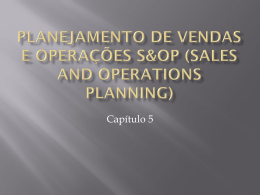
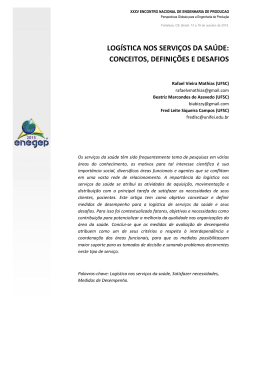
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. BALANCEAMENTO DA LINHA DE MONTAGEM DE CAMINHÕES BAÚS Francismilton Teles (UFPI) [email protected] Janayna Rocha Silva (UFPI) [email protected] Vanessa Margareth da Silva Oliveira (UFPI) [email protected] jose de ribamar rocha de macedo junior (UFPI) [email protected] Francisco Ferreira (UFPI) [email protected] O aumento da produtividade é uma das principais meta para as empresas que queiram sobreviver nos ambientes altamente competitivos da atualidade, sendo que há inúmeras formas de melhora o desempenho, dentre elas destaca-se o balanceamento de linhas, que é uma forma de distribuir uniformemente as cargas de trabalho entre os setores de uma linha de montagem ou de produção. Este trabalho teve como objetivo realizar um balanceamento de uma linha de montagem em uma empresa de fabricação de baús de caminhão. Foi realizado inicialmente um trabalho de cronoanálise para identificação dos tempos de fabricação de cada posto de trabalho e posteriormente foi feito a distribuição da produção por meio de um balanceamento de linha de modo que pudesse atender a demanda. Como resultado foi verificado a possibilidade de diminuir de 6 para 4 o número de postos de trabalho sem que houvesse redução da produção. Palavras-chave: BALANCEAMENTO DE LINHAS, CRONOANÁLISE, RACIONALIZAÇÃO XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 1. Introdução Existem muitos fatores em que uma empresa precisa se preocupar para que consiga sobreviver no mercado, tais como qualidade, produtividade e competitividade. A produtividade é a razão dos outputs pelos inputs, ou seja, o volume produzido pela quantidade de recursos utilizados, para que uma empresa sobreviva no mercado ela precisa produzir o máximo possível utilizando o mínimo de recursos, ou pelo menos, precisa ter mais produtividade que seus concorrentes. Uma das formas de se obter uma boa produtividade é conseguindo dimensionar a capacidade da empresa de forma que se distribua as operações de fabricação ou de serviços de forma mais igualitária possível entre as pessoas ou postos de trabalho, esta distribuição das atividades em uma empresa é chamada de balanceamento de linhas. Segundo Fernandes & Morábito (1993), uma linha está idealmente balanceada quando o tempo de ciclo for igual a todos os tempos que o produto gasta em cada uma das estações. Neste trabalho foi analisada uma empresa metalúrgica de implementos rodoviários localizada na cidade de Teresina/PI, a qual possui algumas linhas de fabricação, dentre elas uma linha de produção de carrocerias para caminhões, a qual executa a montagem de carrocerias em alumínio, conhecidas como carrocerias modelo “baú”. O objetivo desta pesquisa foi verificar se a linha de fabricação estava balanceada analisandose todos os postos de trabalho por meio de um trabalho de cronoanálise. 2. Referencial Teórico 2.1. Balanceamento de linha O balanceamento de linhas é uma ferramenta bastante utilizada nos processos de fabricação seriada, possibilitando um maior aproveitamento dos recursos de modo que nem haja postos de trabalho sobrecarregados e nem postos de trabalho ociosos. Segundo Rocha (2005) o balanceamento da linha consiste na atribuição de tarefas às diversas estações de trabalho de forma que todas elas demandem aproximadamente o mesmo tempo para execução das tarefas designadas, de modo que seja obtido o menor número de postos, 2 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. capaz de satisfazer a demanda e, que o tempo de ciclo seja o menor possível, de modo a aumentar a produtividade. O problema de balanceamento de linha é formulado a partir de um conjunto de tarefas a serem alocadas, para os quais são conhecidas os tempos padrões de execução, o balanceamento de linha, determina uma recuperação mais rápida do investimento inicial e