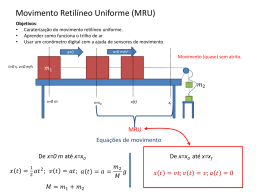
Corrugação em trilhos EFVM: Diagnóstico, classificação e proposta de tratamento. Decio Vincenzi¹*, Renato Lataliza², Rodrigo Franco³, Sebastião Nobre4 1 Engenharia Ferroviária Vale S.A - EFVM, Av. Dante Michelini, 5500 29090-900 Vitória, ES – Brasil Gerencia de Engenharia e Melhoria Operacional - EFVM, Rua Cristiane Geomaia, 95 35960-000 Santa Bárbara, MG – Brasil ³ Gerência de Manutenção Preventiva de Via Permanente – EFVM, Vale S.A., Praça João Paulo Pinheiro, s/n, 35010-330, Governador Valadares, MG - Brasil 4 Engenharia Ferroviária Vale S.A - EFVM, Av. Dante Michelini, 5500 29090-900 Vitória, ES – Brasil 2 e-mail: [email protected], [email protected], [email protected], [email protected] Resumo Os índices de transporte crescentes em ferrovias Heavy-Haul aumentam a probabilidade de surgirem problemas crônicos em sua estrutura. Um deles, e já conhecido no ramo ferroviário, é a corrugação em trilhos. Tal problema causa danos aos elementos ferroviários de superestrutura, infraestrutura e material rodante. O presente trabalho apresenta o diagnóstico realizado através de inspeção em campo para coleta de dados, consolidação das informações, simulação da elipse do contato roda-trilho nos locais que apresentam o problema e análise quanto aos efeitos dinâmicos. A partir daí foi proposta uma classificação segundo S. L. Grassie e posteriormente o devido tratamento para cada causa apontada. Palavras-Chaves: Via Permanente; Trilhos; Corrugação. 1. INTRODUÇÃO A centenária Estrada de Ferro Vitória a Minas (EFVM) duplicada na década de 70 conta hoje com 1521 km de extensão de linha tronco e transporta atualmente 150 milhões de toneladas úteis por ano (das quais 80% são minério de ferro). Com características peculiares, a EFVM é uma ferrovia sinalizada e possui carga por eixo de 27,5 t/eixo em bitola métrica sendo que 47% de sua extensão são curvas cujo raio mínimo é de 127,8m e médio de 527m. Ao longo dos últimos anos o volume nessa ferrovia tem aumentado consideravelmente, passando de 161 milhões de toneladas brutas trafegadas (MTBT) em 2000 para 206 MTBT em 2014. Devido à este constante aumento de transporte, algumas falhas crônicas vêm se mostrando mais frequentes, como por exemplo a corrugação em trilhos. Estes problemas crônicos demandam estudos cada vez mais detalhados e que correlacionem os mecanismos identificados em laboratórios aos presentes em campo para a identificação da melhor solução possível. Com o intuito de dar um diagnóstico mais assertivo, o trabalho apresenta uma detalhada revisão bibliográfica, bem como a metodologia utilizada para a definição do tratamento à causa do problema, passando pelo diagnóstico realizado através de inspeção em campo para coleta de dados, consolidação das informações, simulação da elipse de contato e análise quanto aos efeitos dinâmicos. 2. REVISÃO BIBLIOGRÁFICA 2.1. Efeitos Dinâmicos De acordo com Read, IHHA 2009, p. 1-62 [1], as cargas dinâmicas são constituídas de irregularidades na superfície de contato roda/trilho tais como calo de roda, soldas canoadas, juntas e corrugação, bem como as descontinuidades na superfície de rolamento encontrados em AMV´s. Estas condições produzem dois incrementos distintos de amplificação da força dinâmica que são comumente referidos como as forças P1 e P2: - A força P1 é a oscilação da massa da via na rigidez do contato roda/trilho. Tal como mostrado na figura abaixo, a duração da força de P1 é da ordem de alguns milissegundos e a frequência é maior do que 500 Hz. O efeito da força de P1 está confinada