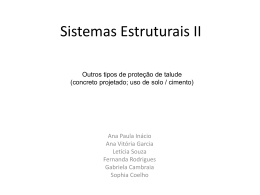
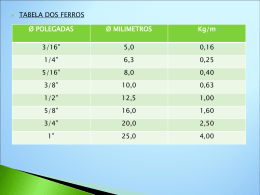
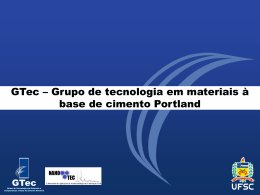
CONCRETO DE ALTO DESEMPENHO COM METACAULINITA GUILHERME CHAGAS CORDEIRO UNIVERSIDADE ESTADUAL DO NORTE FLUMINENSE – UENF CAMPOS DOS GOYTACAZES – RJ AGOSTO – 2001 CONCRETO DE ALTO DESEMPENHO COM METACAULINITA GUILHERME CHAGAS CORDEIRO “Dissertação de Mestrado apresentada ao Centro de Ciência e Tecnologia, da Universidade Estadual do Norte Fluminense, como parte das exigências para obtenção de título de Mestre em Ciências de Engenharia.” Orientador: Jean Marie Désir CAMPOS DOS GOYTACAZES – RJ AGOSTO – 2001 Ficha catalográfica feita na Biblioteca do CCT/UENF Cordeiro, Guilherme Chagas. Concreto de alto desempenho com metacaulinita. / Guilherme Chagas Cordeiro. Campos dos Goytacazes, RJ, 2001. xiii, 123 f., enc.: 30 cm. Dissertação (mestrado) M. Sc. em Ciências de Engenharia. Universidade Estadual do Norte Fluminense. Centro de Ciência e Tecnologia. Laboratório de Engenharia Civil, 2001. Bibliografia: f. 108-123. 1. Concreto de alto desempenho. 2. Metacaulinita. 3. Aditivo mineral I. Título. CDD – 624.1834 CONCRETO DE ALTO DESEMPENHO COM METACAULINITA GUILHERME CHAGAS CORDEIRO “Dissertação de Mestrado apresentada ao Centro de Ciência e Tecnologia, da Universidade Estadual do Norte Fluminense, como parte das exigências para obtenção de título de Mestre em Ciências de Engenharia”. Aprovada em 10 de Agosto de 2001. Comissão Examinadora: _________________________________________________ Prof. Romildo Tolêdo Dias Filho (D.Sc.) – UFRJ/COPPE _________________________________________________ Prof. Fernando Saboya Albuquerque Júnior (D.Sc.) – UENF _________________________________________________ Prof. Jonas Alexandre (D.Sc.) – UENF _________________________________________________ Prof. Jean Marie Désir (D.Sc.) – UENF Orientador Esta dissertação é dedicada a Antonio José de Almeida Cordeiro AGRADECIMENTOS Tenho muito a agradecer a todos que direta ou indiretamente contribuíram para a realização deste trabalho. À Fenorte pelo indispensável apoio financeiro concedido. Ao professor, orientador e amigo Jean Marie pela confiança e apoio sempre presentes e dedicação durante a elaboração desta dissertação. Aos amigos de turma Fábio, Franco, Gustavo, Marcos, Niander e Pedro Paulo. À querida amiga Ane, que sempre esteve presente e disposta a ajudar. Aos professores, técnicos, funcionários e alunos do Laboratório de Engenharia Civil da UENF que de alguma forma contribuíram para a concretização desta pesquisa. Aos professores Thibeut (CCTA/UENF) e Helena (IGEO/UFRJ), pelos ótimos cursos de estatística experimental e mineralogia das argilas, respectivamente. À funcionária da biblioteca da ABCP/SP, Rosemary Pinto, pelo apoio e tratamento sempre gentil. Ao técnico Flávio Munhoz (ABCP/SP) pela importante ajuda nos ensaios de análise em granulômetro a laser e de finura. À professora Sílvia Regina Vieira, da ABCP/SP, pela demonstração de interesse pelo trabalho e presteza com que esclareceu dúvidas, que muito contribuíram para a elaboração deste trabalho. À querida Roberta pela disponibilidade em ajudar, pelo carinho, apoio e incentivo irrestritos; por sua leitura crítica e discussões que foram muito importantes para a conclusão desta dissertação. Aos amigos e familiares, em especial à minha mãe, minha avó, Sheila, Everaldo e tio Paulo Roberto, pelo apoio e carinho durante toda a minha vida acadêmica i SUMÁRIO LISTA DE FIGURAS iv LISTA DE TABELAS viii LISTA DE ABREVIATURAS E SÍMBOLOS x RESUMO xii ABSTRACT xiii 1. INTRODUÇÃO 1 2. CONCRETO DE ALTO DESEMPENHO 4 2.1. APLICAÇÃO 6 2.2. MATERIAIS CONSTITUINTES 7 2.2.1. Cimento Portland 7 2.2.2. Agregado Miúdo 13 2.2.3. Agregado Graúdo 15 2.2.4. Aditivos Químicos 19 2.2.4.1. Aditivos Superplastificantes 2.2.5. Água 20 25 2.3. DOSAGEM DE CONCRETO DE ALTO DESEMPENHO 25 2.4. PROCESSANDO O CONCRETO DE ALTO DESEMPENHO 28 2.4.1. Mistura 28 2.4.2. Transporte 28 ii 2.4.3. Lançamento 29 2.4.4. Adensamento 29 2.4.5. Cura 30 2.4.6. Controle de Qualidade 31 3. ADITIVOS MINERAIS 3.1. ARGILA CALCINADA 3.1.1. Metacaulinita 3.2. SÍLICA ATIVA 4. PROGRAMA EXPERIMENTAL 34 39 42 47 51 4.1. DEFINIÇÃO DA MATÉRIA -PRIMA 52 4.2. PRODUÇÃO DA METACAULINITA 54 4.3. CARACTERIZAÇÃO DA METACAULINITA 59 4.4. CARACTERIZAÇÃO DOS MATERIAIS EMPREGADOS 61 4.4.1. Cimento Portland 62 4.4.2. Agregados 63 4.4.3. Sílica Ativa 66 4.4.4. Aditivo Superplastificante 67 4.4.5. Água 68 4.5. ENSAIO DE COMPATIBILIDADE ENTRE CIMENTO E SUPERPLASTIFICANTE 68 4.6. ENSAIO DE ÍNDICE DE ATIVIDADE POZOLÂNICA 70 4.7. ENSAIOS EM ARGAMASSA 73 4.8. ENSAIOS EM CONCRETO 75 4.8.1. Dosagem de concreto de alto desempenho 75 iii 4.8.2. Processamento do concreto 5. APRESENTAÇÃO E ANÁLISE DOS RESULTADOS 77 80 5.1 COMPATIBILIDADE ENTRE O CIMENTO E O SUPERPLASTIFICANTE 80 5.2. ÍNDICE DE ATIVIDADE POZOLÂNICA 83 5.3. ARGAMASSAS 87 5.4. CONCRETOS DE ALTO DESEMPENHO 89 6. CONSIDERAÇÕES FINAIS 94 6.1. CONCLUSÕES 94 6.2. SUGESTÕES DE FUTURAS PESQUISAS 95 ANEXO A – Aditivos Minerais 97 ANEXO B – Dosagem do Concreto 103 REFERÊNCIAS BIBLIOGRÁFICAS 108 iv LISTA DE FIGURAS Figura 1.1 Localização do Município de Campos dos Goytacazes. Figura 2.1 Evolução da hidratação dos compostos do cimento Portland, em estado puro (Neville, 1997). 10 Curvas de resistência à compressão de pastas puras obtidas com os principais compostos do cimento Portland (Zampieri, 1989). 10 Evolução média da resistência à compressão dos distintos tipos de cimento Portland. 12 Influência da lavagem dos agregados na resistência à compressão do concreto (Almeida, 1994). 18 Eficiência da dosagem ótima de superplastificante variando a relação água/cimento (Chan et al., 1996). 23 Efeito do momento de colocação do aditivo superplastificante a base de naftaleno no abatimento do concreto (Collepardi apud Dal Molin, 1995). 24 Exemplos de resultados do ensaio de miniabatimento (Aïtcin, 1998). 25 Figura 2.8 Fatores básicos para dosagem de concreto (Neville, 1997). 26 Figura 3.1 Efeito do teor de pozolana na taxa de calor de hidratação (Massazza e Costa, 1979). 37 Controle da expansão álcali-agregado pelo uso de pozolana no concreto (Mehta, 1981). 38 Resistência à compressão aos 28 dias de argamassas contendo diferentes argilas calcinadas como adições ativas (He et al., 1995 a). Os valores indicados sobre as barras correspondem às temperaturas ótimas de queima, em graus centígrados, para cada argilomineral. 41 Figura 2.2 Figura 2.3 Figura 2.4 Figura 2.5 Figura 2.6 Figura 2.7 Figura 3.2 Figura 3.3 2 v Figura 3.4 Figura 3.5 Resistência à compressão de argamassas metacaulim e sílica ativa (Curcio et al., 1998). contendo 44 Evolução do hidróxido de cálcio com o tempo de hidratação (Frías e Cabrera, 2000). 45 Evolução da expansão de prismas de concreto contendo metacaulim (Ramlochan, 2000). 46 Resistência à compressão de concretos com metacaulinita (Wild et al., 1996 a). 47 Representação esquemática de partículas de cimento Portland numa pasta sem aditivos (a), com aditivo superplastificante (b) e com aditivo superplastificante e sílica ativa (c) – Amaral (1988); Aïtcin (1998). 48 Redução da porosidade do concreto com e sem substituição de 10% de cimento Portland por sílica ativa, com o tempo (Hassan et al., 2000). 49 Figura 3.10 Taxa de exsudação de concretos com e sem sílica ativa (Bilodeau apud Dal Molin, 1995). 50 Figura 4.1 Jazidas argilosas das amostras 1 (a) e 2 (b). 52 Figura 4.2 Difratograma de raios-X da amostra 1. 53 Figura 4.3 Difratograma de raios-X da amostra 2. 53 Figura 4.4 Curvas granulométricas das amostras de solos argilosos. 54 Figura 4.5 Fluxograma de produção da metacaulinita (adaptado de Andriolo, 1999). 55 Moinho de bolas utilizado no processo de moagem das amostras. 55 Figura 4.7 Forno tipo Mufla utilizado para a queima das amostras. 56 Figura 4.8 Análise térmica e diferencial das argilas cauliníticas. 57 Figura 4.9 Análise térmica diferencial da metacaulinita queimada à 650oC. 57 Figura 4.10 Difratogramas de raios-X da amostra 2 nas temperaturas de queima de 110oC, 450oC e 550oC. 58 Figura 4.11 Distribuição granulométrica da metacaulinita. 60 Figura 3.6 Figura 3.7 Figura 3.8 Figura 3.9 Figura 4.6 vi Figura 4.12 Duas fotografias (a e b) da metacaulinita. 60 Figura 4.13 Representação esquemática dos locais de coleta dos materiais naturais. 62 Figura 4.14 Coleta de amostras de granito para caracterização física e mineralógica; aspecto da jazida. 64 Figura 4.15 Corpo-de-prova NX de granito antes (a) e após ruptura (b) por compressão simples. 65 Figura 4.16 Difratograma de raios-X da sílica ativa. 67 Figura 4.17 Materiais empregados no ensaio de miniabatimento (a); Espalhamento da pasta após o ensaio (b). 69 Figura 4.18 Medida da consistência de argamassa conforme NBR 7215 (1996). Amostra após socamento (a) e no fim do ensaio (b). 72 Figura 4.19 Moldagem de corpo-de-prova de argamassa (a), (b) e (c). 74 Figura 4.20 Corpos-de-prova metacaulinita. de argamassa contendo 10% de 75 Figura 4.21 Ensaio de resistência à compressão. Capeamento de corpode-prova (a) e corpo-de-prova na prensa de ensaio (b). 78 Figura 4.22 Aspecto dos corpos-de-prova após o ensaio de resistência à compressão. Amostra com 15% de metacaulinita rompida aos 91 dias (a); amostra com 10% de sílica ativa rompida aos 28 dias (b). 79 Figura 5.1 Resultados dos ensaios de compatibilidade. 81 Figura 5.2 Decantação do cimento Portland em água (provetas à direita) e cimento Portland em água com superplastificante (provetas à esquerda) após: 30 segundos da mistura (a); após 1 minuto (b); após 5 minutos (c); e após 15 minutos (d). 82 Decantação do cimento Portland em água (proveta à direita) e cimento Portland em água com superplastificante (proveta à esquerda) após 24 horas (a); detalhe do volume das partículas decantadas (b). 83 Índices de atividade pozolânica com cimento Portland dos aditivos minerais produzidos a partir das amostras 1 e 2. 84 Índices de atividade pozolânica com cimento Portland da metacaulinita (material que passa na peneira de malha 250 µm). 85 Figura 5.3 Figura 5.4 Figura 5.5 vii Figura 5.6 Figura 5.7 Figura 5.8 Figura 5.9 Índices de atividade pozolânica com cimento Portland da metacaulinita (material que passa na peneira de malha 75 µm). 86 Resistência à metacaulinita. 88 Resistência à desempenho. compressão compressão de de argamassas concretos contendo de alto 90 Relação entre o teor de metacaulinita e a resistência média à compressão para diferentes idades. 91 Figura 5.10 Corpo-de-prova contendo 10% de metacaulinita após ensaio de resistência à compressão, aos 28 dias (a); Detalhe da superfície de ruptura atravessando totalmente os agregados (b). 92 Figura 5.11 Curvas tensão-deformação para metacaulinita (15%) aos 120 dias. 93 o concreto com Figura 5.12 Curvas tensão-deformação para o concreto com sílica ativa (10%) aos 120 dias. Figura A.1 Figura A.2 Figura A.3 Figura B.1 93 Resistência à compressão de argamassas com cinzas volantes com vários diâmetros médios de partículas (Massazza, 1993). 99 Evolução da resistência à compressão do concreto com vários teores de escória de alo forno em massa do total de material cimentício (Hogan e Meusel, 1981). 101 Desenvolvimento da resistência à compressão de concretos com diferentes teores de cinza de casca de arroz em substituição ao cimento (Zhang e Malhotra, 1996). 102 Porcentagem de vazios para as misturas de areia e brita, conforme NBR 7810 (1983). 105 viii LISTA DE TABELAS Tabela 2.1 Compostos principais do cimento Portland (Neville, 1997). Tabela 2.2 Classificação dos cimentos Portland comercializados no Brasil, segundo a ABNT. 11 Limites granulométricos do agregado miúdo (NBR 7211, 1983). 13 Limites granulométricos do agregado graúdo (NBR 7211, 1983). 15 Classificação dos aditivos químicos segundo a NBR 11768 (EB-1763/1992). 19 Classificação dos aditivos minerais conforme a NBR 12653 (1992). 35 Dados gerais de barragens construídas no Brasil (Saad et al., 1983 b). 42 Distribuição granulométrica da metacaulinita queimada a 650oC e peneirada na malha 75 µm. 60 Tabela 4.2 Dimensões características da metacaulinita. 60 Tabela 4.3 Análise química da matéria-prima e da metacaulinita. 61 Tabela 4.4 Características dos cimentos Portland CP II E 32 utilizados. 63 Tabela 4.5 Composição mineralógica do granito. 64 Tabela 4.6 Características físicas e mecânicas do agregado graúdo. Tabela 4.7 Características físicas e granulométricas do agregado miúdo. Tabela 4.8 Características da sílica ativa. Tabela 2.3 Tabela 2.4 Tabela 2.5 Tabela 3.1 Tabela 3.2 Tabela 4.1 9 65 66 67 ix Tabela 4.9 Características do aditivo superplastificante. 68 Tabela 4.10 Dosagem de material para as pastas dos ensaios de miniabatimento. 70 Tabela 4.11 Dosagem de material para argamassas. 72 Tabela 4.12 Dosagem de material para argamassas. 73 Tabela 4.13 Composição dos concretos. 77 Tabela 4.14 Ordem de colocação dos materiais na betoneira. 77 Tabela 5.1 Tabela 5.2 Resultados dos ensaios superplastificante. de compatibilidade cimento80 Valores médios de resistência à compressão e índice de atividade pozolânica com cimento Portland. 84 Valores médios de resistência à compressão e índice de atividade pozolânica com cimento Portland. 85 Resistência à compressão das argamassas com relação água/aglomerante de 0,52. 87 Tabela 5.5 Resistência à compressão dos concretos. 89 Tabela B.1 Materiais constituintes do concreto de teste. 106 Tabela B.2 Proporcionamento dos materiais do concreto de referência. 107 Tabela B.3 Proporcionamento dos materiais dos concretos com aditivos 107 Tabela 5.3 Tabela 5.4 x LISTA DE ABREVIATURAS E SÍMBOLOS A Coeficiente, usado na dosagem, que expressa a qualidade da brita a/c Relação água/cimento, em massa ABCP Associação Brasileira de Cimento Portland ABNT Associação Brasileira e Normas Técnicas ACI American Concrete Institute ASTM American Society for Testing and Materials BT Boletim técnico CAD Concreto de alto desempenho CAR Concreto de alta resistência CCA Cinza de casca de arroz CH Hidróxido de cálcio (Ca(OH)2) CP Cimento Portland C-S-H Silicato de cálcio hidratado C3S Silicato tricálcico C2S Silicato dicálcico C3A Aluminato tricálcico C4AF Ferroaluminato tetracálcico Dmax Diâmetro máximo fcm3 Resistência média à compressão do concreto aos 3 dias de idade fcm7 Resistência média à compressão do concreto aos 7 dias de idade xi fcm28 Resistência média à compressão do concreto aos 28 dias de idade fcm91 Resistência média à compressão do concreto aos 91 dias de idade fccm28 Resistência média à compressão do cimento aos 28 dias de idade fcd28 Resistência desejada do concreto à compressão especificada aos 28 dias de idade fck Resistência característica do concreto à compressão especificada no projeto estrutural IPT Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A. ISRM International Society for Rock Mechanics JCPDS Joint Committe on Powder Diffraction Standards ma Massa específica da areia mb Massa específica da brita mm Massa específica da mistura de agregados mum Massa unitária compactada da mistura de agregados MT Manual técnico MTC Metacaulinita NBR Norma Brasileira Registrada NM Norma Mercosul PV Percentual de vazios numa mistura de agregados PA Percentual de areia na mistura de agregados PB Percentual de brita na mistura de agregados R2 Coeficiente de determinação da regressão linear SA Sílica ativa SP Aditivo superplastificante STG Sistema de Testes Geomecânicos Tmtc Teor de metacaulinita xii CONCRETO DE ALTO DESEMPENHO COM METACAULINITA Guilherme Chagas Cordeiro RESUMO A substituição parcial de cimento Portland por materiais pozolânicos permite obter concretos e argamassas com propriedades diferenciadas, superiores em alguns aspectos aos produtos sem adição. Vários são os materiais utilizados para este fim, dentre os quais destacam-se a sílica ativa, a cinza volante e as argilas calcinadas. Atualmente no Brasil a sílica ativa é muito utilizada. Infelizmente, nem sempre este produto é acessível, quer seja pelo preço, quer seja pela disponibilidade. Neste trabalho procurou-se caracterizar uma pozolana produzida a partir da ativação térmica de uma argila caulinítica extraída da planície aluvial do Rio Paraíba do Sul, no Município de Campos dos Goytacazes/RJ. Após processos de moagem, queima e peneiramento, a argila desenvolve propriedades pozolânicas, associadas à formação da metacaulinita (material de elevada desordem estrutural). Um programa experimental foi implementado para a comparação entre produtos com e sem adição mineral, constituído de duas etapas: caracterização e produção da metacaulinita; e confecção e ensaios em corpos-de-prova de concretos e argamassas. A fim de validar o potencial da argila como matéria-prima para a produção de metacaulinita foram investigadas as seguintes propriedades: temperatura ótima de queima; índice de atividade pozolânica; compatibilidade cimento-superplastificante; e resistência à compressão de concretos e argamassas. Os resultados estão condizentes com a literatura, revelando incrementos de resistência em concretos e argamassas com metacaulinita. Palavras-chave: concreto de alto desempenho, metacaulinita, aditivo mineral. xiii HIGH-PERFORMANCE CONCRETE CONTAINIG METAKAOLINITE Guilherme Chagas Cordeiro ABSTRACT The partial replacement of Portland cement by pozzolanic materials allows to obtain concrete and mortars with superiors properties, in some aspects to the products without addition. There are many materials used to achieve this goal, such as silica fume, fly ash and calcined clays. Nowadays, the silica fume have being used a lot in Brazil. Unfortunately, due to price and availability this product is not oftenly accessible. In this work the pozzolan was characterized and produced of thermal activation of an alluvial’s plain kaolinite clay from Paraíba do Sul River, in Campos dos Goytacazes City. After grinding, firing and sieving processes, pozzolanic properties are developed, due to metakaolinite formation, which is a material with high structural disorder. An experimental program was executed to promote a comparasion between products with and without mineral addition, constituted for two stages: metakaolinite production; and making of concretes and mortars samples. In order to validate the clay’s potential as a raw material for the metakaolinite production the following properties were investigated: ideal burning temperature; pozzolanic activity’s index; cement-superplasticizer compatibility; and concretes and mortars’ compressive strain. The increases in concretes and mortars resistances with metakaolinite finding are according to literature. Keywords: high-performance concrete, metakaolinite, mineral admixture. 