1,0kgf/mm2 para promover o resfriamento das amostras após a laminação; f) um forno tipo mufla, com duas aberturas contrapostas, com ar atmosférico, com atmosfera interna e aquecimento elétrico por resistência com capacidade para 1200°C, para simular as condições de resfriamento durante o bobinamento das amostras. g) termopar tipo “K” com bainha de inconel 600, espessura 1,0mm, isolação mineral de MgO, com 8m de comprimento, para medição de temperatura interna das amostras de esboço durante o reaquecimento até o início da laminação; h) um queimador a GLP para aquecimento dos cilindros de laminação; i) acessórios de apoio à operação de laminação como tenazes, leito de resfriamento refratário, tesouras, micrômetro, paquímetro, registrador de temperatura, materiais de segurança, etc. A figura 4.4 ilustra as amostras laminadas a quente. 49 Figura 4.4– Amostras laminadas a quente. 4.4.2.2- Recozimento inicial e decapagem Todas as amostras geradas na fase de laminação a quente foram submetidas ao recozimento inicial em forno tipo mufla à temperatura de 1030°C por 60s e resfriadas ao ar. Logo após foram submetidas ao processo de remoção da carepa (óxidos de Fe) em banhos de ácido clorídrico a uma concentração de 20%. Este processo de decapagem é importante para garantir a limpeza superficial das amostras para o processo seguinte de laminação a frio. A figura 4.5 mostra algumas amostras após recozimento inicial e após esta fase foram retiradas amostras para análise de textura e metalográfica. Figura 4.5 - Exemplo das amostras laminadas a quente e submetidas ao recozimento inicial a 1030°C. 50 4.2.2.3- Laminação a frio e recozimento final No processo seguinte, após a remoção da carepa, as amostras foram laminadas a frio para espessura final de 0,35mm em um laminador tipo Fenn reversível quádruo, resultando em três graus de redução a frio médios, 76, 81 e 84%, para cada teor de Sb e para cada temperatura de laminação a quente. Após esta fase foram retiradas amostras para análise de textura. As amostras laminadas a frio (BF – bobina laminada a frio) foram submetidas ao recozimento final em forno contínuo na temperatura de 1030°C por 60s e atmosfera de 90%H2/10%N2 e ponto de orvalho < -30°C, conforme planejamento experimental mostrado na tabela IV.2. Após esta fase foram retiradas amostras para análise de textura cristalográfica, metalografia e propriedades magnéticas. 4.2.2.4- Recozimento a diferentes temperaturas das amostras laminadas a frio Após laminação a frio foram separadas amostras com os três valores de Sb, temperatura de laminação a quente fixa de 1050°C e grau de deformação a frio fixo de 81%, para avaliar a evolução da textura cristalográfica, nucleação e crescimento de grão como uma função da temperatura de recozimento final. As temperaturas de recozimentos parciais foram 630°C, 670°C, 730°C, 770°C, 850°C, 910°C e 1030°C, após o recozimento, as amostras foram preparadas para a análise da evolução de textura e tamanho de grão através do EBSD e Difração de Raios-X, conforme planejamento mostrado na tabela IV.4. Para realizar a laminação a frio e o recozimento foram utilizados os seguintes materiais e equipamentos: a) becker com solução de ácido clorídrico 20% e fluorídrico 5%, chapa com aquecedor elétrico, termômetro de contato e estufa para realização das operações de decapagem; 51 b) um laminador reversível, com capacidade de carga de 150 toneladas, modelo 4-085 do fabricante Fenn - United Dominion Co, com configuração quádruo para laminação das espessuras iniciais de BQ até 0,35mm, para laminação a frio. Tabela IV.4- Planejamento do recozimento a final a diferentes temperaturas. Temperatura N2/H2 PO (ºC) Velocidade Teor de Sb (m/min) (% em massa) (°C) (%) 630 100/0 < - 30 2 0 630 100/0 < - 30 2 0,045 630 100/0 < - 30 2 0,098 670 100/0 < - 30 2 0 670 100/0 < - 30 2 0,045 670 100/0 < - 30 2 0,098 730 100/0 < - 30 2 0 730 100/0 < - 30 2 0,045 730 100/0 < - 30 2 0,098 770 100/0 < - 30 2 0 770 100/0 < - 30 2 0,045 770 100/0 < - 30 2 0,098 850 100/0 < - 30 2 0 850 100/0 < - 30 2 0,045 850 100/0 < - 30 2 0,098 910 100/0 < - 30 2 0 910 100/0 < - 30 2 0,045 910 100/0 < - 30 2 0,098 1030 10/90 < - 30 2 0 1030 10/90 < - 30 2 0,045 1030 10/90 < - 30 2 0,098 52 c) uma estação de desengraxamento com detergente tipo AD-2, do fabricante Daido, a base de sódio, para retirada do excesso de óleo após a laminação frio; d) um forno tipo mufla, com uma abertura, ar atmosférico como atmosfera interna, com aquecimento por resistência elétrica e capacidade para alcançar 1200°C, para realizar o recozimento inicial das amostras com espessuras de BQ (bobinas laminadas a quente); e) termopar tipo “K” com bainha de inconel 600, espessura 1,0mm, isolação de MgO, com 8m de comprimento, para medição de temperatura das amostras durante o recozimento inicial das amostras na espessura de BQ e medição de temperatura durante a passagem das amostras com 0,35mm(BF) pelo forno contínuo durante o recozimento final; f) um forno tipo contínuo, com uma retorta de 14m de aço inoxidável 310, com zona de aquecimento por resistência elétrica com 2,2m úteis com capacidade para alcançar 1100°C e zona de resfriamento por camisa d’água circulante, para realizar o recozimento final das amostras. A atmosfera deste forno é controlada com a opção de injeção de N2 e H2 secos ou úmidos, misturados em qualquer proporção ou puros. A passagem da amostra pelo forno é realizada através de uma tira na qual a amostra é soldada. A tensão na amostra soldada controlada por um rolo puxador com capacidade de carga de 50kgf, com uma célula de carga instalada e mostrador digital, e a velocidade controlada por um rolo empurrador na faixa de zero a 5,0m/min; g) um medidor de ponto de orvalho da marca Edgetech modelo 2A533 com faixa de medição de –40 a +100°C e capacidade de depressão do seu peltier de 60°C, para controlar a umidade presente no forno durante o recozimento final; h) um medidor do teor de hidrogênio do fabricante Hartmann & Braun modelo Caldos- 7G para medição do teor de hidrogênio no recozimento final; i) acessórios para a etapa de laminação a frio como micrômetro, paquímetro, tesouras, máquina de solda, registrador de temperatura, material de segurança, etc. 53 4.3- Ensaios realizados 4.3.1- Testes magnéticos Para realização dos testes magnéticos as amostras foram cortadas em tesouras tipo guilhotina de lâminas paralelas nas dimensões de 305mm na direção de laminação e 30mm na direção transversal. Como a largura da amostra original era de 100mm, foram descartadas as bordas com 20mm cada, gerando duas tiras úteis através da largura da amostra original. Para cada amostra após recozimento final foram retiradas pelo menos quatro tiras para testes magnéticos. Os testes magnéticos foram realizados no acessório chapa única do aparelho MPG10D do fabricante Brockhaus nas dimensões de 305mm x 30mm x 0,35mm. A perda magnética a 1,5T/50Hz e a indução magnética a 5000A/m foram medidas nas amostras finais. O valor da propriedade correspondente a cada evento é a média aritmética dos valores obtidos nos testes, eliminando amostras acidentadas durante o processo. Para eliminar os efeitos das pequenas variações de espessura sobre o valor da perda magnética, os resultados das medições foram corrigidos para uma única espessura, 0,35mm, por meio da equação 4.1, deduzida a partir da equação clássica de cálculo da parcela de perdas por correntes parasitas. Esta equação considera que pequenas variações de espessura provocam variações apenas nesta parcela de perda magnética. Este procedimento é razoável, pois as variações de espessura são bastante pequenas (Paolinelli, 2008a). Pn = Pi + ( π 2 B2 f 2 e 2n − e i2 6ρd ) (4.1) Sendo Pn a perda magnética total (W/kg) na espessura en (m) para a qual se quer a correção; Pi é a perda magnética total (W/kg) na espessura original ei (m), B é a indução magnética de pico em (T); f é a frequência de teste em (Hz); d é a densidade em kg/m3 e ρ é a resistividade elétrica da liga em (Ωm). 54 Para realização dos testes magnéticos foram utilizados os seguintes equipamentos: a) uma tesoura do tipo guilhotina com lâminas paralelas de aço ferramenta, modelo GMN1202, do fabricante Newton utilizada para acerto dimensional das amostras. b) uma tesoura do tipo guilhotina com lâmina paralela de aço ferramenta do fabricante MDKF para o corte final de 305mm x 30mm das amostras para teste magnético; c) um medidor de propriedades magnéticas modelo MPG100D do fabricante Brokhaus com o acessório chapa única para teste nas amostras de 305mm x 30mm. 4.3.2- Tamanho de grão O tamanho de grão das amostras retiradas após laminação a quente, após recozimento inicial e após recozimento final foi avaliado em microscópio ótico modelo DMRM do fabricante Leica, uma capacidade de aumento de 1000X, com analisador de imagem para análise da estrutura de grãos e determinação do tamanho de grão por meio do “software” IA3001, que realiza as medições através da área interna dos contornos de grãos revelados. Foram feitas análises em 3 campos diferentes das amostras e o resultado final é a média aritmética dos 3 campos. As análises de tamanho de grão foram realizadas na direção de laminação com preparação convencional e ataque com nital 5%. 4.3.3- Textura cristalográfica A caracterização das componentes de textura cristalográfica das amostras laminadas a quente (BQ – bobina a quente) e das submetidas ao recozimento inicial (BQR – bobina a quente submetida ao recozimento inicial) foram realizadas em um microscópio eletrônico de varredura modelo XL-30 do fabricante Philips com Electron Back Scattering Diffraction (EBSD) EDAX.TSL. A caracterização das componentes de textura cristalográfica das amostras de 0,35mm de espessura (após laminação a frio e após recozimento final) foi realizada num difratômetro de 55 raios-X modelo X´PERT PRO MPD com anodo de cobre, do fabricante Philips. O software MTM-FHM (Fast Harmonic 63 Method) foi usado para determinação da função de distribuição de orientação cristalográfica (FDOC) e frações volumétricas das orientações de interesse. Foram determinadas as frações volumétricas das fibras e componentes de textura de interesse e FDOC (Função de Distribuição de Orientações Cristalográficas) para as amostras na forma de BQ, BQ recozida, BF laminada (amostra após laminação a frio com 0,35 mm de espessura) e BF recozida (amostra com 0,35mm de espessura após recozimento final). 4.3.4- Análise do teor de Sb As análises do teor de Sb foram feitas nas fases de elaboração do aço na Aciaria e após recozimento final através do equipamento espectrômetro de emissão ótica termo ARL modelo 4460 com o intuito de verificar o teor de Sb no início e fim do processamento dos aços. 4.3.5- Análise dos dados Foram feitas correlações e análises estatísticas das propriedades magnéticas com o teor de Sb, temperatura de laminação a quente, grau de deformação a frio, textura e tamanho de grão em cada fase do processo. Para avaliar a influência do Sb foram feitas análises após recozimento parcial em várias temperaturas buscando caracterizar e explicar os resultados obtidos através da evolução do tamanho de grão e das principais fibras e componentes de texturas cristalográficas, fixando a temperatura de laminação a quente e grau de deformação a frio. 56 CAPÍTULO V – RESULTADOS E DISCUSSÃO Neste capítulo, considerando as variações do teor de Sb, espessura da BQ de partida e/ou grau de deformação a frio e temperatura de laminação a quente do aço com 3% em massa de Si, foram analisadas estatisticamente a influência de cada uma destas variáveis nas propriedades magnéticas. A explicação dos resultados foi desenvolvida correlacionando as propriedades magnéticas com os principais fatores estruturais: tamanho de grão, principais componentes e fibras de textura cristalográfica após laminação a quente, após recozimento inicial e após recozimento final. Também foram avaliadas a evolução do tamanho de grão e a textura cristalográfica variando-se a temperatura de recozimento final, buscando entender a influência do Sb nestes fatores. Para os dados levantados foram avaliados os parâmetros de processo resumidos na tabela V.1, os quais foram correlacionados buscando explicação da influência do teor de Sb nas propriedades magnéticas, variando a temperatura de laminação a quente e espessura da BQ ou grau de deformação a frio: Tabela V. 1– Fases do processo e parâmetros analisados Processo Tamanho de Textura Perda Indução grão cristalográfica magnética magnética Após laminação a quente X X Após recozimento inicial X X Após laminação a frio X X Após recozimento final X X X X X X Recozimento final a diferentes temperaturas Os anexos I, II e III mostram os gráficos de tamanho de grão das BQs (amostras após laminação a quente), BQRs (amostras após laminação a quente e recozimento inicial) e BFRs (amostras após recozimento final) respectivamente, como uma função do teor de Sb para todas as variações consideradas de temperatura de laminação a quente (TLQ) e espessura de partida da BQ. Observa-se a tendência de redução para o tamanho de grão da amostra laminada a quente 57 (TGBQ) e tamanho de grão da amostra laminada a quente e recozida (TGBQR) com o aumento do teor de Sb e aumento deste tamanho de grão com o aumento da espessura da BQ e da temperatura de laminação a quente. Verifica-se que a microestrutura apresenta homogeneidade no tamanho de grão das BFRs para as condições experimentais usadas. 