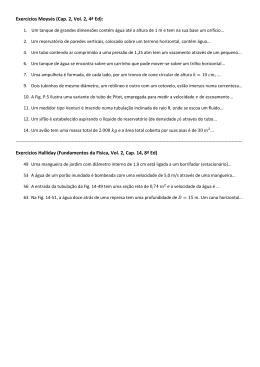
6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 6 BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 – Caxias do Sul – RS - Brasil th th April 11 to 15 , 2011 – Caxias do Sul – RS – Brazil CÁLCULO DA FORÇA TOTAL DE CONFORMAÇÃO ATRAVÉS DE SIMULAÇÃO NUMÉRICA DE TUBOS DE PAREDE FINA UTILIZANDO ELASTÔMERO. Cristiano Roberto Martins Foli ITA – Instituto Tecnológico de Aeronáutica, Praça Mal. Eduardo Gomes, 50 – Vila das Acácias - S.J. Campos – CEP 1228-900. e-mail : [email protected] Miguel Ângelo Menezes Unesp - Universidade Estadual Paulista, Av. Brasil nº56 – Centro -Ilha Solteira – CEP 15385-000. e-mail : [email protected] Lindolfo Araújo Moreira Filho ITA – Instituto Tecnológico de Aeronáutica, Praça Mal. Eduardo Gomes, 50 – Vila das Acácias - S.J. Campos – CEP 1228-900. e-mail: [email protected] Resumo: Dentre os processos de conformação, destaca-se a conformação de junções metálicas utilizando elastômero. Esse processo de conformação apresenta um número considerável de variáveis, como por exemplo: a definição da relação necessária entre o avanço do domo conformado e a pressão desenvolvida no elastômero, as condições de atrito e de lubrificação durante a conformação das junções, o papel da anisotropia e do encruamento dos materiais, assim como a influência da velocidade de deformação no processo de conformação e a definição da máxima força para conformar as junções. O processo de simulação numérica tornou-se uma ferramenta efetiva para reduzir o tempo e o custo de projetos de fabricação de componentes automotivos e aeroespaciais. Vários trabalhos de pesquisa vêm se desenvolvendo no sentido de aproximar a analise matemática e a experimental nos processos de fabricação. "Softwares" para modelar o processo, e a transferência desta tecnologia para a indústria têm contribuído para o avanço no desenvolvimento desta ferramenta. Este trabalho tem o objetivo de calcular a força total de conformação através da simulação numérica do processo de conformação de junções metálicas utilizando elastômero, serão considerados parâmetros importantes como atrito, comprimento do elastômero e propriedades mecânicas do material. O trabalho utiliza o programa de elementos finitos Deform 3D. Assim, são feitas comparações entre os resultados obtidos numericamente e resultados experimentais disponíveis. Palavras-chave: Elastômero; Junções Metálicas; Elementos Finitos; Conformação 1. INTRODUÇÃO A conformação de tubos é uma tecnologia cuja aplicação está expandindo continuamente, especialmente nas indústrias automotiva, aeronáutica e nuclear. Algumas aplicações desta tecnologia são baseadas na possibilidade de gerar tubos de parede fina com geometria complexa. As principais vantagens da conformação usando elastômeros são: o baixo peso e a alta resistência do produto, além de sua simplicidade e do baixo custo do ferramental em processo. Com o desenvolvimento dos elastômeros sintéticos como o avotano, o uretano e o poliuretano, vários trabalhos foram publicados utilizando a técnica de conformação de metais por elastômero, como estampagem profunda de chapas metálicas (Al-Quereshi (1972); Maslennikov (1946)), dobramento e furo de tubos (Derweesh and Mellor (1969); AlQuereshi and Mellor (1967); Limb et al (1970); Al-Quereshi (1971)), e a conformação de junções em “T” de tubo de parede fina. No que diz respeito à conformação de junções utilizando tubos de parede fina, vários trabalhos foram realizados ao longo da última década (Marreco (1979); Moreira Filho (1984); Moreira Filho (1986); Moreira Filho (1998); Foli (2004)). 