UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA ELÉTRICA AUTOMAÇÃO DE PRENSA EXCÊNTRICA Área de Automação por Giuliano Zeni Schionato Ely Paiva Orientador Campinas (SP), dezembro de 2007 UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA ELÉTRICA AUTOMAÇÃO DE PRENSA EXCÊNTRICA Área de Automação por Giuliano Zeni Schionato Relatório apresentado à Banca Examinadora do Trabalho de Conclusão do Curso de Engenharia Elétrica para análise e aprovação. Orientador: Ely Paiva, Doutor. Campinas (SP), dezembro de 2007 i SUMÁRIO LISTA DE ABREVIATURAS ................................................................ iv LISTA DE FIGURAS .............................................................................. v LISTA DE TABELAS ............................................................................. vi RESUMO ................................................................................................ vii ABSTRACT............................................................................................. viii 1. INTRODUÇÃO ..................................................................................... 1 1.1. OBJETIVOS ........................................................................................................ 2 1.1.1. Objetivo Geral .................................................................................................. 2 1.1.2. Objetivo Específico .......................................................................................... 2 1.2. METODOLOGIA ............................................................................................... 2 1.3. ESTRUTURA DO TRABALHO ....................................................................... 2 2. FUNDAMENTAÇÃO TEÓRICA ....................................................... 4 2.1. CONCEITOS DE AUTOMAÇÃO .................................................................... 4 2.2. PRENSAS ............................................................................................................ 5 2.2.1. Elementos Básicos de uma Prensa .................................................................. 6 2.2.2. Prensas Mecânicas ........................................................................................... 7 2.2.3. Prensas Hidráulicas ......................................................................................... 8 2.3. MATERIAIS UTILIZADOS ............................................................................. 9 2.4. MATERIAIS ELÉTRICOS ............................................................................... 9 2.4.1. Controlador Lógico Programável (CLP) ....................................................... 9 2.4.1.1. Princípio de Funcionamento .......................................................................... 10 2.4.2. Contadores de Golpe Tecno Press ................................................................ 12 2.4.3. Interruptores de Posição ................................................................................12 2.4.4. Disjuntor Motor Termomagnético ............................................................... 13 2.4.5. Botões, Seletoras e Sinaleiros ........................................................................ 14 2.5. MATERIAIS PNEUMÁTICOS ...................................................................... 14 2.5.1. Válvulas Pneumáticas ................................................................................... 14 2.5.2. Conexões de Engate Rápido .......................................................................... 15 2.5.3. Cilíndros Pneumáticos DNC ......................................................................... 15 2.5.4. Cilíndros Pneumáticos ADVU ...................................................................... 16 2.5.5. Unidade de Conservação ............................................................................... 16 3. PROJETO ............................................................................................ 18 3.1. LINGUAGEM LADDER ................................................................................. 18 3.2. SOFTWARE STEP 7 MICRO/WIN ............................................................... 18 3.3. ESPECIFICAÇÕES DO CLP ......................................................................... 19 3.4. APLICAÇÕES DOS MATERIAIS ................................................................. 21 3.5. COMPONENTES DA PRENSA ..................................................................... 21 3.5.1. Volante da Prensa ......................................................................................... 22 3.5.2. Botoeiras de Simultaneidade .......................................... .............................. 23 3.5.3. Morsa da Ferramenta ................................. ................................................. 23 3.5.4. Conjunto Mecânico de Chavetas .......................................... ....................... 24 3.5.5. Martelo da Prensa ........................................ ................................................ 25 3.6. MÉTODOS DA PROGRAMAÇÃO CLP ........................................ .............. 25 3.6.1. EXECUÇÃO DO PRGRAMA ........................................ ............................. 28 3.6.2. Endereçamento dos Equipamentos ...................... ....................................... 32 CONSIDERAÇÕES FINAIS ................................................................. 33 REFERÊNCIAS BIBLIOGRÁFICAS .................................................. 34 iii LISTA DE ABREVIATURAS CLP TON Controlador Lógico Programável Tonelada LISTA DE FIGURAS Figura 1. Detalhes dos Equipamentos de uma Prensa ..................................................................... 06 Figura 2. Prensa Excêntrica de 80 Ton ........................................................................................... 07 Figura 3. Prensa Hidráulica ........................................................................................................... 08 Figura 4. Controlador lógico Programável (CLP)........................................................................... 09 Figura 5. Estrutura Básica de um CLP ........................................................................................... 11 Figura 6. Ciclos de Processamento do CLP.................................................................................... 11 Figura 7. Contador de Golpe Tecno Press ...................................................................................... 