ao contato roda/trilho e não penetra na estrutura de apoio. A magnitude da força P1 é regulada pela forma da irregularidade e velocidade do material rodante (forças P1 tendem a aumentar linearmente com o aumento da velocidade), mas não é afetada pela rigidez da via. - A força P2 é a oscilação da massa não suspensa do material rodante no suporte rígido da via. Como mostrado na figura a seguir, a frequência da força P2 é geralmente entre 50 e 100 Hz (10 a 20 milésimos de segundo de duração). As forças de impacto P2 afetam principalmente os dormentes, almofadas (pad´s) e fixações. Dormentes de concreto, devido à sua rigidez e resiliência, em comparação com dormentes de madeira, são particularmente suscetíveis a danos causados por forças P2. A magnitude das forças P2 é influenciada pela rigidez elástica do suporte da via, principalmente a rigidez das almofadas dos dormentes, mas este é um efeito secundário. A maneira mais eficaz de gerenciar a força de P2 é remover a irregularidade ou controlar sua gravidade e/ou reduzir a massa não suspensa do material rodante com elementos de suspensão primários. No caso do canoamento de soldas, a origem frequentemente se dá na região da Zona Termicamente Afetada (ZTA). Essa região possui uma área menos afetada (em torno de 19mm) e uma área mais afetada (em torno de 7mm) que apresenta durezas até 25% abaixo da dureza de referência do trilho base conforme figura a seguir: Figura 2 - Ilustração indicando região termicamente afetada (fonte: Baker W.; Martins M., [2]) De acordo com a elipse de contato, a área mais afetada pode ter extensão tal que receba toda a carga no ponto mais frágil conforme o mecanismo ilustrativo a seguir: Figura 3 - Tensões a partir da elipse de contato (fonte: Baker W.; Martins M., [2]) Dada a concentração de tensões neste ponto com dureza menor, ocorre o encruamento a frio e portanto o chamado canoamento na solda. Figura 4 - Canoamento da solda (fonte: Baker W.; Martins M., [2]) Figura 1 - Conceito de forças P1 e P2 na passagem de roda sobre uma solda canoada (Fonte: Read, p. 1-63 [1]) 2.2. Definição de Corrugação De acordo com Dan Stone et. al., p. 3-5 [1], como discutido há mais de 20 anos, corrugação de ondas longas (entre 200mm e 500mm) se desenvolve devido à deformação plástica da superfície do trilho. Isso ocorre devido à excessivas tensões do contato roda/trilho que excedem o limite de escoamento do material, juntamente com a combinação da ressonância vertical da massa não suspensa (ex: truque) e da via. 2.3. Fatores de influência Segundo Dan Stone et. al., p. 3-5 [1], este fenômeno é agravado por todos os fatores listados abaixo que levam a maiores cargas dinâmicas e maior impacto, consequentemente altas tensões de contato e deformação plástica da superfície do trilho, são elas: - Cargas por eixo elevadas; - Altas velocidades, que aumentam as cargas dinâmicas; Depressões verticais maiores em soldas/juntas, que aumentam as cargas de impacto; - Maior rigidez na via, que aumentam as cargas dinâmicas/impacto; - Maior rigidez da suspensão do truque, que aumentam as cargas dinâmicas/impacto; - Maior atrito/escorregamento no contato roda/trilho, o que reduz o limite de escoamento; - Trilhos com baixa dureza, o que aumenta a propensão para a deformação plástica do material; - Pouca correspondência entre os perfis de roda e do trilho, o que leva à tensões mais elevadas. 