2. DESCRIÇÃO DO EQUIPAMENTO PARA CONFORMAÇÃO DE JUNÇÕES. Para conformação dos tubos, Moreira Filho (1998) projetou, construiu e automatizou uma máquina especial de conformação de maneira a se obter um carregamento simultâneo nas duas extremidades do tubo. O equipamento © Associação Brasileira de Engenharia e Ciências Mecânicas 2011 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS basicamente consiste de uma estrutura rígida em forma de quadro, mostrado na Fig. (1), onde lateralmente existem dois cilindros hidráulicos, com capacidade de 30 toneladas, acionados simultaneamente durante o processo de conformação. Na parte central da estrutura se tem um cilindro em cujo interior é colocada a matriz propriamente dita, Fig. (1), e dois tampões-guia, um de cada lado, onde estão alojados os punções. A matriz é bipartida, permitindo a remoção do tubo após a conformação, possui um diâmetro igual ao diâmetro original do tubo e um furo na lateral em uma de suas partes. Esta matriz foi usinada em aço VC-130-Villares (DIM D3), de alta resistência ao desgaste, e tratada termicamente para uma dureza Rockwell C 50-52, sendo que a superfície interna foi retificada. Figura 1- Esquema do dispositivo de conformação - Processo automatizado. 3. PROCESSO DE CONFORMAÇÃO. O processo de conformação se desenvolve perfeitamente se houver uma compressão simultânea entre o elastômero e o tubo. No sentido de se obter tal resultado, se torna necessária à utilização do punção de duplo estágio, Fig. (2), o primeiro para pressurização inicial do elastômero, dando suporte lateral à parede do tubo devido ao preenchimento da folga entre o tubo e o tarugo de elastômero e ao mesmo tempo desenvolvendo forças de atrito para auxiliar a sua compressão axial, executada pelo segundo estágio. Figura 2. Parâmetros geométricos. Com este mecanismo é possível controlar o fluxo de material em direção à abertura da matriz, existindo um compromisso entre a pressurização inicial dada pelo primeiro estágio e o instante do contato do segundo estágio com a extremidade do tubo, espaço que é definido como “folga do punção”, representada pela relação que se segue: 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Z = L1 − L2 (1) Essa folga, Fig. (2), deve ser tal que evite tanto a pressurização excessiva do elastômero, responsável pela fratura do domo, Fig. (3a), como a compressão excessiva que conduz a flambagem local do tubo, Fig. (3b). Nas extremidades dos tubos foram introduzidos chanfros, Fig. (2), de modo a permitir maior fluxo de material em direção à abertura da matriz, sem produzir flambagem na parte oposta à junção. O procedimento de conformação consiste, assim, na aplicação gradual de carga ao punção, que inicialmente produz apenas compressão no elastômero; continuando o ciclo de carregamento, o segundo estágio do punção faz contato com a extremidade do tubo, resultando em compressão axial simultânea do elastômero e do tubo. Em trabalhos anteriores, se constata que o sucesso da operação, isto é, a conformação sem apresentar falha (fratura ou flambagem), depende da aplicação de pressões, tanto no elastômero como no tubo, em proporção adequada. Isso foi possível através da chamada folga do punção, Eq. (1), que cresce de ciclo para ciclo de carga. (a) (b) Figura 3. Tipos de falha nos tubos conformados. a) Falha por tração no domo. b) Falha por flambagem local. No dispositivo automatizado por Moreira Filho (1998), se utilizou um mecanismo de quatro barras, Fig. (1), cujo funcionamento é baseado na necessidade de avanço relativo do primeiro estágio em relação ao segundo. Quando comprimido, o dispositivo automaticamente ajusta esse avanço relativo, e dispensa a interrupção do ciclo de carga. O comprimento inicial do elastômero é determinado em função da expressão da folga Z, valor determinado pela Eq. (2) empírica obtida por Marreco (1979), para o processo unilateral de conformação do tubo: Z = L1 − L2 = [(15,8 + 0,55 X )] ± 1,8mm ; (2) onde: X – avanço da junção (domo) – mm; L1 – comprimento do primeiro estágio do punção, Fig. (2), (mm); e L2 – metade da diferença entre o comprimento do tubo (L) e o comprimento do tarugo de elastômero, Fig. 2, (mm). Moreira Filho (1984), analisando o processo bi-lateral de conformação, demonstrou que a faixa de tolerância da Eq. (2) teve um aumento de aproximadamente ± 4,5 mm. A razão deste aumento é que no caso bi-lateral uma maior quantidade de material pode ser enviada na conformação do domo em cada ciclo de carga, diminuindo a ocorrência de falha e o número de ciclo necessário à conformação total. No entanto, deve ser observado que esta equação, independente das propriedades mecânicas dos materiais dos tubos, e só é valida para geometria e para o tipo de elastômero utilizado neste teste. 