o crescimento da capacidade de atendimento à demanda. Segundo Hening (1986), a maioria dos estudos minimiza o número de estações, assumindo um dado tempo de ciclo. Para Rocha (2005), as vantagens do balanceamento de uma linha de produção são: Melhoria da produtividade e da eficiência; Melhoria de "layout"; Aproveitamento máximo da máquina; Facilidade a supervisão; Possibilidade um controle de produção do trabalho; Possibilidade um plano de remuneração por resultados. Em um problema de balanceamento consideram-se regularmente os seguintes símbolos e definições (ASSIS, 2015): N - Número de Postos de Trabalho (PT) existentes na linha. Normalmente um PT é ocupada por um único Operador o qual pode realizar uma ou mais operações. Contudo, um PT pode ter mais do que um Operador, ou um Operador pode intervir em mais do que um PT; Tc - Tempo de ciclo. Tempo decorrido entre a fabricação de duas unidades sucessivas à saída da linha, ou seja o tempo máximo de desempenho permitido a cada PT; ti - Tempo médio correspondente à operação de ordem i; ∑ti - Tempo total necessário para produzir uma unidade, ou soma das durações de todas as operações. A fórmula procedente destas variáveis é: (1) 3 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. A fórmula 1 define o N min, que é o número mínimo de postos de trabalho, necessários à linha, portanto é importante que as empresas tenham a quantidade certa de pessoas/postos de trabalho de modo que não haja desperdícios de recursos. Um pré-requisito necessário para o balanceamento de linhas é o estudo dos tempos de fabricação de cada operação que compõe o produto. 2.2. Estudo dos tempos Segundo Slack, Chambers e Johnston (2002) o estudo dos tempos é utilizado para determinar o tempo que uma pessoa devidamente treinada, qualificada e que esteja trabalhando em seu ritmo normal, leva para realizar uma operação especificada. De acordo com Pereira et al. (2011) algumas etapas devem ser cumpridas para que seja possível realizar o estudo dos tempos, sendo estas: escolha do funcionário padrão; definição da amostra e tratamento de dados; cálculo do tempo padrão; cálculo do tempo padrão por estudo de movimentos; determinação da capacidade produtiva. Além de ser seguir todos esses passos, ainda há a necessidade de se utilizar alguns equipamentos que servirão como suporte para a realização do estudo dos tempos, que segundo Bonatto e Kovaleski (2013 apud Barnes (1977) são: cronômetro; filmadora; prancheta e folha de observação ou cronometragem (utilizada para fazer o registro dos tempos, detalhamento da operação, nome o funcionário e etc.). O estudo dos tempos é amplamente usado em empresas que utilizam intensivamente mão de obra, sendo utilizado com o objetivo principal de determinar a capacidade produtiva. (Pereira et al., 2011). 2. Procedimentos Metodológicos O procedimento utilizado nesta pesquisa caracteriza-se por ser um estudo de caso, o qual foi realizado em uma empresa de médio porte situada no município de Teresina, a qual fabrica implementos rodoviários, tais como carrocerias de caminhão. O estudo se dividiu em duas partes, a primeira consistiu em uma análise do processo produtivo da empresa, observando-se o fluxo produtivo, os principais tipos de produtos 4 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. fabricados, e por fim foi realizado um trabalho de cronoanálise para definição do tempo padrão de cada etapa do processo. A segunda parte do trabalho consistiu em um balanceamento de linhas, o qual foi baseado na demanda da demanda da empresa, no ano anterior à pesquisa, no caso o ano de 2013, já que esta pesquisa foi realizada no segundo semestre de 2014. 