12 Figura 8. Fim de Curso, modelo XCKM 115 ................................................................................. 13 Figura 9. Disjuntor Motor Termomagnético Modelo GV2ME14.................................................... 13 Figura 10. Botões, Seletoras e Sinaleiros ....................................................................................... 14 Figura 11. Válvulas direcionais MFH 5 1/8” e válvula de escape SE 1/4”. ..................................... 15 Figura 12. Conexões de Engate Rápido QS 1/8”-8 e 1/4”-8 ........................................................... 15 Figura 13. Cilindros Pneumáticos Tipo DNC ................................................................................. 16 Figura 14. Cilindros Pneumáticos Tipo ADVU 80 ......................................................................... 16 Figura 15. Unidade de Conservação FRC-1/4-D ............................................................................ 17 Figura 16. Tela de Programação do Software Step 7 ...................................................................... 19 Figura 17. CLP Siemens Simatic S7-200 ....................................................................................... 20 Figura 18. Volante da Prensa Excêntrica........................................................................................ 22 Figura 19. Comando Bi-Manual .................................................................................................... 23 Figura 20. Modelo de Acionamento por Chavetas.......................................................................... 24 Figura 21. Ilustração do Martelo da Prensa .................................................................................... 25 Figura 22. Diagrama elétrico do Motor da Prensa ......................................................................... 26 Figura 23. Ferramenta – Parte Lateral ............................................................................................ 26 Figura 24. Punções da Ferramenta ................................................................................................. 27 Figura 25. Ilustração do Micro e Martelo ....................................................................................... 27 Figura 26. Ferramenta com cilindros pneumáticos ........................................................................ 28 Figura 27. Programação do CLP – Parte 1 ..................................................................................... 29 Figura 28. Programação do CLP – Parte 2 ..................................................................................... 30 Figura 29. Programação do CLP – Parte 3 ..................................................................................... 31 vi LISTA DE TABELAS Tabela 1. Principais Símbolos de Programação .............................................................................. 18 Tabela 2. Características do CLP ................................................................................................... 19 Tabela 3. Especificações do CLP Simatic S7-200 .......................................................................... 20 Tabela 4. Endereçamento dos Equipamentos na Programação ....................................................... 31 RESUMO Zeni, Giuliano. Automação de uma Prensa Excêntrica. Campinas, 2007.Trabalho de Conclusão de Curso, Universidade São Francisco, Campinas, 2007. Neste projeto apresenta-se a automatização de uma prensa excêntrica e o estampo, devido à necessidade de melhoria de qualidade e produtividade. No desenvolvimento da automatização utiliza-se um CLP (Controlador Lógico Programável) fabricado pela Siemens modelo Simatic 200, cuja programação é feita com o software STEP 7 Micro/WIN. Toda programação do CLP foi feita na linguagem Ladder, que é similar à linguagem de diagramas lógicos de acionamento muito utilizada na área de controle. Esta linguagem Ladder nos permite desenvolver lógicas combinacionais, seqüenciais e circuitos que envolvam ambas, utilizando como operadores para estas lógicas: entradas, saídas, estados auxiliares e registros numéricos. Para a realização deste projeto também foram utilizados alguns materiais elétricos e pneumáticos muito importantes nesta área de automação. Estes equipamentos foram instalados na máquina, onde desempenham suas funções de acordo com a programação feita. Palavras-chave: Automação Industrial, Prensa Excêntrica, Controlador Lógico Programável. ABSTRACT In this project the automation of an eccentric press is presented whose purpose is to improve the quality and productivity in our company. With this objective, we use a Programmable Logic Controller manufactured by Siemens in combination with the programming model Simatic 200 and the software STEP 7 Micro/WIN. The programming of the CLP was made through the Ladder language that is similar to the languages of logical diagrams commonly used in the control area. The Ladder language allows for the development of combinational logics, as well as sequential logic and digital circuits that involve both, using as operators the numerical entrances, exits, auxiliary states and registers. For the accomplishment of this project we also present some important electric and pneumatic equipments used in the automation of the press. These components were installed in the machine, where they play specific functions in accordance with the programming software. Keywords: Industry Automation, Eccentric Press, Programmable Logic Controller. 