4. MÉTODO DE ELEMENTOS FINITOS (MEF). O processo de simulação numérica tornou-se uma ferramenta efetiva para reduzir o tempo e o custo de projetos de fabricação de componentes automotivos e aeroespaciais. Vários trabalhos de pesquisa vêm se desenvolvendo no sentido de aproximar a analise matemática e a experimental nos processos de fabricação. “Softwares” para modelar o processo, e a transferência desta tecnologia para a indústria têm contribuído para o avanço no desenvolvimento desta ferramenta. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS A simulação utilizando o computador dá compreensão de detalhes do processo de conformação, incluindo o escoamento do material, as distribuições de tensão/deformação/temperatura, etc. Estes detalhes ajudam o projetista a obter melhores resultados. A efetiva aplicação da tecnologia de simulação reduz o número efetivo de tentativas para se chegar ao projeto final, conduzindo a uma redução significante de tempo e custo, Hattangady (2003). Ribeiro (2004), cita como trabalhos pioneiros sobre elementos finitos, os trabalhos de Tuner et al (1956) e Argyris and Kelsey (1960). Zienkiewicz (1970), em seu histórico artigo “The Finite Element Mothod: from Intuition to Generality”, apresenta uma descrição mais detalhada da evolução do MEF nesta fase inicial. Na década de 70 o MEF teve suas aplicações estendidas a problemas de mecânica dos fluidos e, desde então, vem consolidando-se como o método mais geral de solução de equações diferenciais parciais. O Método dos Elementos Finitos considera a região de solução do problema formada por pequenos elementos interconectados entre si. A região do estudo é analiticamente modelada ou aproximada, por um conjunto de elementos discretos pré-definidos. Uma vez que estes elementos possam ser colocados juntos em um número incontável de diferentes configurações, têm-se formas geométricas complexas modeladas. Além disso, possibilita que o projetista tenha boas possibilidades no modo de aplicação de carga e condições de contorno. O Método dos Elementos Finitos é aplicável a uma grande faixa de problemas de valores de contorno em engenharia. Em um problema de valor de contorno, uma solução é procurada na região do corpo (domínio) enquanto nos contornos desta região os valores das variáveis dependentes (ou suas derivadas) são conhecidos, Evangelista (2000). 4.1 Método de Elementos Finitos nos Processos de Conformação. O desenvolvimento de procedimentos analíticos confiáveis, de aplicabilidade comum, para predizer o comportamento das deformações nos processos de conformação, tem encontrado alguns obstáculos, tais como: a não linearidade do material, a natureza instável dos processos, a ampla magnitude de deformação, e o envolvimento de significantes efeitos de atrito durante a conformação, os quais tornam, dessa forma, o estudo dos processos de conformação bastante complexos, Gronostajskim e Zimniak (1996). Entre o recorte inicial e a forma final conformada, o material está sujeita a uma história de deformação extremamente complexa, incluindo contínuas mudanças nas condições de contorno, grandes distorções de membrana, acelerações devido o fenômeno de estricção (afinamento localizado no domo), e também reduções na espessura devido ao efeito de Poisson e deformações plásticas incompressíveis. Assim, torna-se necessário à consideração de não linearidade geométrica e/ou material na análise dos processos, Wang e Budianski (1978). Uma formulação elasto-plástica é requerida devido ao fato de que os materiais também apresentam uma parcela de resposta não linear, de tensão deformação, durante o processamento. O que somado à necessidade de simular peças com não-linearidades geométricas e físicas, tal como as requeridas na indústria aeroespacial, justificam a necessidade de uso de algoritmos computacionais de grande escala, Zienkewicz (1978). A análise dos processos de conformação pelo método de elementos finitos pode ser classificada em dois grupos, um baseado na aproximação rígido-plástico e visco-plástico e outro baseado na aproximação elasto-plástica. Devido à existência de grandes deformações nos processos de conformação, a simulação pelo método de elementos finitos exige formulações especiais, tais como: Euleriana, Euleriana Atualizada, Lagrangeana Total e Lagrangeana Atualizada, Lee & Kobayashi (1973). 