1 1. INTRODUÇÃO Atualmente, poucos materiais têm uso tão difundido na engenharia quanto o concreto de cimento Portland. Devido às suas excepcionais qualidades, o concreto possibilitou ao homem moderno mudanças expressivas, tanto na arquitetura quanto na engenharia, além de seu próprio modo de vida. Os resultados são novos desafios à pesquisa do concreto, particularmente o que diz respeito ao concreto de alto desempenho, um material com melhores índices de resistência e durabilidade, alcançadas a partir de adições químicas e minerais. O Município de Campos dos Goytacazes, que possui uma população residente estimada de 371.252 habitantes, destaca-se na Região Norte do Estado do Rio de Janeiro por sua extensão territorial, ocupando uma área de 4040,4 km2 (CIDE, 2000), conforme Figura 1.1. Cerca de 52% de todo o território municipal é composto por espessos pacotes argilosos provenientes da migração do leito do Rio Paraíba do Sul (Ramalho et al., 2001), explorados, em parte, como matériaprima para cerâmica vermelha. Diante deste contexto ambiental e da crescente demanda de aditivos minerais para o concreto, iniciou-se um estudo para o aproveitamento destes solos argilosos para a produção de uma pozolana, a metacaulinita. A metacaulinita é um aluminossilicato de estrutura desordenada, resultante da ativação térmica de uma argila caulinítica finamente moída. Este material, apesar de não possuir, por si só, propriedades aglomerantes e hidráulicas, contém constituintes que a temperaturas ordinárias reagem, em presença de água, com o hidróxido de cálcio originando novos compostos hidratados com propriedades cimentícias e insolúveis em água. 2 Desta forma, o objetivo maior da pesquisa concentra-se na possibilidade de uso e aplicação dos solos argilosos do município para a produção de um aditivo mineral para concretos e argamassas de alto desempenho. Espírito Santo Município de Campos dos Goytacazes Metros Oceano Atlântico 20.000 Rio do Sul Paraíba Lagoa de Cima Campos dos Goytacazes Lagoa Feia Área: 4038 km 2 Localização: 41o30’ W 21o45’ S RIO DE JANEIRO Figura 1.1 – Localização do Município de Campos dos Goytacazes. Destacam-se ainda os seguintes objetivos específicos: • Apresentar as características de materiais argilosos da região e propor alguns critérios de utilização visando-se a viabilidade de obtenção de concretos com resistência à compressão acima de 50 MPa, aos 28 dias; 3 • Caracterizar física, química e mineralogicamente a metacaulinita, e verificar seu desempenho em diversos teores de substituição parcial do cimento Portland em concretos e argamassas; • Verificar a influência da temperatura de queima e teor de material fino, presente na argila a ser calcinada, na atividade pozolânica da metacaulinita, determinando a temperatura ótima de queima para este aditivo. A presente dissertação está estruturada em sete Capítulos. O Capítulo 1 compreende a introdução do trabalho de pesquisa, onde é justificada sua importância e seus objetivos. No Capítulo 2 é apresentada a revisão bibliográfica referente ao concreto de alto desempenho, considerando aspectos de sua aplicação, materiais constituintes e procedimentos de produção. Também são discutidas, neste Capítulo, características de dosagem de concreto de alto desempenho. O Capítulo 3 apresenta a revisão bibliográfica sobre os principais aditivos minerais utilizados em concretos e argamassas de alto desempenho, analisando suas características e as conseqüências de suas utilizações. Este Capítulo, longe de apresentar um caráter de manual científico, aborda de forma sucinta aspectos intrínsecos destes materiais, o que, por vezes, se torna repetitivo, sendo, entretanto, de extrema relevância para o tema em questão. Inúmeros exemplos são citados de forma resumida ilustrando pesquisas sobre o tema. Já no Capítulo 4, o programa experimental é descrito através do detalhamento dos ensaios realizados e da caracterização dos materiais empregados. No Capítulo 5 é apresentada a análise dos resultados obtidos no programa experimental. Neste Capítulo relata-se a caracterização da metacaulinita utilizada em concretos e argamassas. O sexto e último Capítulo compreende as conclusões do trabalho assim como algumas sugestões para futuros trabalhos neste amplo campo de pesquisa que constitui o concreto de alto desempenho. 4 2. CONCRETO DE ALTO DESEMPENHO O concreto de alto desempenho é uma evolução dos concretos produzidos ao longo dos anos. Um maior controle na seleção dos materiais e nas etapas de dosagem, mistura, adensamento, transporte e cura, aliado ao uso preciso de aditivos químicos e minerais, permite a produção concreto com propriedades melhoradas. O concreto de alta resistência, como era denominado nos anos 70, hoje é definido não somente em função de sua resistência superior, mas principalmente destaca-se uma menor permeabilidade, maior resistência ao desgaste e abrasão, enfim, maior durabilidade. De acordo com Mehta (1996), a busca por um concreto com maior durabilidade está presente em cerca de 75% das obras em concreto de alta resistência. O Americam Concrete Institute, através do Comitê 201 (1994), define a durabilidade de um concreto como sua habilidade para resistir às ações atmosféricas, ataques químicos, abrasão e outros processos de deteriorização. As ações atmosféricas referem-se aos efeitos ambientais, tais como exposição a ciclos de molhagem secagem e congelamento e descongelamento. Os processos de deteriorização química incluem ataques de substâncias ácidas e reações de expansão, tais como reações de sulfatos, reações álcali-agregados e corrosão de armaduras de aço no concreto. Deve-se enfatizar que, para adquirir baixos valores de permeabilidade, é necessária uma mistura densa acarretando uma maior resistência. Ou seja, estas duas características encontram-se intimamente ligadas. Neville (1997) destaca que o concreto de alto desempenho não é somente um concreto com 5 altas resistências à compressão, mas que também possui alto módulo de elasticidade, alta densidade, baixa permeabilidade e resistência aos ataques do meio externo. Mehta e Aïtcin (1990) definem o concreto de alto desempenho como um material que possui alta rigidez e estabilidade dimensional e, principalmente, baixa permeabilidade. O uso de diversas terminologias para designar o mesmo material, tais como, concreto de alto desempenho (CAD), concreto de alta resistência (CAR), ou até mesmo concreto de alta eficiência, tem suscitado a interpretações controvertidas quanto ao verdadeiro potencial do material, que varia geograficamente e ao longo do tempo. Segundo Gjorv (1992), na década de 50, concretos com resistência à compressão de 35 MPa eram considerados concretos de alta resistência nos Estados Unidos. Nas décadas de 60 e 70 concretos com 50 MPa e 70 MPa, respectivamente, estavam sendo utilizados comercialmente. Atualmente, concretos com 90 MPa, 100 MPa e até 120 MPa entraram no campo da construção de edifícios altos, plataformas de petróleo e pontes, cujas resistências foram definidas com bases sólidas e garantidas com técnicas rotineiras (Aïtcin e Neville, 1993). O American Concrete Institute estabelece, no ACI 363 (1991), o valor de 41 MPa (6000 psi), como limite inferior para concretos de alta resistência, pois a prática de dimensionamento de estruturas está fundamentada em experimentos realizados em concretos com resistência à compressão inferior a 41 MPa. Ainda hoje, de um modo geral, a produção de concretos no município de Campos dos Goytacazes baseia-se em projetos calculados para uma resistência característica aos 28 dias inferior a 25 MPa. Sendo assim, é possível classificar concretos com resistência à compressão superior a 40 MPa, como concretos de alta resistência. 2.1. APLICAÇÃO 6 A alta resistência à compressão e o alto módulo de elasticidade já nas idades iniciais, baixa segregação, ausência de exsudação são algumas das características que justificam a crescente utilização do concreto de alto desempenho. A partir de 1950 pesquisas e obras difundiram-se por todo o mundo, com aplicações nos diversos tipos de estruturas. Inúmeros prédios, pontes, pavimentos, elementos pré-fabricados, obras marítimas, dentre outros, têm sido construídos com concreto de alto desempenho. Um estudo realizado por Dal Molin e Wolf (1990) indica uma redução de cerca de 12% do custo de um edifício de 15 andares, ao se empregar concreto de alta resistência (fck = 60 MPa) no lugar de um concreto convencional (fck = 21 MPa). Foram considerados os consumos de concreto, armaduras e formas, além de gastos com a mão de obra. Outros fatores como desformas mais rápidas, ganho de área útil em virtude das menores seções das peças estruturais e possibilidade de confecção de elementos mais leves e esbeltos, podem elevar este valor de economia, justificando ainda mais seu emprego. Outra vantagem é a grande durabilidade de estruturas feitas com concreto de alto desempenho. A sua baixa permeabilidade contribui para o controle de corrosão e carbonatação, além de proteger o concreto de ataques químicos e biológicos. Relatos de Almeida et al. (1995) ilustram o grande número e a diversidade das obras em concreto de alto desempenho no Brasil. Vale ressaltar a utilização do concreto de alto desempenho em obras de recuperação e reforço estrutural, em função, principalmente, da boa aderência com o aço ou com outro concreto já endurecido, além da alta fluidez que alcança sem segregação. Canovas (1988) destaca o melhor acabamento superficial alcançado com o concreto de alto desempenho como conseqüência de seu maior conteúdo de finos. De acordo com Aïtcin (1998), o concreto alcançou a resistência e durabilidade da rocha natural, mas uma “rocha” que pode ser facilmente 7 modelada, reforçada com barras de aço, protendida ou pós-tendida com cabos ou misturada com qualquer tipo de fibra. 2.2. MATERIAIS CONSTITUINTES O concreto é um material composto e suas propriedades dependem da proporção e propriedades de seus componentes, além da interação entre os mesmos (Neville, 1997). A escolha e adequação dos materiais constituintes compõem a primeira etapa na elaboração de um concreto de alto desempenho. Segundo Mehta e Monteiro (1994) a tarefa de escolha dos materiais não é fácil, tendo em vista que ocorrem grandes variações nas suas composições e propriedades físicas e químicas. O concreto de alto desempenho é obtido através de uma mistura de cimento, agregados, aditivos minerais e químicos e água, com uma baixa relação água/aglomerante. Aïtcin (1998) considera como baixos os valores menores que 0,40, baseado no fato de que é muito difícil, se não impossível, tornar trabalhável um concreto feito com os cimentos Portland mais comumente encontrados no mercado, sem a utilização de um aditivo superplastificante. A seguir serão descritas as principais propriedades dos constituintes normalmente utilizados no concreto de alto desempenho. Um estudo mais detalhado das características e influência dos aditivos minerais no concreto de alto desempenho encontra-se no Capítulo 3. 2.2.1. Cimento Portland O cimento Portland é um material pulverulento, aglomerante hidráulico, composto basicamente de silicatos de cálcio e aluminatos de cálcio que misturados à água se hidratam e, depois de endurecidos, mesmo que sejam submetidos novamente à ação da água não se decompõem mais. 8 Para a fabricação do cimento são empregados materiais calcáreos, como rocha calcárea e gesso, e alumina e sílica, encontradas facilmente em argilas e xistos. O processo de fabricação do cimento Portland consiste essencialmente em moer a matéria-prima, misturá-la nas proporções adequadas e queimar essa mistura em um forno rotativo até uma temperatura de cerca de 1450oC. Nessa temperatura, o material sofre uma fusão incipiente formando pelotas, conhecidas com clínquer. O clínquer é resfriado e moído, em um moinho de bolas ou de rolo, até um pó bem fino (geralmente menor que 75 µm), com adição de um pouco de gesso, resultando o cimento Portland largamente usado em todo mundo (Neville, 1997). A mistura e moagem das matérias-primas podem ser feitas tanto em água quanto a seco, daí a denominação dos processos de via úmida e de via seca. Alguns materiais, como areia, bauxita e minério de ferro, são adicionados como corretivos, cuja função é suprir as matérias primas de elementos que não se encontrem disponíveis nas matérias primas principais. Durante a queima ocorrem inúmeras reações de estado sólido entre as fases constituintes, reações envolvendo essas fases e a parte fundida do material e, ainda, a ocorrência de transformações mineralógicas em função do resfriamento, gerando os principais componentes do cimento (Tabela 2.1), que quando hidratados fornecem as principais propriedades deste material (Zampieri, 1989). A última etapa de fabricação do cimento Portland constitui-se no resfriamento imposto aos nódulos produzidos, sendo de grande importância para a definição da reatividade e estabilidade das fases do clínquer. Tabela 2.1 – Compostos principais do cimento Portland (Neville, 1997). Nome do composto Composição em óxidos Abreviação Silicato tricálcico 3CaO.SiO 2 C3S Silicato dicálcico 2CaO.SiO 2 C2S Aluminato tricálcico 3CaO.Al2O3 C3A Ferroaluminato tetracálcico 4CaO.Al 2O3.Fe2O3 C4AF Notação: CaO: C; SiO2: S; Al2O3: A; Fe2O3: F. As reações químicas entre os silicatos e aluminatos relacionados na Tabela 2.1 com a água são denominadas de reações de hidratação do cimento e 9 geram uma massa firme e resistente,. Essas reações de dissolução e formação de novas fases ocorrem quase que instantaneamente, na medida em que se adiciona água ao cimento Portland. De acordo com Mehta e Monteiro (1994), o C3S apresenta rápida hidratação, desprendendo uma quantidade média de calor, gera um gel de silicato de cálcio hidratado (C-S-H) e cristais de hidróxido de cálcio Ca(OH)2 (C-H). Este composto contribui para elevar a resistência inicial da pasta endurecida e aumentar sua resistência final. Já o C2S, que desprende uma quantidade pequena de calor durante sua lenta hidratação, também é responsável pelo aumento de resistência nas idades avançadas e produz um volume menor de Ca(OH)2, em comparação com o C3S. Responsável pelas primeiras reações de hidratação, o C3A libera uma grande quantidade de calor para formar aluminatos hidratados. O C4AF também se hidrata rapidamente (semelhante ao C3A) mas exerce pouca influência sobre a resistência mecânica da pasta. Ressalta-se que um dos primeiros avanços no sentido de melhor compreender o processo de hidratação do cimento Portland foi, inegavelmente, a análise em separado do comportamento exibido pelas diversas fases do clínquer em pastas hidratadas. A Figura 2.1, por exemplo, apresenta as velocidades de hidratação dos diferentes compostos em estado puro. 1,0 C4AF C3A Fração hidratada 0,8 0,6 C3S C2S 0,4 0,2 0,0 1 10 100 1000 Tempo (dias) Figura 2.1 – Evolução da hidratação dos compostos do cimento Portland, em estado puro (Neville, 1997). 10 Na Figura 2.2, por outro lado, reproduz-se as curvas de resistência à compressão apresentadas por pastas contendo os componentes isolados que compõem o clínquer. A análise em conjunto das Figuras 2.1 e 2.2 permite observar as diferentes contribuições das fases que formam o clínquer para as resistências mecânicas do produto hidratado. Resistência à compressão (MPa) 70 60 C3S 50 C2S 40 30 20 C4AF C3A 10 0 0 100 200 300 Tempo (dias) Figura 2.2 – Curvas de resistência à compressão de pastas puras obtidas com os principais compostos do cimento Portland (Zampieri, 1989). A princípio o cimento Portland pode ser constituído unicamente de clínquer e de uma substância reguladora de pega, caracterizando o que se convencionou denominar “cimento Portland comum”. Entretanto, ao longo do tempo, outros materiais começaram a ser utilizados em conjunto com o clínquer, constituindo os “cimentos com adições”. Desta forma, a ABNT define o cimento Portland em tipos e classes de acordo com os seus componentes e propriedades. A classe do cimento caracteriza sua resistência mínima potencial aos 28 dias, sendo dividida em três níveis: 25 MPa, 32 MPa e 40 MPa. A Tabela 2.2 apresenta a classificação dos principais tipos de cimentos comercializados no Brasil. 