5.1 – Análise estatística da influência dos parâmetros de processo nas propriedades magnéticas Foi feita uma análise dos resultados obtidos quanto à influência da variação do teor de Sb, temperatura de laminação a quente e espessura da BQ de partida nos valores de propriedades magnéticas obtidos após laminação a frio e recozimento da BF de espessura 0,35mm, através de análise de superfície de resposta, buscando explicar a maior ou menor influência de cada variável independente na indução magnética B50 e na perda magnética a 1,5T e 50Hz. 5.1.1 - Resultados de indução magnética B50 As variáveis de processo, temperatura final de laminação a quente (T), espessura da BQ (E) e teor de Sb (Sb), têm unidades diferentes e para que se possa interpretar a real contribuição de cada regressor (variável independente) sobre as propriedades magnéticas (variáveis respostas), padronizou-se a equação de regressão convencional fazendo a seguinte transformação para os regressores e variáveis respostas: subtrair de cada valor observado a média das observações (média amostral) e dividir esta quantidade pelo desvio-padrão respectivo (desvio-padrão amostral). Os coeficientes da equação de regressão, em vez de expressarem a taxa de variação nas medidas originais, correspondem à taxa de variação, em unidades de desvio-padrão, da variável resposta por cada variação de uma unidade de desvio-padrão para o regressor (mantendo constantes todas as outras variáveis). Uma vantagem destes coeficientes padronizados é o fato dos seus valores poderem ser comparados diretamente (uma vez que todas as variáveis independentes passam a ter a mesma unidade de medida), permitindo, assim, antever as variáveis independentes que mais 58 contribuem para a explicação da variação da variável dependente ou resposta. Além disto, buscou-se avaliar como regressores o produto das variáveis independentes. Foi feita análise de regressão por meio do programa de análise estatística Minitab e obtidos resultados de correlação da indução magnética, conforme tabela V.2, como uma função do teor de Sb, grau de deformação a frio e temperatura de laminação a quente. Observa-se na tabela V.2 que a temperatura de laminação a quente, a qual afeta o tamanho de grão de partida na laminação a frio, exerce uma menor influência na indução magnética para as variações analisadas, sendo maior a dependência da indução magnética com o teor de Sb e com a espessura da BQ. A menor influência da temperatura de laminação a quente na indução magnética se deve a uma maior homogeneização da estrutura do material com o recozimento inicial a 1030°C. Tabela V. 2– Coeficiente de regressão para B50 Regressor Coeficiente Desvio padrão do coeficiente Constant 0 Sb 1,076 E -0,93 T 0,15 Sb*Sb -2,039 Sb*E 0,965 2 R (ajustado) = 87,2% Estatística de teste -t 0,069 0,472 0,109 0,07 0,259 0,409 0 2,28 -8,52 2,13 -7,89 2,36 P valor 1 0,033 0 0,045 0 0,028 Sb – teor de Sb; E – espessura em mm; T – temperatura de laminação a quente em oC 5.1.2 - Superfície de resposta para indução magnética B50 como uma função da espessura e teor de Sb para temperatura de 1050°C A tabela V.3 mostra os resultados da análise de regressão da indução magnética B50 como uma função do teor de Sb e espessura da BQ. Os resultados mostram um valor de R2 de 96% com excelente ajuste da equação (5.1) definida, após eliminação dos dados com elevado desvio padrão e eliminação da temperatura como variável independente, devido à pequena influência deste parâmetro na indução magnética, como mostrado na tabela V.2. 59 Tabela V. 3– Superfície de resposta - Regressão: Indução magnética B50 como uma função do teor de Sb (em massa) e espessura da BQ (mm) Regressor Constante Coeficiente Desvio padrão do coeficiente Estatística de teste -t P valor 1740 2,03 857,99 0 %Sb 407 37,73 10,79 0 E (espessura) -27 1,06 -25,13 0 %Sb x %Sb -5587 188,66 -29,62 0 86 17,11 5,03 0 %Sb x E R2(ajustado) = 96,0% Com os dados levantados e analisados no Minitab podemos definir uma equação da indução magnética como uma função do teor de Sb (em massa) e espessura da BQ (em mm) considerando uma variação de Sb de 0% a 0,1% e espessura de BQ entre 1,5mm e 2,5mm: B50 = 1740 + 407xSb – 27xE – 5587xSb2 + 86xSbxE (5.1) Onde: B50 - indução magnética a 5000A/m; Sb - teor de Sb (% em massa); E - espessura da BQ de partida na laminação a frio (mm); A figura 5.1 mostra a superfície de resposta para a indução magnética em mT como uma função do teor de Sb e da espessura de BQ de partida, onde observa-se melhores resultados de B50 para valores próximos de 0,05% em massa de Sb e espessura menor de BQ ou seja menor grau de deformação a frio. As figuras 5.2 a 5.4 mostram a mediana da indução magnética como função das variáveis analisadas, confirmando uma melhoria da indução com a redução da espessura e com o teor de Sb próximo de 0,045% em massa. A indução magnética praticamente não variou com a temperatura de laminação a quente. 60 C ontour Plot o f B50 2,2 5 1688 1692 1696 1700 1704 1708 1712 Espessura (mm) 2,1 5 2,0 5 1,9 5 1,8 5 1,7 5 1,6 5 1,5 5 1,4 5 0 ,0 0 0 ,0 1 0 ,0 2 0 ,0 3 0 ,0 4 0 ,0 5 0 ,06 0 ,0 7 0 ,0 8 0,0 9 T eo r d e Sb (% ) Figura 5.1- Superfície de resposta para indução magnética B50 como uma função da espessura da BQ e teor de Sb nas faixas analisadas para temperatura de 1050°C . 1720 1710 B50 1700 1690 1680 1670 0,000 0,045 0,098 Teor de Sb (%) Figura 5.2 – Mediana da indução como função do teor de Sb. 1720 1710 B50 1700 1690 1680 1670 1,45 1,81 2,25 Espessura (mm) Figura 5.3 – Mediana da indução como função da espessura de BQ. 61 1720 1710 B50 1700 1690 1680 1670 930 1050 1135 Temperatura de laminação (°C) Figura 5.4 – Mediana da indução como função da temperatura de laminação a quente. 5.1.3 - Resultados de perda magnética a 1,5T e 50Hz (P15/50) Para se avaliar a contribuição de cada variável independente, temperatura final de laminação a quente (T), espessura da BQ (E) e teor de Sb (Sb), sobre a perda magnética (P15/50) utilizou-se os valores padronizados para as variáveis regressoras e respostas. A tabela V.4 mostra os resultados de correlação da perda magnética como uma função do teor de Sb e espessura da BQ e temperatura de laminação a quente. Novamente, observa-se que a temperatura de laminação a quente, a qual afeta o tamanho de grão de partida na laminação a frio, tem menor influência na perda magnética para as variações analisadas, sendo maior a dependência do teor de Sb em massa e da espessura da BQ em mm. Os resultados mostram um valor de R2 de 84,8% para os valores padronizados em unidades de desvio-padrão. Tabela V. 4– Coeficiente de regressão para perda magnética – valores padronizados Regressor Coeficiente Desvio padrão do coeficiente Constante 0,000 Sb(%) -1,414 E(mm) 0,841 T(°C) -0,101 %Sb*%Sb 2,418 %Sb*E -1,081 2 R (ajustado) = 84,8% 0,075 0,513 0,119 0,076 0,281 0,445 Estatística de teste -t 0 -2,76 7,09 -1,33 8,6 -2,43 P valor 1 0,012 0 0,199 0 0,024 62 5.1.4 - Resultados da superfície de resposta para perda magnética a 1,5T/50Hz como uma função da espessura de BQ e teor de Sb para temperatura de 1050°C A tabela V.5 mostra os resultados da análise de regressão da perda magnética P15/50 como uma função do teor de Sb e espessura da BQ. Os resultados mostram um valor de R2 de 76,1% com excelente ajuste da equação (5.2) definida, após eliminação dos dados com elevado desvio padrão e eliminação da temperatura como variável independente, devido a pequena influência deste parâmetro na indução magnética, como mostrado na tabela V.4. Tabela V. 5– Superfície de resposta - Regressão: perda magnética a 1,5T/50Hz como uma função do teor de Sb em massa e espessura da BQ em mm Regressor Constante Coeficiente Desvio padrão do coeficiente Estatística de teste -t P valor 1,277 0,11597 11,014 0 %Sb -2,165 0,41463 -5,221 0 E (espessura) 0,698 0,12836 5,438 0 %Sb x %Sb 27,346 2,27140 12,039 0 ExE -0,161 0,03462 -4,665 0 %Sb x E -0,391 0,19630 -1,994 0,05 R2(ajustado) = 76,1% Definiu-se uma equação para a perda magnética como uma função do teor de Sb e espessura da BQ considerando uma variação de Sb de 0% a 0,1% em massa e espessura de BQ entre 1,5mm e 2,5mm: P15/50 = 1,277 – 2,165xSb + 0,698xE + 27,346xSb2 – 0,161xE2 – 0,391xSbxE (5.2) Onde: P15/50 - perda magnética a 1,5T e 50 Hz; Sb - teor de Sb; E - espessura da BQ de partida na laminação a frio A figura 5.5 mostra a superfície de resposta para a perda magnética como uma função do teor de Sb e da espessura de BQ para temperatura de 1050°C. 63 C on to u r P lo t o f 1 5 /5 0 C O R 2,2 5 1 ,9 1 1 ,9 3 1 ,9 5 1 ,9 7 1 ,9 9 2 ,0 1 2 ,0 3 Espessura (mm) 2,1 5 2,0 5 1,9 5 1,8 5 1,7 5 1,6 5 1,5 5 1,4 5 0 ,0 0 0 ,0 1 0 ,0 2 0 ,0 3 0 ,0 4 0 ,0 5 0 ,06 0 ,0 7 0 ,0 8 0,0 9 T eo r d e Sb (% ) Figura 5.5 – Superfície de resposta da perda magnética como função da espessura da BQ e teor de Sb nas faixas analisadas para temperatura de 1050°C. As figuras 5.6 a 5.8 mostram a perda magnética como função das variáveis analisadas, mostrando uma melhoria de perda com a redução da espessura e com o teor de Sb próximo de 0,045% em massa. Praticamente não há variação de perda como função da temperatura. 15/50COR 2,1 2,0 1,9 1,8 1,45 1,81 2,25 Espessura (mm) Figura 5.6 – Mediana da perda magnética como função da espessura de partida da BQ. 64 15/50COR 2,1 2,0 1,9 1,8 0,000 0,045 0,098 Teor de Sb (%) Figura 5.7 – Mediana da perda magnética como função do teor de Sb. 15/50COR 2,1 2,0 1,9 1,8 930 1050 1135 Tem peratura de lam inação (°C ) Figura 5.8 – Mediana da perda magnética como função da temperatura de laminação a quente. Considerando a menor influência da temperatura de laminação a quente nos resultados de propriedades magnéticas, passamos a analisar os resultados após cada fase, fixando a temperatura de laminação a quente em 1050°C por ser uma temperatura intermediária, mostrando os resultados variando o teor de Sb e espessura da BQ ou grau de deformação a frio. 5.2 – Tamanho de grão e textura das amostras após laminação a quente A tabela V.6 mostra para a temperatura de laminação a quente de 1050oC, as espessuras das amostras, que correspondem à média das espessuras reais obtidas, o tamanho de grão das 65 amostras laminadas a quente (tamanho de grão da BQ) e as frações volumétricas das principais fibras de texturas cristalográficas, obtidas após laminação a quente, determinadas por EBSD. Tabela V. 6– Tamanho de grão e textura cristalográfica das amostras laminadas a 1050oC Teor de Sb (% Espessura em (mm) massa) 0 1,45 0 1,81 0 2,25 0,045 1,45 0,045 1,81 0,045 2,25 0,098 1,45 0,098 1,81 0,098 2,25 Textura cristalográfica - Fração volumétrica BQ TG BQ µm 254 290 330 249 269 326 215 257 283 Fibra Eta 0,162 0,168 0,265 0,174 0,176 0,159 0,174 0,218 0,152 Fibra Alfa 0,169 0,107 0,136 0,051 0,146 0,139 0,102 0,107 0,157 Fibra Gama 0,029 0,087 0,082 0,115 0,014 0,042 0,073 0,099 0,103 Goss 0,023 0,082 0,127 0,048 0,027 0,074 0,091 0,088 0,061 Cubo 0,035 0,013 0,014 0,018 0,039 0,022 0,012 0,030 0,012 Fibra Teta 0,069 0,044 0,126 0,029 0,110 0,101 0,032 0,049 0,088 TGBQ – Tamanho de grão das amostras laminadas a quente. A figura 5.9 mostra o tamanho de grão das amostras após laminação a quente, TGBQ, como uma função do teor de Sb para a temperatura de laminação a quente (TLQ) de 1050°C, variando a espessura da BQ. Verifica-se que com o aumento do teor de Sb existe uma tendência de redução do tamanho de grão da BQ para o teor de 0,098% em massa de Sb. Este fato se deve à característica deste elemento de segregar nos contornos de grãos e inibir o movimento destes, conforme já observado por Takashima et al. 1993 e Shimanaka et al. 1982. Para o Sb variando entre 0% e 0,045% em massa a redução do tamanho de grão é bem menor, e praticamente não se observa esta característica de inibição de crescimento do tamanho de grão. A figura 5.10 representa o tamanho de grão das amostras das BQ´s como uma função da espessura da BQ, para os três teores de Sb. Observa-se que quanto menor a espessura da amostra laminada a quente menor é o tamanho de grão. Isto se deve principalmente ao maior grau de deformação imposto durante a laminação a quente nas amostras de menor espessura, que gera uma estrutura de subgrãos pequenos, aumentando o número de núcleos para a recristalização e, 66 consequentemente, reduzindo o tamanho de grão recristalizado. Além disto, uma maior taxa de resfriamento das amostras de menor espessura também contribui para um tamanho de grão menor (Akta et al., 2005). 