1. INTRODUÇÃO O mercado consumidor está cada vez mais exigente, tanto em qualidade como em preços. Sendo assim as indústrias necessitam baratear seus produtos para serem competitivos, e uma das maneiras é aproveitar melhor a mão de obra de seus funcionários em diferentes atividades no processo produtivo. As empresas estão automatizando suas máquinas e optando por trabalharem com células de fabricação, ou seja, entra a matéria prima e sai a peça pronta, diminuindo o movimento de um setor para outro [1]. O projeto apresentado aqui corresponde à automação de uma prensa para a execução de 16 golpes, após os quais a prensa pára automaticamente. Após este processo é acionado um cilindro pneumático para abrir a pinça e em seguida, acionado um outro cilindro pneumático para destacar a peça. Feito isso o operador retira a peça e coloca outra no lugar, reiniciando assim todo o processo. Este projeto trará para a empresa uma maior produtividade, visto que a máquina sem estas alterações apresentava uma baixa produtividade, já que o trabalho em sua grande maioria era feito manualmente. Com as alterações propostas espera-se um aumento na produtividade, além de que o operador da máquina, enquanto espera todo o processo poderá exercer outras funções em seu trabalho. Analisando este projeto, verificou-se que o custo dessas modificações na máquina é baixo em comparação ao retorno que trará à empresa. A função da prensa considerada é conformar uma peça através de quatro operações: perfurar, serrar o meio, rebarbar e reduzir as extremidades. Em um processo normal seriam utilizadas quatro pessoas. Com a automação proposta podemos reduzir este processo para apenas uma pessoa. Para iniciar o ciclo produtivo, o operador coloca a peça (tubo) no estampo, que está preso na prensa. Em seguida é acionado o comando do bi-manual e a partir daí inicia-se todo o processo de perfuração. Enquanto esta operação está sendo executada, o operador realiza as demais operações necessárias para concluir o produto e assim é feito sucessivamente. Para o sistema de perfuração do tubo é projetado um estampo com sistema de avanço mecânico, ou seja, toda vez que a prensa der o primeiro golpe, a peça irá girar e ficar preparada para o próximo golpe e assim sucessivamente. Este tubo é preso na ferramenta através de uma pinça, onde o operador precisa forçar com um grampo para a mesma abrir, para colocar ou retirar a peça. Com a automatização proposta, diminui-se o risco de quebra do estampo e também o risco de falhas na furação do tubo. 1.1. OBJETIVOS 1.1.1. Objetivo Geral O objetivo deste projeto é automatizar uma prensa excêntrica e o estampo, devido à necessidade de melhoria de qualidade e produtividade. Este processo é utilizado para perfurar peças de tubos de aço inox com diversos diâmetros e espessura de 1,5 mm onde são feitos furos no tubo de 4 mm de diâmetro, utilizadas em escapamentos de automóveis. 1.1.2. Objetivos Específicos Para alcançar o objetivo de automatizar uma prensa excêntrica, foram estabelecidos alguns objetivos específicos citados abaixo. • Estudo sobre os conceitos e princípios da automação, aplicado na área da produção industrial; • Levantamento e conhecimento de todos os materiais pneumáticos, elétricos e eletrônicos utilizados neste processo, bem como o funcionamento de todos; • Desenvolver habilidades para a utilização do CLP; • Conhecimento do processo produtivo do produto que está sendo manufaturado, desde o início do ciclo até o seu término. 1.2. METODOLOGIA Levantamento dos equipamentos a serem utilizados no projeto, estudo e pesquisas em livros e internet, elaborar uma forma ideal para a instalação dos equipamentos propostos no painel elétrico da máquina, elaborar a programação necessária para o CLP, bem como a instalação de cilindros pneumáticos na prensa a ser automatizada para finalizar a implementação proposta. 2 1.3. ESTRUTURA DO TRABALHO O trabalho é estruturado da seguinte forma: 1. Introdução: neste capítulo é realizado um breve histórico de todo o projeto a ser implementado. 2. Fundamentação teórica: nesta etapa do trabalho são discutidos conceitos sobre automação, os tipos de prensas e os principais materiais utilizados. 3. Projeto: são apresentadas informações importantes sobre as prensas, algumas características do CLP utilizado e os conceitos sobre a linguagem Ladder de todo o escopo da programação do CLP. 4. Considerações finais: conclusões e resultados obtidos no desenvolvimento do trabalho. 3 2. FUNDAMENTAÇÃO TEÓRICA A seguir apresenta-se o conhecimento teórico necessário para o desenvolvimento de todo projeto. Um estudo sobre todos os materiais elétricos e pneumáticos será mostrado, juntamente com um breve histórico dos mesmos. Para explicar o sistema de automação da prensa será relatado também um pouco sobre os controladores lógicos programáveis (CLP’s). 2.1. CONCEITO DE AUTOMAÇÃO A história da automação industrial começa com a criação das linhas de montagens automobilísticas com Henry Ford, na década de 20. Daí para cá o avanço tecnológico nas mais diversas áreas da automação industrial tem sido cada vez maior, proporcionando um aumento na qualidade e quantidade de produção e reduzindo custos [1]. O avanço da automação está ligado, em grande parte, ao avanço da microeletrônica que se deu nos últimos anos. Os CLPs (Controlador Lógico Programável) surgiram na década de 60 e substituíram os painéis de cabine de controle com relés, diminuindo, assim, o alto consumo de energia, a difícil manutenção e modificação de comandos e as onerosas alterações na fiação [1]. Usa-se a palavra automação, em geral, quando as máquinas substituem o trabalho humano, o que é uma tendência das indústrias modernas. O emprego indiscriminado dessa palavra, no entanto, tem criado algumas confusões. Na verdade, a simples utilização das máquinas já vem facilitando e reduzindo as tarefas humanas desde fins do século XVIII, mas isso não chega a ser automação e sim uma mecanização [1]. A operação de uma máquina automática envolve simultaneamente mecanização, racionalização, processamento contínuo e controle automático. A mecanização substitui e aperfeiçoa o esforço muscular humano. A racionalização liga os aspectos técnicos aos fatores empresariais e sociais, a própria maquina escolhe a melhor combinação dos meios para atingir os objetivos com a maior eficiência. O processamento contínuo permite um enorme aumento da produtividade pela eficiência e organização do processo de produção. O controle automático funciona através de realimentação onde o computador dirige toda a operação, recebendo informações, analisando-as e corrigindo desvios eventuais [1]. Devido a essa grande automatização que vem ocorrendo ao longo dos anos, os processos de usinagem passam também por esta evolução, como é o exemplo dos processos de estampagem. Este processo consiste num conjunto de operações com as quais sem produzir “cavacos” de uma chapa plana com uma ou mais deformações se obtém uma peça que possui forma geométrica própria, plana ou oca. Estas operações se realizam mediante dispositivos chamados estampo em máquinas denominadas prensas. A estampagem permite conformar peças que outros sistemas de fabricação não poderiam produzir com a mesma precisão e beleza. As operações se dividem em cortar, dobrar e embutir [2]. Como o objetivo desse projeto é a automação de uma prensa excêntrica, é necessário descrever um pouco sobre esta máquina tão importante nos processos de usinagem. 