11 Tabela 2.2 – Classificação dos cimentos Portland comercializados no Brasil, segundo a ABNT. Composição (percentual em massa) Tipo de cimento Comum Composto Alto-forno Pozolânico Alta res. Inicial Branco estrutural Sigla Clínquer + gesso CP I CP I – S CP II – E CP II – Z CPII – F CP III CP IV 100 95 – 99 56 – 94 76 – 94 90 – 94 25 – 95 45 – 85 CP V – ARI CPB Escória granulada de alto-forno Material pozolânico Material carbonático 6 – 34 – – 35 – 70 – – 1–5 – 6 – 14 – – 15 – 50 0 – 10 0 – 10 6 – 10 0–5 0–5 95 – 100 – – 0–5 75 – 100* – – 0 – 25 * No cimento branco é utilizado um clínquer com baixos teores de óxidos de ferro e manganês. Obs.: Se a sigla do cimento estiver acrescida do sufixo RS significa que o cimento Portland é resistente aos sulfatos (por exemplo: CP III – 40 RS). A Associação Brasileira de Cimento Portland (ABCP) através da BT106 (1999) mostra a evolução média da resistência à compressão dos diferentes tipos de cimento Portland (Figura 2.3). Resistência à compressão (MPa) 60 50 40 30 20 10 0 0 5 10 15 20 25 30 Idade (dias) CP I-S CP II CP III CP IV CP V Figura 2.3 – Evolução média da resistência à compressão dos distintos tipos de cimento Portland. Para aplicação em concreto de alto desempenho, Mehta e Aïtcin (1990) comentam que é possível a produção com qualquer tipo de cimento, sendo 12 preferível, no entanto, o cimento Portland comum e aqueles com elevado teor de C3S e C2S. De acordo com Neville (1997), os dois silicatos necessitam praticamente da mesma quantidade de água para hidratação, mas o C3S produz mais que o dobro da quantidade de hidróxido de cálcio, quando comparado com o C2S. Isto proporciona uma menor durabilidade quanto ao ataque de águas ácidas e/ou sulfatadas. O hidróxido de cálcio no concreto pode reagir com um agregado ácido (calcedônia, por exemplo) dando origem a um silicato de cálcio hidratado. Esta reação, contudo, causa um aumento de volume indesejável. Na opinião de Howard e Leatham (1989), não há critérios científicos fixos que especifiquem o cimento mais adequado para o concreto de alta resistência. Parrot (1969) indica que só é necessária uma seleção criteriosa do cimento, quanto ao tipo, para concretos com uma resistência acima de 90 MPa. O melhor cimento para concreto de alto desempenho é, de acordo com o ACI 363 (1991), o que apresenta menor variabilidade em termos de resistência. De acordo com Vieira et al. (1997) a escolha do tipo de cimento vai ser função não só da disponibilidade de mercado mas, sobretudo, das propriedades que o concreto a ser produzido deverá possuir. O autores enfatizam que, para cada situação específica de projeto, todas as condições deverão ser avaliadas detalhadamente, desde as especificações de projeto, condições de cura e aplicação, cronograma de execução, e o que mais se fizer necessário para que o cimento escolhido seja o mais adequado, contribuindo, desta forma, para o aumento da vida útil da estrutura de concreto. Enfim, para a escolha satisfatória do cimento Portland utilizado na produção do concreto de alto desempenho, exige-se conhecimento técnico e científico deste material. 2.2.2. Agregado Miúdo A Associação Brasileira de Normas Técnicas (ABNT) classifica o agregado miúdo em zonas (muito fina, fina, média e grossa), de acordo com sua 13 composição granulométrica. A Tabela 2.3 mostra a classificação, de acordo com a NBR 7211 (1983). Tabela 2.3 – Limites granulométricos do agregado miúdo (NBR 7211, 1983). Porcentagem, em massa, retida acumulada na peneira ABNT Zona 1 Zona 2 Zona 3 Zona 4 (muito fina) (fina) (média) (grossa) 9,50 0 0 0 0 6,30 0a3 0a7 0a7 0a7 4,80 0 a 10 0 a 11 0 a 12 0 a 5♦ ♦ ♦ ♦ 2,40 0a5 0 a 15 0 a 25 5♦ a 40 ♦ ♦ ♦ ♦ 1,20 0 a 10 0 a 25 10 a 45 30♦ a 70 0,60 0 a 20 21 a 40 41 a 65 66 a 85 0,30 50 a 85♦ 60♦ a 88♦ 70♦ a 92♦ 80♦ a 95 0,15 90* a 100 90* a 100 90* a 100 85♦ a 100 ♦ Pode haver tolerância de, no máximo, 5 pontos percentuais em um só dos limites marcados com o símbolo “♦ ” ou distribuídos em vários deles; * Para agregado miúdo resultante de britamento este limite poderá ser de 80. Abertura da peneira (mm) Um dos principais requisitos para a escolha do agregado miúdo baseiase na demanda de água de mistura. Segundo o ACI 363 (1991), um agregado miúdo de partículas arredondadas e textura lisa requer menor quantidade de água e, por esta razão, é indicado para o concreto de alto desempenho. Como este concreto apresenta um alto teor de material fino (dosagem alta de cimento e uso de aditivos minerais), recomenda-se agregado miúdo de forma angular, módulo de finura acima de 3,0 e diâmetro máximo de 4,8 mm (ACI 363, 1991; Canovas, 1988). Dal Molin (1995) comenta que a seleção do agregado miúdo está condicionada ao consumo de água, fator essencial para garantir uma relação água/aglomerante baixa. Segundo Amaral Filho (1989), com areia natural quartzosa, bem graduada e dentro das especificações, é possível a obtenção de concretos com resistências de até 170 MPa. Vieira et al. (1997) afirmam que os agregados miúdos exercem maior influência na mistura que os agregados graúdos. Isto se deve ao fato de que a superfície específica dos agregados finos é bem maior e, portanto, necessitam de mais pasta para envolver seus grãos. Teores elevados de agregados miúdos produzirão concretos mais plásticos. Por outro lado, a diminuição da quantidade 14 de agregado miúdo acarreta um decréscimo no teor de pasta necessário, reduzindo o custo final do concreto. É imprescindível após a escolha adequada do agregado miúdo, que haja um rigoroso controle de qualidade, pois pequenas variações no teor de umidade e/ou granulometria podem ocasionar mudanças significativas nas propriedades do concreto fresco e endurecido. Neville (1997) sugere que o teor de umidade seja verificado freqüentemente numa obra de concreto, pois seu valor varia conforme o clima e posição de uma amostra no monte de agregado em estoque. Ainda segundo Neville (1997), quando não for possível a utilização de agregados naturais*, deve-se atentar para a granulometria do material britado. Neste caso, obtém-se mais material menor de 75 µm, que gera perda de trabalhabilidade e um pequeno decréscimo na resistência à compressão do concreto. Enfim, deve-se procurar uma proporção ótima de agregados miúdos e graúdos, de acordo com suas características de granulometria e forma, a fim de que uma mistura mais compacta seja obtida, ao menor consumo de pasta possível, e conseqüentemente, ao menor custo. 2.2.3. Agregado Graúdo O termo agregado graúdo descreve partículas maiores que 4,8 mm, responsáveis por cerca de 60% do volume do concreto. Desta forma, os efeitos que este material pode gerar no concreto fresco e endurecido devem ser estudados com atenção. A Tabela 2.4 apresenta os limites granulométricos estabelecidos pela NBR 7211 (1983), com as respectivas graduações dos agregados graúdos. * São consideradas areias naturais aquelas que foram reduzidas ao seu tamanho presente pela ação de agentes naturais. 15 Tabela 2.4 – Limites granulométricos do agregado graúdo (NBR 7211, 1983). o N 0 1 2 3 4 Porcentagem retida acumulada, em massa, nas peneiras de abertura nominal (mm) 76 64 50 38 32 25 19 12,5 9,5 6,3 4,8 2,4 – – – – – – – – – – – – 0 – – 0-30 0 0-30 75-100 90-100 – – – 0 0 0-25 75-100 87-100 95-100 – 0 0-10 75-100 95-100 – 90-100 – – – – 0-10 – 80-100 92-100 95-100 – – – – – 80-100 95-100 95-100 – – – – – – – Em geral, estes agregados são procedentes de jazidas naturais, seja na forma de pedregulhos, seixos ou pedra britada. Rochas ígneas, como granito e basalto, metamórficas como gnaisse e leptinito e sedimentares, como arenitos e calcáreos, são utilizadas em todo mundo. Também podem ser empregados em concreto agregados de escória de alto-forno, de cinza volante e agregados reciclados (rejeitos de construção e resíduos cerâmicos, por exemplo). De acordo com Mehta e Monteiro (1994) e Danielsen (1997) as características mais significativas dos agregados graúdos são: • Resistência à compressão; • Resistência à abrasão; • Módulo de elasticidade; • Massa específica e massa unitária; • Absorção; • Porosidade; • Composição granulométrica, módulo de finura e dimensão máxima; • Forma e textura superficial; • Substâncias deletérias. A escolha do agregado graúdo é mais complexa que a do agregado miúdo, pois suas propriedades físicas, químicas e mineralógicas afetam consideravelmente a obtenção das propriedades de resistência e durabilidade no concreto. Estudos realizados por Helland (1988), com concretos de várias classes de resistência, utilizando um agregado graúdo de boa qualidade (seixo 16 britado), verificaram que para resistências menores que 80 MPa o concreto se comporta como um material composto. Isto porque as fissuras se desenvolvem na pasta e na interface agregado-pasta. Para resistências entre 80 MPa e 100 MPa a capacidade de carga do agregado e da pasta tem a mesma ordem de grandeza. Desta forma, as fissuras penetram também nos agregados e o material tem um comportamento homogêneo. Com valores de resistência acima de 100 MPa, o concreto adquire novamente um comportamento típico de compósitos, sendo o agregado o componente mais frágil. Gonçalves et al. (1994), verificaram em um estudo realizado com agregados rochosos da cidade do Rio de Janeiro, que o agregado graúdo pode vir até mesmo a restringir as propriedades do concreto. Constataram, usando gnaisse e granito, que a existência de concretos de resistências menores que as da argamassa e a ocorrência exclusiva de fraturas intergranulares eram indicativos de que os agregados graúdos foram os limitadores das resistências do concreto. Segundo Aïtcin e Neville (1993) os agregados graúdos menores são geralmente mais resistentes que os agregados maiores. Isto se deve ao processo de britagem, que ocorre preferencialmente em zonas potencialmente fracas na rocha matriz. Assim, quanto menor o agregado utilizado, menor a incidência de zonas fracas. Além disso, de acordo com Dal Molin (1995), quanto menor o agregado, menor a superfície capaz de reter água durante a exsudação do concreto fresco, o que propicia uma zona de transição de menor espessura e, conseqüentemente, mais resistente. Almeida (1994) comenta que a alta resistência do agregado é uma condição necessária, mas não suficiente, para a produção de concreto de alto desempenho. O autor destaca a fragilidade da interface agregado-pasta. Mesmo com agregados de grande resistência à compressão, atinge-se um limite acima do qual não é possível elevar a resistência do concreto com o fortalecimento da pasta: o concreto rompe na ligação agregado-pasta. 17 Nos concretos de alto desempenho, comenta Nuñez (1992), há uma transferência direta de tensões entre a pasta e o agregado graúdo a cargas relativamente baixas. Assim, o módulo de elasticidade do concreto é fortemente influenciado pelas propriedades elásticas do agregado graúdo. A distribuição granulométrica de um agregado é um fator muito importante pois altera a demanda de água de um concreto. O fator água/aglomerante no concreto de alto desempenho deve ser o menor possível, desta forma a quantidade de água deve ser minimizada, para um determinado abatimento. Segundo Neville (1997) um agregado inadequado quanto a sua forma pode influenciar a trabalhabilidade da mistura e o acabameto superficial dos elementos de concreto. O comitê ACI 363 (1991) demonstra que, embora agregados com formas angulares possam produzir concretos com resistências mecânicas superiores, efeitos opostos podem surgir na demanda de água e trabalhabilidade se a angulosidade for muito acentuada. Gomes et al. (1995) sugerem uma relação inversa entre a resistência à compressão do concreto e a abrasão “Los Angeles” do agregado graúdo. Segundo os autores, quanto menor for o percentual de abrasão obtido no ensaio, maior será resistência alcançada pelo concreto. Tal fato evidencia a influência do agregado graúdo na resistência do concreto. Frazão e Paraguassu (1998) recomendam uma análise petrográfica do agregado graúdo para identificação dos tipos de minerais, seus estados de alteração, suas granulações e suas quantidades. Isto permite a identificação de minerais que posam vir a comprometer a durabilidade do concreto. Estudos realizados por Fonseca Silva et al. (1998), utilizando agregados de granito, calcáreo e seixos rolados, indicam um aumento de 5% a 10% na resistência à compressão de concretos em virtude da lavagem dos agregados antes da confecção do concreto. Resultados semelhantes foram obtidos por Almeida (1994), conforme ilustra a Figura 2.4. 18 Resistência à compressão (MPa) 120 100 80 60 materiais in natura brita lavada brita e areia lavadas 40 Condição de limpeza dos agregados concreto 1 concreto 2 concreto 3 Figura 2.4 – Influência da lavagem dos agregados na resistência à compressão do concreto (Almeida, 1994). 2.2.4. Aditivos Químicos A NBR 11768 (EB-1763/1992) define os aditivos como sendo produtos que adicionados ao concreto de cimento Portland em pequenas quantidades modificam algumas de suas propriedades, no sentido de melhor adequá-las a determinadas condições. De acordo com Neville (1997), o motivo do grande uso de aditivos químicos é a capacidade de proporcionar ao concreto consideráveis melhorias físicas e econômicas. Essas melhorias incluem o uso do concreto em condições nas quais seria difícil ou até mesmo impossível utilizá-lo sem aditivos. O Comitê ACI 212 (1992) lista algumas finalidades importantes para as quais os aditivos químicos são empregados: • Aumentar a plasticidade do concreto mantendo constante o teor de água; • Reduzir a exsudação e a segregação; • Retardar ou acelerar o tempo de pega do concreto; 19 • Acelerar a velocidade de desenvolvimento da resistência mecânica das primeiras idades; • Retardar a taxa de evolução de calor durante a hidratação do cimento; • • Aumentar a resistência a ciclos de congelamento e descongelamento; Aumentar a durabilidade do concreto em condições extremas de exposição. Os aditivos são classificados em virtude das alterações que causam nas propriedades do concreto fresco e/ou endurecido. Segundo Mehta (1996), os aditivos variam amplamente quanto à composição química e muitos desempenham mais de uma função; conseqüentemente, é difícil classificá-los de acordo com as suas funções. A Tabela 2.5 apresenta a classificação de aditivos químicos empregada no Brasil, segundo a NBR 11768 (EB-1763/1992). Tabela 2.5 – Classificação dos aditivos químicos segundo a NBR 11768 (EB-1763/1992). Tipo P R PR SP SPR Classificação Plastificante Retardador Plastificante retardador Superplastificante Superplastificante retardador Tipo A PA IAR SPA Classificação Acelerador Plastificante acelerador Incorporador de ar Superplastificante acelerador Uma vez que a redução da relação água/aglomerante é primordial para a obtenção do concreto de alto desempenho a utilização de aditivos redutores de água faz-se imprescindível. O uso de aditivos superplastificantes é preponderante, uma vez que aumenta a fluidez do concreto a níveis muito elevados, sem alterar outras características, permitindo produzir, através da redução da relação água/aglomerante, concretos com alta resistência e maior durabilidade. 2.2.4.1. Aditivos Superplastificantes Os superplastificantes, também chamados de redutores de água de alta eficiência ou superfluidificantes, consistem de tensoativos aniônicos de 20 cadeia longa e massa molecular elevada (20000 a 30000). Quando adsorvido pelas partículas de cimento, o tensoativo confere uma forte carga negativa, a qual auxilia a reduzir consideravelmente a tensão superficial da água circundante e aumentar acentuadamente a fluidez do sistema (Mehta e Monteiro, 1994) Os superplastificantes podem ser agrupados em quatro grandes categorias, de acordo com sua composição química (Ramachandran, 1984; Bucher, 1988; Aïtcin et al., 1994 a): • Condensados sulfonados de melamina-formaldeído; • Condensados sulfonados de formaldeído-naftaleno; • Condensados de lignossulfonatos modificados; • Outros, como ésteres de ácido sulfônico e ésteres de carboidratos. Atualmente as duas primeiras categorias mencionadas são mais largamente utilizadas, pois apresentam maior eficiência como redutores de água e menor incidência de efeitos secundários (Aïtcin, 1998; Sponholz, 1998). O principal efeito das cadeias longas do superplastificante, segundo Neville (1997), é o de ficarem adsorvidas nas partículas de cimento, conferindolhes uma carga altamente negativa de modo que elas passam a se repelir. Isso provoca defloculação e dispersão das partículas de cimento. A melhoria resultante da ação do superplastificante pode ser aproveitada de dois modos distintos. Permite para a mesma relação água/aglomerante e o mesmo teor de água na mistura um aumento considerável da trabalhabilidade do concreto, mantendo a mistura coesiva. Outra forma, seria para obter concretos com trabalhabilidade normal, mas com uma resistência extremamente alta, devido a uma substancial redução da relação água/aglomerante. A defloculação se deve à redução das forças de atração entre partículas com cargas opostas. Já a dispersão ocorre pela introdução da força repulsiva entre partículas, devido à alta carga negativa conferida às partículas de cimento pela adsorção do aditivo. Quanto maior a adsorção melhor será a 21 dispersão das partículas de cimento e mais homogênea será a microestrutura da pasta. De acordo com Huynh (apud Jiang et al., 1998) a reologia do concreto de alto desempenho pode ser afetada por parâmetros relativos ao cimento, ao superplastificante e a interação entre eles, dentre os quais os mais significativos são: • Composição química do cimento, especialmente a quantidade de C3A • Finura do cimento Portland; • Quantidade e tipo de sulfato de cálcio no cimento; • Natureza química e massa molecular do superplastificante; • Grau de sulfonatação do superplastificante; • Dosagem e método de adição à mistura do superplastificante. e álcalis; Os aditivos superplastificantes interagem com o C3A, que é o primeiro componente do cimento a hidratar-se, e sua reação é controlada pelo sulfato de cálcio, produto adicionado ao clínquer para controlar o tempo de pega do cimento. Uma certa quantidade de aditivo é necessária durante a mistura para obter a trabalhabilidade desejada, no entanto, é imprescindível que o superplastificante não seja totalmente fixado pelo C3A. Se a fixação ocorrer é porque íons sulfatos não foram liberados a tempo de reagirem com o C3A (Tagni-Hamou e Aïtcin, 1993). Quando os íons sulfatos são liberados vagarosamente, o cimento e o aditivo superplastificante são ditos incompatíveis. O problema da incompatibilidade entre cimento e superplasticante pode também existir no concreto convencional, mas é muito mais acentuado no concreto de alto desempenho (Sponholz, 1998). Isto é devido a menor quantidade de água disponível para receber os íons sulfatos no concreto de alto desempenho e a alta dosagem de cimento, proporcionando mais C 3A à mistura. A quantidade de superplastificante necessária para obtenção de uma pasta com fluidez definida aumenta com a área específica do cimento Portland. 