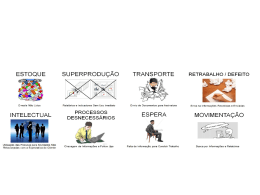
IDENTIFICAÇÃO AUTOMÁTICA DE DEFEITOS EM PRODUTOS LAMINADOS POR MEIO DE INSPEÇÃO VISUAL Marcus V. Miranda∗, Armando A. Neto∗, Mário C. da Silva Jr.∗, Leonardo A. Mozelli∗ ∗ CELTA – Centro de Estudos em Engenharia Eletrônica e Automação Universidade Federal de São João Del Rei Ouro Branco, MG, Brasil Emails: [email protected], {aaneto, mariocupertino, mozelli}@ufsj.edu.br Abstract— This paper presents a method of identifying defects in flat rolled products using Computer Vision techniques. The idea is to replace human work by an automatic visual inspection system, able to identify manufacturing failures in laminated plates, highlighting the defect in black-and-white images, acquired by simple digital cameras. To improve the quality of the images, filters were used for noise removal. Final results of the method are presented, which have shown to be low susceptible to internal and external noise in the acquisition process. Keywords— Computer vision, rolled products, defect detection. Resumo— Este trabalho apresenta um método de identificação de defeitos em produtos laminados planos utilizando técnicas de Visão Computacional. O objetivo é substituir o trabalho de inspeção visual humana por um sistema automático, capaz de identificar falhas de fabricação em chapas laminadas, destacando o defeito com base em imagens monocromáticas adquiridas com o uso de câmeras simples. Para melhorar a qualidade das imagens, foram empregados filtros para a remoção de ruı́dos. Por fim, são apresentados os resultados do método, os quais se mostram pouco susceptı́veis a ruı́dos internos e externos do processo de aquisição. Os autores agradecem à Capes, ao CNPq e à Fapemig pelo apoio. Palavras-chave— 1 Visão Computacional, produtos laminados, detecção de defeitos. Introdução Atualmente, com o advento dos sistemas de produção modernos, o fator qualidade dos produtos tornou-se essencial para a sobrevivência em um mercado cada vez mais competitivo (Salis, 2008). Dessa forma, sistemas de inspeção automática instalados nas linhas de produção tem se mostrado cada vez mais necessários. Uma questão importante relativo à implantação de sistemas de verificação automatizados diz respeito ao fator humano. Quando o trabalho de inspeção é realizado manualmente, se mostra uma tarefa monótona e degradante para o operador. Segundo Imatic Sistemas industriais de Visão (2014), a inspeção humana mostra taxas de efetividade entre 80% e 90%, declinando rapidamente após a primeira meia hora de trabalho. Por outro lado, sistemas automáticos de inspeção obedecem sempre ao mesmo padrão, ou seja, seus critérios nunca variam de maneira indesejada ou imprevista. Além disso, apresentam nı́veis de qualidade, precisão e velocidade muito superiores aos das formas não automatizadas. Um sistema de inspeção automática tı́pico, apresentado na Figura 1, é formado por diversas câmeras na face inferior e superior do material, sistemas de controle de iluminação, servidores e monitores para visualização. 1.1 Breve Descrição da Planta O plano de investimentos da Gerdau S.A. para 2012-2016 totaliza R$ 10,3 bilhões e tem como Figura 1: Representação de um sistema de inspeção automática (Machado et al., 2003). uma das prioridades a expansão da Usina de Ouro Branco/MG. Em 2014 iniciou-se a operação da linha de acabamento do laminador de bobinas a quente (Gerdau, 2015). A laminação é composta de pontes rolantes, fornos de reaquecimento, cadeira de laminação, fornos Steckel, sistemas de resfriamento da tira, sistemas de inspeção automática, bobinadeiras e estação de inspeção manual. A placa reaquecida no forno à temperatura de 1.200 o C é laminada, nos dois sentidos, após vários passes em uma cadeira reversı́vel. Durante o último