2.2. PRENSAS As prensas são máquinas pesadas em que o material, placa ou chapa são trabalhados sob operações de conformação ou corte e são utilizados principalmente na metalurgia básica e na fabricação de produtos de metal, máquinas e equipamentos, máquinas de escritório e equipamentos de informática, móveis com predominância de metal, veículos automotores e carrocerias [3]. As prensas são usadas para conformar, moldar, cortar, furar, cunhar e vazar peças [3]. Nesses processos existe sempre um martelo (punção) cujo movimento é proveniente de um sistema hidráulico (cilindro hidráulico) ou de um sistema mecânico (em que o movimento rotativo é transformado em linear através de um sistema de bielas, manivelas ou fusos) [3]. Há uma grande diversidade de prensas, que variam quanto ao tipo, modelo, tamanho e capacidade de aplicação de força ou velocidade [3]. No mercado, encontramos prensas com capacidade de carga de poucos quilos até prensas de mais de 50.000 toneladas de força. No parque industrial brasileiro a maioria das prensas é do tipo excêntrica, que é a mais perigosa. O acionamento das prensas pode ser feito por pedais, botoeiras simples, por comando bi-manual ou por acionamento contínuo [3]. 5 2.2.1. Elementos Básicos em uma Prensa Figura 1. Detalhe dos equipamentos de uma prensa 1. Cadeia cinemática: conjunto de todas as peças que geram o movimento para ser aplicado no martelo. Fazem parte da cadeia cinemática as peças: volantes, engrenagens, eixos, guias, correias entre outras. 2. Biela: peça que faz a conexão entre o conjunto de tração e o martelo. 3. Martelo: peça em cuja extremidade, fixa-se o estampo e que aplica a força necessária para fazer a conformação da peça. 4. Zona de prensagem: espaço entre o martelo e a mesa da prensa, onde se coloca o ferramental. É a área onde o martelo aplica a força e na qual o operador deve concentrar toda a sua atenção, pois é onde realiza seu trabalho ou atividade. 5. Comando bi-manual: dispositivo de segurança da prensa que exige que o operador mantenha as duas mãos nos botões de acionamento para que a máquina comece a funcionar. 6. Estrutura: armação da prensa que pode ser confeccionada em ferro fundido, aço fundido ou em chapa de aço soldada. 6 As prensas se dividem em duas categorias: • Mecânicas • Hidráulicas 2.2.2. Prensas Mecânicas As prensas mecânicas podem ser excêntricas ou de fricção. Existe uma infinidade de produtos que utilizam prensas excêntricas no processo de fabricação. No universo de aplicação de prensas excêntricas podemos encontrar desde uma operação muito simples como compactação de sabonetes até as mais sofisticadas, como a conformação de peças aeronáuticas com alto grau de complexidade e de tolerâncias reduzidas. Sem nenhuma exceção as operações com prensas excêntricas devem contemplar os mesmos critérios de cuidados em sua utilização, pois o princípio físico presente é o mesmo [4]. A prensa excêntrica geralmente é empregada para quase todas as operações de corte, alguns tipos de dobrado, embutido e algumas operações combinadas de corte e embutido realizado em um só estampo. Existem vários tipos de prensa excêntrica, normalmente fabricam-se prensas que vão de 10 a 160 toneladas de pressão [4]. Apesar aparentar robustez, uma prensa excêntrica sempre terá limites que não devem ser ultrapassados e que normalmente são ignorados ou negligenciados pela maioria dos usuários [4]. Figura 2. Prensa Excêntrica 80 ton. 7 A prensa de fricção é usada para estampagem em altas pressões, sendo indicadas para cunhagem de moedas, placas artísticas e outros objetos similares. São fabricadas para exercerem uma pressão de 40 a 250 toneladas que vão de 15 a 20 golpes por minuto conforme o curso do punção. Tanto a prensa excêntrica como a de fricção, são sistemas mecânicos onde seus movimentos são obtidos por meio de uma transmissão mecânica [4]. 2.2.3. Prensas Hidráulicas A prensa hidráulica é uma classe de equipamento que foi muito importante para a evolução industrial. Antigamente a formação de materiais laminares requeria que o material fosse martelado e lhe fosse dada forma manualmente com o uso de maço e buril. Houve outras tecnologias para as prensas, como a prensa de parafuso, mas estas apresentavam limitações significativas, sendo a maior delas a pressão que deveria atingir. As prensas hidráulicas modernas são capazes de atingir pressões superiores a 2.000 toneladas, e conseguem dar formas a frio aos metais. Outra aplicação das prensas hidráulicas é a formação de materiais compostos na indústria de tijolos, permitindo a criação de formas complexas e a fabricação em linhas de montagem [4]. Figura 3. Prensas Hidráulicas Este tipo de prensa possui diversas qualidades como: alta velocidade de trabalho, autonomia e curso facilmente regulável atingindo velocidade e pressão ideal. Nesta prensa o serviço é realizado pela descida e subida do martelo que é executado pela ação de um ou mais cilindros hidráulicos atuados por unidades hidráulicas. Em outras palavras, o martelo se movimenta por força de um pistão que se desloca num meio fluído (óleo) dentro de um cilindro. Seu movimento é lento e pode 8 ser interrompido a qualquer momento, tendo como acessórios principais: a bomba, as canalizações e as válvulas de controle do óleo [4]. 2.3. MATERIAIS UTILIZADOS Para explicar o sistema de automação implantado na prensa, descreve-se a seguir detalhes dos equipamentos utilizados neste projeto, bem como os materiais elétricos e pneumáticos. 