22 Quanto mais fino o cimento, mais superplastificante é requerido para obter dada trabalhabilidade. As moléculas do superplastificante podem ser adsorvidas no C3S. Aïtcin et al. (1987) observaram que, com um aumento na dosagem de superplastificante, o desenvolvimento do calor de hidratação é retardado. Este fenômeno de adsorção foi demonstrado pela observação direta de um superplastificante marcado com enxofre através de estudos conduzidos por Onofrei e Gray apud Aïtcin (1998). De acordo com Neville (1997), um cimento ideal para concreto de alto desempenho, do ponto de vista reológico, não deve ser muito fino (superfície específica menor que 400 m2/kg) e deve apresentar um teor muito baixo de C3A, cuja atividade é facilmente controlada pelos íons sulfato provenientes da dissolução dos sulfatos do cimento Portland. Um estudo realizado por Chan et al. (1996) mostra a variação no comportamento de quatro superplastificantes em concretos com abatimento entre 150 e 200 mm em função da redução da relação água/cimento. De acordo com a Figura 2.5, pode-se concluir que, para os aditivos testados, os superplastificantes à base de melamina e naftaleno são mais eficientes em baixos valores de relação água/cimento. Geralmente, a consistência do concreto diminui com o aumento da dosagem de superplastificante até um valor, além do qual, passa a ser pequeno o efeito. Essa é a dosagem ótima (Neville, 1997). 23 Dosagem ótima (% em massa de cimento) 3,0 2,5 2,0 1,5 1,0 0,5 0,0 0,20 0,30 0,40 0,50 0,60 Relação a/c Naftaleno Policarboxílico Lignosulfato Melamina Figura 2.5 – Eficiência da dosagem ótima de superplastificante variando a relação água/cimento (Chan et al., 1996). Estudos de Kumar e Roy (1986) revelam que o uso de superplastificante em pastas de cimento, sujeitas a diferentes métodos de cura, levam a um decréscimo do volume total de poros e ao refinamento da estrutura de poros das pastas hidratadas. A mesma conclusão é obtida por Khatib e Mangat (1999). O refinamento dos poros, além da redução de seu volume, diminui a permeabilidade e aumenta a resistência, permitindo a obtenção de concretos muito mais duráveis. Vale ressaltar, que o processo denominado refinamento dos poros é a transformação de um sistema contendo grandes vazios capilares em um sistema composto de numerosos poros mais finos. O superplastificante tem maior eficiência quando colocado na mistura alguns minutos após a água de amassamento. A Figura 2.6 (Collepardi apud Dal Molin, 1995) mostra o efeito de um aditivo a base de naftaleno no abatimento de um concreto, onde se observa um aumento de cerca de 100% no abatimento inicial quando a colocação do aditivo é retardada em 1 minuto. 24 a/c = 0,45 consumo de cimento = 350 kg/m3 dosagem de superplastificante = 0,4% de sólidos por massa de cimento 250 Abatimento (mm) 200 150 100 50 0 Concreto testemunho (sem superplastificante) Colocação retardada do aditivo (após 1 minuto do início da mistura) Colocação imediata (com a água de amassamento) Figura 2.6 – Efeito do momento de colocação do aditivo superplastificante a base de naftaleno no abatimento do concreto (Collepardi apud Dal Molin, 1995). O comportamento reológico em traços com baixa relação água/aglomerante não é definido pelas especificações do superplastificante e do tipo de cimento Portland. Faz-se, portanto, necessário experimentá-los e verificar como se comportam frente aos complexos fenômenos químicos envolvidos (Aïtcin et al., 1994 a). Vários métodos são empregados para avaliar a compatibilidade aditivo cimento e a dosagem ótima de superplastificante. Dentre os mais utilizados estão: método de Kantro ou miniabatimento (Kantro, 1980; Bucher, 1988; Neville, 1997) e método do cone de Marsh (Neville, 1997; Aïtcin, 1998; de Larrard, 1999). A Figura 2.7 (Aïtcin, 1988) mostra os resultados do ensaio de miniabatimento para duas combinações de cimento-superplastificante, uma compatível e outra incompatível. 25 a/c = 0,35 ) T = 2 0 oC Área de espalhamento (cm 2 compatível incompatível Tempo (s) Figura 2.7 – Exemplos de resultados do ensaio de miniabatimento (Aïtcin, 1998). 2.2.5. Água A água introduzida no concreto como um de seus componentes tem duas funções. Uma parte, denominada água de amassamento, contribui para garantir uma trabalhabilidade adequada. A outra permite o desenvolvimento das reações químicas no concreto, tanto de hidratação do cimento Portland, quanto reações pozolânicas com os aditivos minerais e/ou constituintes do cimento empregado. Segundo o ACI 363 (1991), os mesmos requisitos de qualidade exigidos para água de concretos convencionais devem ser cumpridos no concreto de alto desempenho. De acordo com Neville (1997), águas potáveis, ligeiramente ácidas, não são prejudiciais ao concreto. 2.3. DOSAGEM DE CONCRETO DE ALTO DESEMPENHO A dosagem é através do qual são determinadas as proporções dos materiais constituintes necessárias para a produção de um concreto que atenda a determinadas propriedades pré-fixadas. Estas propriedades são, em geral, resistência mecânica, durabilidade e trabalhabilidade. 26 Segundo Helene e Terzian (1992) a dosagem pode ser entendida como o proporcionamento adequado dos materiais constituintes, com o atendimento das seguintes condições principais: • Exigências de projeto; • Condições de exposição e operação; • Tipo de agregado disponível economicamente; • Técnicas de execução; • Custo. Para Neville (1997) os fatores básicos a serem considerados na dosagem do concreto estão representados na Figura 2.8. A seqüência de decisões também é mostrada até se chegar à quantidade de cada material constituinte por betonada. O autor comenta ainda que a trabalhabilidade pode ser controlada por um teor adequado de superplastificante e o teor de água pode ser fixado a partir da relação água/cimento para a obtenção de uma certa resistência. Exigências Método de Dimensões da seção de durabilidade adensamento ou espaçamento Método de Resistência Trabalha- Tamanho máximo Forma e textura controle mínima bilidade do agregado do agregado Resistência média Natureza dos Idade para a materiais cimentícios resistência especificada Relação água/cimento Capacidade da betoneira Exigências térmicas Teor de cimento Granulometria do agregado total Proporções de cada tamanho do agregado Proporções da mistura Massa de cada componente por betonada Figura 2.8 – Fatores básicos para dosagem de concreto (Neville, 1997). 27 Para Mehta e Monteiro (1994) o proporcionamento de materiais é mais uma arte que uma ciência, tendo em vista a complexidade de fatores envolvidos, os quais exigem um amplo conhecimento das propriedades do concreto. Rougeron e Aïtcin (1994) compartilham desta opinião, porém destacam que os princípios básicos para o proporcionamento do concreto devem ser bem conhecidos, e a tecnologia atual oferece muitos meios para a sua obtenção. Diversos métodos têm sido propostos e utilizados na dosagem e na quantificação do concreto de alto desempenho, dentre os quais: de Larrard (1990); Mehta e Aïtcin (1990); ACI 363 (1993); Rougeron e Aïtcin (1994); Domone e Soutsos (1994); Day (1996); O’Reilly (1998); Bharatkumar et al. (2001). Aïtcin (1998) comenta que a diversidade de trabalhos sobre dosagem resulta do fato do concreto estar se tornando um material mais complexo do que uma simples mistura de cimento, agregados e água, e é cada vez mais difícil predizer suas propriedades teoricamente. Carino e Clifton (1991) enfatizam a maior complexidade no proporcionamento de materiais para o concreto de alto desempenho, quando comparado com métodos tradicionais de dosagem de concretos convencionais (20 MPa a 40 MPa). O uso de materiais pozolânicos em combinação com o cimento Portland é freqüente. Os agregados devem ser cuidadosamente selecionados para a obtenção de alta resistência e/ou alto módulo de elasticidade. Aditivos químicos são necessários para garantir a trabalhabilidade do concreto e elevar sua durabilidade. O’Reilly (1998) comenta que um dos objetivos fundamentais de um processo de dosagem é criar uma metodologia que leve em conta as condições próprias de cada lugar e os recursos materiais disponíveis, para atingir características pré-definidas, sem, obviamente, elaborar regras gerais de aplicação do concreto. 28 2.4. PROCESSANDO O CONCRETO DE ALTO DESEMPENHO De acordo com o ACI 363 (1991) os meios normalmente utilizados para a produção do concreto de alto desempenho são semelhantes aos utilizados nos concretos usuais. Entretanto, a escolha e o controle dos materiais são mais críticos para o concreto de alto desempenho, na medida em que a relação água/aglomerante é baixa. Aïtcin (1998) comenta que a participação do concreto de alto desempenho no mercado ainda é muito pequena, razão pela qual não se justifica o uso de técnicas diferenciadas para a produção, o transporte e o seu lançamento, exceto em aplicações especiais. 2.4.1. Mistura O concreto de alto desempenho pode ser produzido tanto na obra quanto em usinas concreteiras. Devem ser observados, no entanto: o tipo de balança utilizada para cada material, a umidade dos agregados, as condições climáticas do local de concretagem, o tipo de misturador e o tempo mistura (ACI 363, 1991). De acordo com Aïtcin (1998), o tempo de mistura é usualmente maior para o concreto de alto desempenho do que para concretos usuais. Devido a diversidade dos materiais empregados na confecção de um concreto é difícil formular regras específicas para a mistura. A introdução do superplastificante na mistura deve ser também avaliada para obter a maior eficiência (vide item 2.2.4). 2.4.2. Transporte O transporte do concreto deve ser efetuado o mais rápido possível a fim de minimizar os efeitos de enrijecimento e perda de trabalhabilidade. O método e equipamento utilizados devem levar em conta aspectos econômicos e técnicos de forma a assegurar que o concreto não irá segregar-se. As condições de uso, os materiais utilizados, o acesso a obra, a capacidade requerida, o tempo 29 de entrega e as condições climáticas, são alguns fatores que interferem na escolha do método e equipamento adotado para o transporte. O principal problema enfrentado durante o transporte do concreto de alto desempenho é a perda de consistência ou fluidez com o tempo. Isto é resolvido com dosagens repetidas de aditivos superplastificantes ou com o uso de aditivo retardador de pega. A utilização de dosagens sucessivas de superplastificantes deve ser utilizada com cautela com relação a segregação do concreto (Mehta e Monteiro, 1994). Testes de compatibilidade entre o aditivo retardador e superplastificante devem ser efetuados para assegurar o máximo tempo possível da trabalhabilidade requerida em projeto (Costenaro e Isa, 2000). 2.4.3. Lançamento O lançamento do concreto de alto desempenho pode ser realizado segundo os métodos tradicionalmente usados, como linhas de bombeamento, guindastes, caçambas e correias transportadoras. O lançamento, em geral, é mais simples quando comparado com concretos usuais, devido a maior trabalhabilidade do concreto de alto desempenho, promovida pelo uso de superplastificantes e aditivos minerais. 2.4.4. Adensamento A finalidade do adensamento é alcançar a maior compacidade possível da massa de concreto. O ACI 363 (1991) recomenda que a vibração mecânica interna seja utilizada para concreto de alto desempenho. Usualmente o concreto de alto desempenho apresenta um abatimento alto. Acredita-se então que não há necessidade de vibração intensa. Porém devido à sua consistência viscosa e alta coesão, grandes bolsas de ar e bolhas ficam aprisionadas e devem ser eliminadas pelo adensamento (Aïtcin, 1998). Mehta (1996) destaca que a vibração adequada faz com que o excesso de água na mistura seja levado para a superfície onde é perdido por evaporação. 30 2.4.5. Cura A cura, um dos procedimentos mais críticos na confecção de um concreto, tem como função principal manter a umidade da mistura durante o período de hidratação dos materiais cimentícios, além de minimizar a retração. A cura em concreto de alto desempenho é altamente recomendada em função da baixa relação água/aglomerante e alto teor de materiais cimentícios, sendo essencial para garantir a durabilidade adequada de superfícies expostas, desenvolvimento das resistências mecânicas e controle da fluência e retração. Sabe-se que a falta de uma cura adequada pode influir na qualidade final do concreto, independente dos cuidados com preparo, transporte, lançamento e adensamento. As adições minerais trazem como conseqüência o refinamento dos poros da pasta de cimento e da zona de transição por meio de suas ações de densificação e de atividade pozolânica (Mehta e Monteiro, 1994). Desta forma, o concreto de alto desempenho pode alcançar uma estrutura porosa descontínua e de baixa permeabilidade com poucos dias de hidratação, reduzindo o tempo de cura quando comparado com o concreto convencional. Aïtcin (1998) considera 7 dias como um período suficientemente longo para reduzir drasticamente a retração do concreto. Em todo caso, conclui o autor, a cura com água nunca deve ser inferior a 3 dias. Ramezanianpour e Malhotra (1995) estudaram o comportamento de diferentes concretos com adições minerais (escória de alto-forno, cinza volante e sílica ativa), com relação água/aglomerante de 0,50, em diferentes tipos de cura: cura úmida após desmoldagem; cura a temperatura ambiente; cura a temperatura ambiente após 2 dias de cura úmida; e cura a temperatura de 38oC com umidade relativa do ar de 65%. Os concretos com cura úmida apresentaram, após 180 dias, melhores resultados de resistência à compressão, permeabilidade e penetração de cloretos. Já os concretos que não receberam cura após desmoldagem foram os que mostraram piores desempenhos nas propriedades verificadas. 31 Vários autores (Aïtcin et al., 1994 b; Agostini e Nunes, 1996; Neville, 1997) afirmam que a cura do concreto de alto desempenho com imersão em água produz melhores resultados do que o envolvimento com cobertores plásticos. Mas o tipo de cura adotado depende de inúmeros fatores, como por exemplo, o tamanho e tipo de elemento estrutural a ser curado. 