passe, a tira passa pelo leito de resfriamento para alcançar a temperatura-objetivo durante a etapa de bobinamento. A estação de inspeção automática encontra-se no final desse leito, após o qual a tira é bobinada, amarrada e enviada para a área de expedição ou para a estação de inspeção manual. Para o funcionamento satisfatório do sistema Imagens ruidosas Filtragem Segmentação (a) corpo laminado (b) arranhão Operações morfológicas (c) incrustação de carepa Sim Detecção do defeito Não ρ > limiar Sem defeito Localização do defeito Defeito encontrado (d) esfoliação (e) marca de cilindro (f) mancha Figura 2: Tipos de defeitos em produtos planos laminados. de inspeção, muitos dispositivos exigem controle de iluminação a fim de eliminar a variação da luz natural sobre o processo. Além disso, a qualidade das imagens adquiridas deve ser independente da velocidade de laminação. Os tipos mais comuns de defeitos identificados baseiam-se nas diferenças entre regiões defeituosas e suas vizinhanças. Os principais são ilustrados na Figura 2. A principal motivação para a realização deste trabalho é, além das vantagens supracitadas, a grande escassez e alto custo dos sistemas de inspeção automática de qualidade existentes no mercado nacional. O objetivo primário aqui é desenvolver um conjunto de algoritmos capazes de tratar imagens (monocromáticas a princı́pio) obtidas por meio de uma câmera CCD de baixo custo, visando adequá-las à identificação de defeitos, tais como arranhões, marcas e incrustações na chapa laminada. Após o tratamento dessas imagens, utilizando processos estatı́sticos, determina-se a presença, ou não, de imperfeições no produto fotografado com base unicamente nas informações visuais processadas. 2 Trabalhos Relacionados Sensores tipo laser e ultra-sônicos estão entre os mais eficientes para a detecção de falhas em superfı́cies. Contudo, para trabalhar nos ambientes hostis de uma laminação a quente (altas temperaturas, fuligem, poeira, vapor, água) o grau de proteção do equipamento deve ser adequado, aumentado os custos associados a este tipo de tecnologia, já elevados. Em Baillie et al. (2007) esse tipo de sensor é adotado para a detecção de defeitos em aços em um estágio precoce. Outra alternativa é o uso de sensores de radiação, como em Sugimoto and Kawaguchi (1998), onde o gradiente de temperatura é usado para detectar defeitos, partindo da premissa de que o mesmo é praticamente nulo em um laminado sem falhas. Figura 3: Fluxograma do método utilizado para a detecção de defeitos. O escopo deste trabalho, entretanto, é a utilização de imagens obtidas a partir de câmeras comuns para detectar defeitos na superfı́cie. Poucos trabalhos na literatura tratam da temática de detecção de defeitos na superfı́cie de laminados (Caleb and Steuer, 2000; Jia et al., 2004; Ghorai et al., 2013). Em Caleb and Steuer (2000) a detecção é baseada na identificação de regiões com texturas distintas com relação a cena, embasado em um método proposto em 1973. Em seguida, baseando-se em redes neurais diferentes, um estudo comparativo é conduzido para determinar o melhor classificador para 6 classes, 5 sendo tipos de defeitos e 1 classe como sendo ruı́do, não representando nenhum defeito. Já em (Jia et al., 2004) apenas um tipo de defeito é considerado e a metodologia adota Support Vector Machine (SVM) como classificador, sendo que a detecção de regiões candidatas a defeituosas é realizada segundo uma heurı́stica especı́fica para o defeito do tipo seam. Em Ghorai et al. (2013) resultados promissores são obtidos usando wavelets e diferentes atributos de Haar, Daubechies, Bior e múltiplos, ao invés de metodologias baseadas em gradiente e segmentação. O trabalho apresenta resultados em favor da metodologia de wavelets. Todavia, um detalhe que deve ser destacado é o fato de que nenhum ruı́do é considerado naquele trabalho, sobre a premissa de condições favoráveis de iluminação constante. 