2.4. Danos causados pela Corrugação Ainda segundo Dan Stone et. al., p. 3-5 [1], o desenvolvimento incontrolado da corrugação é uma grande preocupação porque aumentam as cargas dinâmicas das rodas (e vibrações), e portanto a taxa de deterioração e falha de vários componentes da via e do material rodante. Os trilhos, portanto, exigem mais esforço de manutenção (esmerilhamento) em intervalos mais curtos. Além disso, a corrugação também aumenta significativamente o ruído no contato roda/trilho e ocasionam um maior consumo de combustível. 2.5. Classificação da Corrugação De acordo com Grassie, [3], temos: Os tipos mais comuns de corrugação que foram documentadas na literatura podem ser classificados de acordo com o comprimento de onda e os mecanismos de danos, como mostra a Tabela 1 a seguir: Para o cálculo da frequência de onda: os tratamentos propostos têm sido igualmente satisfatórios. O tratamento adotado é a utilização de trilhos de alta dureza para resistirem à deformação plástica combinado com uma rotina de esmerilhamento para reduzir irregularidades que excitam a ressonância tipo P2. Figura 5 - Esquemático de comprimento de onda com fórmula 2.6. Corrugação do Tipo Heavy Haul [2] De acordo com o próprio nome, esse tipo de corrugação refere-se à ocorrência tipicamente em ferrovias de carga pesada, o resumo encontra-se na Tabela 1 e um exemplo é mostrado na figura 6. A escassez de literatura nessa área nos últimos 15 anos, sugere fortemente não só que o problema é satisfatoriamente entendido, mas também que Figura 6 - Corrugação tipo Heavy Haul (Grassie, [3]) Corrugação tipo Heavy Haul está associado na literatura com tangentes e trilhos externos em curvas apesar de existirem algumas evidências de ocorrências também nos trilhos internos de ferrovias com tráfego misto, onde nesse caso, o mecanismo é o mesmo em ferrovias de carga mais leve. Para que o trem realize a curva a uma velocidade equilibrada, a relação de tração é superior no trilho externo do que no trilho interno para quase todas as circunstâncias. Portanto, é razoável esperar que a deformação plástica ocorra mais prontamente no trilho externo nestas condições. No entanto, quando um truque entra em uma curva com excesso de inclinação, a relação de tração no trilho interno aumenta significativamente porque a roda traseira se move em direção ao trilho interno e a frontal se desloca para o trilho externo, aumentando assim o ângulo de ataque. Existem altas cargas laterais no primeiro eixo, roda do trilho interno e também altas tensões de contato, porque o contato tende a ocorrer para o lado do campo da roda, que muitas vezes é ligeiramente convexo. A deformação plástica, na direção do interior da curva, é consistente com as forças laterais que surgem a partir do ângulo de ataque do eixo dianteiro. Onde a corrugação ocorre por este mecanismo no trilho interno em linhas de tráfego misto, muitas vezes é porque a linha foi inclinada para alguns trens de maior velocidade, ao passo que o tráfego mais prejudicial é o de carga por eixo superior com velocidade muito baixa. 3. DESENVOLVIMENTO 3.1. Inspeção de Auto de Linha Afim de mapear os pontos mais críticos ao longo da ferrovia, fora realizada uma inspeção prévia com auto de linha para priorização dos locais na região de Costa Lacerda e Ramal de Fábrica na Estradade Ferro Vitória a Minas: Figura 8 - Inspeção de Auto de Linha para identificação dos locais mais críticos Um exemplo é mostrado na figura a seguir com o defeito tipo spalling que se desenvolveu a partir de RCF no vale de uma corrugação. Parece mais provável que o RCF é uma consequência das elevadas cargas no vale de tal corrugação ao invés de sua causa. Figura 9 - Identificação dos locais mais críticos Figura 7 - Spalling na