2.4.6. Controle de Qualidade O controle de qualidade é fundamental para assegurar o alto desempenho do concreto na estrutura. A escolha criteriosa dos materiais e procedimentos de execução já foi destacada nos itens anteriores. A NBR 16655 (1996) fixa as condições exigíveis para o preparo, controle e recebimento do concreto. A determinação da consistência do concreto pelo abatimento do troco de cone (slump test) e a ruptura de amostras para obtenção da resistência à compressão são os parâmetros mais utilizados no controle de um concreto. O tamanho e forma dos corpos-de-prova influenciam na resistência determinada. No Brasil são utilizados basicamente moldes metálicos cilíndricos medindo150 mm de diâmetro por 300 mm de altura e de 100 mm x 200 mm. Com o advento do concreto de alta resistência foi conveniente reduzir as dimensões do tradicional cilindro de 150 mm x 300 mm, tendo em vista a sua adequação às cargas máximas das prensas hidráulicas utilizadas normalmente. Por exemplo, para romper um concreto de 50 MPa numa prensa de ensaio, utilizando corpos-de-prova de 150 mm x 300 mm, é necessária uma força de 880 kN, aproximadamente. O uso de corpos-de-prova cilíndricos de 100 mm x 200 mm, afirmam Valois (1994) e Ferrari et al. (1996), facilita e agiliza o controle de resistência, tornando o processo mais econômico, sem prejuízo nos resultados. Estudos de Agnesini e Silva (1994) indicam a utilização de corpos-de-prova de 75 mm x 150 32 mm para concretos com diâmetro máximo do agregado de 9,50 mm (microconcretos) e, para concretos com brita 1 (D max ≤ 19,0 mm), o emprego de cilindros de 100 mm x 200 mm é recomendado. Vários autores sugerem uma correlação entre os valores de resistência obtidos para amostras de 100 mm x 200 mm e 150 mm x 300 mm. Moreno (1990) encontrou valores de resistência 1% maiores para os corpos-de-prova de 100 mm x 200 mm. Neville (1997) afirma que dimensões de 100 mm x 200 mm tendem a apresentar valores de resistência e de desvio padrão um pouco maiores do que os de 150 mm x 300 mm. No entanto este valor deve ser pequeno, provavelmente na ordem de 3%. De acordo com um estudo realizado por Giammusso et al. (2000), existe uma equivalência entre os resultados dos ensaios com corpos-deprova com dimensões 150 mm x 300 mm e 100 mm x 200 mm. Quando é realizado o ensaio de compressão o prato da prensa entra em contato com a superfície do topo do corpo-de-prova que, em virtude do processo de moldagem, apresenta imperfeições e não é perfeitamente plana. Nessas circunstâncias, surgem concentrações de tensões e a resistência é diminuída (ACI 363, 1991, Neville, 1997). Para evitar este problema é essencial que as superfícies sejam planas. O capeamento dos topos com argamassa de enxofre ou de cimento, o esmerilhamento das faces e o uso de capeamentos não aderentes, como placas de neoprene e caixa de areia, são os meios utilizados para tal finalidade. O capeamento com argamassa de enxofre (enxofre com cimento, areia quartzosa moída ou argila calcinada), desde que sua espessura seja menor que 2,0 mm, pela facilidade de aplicação, baixo custo, boa aderência e elevada resistência nas primeiras horas de idade, tem sido o método mais utilizado nos ensaios de compressão axial (Bucher e Rodrigues, 1983). Neville (1997) afirma que o capeamento com mistura de enxofre é satisfatório para concretos com resistência de até 100 MPa. Segundo Bucher e Rodrigues (1983), não há restrição para o uso do enxofre para níveis de resistência à compressão de até 60 MPa. O ACI 363 (1991) estabelece que com uma espessura de 1,5 mm a 3,0 mm, o concreto com uma resistência menor que 69 MPa pode ser capeado com 33 argamassa de enxofre. Acima deste valor, o esmerilhamento é o processo indicado. 34 3. ADITIVOS MINERAIS Apesar das qualidades e do uso generalizado do cimento Portland, várias pesquisas têm sido desenvolvidas com intuito de reduzir o consumo energético de fabricação dos cimentos e à adequação do produto às diversas solicitações do mercado. Neste contexto, a incorporação de “adições ativas” ao cimento Portland vem assumindo grande importância em todo mundo. Estes aditivos minerais são materiais silicosos ou sílico-aluminosos que, isoladamente, possuem pouca ou nenhuma propriedade aglomerante. Entretanto, quando finamente moídos e em presença de água, reagem com o hidróxido de cálcio à temperatura ambiente, para formar compostos com propriedades aglomerantes (Saad et al., 1983 a; Malhotra e Mehta, 1996; NBR 12653, 1992). Os aditivos minerais podem ter origem natural ou artificial. Os materiais pozolânicos naturais mais comumente encontrados são: cinzas vulcânicas, terras diatomáceas, pumicita, opalina, micas e calcedônias. Com exceção das terras diatomáceas, formadas basicamente por esqueletos de diatomáceas, as demais pozolanas têm origem de rochas vulcânicas. Os aditivos minerais artificiais mais utilizados e estudados são: argilas calcinadas, cinzas volantes, escórias de alto-forno, cinza de casca de arroz e a sílica ativa. Estes materiais geralmente são subprodutos industriais ou agrícolas exigindo, desta forma, pouco ou nenhum beneficiamento. A incorporação destes rejeitos contribui para a preservação do meio ambiente através do seu reaproveitamento. 35 A NBR 12653 (1992) classifica os aditivos em três grupos distintos conforme apresentado na Tabela 3.1. Esta classificação está baseada exclusivamente na sua origem, não abrangendo pozolanas altamente reativas como a sílica ativa e a cinza de casca de arroz. Tabela 3.1 – Classificação dos aditivos minerais conforme a NBR 12653 (1992). Classe N C E Materiais que obedecem aos requisitos Pozolanas naturais, materiais vulcânicos, terras diatomáceas, argilas calcinadas. Cinza volante proveniente da queima do carvão betuminosos. Cinza volante proveniente da queima do carvão sub-betuminoso e qualquer material que difere das classes anteriores. Como já foi visto anteriormente durante as reações de hidratação do C3S e C2S ocorre a liberação do hidróxido de cálcio em grande quantidade (em torno de 20% dos compostos hidratados), segundo as seguintes equações: 2C3S + 6H* → C3S2H3 + 3Ca(OH)2 (3.1) 2C2S + 4H → C3S2H3 + Ca(OH)2 (3.2) Assim, a sílica amorfa presente na pozolana reage com o hidróxido de cálcio formando silicatos de cálcio hidratados (C-S-H). Essa reação é denominada reação pozolânica e ocorre basicamente da seguinte forma: pozolana + hidróxido de cálcio + água → C-S-H (3.3) Além da sílica amorfa, a alumina reativa presente em muitos aditivos, produz compostos cimentantes (como o C4AH13) em presença de Ca(OH)2, água e íons sulfato (Mehta e Monteiro, 1994). Como o hidróxido de cálcio contribui muito pouco para a resistência da pasta de cimento hidratada e é, dentre os produtos da hidratação, o primeiro a ser 36 solubilizado e lixiviado pela água, o seu consumo pela pozolana traz implicações sobre a resistência e a durabilidade de concretos e argamassas. Da mesma forma, o hidróxido de cálcio da pasta de cimento Portland é o composto mais suscetível à carbonatação. No entanto, uma característica positiva do Ca(OH)2 no concreto armado é que ele mantém um alto pH, o que melhora a estabilidade da camada óxida que protege e passiva o aço da armadura (Aïtcin, 1998; Neville, 1997). Porém, para a passivação não é necessária toda a quantidade de Ca(OH)2 gerada durante a hidratação, avaliada em aproximadamente 25% da massa de cimento anidro. Basicamente, as vantagens obtidas pelo uso de aditivos minerais em substituição ao cimento em argamassas e concretos são: • Aumento da resistência mecânica; • Diminuição do calor de hidratação; • Aumento da trabalhabilidade; • Aumento da resistência ao ataque ácido; • Aumento da durabilidade por inibição da reação álcali-agregado. Alguns aspectos peculiares da reação pozolânica devem ser observados. A combinação do hidróxido de cálcio com a pozolana leva à formação de compostos ligantes adicionais, de características similares às daqueles decorrentes da hidratação direta dos grãos de clínquer, proporcionando uma estrutura mais compacta e química e mecanicamente mais resistente do que a exibida pelo cimento Portland sem adições (Zampieri, 1989). A reação pozolânica é uma reação lenta, pois necessita da formação prévia do hidróxido de cálcio e, desta forma, a taxa de liberação de calor e o desenvolvimento da resistência são lentos. A Figura 3.1 mostra o efeito da substituição do cimento por uma pozolana natural da Itália no calor de hidratação de um concreto (Massazza e Costa, 1978). A redução do calor de hidratação evita o surgimento de fissuras térmicas. * H é a forma abreviada de H 2O. 37 100 Calor de hidratação (cal/g) 90 dias 90 28 dias 80 70 7 dias 60 50 0 10 20 30 40 50 Adição de pozolana (%) Figura 3.1 – Efeito do teor de pozolana na taxa de calor de hidratação (Massazza e Costa, 1979). Os efeitos benéficos da utilização de pozolanas em concretos não se limitam à reação pozolânica. Existe também um efeito físico que advém da capacidade das pequenas partículas deste material se posicionarem nos vazios entre partículas de cimentos, quando elas estão bem defloculadas na presença de superplastificante, e na interface agregado-pasta. Este efeito é conhecido como efeito microfíler (Rosenberg e Gaidis, 1989). A incorporação de materiais finamente divididos geralmente aumenta a trabalhabilidade do concreto fresco, apontam Mehta e Monteiro (1994), por reduzir o tamanho e o volume de vazios. Este refinamento dos poros, reduz a permeabilidade do concreto e, aliado a redução de sua alcalinidade, contribui para a durabilidade da estrutura, principalmente quando exposta a ataques químicos. O controle da expansão álcali-agregado no concreto está ilustrado na Figura 3.2, onde vários teores de pozolana foram adicionados ao concreto (Mehta, 1981). Monteiro et al. (1997), utilizando diferentes aditivos minerais em substituição parcial do cimento Portland, afirmam que altos níveis de substituição por cinza volante reduzem significativamente a expansão, enquanto que, para elevados teores de escória de alto-forno no concreto, a reação álcali-agregado é praticamente inexistente. 38 0,7 Expansão (%) 0,6 0,5 0,4 0,3 0,2 0,1 0,0 0 1 2 3 4 5 6 Tempo de cura (meses) Pozolana - 0% Pozolana - 10% Pozolana - 20% Pozolana - 30% Figura 3.2 – Controle da expansão álcali-agregado pelo uso de pozolana no concreto (Mehta, 1981). Algumas normas, recomendações e especificações ditam parâmetros físicos, químicos ou mecânicos com o intuito de assegurar que o material seja qualificado como pozolânico. Diversos estudos (Isaia e Helene, 1994; Malhotra, 1996; Mehta apud Gava, 1999; Gava, 1999) apresentam severas críticas em relação a essas exigências, pois são restritivas e inibidoras, devido a falta de correlação entre as características fixadas e as propriedades desejadas para o concreto. Para tais autores, os valores impostos para a soma dos óxidos (SiO2 + Al2O3 + Fe2O3) não garantem que a pozolana irá desenvolver propriedades cimentantes. Por outro lado, há um consenso entre os pesquisadores sobre o fato do desempenho dos aditivos minerais estar ligado a sua reatividade, isto é, ao teor de material amorfo, e principalmente a finura. O aumento da quantidade de partículas finas (aumento da superfície específica) desempenha um papel preponderante mediante o efeito de nucleação das partículas de cimento, propiciando maior quantidade de locais para hidratação dos compostos. Segundo Calleja (1983), a pozolana, para desenvolver compostos com atividades cimentantes, deverá ser moída até obter uma superfície específica maior do que a do clínquer, considerando o resíduo na peneira de 45 µm como o 39 parâmetro mais importante a ser analisado durante a avaliação de uma pozolana. A influência da finura da pozolana tem sido reportada em vários artigos específicos; tal comportamento é todavia bastante previsível, uma vez que ao se incrementar a finura tem-se consequentemente um aumento da área de reação do material. Para utilização em concreto de alto desempenho a uniformidade e a compatibilidade com outros aditivos devem ser verificadas, para assegurar o máximo desempenho. De acordo com Isaia e Helene (1993) há uma tendência atual em conjugar os efeitos benéficos e específicos de diferentes aditivos minerais para incrementar as propriedades do concreto e sua durabilidade. Ao empregar a sílica ativa em conjunto com a cinza volante, por exemplo, aglutina-se a alta reatividade da primeira com a melhoria que o segundo proporciona na reologia do concreto fresco. A seguir são discutidos, sucintamente, aspectos relativos à obtenção e principais propriedades dos aditivos minerais empregados neste trabalho: argila caulinítica calcinada e moído e sílica ativa. Alguns aspectos relativos à cinza volante, escória de alto-forno e cinza de casca de arroz encontram-se descritos no Anexo A. 3.1. ARGILA CALCINADA Um solo argiloso* pode adquirir propriedades pozolânicas quando submetido a um processo de ativação térmica adequado e finamente moído. A utilização de argilas calcinadas como pozolanas ocorre há mais de vinte séculos e é anterior ao uso do cimento Portland. As matérias-primas empregadas devem conter um elevado percentual de argila em sua composição, uma vez que a atividade pozolânica aumenta com o teor de argilominerais (Murat, 1883 a; Zampieri, 1989; Souza Santos, 1992 a; He et al., 1995 a). * Argila é o material natural de granulação fina, constituída essencialmente por argilominerais. O termo argila é usado ainda para designar a fração granulométrica de um sedimento inferior a 2 µm ou 5 µm. 40 Os solos argilosos utilizáveis como matéria-prima podem ser cauliníticos e montmoriloníticos (Souza Santos, 1966; Souza Santos, 1992 a; Andriolo, 1999), muito embora, outros argilominerais utilizados, como ilita, sepiolita e mica, apresentem resultados satisfatórios como adições ativas em concretos e argamassas (Ambroise et al., 1985; He et al., 1995 a; He et al., 1995 b). De acordo com Lea apud Kihara e Shukuzawa (1982), a composição química de argilas utilizadas para pozolanas geralmente apresentam valores de SiO2 entre 50% e 65% e Al2O3 entre 17% e 38%. Em geral, as propriedades de concretos contendo pozolanas, preparadas a partir de argilas, variam em função dos seguintes fatores: • Composição química e mineralógica do solo argiloso; • Temperatura de queima e tempo de exposição; • Processamento da pozolana (moagem e peneiramento). A alta atividade pozolânica da argila calcinada é atribuída aos compostos finamente moídos amorfos e de elevado grau de desordem, produzidos pela desidroxilação dos argilominerais. Logo, a temperatura de queima tem enorme influência sobre a reatividade da pozolana. Para argilas cauliníticas a atividade pozolânica ocorre, em geral, entre temperaturas de 500oC e 900oC (Souza Santos, 1966; Souza Santos; 1989; Salvador, 1995). A ilita, entretanto, adquire alta reatividade a partir de 900oC (He et al., 1995 b; Kihara e Shukuzawa, 1982). A Figura 3.3 apresenta os resultados de ensaios de resistência à compressão em argamassas contendo diferentes argilas calcinadas (He et al., 1995 a), com suas respectivas temperaturas ótimas de ativação, isto é, temperaturas onde desenvolvem a máxima atividade pozolânica. De acordo com Souza Santos (1966), todas as pozolanas produzidas a partir de argilas calcinadas necessitam de moagem até finura suficiente para desenvolverem mais satisfatoriamente a atividade pozolânica. 41 cimento : pozolana : areia - 70 : 30 : 300 (em massa) consistência - 100% flow (ASTM flow table) 100 Resistência à compressão aos 28 dias (MPa) 650oC 830oC 80 960oC 830oC 930oC 60 40 20 0 caulinta ilita montmorilonita-Na mica/esmectita sepiolita argamassa - 100% cimento Figura 3.3 – Resistência à compressão aos 28 dias de argamassas contendo diferentes argilas calcinadas como adições ativas (He et al., 1995 a). Os valores indicados sobre as barras correspondem às temperaturas ótimas de queima, em graus centígrados, para cada argilomineral. No Brasil, as pozolanas de argilas calcinadas têm merecido pouca atenção dos pesquisadores, muito embora não se possa deixar de registrar os excelentes estudos desenvolvidos pelos pesquisadores ligados diretamente às grandes barragens brasileiras que utilizaram este material em sua construção (Scandiuzzi e Andriolo, 1981; Saad et al., 1983 a; Saad et al., 1983 b; Zampieri, 1989). Igualmente relevantes foram as iniciativas patrocinadas pelas fábricas brasileiras de cimento Portland e pela Associação Brasileira de Cimento Portland (Zampieri, 1989). Na Tabela 3.2, extraída de Saad et al. (1983 b) são apresentados exemplos de obras em barragens, onde é possível se observar o uso intenso de argila calcinada como pozolana. 42 Tabela 3.2 – Dados gerais de barragens construídas no Brasil (Saad et al., 1983 b). Barragem Período de construção Volume total Quantidade Total de de concreto total de pozolana por m 3 (m 3) pozolana (t) de concreto (kg) Jupiá (MS) 1962 – 1969 1.600.000 44.000 27 Ilha Solteira (MS) 1968 – 1968 3.750.000 148.000 40 Capivara (SP) 1970 – 1975 680.000 12.000 17 Água Vermelha (MG) 1973 – 1979 1.560.000 65.000 40 3.1.1. Metacaulinita Dentre todos os solos argilosos, os cauliníticos são os mais comuns, e portanto, amplamente utilizados para a obtenção de pozolanas. Inúmeros são os trabalhos de pesquisa sobre o potencial e a influência em concretos e argamassas da metacaulinita * (solo caulinítico calcinado). Estudos realizados por Murat (1983 b), de Silva e Glasser (1992), Caldarone et al. (1994) e Zhang e Malhotra (1995) apontaram para a elevada atividade pozolânica e excelente potencial de utilização da metacaulinita como aditivo mineral para a produção de concretos de alto desempenho, com resultados similares aos obtidos em concretos com sílica ativa. Saad et al. (1983 b) destaca a grande utilização desta pozolana nas décadas de 60 e 70 na construção de algumas grandes barragens no Brasil, substituindo cerca de 30%, em volume, de cimento para concretos massa e cerca de 20% para concretos estruturais. A desidroxilação da caulinita ocorre conforme a Equação (3.4), em torno de 500oC. A fase metacaulinita, contendo sílica e alumina em elevado estado de desordem é responsável pela atividade química. Havendo uma persistência na queima para temperaturas acima de 900oC ocorre formação de novos compostos cristalinos estáveis, de menor superfície específica, ocasionando, portanto, uma queda considerável na atividade da pozolana (Salvador, 1985; Souza Santos, 1989). De acordo com Souza Santos (1966) é * A terminologia “metacaulim” é também utilizada para designar pozolanas produzidas a partir de argilas predominantemente cauliníticas. 