5. SIMULAÇÃO DO PROCESSO DE CONFORMAÇÃO DE JUNÇÕES METÁLICAS. No processo de conformação foram empregados tubos de alumínio e cobre, na condição recozida, Tab 1, os ensaios de tração foram executados em corpos de prova na direção longitudinal dos tubos. O elastômero utilizado é um poliuretano sólido de dureza Shore A 95, Tab 2, obtido no Brasil sob designação de Plastiprene, que é um material de engenharia com características especiais. Extremamente flexível, o plastiprene não possui as limitações mecânicas da borracha. Tabela 1. Propriedades mecânicas dos tubos ensaiados. MATERIAL σe kgf mm 2 σt kgf mm 2 n K kgf mm 2 Alumínio recozido 5,00 11,00 0,22 19,50 Cobre recozido 6,00 27,00 0,45 41,00 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Tabela 2. Características em compressão do elastômero utilizado. Dureza do elastômero Shore a 95 Módulo de elasticidade (Eo) kgf mm 2 Módulo de compressibilidade volumétrica 4,2 kgf mm 2 0,0031 −1 Constante elástica do elastômero kgf mm 3 15,9 5.1 Modelo de Elementos Finitos para Junções Metálicas. O processo de conformação foi simulado através do método de elementos finitos utilizando o software Deform 3D versão 5.1 para o pré-processamento e o pós-processamento. O modelo utilizou 28.254 elementos plásticos do tipo tetraédrico para modelar o tubo e 10.809 para modelar o elastômero, elementos rígidos para modelar a matriz e os punções, sendo discretizado somente metade do ferramental devido à simetria da peça. Na Fig. (4) está apresentado o modelo elementos finitos no início do processo. Figura 4 - Modelo elementos finitos no início do processo. Devido à folga do punção, citado anteriormente, foi necessário interromper o processo de simulação para alteração do comprimento do elastômero ou do punção. A Fig. (5) apresenta alguns dos ciclos de conformação real do tubo e a Fig. (6) apresenta o modelo simulado por elementos finitos. Figura 4 - Ciclos de conformação real - cobre. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Figura 5 - Ciclos de conformação dos tubos simulados pelo método de elementos finitos. 6. RESULTADOS E DISCUSSÕES. Durante a simulação numérica do processo de conformação pode se constatar que o sucesso da operação, isto é, a conformação sem apresentar falha (fratura ou flambagem), Fig. (6), também depende da aplicação de pressões, tanto no elastômero como no tubo, em proporção adequada. Isso foi possível através da chamada folga do punção, Eq. (2). Figura 6 - Falhas durante a simulação numérica. A) Falha por tração no domo. B) Falha por flambagem local. A Figura 7 apresenta uma junção conformada utilizando elementos finitos, assim como um exemplo de junção utilizando o processo de conformação utilizando elastômeros. (A) (B) Figura 7 - Junção em “T”. A) Método de elementos finitos. B) Conformação utilizando elastômero real. Antes de se fazer à análise dos resultados teóricos, deve-se enfatizar que, neste tipo de processo o levantamento prévio do fator de atrito m torna-se bastante difícil. Por conseguinte, pode ser esboçada uma série de curvas teóricas, 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS fixando o valor de m e variando (X) até X=do (conformação máxima), visando encontrar o valor médio de atrito, pela comparação entre os valores teóricos e experimentais. Sendo assim, devem ser tomados alguns cuidados; tais como: - aplicação uniforme do lubrificante ao longo da superfície externa do tubo e a parede interna da matriz, com a finalidade de minimizar as variações de atrito; e - o processo experimental, deve ser seguido rigorosamente para evitar grandes variações de tubo para tubo ensaiado. A Figura (8) mostra os valores experimentais e teóricos da força total de conformação, para o alumínio, observa-se um fator de atrito no início do processo de m=0.04, onde a partir do ponto de deslocamento do domo de X=7 mm até X=16 mm, observa-se valores semelhantes entre o fator de atrito