2.4. MATERIAIS ELÉTRICOS 2.4.1. Controlador Lógico Programável (CLP) Os Controladores Lógicos Programáveis ou CLPs, são equipamentos eletrônicos utilizados em sistemas de automação flexível. São ferramentas de trabalho muito úteis e versáteis para aplicações em sistemas de acionamentos e controles, e por isso, são utilizados em grande escala no mercado industrial. Permitem desenvolver e alterar facilmente a lógica para acionamento das saídas em função das entradas. Desta forma, podemos associar diversos sinais de entrada para controlar diversos atuadores ligados nos pontos de saída [5]. Figura 4. Controlador Lógico Programável (CLP) 9 O CLP pode receber ou enviar informações para o processo através de sinais classificados como sinais digitais ou sinais analógicos [5]. Os sinais de entradas digitais são aqueles que possuem a função de indicar qualquer ocorrência no processo através de sinais definidos como ligados ou desligados. Por exemplo, um relê de sobrecarga atuado, sensores ou chaves fim-de-curso, botões para indicar operações a serem efetuadas, entre outros. As entradas podem receber tensões de diversos valores e características conforme a especificação de cada fabricante. O padrão mais comum é encontrado em sinais de 24 Volts em corrente contínua ou 110 Volts em corrente alternada [5]. Como exemplo de saídas digitais podem ser citados todos os elementos que são atuados pelo controlador programável, através de um contato ou elemento de estado sólido, como um tiristor que através do programa pode acionar um elemento do processo. Como estas saídas possuem limitações de corrente de operação, utilizam-se elementos como, por exemplo, uma chave magnética responsável pelo acionamento de um motor elétrico ou qualquer outra carga que consuma grande energia, relês para o acionamento de cargas menores como bobinas eletromagnéticas de acionamento de válvulas pneumáticas ou hidráulicas, ou cargas de baixo consumo, como lâmpadas e sirenes ligadas diretamente a saída [5]. Muitas vezes não basta apenas saber se um elemento foi acionado ou não, mas o quanto foi acionado. Para estas situações utilizam-se sinais de entrada analógicos, que são sinais que indicam um valor de uma variável através de um sinal de tensão (0 a 10 Vcc; -5 V a +5V) ou de corrente proporcional à grandeza medida [5]. Os sinais analógicos de entrada, ao serem recebidos pelo CLP, são digitalizados, ou seja, convertidos em números binários, e se diferenciam também com respeito a sua precisão. Isto pode ser indicado pelo número de bits composto pelo valor obtido [5]. Portanto, devido à capacidade de trabalhar com qualquer tipo de sinal, pode-se dizer que um CLP é o elemento ideal para se controlar um sistema ou processo, seja ele analógico ou digital [5]. 2.4.1.1 Princípio de Funcionamento Podemos apresentar a estrutura de um CLP dividida em três partes: entrada, processamento e saída [7]. 10 Figura 5. Estrutura Básica de um CLP Os sinais de entrada e saída dos CLPs podem ser digitais ou analógicos. Existem diversos tipos de módulos de entrada e saída que se adequam as necessidades do sistema a ser controlado [7]. Os módulos de entrada e saídas são compostos de grupos de bits, associados em conjunto de 8 bits (1 byte) ou conjunto de 16 bits, de acordo com o tipo da CPU [7]. As entradas analógicas são módulos conversores A/D, que convertem um sinal de entrada em um valor digital, normalmente de 12 bits (4096 combinações). As saídas analógicas são módulos conversores D/A, ou seja, um valor binário é transformado em um sinal analógico [7]. Os sinais dos sensores são aplicados às entradas do controlador e a cada ciclo (varredura) todos esses sinais são lidos e transferidos para a unidade de memória interna denominada memória imagem de entrada. Estes sinais são associados entre si e aos sinais internos. Ao término do ciclo de varredura, os resultados são transferidos à memória imagem de saída e então aplicados aos terminais de saída. Este ciclo esta representado na figura abaixo [7]. Figura 6. Ciclo de processamento dos CLPs 11 2.4.2. Contadores de Golpes Tecno Press Os contadores de golpes, conforme ilustrado na (figura 7), foram desenvolvidos para aplicações em serviços contínuos, sob as mais rígidas condições de trabalho em aplicações industriais, onde precisão, repetibilidade e confiabilidade são fundamentais [8]. Em caso de falta de energia, o aparelho armazena em sua memória , não só a contagem indicada no display, bem como os parâmetros programados. As principais características dos contadores são: entradas configuráveis para contagem através de sensores npn/pnp ou contato seco, duas pré-determinações para acionar os relés de saída, tempo de pulso, fator de multiplicação, filtro de entrada de contagem programável, contagem progressiva ou regressiva (up/down) e uma fácil programação com até 16 modos configuráveis [8]. Figura 7. Ciclo de processamento dos CLPs 2.4.3. Interruptores de Posição Os interruptores de posição, conforme ilustrado na (figura 8), estão presentes em todas as instalações automatizadas, bem como em uma grande variedade de aplicações, em função do número de vantagens inerentes à sua tecnologia. Eles transmitem ao sistema de tratamento, informações de presença/ausência e de passagem de posicionamento de fim de curso. São aparelhos de uma grande simplicidade de colocação em funcionamento, que oferece vários benefícios [9] Do ponto de vista elétrico: há uma separação galvânica dos circuitos, uma boa capacidade de comutar baixas cargas (conforme o modelo), aliada a uma elevada vida elétrica, uma boa resistência a curtos-circuitos em coordenação com fusíveis apropriados e uma imunidade total aos parasitas eletromecânicos [9]. 12 Do ponto de vista mecânico: há uma manobra positiva de abertura dos contatos, uma boa resistência aos diversos tipos ambientes industriais e uma boa fidelidade até 0,01mm nas costas de acionamento [9]. Figura 8. Fim de Curso, modelo XCKM 115 2.4.4. Disjuntor Motor Termomagnéticos Os disjuntores motores GV2-ME14, conforme ilustrado na (figura 9), são disjuntores termomagnéticos tripolares adaptados ao comando e à proteção dos motores, conforme as normas IEC 947-2 e IEC 947-4-1. Estes disjuntores são previstos para conexão por parafusos. Esta técnica garanti um aperto seguro e constante, resistente aos ambientes severos, vibrações e choques, sendo mais eficaz com condutores sem terminais. Cada conexão pode receber dois condutores independentes. O comando é manual e local quando o disjuntor-motor for utilizado sozinho, e é automático e a distância quando for associado a um contator [10]. Figura 9. Disjuntor-motor termomagnético, modelo GV2ME14 13 A proteção dos motores é garantida pelos dispositivos de proteção termomagnéticos, incorporados aos disjuntores motores. Os elementos magnéticos (proteção contra curtos-circuitos) têm um nível de desligamento não regulável. É igual à aproximadamente 13 vezes a corrente de regulagem máxima dos disparos térmicos. Os elementos térmicos (proteção contra sobrecargas), são compensados contra as variações da temperatura ambiente. A proteção das pessoas é igualmente garantida, pois todas as peças energizadas são inacessíveis ao toque. Em caso de falta de energia, a adjunção de um disparador de mínima tensão permite o desligamento do disjuntor motor. O usuário é assim protegido contra uma partida inesperada da máquina na reenergização, sendo indispensável pressionar o botão “I” para dar uma nova partida ao motor [10]. 