43 lícito concluir que a componente das argilas cauliníticas responsável pela atividade pozolânica é a metacaulinita. Al2O3.2SiO2.2H2O → Al2O3.2SiO2 + H2O (caulinita) (metacaulinita) (3.4) (gás) (Representação abreviada: AS2H2 → AS2 + H) De acordo com Wild et al. (1996 a), a substituição parcial de cimento Portland por metacaulinitas ocasiona, devido ao efeito microfíler, um acréscimo imediato na resistência do concreto, já verificado nas primeiras 24 horas, e um efeito posterior devido à ação pozolânica, que atinge o seu máximo entre 7 e 14 dias. Além do silicato de cálcio hidratado (C-S-H), os principais produtos hidratados formados, à temperatura ambiente, pelas reações pozolânicas da metacaulinita são os seguintes, segundo Murat (1983 a) e de Silva e Glasser (1992): AS2 + 6 CH + 9 H → C4AH13 + 2 CSH (3.5) AS2 + 5 CH + 3 H → C3AH6 + 2 CSH (3.6) AS2 + 3 CH + 6 H → C2ASH8 + CSH (3.7) Segundo Zampieri (1989), em alguns casos, desde que haja disponibilidade de SO3, podem se formar ainda etringita e monossulfoaluminato de cálcio. Estudos realizados por Curcio et al. (1998) com quatro diferentes tipos de metacaulim, além de sílica ativa, em substituição parcial de 15% da massa de cimento, em argamassas de alto desempenho, revelaram a influência da finura do aditivo na resistência à compressão. A Figura 3.4 ilustra os resultados obtidos, onde observa-se que, nas idades inicias, as argamassas contendo os metacaulins de maior superfície específica (1, 2 e 3), apresentam valores de resistência 44 superiores aos obtidos para as argamassas de referência e contendo sílica ativa *. Mesmo para idades avançadas, as amostras com metacaulim e sílica ativa apresentam valores de resistência similares. Resultados semelhantes foram obtidos em concreto por Zhang e Malhotra (1995) e Wild et al. (1996 a). água/aglomerante = 0,33 S u p e r f í c i e e s p e c í f i c a - B E T ( m 2/ k g ) : metacaulim 1 - 19800 metacaulim 2 - 13900 Resistência à compressão (MPa) metacaulim 3 - 14700 metacaulim 4 - 12700 sílica ativa - 18200 120 110 100 90 80 1 10 100 1000 Tempo de cura (dias) metacaulim 1 metacaulim 2 metacaulim 3 metacaulim 4 sílica ativa cimento Portland - 100% Figura 3.4 – Resistência à compressão de argamassas contendo metacaulim e sílica ativa (Curcio et al., 1998). A Figura 3.5 evidencia um aspecto importante de misturas de cimento Portland e metacaulinita: o efeito de aceleração das reações de hidratação. Este efeito ocorre devido à ação dispersante desta pozolana sobre as partículas de cimento, atuando, desta forma, como um agente de nucleação na matriz cimentícia (Frías e Cabrera, 2000). Para Zhang e malhotra (1995) o rápido consumo de hidróxido de cálcio pela metacaulinita, realizado no período inicial de hidratação, densifica a matriz cimentícia limitando a mobilidade iônica necessária às reações pozolânicas, que poderiam gerar um incremento maior de resistência em idades elevadas. * Sílica ativa é a terminologia brasileira adotada para a microsilica ou silica fume. relação água/aglomerante - 0,55 superfície específica (BET) - 15500 m2/kg 25 2 (%) 45 Quantidade de Ca(OH) 20 15 10 5 0 0 2 4 6 8 Tempo de hidratação (dias) metacaulinita - 0% metacaulinita - 10% metacaulinita - 15% metacaulinita - 20% Figura 3.5 – Evolução do hidróxido de cálcio com o tempo de hidratação (Frías e Cabrera, 2000). Ramlochan et al. (2000) verificaram a eficácia de um metacaulim no controle da expansão proporcionada pela reação álcali-sílica no concreto. Observa-se que, com substituições de 15% a 20% de cimento por metacaulim, há uma redução significativa nas concentrações dos íons OH-, Na+, e K+ na solução dos poros do concreto, contribuindo para a diminuição do pH da solução. A Figura 3.6 apresenta a evolução da expansão de prismas de concreto (75 mm x 75 mm x 300 mm) contendo metacaulim, cimento Portland do tipo I e agregado de cálcareo altamente reativo. 46 0,30 Expansão (%) 0,25 0,20 0,15 0,10 0,05 0,00 0 200 400 600 800 Idade (dias) metacaulim - 0% metacaulim - 5% metacaulim - 15% metacaulim - 20% metacaulim - 10% Figura 3.6 – Evolução da expansão de prismas de concreto contendo metacaulim (Ramlochan, 2000). A temperatura ótima de ativação depende das características do solo utilizado como matéria-prima. A faixa ideal sugerida por de Silva e Glasser é a compreendida entre 700oC e 800oC. He et al. (1995 a) encontrou para a temperatura de 650oC os melhores resultados de resistência à compressão. O teor de substituição também influência as propriedades do concreto. Wild et al. (1996 a) apontam 20% de substituição de cimento por metacaulinita como um patamar acima do qual a resistência diminui para todas as idades ensaiadas, conforme Figura 3.7. 47 Resistência à compressão (MPa) 90,00 80,00 70,00 60,00 50,00 40,00 0 5 10 15 20 25 30 Teor de metacaulinita (%) 07 dias 14 dias 28 dias 90 dias Figura 3.7 – Resistência à compressão de concretos com metacaulinita (Wild et al., 1996 a). Mesmo com todas as melhorias provenientes do uso da metacaulinita em concretos e argamassas, sua utilização não é tão freqüente quando comparada com outras pozolanas, como sílica ativa e cinza volante. De acordo com Palomo et al. (1999) tal fato se deve ao alto custo relativo de processamento deste aditivo. O crescente de uso de resíduos da indústria cerâmica poderá vir a mudar este quadro, já que trariam uma substancial redução no custo. Várias pesquisas apontam para esta utilização (Wild et al., 1996 b; Baronio e Binda, 1997; Ay e Ünal, 2000; Mostafa et al., 2001; O’Farrell et al., 2001; Cordeiro et al., 2001). 3.2. SÍLICA ATIVA A sílica ativa é sub-produto do processo de fabricação de do silício metálico ou ligas de ferro-silício em grandes fornos elétricos a arco voltaico. O silício metálico é produzido pela redução do quartzo em presença de carvão (e de ferro para a produção das ligas) em temperaturas de aproximadamente 2000oC. Durante o processo o monóxido de silício (SiO) se desprende na forma de gás, se oxida e se condensa na forma de partículas esféricas extremamente pequenas de sílica amorfa (SiO2). O material é então removido por filtração dos gases de exaustão em filtros manga e possuem um diâmetro médio da ordem de 0,1 µm 48 (cerca de 100 vezes menor que o diâmetro médio das partículas de cimento) e superfície específica da ordem de 20000 m2/kg (ACI 226, 1987; Lewis, 1996; Neville, 1997; NBR 13956, 1997). O elevado teor de SiO2 amorfo, a forma esférica das partículas e grande finura apresentada pela sílica ativa faz com que este material apresente uma excelente atividade pozolânica, e consequentemente ótimo desempenho na confecção de concretos de alto desempenho. Essa alta reatividade possibilita a formação de silicato de cálcio hidratado adicional, que é o principal responsável pela resistência do concreto, como já foi abordado anteriormente. A Figura 3.8 mostra esquematicamente o efeito de densificação da pasta proporcionado pelo uso de sílica ativa e aditivo superplastificante (Amaral, 1988). A ação conjunta da reação pozolânica e do efeito microfíler responde pela elevação da resistência e aumento da durabilidade do concreto. (a) (b) (c) sílica ativa grão de cimento Figura 3.8 – Representação esquemática de partículas de cimento Portland numa pasta sem aditivos (a), com aditivo superplastificante (b) e com aditivo superplastificante e sílica ativa (c) – Amaral (1988); Aïtcin (1998). A adição de sílica ativa ao concreto interfere na movimentação das partículas de água em relação aos sólidos da mistura, reduzindo ou eliminando o acúmulo de água livre que normalmente fica retido sob o agregado. Além disso, a sílica ativa preenche os vazios deixados pelo cimento próximos à superfície do agregado, interferindo no crescimento e no grau de orientação dos cristais de hidróxido de cálcio junto ao agregado. A ação desses fatores em conjunto com a 49 redução da concentração de Ca(OH)2 (devido à atividade pozolânica) proporciona uma melhora significativa na zona de transição pasta-agregado, refletindo num aumento de desempenho do concreto tanto sob o ponto de vista de resistência como de durabilidade (Dal Molin, 1995). A Figura 3.9 ilustra a influência positiva da sílica ativa na durabilidade do concreto. Com a substituição de 10%, em massa, de cimento por sílica ativa, observa-se uma redução significativa na porosidade das pastas hidratadas (Hassan et al., 1984). 9 Porosidade (%) 8 7 6 5 4 1 10 100 1000 Idade (dias) Concreto sem adição Concreto com sílica ativa (10%) Figura 3.9 – Redução da porosidade do concreto com e sem substituição de 10% de cimento Portland por sílica ativa, com o tempo (Hassan et al., 2000). O uso de sílica ativa no concreto aumenta a demanda de água (ACI 363, 1991). Isto se deve a sua elevada superfície específica, aliada à possibilidade de formação de grumos de partículas. Desta forma, torna-se imprescindível a utilização de aditivos redutores de água, para garantir, mesmo com relações água aglomerante baixas, um concreto com trabalhabilidade satisfatória. Aïtcin (1998) comenta que devido ao tamanho reduzido de suas partículas, a adição de sílica ativa reduz drasticamente tanto a exsudação quanto a segregação no concreto. A Figura 3.10, apresentada por Dal Molin (1995), mostra os resultados do estudo de Bilodeau, onde é possível observar uma 50 redução da taxa de exsudação superior a 90% quando se substitui 10% da massa Exsudação (cm /cm ) x 10 de cimento por sílica ativa. 200 150 100 50 0 0 50 100 150 200 250 300 Tempo (min) Controle Sílica ativa - 5% Sílica ativa - 10% Figura 3.10 – Taxa de exsudação de concretos com e sem sílica ativa (Bilodeau apud Dal Molin, 1995). 51 4. PROGRAMA EXPERIMENTAL Baseado nas discussões apresentadas nos Capítulos 2 e 3, referentes aos materiais constituintes e o processamento do concreto, foi definido o programa experimental. Para alcançar os objetivos deste trabalho foi realizada uma série de ensaios com procedimentos normalizados, conforme as seguintes etapas: • Escolha e caracterização da matéria-prima para a produção da metacaulinita; • Caracterização física e química da metacaulinita; • Caracterização dos demais materiais empregados na confecção das argamassas e concretos; • Verificação da compatibilidade entre o cimento e o superplastificante • Realização dos ensaios de índice de atividade pozolânica; utilizados; • Realização de ensaios de resistência à compressão de corpos-de- prova de argamassa e concreto, confeccionados com diferentes teores de aditivo mineral e ensaiados em diversas idades. A maior parte deste programa foi desenvolvida no Laboratório de Engenharia Civil da Universidade Estadual do Norte Fluminense. Alguns ensaios de caracterização dos materiais empregados foram realizados em outros laboratórios que serão especificados no decorrer do texto. 52 4.1. DEFINIÇÃO DA MATÉRIA-PRIMA A escolha da metacaulinita como pozolana deve-se principalmente à disponibilidade de jazidas argilosas em Campos dos Goytacazes, oriundas do transporte e acúmulo de sedimentos na planície aluvionar do Rio Paraíba do Sul. Além disso, o trabalho consiste em uma nova proposta para o aproveitamento deste material. Neste contexto, duas amostras, denominadas de amostra 1 e amostra 2, foram coletadas de jazidas distintas, nas localidades de Goytacazes e Donana, respectivamente. Esses solos, após caracterização granulométrica e mineralógica, por difratometria de raios-X, foram processados e comparados, levando-se em conta, o índice de atividade pozolânica com cimento Portland (NBR 5752, 1992). A amostra 1 foi retirada de perfil a 3,0 m da superfície, enquanto a amostra 2 estava a uma profundidade de 2,6 m (Figura 4.1). (a) (b) Figura 4.1 – Jazidas argilosas das amostras 1 (a) e 2 (b). As duas amostras apresentam suas frações argilosas compostas predominantemente pelo argilomineral caulinita, conforme mostram os difratogramas das Figuras 4.2 e 4.3. Também foram identificados traços de ilita e gibsita (Al(OH)3). A separação da fração argila consistiu de: tratamento da amostra com NaOH 1 N; separação da areia por meio de peneiramento; decantação do silte; sifonamento da suspensão contendo argila; floculação com HCl; e lavagem em água destilada. Após a separação, a argila foi concentrada por meio de centrifugação a 1500 rpm durante 10 minutos. 53 Para as análises de difratometria de raios-X*, foram tomadas alíquotas da suspensão de argila para preparar as lâminas. Utilizou-se o difratômetro Seifert, modelo URD 65 (software APX 63), do Laboratório de Ciências Físicas da UENF. Para a interpretação dos resultados difratométricos utilizou-se os dados dos arquivos do Joint Committee on Powder Standards (JCPDS, 1995). c c c – caulinita g - gibsita g g Figura 4.2 – Difratograma de raios-X da amostra 1. c c – caulinita g – gibsita i – ilita c g i i i i i g Figura 4.3 – Difratograma de raios-X da amostra 2. Os solos das amostras 1 e 2 apresentam 63% e 88% de argila, respectivamente. As composições granulométricas foram determinadas segundo os requisitos da (NBR 7181, 1984), e estão representadas na Figura 4.4. * Condições experimentais: anodo de Cu; monocromador de grafite; tensão de 35 kV; corrente de 40 mA. 54 Porcentagem passante 100 80 60 40 20 0 1 10 100 1000 Diâmetro médio das partículas (mm) Amostra 1 - Teor de argila: 63% Amostra 2 - Teor de argila: 88% Figura 4.4 – Curvas granulométricas das amostras de solos argilosos. A amostra 2 foi selecionada para a produção da metacaulinita que será utilizada nos ensaios em concretos e argamassas, em função de seu índice de atividade pozolânica (detalhado no ítem 5.2 do Capítulo 5). 4.2. PRODUÇÃO DA METACAULINITA A produção da metacaulinita seguiu os procedimentos estabelecidos por Andriolo (1999), cuja seqüência é apresentada na Figura 4.5. 55 Solo Argiloso "in natura" Secagem em estufa 110 ± 5°C Homogeneização Análise química Ensaios físicos Moagem inicial Queima Temperatura ± 10°C Moagem final Peneiramento Ensaios físicos Análise química Figura 4.5 – Fluxograma de produção da metacaulinita (adaptado de Andriolo, 1999). Os solos argilosos sofreram um processo de secagem em estufa, a 110oC ± 5oC, por um período de 24 horas, seguido de uma homogeneização. As massas específicas, obtidas pelo método do picnômetro (NBR 6508, 1984) foram de 2570 kg/m3 e 2530 kg/m3, para as amostras 1 e 2, respectivamente. A moagem inicial foi efetuada em um moinho de bolas (marca Sonnex, 14 kg por batelada – Figura 4.6) com 300 rotações. A moagem final, se deu após a queima das amostras no mesmo moinho com 1000 rotações. Este procedimento associa-se ao melhor aproveitamento do processo de queima, conferindo maior homogeneidade ao material. Observou-se que o material resultante da moagem com 300 e até mesmo 500 rotações apresentava partículas com dimensões superiores a 2,4 mm. Na moagem com 1000 rotações este efeito não foi observado. 56 Figura 4.6 – Moinho de bolas utilizado no processo de moagem das amostras. A queima foi efetuada em forno Mufla * (Figura 4.7) nas temperaturas de 550oC, 650oC, 750oC, 850oC e 950oC, com o objetivo de induzir na pozolana diferentes graus de desarranjo cristalino. A escolha de tais temperaturas foi orientada pelas análises térmica diferencial e de difratometria de raios-X. O ciclo de queima empregado foi lento com patamar de 3 horas na temperatura desejada (Figura 4.8). Vale ressaltar que utilizou-se para algumas queimas, realizadas no início da pesquisa, patamares menores, com 01 e 02 horas. Entretanto, o aspecto apresentado pelo material calcinado, para estes períodos, não foi uniforme, revelando uma queima ineficiente. Com 03 horas de queima este efeito não foi observado. Figura 4.7 – Forno tipo Mufla utilizado para a queima das amostras. * Forno Mufla de laboratório, marca Quimis, com aquecimento elétrico e temperatura máxima de 1200oC. Tdesejada Temperatura ( o C) 57 110oC 0 2 4 6 8 10 12 14 16 Tempo (h) Figura 4.8 – Ciclo de queima utilizado. As curvas de análise térmica diferencial*, ilustradas na Figura 4.9, apresentam picos endotérmicos (em torno de 260oC e 490oC) e exotérmicos (em torno de 960oC) típicos de argilas cauliníticas, contendo gibsita (Souza Santos, 1989). Nas temperaturas de 260oC e 262oC, para as amostras 1 e 2, respectivamente, ocorre a perda de OH estrutural, sob a forma de água, na gibsita. Os picos endotérmicos nas temperaturas de 500oC (amostra 1) e 491oC (amotra 2) indicam a desidroxilação da caulinita, formando-se a metacaulinita. Este evento, registrado nas curvas termodiferenciais por intensos picos, servem para caracterizar a temperatura mínima para o desarranjo do retículo cristalino da caulinita. Os picos exotérmicos em 960oC e 970oC (amostras 1 e 2, respectivamente) são indicativos do início da recristralização das caulinitas a partir das metacaulinitas previamente formadas. Com isso, a faixa compreendida entre as temperaturas de 550oC a 950oC pode ser utilizada para a produção do aditivo mineral a partir dos dois solos argilosos. * Os ensaios de análise térmica diferencial foram realizados pela ABCP/SP, q ue utiliza o aparelho de análise RIGAKU, modelo Thermoflex da ABCP/SP. 58 960oC Amostra 1 260oC Taxa de aquecimento: 10 o C/min Sensibilidade: 100 µ v 500oC Termopar: platina ródio Inerte: corindon (Al2 O 3 ) 970oC Amostra 2 262oC 491oC 0 200 400 600 800 1000 1200 Temperatura (oC) Figura 4.9 – Análise térmica e diferencial das argilas cauliníticas. Segundo Scandiuzzi e Andriolo (1981), uma argila bem queimada, quando submetida a análise térmica diferencial, não deve apresentar os picos endotérmicos, devendo porém, revelar o pico exotérmico em torno de 950oC. A Figura 4.10 apresenta o resultado da análise térmica para o metacaulim queimado à 650oC, onde verifica-se apenas uma reação exotérmica a 966oC, típica da nucleação da mulita a partir da metacaulinita. 