m=0.04 e m=0.05, que se mantém até o ponto X=22 mm, onde a partir deste ponto até o final do processo observa-se um aumento do fator de atrito para m=0.07. Esta variação no fator de atrito acontece porque, à medida que o processo de conformação se desenvolve, o lubrificante entre a parede externa do tubo e a matriz perde eficiência devido a sua eliminação, acentuando mais o contato metal/metal. Figura 8 - Valores experimentais e teóricos da força total de conformação, utilizando método elementos finitos alumínio. A Figura (9) mostra os valores experimentais e teóricos da força total de conformação, para o cobre, observa-se que o valor do fator de atrito se manteve praticamente constante a m=0.05, esse fato pode estar relacionado a uma menor perda de eficiência do lubrificante e explicado pelo excelente acabamento do tubo de cobre quando comparado ao tubo de alumínio. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Figura 9 - Valores experimentais e teóricos da força total de conformação, utilizando método elementos finitos cobre. 7. Conclusão. O processo de simulação numérica tornou-se uma ferramenta efetiva para reduzir o tempo e o custo de projetos de fabricação de componentes automotivos e aeroespaciais. Softwares para modelar o processo, e a transferência desta tecnologia para a indústria têm contribuído para o avanço no desenvolvimento desta ferramenta. O conhecimento das forças que atuam no material durante a conformação, da geometria do fluxo, do grau de deformação, etc., constitui uma ajuda valiosa à análise de possíveis causas de defeitos e permite prescrever formas de evitar tais convenientes. Os resultados encontrados na simulação numérica por elementos finitos foram capazes de prever falhas por tração no domo ou flambagem, auxiliando o projetista a relacionar a pressão entre o elastômero e o tubo. O método de elementos finitos foi capaz de responder de maneira satisfatória, constituindo-se em um método estimativo de cálculo da força de conformação, útil na definição do ferramental e dispositivos necessários. O processo, no estágio em que se encontra representa uma importante área de aplicação de elastômero, que devido a sua simplicidade e ao baixo custo do ferramental, pode ser uma opção de interesse em aplicações industriais que envolvam produção em pequena escala, substituindo com vantagens as junções obtidas por métodos convencionais, uma vez que se tem um processo de conformação a frio o que aumenta as propriedades de resistência do material. 8. AGRADECIMENTOS Os autores gostariam de agradecer ao Conselho Nacional de Pesquisa – CNPq pelo suporte financeiro à pesquisa e ao Instituto Tecnológico de Aeronáutica – ITA. 9. REFERÊNCIAS Al-Qureshi, H. A., 1972. Feasibility of a rubber-forming tecniques. Machinery and Prod. Eng., 119, p. 189, Febr. Al-Qureshi, H.A. ,1971. Factor afecting the Strain Distributions od Thin-walled Tubes using Polyuretane Rod, Int.J.Mech-SCI., vol 13, pag 403. Al-Qureshi, H.A., Mellor P.B. , 1967. Forming and Piercing of Metal Tubes with Polyretane” Eng. Materials and design, Nov. Argyris JH. and Kelsey S (1960). Energy Theorems and Structural Analysis, Butterworth Scientific Publicatins, London. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Derweesh, F.L., Mellor, P.B., 1969. Maslennikov’s Technique for Forming a Cylindrical Cup. Proc. 10 th Int. MTDR Conf., p. 499. Evangelista SH (2000). Diagramas de limite de conformação aplicados à análise por elementos finitos de um processo de estampagem em chapas metálicas. Tese de mestrado (pp. 23), Escola de engenharia de São Carlos. São Paulo. Foli, CRM., 2004. Investigação da Influência do Atrito e de Parâmetros plásticos do Material na Conformação não Convencional de junções Metálicas- Instituto Tecnológico de Aeronáutica, C.T.A., São José dos Campos, Tese de Mestrado. Gronostajski J, Zimniak Z (1996). A few methods of analytical calculation of forming limits curves. Journal Mater. Process. Technol., v.55, p213-20. Hattangady NV (2003). Automated modeling and remeshing in metal forming simulation, Thesis of doctor of philosophy (pp. 1), Faculty of Rensselaer Polytechnic Institute. New York