400 Esp BQ 1,45mm Esp BQ 1,81mm 380 Esp BQ 2,25mm Tamanho de grão (µm) 360 340 320 300 280 260 240 220 200 0 0,045 0,098 Sb (%) Figura 5.9 - TGBQ como uma função do teor de Sb nas três espessuras de BQ. 400 Sb 0% 380 Sb 0,045% Sb 0,098% Tamanho de grão (µm) 360 340 320 300 280 260 240 220 200 1,45 1,81 2,25 Espessura (mm) Figura 5.10 - TGBQ como uma função da espessuras de BQ para os três teores de Sb . 67 As figuras 5.11 A (variando o teor de Sb e fixando a espessura da BQ em 1,45mm e TLQ=1050oC)), B ( variando espessura da BQ e fixando o teor de Sb=0,045% em massa e TLQ=1050oC) ilustram respectivamente por meio das microestruturas, a variação do tamanho de grão com a variação do teor de Sb e o aumento do tamanho de grão da BQ com o aumento da espessura das amostras laminadas a quente. Sb 0% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,45mm (B) Sb 0,045% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,81mm (B) Sb 0,098% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 2,25mm (B) Figura 5.11 – Microestrutura das amostras de BQ (A) Variando teor de Sb, (B) variando espessura da BQ. 68 A figura 5.12 mostra a fração volumétrica das principais fibras destacando a variação da textura cristalográfica das amostras laminadas a quente como função do teor de Sb e da espessura das amostras. As texturas cristalográficas predominantes das amostras laminadas a quente são as fibras eta <001>//DL, alfa <011>//DL, gama <111>//DN e teta {100}<uvw> para todos os teores de Sb. A textura cristalográfica não demonstra correlação com os parâmetros analisados. No anexo IV, são mostradas as FDOCs referentes às amostras após laminação a quente na temperatura de 1050oC, observa-se uma maior fração volumétrica da fibra eta para todas os teores de Sb em massa e espessura de BQ. A estrutura da BQ com uma fração da fibra γ maior, aumentará a probabilidade de geração de orientações mais favoráveis à magnetização no recozimento final, como a de Goss, conforme Paolinelli 2008a. Fibra eta Fibra alfa Fibra gama Fibra teta Fração volumétrica 0,300 0,250 0,200 0,150 0,100 0,050 0,000 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb (%) Figura 5.12 – Fração volumétrica das principais fibras observadas nas amostras de BQs, como uma função da espessura da BQ (1,45; 1,81 e 2,25mm) e teor de Sb (0; 0,045 e 0,098% em massa) para TLQ=1050oC. 5.3 – Tamanho de grão e textura das amostras após o recozimento inicial 69 Na tabela V.7 está listado o tamanho de grão analisado via microscopia ótica e as principais fibras de texturas cristalográficas das amostras laminadas a quente e recozidas a 1030°C/60s analisadas por EBSD. No anexo V, são mostradas as FDOCs referentes às amostras após laminação a quente a 1050°C e recozimento a 1030oC, que da mesma maneira das BQ´s observa-se uma textura cristalográfica sem correlação direta com o teor de Sb e a espessura da BQ. As figuras 5.13 e 5.14 mostram o tamanho de grão após recozimento inicial como uma função do teor de Sb e da espessura da BQ respectivamente. Na figura 5.13 observa-se uma maior variação do tamanho de grão da BQR para o teor de Sb entre 0,045% e 0,098% em massa e uma menor variação do tamanho de grão para Sb entre 0 e 0,045% em massa. Isto se deve ao fato de que teores da ordem de 0,045% em massa influenciam muito pouco na ancoragem da movimentação dos contornos de grãos. Por outro lado na figura 5.14 observa-se que a influência da espessura da BQ é grande e ocorre tendência de crescimento do grão com o aumento da espessura da BQ para todos os teores de Sb, conforme observado anteriormente nas amostras após laminação a quente. Tabela V. 7– Tamanho de grão e principais fibras da textura cristalográfica das BQRs para amostras laminadas a 1050oC. Textura BQ recozida - Fração volumétrica Teor de TG Espessura Sb (% BQREC da BQ em (mm) (µ µm) massa) 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 210 230 245 213 233 250 179 203 217 Goss 0,076 0,033 0,092 0,024 0,021 0,02 0,02 0,012 0,023 Cubo 0,007 0,021 0,02 0,035 0,055 0,038 0,025 0,042 0,032 Fibra Alfa 0,132 0,088 0,083 0,098 0,199 0,131 0,158 0,17 0,093 Fibra Eta 0,166 0,091 0,219 0,118 0,132 0,139 0,158 0,168 0,141 Fibra Gama 0,086 0,056 0,02 0,06 0,033 0,121 0,114 0,059 0,072 Fibra teta 0,099 0,092 0,084 0,081 0,147 0,122 0,152 0,088 0,053 70 Esp BQ 1,45mm 270 Esp BQ 1,81mm Esp BQ 2,25mm Tamanho de grão (µm) 250 230 210 190 170 150 0 0,045 0,098 Sb (%) Figura 5.13 – Tamanho de grão das amostras laminadas a quente e recozidas (TGBQR) em função do teor de Sb, nas três espessuras de BQ. 270 Sb 0% Sb 0,045% Tamanho de grão (µm) 250 Sb 0,098% 230 210 190 170 150 1,45 1,81 2,25 Espessura (mm) Figura 5.14 – Tamanho de grão das amostras laminadas a quente e recozidas (TGBQR) em função da espessura da BQ para os três teores de Sb. 71 A figura 5.15 mostra os dados obtidos via EBSD em 3 campos ao longo da espessura das amostras laminadas a quente e submetidas ao recozimento inicial como função do teor de Sb e da espessura da BQ para a temperatura de laminação a quente de 1050°C. Fibra eta Fibra alfa Fibra gama Fibra teta Fração volumétrica 0,25 0,2 0,15 0,1 0,05 0 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb (%) Figura 5.15 – Fração volumétrica das fibras eta, alfa, gama e teta como uma função da espessura de BQ (1,45; 1,81 e 2,25mm) e teor de Sb (0; 0,045 e 0,098% em massa) para TLQ=1050°C. As texturas cristalográficas predominantes nas amostras recozidas são similares às das amostras laminadas a quente: fibras eta, alfa, gama e teta para todos os teores de Sb e espessura de BQ. A figura 5.16 mostra a microestrutura das amostras após recozimento inicial. Na primeira coluna da figura, varia-se o teor de Sb na espessura fixa de BQ de 1,45mm e na segunda coluna mantémse o teor de Sb fixo em 0,045% variando a espessura da BQ, onde nota-se que o recozimento inicial tem sua importância voltada para a homogeneização estrutural das BQ´s. 72 Sb 0% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,45mm (B) Sb 0,045% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,81mm (B) Sb 0,098% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 2,25mm (B) Figura 5.16– Microestrutura das amostras recozidas: (A) variando teor de Sb, (B) variando espessura da BQ. A figura 5.17 mostra a variação do TGBQR como função do TGBQ onde observa-se que o TGBQR aumenta com o aumento do TGBQ para todos os teores de Sb e espessura da BQ para a temperatura de laminação a quente de 1050°C. 73 Tamanho de grão da BQR (µm) 270 250 230 210 190 170 150 200 220 240 260 280 300 320 340 Tamanho de grão da BQ (µm) Sb=0 e GDF=0,76 Sb=0 e GDF=0,81 Sb=0 e GDF=0,84 Sb=0,045 e GDF=0,81 Sb=0,045 e GDF=0,76 Sb=0,045 e GDF=0,84 Sb=0,098 e GDF=0,76 Sb=0,098 e GDF=0,81 Sb=0,098 e GDF=0,84 Figura 5.17– Tamanho de grão da BQR como função do tamanho de grão da BQ 74 5.4 – Textura cristalográfica das amostras após laminação a frio As amostras laminadas a quente e submetidas ao recozimento inicial (BQR) foram decapadas em banho de HCl e laminadas a frio para espessura final de 0,35mm. Na tabela V.8 são listados os valores de espessuras das amostras (BQR), a espessura final e o grau de deformação a frio (GDF). Tabela V. 8– Espessura inicial da BQ, espessura final e grau de deformação a frio (GDF) Espessura da BQR (mm) Espessura da final (mm) GDF 1,45 0,35 0,76 ou 76% 1,81 0,35 0,81 ou 81% 2,25 0,35 0,84 ou 84% A textura cristalográfica observada nas amostras como laminadas a frio se resumem principalmente em fibras alfa, gama, que são estáveis de laminação e em menor quantidade, fibra teta e componente cubo rodado, conforme mostrado na FDOC da figura 5.18A, para a amostra com 0,045% em massa de Sb, GDF de 0,76 e temperatura de laminação a quente de 1050°C. A figura 5.18B mostra a micrografia da mesma amostra. No anexo VI estão ilustradas as FDOC´s das amostras laminadas a frio para todos os teores de Sb e grau de deformação a frio, considerando a temperatura de laminação a quente de 1050°C, observa-se uma tendência de maior intensidade da fibra gama nas amostras com 0,045% em massa de Sb e menor espessura de BQ de partida (menor GDF). A tabela V.9 mostra os resultados de textura cristalográfica obtidos no material deformado. A figura 5.19 mostra a distribuição das principais fibras na estrutura deformada, onde se observa uma simetria entre as curvas das frações volumétricas das fibras gama e alfa como função do teor de Sb e GDF, levando a crer que uma varia as custas da outra. 75 A B Figura 5.18 – A) FDOC para φ2 = 0° e 45°, da amostra laminada a frio com 76% de redução e B) microestrutura da amostra deformada. Fibra eta Fibra alfa Fibra gama Fibra teta 0,450 Fração volumétrica 0,400 0,350 0,300 0,250 0,200 0,150 0,100 0,050 0,000 1,45 1,81 0 0 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb (%) Figura 5.19 – Variação da fração volumétrica das principais fibras nas amostras deformadas, como função do teor de Sb (0;0,045 e 0,098% em massa) e espessura de partida da BQ. 76 Tabela V. 9– Valores de fração volumétrica das fibras e componentes de textura cristalográfica observadas nas amostras após laminação a frio. Teor de Sb (% em massa) 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Grau de deformação a frio 0,76 0,81 0,84 0,76 0,81 0,84 0,76 0,81 0,84 Textura cristalográfica da BF como laminada - Fração volumétrica Cubo 0,009 0,011 0,013 0,016 0,010 0,007 0,011 0,009 0,008 Goss 0,007 0,008 0,008 0,010 0,008 0,007 0,008 0,006 0,008 Fibra Alfa 0,351 0,369 0,385 0,302 0,350 0,368 0,363 0,404 0,371 Fibra Gama 0,312 0,286 0,269 0,339 0,305 0,328 0,299 0,276 0,320 Fibra Eta 0,027 0,029 0,032 0,037 0,029 0,023 0,030 0,026 0,025 Fibra Teta 0,134 0,154 0,132 0,123 0,136 0,111 0,135 0,141 0,123 77 5.5 – Tamanho de grão e textura da amostras após recozimento final Após a laminação a frio para a espessura de 0,35mm, as amostras foram submetidas ao recozimento final a 1030°C por 60s. A tabela V.10 mostra os teores de Sb, graus de deformação a frio (GDF), tamanho de grão e as principais componentes e fibras da textura cristalográfica dos grãos após o recozimento final: fração volumétrica das fibras eta, alfa, gama, teta, fator de textura (definido pela razão entre as frações volumétricas das fibras eta e gama) e as componentes Goss e cubo. Tabela V. 10– Tamanho de grão e principais componentes e fibras da textura cristalográfica das amostras após recozimento final, para TLQ=1050oC. Sb (%massa) 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 GDF (%) 76 81 84 76 81 84 76 81 84 TGBF (µm) 130 140 128 142 