região do vale da corrugação 3.2.1. Primeiro ponto inspecionado – EH 81/82 Km 30+650 As características do local seguem abaixo conforme dados de inspeção: Figura 10 - Medição da amplitude de alguns pontos de corrugação 3.2. Inspeção nos Locais priorizados No dia seguinte à inspeção de auto de linha, iniciou-se a inspeção detalhada nos locais priorizados: Utilização do Miniprof para a medição dos perfis: Figura 13 - Corrugação com presença de flaking leve Figura 11 - Utilização do Miniprof para a medição de perfis Figura 14 - Trilho anterior ao assentado. Nippon 2010 com flechas de 2,1mm 3.2.2. Segundo ponto inspecionado – EH 81/82 Km 27+900 As características do local seguem abaixo conforme dados de inspeção: Figura 12 - Referências do Miniprof para medições Na sequência, os pontos mais altos (picos) e os mais baixos (vales) ao longo da corrugação foram medidos com o miniprof para determinação da amplitude e medidos os comprimentos de onda para a determinação da frequência conforme segue: Tabela 2 - Tabela de medidas do ponto 27+900 Figura 15 - Corrugação em ambas as linhas Linha 2 - 27+900 - T3 - Ext Ponto W1 (mm) Distância (mm) Acumulado (mm) W2 (mm) W3 (mm) Ponto 1 1,638 150 0 14,047 12,923 Ponto 2 3,031 140 150 14,662 13,41 Ponto 3 1,535 160 290 14,274 13,154 Ponto 4 3,355 150 450 14,945 13,648 Ponto 5 1,435 140 600 14,078 12,98 Ponto 6 2,917 150 740 14,484 13,255 Ponto 7 1,474 160 890 14,152 13,03 Ponto 7' 2,407 150 1050 14,481 13,288 Ponto 8 1,866 140 1200 14,198 13,06 Ponto 9 2,261 150 1340 14,146 12,985 Ponto 10 1,361 160 1490 13,777 12,68 Ponto 11 2,831 150 1650 14,077 12,839 Ponto 12 1,523 140 1800 13,593 12,482 Ponto 13 2,637 150 1940 13,574 12,398 Ponto 14 1,615 160 2090 13,15 12,042 Ponto 15 2,844 150 2250 13,423 12,2 Ponto 16 1,699 140 2400 12,918 11,807 Ponto 17 2,327 150 2540 12,897 11,738 Ponto 18 2,1 160 2690 12,531 11,403 Ponto 19 2,313 150 2850 12,581 11,451 Ponto 20 2,239 140 3000 12,525 11,369 Ponto 21 2,413 150 3140 12,654 11,491 Ponto 22 1,911 160 3290 12,336 11,231 Ponto 23 2,573 150 3450 12,543 11,36 A partir das medições, temos o seguinte comportamento: Figura 16 - Pontos de laqueado ao longo da curva Pontos de deterioração da brita do lastro são indicativos de laqueado, o que sugere rigidez no lastro. Gráfico 1 – Representação gráfica da corrugação 27+900 (fora de escala) 3.2.3. Terceiro ponto inspecionado – EH 10V/11I Km 83+310 As características do local seguem abaixo conforme dados de inspeção: Figura 17 - Região de ZTA da solda com início de corrugação. Flecha de 1,7mm. Ponto indicando o início da corrugação partindo da região de solda elétrica. Figura 19 - Pontos de medição do perfil Figura 18 - Corrugação com pontos de flaking nos vales Na sequência, os pontos mais altos (picos) e os mais baixos (vales) ao longo da corrugação foram medidos com o miniprof para determinação da amplitude e medidos os comprimentos de onda para a determinação da frequência conforme segue: Gráfico 2 - Comparando PT1 com PT2, W1 = 1,608mm, distância entre os pontos: 160mm Gráfico 3 - Comparando PT2 com PT3, W1 = 1,765mm, distância entre os pontos: 150mm - Carga nominal de 110 t e 90% de fator dinâmico. O centro das elipses define a posição de contato com o trilho, sendo a posição (0,0) o tape line da roda centrado do trilho. Gráfico 4 - Comparando PT3 com PT4, W1 = 2,021mm, distância entre os pontos: 155mm Gráfico 5 - Comparando PT4 com PT5, W1 = 1,585mm, distância entre os pontos: 120mm Gráfico 7 - Simulação da elipse de contato (Fonte: Santos, [4]) Tabela 3 - Pontos de medição ponto 83+310 Ponto