3 Metodologia A metodologia aplicada baseia-se na análise de imagens digitais para a identificação de defeitos em produtos laminados planos. A Figura 3 mostra o fluxograma do método desenvolvido, cujas etapas são descritas a seguir. 3.1 Obtenção da imagem Para fins práticos, a imagem será considerada uma função g(x, y), com g(·) : R2 → R, onde x e y indicam o centro de cada pixel. Durante a aquisição, transmissão e processamento, essa função normalmente é contaminada por ruı́do. Esse, por sua vez, possui uma série de caracterı́sticas indesejadas que aparecem e mascaram a informação visual relevante. Existem vários tipos de ruı́do conhecidos, tais quais diversas técnicas usadas para atenuá-los ou eliminá-los. Os mais comuns são o ruı́do impulsivo e o ruı́do gaussiano de distribuição normal. O ruı́do impulsivo é caracterizado principalmente pela ocorrência de valores de cinza que diferem muito de seus vizinhos, normalmente on/off (Arora, 2012). Vários algoritmos para a remoção de ruı́do impulsivo têm sido propostos na literatura. Dentre os mais conhecidos, estão os filtros da mediana (Sun and Nuevo, 1994), mediana adaptativa (Sun and Nuevo, 1994; Hwang and Haddad, 1995) e métodos baseados em treinamentos prévios (Abreu et al., 1996). Já o ruı́do gaussiano é um tipo de ruı́do aditivo em que valores aleatórios são somados a cada pixel. Esse tipo de modelo é frequentemente utilizado para representar ruı́dos desconhecidos, cuja distribuição tende a uma função normal gaussiana de média µ e desvio padrão σ. Ele normalmente aparece na imagem devido ao próprio ruı́do que corrompe os circuitos eletrônicos dos equipamentos de aquisição. 3.2 Filtragem Sistemas de inspeção automática normalmente exigem certa qualidade das imagens para o diagnóstico correto do produto. Por isso, são utilizados filtros digitais para tornar o sistema mais robusto e menos susceptı́vel a ruı́dos comuns no processo de aquisição e transmissão de imagem. Existem duas abordagens clássicas para filtragem: as do domı́nio da frequência e as do domı́nio espacial. Neste trabalho, a filtragem é realizada no domı́nio espacial por meio de uma máscara com distribuição gaussiana (filtragem linear) e de operações de mediana (filtragem não linear). 3.3 Operações morfológicas Através da análise do histograma de uma imagem, verifica-se sua qualidade quanto ao nı́vel de contraste e brilho (quão escura ou clara é a imagem). Neste trabalho, a equalização se mostrou útil, pois aumentou significativamente o contraste da imagem, facilitando a segmentação das partes com defeito, conforme será visto na Seção 4. Entretanto, há situações em que a equalização pode degradar a imagem, por exemplo, quando essa possui histograma muito fechado, ou seja, seus pixels (a) sem defeito (b) com defeito Figura 4: Imagens binarizadas (a) com e (b) sem defeito. estão concentrados em uma faixa estreita da escala de cinza. É importante ressaltar que, durante a aquisição das imagens usadas neste trabalho, não foi utilizado nenhum controle de iluminação ou posicionamento adequado, dificuldades que visamos suplantar com a utilização de um filtro gaussiano passa-altas para elimiar as variações normalmente em baixa frequência. A diferença de brilho em uma imagem dificulta sua segmentação, caso não seja aplicado nenhum tipo de filtro. Essa caracterı́stica dificulta a segmentação da imagem, tanto por limiar global quanto por limiar adaptativo – método de Otsu (Otsu, 1979). 