148 140 105 115 106 Principais fibras e componentes Cubo Goss Teta Alfa Gama Eta Eta/Gama 0,055 0,038 0,142 0,093 0,133 0,154 1,154 0,048 0,028 0,143 0,116 0,180 0,132 0,734 0,044 0,020 0,158 0,122 0,170 0,112 0,658 0,068 0,039 0,150 0,093 0,109 0,186 1,706 0,052 0,033 0,161 0,110 0,120 0,142 1,189 0,055 0,028 0,152 0,122 0,126 0,152 1,211 0,061 0,029 0,162 0,076 0,141 0,146 1,042 0,053 0,026 0,159 0,104 0,127 0,149 1,175 0,044 0,021 0,152 0,117 0,139 0,124 0,892 A figura 5.20 mostra o tamanho de grão final das amostras, medido na seção transversal da chapa em função do teor de Sb, variando o grau de deformação a frio (baseado na espessura da BQ, laminada a frio para 0,35mm). Após a recristalização e crescimento de grão no recozimento final, é observado um tamanho de grão bem menor do que os observados após a laminação a quente e o recozimento inicial. Observa-se uma tendência de redução do tamanho de grão final com o aumento do teor de Sb de 0,045 para 0,098% em massa, e um pequeno aumento do tamanho de grão final para valores de 0,045% em massa de Sb. O menor tamanho de grão das amostras com o teor de 0,098% em massa de Sb é consistente com as observações sobre o tamanho de grão das amostras laminadas a quente e recozidas. O efeito do Sb, no teor de 0,098% em massa, em segregar para próximo dos contornos de grãos e inibir o crescimento de grãos das amostras laminadas a quente e recozidas, anteriormente observado por (Takashima et al., 1993), foi comprovado nesse experimento. GDF76% Tamanho de Grão Final ( µm) 155 GDF81% GDF84% 145 135 125 115 105 95 0 0,045 0,098 Sb (%) Figura 5.20 – Influência do teor de Sb sobre o tamanho de grão final variando o grau de deformação a frio (GDF). O fato do maior tamanho de grão recristalizado para as amostras com teor de Sb intermediário, pode ser explicado pelo menor efeito de inibição ao crescimento de grão para o teor de 0,045% em massa de Sb, observado após laminação a quente e recozimento inicial e também causado pelo aumento da mobilidade dos contornos de grãos de baixa energia, particularmente se os grãos estão crescendo numa matriz de grãos com textura (111)[uvw] conforme observado por Lyudkovsky et al., (1983) e Jenko et al (1995 e 1996) . A figura 5.21A mostra o tamanho de grão final em função do grau de deformação a frio, para os três teores de Sb e as figuras 5.21B e 5.21C mostram o tamanho de grão final em função do tamanho de grão da BQR, variando o teor de Sb e espessura da BQ de partida respectivamente. Observa-se que o maior tamanho de grão ocorre para o grau de deformação a frio, GDF de 81%, para todos os teores de Sb. A diferença máxima do tamanho de grão final variando o GDF para um mesmo teor de Sb é de 12 µm, em torno de 10% do tamanho de grão final das BFR´s, indicando que o elevado grau de deformação a frio (76 a 84%) e a pequena diferença entre os níveis testados pode ter reduzido o efeito deste parâmetro no tamanho de grão final. Observa-se ainda que o TGBFR passa por um máximo em função do TGBQR, quando varia-se o grau de deformação a frio ( figura 5.21B), e ambos, TGBQR e TGBFR são fortemente influenciados pelo teor de Sb de 0,098% em massa, figura 5.20B e C. 79 Sb 0% Sb 0,045% Sb 0,098% Tamanho de Grão Final ( µm) 155 145 135 125 115 105 95 76 81 (A) 84 Grau de deformação a frio (%) Sb=0% Sb=0,045% Sb=0,098% Tamanho de grão da BFR (µ m) 160 Valores representam o GDF 0,81 150 0,76 0,84 140 0,81 0,76 130 120 0,84 0,81 0,76 110 100 170 0,84 180 190 200 210 220 230 240 250 260 (B)Tamanho de grão da BQR (µm) Espessura=1,45mm Espessura=1,81mm Espessura=2,25mm Tamanho de grão da BFR (µ m) 160 150 0,045% 0,045% 140 0,045% S/Sb 130 S/Sb S/Sb 120 110 100 0,098% 0,098% 0,098% 90 80 170 180 190 200 210 220 230 240 250 260 (C)Tamanho de grão da BQR (µm) Figura 5.21 – (A)-Tamanho de grão final como função do grau de deformação a frio variando o teor de Sb, (B e C)-Tamanho de grão final como função do tamanho de grão da BQR, variando o teor de Sb e espessura da BQ de partida respectivamente.. 80 O tamanho de grão para o teor de 0,045% em massa de Sb é maior tanto nas BQR´s quanto nas BFR´s, conforme a figura 5.21B. Podemos considerar que o TGBFR é função do TGBQR, e que existe um TGBQR ótimo que dará a melhor relação considerando a influência da nucleação no recozimento final em bandas de cisalhamento e contornos de grãos originais. A figura 5.22 mostra o tamanho de grão da BFR como função do tamanho de grão da BQR onde observa-se que o tamanho de grão final passa por um máximo como função do tamanho de grão da BQR. A partir de 230µm, o tamanho de grão da BQR passa a contribuir negativamente para o tamanho de grão da BFR, que está consistente com a conclusão de Paolinelli (2008b), em que um maior tamanho de grão de partida contribui para o aumento da formação de bandas de cisalhamento durante a laminação a frio, levando a formação de um maior número de núcleos de recristalização durante o recozimento final e consequentemente menor tamanho de grão final. Conforme foi observado anteriormente, o tamanho de grão após laminação a quente e recozimento inicial são considerados grandes, pois estão na faixa de 179 a 250µm que leva a ocorrência de bandas de cisalhamento após laminação a frio conforme será analisado no item de recozimento a diferentes temperaturas. Tamanho de grão da BFR (µm) 160 150 140 130 120 110 100 170 180 190 200 210 220 230 240 250 260 Tamanho de grão da BQR (µm) Sb=0 e GDF=0,76 Sb=0 e GDF=0,81 Sb=0 e GDF=0,84 Sb=0,045 e GDF=0,81 Sb=0,045 e GDF=0,76 Sb=0,045 e GDF=0,84 Sb=0,098 e GDF=0,76 Sb=0,098 e GDF=0,81 Sb=0,098 e GDF=0,84 Figura 5.22 –Tamanho de grão da BFR como função do TGBQR, variando o teor de Sb e espessura de BQ para a temperatura de laminação a quente constante de 1050°C. 81 A figura 5.23 mostra por meio das microestruturas a evolução do tamanho de grão das amostras após recozimento final. Na primeira coluna varia-se o teor de Sb em massa na espessura constante de 1,45mm (GDF de 76%) e na segunda coluna, mantêm-se o teor de Sb constante e varia-se a espessura da BQ ou GDF. Pode-se observar que o tamanho de grão após recozimento final é maior para o teor de Sb e GDF intermediários. Sb 0% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,45mm (B) Sb 0,045% e espessura da BQ 1,45mm (A) Sb 0,045% e espessura da BQ 1,81mm (B) Sb 0,098% e espessura da BQ 1,45mm (A) (A) Sb 0,045% e espessura da BQ 2,25mm (B) (B) Figura 5.23 –Microestrutura das amostras após o recozimento final (a) variando teor de Sb, (b) variando espessura da BQ A figura 5.24 mostra variação do fator de textura após recozimento final, definido como sendo a razão entre as frações volumétricas das fibras eta e gama (eta/gama), como função do teor de Sb e considerando os três graus de deformação a frio na temperatura de laminação a quente de 1050°C. 82 Constata-se que para o valor de 0,045% em massa de Sb obtém-se os maiores valores de fator de textura, cujo motivo será discutido mais adiante neste capítulo no item 5.7 de recozimento a diferentes temperaturas. 1,9 Fator de textura 1,7 1,5 1,3 1,1 0,9 0,7 0,5 Sb=0 Sb=0,045 Sb=0,098 Teor de Sb (%) GDF=0,084 GDF=0,81 GDF=0,76 Figura 5.24 – Fator de textura como uma função do teor de Sb, para TLQ=1050oC e para os três graus de deformação a frio (GDF). A figura 5.25 mostra o fator de textura após recozimento final como função do grau de deformação a frio para os três teores de Sb e temperatura de laminação a quente de 1050°C. Observa-se uma melhoria do fator de textura com a redução do grau de deformação a frio, exceto para a amostra com 0,098% em massa de Sb, onde foi observado um valor maior do fator de textura para o GDF de 0,81. Considerando a homogeneidade em tamanho dos grãos das amostras laminadas a quente e recozidas, antes da laminação a frio, pode-se concluir que a melhoria da textura após o recozimento final para o menor grau de deformação a frio se deve à nucleação e desenvolvimento de grãos com textura cristalográfica de fácil magnetização pertencentes às fibras eta e teta, principalmente as componentes Goss e cubo, às custas das fibras alfa e gama, de acordo com o relatado por Takashima (1993) e Shimanaka (1982) e conforme será demonstrado mais adiante no item de recozimento final a diferentes temperaturas. De uma maneira geral, observa-se nas figuras 5.24 e 5.25 que a melhoria da textura ocorre para o teor de Sb 0,045% em massa e menor grau de deformação a frio. 83 1,9 Fator de textura 1,7 1,5 1,3 1,1 0,9 0,7 0,5 76 81 84 GDF (%) Sb=0,098 Sb=0,045 Sb=0 Figura 5.25 – Fator de textura após recozimento final como função do grau de deformação a frio, para os diferentes teores de Sb na TLQ de 1050°C. Na figura 5.25 para as amostras sem Sb e com 0,045% em massa de Sb, a maior deformação a frio resultou em um menor valor do fator de textura. Este resultado esta de acordo com os resultados relatados por Dafé (2010) e Paolinelli (2012) para deformações variando de 63% a 77%, figura 5.26, onde pode ser observado que o fator de textura passa por um valor máximo e ocorre para o GDF de 0,63 para a espessura final de 0,50mm, reduzindo com o aumento do GDF, para temperatura de acabamento de laminação a quente de 1040°C. 3 2,5 0,2 2 0,15 1,5 0,1 1 0,05 0,5 0 Fator de textura (eta/gama) Fração volumétrica 0,25 0 55 63 72 77 Grau de deformação a frio(%) Fibra eta Fibra gama Fator de textura eta/gama Figura 5.26 – Fração volumétrica e fator de textura após recozimento final como função do grau de deformação a frio, para um aço com 3% em massa de Si e espessura final 0,5 mm, conforme Dafé (2010). 84 As figuras 5.27 A (Sb=0%), B (Sb=0,045% em massa) e C (Sb=0,098% em massa) mostram as FDOC´s obtidas após recozimento final variando o teor de Sb e grau de deformação a frio, ilustrando as frações volumétricas apresentadas anteriormente na tabela V.10. Observa-se também nas figuras 5.27A e 5.27B uma evolução da fibra teta em Φ=0 para os componentes próximos a Φ1=30° e Φ1 = 60° para o teor de 0,045% em massa de Sb e para o GDF de 0,76. Uma melhor análise da evolução das fibras e componentes de textura cristalográfica é apresentada neste capítulo no item 5.7. FDOC´s das amostras após recozimento final para temperatura de laminação a quente de 1050°C, recozimento inicial de 1030°C, teor de Sb de 0%, variando GDF Sb=0% GDF=0,76 Sb=0% GDF=0,81 Sb=0% GDF=0,84 Figura 5.27 A – FDOC´s via EBSD das amostras após recozimento final, para teor de Sb de 0% variando o grau de deformação a frio. 85 FDOC´s das amostras após recozimento final para temperatura de laminação a quente de 1050°C, recozimento inicial de 1030°C, teor de Sb de 0,045% em massa, variando GDF Sb=0,045% GDF=0,76 Sb=0,045% GDF=0,81 Sb=0,045% GDF=0,84 Figura 5.27 B– FDOC´s via EBSD das amostras após recozimento final, para teor de Sb de 0,045% em massa variando o grau de deformação a frio. 86 FDOC´s das amostras após recozimento final para temperatura de laminação a quente de 1050°C, recozimento inicial de 1030°C, teor de Sb de 0,098% em massa, variando GDF Sb=0,098% GDF=0,76 Sb=0,098% GDF=0,81 Sb=0,098% GDF=0,84 Figura 5.27C– FDOC´s via EBSD das amostras após recozimento final, para teor de Sb de 0,098% em massa variando o grau de deformação a frio. O anexo VII mostra os gráficos ilustrando a evolução das principais fibras e componentes de texturas cristalográficas das BQ´s, BQR´s, BF´s e BFR´s. Pois conforme já comentado, o ideal é atingir o máximo possível de fração volumétrica de fibra gama na BQR de maneira a permitir a obtenção de uma textura cristalográfica de partida após laminação a frio que permita a nucleação de grãos com texturas de fácil magnetização durante o recozimento final de acordo com Paolinelli 2008a. A figura 5.28 mostra a correlação entre a fração volumétrica da fibra eta na amostra após recozimento final e da fração volumétrica da fibra gama das amostras após laminação frio, onde observa-se que quanto maior a fração volumétrica da fibra gama nas amostras deformadas, maior a fração volumétrica da fibra eta nas amostras após recozimento final. Alem desta observação, foi constatado ainda que as componentes Goss e cubo têm a mesma tendência de crescimento na BFR com o aumento da fibra gama nas amostras deformadas. Quanto maior a fibra gama na BQR maior a fibra gama nas amostras após laminação a frio. Quanto maior a fibra gama na BQ menor a fibra alfa na BQR. Quanto 87 maior a fração volumétrica da fibra eta na BQ, menor a fibra gama na BQR. Estas informações são de importância relevante para prever a melhoria das propriedades magnéticas como função da evolução das principais fibras e componentes nas diversas fases do processo Fração volumétrica da fibra eta na BFR produtivo. 