9 6 6 oC Taxa de aquecimento: 10 o C/min Sensibilidade: 100 µ v Termopar: platina ródio Inerte: corindon (Al2 O 3 ) 0 200 400 600 800 1000 1200 o Temperatura ( C) Figura 4.10 – Análise térmica diferencial da metacaulinita queimada à 650oC. 59 Os difratogramas da Figura 4.11 confirmam a perda de cristalinidade aos raios-X da caulinita na faixa compreendida entre 450oC e 550oC, para a amostra 2. c c – caulinita i – ilita g – gibsita c i g i i i g 110oC o 450 C 550oC Figura 4.11 – Difratogramas de raios-X da amostra 2 nas temperaturas de queima de 110oC, 450oC e 550oC. Após queima e moagem, as amostras foram submetidas a um processo de peneiramento mecânico em malha de 75 µm (peneira ABNT no. 200). Nesta etapa foram produzidos 2 kg de metacaulinita a partir das duas amostras para os ensaios de índice de atividade pozolânica. Os valores de massa específica (NBR 6508, 1984) determinados para as metacaulinitas foram de 2510 kg/m3 e 2440 kg/m3, para as amostras 1 e 2 respectivamente. A metacaulinita da amostra 2 mostrou-se mais reativa de acordo com os procedimentos adotados. Completou-se a caracterização desta amostra na temperatura de queima que apresentou os melhores resultados de pozolanicidade (650oC)*. Com o objetivo de avaliar a influência da finura da metacaulinita na sua atividade pozolânica com cimento, foram também produzidas pozolanas com o material que passa na peneira de malha 250 µm. 4.3. CARACTERIZAÇÃO DA METACAULINITA 60 Definida a matéria-prima, a ser utilizada para a produção do aditivo mineral, efetuou-se sua caracterização para a confecção de amostras de argamassa e concreto. A distribuição granulométrica, obtida através de analisador de partículas a laser*1 (Laboratório de Cimento da ABCP/SP), utilizando-se álcool anidro como dispersante e ultra-som durante 60 segundos, é apresentada na Tabela 4.1 e na Figura 4.12. A metacaulinita apresenta 1,70% de resíduo na peneira ABNT no. 325 (45 µm)*2. Tabela 4.1 – Distribuição granulométrica da metacaulinita queimada a 650oC e peneirada na malha 75 µm. D(µ µ m) P (%) D(µ µ m) P (%) D(µ µ m) P (%) D(µ µ m) P (%) D(µ µ m) P (%) D(µ µ m) P (%) D(µ µ m) P (%) * 0,04 0,1 0,9 5,2 2,4 19,8 4,6 35,5 9,0 51,3 19,0 74,0 36,0 93,8 0,07 0,2 1,0 6,1 2,6 21,5 5,0 37,6 10,0 53,9 20,0 75,6 38,0 95,3 0,1 0,3 1,1 7,1 2,8 23,2 5,3 39,1 11,0 56,4 21,0 77,1 40,0 96,5 0,2 0,7 1,2 8,1 3,0 24,8 5,6 40,5 12,0 58,9 22,0 78,5 43,0 97,9 0,3 1,2 1,3 9,2 3,2 26,3 6,0 42,1 13,0 61,4 23,0 79,8 45,0 98,6 0,4 1,6 1,4 10,2 3,4 27,8 6,5 44,0 14,0 63,8 25,0 82,3 50,0 99,6 0,5 2,1 1,6 12,2 3,6 29,2 7,0 45,7 15,0 66,1 28,0 85,9 53,0 99,9 0,6 2,7 1,8 14,2 3,8 30,6 7,5 47,2 16,0 68,3 30,0 88,1 56,0 100,0 0,7 3,4 2,0 16,1 4,0 31,9 8,0 48,6 17,0 70,4 32,0 90,2 60,0 100,0 0,8 4,2 2,2 18,0 4,3 33,8 8,5 50,0 18,0 72,2 34,0 92,1 63,0 100,0 Verificar item 5.2 do Capítulo 5 (Índice de atividade pozolânica). O diâmetro das partículas é obtido através da conversão de sinais de distribuição de energia dos anéis de difração do equipamento a laser CILAS – Modelo 1064. *2 Ensaio realizado no Laboratório de Cimento da ABCP/SP utilizando um peneirador aerodinâmico (NBR 12826, 1993) com as seguintes condições experimentais: massa de amostra de 10 g; tempo de ensaio igual a 5 minutos; pressão negativa de 600 mmca (milímetros de coluna d’água). *1 61 Porcentagem passante 100 80 60 40 20 0 0,1 1,0 10,0 100,0 Diâmetro das partículas (µm) Figura 4.12 – Distribuição granulométrica da metacaulinita. A Tabela 4.2 apresenta os valores de dimensão média e a dimensão equivalente a 10% e a 90% de partículas passantes. Tabela 4.2 – Dimensões características da metacaulinita. Diâmetro abaixo do Diâmetro abaixo do Dimensão média (µ µ m) qual encontram-se 10% qual encontram-se 90% das partículas (µ µ m) das partículas (µ µ m) 8,5 1,4 31,8 O resultado da análise química, realizada por espectrometria de raios-X no Laboratório de Cimento da ABCP/SP, encontra-se na Tabela 4.3. O teor de SO3 foi determinado no equipamento SC-432 da Leco. A Figura 4.13 ilustra o aspecto da metacaulinita produzida. 62 Tabela 4.3 – Análise química da matéria-prima e da metacaulinita. Composição química Dióxido de silício Óxido de alumínio Óxido de ferro Óxido de cálcio Óxido de magnésio Trióxido de enxofre Óxido de sódio Óxido de potássio Perda ao fogo (SiO 2) (Al2O3) (Fe2O3) (CaO) (MgO) (SO3) (Na2O) (K2O) (PF) Teor (% em massa) Matéria-prima* Metacaulinita 45,51 50,70 29,51 37,62 3,13 3,74 0,28 0,05 0,56 0,63 0,20 0,11 0,06 0,00 0,55 0,71 17,24 5,08 * Solo argiloso (amostra 2). (a) (b) Figura 4.13 – Metacaulinita (a) e (b). 4.4. CARACTERIZAÇÃO DOS MATERIAIS EMPREGADOS A escolha dos materiais utilizados na confecção de pastas, argamassas e concretos levou em conta um dos objetivos desta pesquisa, que é avaliar a viabilidade de produção de concreto de alto desempenho utilizando materiais do município. A representação esquemática do município de Campos dos Goytacazes, ilustrada na Figura 4.14, mostra os locais de coleta dos agregados e dos solos argilosos utilizados na fabricação da metacaulinita. 63 Espírito Santo N Município de Campos dos Goytacazes/RJ Areal Oceano 10000 m Atlântico Rio Paraíba do Sul . Lagoa de Cima . . Área urbana BR 101 Lagoa Feia RJ 256 Pedreira Jazida argilosa Figura 4.14 – Representação esquemática dos locais de coleta dos materiais naturais. 4.4.1. Cimento Portland O cimento empregado foi do tipo composto (tipo II), com escória granulada de alto-forno, classe 32, disponível em qualquer ponto da cidade e cujas características constam na Tabela 4.4. Foram utilizados cimentos de dois lotes de fabricação, denominados de lotes 1 e 2. Com o cimento do lote 1 foram confeccionadas argamassas para os ensaios de índice de atividade pozolânica com cimento e de resistência à compressão. Utilizou-se o cimento Portland do lote 2 para os teste de compatibilidade cimento-superplastificante e para os ensaios de resistência à compressão em concreto. Não há, contudo, uma diferença considerável entre os valores apresentados para os cimentos dos lotes 1 e 2. 64 Tabela 4.4 – Características dos cimentos Portland CP II E 32 utilizados. Propriedade Peneira 75 µm (%) Peneira 45 µm (%) Superfície específica (m2/kg) Início de pega (h : min) Fim de pega (h : min) Massa específica (kg/m 3) Resistência aos 3 dias (MPa) Resistência aos 7 dias (MPa) Resistência aos 28 dias (MPa) Expansibilidade à quente (mm) Gesso (%) Calcário (%) Escória (%) MgO (%) CaO livre (%) SO3 (%) Resíduo insolúvel (%) Perda ao fogo (%) Cimento Lote 1 2,50 12,30 317 03 : 19 04 : 30 3140 24,10 29,50 37,10 0,50 2,90 10,0 13,80 1,50 2,00 2,82 0,59 4,15 Cimento Lote 2 2,30 11,60 318 03 : 02 04 : 05 3140 24,70 30,00 37,90 0,50 2,80 10,0 12,10 1,61 1,60 2,74 0,57 4,21 É possível observar que todos os valores apresentados na Tabela 4.4 atendem às exigências da NBR 11578 (1991). Ressalta-se que os valores de resistência à compressão dos cimentos ensaiados foram superiores aos estabelecidos por norma. 4.4.2. Agregados Os agregados graúdos produzidos atualmente no município são provenientes da britagem de rochas de dois maciços rochosos, um composto por granito e outro de charnoquito com intrusões de leptinito. Optou-se pela brita granítica por sua homogeneidade, visto que para a obtenção do outro agregado são britadas em conjunto duas rochas diferentes. Amostras do agregado granítico foram coletadas, conforme a NBR 7216 (1987) e a NBR 9941 (1997), para a realização dos ensaios de caracterização física, mecânica e mineralógica e também para a produção dos concretos (Figura 4.15). Blocos de aproximadamente 30 cm x 30 cm x 40 cm foram coletados para os ensaios de abrasão Los Angeles e de resistência à 65 compressão simples e módulo de deformabilidade. Estes ensaios, juntamente com a diagnose petrográfica, foram realizados no Departamento de Geologia do Instituto de Geociências da Universidade Federal do Rio de Janeiro. Figura 4.15 – Coleta de amostras de granito para caracterização física, mecânica e mineralógica; aspecto da jazida. De acordo com a diagnose petrográfica a rocha pode ser classificada como um granito, pois apresenta textura inequigranular, hipidiomórfica, sendo seu estado de cor aproximadamente 5%. A composição mineralógica do granito encontra-se na Tabela 4.5. Tabela 4.5 – Composição mineralógica do granito. Mineralogia Álcali feldspatos Quartzo Plagioclásios Biotita Apatita, zircão, alanita e opacos Mica branca, carbonatos e epidotos Clorita Composição Modal 40% 35% 15% 5% 1% 3% 1% O ensaio de Abrasão Los Angeles foi executado segundo a NBR 6465 (1984), com graduação A dos agregados. A preparação dos corpos-de-prova para o ensaio de resistência foi feita de acordo com as recomendações da International Society for Rock Mechanics (ISRM, 1978), que são semelhantes às propostas pela NBR 10341 (1988). Os corpos-de-prova cilíndricos, de dimensões NX, foram ensaiados saturados e com taxa de carregamento que produziu a ruptura entre 5 e 10 minutos. Os módulos de deformabilidade tangente são apresentados na 66 Tabela 4.6, juntamente com as demais características do agregado graúdo, e foram calculados para tensão correspondente a 50% da tensão de ruptura. A Figura 4.16 mostra um dos cinco corpos-de-prova utilizados no ensaio. Tabela 4.6 – Características físicas, granulométricas e mecânicas do agregado graúdo. Abertura da Massa retida peneira (mm) (g) 25,0 0,00 19,0 394,49 9,5 7614,84 4,8 1756,10 2,4 216,33 Fundo de peneira 18,25 Dimensão máxima característica Módulo de finura Classificação ABNT (NBR 7211, 1983) Massa específica Forma Abrasão Los Angeles Resistência à compressão Massa unitária compactada (a) Material retido acumulado (%) 0,0 3,4 80,1 97,7 99,8 100,0 19,0 mm 6,82 Brita 1 2648 kg/m 3 Cúbica 33 % 119 MPa 1470 kg/m 3 (b) Figura 4.16 – Corpo-de-prova NX de granito antes (a) e após ruptura (b) por compressão simples. O agregado miúdo utilizado nos concretos foi uma areia quartzosa lavada proveniente do Rio Paraíba do Sul. Optou-se pela areia mais grossa que apresentasse módulo de finura maior que 3. As características físicas e granulométricas do agregado miúdo encontram-se na Tabela 4.7. Em todos os ensaios de índice de atividade pozolânica e de resistência à compressão em argamassas, os corpos-de-prova foram confeccionados com Areia Normal 67 Brasileira (NBR 7214, 1982), proveniente do Rio Tietê, produzida e fornecida pelo Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A. (IPT). Tabela 4.7 – Características físicas e granulométricas do agregado miúdo. Abertura da Massa retida peneira (mm) (g) 6,30 0,00 4,80 17,20 2,40 137,84 1,20 302,32 0,60 228,00 0,30 236,00 0,15 72,00 Fundo de peneira 6,64 Dimensão máxima característica Módulo de finura Classificação ABNT (NBR 7211, 1983) Massa específica Material retido acumulado (%) 0,0 1,7 15,5 45,7 68,5 92,1 99,3 100,0 4,80 mm 3,23 Areia grossa (zona 4) 2604 kg/m 3 Ressalta-se que todos os agregados pertenceram a um único lote e foram secos em estufa, a uma temperatura de 110oC ± 5oC por 12 horas, para remoção da umidade residual. Os agregados graúdos, antes da secagem, foram lavados para eliminar o material pulverulento presente em sua superfície. Em seguida foram armazenados em sacos plásticos no interior do laboratório antes de serem utilizados nos concretos e argamassas. 4.4.3. Sílica Ativa A sílica ativa foi empregada em função de suas características de pozolana altamente reativa e devido ao fato de ser um aditivo bastante conhecido e pesquisado, sendo utilizada correntemente na fabricação de concreto de alto desempenho. Utilizou-se uma sílica ativa fornecida por uma indústria nacional, comercializada em forma de pó, não condensada, proveniente de um mesmo lote de produção. Suas características, fornecidas através de relatório de ensaios da indústria, encontram-se na Tabela 4.8. 68 Tabela 4.8 – Características da sílica ativa. Análise física Umidade 0,34(%) Densidade aparente 152,6 (kg/m 3) Massa específica 2200 (kg/m 3) Análise química (%) SiO 2 94,15 Fe2O3 0,09 Al2O3 0,04 CaO 0,14 MgO 0,33 Na2O 0,07 K2O 1,21 MnO 0,05 P2O5 0,30 Perda ao fogo 0,17 A caracterização mineralógica foi realizada por difratometria de raios-X numa alíquota do pó. O espectro de difração dos raios-X da amostra de sílica ativa (Figura 4.17) identifica que a mesma é composta essencialmente de sílica não cristalina. Figura 4.17 – Difratograma de raios-X da sílica ativa. 4.4.4. Aditivo Superplastificante Empregou-se na confecção dos concretos aditivo superplastificante a base de condensados sulfonados de melamina-formaldeído. Suas características básicas, fornecidas pelo fabricante, constam na Tabela 4.9. O teor de sólidos foi verificado pela secagem do material em estufa, a uma temperatura de 110oC ± 5oC, até a evaporação total da água e constância de massa. O valor determinado em laboratório foi igual ao fornecido pelo fabricante. Todo o superplastificante utilizado foi do mesmo lote de fabricação. 69 Tabela 4.9 – Características do aditivo superplastificante. Massa específica pH Percentual de sólidos Cor 1120 kg/m 3 9,0 20,0 amarelado 4.4.5. Água A água utilizada na confecção dos concretos e cura dos concretos e argamassas foi proveniente da rede de abastecimento do município. Nos corposde-prova utilizados nos ensaios de índice de atividade pozolânica e de resistência à compressão de argamassas utilizou-se água destilada, livre de sais, hidratos de carbono e íons de cloro. 4.5. ENSAIO DE COMPATIBILIDADE ENTRE CIMENTO E SUPERPLASTIFICANTE A interação entre o cimento Portland composto e o aditivo superplastificante foi avaliada nesta etapa do programa experimental, através do ensaio em pasta, baseado no método do miniabatimento, também denominado método de Kantro. A execução simples e a necessidade de pouco material para sua realização são as principais vantagens do método. O ensaio de Kantro utiliza um tronco de cone com as seguintes dimensões internas: diâmetro superior de 20 mm, diâmetro inferior de 40 mm e altura de 60 mm. As pastas foram preparadas com uma relação água/cimento igual a 0,40 e teores de superplastificante de 0%, 1%, 2% e 3% (da massa de cimento). O processo de mistura dos componentes, idêntico para todas as pastas, seguiu as seguintes etapas: • Mistura manual dos componentes por 1 minuto; • Um período de 30 segundos em velocidade baixa no misturador; 70 • Parada de 1 minuto. Nesta etapa, é retirada, com o auxílio de uma espátula, a pasta aderida às paredes da cuba e à pá; • Mistura final com o misturador na velocidade alta, por 2 minutos. O ensaio foi realizado conforme procedimentos descritos por Aïtcin (1998) e Bucher (1988). A metodologia consiste na utilização de uma placa de acrílico sobre um folha de papel milimetrado em uma bancada previamente nivelada. Preenche-se o molde do miniabatimento, disposto no centro da placa, com a pasta. Após dez batidas de uma espátula no topo do molde, este é levantado (em aproximadamente 3 segundos), de tal forma que a pasta se espalhe na placa de acrílico. Com 1 minuto de espalhamento, dois diâmetros ortogonais são medidos e a média destes dois valores calculada. A área de espalhamento é calculada a partir do diâmetro médio medido. Calculou-se, então, a área de espalhamento da pasta para os períodos de 10 min, 30 min, 45 min e 85 min, após a mistura dos materiais, conforme ilustra a Figura 4.18. Ressalta-se que não houve reutilização da pasta após a medição de seu espalhamento. A temperatura foi mantida constante em 24oC durante todos os ensaios. (a) (b) Figura 4.18 – Materiais empregados no ensaio de miniabatimento (a); Espalhamento da pasta após o ensaio (b). A Tabela 4.10 apresenta as proporções dos materiais constituintes das pastas com diferentes teores de superplastificante. 71 Tabela 4.10 – Dosagem de material para as pastas dos ensaios de miniabatimento. Mistura Cimento (g) SP 0%* SP 1% SP 2% SP 3% 600,0 600,0 600,0 600,0 Superplastificante (ml) – 26,79 53,57 80,36 Água (ml) 240,0 216,0 192,0 168,0 * Percentual de superplastificante em relação à massa de cimento Portland. Para mostrar a tendência dos grãos de cimento Portland a flocularem em presença de água e a eficiência do superplastificante para a defloculação das partículas de cimento, um experimento muito simples foi executado, conforme metodologia empregada por Aïtcin (1998). Colocou-se em dois béqueres amostras contendo 25 gramas de cimento. O primeiro béquer de 500 ml é completado com água, enquanto que o outro contém água, cimento e 5 ml de superplastificante. Após a mistura, por agitação, de 1 minuto, para total homogeneização da mistura, as soluções foram deixadas em repouso por 24 horas, com observações ao longo do período. A dosagem de superplastificante utilizada é deliberadamente 10 vezes maior que as dosagens usuais em concreto de alto desempenho, porém, com tal adição é possível eliminar qualquer tendência das partículas de cimento a flocularem em soluções dispersas como essas (Aïtcin, 1998). 