2.4.5. Botões, Seletoras e Sinaleiros Nas figuras abaixo, encontram-se alguns botões que foram utilizados no projeto, como por exemplo, os botões Telemecanique, que tem como função ligar e desligar o motor. As seletoras utilizadas servem para ajustar a prensa do modo manual para o modo automático. Também foi utilizado um sinaleiro para indicar que o motor da prensa está ligado ou desligado [11]. Figura 10. Botões, seletoras e sinaleiros. 2.5. MATERIAIS PNEUMÁTICOS 2.5.1. Válvulas Pneumáticas Neste projeto também foram utilizados alguns materiais pneumáticos, como as válvulas direcionais e as válvulas de escape rápido. Elas têm como características grande vazão e rápida resposta no acionamento, apresentam menor peso e dimensões, podem ser simples ou com duplo piloto nas seguintes bitolas: G1/8”, G1/4” e G1/2”. Podemos encontrar estas válvulas na versão normal aberta ou normal fechada, disponíveis nas versões com três ou cinco vias e trabalham sem lubrificação [12]. 14 Figura 11. Válvulas direcionais MFH 5 1/8” e válvula de escape SE 1/4”. 2.5.2. Conexões de Engate Rápido As conexões de engate rápido para tubos flexíveis série QS, conforme vistos nas (figuras 12), possuem algumas características como a economia de tempo na instalação com a conexão rápida do tubo, trabalham com ar comprimido ou vácuo, podem girar 360º sobre o seu conector roscado (orientável) e feito com conector roscado em latão niquelado de alta qualidade. Podemos encontrar esta conexão nas seguintes bitolas: R M5, G1/4”, G3/8” e G1/2” [12]. Figura 12. Conexões de engate rápido QS 1/8”-8 e 1/4”-8 2.5.3. Cilindros Pneumáticos DNC As séries de cilindros DNC conforme ilustrados nas (figuras 13), são disponíveis nos diâmetros de 32 a 125mm e curso de até 2000mm, com camisa de alumínio e haste de aço inoxidável e atendem à norma ISO 6431, sendo internacionalmente aprovado pelas indústrias automobilísticas e outros importantes segmentos de mercado. Esses cilindros, conforme vemos nas figuras abaixo, podem trabalhar com ou sem lubrificação, são de fácil manutenção, permitem fácil intercâmbio entre as fixações sem precisar desmontar o cilindro e possui execuções especiais para aplicações diferenciadas [12]. 15 Figura 13. Cilindros pneumáticos DNC. 2.5.4. Cilindros Pneumáticos ADVU Também foi utilizado um cilindro pneumático modelo ADVU 80 com curso de 50mm. Esse cilindro, ilustrado na (figura 14), possui algumas características como uma nova tecnologia de construção do corpo com cabeçotes dianteiro e traseiro, êmbolo magnético para detecção, sem contato direto, através de sensores, disponíveis nos diâmetros de 12 a 100 mm e cursos de 1 a 400mm e economia de espaço de até 50% se comparado aos cilindros convencionais e tem menor peso [12]. Figura 14. Cilindro pneumático ADVU 80. 2.5.5. Unidade de Conservação A segurança do funcionamento e a vida de uma instalação pneumática dependem consideravelmente da preparação do ar comprimido. As impurezas do ar comprimido podem causar grandes danos às instalações pneumáticas. A freqüência de partida e parada do compressor origina oscilações na pressão que acabam influenciando negativamente no funcionamento. Para eliminar estas influências nocivas, devem ser empregadas em cada comando pneumático as unidades de conservação para o ar comprimido. Os filtros de ar comprimido eliminam do ar as partículas sólidas 16 e auxiliam na remoção da umidade. Uma linha completa de unidades de tratamento de ar vai de G1/8” até G1”. Os vários elementos oferecem diferentes possibilidades de montagem e seqüência, de acordo com a necessidade. Essas unidades possuem algumas características como: disponíveis em 4 tamanhos e 10 dimensões, grande vazão e eficiência de retenção das partículas de sujeira, possuem dreno manual ou dreno automático integrado e possuem acessórios como manômetros com ou sem escala colorida. A unidade de conservação utilizada pode ser vista na figura abaixo [12]. Figura 15. Unidade de conservação FRC-1/4-D. 17 3. PROJETO O projeto de automação desenvolvido foi implantado em uma máquina denominada prensa excêntrica (figura 2). Todos os materiais que foram citados acima são detalhados abaixo com suas respectivas funções e aplicações necessárias para a realização do projeto. Para o desenvolvimento do projeto proposto foi utilizada, a linguagem de programação Ladder. A seguir fazemos uma breve apresentação desta linguagem e falamos também um pouco sobre o software STEP 7 Micro/WIN para programação do CLP. 3.1. LINGUAGEM LADDER Uma das linguagens de programação de CLPs mais usadas é o diagrama de contatos, ou linguagem Ladder. Consiste na programação de condições de acionamento/desligamento de atuadores lógicos através de “contatos”, os quais podem ser entendidos como bits de condição. A linguagem Ladder permite que se desenvolvam lógicas combinacionais, seqüenciais e circuitos que envolvam ambas, utilizando como operadores para estas lógicas: entradas, saídas, estados auxiliares e registros numéricos. A tabela abaixo nos mostra os três principais símbolos de programação. Tabela 1. Principais símbolos de programação. 3.2. SOFTWARE STEP 7 MICRO/WIN A programação do CLP utilizado SIMATIC S7-200 foi feita através do software STEP 7 Micro/WIN, que é uma ferramenta de grande facilidade de uso, possibilitando a programação na linguagem que mais lhe agrada: LAD, FDB e STL (SIMATIC), ou KOP e FUP (IEC 1131). 