0,190 0,180 0,170 0,160 0,150 0,140 0,130 0,120 0,110 0,100 0,250 0,270 0,290 0,310 0,330 0,350 Fração volumétrica da fibra gama na BF Sb=0 e GDF=0,76 Sb=0,045 e GDF=0,81 Sb=0,098 e GDF=0,76 Sb=0 e GDF=0,81 Sb=0,045 e GDF=0,76 Sb=0,098 e GDF=0,81 Sb=0 e GDF=0,84 Sb=0,045 e GDF=0,84 Sb=0,098 e GDF=0,84 Figura 5.28 – Fração volumétrica da fibra eta após recozimento final como função da fibra gama nas amostras após laminação a frio. 5.6 – Propriedades magnéticas das amostras após o recozimento final A tabela V.11 mostra os resultados de propriedades magnéticas (perda a 1,5T/50Hz, P15/50, e indução a 5000A/m, B50) medidas em chapa única no sentido de laminação. Tabela V. 11– Propriedades magnéticas obtidas em chapa única e tamanho de grão final, para TLQ=1050ºC Sb (% em massa) 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 GDF (%) 76 81 84 76 81 84 76 81 84 B50 (mT) 1702 1692 1682 1711 1701 1696 1701 1694 1682 Perda W/kg (1,5T/50Hz) 1,950 1,996 2,024 1,897 1,935 1,951 1,957 1,990 1,986 88 As figuras 5.29 e 5.30 mostram o efeito do teor de Sb sobre a perda magnética a 1,5T/50Hz e indução magnética a 5000A/m, respectivamente, para os três graus de deformação a frio, GDF, de 76%, 81% e 84%, para a espessura final de 0,35mm e temperatura de laminação a Perda magnética (W/kg) quente de 1050°C. 2,05 GDF 76% 2,03 2,01 GDF 81% GDF 84% 1,99 1,97 1,95 1,93 1,91 1,89 1,87 1,85 0 0,045 0,098 Sb (%) Figura 5.29 – Perda magnética a 1,5T/50Hz como função do teor de Sb, para os diferentes graus de deformação a frio (GDF). GDF 76% GDF 81% GDF 84% 1720 B50 (mT) 1710 1700 1690 1680 1670 0 0,045 0,098 Sb (%) Figura 5.30 – Indução magnética, B50, como função do teor de Sb, para os diferentes graus de deformação a frio (GDF). Observa-se os melhores resultados de perda magnética a 1,5T/50Hz e indução magnética a 5000A/m para valores intermediários de Sb de 0,045% em massa e menor grau de deformação a frio. Estes resultados de propriedade magnética são explicados pela melhoria da textura cristalográfica para o teor de Sb intermediário e menor grau de deformação a frio, bem como devido ao efeito do tamanho de grão final sobre a perda magnética. 89 As figuras 5.31 e 5.32 mostram os resultados de perda magnética e indução magnética em função do tamanho de grão final, para as amostras analisadas na temperatura de laminação a quente de 1050°C. Observa-se os melhores resultados de perda magnética e indução magnética para os teores de Sb de 0,045% em massa e menor grau de deformação a frio. No entanto, não se observa uma consistente tendência de melhoria das propriedades magnéticas com o aumento do tamanho de grão. Em trabalho anterior voltado para o grau de deformação a frio em aços com 3% em massa de Si e espessura final 0,50mm, Dafé (2010) observou que a melhoria da perda magnética tem uma contribuição de um grau de deformação ótimo, em que o tamanho de grão final ótimo somado a uma textura de fácil magnetização apresentam os melhores resultados de propriedades magnéticas. Com a adição de Sb observamos que também existe uma relação Perda magnética(W/kg) ótima de tamanho de grão final e textura cristalográfica ditada pelo teor deste elemento. 2,04 2,02 2 1,98 1,96 1,94 1,92 1,9 1,88 100 110 120 130 140 150 Tamanho de grão (µ m) 0.000% Sb e 76% GDF 0.045% Sb e 76% GDF 0.098% Sb e 76% GDF 0.000% Sb e 81% GDF 0.045% Sb e 81% GDF 0.098% Sb e 81% GDF 0.000% Sb e 84% GDF 0.045% Sb e 84% GDF 0.098% Sb e 84% GDF Figura 5.31 – Perda magnética a 1,5T/50Hz em função do tamanho de grão final, para os diferentes teores de Sb e graus de deformação a frio, para TLQ=1050°C. 90 Ind. mag. - B50 (mT) 1715 1710 1705 1700 1695 1690 1685 1680 100 110 120 130 140 150 Tamanho de grão (µ m) 0.000% Sb e 76% GDF 0.045% Sb e 76% GDF 0.098% Sb e 76% GDF 0.000% Sb e 81% GDF 0.045% Sb e 81% GDF 0.098% Sb e 81% GDF 0.000% Sb e 84% GDF 0.045% Sb e 84% GDF 0.098% Sb e 84% GDF Figura 5.32 –Indução magnética em função do tamanho de grão final, para os diferentes teores de Sb e graus de deformação a frio, para TLQ=1050°C. As figuras 5.33 e 5.34 mostram os valores de perda magnética a 1,5T/50Hz como função do tamanho de grão das BQ´s e das BQR´s respectivamente, onde observa-se uma leve tendência de piora da perda magnética para tamanho de grão excessivo, pode-se observar que o tamanho de grão ideal está em torno de 250µm para a BQ e 210µm para a BQR. 2,05 Perda magnética (W/kg) 2,03 2,01 1,99 1,97 1,95 1,93 1,91 1,89 1,87 1,85 200 220 240 260 280 300 320 340 Tamanho de grão da BQ (µm) Sb=0 e GDF=0,76 Sb=0 e GDF=0,81 Sb=0 e GDF=0,84 Sb=0,045 e GDF=0,81 Sb=0,045 e GDF=0,76 Sb=0,045 e GDF=0,84 Sb=0,098 e GDF=0,76 Sb=0,098 e GDF=0,81 Sb=0,098 e GDF=0,84 Figura 5.33 –Perda magnética como função do TGBQ, para os diferentes teores de Sb e graus de deformação a frio e para TLQ=1050°C. 91 2,05 Perda magnética (W/kg) 2,03 2,01 1,99 1,97 1,95 1,93 1,91 1,89 1,87 1,85 200 210 220 230 240 250 260 Tamanho de grão da BQR (µm) Sb=0 e GDF=0,76 Sb=0 e GDF=0,81 Sb=0 e GDF=0,84 Sb=0,045 e GDF=0,81 Sb=0,045 e GDF=0,76 Sb=0,045 e GDF=0,84 Sb=0,098 e GDF=0,76 Sb=0,098 e GDF=0,81 Sb=0,098 e GDF=0,84 Figura 5.34 – Perda magnética como função do TGBQR, para os diferentes teores de Sb e graus de deformação a frio e para TLQ=1050°C. As figuras 5.35 e 5.36 mostram os resultados de perda a 1,5T/50Hz e indução magnética a 5000A/m, respectivamente, como uma função do fator de textura (razão entre as frações volumétricas das fibras eta e gama; eta [001]//DL / gama [111]//DN) para os diferentes teores de Sb e graus de deformação a frio (GDF), para a temperatura de laminação a quente de 1050°C. Verifica-se a tendência da indução magnética aumentar e a perda magnética Perda magnética(W/kg) diminuir com o aumento do fator de textura. 2,04 2,02 2,00 1,98 1,96 1,94 1,92 1,90 1,88 0,600 0,800 1,000 1,200 1,400 1,600 1,800 Fator de textura (eta/gama) 0.000% Sb e 76% GDF 0.045% Sb e 76% GDF 0.098% Sb e 76% GDF 0.000% Sb e 81% GDF 0.045% Sb e 81% GDF 0.098% Sb e 81% GDF 0.000% Sb e 84% GDF 0.045% Sb e 84% GDF 0.098% Sb e 84% GDF Figura 5.35 – Perda magnética como uma função do fator de textura, para os diferentes teores de Sb e graus de deformação a frio (GDF), para TLQ=1050°C. 92 Indução magnética-B50 (mT) 1715 1710 1705 1700 1695 1690 1685 1680 0,600 0,800 0.000% Sb e 76% GDF 0.045% Sb e 76% GDF 0.098% Sb e 76% GDF 1,000 1,200 1,400 Fator de textura (eta/gama) 0.000% Sb e 81% GDF 0.045% Sb e 81% GDF 0.098% Sb e 81% GDF 1,600 1,800 0.000% Sb e 84% GDF 0.045% Sb e 84% GDF 0.098% Sb e 84% GDF Figura 5.36– Indução magnética como uma função do fator de textura, para os diferentes teores de Sb e graus de deformação a frio (GDF), para TLQ=1050°C. Observa-se que os melhores resultados de perda magnética e indução magnética estão concentrados no teor de 0,045% em massa de Sb e menor grau de deformação a frio, com os maiores valores do fator de textura. 5.7 - Recozimento final a diferentes temperaturas Com o objetivo de avaliar a influência do Sb na formação da textura cristalográfica e na evolução do tamanho de grão, buscando explicar a melhoria das propriedades magnéticas para o teor de Sb de 0,045% em massa, amostras na espessura final de 0,35mm foram recozidas em várias temperaturas de maneira a avaliar a evolução da textura cristalográfica e tamanho dos grãos para os três teores de Sb, para temperatura de laminação a quente fixa de 1050°C e grau de deformação a frio fixo de 81% (espessura da amostra laminada a quente de 1,81mm). Amostras foram submetidas às diferentes temperaturas de recozimento final de 630, 670, 730, 770, 950, 910 e 1030ºC em forno contínuo com tempo de encharque de 60s. Mediu-se o tamanho de grão recristalizado via EBSD e as frações volumétricas das principais fibras e componentes da textura por difração de raios X, cujos valores estão listados na tabela V.12. 93 Tabela V. 12– Recozimento final a diferentes temperaturas e as frações volumétricas das principais fibras e componentes de textura cristalográfica T (ºC) Fração volumétrica Sb (% em massa) Cubo Goss Fibra Alfa Fibra Gama Fibra Eta 630 0 0,010 0,008 0,350 0,305 0,027 0,135 0,087 0 630 0,045 0,011 0,008 0,358 0,320 0,030 0,143 0,093 0 630 0,098 0,014 0,008 0,356 0,315 0,033 0,124 0,104 0 670 0 0,024 0,010 0,344 0,245 0,049 0,172 0,199 3,98 670 0,045 0,018 0,016 0,397 0,237 0,056 0,149 0,234 5,67 670 0,098 0,016 0,011 0,374 0,273 0,041 0,158 0,151 4,41 730 0 0,049 0,068 0,199 0,197 0,187 0,142 0,948 10,23 730 0,045 0,048 0,060 0,204 0,187 0,167 0,131 0,897 10,47 730 0,098 0,044 0,050 0,213 0,208 0,153 0,139 0,737 8,99 770 0 0,052 0,065 0,114 0,224 0,188 0,106 0,839 14,72 770 0,045 0,056 0,065 0,121 0,200 0,194 0,129 0,969 17,06 770 0,098 0,050 0,054 0,174 0,176 0,174 0,151 0,988 11,13 850 0 0,064 0,051 0,080 0,196 0,192 0,132 0,984 37,31 850 0,045 0,051 0,066 0,095 0,195 0,193 0,122 0,987 39,75 850 0,098 0,051 0,052 0,095 0,206 0,175 0,123 0,847 30,06 910 0 0,050 0,037 0,095 0,202 0,150 0,122 0,745 60,17 910 0,045 0,066 0,040 0,085 0,126 0,184 0,165 1,459 58,34 910 0,098 0,057 0,048 0,093 0,185 0,179 0,131 0,968 49,82 1030 0 0,053 0,027 0,121 0,164 0,141 0,158 0,863 140,0 1030 0,045 0,059 0,034 0,102 0,114 0,152 0,166 1,324 148,0 1030 0,098 0,054 0,026 0,089 0,133 0,143 0,151 1,076 115,5 5.7.1 Fibra Teta Eta/Gama TG (µ µm) - Evolução do tamanho de grão Os resultados de tamanho de grão recristalizados medidos no EBSD são mostrados na figura 5.37, para os três teores de Sb, onde observa-se a evolução do tamanho de grão final com o aumento da temperatura de recozimento. Verifica-se um menor tamanho de grão das amostras com maior teor de Sb, 0,098% em massa a partir da temperatura de 770°C. Praticamente não há diferença de tamanho de grão entre as amostras sem Sb e com 0,045% em massa de Sb. Estas amostras têm tamanho de grão similares antes da laminação a frio, 230µm e 233µm, respectivamente. Como a evolução do tamanho de grão no recozimento a diferentes temperaturas é praticamente o mesmo para as amostras sem Sb e com 0,045% em massa de Sb, significa que o efeito do Sb em aumentar a densidade de bandas de cisalhamento (Haratani et al., 1984; Takashima et al., 1993) e em aumentar a taxa de crescimento de grãos com contornos de baixa energia, se sobrepõem e se cancelam, para o grau de deformação 94 imposto na laminação a frio de 81%, logo o teor de Sb de 0,045% não inibe o crescimento de grão. Tamanho de grão ( µm) Sb=0% Sb=0,045% Sb=0,098% 160,00 140,00 120,00 100,00 80,00 60,00 40,00 20,00 0,00 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.37 – Tamanho de grão recristalizado como uma função da temperatura de recozimento, variando o teor de Sb, grau de deformação a frio de 81% e TLQ de 1050°C. As amostras com 0,098% em massa de Sb apresentaram menor tamanho de grão final devido ao fato do Sb segregar próximo dos contornos de grãos nas etapas anteriores do processo (após laminação a quente e recozimento inicial), restringindo o crescimento de grão durante o recozimento inicial, que irá originar grãos menores durante a etapa de recozimento final. O menor tamanho de grão final também é explicado por uma maior densidade de bandas de cisalhamento, ver figura 5.39. Estas bandas de cisalhamento aumentam o número de sítios de núcleos contribuindo para reduzir o tamanho de grão recristalizado, situação que persiste na etapa de crescimento de grão posterior, resultando em um tamanho de grão mais homogêneo após o recozimento final, conforme constatado anteriormente e observado nos anexos I, II e III. A figura 5.38 mostra as microestruturas das amostras indicando qualitativamente o tamanho e forma de grão em cada etapa do recozimento, onde observa-se