Ponto 1 Ponto 2 Ponto 3 Ponto 4 Ponto 5 Trilho externo 83+310 – EH 10V/11I W1 (mm) Distância (mm) Acumulado (mm) W2 (mm) W3 (mm) 3,042 0 0 9,871 8,687 1,837 160 160 9,476 8,434 3,684 150 310 10,64 9,252 1,459 155 465 9,752 8,716 3,204 120 585 10,728 9,504 Gráfico 6 - Representação gráfica da corrugação 27+900 (fora de escala) Dada a velocidade local: 60 km/h e amplitude média de 300mm, podemos determinar a frequência: 55,6 Hz. Após o levantamento de campo, os dados foram tratados e realizada uma simulação (através do software NUCARS) da elipse de contato no ponto 3 considerando os seguintes parâmetros: - Perfil do ponto 3 supra-citado; - Roda de 33” de diâmetro e perfil AAR 1A-NF; - Bitola de eixamento 912 mm e da via 1000mm; Elipse menor que os 19mm da ZTA teórica citada na revisão bibliográfica, o que potencializa a evolução do defeito de canoamento em solda. 4. CONCLUSÃO Dadas as informações obtidas durante a inspeção, frequência de 55,6 Hz e como mecanismo de dano a deformação plástica do trilho, a classificação da corrugação é, a já esperada, do tipo Heavy Haul. Portanto há grandes indícios de que o mecanismo de propagação é a ressonância de P2, ocasionada por defeitos e deformidades nos trilhos (ex.: soldas canoadas, defeitos superficiais, etc). As causas prováveis e que devem ser investigadas mais detalhadamente, são: Superelevação excessiva causando deformação no trilho interno; - Rigidez na via potencializando o processo de ressonância; - Zona termicamente afetada em soldas muito grandes potencializando o canoamento de soldas; - Atrito elevado, reduzindo o limite de escoamento; - Trilhos com dureza moderada, o que aumenta a propensão para a deformação plástica do material; - Pouca correspondência entre os perfis de roda e do trilho, o que leva à tensões mais elevadas. 5. RECOMENDAÇÕES Como tratamento, é mais do que conhecido que o esmerilhamento é o método mais efetivo, porém, dado que essa prática não é realizada no referido local seguem recomendações: - Revisão das superelevações; - Remoção de laqueados melhorando a elasticidade da via; - Recuperação/remoção de soldas canoadas ou alguma outra depressão vertical que possa propagar a corrugação através de P2; - Estudo sobre alternativas de redução da ZTA em soldas elétricas; - Utilização de lubrificação para redução do atrito; - Utilização de trilhos super-premium de alta dureza (acima de 400HB); Tendo esses pontos citados, a proposta de ação imediata é: - Realização de teste de redução da superelevação em alguns pontos com corrugação; - Realização de teste para avaliação do desempenho de trilho super-premium (durezas acima de 400HB) em pelo menos um destes elementos; Estabelecimento de parâmetro de classificação de vias corrugadas e inserir tal conceito na rotina de inspeção da EFVM conforme a seguir: - Trilho A: Sem corrugação; - Trilho B: Corrugações entre 0,5 e 1,0mm medidos com régua e cunha graduada; - Trilho C: Corrugações entre 1,0 e 1,5mm medidos com régua e cunha graduada; - Trilho D: Corrugações acima de 1,5mm. 8. REFERÊNCIAS [1] Guidelines to best practices for heavy haul railway operations – infrastructure construction and maintenance issues, IHHA 2009. [2] Baker, W.; Martins, M. – Rail Weld Performance Improvement, Evraz Presentation at Vale, 2015. [3] Grassie, S. L. – “Rail corrugation: characteristics, causes, and treatments”, Proceedings of the Institution of Mechanical Engineers, Vol. 223, Part F Journal of Rail and Rapid Transit, paper review, 2009 [4] Santos, G. F. M. – Simulação da elipse de contato. Acervo Vale, 2015.
Download