3.4 Detecção e localização do defeito Uma maneira comum de se identificar objetos presentes em uma imagem é analisar o valor de cada pixel e sua vizinhança. Um conjunto de pixels semelhantes tende a representar a mesma região, a qual pode ser (ou não) um objeto. Porém, devido à presença de ruı́dos, determinadas regiões podem não representar um objeto. Uma diferença observada entre ruı́do e defeito é que o último acontece de maneira mais concentrada que o primeiro, ou seja, seus pixels estão mais próximos, mais concentrados. Observa-se na Figura 4(a) que, para uma imagem sem defeito, as regiões encontram-se dispersas, possivelmente devido a ruı́do de aquisição. Já na Figura 4(b), as regiões estão mais próximas, ou seja, há um indicativo claro da presença de um defeito. Assim, a maneira encontrada para classificar corretamente as imagens foi utilizar uma medida de densidade ρ das regiões que representam (ou não) o defeito. A densidade é encontrada através da razão entre a soma de todas as m áreas das regiões que indicam defeitos em uma imagem e a soma das distâncias euclidianas entre os centroides de cada região e os das demais regiões. Sejam os centroides p e q, com coordenadas hxp , yp i e hxq , yq i respectivamente, a distância é dada segundo: d(p, q) = q (xq −xp )2 + (yq −yp )2 . (1) Como uma das caracterı́sticas do defeito é possuir áreas maiores do que o ruı́do, foi utilizada a função (a) (a) (b) (b) (c) Figura 5: Resultado da identificação de defeito em produtos laminados: (a) arranhão, (b) corpo laminado e (c) esfoliação. exponencial para a atribuição de peso, tal que: Atotal = m X eai , (c) Figura 6: Detecção de defeito em imagens com (a) 20 %, (b) 40 % e (c) 60 % de ruı́do sal-e-pimenta. (2) i=1 onde ai é o valor da área individual de cada região encontrada. A densidade de uma imagem é então dada por: ρ= Atotal , d(p, q) ∀p, q ∈ m. (a) (3) O limiar para a classificação entre imagens com defeitos foi encontrado a partir da média entre a densidade máxima de uma imagem sem defeito e a densidade mı́nima de uma imagem com defeito, o que constitui uma calibração prévia do sistema. 4 Experimentos Para a realização dos experimentos, foi utilizado o software MATLAB, além de um computador com Intel i5, com 4GB e sistema operacional Ubuntu 13.10. Utilizamos o cálculo do fecho convexo entre os centroides de cada região para destacar o defeito identificado. Alguns dos resultados são mostrados na Figura 5. 4.1 (b) Susceptibilidade a ruı́do A robustez do algoritmo proposto neste trabalho foi testada inserindo-se (i) ruı́do impulsivo sal-epimenta e (ii) ruı́do gaussiano a imagem. É importante ressaltar que isso doi feito apenas para testar a tolerância do algoritmo proposto, visto que sistemas de inspeção padrão não apresentam imagens de boa qualidade. A técnica mostrou resultados importantes, uma vez que, mesmo após a aplicação de significativas quantidades de ruı́dos, ainda foi possı́vel detectar corretamente o defeito, como visto nas Figuras 6 e 7. Entretanto, para nı́veis de ruı́do muito alto, a perda de informação visual torna a (c) Figura 7: Detecção de defeito em imagens com (a) ruı́do gaussiano de µ = 0 e σ = 0,01; (b) µ = 0,326.2 e σ = 0,015.3; e (c) µ = 0 e σ = 0,153. detecção muito mais dı́ficil. Isso fica evidenciado nas Figuras 6(c) e 7(c). Analisando os resultados apresentados, notase que o ruı́do impulsivo afeta menos o sistema do que o ruı́do gaussiano. Isso se deve ao fato de o ruı́do sal-e-pimenta ocorrer basicamente em altas frequências, ao passo que o ruı́do gaussiano afeta todo o espectro. 