que o início da recristalização ocorre próximo da temperatura de 670°C, ver detalhe com maior aumento na figura 5.39, para os três teores de Sb. À temperatura de 770ºC observa-se a recristalização completa e verifica95 se que a estrutura de grãos é mais fina para a amostra contendo 0,098% em massa de Sb. Esta observação está próxima dos valores apresentados por Cunha et al. (2003), onde mostraram que um aço de grão não orientado com teor de Si 3% em massa, laminado em dois estágios com recozimento intermediário e com uma espessura final de 0,5mm, recristaliza em torno de 90% próximo da temperatura de 800°C. O início da recristalização das amostras a 670°C evidencia a presença de bandas de cisalhamento, detalhe na figura 5.39, que fazem um ângulo de aproximadamente 35º com a direção de laminação, sendo sítios potenciais para a nucleação de recristalização. Observa-se nas figuras 5.40A a 5.40F, que representam as FDOC´s e as micrografias geradas via EBSD, que as amostras submetidas ao recozimento na temperatura de 670°C mostram uma maior recristalização nas bandas de cisalhamento, com maior incidência nas amostras com teor de Sb de 0,045% e 0,098% em massa. Segundo (Takashima, 1993; Shimanaka, 1982; Lyudkovsky et al., 1983), o deformação a frio Sb segregado próximo aos contornos de grãos antes da favorece a nucleação de grãos com orientação de fibra eta e teta, principalmente as componente Goss e cubo nas bandas de cisalhamento. Estes grãos têm uma taxa de crescimento maior por apresentarem menor energia de contorno de grão em relação aos contornos dos grãos com textura cristalográfica típica de material deformado, fibra gama e alfa. Durante o recozimento a diferentes temperaturas, foi observação que a partir da temperatura de 730°C ocorre uma maior homogeneidade dos grãos recristalizados, e somente a amostra com teor de Sb 0,098% em massa mostra um tamanho de grão menor até a recristalização completa e durante a fase de crescimento de grãos. Observa-se ainda nas micrografias que o Sb antecipa o inicio da nucleação de recristalização em relação ao material sem Sb, provavelmente devido à formação de maior quantidade de heterogeneidades na fase de deformação a frio no material com Sb, e esta tendência não é mantida na etapa de crescimento de grãos, em que o material com e sem Sb apresentam praticamente os mesmos tamanhos de grãos, se destacando o material com 0,098% em massa de Sb que apresenta menor tamanho de grão durante toda a etapa de crescimento. 96 T (°C) Sb = 0 % TLTQ 1050 GDF 81% Sb = 0,045% TLTQ 1050 GDF 81% Sb = 0,098% TLTQ 1050 GDF 81% 630 670 730 770 850 910 1030 Figura 5.38 – Metalografia no ótico após cada etapa do recozimento. Sb = 0 % TLTQ 1050 GDF 81% Sb = 0,045% TLTQ 1050 GDF 81% Sb = 0,098% TLTQ 1050 GDF 81% Figura 5.39 – Detalhe das amostras variando o teor de Sb recozidas a 670°C. Figura 5.40 A - FDOC para φ2=0° e φ2=45° da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0% em massa, GDF 81% e TLQ 1050°C Figura 5.40 B – Microestrutura da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0%, GDF 81% e TLQ 1050°C mostrando as texturas cristalográficas predominantes. 98 Figura 5.40 C – FDOC para φ2=0° e φ2=45° da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0,045% em massa, GDF 81% e TLQ 1050°C Figura 5.40 D – Microestrutura da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0,045% em massa, GDF 81% e TLQ 1050°C mostrando as texturas cristalográficas predominantes. Figura 5.40 E – FDOC para φ2=0° e φ2=45° da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0,098% em massa, GDF 81% e TLQ 1050°C. 99 Figura 5.40 F – Microestrutura da amostra na condição de temperatura de recozimento de 670°C, teor de Sb 0,098% em massa, GDF 81% e TLQ 1050°C, mostrando as texturas cristalográficas predominantes. 5.7.2 – Evolução da textura cristalográfica Na figura 5.41 observa-se que até a temperatura de 850°C o fator de textura (razão entre as frações volumétricas das fibras eta e gama), é praticamente independente do teor de Sb. Para temperaturas maiores que 850ºC, durante o crescimento de grão, verifica-se um aumento do fator de textura para o material com 0,045% em massa de Sb e a manutenção dos valores deste fator para o material sem Sb e um pequeno crescimento para a amostra com 0,098% em massa de Sb. O resultado obtido no fator de textura é mais influenciado pela redução da fração volumétrica da fibra gama, que reduz tanto na fase de recristalização quanto na fase de crescimento de grão, do que pelo aumento da fração volumétrica da fibra eta que se desenvolve na fase de recristalização de 670 a 730°C, mantendo-se praticamente constante na fase de crescimento de grão, conforme pode ser observado nas FDOC´s geradas no EBSD a partir de dados levantados via RX no anexo VIII e nas figuras 5.42 e 5.43. O teor de 0,045% em massa de Sb contribui para inibir o crescimento dos grãos com fibra gama durante a fase decrescimento acima de 850°C, conforme pode ser observado na figura 5.42. 100 Sb=0% Sb=0,045% Sb=0,098% Fator de textura 1,50 1,20 0,90 0,60 0,30 0,00 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.41- Fator de textura como uma função da temperatura de recozimento. Sb=0% Sb=0,045% Sb=0,098% Fração volumétrica 0,40 0,35 0,30 0,25 0,20 0,15 0,10 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.42 – Fração volumétrica da fibra gama como função da temperatura de recozimento. Fração volumétrica Sb=0% Sb=0,045% Sb=0,098% 0,30 0,25 0,20 0,15 0,10 0,05 0,00 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.43 – Fração volumétrica da fibra eta como função da temperatura de recozimento. 101 As figuras 5.44, 5.45, 5.46 e 5.47 mostram a evolução da fração volumétrica das componentes Goss, cubo e das fibras teta e alfa, respectivamente, sendo observado que a componente Goss cresce rapidamente na fase de recristalização e reduz na etapa de crescimento de grão para os três teores de Sb, não apresentando diferença significativa entre os teores de Sb com o aumento da temperatura de recozimento. Fração volumétrica Sb=0% Sb=0,045% Sb=0,098% 0,08 0,07 0,06 0,05 0,04 0,03 0,02 0,01 0,00 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.44 – Fração volumétrica da componente Goss como função da temperatura de recozimento. A componente cubo e a fibra teta seguem a mesma tendência do fator de textura, crescendo acima da temperatura de 850°C para o teor de Sb de 0,045% em massa. A fibra alfa, figura 5.44, fibra de deformação, reduz acentuadamente na etapa de recristalização e permanece constante na etapa de crescimento de grão, tambem não apresenta diferença significativa para os teores de Sb. Fração volumétrica Sb=0% Sb=0,045% Sb=0,098% 0,07 0,06 0,05 0,04 0,03 0,02 0,01 0,00 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.45 – Fração volumétrica da componente cubo como função da temperatura de recozimento. 102 Sb=0% Sb=0,045% Sb=0,098% Fração volumétrica 0,20 0,18 0,16 0,14 0,12 0,10 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.46 – Fração volumétrica da fibra teta como função da temperatura de recozimento. Fração volumétrica Sb=0% Sb=0,045% Sb=0,098% 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 630 670 730 770 850 910 1030 Temperatura de recozimento (°C) Figura 5.47 – Fração volumétrica da fibra alfa como função da temperatura de recozimento. A figura 5.48 mostra a variação da fração volumétrica das fibras alfa e eta como uma função da temperatura de recozimento na faixa de temperatura de crescimento de grão, onde observase que o aumento da fibra eta ocorre as custas da redução da fibra alfa, para amostras com teor Fibra Alfa Fibra Eta Fração volumétrica 0,250 0,200 0,150 0,100 0,050 0,000 730 770 850 910 1030 Temperatura (°C) Figura 5.48 – Variação da fração volumétrica das fibras alfa e eta como uma função da temperatura de recozimento, para amostras com teor de Sb de 0,045% em massa. 103 de Sb de 0,045% em massa, a mesma tendência é observada para as outras duas ligas. As figuras 5.49 e 5.50 mostram a variação da fração volumétrica das fibras teta e gama como função da temperatura de recozimento na faixa de temperatura de crescimento de grão para amostras com teor de Sb de 0,045% em massa e sem Sb, respectivamente. Observa-se que o aumento da fibra teta ocorre as custas da redução da fibra gama, conforme observado tambem por (Cunha, 2004). Para a liga sem Sb, figura 5.50, o cruzamento das curvas da evolução das fibras teta e gama, no crescimento de grão, ocorre na temperatura de 1030°C, enquanto para o teor de 0,045% em massa de Sb, figura 5.49 o cruzamento das curvas ocorre abaixo de 910°C, confirmando o papel do Sb em antecipar a migração dos contornos de baixa energia. A figura 5.51 mostra a análise comparativa das intensidades das fibras teta e gama para Φ2 =45° e Φ=0°(fibra teta) e Φ=55°(fibra gama) ao longo de Φ1 a partir dos dados gerados pela análise via RX, para 0,045% em massa de Sb, GDF de 0,81 e temperatura de laminação a quente de 1050°C, mostrando a variação destas com o aumento da temperatura de recozimento final de 850°C para 910°C. A componente da fibra teta que tende a aumentar está próxima de (001)[130] e a componente da fibra gama que tende a diminuir está próxima de (111)[112] e estas duas orientações formam entre si contorno muito próximo de um contorno CSL Σ11, que é um contorno de baixa energia, conforme Hunphreys et al. (2004). Este fato explica o crescimento da fibra teta. Logo o papel do Sb consiste em antecipar a migração destes contornos de baixa energia, conforme observado nas figuras 5.49, 5.50 e 5.51. Fibra Teta Fibra Gama Fração volumétrica 0,220 0,200 0,180 0,160 0,140 0,120 0,100 730 770 850 910 1030 Temperatura (°C) Figura 5.49 – Variação da fração volumétrica das fibras teta e gama como uma função da temperatura de recozimento para a liga com Sb 0,045% em massa. 104 Fibra teta Fibra Gama 0,240 Fração volumétrica 0,220 0,200 0,180 0,160 0,140 0,120 0,100 760 840 900 1030 Temperatura (°C) Figura 5.50 – Variação da fração volumétrica das fibras teta e gama como uma função da temperatura de recozimento para a liga sem Sb. 8 TETA-PHI2=45-PHI=0-850°C GAMA-PHI2=45-PHI=55-850°C TETA-PHI2=45-PHI=0-910°C GAMA-PHI2=45-PHI=55-910°C 7 Intensidade 6 5 4 3 2 1 0 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 Φ1 Figura 5.51 – Variação da intensidade das fibras teta e gama como uma função do ângulo em Φ1 para as temperaturas de recozimento parcial de 850 e 910°C. As figuras 5.52, 5.53 e 5.54 mostram os gráficos comparativos para 0%, 0,045% e 0,098% em massa de Sb, respectivamente, com as frações volumétricas das fibras mais importantes e o fator de textura como uma função da temperatura de recozimento parcial. Observa-se que para a amostra sem Sb, figura 5.52, o fator de textura melhora na recristalização as custas da redução da fibra gama permanecendo praticamente constante na fase de crescimento de grão. Nas figuras 5.53 e 5.54, para teores de 0,045 e 0,098% em massa de Sb, respectivamente, observa-se que o fator de textura, além de melhorar na fase de recristalização, entre 670 e 730°C, melhora na fase de crescimento de grão nas temperaturas superiores a 850°C, com maior intensidade para o teor de Sb de 0,045% em massa. 105 Gama Eta Teta Fator de textura 0,50 1,60 0,45 1,40 0,40 1,20 0,35 0,30 1,00 0,25 0,80 0,20 0,60 0,15 0,40 0,10 Fator de textura Fração volumétrica Alfa 0,20 0,05 0,00 0,00 630 670 730 770 850 910 1030 Temperatura (°C) Figura 5.52 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0%. Gama Eta Teta Fator de textura 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 1,60 1,40 1,20 1,00 0,80 0,60 0,40 Fator de textura Fração volumétrica Alfa 0,20 0,00 630 670 730 770 850 910 1030 Temperatura (°C) Figura 5.53 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0,045% em massa. 