3. Resultados e discussões A linha de produção é composta pela montagem de cada parte que compõe o baú do caminhão, (teto, lateral direita, lateral esquerda, parte frontal e portas) e em seguida todas as partes são unidas na montagem do baú junto à base de aço para depois ser acoplada ao chassi do caminhão. A figura 01 apresenta o processo produtivo da fabricação do baú. Figura 01: Fluxograma Fonte: Os autores Observa-se na figura 1 que o processo de divide em 3 etapas, sendo a primeira etapa (perfilar e corrugar) uma preparação da matéria prima, caracterizando-se pela dobra e corte dos materiais, em sua maioria aço e alumínio, a segunda etapa consiste na montagem das partes do “baú” e como terceira etapa a montagem final dos componentes no chassi. 5 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. A primeira etapa de análise do processo produtivo, foi a medição do tempo de fabricação de cada uma das etapas, neste processo foi utilizado o método de cronometragem, sendo que foram realizadas apenas 2 medições para cada operação, a baixa quantidade de medições se deve ao elevado tempo médio de cada operação, o qual provoca baixo impacto no tempo padrão devido às amplitudes serem pequenas em relação ao tempo cronometrado. A tabela 1 apresenta o tempo médio cronometrado de cada operação: Tabela 02: Média dos tempos de operações. OPERAÇÕES TEMPO MÉDIO EM HORAS Montagem teto 2,46 Montagem lateral direita 2,95 Montagem lateral esquerda 2,80 Montagem parte frontal 1,66 Montagem portas 1,81 Montagem do baú 5,08 TOTAL 16,76 Fonte: Os autores. Verifica-se nos tempos das operações que há uma grande variabilidade entre elas, também se observa que os tempos são relativamente altos, variando de 1,66 a 5,08 horas. Neste trabalho não foram aplicados os fatores de tolerância e de ritmo, porque durante as cronometragens foram inclusas as paradas para as necessidades pessoais e fadiga. A empresa em estudo possui uma demanda média de 2 caçambas diárias, sendo que opera em um único turno de 8,8 horas, portanto o Tempo de Ciclo (Tc) necessário é de 4,4 horas, ou seja, uma caçamba deve ser montada à cada 4,4 horas. Aplicando os valores na fórmula 1 se obtém o número mínimo de postos de Trabalho. N min = 16,76/4,4 N min = 3,8 ou 4,0 postos de trabalho Diante da definição do número de postos de trabalho foi distribuído as operações conforme apresentado na tabela 2, a qual também apresenta os postos de trabalho anteriormente ao balanceamento. 6 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Tabela 02: Balanceamento da linha. Posto de trabalho PT antes do balanceamento Precedências Tempo de operação (h) C D F E G H 1 2 3 4 5 6 A,B A,B A,B A,B A,B C,D,E,F,G 1,66 2,46 2,95 2,8 1,81 5,08 Tempo após o balanceamento (h) PT após balanceamento 4,12 1 2,95 2 4,61 3 5,08 4 Fonte: os autores A tabela 02, mostra o balanceamento de linha, com os devidos postos de trabalho e suas precedências e o número de funcionários para cada posto, verifica-se que ainda há uma certa variabilidade entre os postos de trabalho, de modo que o posto mais rápido atuaria com o Tc de 2,95 horas e o mais lento com o Tc de 5,08 h, mas mesmo com esta variabilidade a empresa conseguiria reduzir de 6 para 4 postos de trabalho, porém, os postos 3 e 4 ficariam com o Tc ainda acima do necessário para atender a demanda, nestes casos necessitaria de horas extras para atenderem a demanda. Para colaborar no aumento da produtividade foi observado um desperdício de tempo no transporte de materiais, através do layout da linha de produção, apêndice A estimou-se que um operário percorre em média 309,40 m no transporte de peças até os postos de trabalho no percurso ida e volta, conforme o esquema de transporte manual de materiais, figura 02. Para a montagem da lateral esquerda, por exemplo, é necessário cinco chapas e perfis de alumínio, sendo que um operador leva apenas uma chapa de cada vez e os perfis de uma só vez, a distância que ele percorre é 18m vezes 12 (percurso de ida e volta para o transporte), tendo ele percorrido 216m no transporte de peças, considerando uma velocidade média de 0,9m/s o operador desperdiça 4min, somando os tempos de desperdício tem-se aproximadamente 0,5h de perda de produção e desgaste físico desnecessário dos operadores. 