Lee CH, Kobayashi S (1973). New solutions to rigid-plastic deformation problems using a matrix method. Transactions ASME-Journal of Eng. for Industry, v. 95, p. 865-73, Marreco, D.B. , Al-Qureshi, H.A. ,1979b. Forming of T-Junction on metal Tubes by Elastomer Rod Technique, Proc.Seven th North American Metal Working Researsh Conf., 13-19, pags 107-13. Maslennikov, N.A., 1956. Deep Drawing of Sheet Metal by Friction Forces . The Engineers Digest, 17, p. 336, Sept. Moreira Filho L.A., 1984. Conformação de Junções em tubos de Parede fina Utilizando Elastômero - Instituto Tecnológico de Aeronáutica, C.T.A., São José dos Campos, Tese de Mestrado. Moreira Filho, L.A., Al-Quereshi, H.A., 1986. Elastomer Forming os Cross Junction.Int Journal Mach.Too Desing. Moreira Filho, L.A., Al-Quereshi, H.A., Menezes, J.C., 1995. Analysis of Unconventional Tee Forming on Metal Tubes.,Journal Materials Processing Technology. Moreira, Filho, L.A., 1998. Modelagem Teórica e Automatização de Processo de Conformação de Junções em Tubos de Parede Fina. - Instituto Tecnológico de Aeronáutica, C.T.A., São José dos Campos, Tese de Doutorado. Ribeiro FLB (2004). Introdução ao método de elementos finitos. COOP/UFRJ.wttp://www.professores.uff.br/rbrunow/arquivos/pdf/Curso_MEF1.pdf. Accessed 10 march 2010. Turner MR, Clough R, Martin H. And Topp L (1956). Stiffness and DeflectionAnalysis of Complex Structures, J, Aero.Sci.,23 no. 9, pp 805-823, September. Wang NM., Budiansky B. (1978). Analysis of sheet metal stamping by a finite-element method. Journal of Applied Mechanics, v. 45, p. 73-82. Zienkiewicz OC (1970). The Finite Element Method: Fram Intuition to Generality. Appl. Mech.Rev., 23, no 23, pp. 249-256, March. Zienkiewicz OC, Jain PC and Oñate E (1978). Flow of solids during forming and extrusion: some aspects of numerical solutions. Int. J. Solids Structures, v. 14, p. 15-38. 10. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. Finite Element Analysis of the Total Forming Force of Thin-Walled Metallic Tube Junctions Employing Elastomers Cristiano Roberto Martins Foli ITA – ITA – Aeronautic Technological Institute, Praça Mal. Eduardo Gomes, 50 – Vila das Acácias - S.J. Campos – CEP 1228-900. e-mail : [email protected] Miguel Ângelo Menezes Unesp - State University of São Paulo, Av. Brasil nº56 – Centro -Ilha Solteira – CEP 15385-000. e-mail : [email protected] Lindolfo Araújo Moreira Filho ITA – ITA – Aeronautic Technological Institute, Praça Mal. Eduardo Gomes, 50 – Vila das Acácias - S.J. Campos – CEP 1228-900. e-mail: [email protected] 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Abstract: Among the forming processes come out the metallic junction forming using elastomers. This forming process presents a considerable number of variables, as for instance: the definition of the necessary relationship between the progress of the dome formed and the developed pressure in the elastomer, the friction and lubricating conditions during the junction forming, the role of the anisotropy and the material strain-hardening, so as the influence of the strain-rate in the forming process and the definition of the maximum force to form the junctions. Process modelling has become an effective tool in reducing the lead-time and the cost for designing forming processes for manufacturing automotive and aerospace components. Several research works are being developed seeking to approximate the experimental and mathematical analysis in manufacturing processes. Computer software’s for process modelling, and the transfer of this technology to the industry have contributed towards the advance in developing of this tool. This paper aims to calculating the total forming force through numerical simulation process of thin-walled tube junctions using elastomer, where are considered important parameters such as: friction, elastomer length and material mechanical properties. Furthermore, in the work is employed the finite element program Deforming-3D. Hence, comparisons are made between the obtained numerical results and available experimental results. Keywords: Elastomer; Forming, Metallic junctions,; Finite Elements.
Download