18 Sua aparência e operação são idênticas às aplicações padrões do Windows, facilitando a interface com o usuário. Permite que você crie suas próprias bibliotecas, com partes de programas para serem reutilizadas, ou adicionar bibliotecas prontas, como a de protocolo USS. Figura 16. Tela de programação do software STEP 7 Micro/WIN 3.3. ESPECIFICAÇÕES DO CLP Para o desenvolvimento do projeto foi utilizado um CLP fabricado pela Siemens (Simatic S7-200). Esse CLP apresenta as seguintes características: Tabela 2. Características do CLP CPU 222 Memoria Tensão de Programa Alimentação 4/2 kB 24 VCC Entradas Digitais Integradas 8 X 24 VCC Estado ON: de 15 à 35 VCC Saídas Digitais Integradas Tempo de resposta I 0.0 à I 0.3: 0,2 ms 6 X transistor I 0.4 à I 1.5: 1,2 ms 0,75 A Estado OFF: de 0 à 5,0 VCC I 0.6 à I 1.5: 3,0 ms 19 2 1 3 4 5 2 8 7 6 Figura 17. CLP Siemesn Simatic S7-200 Tabela 3. Especificações do CLP S7-200 Item Descrição 1 Terminais da saída 2 Fonte de Alimentação 3 Interruptor p/ seleção de modalidade, 4 Porta p/ os módulos de expansão (não com CPU 221) 5 Potenciometro analógico 6 Saída p/ sensores DC 24V / 180mA 7 Terminais de entrada 8 Porta de conexão p/ programação (PPI) 20 3.4. APLICAÇÕES DOS MATERIAIS UTILIZADOS Na parte frontal do painel, foram instalados um contador de golpes Tecno Press modelo M62 V, um botão Telemecanique XB2-BA312, um botão Telemecanique XB2-BX411 ambos com a função de ligar e desligar o motor. Também foram instalados na parte frontal do painel uma seletora Telemecanique XB2-BD25 que tem como função ajustar a máquina do modo automático para manual. Um sinaleiro Telemecanique XB2-BC211 também instalado na parte frontal do painel que tem como função bi-manual, todos já mostrados nas figuras anteriores. Na carcaça da máquina é preso um fim de curso Telemecanique XCK-M115 que tem como função mandar o sinal para o contador de golpes, indicando as séries de golpes executadas pela prensa na hora da operação. Dentro do painel da prensa foi instalado um CLP Siemens Simatic 200, conforme visto na figura 17. Ainda dentro do painel da prensa, será instalado, um disjuntor Telemecanique GV2 ME14, conforme visto na figura 9, com a função de proteger o motor caso ocorra alguma sobre carga. Um contator BTF41 220V também instalado com a função de ligar o motor, um contator BTH40 220V com a função de auxiliar o primeiro contator para evitar repique para sinalização e um disjuntor bipolar que tem como função proteger todo o comando eletrônico do CLP. Também foram utilizados alguns materiais pneumáticos como as válvulas direcionais pneumáticas que estarão atuando para que os cilindros pneumáticos possam funcionar de maneira correta como, por exemplo: fixação da peça na morsa para a execução dos golpes da prensa, o acionamento da prensa dando início à contagem dos golpes executados pela prensa, a liberação da peça que está fixada na morsa e por fim a expulsão da peça da ferramenta para que o operador possa retirá-la com segurança e disparando o próximo processo. Para encerrar temos o conjunto das unidades de conservação instalados na entrada da rede de ar da prensa que garante ar comprimido puro sem prejudicar os sistemas pneumáticos. 3.5. COMPONENTES DA PRENSA Antes de se abordar em detalhes a programação feita do CLP, apresenta-se a seguir algumas das configurações da prensa onde atuam os componentes para fabricação do produto desejado. Este processo é executado pela prensa da seguinte forma: a prensa excêntrica executá uma seqüência de dezesseis golpes para a perfuração de tubos de aço inox, onde após o término deste 21 ciclo, a prensa para automaticamente. Após este processo o operador vai retirar a peça e colocar outra, reiniciando assim todo o processo. A seguir são apresentados os componentes da prensa com as suas respectivas funções aplicadas ao projeto. 3.5.1. Volante da Prensa Excêntrica Após o acionamento do motor elétrico o volante da prensa excêntrica entra em movimento girando em torno de um eixo numa velocidade constante. A sua principal função é determinar a velocidade de golpes que serão executados na operação. Em uma prensa excêntrica, o sistema de armazenamento de energia é o volante de inércia. Volante Figura 18. Volante da prensa excêntrica Considere assim a equação: e = m . (vp)² Equação 1. Fórmula da energia do volante 22 A energia (e) disponível no volante é a massa da coroa (m) deste volante, multiplicado pelo quadrado da velocidade periférica da coroa (Vp). Ou seja, ao se aumentar a velocidade do volante, aumenta-se sua capacidade de armazenamento de energia ao quadrado. 3.5.2. Botoeiras de Simultaneidades Para dar início a todo processo foi instalado na prensa um sistema de comando bi-manual, que exige que o operador mantenha as duas mãos nos botões de acionamento para que a máquina comece todo o seu processo produtivo. A figura abaixo ilustra um comando eletrônico bi-manual de segurança para prensas com acionamento simultâneo e parada de emergência normalizado. Figura 19. Comando bi-manual Após o acionamento simultâneo dos dois botões é iniciado então todo o ciclo de operação da prensa seguindo uma rotina de programação feita no CLP. 3.5.3. Morsa da Ferramenta A morsa é um tipo de dispositivo adaptado na ferramenta que está na máquina, onde após o acionamento do comando bi-manual a solenóide pneumática é energizada fazendo com que o cilindro pneumático atue prendendo assim a peça corretamente na ferramenta para que ela fique na posição correta durante os golpes. 23 3.5.4. Conjunto Mecânico de Chavetas As prensas excêntricas de engate por chaveta como apresentado neste projeto, transformam o movimento rotativo do excêntrico em movimento linear através de sistemas de biela. O movimento é liberado pelo engate da chaveta na engrenagem que faz o eixo girar solidário ao volante, lembrando que uma vez iniciado o movimento ele completa o ciclo sem que se possa interrompê-lo. Volante Engrenagem Eixo Chaveta Figura 20. Modelo de acionamento por Chaveta Após o tempo do comando de fixação do tubo, é acionado a solenóide do cilindro pneumático da caixa de engate da prensa, fazendo com que o cilindro acione a chaveta, que em seguida entra em contato com o movimento do volante fazendo com que o martelo da prensa comece a executar a seqüência de golpes. 24 3.5.5. Martelo da Prensa O martelo da prensa é a peça que aplica a força necessária para fazer as perfurações desejadas nos tubos. Seu movimento é realizado logo após o acionamento da chaveta. Martelo Zona de prensagem ferramental Figura 21. Ilustração do martelo da prensa Com o martelo em movimento é realizada uma série de dezesseis golpes de acordo com a programação feita no CLP. Logo após esta execução corta-se o acionamento do cilindro da caixa de engate que faz com que a chaveta volte para seu lugar parando assim todo o movimento do martelo da prensa. Com a parada do martelo da prensa, a solenóide do cilindro da morsa recebe um sinal que em seguida se abre e libera a peça. Após isto, é energizada a solenóide de outro cilindro, o qual é acionado para expulsar a peça fora da morsa, dando condições para sua retirada. Após todos estes processos o ciclo é desligado, favorecendo a próxima rotina de trabalho. 3.6. MÉTODOS DA PRORAMAÇÃO DO CLP Uma possível seqüência de funcionamento do CLP Siemens é a seguinte: apertando-se a botoeira b1, liga-se o contator que irá energizar o motor da prensa excêntrica conforme vemos na figura abaixo. Em seguida inicia-se o movimento do volante da prensa que fica aguardando os próximos comandos para dar início a todo processo. 