106 Gama Eta Teta Fator de textura 0,50 1,60 0,45 1,40 0,40 1,20 0,35 0,30 1,00 0,25 0,80 0,20 0,60 0,15 0,40 0,10 Fator de textura Fração volumétrica Alfa 0,20 0,05 0,00 0,00 630 670 730 770 850 910 1030 Temperatura (°C) Figura 5.54 – Fração volumétrica das principais fibras e fator de textura como função da temperatura de recozimento para teor de Sb 0,098% em massa. Considerando que a temperatura de laminação a quente e grau de deformação a frio foram mantidos constantes, a variável a ser avaliada em cada temperatura de tratamento térmico de recozimento é o teor de Sb. Pode-se concluir que o teor de Sb afeta o tamanho de grão, para valores mais altos, próximo de 0,098% em massa, e que nas temperaturas de recozimento acima de 850°C, ocorre a predominância das texturas de fácil magnetização para a liga com 0,045% em massa de Sb em relação as outras duas, influenciando positivamente nas propriedades magnéticas. Para o teor de Sb 0,098% em massa existe uma concorrência de melhoria da textura e redução do tamanho de grão reduzindo sua contribuição para a melhoria das propriedades magnéticas. Para a liga sem Sb o fator de textura é pobre em relação a liga com 0,045% em massa de Sb, apesar de apresentar tamanho de grão próximo da liga com Sb de 0,045% em massa. . 107 CAPÍTULO VI - CONCLUSÕES A adição controlada de Sb no aço elétrico com 3% em massa de Si e 0,60% em massa de Mn somado a um menor grau de deformação a frio, com recozimento inicial adequado, permite uma melhoria das propriedades magnéticas, perda e indução, em função da melhoria da textura cristalográfica, em especial o fator de textura, associado a um tamanho ótimo de grão após recozimento final de 140µm. Quando aumentamos o teor de Sb de 0% para 0,045% em massa obtivemos uma melhoria da perda e da indução magnética, por outro lado quando variamos o teor de Sb de 0,045% para 0,098% em masssa observamos um aumento na perda e redução na indução magnética, podese considerar que este resultado se deve a uma melhoria do fator de textura para o valor de 0,045% em massa de Sb e redução deste fator quando aumenta-se o teor de Sb para 0,098% em massa, somado a um menor tamanho de grão final para o valor mais alto de Sb. A temperatura de laminação a quente não apresentou muita influência nos resultados finais, principalmente devido ao recozimento inicial das amostras laminadas a quente a 1030°C, homogeneizando a estrutura de grãos. Uma avaliação estatistica dos dados permitiu através de análise de regressão linear múltipla a obtenção de uma equação referencial para prever os valores de perda magnética e indução magnética como função do teor de Sb e espessura da amostra laminada a quente para temperatura de acabamento de laminação a quente de 1050°C, quando variamos o teor de Sb de 0 a 0,1% em massa e a espessura de partida da BQ entre 1,5 e 2,5mm. Foi observado aumento do tamanho de grão das amostras laminadas a quente como função da espessura final de laminação a quente. O Sb contribui para redução do tamanho de grão após laminação a quente e após recozimento inicial, para o valor de 0,098% em massa, confirmando o efeito deste elemento em segregar próximo dos contornos de graos e desta maneira contribuir na restrição ao movimento destes afetando seu crescimento. Até o teor de 108 0,045% em massa de Sb não houve muita influência no tamanho de grão das amostras laminadas a quente e laminadas a quente e recozidas. No recozimento final em diferentes temperaturas, obteve-se um menor tamanho de grão das amostras com maior teor de Sb (0,098% em massa) a partir da temperatura de 770°C durante o crescimento de grão. Praticamente não há diferença de tamanho de grão entre as amostras sem Sb e com 0,045% em massa de Sb durante a recristalização e crescimento de grão. Estas amostras têm tamanho de grão similares antes da laminação a frio, 230µm e 233µm, respectivamente. Como a evolução do tamanho de grão no recozimento final a diferentes temperaturas é praticamente o mesmo para estas amostras, significa que o efeito do Sb até 0,045% em massa não afetou o tamanho de grão final. No recozimento final, na fase de recristalização não foi observado diferença significativa de textura cristalográfica entre os materiais com diferentes teores de Sb. Durante o recozimento final para o teor intermediário de Sb de 0,045% em massa ocorreu um aumento do fator de textura na fase de crescimento de grão, acima de 850°C, as custas da redução da fração volumétrica da fibra gama. Foi ainda observado que a fração volumétrica da fibra teta aumenta na fase de crescimento de grão as custas da redução da fração volumétrica da fibra gama. A fração volumétrica da fibra eta aumenta na fase de recristalização às custas da redução da fração volumétrica das fibras alfa e gama, mantendo-se constante na etapa de crescimento de grão. A tendência de melhoria do fator de textura na fase de crescimento de grão, não foi observada no material sem Sb. O mecanismo responsável pela melhoria nas propriedades magnéticas está relacionado com a hipótese de que o Sb durante o recozimento final na fase de crescimento de grãos aumenta a mobilidade dos contornos de grãos de baixa energia, antecipando a migração de contornos de grãos da fibra teta próximo da componente (001)[130] as custas da redução dos contornos de grãos da fibra γ próximo da componente (111)[112], que formam entre si contorno muito próximo de um contorno CSL Σ11 de baixa energia. 109 CAPÍTULO VII - SUGESTÕES PARA TRABALHOS FUTUROS Desenvolvimento de trabalho semelhante usando o Sn como elemento de melhoria de textura; Avaliação das propriedades mecânicas e magnéticas com a adição de Sb e ou Sn em um aço com 3,3% em massa de Si; Estudar e avaliar o efeito da segregação de Sb e Sn para a superfície e contornos de grão em aços com 3% e 3,3% em massa de Si. Constatar via microscopia eletrônica, Auger Electron Spectroscopy (AES) a segregação destes elementos próximo aos contornos de grão. 110 CAPÍTULO VIII - PUBLICAÇÃO REFERENTE AO TRABALHO 1 – Rodrigues M.F, Cunha M.A., Paolinelli S.C, Cota A.B. - Texture and magnetic properties improvement of a 3% Si non-oriented electrical steel by Sb addition. Journal of Magnetism and Magnetic Materials - Volume 331, April 2013, Pages 24–27 CAPÍTULO IX - REFERÊNCIAS BIBLIOGRÁFICAS Akta S., Richardson G.J., Sellars C. M.; – Hot deformation and recrystallization of 3% Silicon Steel part III: Effect of deformation Variables on Static Recrystallization. ISIJ International, Vol 45, Nº 11, pag 1686 a 1695, August 2005. Anual Book of ASTM Standards – Section Three – Metals Test Methods and Analytical Procedures-Vol. 03.04 – Magnetic Properties, p. 97-102– 2013. Callister, J.W.D. – Materials Science and Engineering. New York – 1991. Castro S. F., Landgraf F. J. G., Kestenbach H. J., Crescimento de grão e formação de textura em aços elétricos semi-processados. 61° Congresso anual da ABM, Rio de Janeiro, p.30363033, 2006. Chang, S.K., Huang W.Y., Texture Effect on Magnetic Properties by Alloying Specific Elements in Non-Oriented Silicon Steels, ISIJ International, Korea, v.45, No. 6, p.918-922, January 2005. Chang, S.K., Texture Effect on Magnetic Properties In High-Alloyed Non-Oriented Electrical Steels, Metal Science and Heat Treatment, Korea, vol 49, No. 6, p.11-12, 2007. ChaudhurybA., Khatirkar R., Viswanathan N.N., Singal V., Low silicon non-oriented electrical steel: Linking magntic properties with metallurgical factors. JMMM, 313 pag 21-28, 2007. Cunha M.A., Paolinelli S.C., Effect of the Annealing Temperature on the Strture and Magnetic Properties of 2% Si Steel. Materials Research, vol 5, n° 3, p.373-378, 2002. Cunha M.A., Paolinelli S.C., Non-oriented Silicon Steel Recrystallization Texture Study. Materials Science Forum, v. 40-412, p.779-784, 2002. Cunha M.A., Paolinelli S.C., Effect of the Annealing Temperature on the Struture and 112 Magnetic Properties of 3% Si Non - Oriented Steel. JMMM, vol. 254/255, p.379-381, 2003. Cunha M.A., Paolinelli S.C., Evolution of Non-Oriented Silicon Steel Texture on Recrystallization and Grain Growth. Materials Science Forum V. 467-470, pp. 869-874, 2004. Cunha, M.A; Paolinelli, S.C., Low Core Loss non-oriented silicon steel. Science Direct, JMMM, p.2485-2489, 2008. Dafé S.S.F; Influência do processo termomecânico na formação de bandas de cisalhamento e nas propriedades magnéticas de um aço elétrico grão não orientado com 3% de Si. Dissertação de Mestrado-Redemat/UFOP. Fev, 2010. Dafé S.S.F; Paolinelli S.C., Cota A.B., Influence of thermomechanical processing on shear bands formation and magnetic properties of a 3% Si non-oriented electrical steel. JMMM, p.3234-3238, 2011. Godec M. Remskar M., Mandrino D., Jenko M., Scanning tunneling microscopy study of Sballoyed electrical steel sheet. Applied Surface Science 143, p.1-5, 1999. Godec M., Jenko M., Grabke H. J., Mast R., Sn Segregation and its influence on electrical steel texture development. ISIJ international. v.39, No. 7, p.742-746, 1999. Godec M., Jenko M., Mast R., Grabke H. J., Texture measurements on electrical steels alloyed with tin. Vacuum-PERGAMON, p.151-155, 2001. Grabke H.J., Surface and grain boundary segregation of Sb and Sn – Effects on Steel Properties. Kovine. Zlitine. Technologije. 30, p.483-495, 1996. Haratani T., Hutchinson W.B., Dillamore I.L., Bate P., Contribution of shear banding to origin of Goss texture in silicon iron. Metal Science Vol. 18, pag 57 a 65, February 1984. Honda, A.; Senda, K.; Sadahiro, K.; Electrical Steel for Motors of Electrical and Hybrid Vehicles, Kawasaki Steel Technical Report, N° 48, March 2003. Huang, W.Y. et al., The effect of alloys on the Magnetic Properties of high Grade Non Oriented Electrical Steels. International conference; 9th, Steel rolling; 2005. 113 Hunphreys F.J., Hatherly M., Recrystallization and Related Annealing Phenomena, second edition, University of Manchester Institute of Science and Technology and University of New South Wales, Australia, 2004. Hutchinson W. B., Deformation microstructure and textures in steels. Phil. Trans. R. Soc. Lond. A. 357, p.1471–1485, 1999. Irie, et al., Method of producing non-oriented silicon steel sheets having an excellent electromagnetic property. United States Patent. May 27, 1980. Ishida M, N. Shiga, K. Sadahiro, Improvement of Motor Performance by Use of HighEfficiency Electrical Steels - KAWASAKI STEEL TECHNICAL REPORT No. 48, March 2003. Iwasaki Y.; Fujimoto K., Effect of grain boundary segregation of Sb on relaxation at grain boundaries in silicon-iron alloys. Journal de Physique. p.475-480,1981. Jenko M., Vodopivec F., Pracek B., Godec M., Steiner D., AES studies of antimony surface segregation in non-oriented silicon steel, JMMM, 133, p.229-232, 1994. Jenko M., Vodopivec F., Grabke H.J., Viefhaus H., Godec M., Petrovic D.S., Influence of Sb on the texture and properties of 2% Si, 0,3% Al Steel for Non-Oriented Sheet. Journal de Physique IV, p.225-230, November 1995. Jenko, M.; Vodopivec, F.; Viefhaus, H.; Godec, M.; Petrovic, D.S.; Vala, T.; Milun, M.; Orientation-Dependent Antimony segregation on FeSi Alloy Surfaces, ISSN 1330-008, CODEN FIZAE4, FIZIKA A5 pag 91 a 98, 1996. Kubota T., Recent Progress on Non-Oriented Silicon Steel. Soft Magnetic Materials, 16, p. 79-85, September 2003. Landgraf, F.J.G., Propriedades Magnéticas de Aços para fins Elétricos. Instituto de Pesquisas Tecnológicas do Estado de São Paulo. 2001. 114 Landgraf, F.J.G., Takanohashi R., Campos M.F., Tamanho de grão e textura dos aços elétricos de grão não-orientado. Depto. de Engenharia Metalúrgica e de Materiais, Escola Politécnica da Universidade de São Paulo. 2001. Landgraf, F.J.G., Aços carbono e aços silício para fins elétricos. Apostila de publicação interna do IPT Divisão de Metalurgia. Laboratório de Metalurgia do Pó e Materiais Magnéticos. Curso S. Paulo 10-12 de junho de 2002. Lee S., Cooman B.C., Effect of Phosphorus on the Magnetic Losses of Non-oriented 2% Si Steel. ISIJ International, v.52, No. 6, p.1162–1170, 2012. Lyudkovsky G., Rastogi P. K., Effect of Antimony on Recrystallization Behavior and Magnetic Properties of a Nonoriented Silicon Steel. Metallurgical Transations A, p.257-260, 1983. Magela, M.A., Torre R.V.B.D., Kuhn I., Estudo do Comportamento ao cisalhamento na estampagem de aços para fins elétricos parte 1. Caracterização mecânica. CONAMET/SAM.SIMPOSIO MATERIA 2002. Marko, P. et al., Effect of Sb on the texture in Grain-Oriented Fe-Si 3%Si Alloys. JMMM 41, p.7-10, 1984. Marra, K.M. et al., Variação das perdas magnéticas durante envelhecimento de um aço elétrico. Tecnologia em Metalurgia e Materiais. São Paulo, v.3, No.1, p.36-39, 2006. Oda, Y., Tanaka Y., Yamagami N., Chino A., Yamada K., Ultra low sulfur non-oriented electrical steel sheets for highly efficient motors – NKB – Core NKK Technical Review, No 87 (2002), p.12-18. Paolinelli, S.C., Otimização da espessura intermediária do aço ao silício de grão não orientado P930.Dissertação (Mestrado- Engenharia Metalúrgica e de Minas). 