4.2 Susceptibilidade a variação de iluminação Como segundo teste, expusemos o método à variação de brilho na imagem. A Figura 8 ilustra esta variação e a respectiva identificação dos defeitos. Assim, projetamos um método com certa tolerância à variação na iluminação (um tipo especı́fico de perturbação externa). Referências (a) Abreu, E., Lightstone, M., Mitra, S. K. and Arakawa, K. (1996). A new efficient approach for the removal of impulse noise from highly corrupted images, IEEE Trans. Image Process. Arora, S. (2012). Standard Deviation Based Impulse Noise Filter, PhD thesis, Dep. of Information Tech., Delhi Technological Univ. (b) Figura 8: Variação de brilho: (a) imagem com maior intensidade e identificação do respectivo defeito; (b) imagem com menor intensidade e identificação do respectivo defeito. 5 Conclusão Sistemas de inspeção on-line utilizando técnicas de Visão Computacional apresentam diversas vantagens em relação à inspeção visual manual. Eles obedecem a padrões determinados, não variando seus critérios de maneira indesejada. Possuem maior velocidade de inspeção e garantem rápida realimentação para as linhas de produção. No algoritmo proposto aqui, foram implementados filtros a fim de melhorar a qualidade da imagem, aumentando a robustez do sistema. Além disso, não houve necessidade de se realizar a estruturação rı́gida da cena (posicionamento de iluminação especial, por exemplo) para tratar as imagens, de forma que não é necessário investir muito no processo de aquisição. O algoritmo proposto admite certos nı́veis de ruı́do na imagem, além da variação no brilho, fatores importantes para a maioria dos sistemas baseados em Visão Computacional. A identificação do defeito na imagem foi baseada na densidade de regiões semelhantes, calculada através da razão entre a soma de cada área e a soma entre as distâncias euclidianas entre seus os respectivos centroides. Como trabalho futuro, sugere-se a correção de borramento causado pelo movimento linear uniforme da bobina laminada a ser inspecionada. Esse problema surge quando há movimento relativo entre a câmera e o objeto durante o tempo que o obturador ficar aberto. Outro passo interessante é a classificação dos defeitos encontrados. Para tal, empregam-se técnicas de reconhecimento de padrões, tais como redes neurais e lógica nebulosa, que classifica os defeitos analisando suas caracterı́sticas geométricas. Agradecimentos Os autores agradecem à Capes, ao CNPq e à Fapemig pelo apoio. Baillie, I., Griffith, P., Jian, X. and Dixon, S. (2007). Implementing an ultrasonic inspection system to find surface and internal defects in hot, moving steel using EMATs, Insight . Caleb, P. and Steuer, M. (2000). Classification of surface defects on hot rolled steel using adaptive learning methods, IEEE Inter. Conf. Knowl. Based Intell. Eng. Syst. & Allied Tech. Gerdau, S. A. (2015). Relatório Anual 2014, Technical report. Ghorai, S., Mukherjee, A., Gangadaran, M. and Dutta, P. (2013). Automatic defect detection on hot-rolled flat steel products, IEEE Trans. Instrum. Meas. 62(3): 612–621. Hwang, H. and Haddad, R. A. (1995). Adaptive median filters: new algorithms and results, IEEE Trans. Signal Process., pp. 499–502. Imatic Sistemas industriais de Visão (2014). Jia, H., Murphey, Y., Shi, J. and Chang, T.-S. (2004). An intelligent real-time vision system for surface defect detection, Proc. 17th Int. Conf. Pattern Recognit. 2004, Vol. 3. Machado, M. L., Sobrinho, V. d. and Arrivabene, L. F. (2003). Siderurgia para não siderurgistas, 1 edn, ABM. Otsu, N. (1979). A threshold selection method from gray-level histograms, IEEE Trans. Sys., Man., Cyber 9. Salis, T. T. (2008). Aplicações de Visão Computacional na Indústria Siderúrgica: problemas, soluções e estudos de caso, PhD thesis, UFMG. Sugimoto, T. and Kawaguchi, T. (1998). Development of a surface defect inspection system using radiant light from steel products in a hot rolling line, IEEE Trans. Instrum. Meas. . Sun, T. and Nuevo, Y. (1994). Detail-preserving median based filters in image processing, Pattern Recognit. Lett. 15.
Download