25 220 V 3~ 60 HZ FUSÍVEIS CONTATOR CM RELÉ TÉRMICO RT MOTOR M 3 ~ 200 V 3 CV Figura 22. Diagrama elétrico do motor da prensa Pressionando as duas botoeiras simultaneamente inicia-se o ciclo de operação, seguindo uma rotina de programação feita no controlador programável Siemens (figura 16). Energizando o contato de memória M0.0 que fica selada pelo seu contato NA e energizando também Q0.1 e T_32, se I0.3 e I0.2 não estiverem acionados, energiza-se assim a solenóide pneumática Q0.1 da morsa que prende o tubo a ser perfurado na ferramenta. Alojamento do tubo fixado pela morsa Figura 23. Ferramenta – parte lateral 26 Após o tempo T_33 de acionamento da prensa, o tubo é fixado na ferramenta onde é acionado (setado) Q0.0, que por sua vez aciona a solenóide do cilindro pneumático da caixa de engate da prensa. Este cilindro faz o acionamento da chaveta que entra em contato com o volante da prensa e iniciam-se os golpes para a perfuração do tubo seguindo a programação. Punções de perfuração dos tubos Posição do tubo Figura 24. Punções da ferramenta O CLP recebe os sinais de cada golpe executado pela prensa através de um micro-interruptor que foi instalado na parte superior da prensa. Quando o martelo da prensa se movimenta para perfuração do tubo, o micro é acionado a cada subida enviando um ou mais pulsos no programador através da entrada 1. Martelo da prensa Micro interruptor Figura 25. Ilustração do Micro e Martelo 27 A prensa fica acionada, até que a quantidade de pulsos programada for realizada. Após a quantidade de golpes selecionada no contador de pulsos, é acionado o contator C2, que em seguida aciona a entrada I0.2 do CLP, ressetando Q0.0. Assim o cilindro pneumático da caixa de engate da prensa desativa a chaveta do volante e também a pressão de ar, parando todo o movimento do martelo da prensa. Ainda I0.2 energiza M0.1 (auxiliar da prensa) e T_34 que começa a contar o tempo após a parada do martelo. Após o tempo da parada do martelo, Q0.1 é ressetado que aciona o cilindro que abre a morsa de fixação do tubo. Em seguida é energizado um outro relé de tempo T_35 que também conta um tempo para energizar Q0.2 e T_36, onde é acionado outro cilindro para destacar a peça dando as condições necessárias para a retirada do tubo já perfurado. Terminado o tempo de expulsar da peça, T_36 e desligada a memória M0.0 finalizando todo ciclo e dando condições para uma nova rotina de trabalho. Saída da peça pronta Cilindro pneumático que expulsa a peça Cilindro pneumático que abre a morsa Figura 26. Ferramenta com cilindros pneumáticos Já com a chave seletora de ajuste acionada (ch1) o contator CM não irá selar permitindo assim que se faça ajustes no curso do martelo e também é dada a condição para o acionamento do comando do CLP, através da entrada I0.3 (segurança). Caso o operador tente burlar um dos botões do bi-manual, é contato o tempo T_32 e isso impede a indexação do programa (segurança) não energizando M0.0. 3.6.1. Execução do Programa A seguir são apresentadas todas as etapas da programação feitas para o CLP Siemens Simatic S7-200, conforme visto nas figuras abaixo onde foi utilizada para a programação a linguagem Ladder, que utiliza o software STEP 7 Micro/WIN para sua programação. 28 Figura 27. Programação do CLP – Parte 1 29 Figura 18. Programa do CLP 1º etapa Figura 23. Programação CLP - 1 Figura 28. Programação do CLP – Parte 2 30 Figura 24. Programação CLP - 2 Figura 29. Programação do CLP – Parte 3 31 3.6.2. Endereçamento dos Equipamentos Na tabela abaixo identificam-se os nomes dos equipamentos de acordo com os endereços utilizados na programação do controlador. Tabela 4. Endereçamento dos equipamentos na programação do CLP NOME BI_MANU BI_MANU CONT_PULSO EMERG ENDEREÇO I0.0 I0.1 I0.2 I0.3 COMENTÁRIO BOTÃO BI-MANUAL BOTÃO BI-MANUAL CONTADOR DE PULSO BOTÃO DE EMERGÊNCIA VAL_PRENSA VAL_MORSA VAL_EXPULSA Q0.0 Q0.1 Q0.2 ACIONA PRENSA VÀLVULA MORSA VÀLVULA EXPULSA PEÇA T_32 T_33 T_34 T_35 T_36 T32 T33 T34 T35 T36 TEMPO SIMULTÂNEIDADE BI-MANUAL TEMPO ACIONAR PRENSA TEMPO PARADA MARTELO PRENSA TEMPO ABRIR MORSA TEMPO EXPULSAR PEÇA START AUX_PRENSA M0.0 M0.1 AUXILIAR BI-MANUAL AUXILIAR PRENSA CONSIDERAÇÕES FINAIS Neste projeto foi apresentada a automação de uma prensa excêntrica de 80 ton. Com a prensa automatizada, os produtos apresentaram uma melhor qualidade em seu estágio final, pois os riscos de quebra do estampo ou a falha na furação da peça foi diminuída drasticamente. Uma grande vantagem encontrada foi a escolha de um Controlador Lógico Programável (CLP), que forneceu todos os recursos necessários para o bom desenvolvimento do trabalho, gerando assim uma automatização bastante eficiente e confiável. Com esta automação os resultados finais obtidos foram satisfatórios, visto que além de trazer uma qualidade melhor ao produto final, também trouxe benefícios para a empresa, como uma maior produtividade gerando maior lucro, redução dos produtos com erros, ganhando-se tempo para que o operador possa estar realizando outras atividades no mesmo posto de trabalho, dentre outros. 33 REFERÊNCIAS BIBLIOGRÁFICAS [1] Enciclopédia do Estudante. São Paulo, Ed. Nova Cultura, 1973. [2] FERRARESI, D. Fundamentos da Usinagem dos Metais. São Paulo, Ed. Edgard Blucher,2003. [3] FRANCO, A. Conformação de Elementos de Máquinas. São Paulo, Ed. Protec, 1985. [4] Prensas. Disponível em: http://www.empremaq.com.br e http://www.prensajundiai.com.br [5] PUPO, M. S. Homem-máquina para supervisão de um CLP em controle de processos. Tese, São Carlos, SP Universidade de São Paulo, USP, 2002 [6] Controlador Lógico Programável. Disponível em: <http://www.siemens.com.br>. [7] Princípio de funcionamento do CLP. Disponível em: <http://www.lee.eng.uerg.br>. [8] Contador Eletrônico Digital. Disponível em: <http://www.tecnopress.com.br>. [9] Interruptores de Posição XCK. Disponível em: <http://www.telemecanique.com.br>. [10] Disjuntores. Disponível em: <http://www.telemecanique.com.br>. [11] Unidades de Comando e Sinalizadores XB2-B. Disponível em: <http://www.telemecanique.com.br> e fotos em: <http://www.jabu.com.br>. [12] Festo, materiais pneumáticos. Disponível em: <http://www.festo.com.br>.
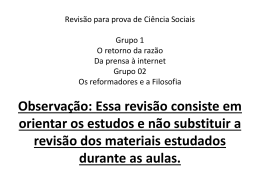
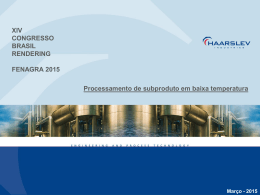
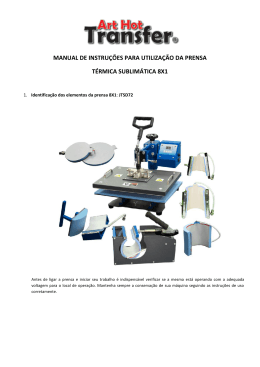
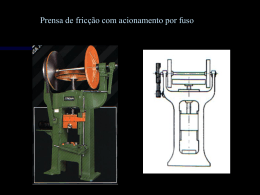
Download