120 paginas. Universidade Federal de Minas Gerais. Belo Horizonte 20 de dezembro de 1988. 115 Paolinelli, S.C. Cunha M. A., Development of a new generation of high permeability nonoriented silicon steel. JMMM 304, p.596-598, 2006. Paolinelli, S.C., Estudo da influência da temperatura de Acabamento sobre a estrutura e propriedades magnéticas de aço GNO 2 e 3% de Si. Tese (Doutorado em Engenharia de Materiais). REDEMAT-UFOP-CETEC-UEMG. Ouro Preto, abril de 2008. Paolinelli, S.C., Cunha M. A., Cota A. B., The influence of shear bands on final structure and magnetic properties of 3% non-oriented silicon steel. JMMM 320, p.641-644, 2008. Paolinelli, S.C., Cunha, M. A.; Cota A. B.; Dafé, S.F.; Study of the Simulation Effects of the Hot Band grain Size and cold Rolling Reduction on the Structure and Magnetic Properties of the Non-Oriented 3% Si Steel. IEEE, vol. 48, no. 4, pp. 1401-1404, 2012. Ray, S.K., Magnetic Ageing Characteristics of Low Silicon Electrical Steels, Journal of Magnetism and Magnetic Materials, p.44-50, 1982. Rodrigues, J.C. Estudo da textura cristalográfica em aço grão não orientado com 3,3% de Si via EBSD. Dissertação de Mestrado, Universidade Federal de Minas Gerais. Fev. 2011. Santos, C.P., Texturas de deformação e recristalização e propriedades magnéticas em um aço silício de Grão Não Orientado com 3,2% de Si. Dissertação (Mestrado-Engenharia Metalúrgica e de Materiais). 163 paginas. Escola Politécnica da Universidade de São Paulo. São Paulo -2000. Shimanaka, H., Irie T., Matsumara K., Nakamura H., A New Non Oriented Si-Steel With Texture of {100}<ovw>, JMMM, p.63-64, 1980. Shimanaka, H., Ito Y., Matsumara K., Fukuda B., Recent development of non-oriented electrical steel sheets. JMMM, p.57-64, 1982. Sokolov, B.K. et al., The deformation and shear bands in the Fe 3%Si Alloy. Textures and Microstructures, v.32, p.21-39, 1999. 116 Solyom, A. et al., The effect of small amount of Sb on the texture and magnetic properties of grain-oriented Fe-Si Alloys. Physical Scripta, v.40, p.565-569, 1989. Solyom, A. et al., Effect of antimony on magnetic properties in non-oriented 2.4 wt.% Si electrical sheets. IEEE Transactions on Magnetics, v.30, No. 2, March 1994. Takashima, M., Obara T., Kan T., Texture Improvement in High-Permeability Nonoriented Electrical Steel by Antimony Addition. JMEPEG v.2, p.249-254, 1993. Tanaka, I., Yashiki H., Magnetic Properties and Recrystallization Texture of Phosphorusadded Non-Oriented Electrical Steels Sheets. JMMM, p.1-3, 2005. Vodopivec, F.; Marinsek, F.; Gresovnic, F.; Gnidovec, D.; Pracek, M.; Jenko, M.; Effect of Sb of energy losses in non-oriented 1,8% Si e 0,3% Al electrical steel. JMMM, p.281-285, 1991. Vodopivec, F.; Jenko M., Texture and surface segregation of nonoriented electrical sheets. Vacuum, v.43, No.5-7, p. 497-500, 1992. Yabumoto, M.; Wakisaka, T.; Suzuki, N.; Electrical Steel for Traction Motors of Hybrid Electrical Vehicles, Nippon Steel Technical Report N°87, July, 2003. Walter, J.L., Control of texture in magnetic materials by surface energy. Journal of Applied Physics, v.36, no.3, p.1213-1220, march 1995. 117 CAPÍTULO X - ANEXOS ANEXO I – Tamanho de grão das BQ´s, das BQR´s e das BFR´s como uma função do teor de Sb, variando a temperatura de laminação a quente e espessura da BQ. TGBQR 180 160 140 120 0,098 0 0,045 Sb (%) 0,045 Sb (%) Esp BQ 1,81mm e TLQ 1050°C 160 140 120 0 300 TGBF 250 200 150 100 0,045 TGBQ TGBF 300 250 200 150 0 200 150 100 TGBQR 450 0,098 TGBQR Esp BQ 2,25mm e TLQ 1135°C TGBQ TGBF 400 350 300 250 200 150 100 0,098 0,045 Sb (%) TGBQ Tamanho de Grão ( µm ) 250 TGBQR 350 0,098 Esp BQ 1,81mm e TLQ 1135°C TGBF 300 0,098 100 0 TGBQR TGBQ 350 0,045 Sb (%) Esp BQ 2,25mm e TLQ 1050°C TGBQR Sb (%) 400 0,045 Sb (%) 180 TGBQ 0,098 Esp BQ 1,45mm e TLQ 1135°C 0 200 0,098 Tamanho de Grão ( µm ) TGBF 280 260 240 220 200 180 160 140 120 100 220 100 0 TGBQR TGBQ Esp BQ 1,45mm e TLQ 1050°C Tamanho de Grão ( µm ) 200 Tamanho de Grão ( µm ) 0,045 Sb (%) TGBQ TGBF 240 100 0 Tamanho de Grão ( µm ) 220 TGBQR Esp BQ 2,25mm e TLQ 930°C TGBQ TGBF Tamanho de Grão ( m ) Tamanho de Grão ( m ) 180 170 160 150 140 130 120 110 100 TGBQR Esp BQ 1,81mm e TLQ 930°C TGBQ TGBF Tamanho de Grão ( µm ) Tamanho de Grão ( m ) Esp BQ 1,45mm e TLQ 930°C 0 0,045 Sb (%) 0,098 540 490 440 390 340 290 240 190 140 90 TGBF 0 0,045 0,098 Sb (%) 118 ANEXO II – Tamanho de grão das BQ´s, das BQR´s e das BFR´s como uma função da espessura da BQ, variando o teor de Sb e temperatura de laminação a quente. TGBQ TGBF 220 200 180 180 160 160 140 140 120 120 100 2,25 TGBQR TGBQ TGBF 350 300 250 200 150 140 120 1,45 TGBF 300 250 200 150 100 1,45 TGBQR 450 400 350 300 250 200 150 100 2,25 2,25 TGBQR TGBQ 1,81 TGBF 300 280 260 240 220 200 180 160 140 120 100 2,25 1,45 1,81 2,25 Espessura da BQ (mm) TGBQR Sb 0,045% e TLQ 1135°C TGBQR Sb=0,098% e TLQ 1135°C TGBQ 550 500 450 400 350 TGBQ 440 TGBF Tamanho de Grão ( µm ) TGBQ TGBF 1,81 Espessura da BQ (mm) Sb=0,098% e TLQ 1050°C TGBQR Espe ssura da BQ (mm) 500 1,81 Espessura da BQ (mm) 160 2,25 350 2,25 Teor de Sb 0% e TLQ 1135°C 1,45 180 TGBQ Tamanho de Grão ( µm ) 1,81 Espessura da BQ (mm) 1,81 Espessura da BQ (mm) Sb 0,045% e TLQ 1050°C 100 1,45 200 Tamanho de Grão ( µm ) Teor de Sb 0% e TLQ 1050°C TGBQ TGBF 100 1,45 Tamanho de Grão ( µm ) 1,81 Espessura da BQ (mm) TGBQR Sb=0,098% e TLQ 930°C 220 100 1,45 Tamanho de Grão ( µm ) 240 220 200 Tamanho de Grão ( µm ) TGBQ TGBF Tamanho de Grão ( m ) Tamanho de Grão ( m ) 240 TGBQR Sb 0,045% e TLQ 930°C Tamanho de Grão ( m ) TGBQR Teor de Sb 0% e TLQ 930°C 300 250 200 150 100 TGBF 390 340 290 240 190 140 90 1,45 1,81 Espe ssura da BQ (mm) 2,25 1,45 1,81 2,25 Espessura da BQ (mm) 119 ANEXO III – Tamanho de grão das BQ´s, das BQR´s e das BFR´s como uma função da temperatura de laminação a quente, variando o teor de Sb e espessura da BQ. TGBQ TGBF 350 300 250 250 200 200 150 150 100 TGBQR TGBQ TGBF 400 350 300 250 200 150 100 1050 Temperatura de LTQ (°C) Sb 0,045% e Esp BQ 1,81 mm 1050 TGBQ 400 TGBF 350 300 250 200 150 1135 930 TGBQR TGBQ TGBF 500 450 400 350 300 250 200 150 100 930 1050 Temperatura de LTQ (°C) 1135 1050 Temperatura de LTQ (°C) 200 150 1050 Temperatura de LTQ (°C) 1135 TGBQR Sb=0,098% e Esp BQ 1,81 mm TGBQ TGBF 350 300 250 200 150 100 930 1135 1050 1135 Temperatura de LTQ (°C) TGBQR Sb 0,045% e Esp BQ 2,25 mm TGBQR Sb=0,098% e Esp BQ 2,25 mm TGBQ Tamanho de Grão ( m ) Teor de Sb 0% e Esp BQ 2,25 mm 250 TGBQR 450 Temperatura de LTQ (°C) 300 930 100 930 350 1135 550 500 450 400 350 TGBF 300 250 200 150 100 TGBQ Tamanho de Grão ( m ) Teor de Sb 0% e Esp BQ 1,81 mm TGBQ TGBF 100 930 Tamanho de Grão ( m ) 1135 Tamanho de Grão ( m ) 1050 Temperatura de LTQ (°C) TGBQR Sb=0,098% e Esp BQ 1,45 mm 400 100 930 Tamanho de Grão ( m ) 400 350 300 Tamanho de Grão ( m ) TGBQ TGBF Tamanho de Grão ( m ) Tamanho de Grão ( m ) 400 TGBQR Sb 0,045% e Esp BQ 1,45 mm Tamanho de Grão ( m ) TGBQR Teor de Sb 0% e Esp BQ 1,45 mm 440 TGBF 390 340 290 240 190 140 90 930 1050 Temperatura de LTQ (°C) 1135 930 1050 1135 Temperatura de LTQ (°C) 120 Anexo IV – FDOC´s das BQ´s para temperatura de laminação a quente de 1050°C FDOC´s das amostras após laminação a quente na temperatura de 1050°C, para teor de Sb 0%, variando a espessura da BQ Sb=0% E=1,45mm Sb=0% E=1,81mm Sb=0% E=2,25mm Anexo IV – continuação – FDOC´s das BQ´s para temperatura de laminação a quente de 1050°C FDOC´s das amostras após laminação a quente na temperatura de 1050°C, para teor de Sb 0,045%, variando a espessura da BQ Sb=0,045% E=1,45mm Sb=0,045% E=1,81mm Sb=0,045% E=2,25mm 122 Anexo IV – Continuação – FDOC´s das BQ´s para temperatura de laminação a quente de 1050°C FDOC´s das amostras após laminação a quente na temperatura de 1050°C, para teor de Sb 0,098%, variando a espessura da BQ Sb=0,098% E=1,45mm Sb=0,098% E=1,81mm Sb=0,098% E=2,25mm 123 Anexo V – FDOC´s das BQR´s para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a quente na temperatura de 1050°C e recozimento inicial a 1030°C, para teor de Sb 0%, variando a espessura da BQ. Sb=0% E=1,45mm Sb=0% E=1,81mm Sb=0% E=2,25mm 124 Anexo V – Continuação – FDOC´s das BQR´s para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a quente na temperatura de 1050°C e recozimento inicial a 1030°C, para teor de Sb 0,045%, variando a espessura da BQ. Sb=0,045% E=1,45mm Sb=0,045% E=1,81mm Sb=0,045% E=2,25mm 125 Anexo V – Continuação – FDOC´s das BQR´s para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a quente na temperatura de 1050°C e recozimento inicial a 1030°C, para teor de Sb 0,098%, variando a espessura da BQ. Sb=0,098% E=1,45mm Sb=0,098% E=1,81mm Sb=0,098% E=2,25mm 126 Anexo VI – FDOC´s das amostras após laminação a frio, para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a frio para a temperatura de laminação a quente de 1050°C, recozimento inicial a 1030°C, teor de Sb de 0%, variando o GDF. Sb=0% GDF 0,76 Sb=0% GDF 0,81 Sb=0% GDF 0,84 127 Anexo VI – Continuação – FDOC´s das amostras após laminação a frio, para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a frio para a temperatura de laminação a quente de 1050°C, recozimento inicial a 1030°C, teor de Sb de 0,045%, variando o GDF. Sb=0,045% GDF 0,76 Sb=0,045% GDF 0,81 Sb=0,045% GDF 0,84 128 Anexo VI – Continuação – FDOC´s das amostras após laminação a frio, para temperatura de laminação a quente de 1050°C e recozimento a 1030°C. FDOC´s das amostras após laminação a frio para a temperatura de laminação a quente de 1050°C, recozimento inicial a 1030°C, teor de Sb de 0,098%, variando o GDF. Sb=0,098% GDF 0,76 Sb=0,098% GDF 0,81 Sb=0,098% GDF 0,84 129 Anexo VII- Evolução das principais fibras e componentes de textura cristalográfica nas fases de processo BQ, BQR, BF e BFR. Fração volumétrica Fibra gama BQR Fibra gama BQ 0,4 0,35 Fibra gama BF Fibra gama BFR 0,3 0,25 0,2 0,15 0,1 0,05 0 1,45 1,81 0 0 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) Fração volumétrica Fibra alfa BQR Fibra alfa BQ 0,45 0,4 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 Fibra alfa BF Fibra alfa BFR 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) Fibra eta BQR Fibra eta BQ Fração volumétrica 0,3 Fibra eta BF Fibra eta BFR 0,25 0,2 0,15 0,1 0,05 0 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) 130 Anexo VII- continuação - Evolução das principais fibras e componentes de textura cristalográfica nas fases de processo BQ, BQR, BF e BFR. Fração volumétrica 0,14 Goss BQR Goss BQ Goss BF Goss BFR 0,12 0,1 0,08 0,06 0,04 0,02 0 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) Fração volumétrica 0,08 Cubo BQR Cubo BQ Cubo BF Cubo BFR 0,07 0,06 0,05 0,04 0,03 0,02 0,01 0 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) Fração volumétrica Fibra Teta BQR Fibra Teta BQ 0,18 0,16 0,14 0,12 0,1 0,08 0,06 0,04 0,02 0 Fibra Teta BF Fibra Teta BFR 1,45 1,81 2,25 1,45 1,81 2,25 1,45 1,81 2,25 0 0 0 0,045 0,045 0,045 0,098 0,098 0,098 Espessura da BQ (mm) e teor de Sb(%) 131 Anexo VIII – FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial % Sb Temperatura de recozimento 630°C 0 0,045 0,098 132 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 670°C 0 0,045 0,098 133 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 730°C 0 0,045 0,098 134 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 770°C 0 0,045 0,098 135 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 850°C 0 0,045 0,098 136 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 910°C 0 0,045 0,098 137 Anexo VIII – Continuação - FDOC´s para φ2=0° e φ2=45° das amostras após recozimento parcial. % Sb Temperatura de recozimento 1030°C 0 0,045 0,098 138
Baixar