7 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Figura 02: Esquema de transporte manual de materiais Fonte: Autoria própria Verifica-se, portanto, que há muito desperdício nos transportes dos materiais, algo que poderia ser resolvido com carrinhos de transporte aonde seria possível transportar um maior número de peças a cada viagem. 4. Conclusões e sugestões No presente trabalho, observou-se que o gargalo é a montagem do baú no fim da linha, foi observado também a falta de ferramentas durante o processo de arrebitamento e principalmente durante o processo de montagem do baú. Por meio da figura 02 da esquematização do transporte manual de materiais, observa-se que o operador se locomove muito para realizar o transporte de peças. A dificuldade dos operadores no acesso de ferramentas e a falta das mesmas faziam com que os processos adiassem o seu término, como a montagem do baú, consequentemente possuindo o maior tempo dentre todas as operações. Foi analisado o balanceamento da linha, de forma geral, concluiu-se então que o balanceamento proporciona uma racionalização do processo produtivo reduzindo de 06 para 04 postos de trabalho. Recomenda-se que este balanceamento seja aplicado para conferir se a análise teórica atende às necessidades. Também recomenda-se a implantação de carrinhos de transporte de matérias primas para assim conseguir reduzir os tempos de montagem, 8 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. principalmente no gargalo e assim atender a demanda sem a necessidade de pagamento de horas extras. REFERÊNCIAS ASSIS, R., Planeamento e controlo da produção. lisboa, colecção modulform, edições iefp/isq, 2002. BARNES, R. M. Estudo de Movimentos e de Tempos: Projeto e Medida do Trabalho. 8a. edição. São Paulo. EDGARD BLUCHER, 1977. BONATTO, F.; KOVALESKI, J.L. Estudo de tempos e métodos para a elaboração de folha de processos no setor de montagem de cadeiras. XXXI Encontro Nacional de Engenharia de Produção, p. 14, Salvador, Bahia, 2013. CARRERA, M. A. et al. Just-in-time: uma filosofia a serviço da administração, XV SIMPEP - Simpósio de Engenharia de Produção, p. 9, Bauru, São Paulo 2008. FEITOSA, M. J. S. et al. Análise da aplicação do sistema Just in Time em uma indústria calçadista de Campina Grande – PB: um estudo de caso na São Paulo Alpargatas. Revista INGEPRO - Inovação, Gestão e Produção, v. 2, n. 9, p. 12, 2010. FERNANDES, F. C. F.; MORÁBITO, R. Linguagens de Modelagem GAMS e LINGO: Aplicação a um problema de Balanceamento de Linha de Montagem; Cadernos de Engenharia de Produção, Ano X, n. 20, p. 8-31, 1993. GHOSH , S .; Gagnon, J. R. Uma abrangente revisão da literatura e análise de design, balanceamento e programação de sistemas de montagem; Revista Internacional de Pesquisa de Produção, v . 27 , n . 4 , p . 637-670, 1989 HENIG, M.I. Extensions of the Dynamic Programming Method in the Deterministic and Stochastic Assembly Line Balancing Problems, Computers & Operations Research, 13(4), pp.443-449, 1986. PEREIRA, T. J. G. et al. Estudo de tempos e movimentos no setor de serviços: Determinação da capacidade produtiva e melhoria das operações de uma empresa de limpeza de vitrines. XXXI Encontro Nacional de Engenharia de Produção, p. 12, Belo Horizonte, Minas Gerais, 2011. ROCHA, D.R. Balanceamento de linha – Um enfoque simplificado: material preparado por Duílio Reis da Rocha em 14/04/05. Disponível em http://www.fa7.edu.br/rea7/artigos/volume2/artigos/read3.doc. Acesso em 18/12/14. 9 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. ROSSETTI, E. K. et al. Sistema Just in Time: Conceitos imprescindíveis; Revista Qualit@s, v. 7 n. 2, p. 6, 2008. SLACK, N.; CHAMBERS, S., JOHNSTON R. Administração da Produção. 2.ed.São Paulo: Atlas, 2002. APÊNDICE A 10 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 11
Download