4.6. ENSAIO DE ÍNDICE DE ATIVIDADE POZOLÂNICA Dois objetivos motivaram a realização dos ensaios de índice de atividade pozolânica: a determinação da metacaulinita mais reativa em combinação com o cimento Portland; e a verificação da temperatura de queima e da finura de maior pozolanicidade deste material. O índice de atividade pozolânica é um parâmetro muito importante na avaliação da reatividade de um material a ser utilizado como aditivo mineral em concretos e argamassas. Existem diversos métodos normalizados no Brasil e no exterior para a determinação da atividade pozolânica, estando todos baseados na 72 determinação da resistência mecânica de argamassas ou em ensaios químicos. Gava (1999) comenta que apesar de estarem baseados apenas nestas duas formas, as diferenças (teor de material pozolânico, condições de cura, idade de ensaio, tipo de cimento) existentes entre ensaios de uma mesma categoria são fatores que contribuem para dificultar a comparação entre pozolanas ensaiadas através de um mesmo ensaio ou de diferentes ensaios. Este mesmo autor afirma que diversos pesquisadores não verificaram relação significativa entre o índice de atividade pozolânica, determinado através do ensaio com cal, com o real desempenho da pozolana no concreto. Por este motivo, o autor sugere a utilização de ensaios com o cimento. Para Swamy (1993) além das características físicas e mineralógicas do aditivo mineral, fatores externos como as características do cimento Portland utilizado, a relação água/aglomerante, a temperatura e condições de cura contribuem em muito para alterar os resultados. Havendo um controle efetivo destes fatores, o ensaio com cimento Portland parece ser a melhor forma de avaliar a pozolanicidade de uma adição mineral. De acordo com Zampieri (1989), a opção pelo ensaio com cimento tem o grande mérito de simular uma situação mais realista, muito embora, a utilização de cimentos de diferentes procedências tendam a apresentar comportamentos também diferenciados. A determinação da atividade pozolânica com cimento Portland, conforme NBR 5752 (1992), consistiu na preparação de argamassas no traço 1 : 3 (cimento Portland : areia Normal). A primeira argamassa contendo somente cimento Portland, enquanto que as demais apresentavam substituição de 35% do volume absoluto de cimento usado na primeira por material pozolânico. A quantidade de água foi determinada para uma consistência fixa de 225 mm ± 5 mm, verificada através do ensaio da mesa de consistência recomendada pela NBR 7215 (1996), conforme ilustra a Figura 4.19. De acordo com esta norma foram moldados três corpos-de-prova, de 50 mm de diâmetro por 100 mm de altura, para cada uma das argamassas (Tabela 4.11). Durante as primeiras 24 horas, os corpos-de-prova foram mantidos nos moldes em câmara úmida, a uma temperatura de 23 oC ± 2oC, sendo desmoldados após 24 horas e colocados em recipientes hermeticamente fechados e estanques à temperatura de 38oC ± 2oC, 73 durante 27 dias. Após os 28 dias de idade, os corpos-de-prova, após resfriamento até a temperatura de 23oC ± 2oC, foram capeados com argamassa de enxofre (MT-3/ABCP, 2000) e levados a ruptura por compressão simples. Preparou-se argamassas com a sílica ativa e as duas metacaulinitas testadas. (a) (b) Figura 4.19 – Medida da consistência de argamassa conforme NBR 7215 (1996). Amostra após socamento (a) e no fim do ensaio (b). Tabela 4.11 – Dosagem de material para argamassas. Mistura Referência Sílica ativa MTC1 650l MTC1 750l MTC1 850l MTC 550u MTC 650u MTC 750u MTC 850u MTC 950u MTC 550n MTC 650n MTC 750n MTC 850n MTC 950n Pozolana (g) – 76,51 87,29 87,29 87,29 84,86 84,86 84,86 84,86 84,86 84,86 84,86 84,86 84,86 84,86 Cimento (g) 312,0 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 202,8 Areia (g) 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 936,0 Água (g) 190,4 255,0 215,0 215,0 215,0 210,8 210,8 210,8 210,8 210,8 218,5 218,5 218,5 218,5 218,5 Flow test (mm) 222 222 226 223 228 227 221 226 226 223 229 226 225 226 223 Relação Água/agl.* 0,61 0,82 0,69 0,69 0,69 0,68 0,68 0,68 0,68 0,68 0,70 0,70 0,70 0,70 0,70 * Relação água/aglomerante equivalente (água/massa total de cimento usada na argamassa de referência); o l Metacaulinita produzida a partir da amostra 1 calcinado à 650 C (material passante na peneira 75 µm); u Metacaulinita que passa na peneira 250 µm calcinado na temperatura indicada, em graus centígrados, produzida a partir da amostra 2; n Metacaulinita que passa na peneira 75 µm calcinado na temperatura indicada, em graus centígrados, produzida a partir da amostra 2. O índice de atividade pozolânica com cimento Portland (NBR 5752, 1992) é dado pela razão, em percentual, entre a resistência média à compressão 74 dos três corpos-de-prova moldados com pozolanas e a resistência média dos três corpos-de-prova moldados somente com o cimento. 4.7. ENSAIOS EM ARGAMASSA O objetivo dos ensaios em argamassa foi o de determinar o teor de aditivo mineral para o qual obtêm-se os melhores resultados de resistência à compressão. Realizou-se os ensaios em argamassa a partir dos resultados obtidos nos ensaios de índice de atividade pozolânica, onde foram selecionadas a metacaulinita e a temperatura de queima que apresentaram os melhores resultados. Os teores de metacaulinita e sílica ativa estão baseados nos valores observados na revisão bibliográfica, com substituições de 10%, 15% e 20% da massa de cimento utilizada na argamassa de referência (sem aditivo). Todas as argamassas apresentaram uma relação água/aglomerante igual a 0,52 e a Tabela 4.12 lista as dosagens de material utilizadas para cada mistura. Tabela 4.12 – Dosagem de material para argamassas. Mistura Cimento (kg) Referência MTC* 10% MTC 15% MTC 20% 1,00 0,90 0,85 0,80 Metacaulinita (kg) – 0,10 0,15 0,20 Areia (kg) Água (kg) 3,00 2,98 2,96 2,95 0,52 0,52 0,52 0,52 * MTC – metacaulinita. Os corpos-de-prova foram preparados conforme às prescrições da NBR 7215 (1996), que consistiu, inicialmente, na mistura em um misturador mecânico de todos os materiais, obedecendo aos seguintes procedimentos: • Mistura de água e cimento Portland na velocidade baixa por 30 segundos, no misturador elétrico; • Após este tempo, sem paralisar a operação de mistura, adiciona-se a areia normal por um período de 30 segundos; 75 • Imediatamente após a colocação da areia passa-se para a velocidade alta, permanecendo por 30 segundos; • Desliga-se o misturador por 1 minuto e 30 segundos. Nos primeiros 15 segundos, é retirada, com o auxílio de uma espátula, a argamassa aderida às paredes da cuba e à pá; • Imediatamente após este período, o misturador é novamente ligado na velocidade alta por 1 minuto. Após a mistura, foi determinado o índice de consistência para cada argamassa. Em seguida foram moldados 9 corpos-de-prova cilíndricos, de 50 mm de diâmetro por 100 mm de altura, para cada combinação, para os ensaios de resistência à compressão nas idades, de 3, 7 e 28 dias. Após a moldagem os corpos-de-prova foram mantidos nos moldes durante 24 horas, à temperatura ambiente, com a face superior protegida por placas de acrílico. Decorrido este tempo, deu-se a desmoldagem e os corpos-de-prova foram mantidos imersos em água saturada de cal até a idade de ensaio. A Figura 4.20 ilustra a moldagem dos corpos-de-prova de argamassa. (a) (b) (c) Figura 4.20 – Moldagem de corpo-de-prova de argamassa (a), (b) e (c). Para o ensaio de resistência à compressão as amostras foram capeadas com uma mistura de enxofre e cimento, aquecida à temperatura de 136oC ± 7oC, com uma espessura máxima admissível de 2 mm, e ensaidas conforme as recomendações da NBR 7215 (1996) e sugestões do MT-3 (ABCP, 2000). A Figura 4.21 apresenta corpos-de-prova de argamassa com 10% de metacaulinita. 76 Figura 4.21 – Corpos-de-prova de argamassa contendo 10% de metacaulinita. 4.8. ENSAIOS EM CONCRETO O proporcionamento dos materiais para a confecção de corpos-deprova de concreto de alto desempenho foi uma das etapas mais importantes do programa experimental. Optou-se por um método híbrido de dosagem, baseado nos métodos de dosagem de concreto de alto desempenho propostos por O’Reilly (1998) e Aïtcin (1998). Desta forma, determinou-se inicialmente a composição ótima de agregados proposta por O’Reilly (1998). A incorporação dos aditivos, com as devidas correções, foi feita de acordo com Aïtcin (19998). Todos os procedimentos empregados durante a confecção dos corposde-prova basearam-se nas técnicas e equipamentos já utilizados na produção dos concretos convencionais e que apresentaram-se condizentes com os estudos citados no Capítulo 2. 4.8.1. Dosagem de concreto de alto desempenho A determinação da composição ótima dos concretos sem e com adições minerais, seguiu os seguintes procedimentos: 77 • Determinação pelo método experimental da relação ótima da mistura de areia e agregado graúdo (45% de areia e 55% de brita); • Determinação da quantidade de água necessária para obter a consistência requerida da mistura de concreto, por meio de traços de concretos experimentais. A consistência do concreto, medida pelo abatimento do tronco de cone (NBR NM 67, 1998) foi fixada em 500 mm ± 100 mm; • Determinação da característica “A”* do agregado granítico; • Determinação do consumo de cimento Portland, para a resistência aos 28 dias de 40 MPa; • Determinação da quantidade de aditivos, com as devidas correções. Ao final dos procedimentos de dosagem, o método propõe uma relação água/cimento de 0,40, com dosagens de água e cimento iguais a 150 kg/m3 e 375 kg/m3, respectivamente. O superplastificante (dosagem de 2% da massa de cimento) foi adicionado em sua forma diluída, sendo corrigida a água. Considerou-se nos cálculos 1% da massa do concreto composta de ar incorporado. As dosagens de areia e brita foram de 848 kg/m3 e 1036 kg/m3, respectivamente. Os passos de dosagem encontram-se descritos, de forma detalhada, no Anexo B. A Tabela 4.13 apresenta os valores finais do proporcionamento dos concretos. As adições minerais substituíram parte do cimento utilizado no concreto de referência. Foram determinadas composições com 5%, 10% e 15% de metacaulinita e 10% de sílica ativa, valores normalmente adotados em pesquisas envolvendo metacaulinita e sílica ativa (conforme Capítulo 3). * Coeficiente que expressa a influência da qualidade da brita no concreto. 78 Tabela 4.13 – Composição dos concretos. Cimento Pozolana (kg) (kg) Referência 12,00 – SA* 10% 10,80 1,20 MTC 05% 11,40 0,60 MTC 10% 10,80 1,20 MTC 15% 10,20 1,80 Mistura Areia (kg) 27,14 26,99 27,07 27,01 26,94 Brita (kg) 33,17 32,93 33,01 33,01 32,93 SP (ml) 1071 1071 1071 1071 1071 Água (ml) 3840 3840 3840 3840 3840 Abatimento (mm) 60 55 55 50 50 SA – sílica ativa. 4.8.2. Processamento do concreto Os procedimentos ora descritos foram empregados em todos os concretos. Para a medição de suas massas os materiais eram homogeneizados e, após medição, acondicionados em sacos plásticos. A operação de mistura dos componentes foi realizada em betoneira de eixo inclinado, com capacidade nominal máxima de 145 litros, com imprimação (traço 1 : 2 : 3, a/c = 0,50). A ordem de colocação dos componentes na betoneira encontra-se descrita na Tabela 4.14. Tabela 4.14 – Ordem de colocação dos materiais na betoneira. Materiais Agregado graúdo e 50% da água Cimento Portland Agregado miúdo Aditivos* e 50% da água Tempo (s) 10 60 180 240 * Nos concretos contendo aditivos minerais estes eram diluídos em 50% da água de amassamento. Feita a mistura, determinou-se, para cada concreto, a consistência do concreto (NBR NM 67, 1998). Em seguida foram moldados corpos-de-prova cilíndricos, em formas metálicas com 100 mm de diâmetro por 200 mm de altura, de acordo com as prescrições da NBR 5738 (1994). O método de adensamento utilizado foi o mecânico, com vibração interna em camada única, promovida por vibrador elétrico de imersão, com agulha de imersão de 25 mm de diâmetro. Os corpos-de-prova, em seguida, foram mantidos nos moldes por 24 horas, com a face coberta por placas de acrílico; depois eles foram desmoldados 79 e conduzidos imediatamente para o tanque de cura, onde permaneceram totalmente imersos em água saturada de cal até a idade dos ensaios de resistência à compressão (NBR 5738, 1994). Antes do ensaio de resistência à compressão, os corpos-de-prova foram capeados com mistura de enxofre e cimento (NBR 5738, 1994; NM 77:96, 1996), procurando-se obter espessuras de capeamento menores que 3 mm. A resistência à compressão foi determinada (NBR 5739, 1994) nas idades de 3, 7, 28 e 91 dias, utilizando 3 corpos-de-prova para cada idade, através da compressão das amostras em uma prensa hidráulica de compressão Soiltest (Figura 4.23), com capacidade máxima de 120 toneladas força (200 kgf/divisão) e uma velocidade de carregamento de 0,5 a 1 MPa por segundo. As idades para realização dos ensaios foram estabelecidas em função das condições materiais e de tempo disponíveis, procurando-se adotar idades comumente utilizadas em análises do comportamento do concreto (a) (b) Figura 4.22 – Ensaio de resistência à compressão. Capeamento de corpo-de-prova (a) e corpo-de-prova na prensa de ensaio (b). Os ensaios de resistência à compressão foram realizados sob controle rigoroso, levando-se em consideração que, todos os procedimentos, desde a confecção dos corpos-de-prova até a ruptura propriamente dita, foram executados por uma só pessoa. A maioria das amostras apresentou, após a ruptura, a forma de dois cones opostos, como mostrado na Figura 4.24. Este fato, como apontado por com Aïtcin (1998) indica que a ruptura aconteceu sob de forma normal. Uma vez que o corpo-de-prova é ensaiado a uma carga de compressão uniaxial, seu 80 diâmetro aumenta na direção perpendicular ao carregamento, mas ao mesmo tempo, desenvolvem-se tensões devido ao atrito entre as extremidades do corpode-prova e os dois pratos da prensa de ensaio, impedindo qualquer deslocamento nessas áreas onde o concreto está confinado. Essas tensões decorrentes do atrito, que tendem a contrabalançar a expansão horizontal natural, criam zonas horizontais de tensões de compressão nas duas extremidades, as quais são responsáveis pela forma cônica da ruptura (Thaulow apud Aïtcin, 1998). (a) (b) Figura 4.23 – Aspecto dos corpos-de-prova após o ensaio de resistência à compressão. Amostra com 15% de metacaulinita rompida aos 91 dias (a); amostra com 10% de sílica ativa rompida aos 28 dias (b). 81 5. APRESENTAÇÃO E ANÁLISE DE RESULTADOS Neste Capítulo serão apresentados os resultados obtidos nos ensaios de compatibilidade entre o cimento e o superplastificante, pozolanicidade e de resistência à compressão em argamassas e concretos. Para garantir a validade das considerações experimentais os dados foram ratificados estatisticamente (ET25/ABCP, 1990), com o uso de 3 exemplares da amostra por variável analisada. Para verificar a variabilidade das médias entre os grupos e a variabilidade das observações dentro dos grupos utilizou-se análise de variância, com nível de significância de 0,05, e teste de Duncan (Gomes, 1990). 5.1 COMPATIBILIDADE ENTRE O CIMENTO E O SUPERPLASTIFICANTE Um dos principais objetivos deste trabalho é verificar a possibilidade de produção de concreto de alto desempenho utilizando materiais disponíveis em Campos dos Goytacazes. Desta forma, são apresentados os resultados de ensaios de compatibilidade entre o cimento Portland CP II E 32 e o superplastificante a base de melamina-formaldeído, através da Tabela 5.1. Tabela 5.1 – Resultados dos ensaios de compatibilidade cimento-superplastificante. Tempo (min) 10 30 45 60 85 Área de espalhamento (cm 2) para os teores de superplastificante SP – 0% SP – 1% SP – 2% SP – 3% 36,76 215,67 305,35 315,17 35,54 212,95 298,89 311,88 35,54 212,95 300,50 311,88 36,76 210,25 298,89 308,61 34,35 210,25 295,68 311,88 82 Pode-se observar claramente, através da Figura 5.1, que a adição de superplastificante à pasta de cimento aumenta consideravelmente a fluidez da mistura, para todos os teores de adição de superplastificante verificados. O aumento da área de espalhamento, quando adicionou-se 1% de superplastificante à pasta, foi de cerca de 500% para a adição de 1% de superplastificante. Para os teores de 2% e 3% o aumento foi superior a 700%, em relação à pasta sem superplastificante. Como aumento relativo da área de espalhamento para as dosagens de 2% e 3% é pequeno (aproximadamente 4%), o percentual de 2%, em relação à massa de material aglomerante, será utilizado em todos os traços de concreto. Ressalta-se que os ensaios de espalhamento em pastas de cimento apresentam apenas uma indicação acerca do desempenho da compatibilidade entre o cimento e o superplastificante em concreto. Observa-se, em geral, que o efeito fluidificante na pasta é mais significativo do que no concreto. T = 23oC 2 ) 350 Área de espalhamento (cm 300 250 200 150 100 50 0 0 20 40 60 80 100 Tempo (min) SP - 0% SP - 1% SP - 2% SP - 3% Figura 5.1 – Resultados dos ensaios de compatibilidade. Como não houve perda de fluidez nas pastas contendo aditivo, como pode ser observado na Figura 5.1, durante o período total de ensaio, para as dosagens testadas o cimento composto e o superplastificante podem ser considerandos compatíveis. 83 Na Figura 5.2 observa-se, através de um experimento muito simples e ilustrativo, proposto por Aïtcin (1998), a tendência de floculação dos grãos de cimento em água (béqueres da direita) e a eficiência do aditivo a base de melamina-formaldeído para deflocular os grãos de cimento (béqueres da esquerda). Após 15 minutos da homogeneização das soluções uma grande parte do cimento, misturado somente com água, havia decantado. Para o mesmo período de tempo não foram observadas, visualmente, diferenças na solução contendo superplastificante. (a) (b) (c) (d) Figura 5.2 – Decantação do cimento Portland em água (provetas à direita) e cimento Portland em água com superplastificante (provetas à esquerda) após: 30 segundos da mistura (a); após 1 minuto (b); após 5 minutos (c); e após 15 minutos (d). Após as 24 horas, observou-se que a solução com superplastificante apresentava ainda partículas de cimento em suspensão, enquanto que na mistura cimento-água o cimento encontrava-se totalmente decantado (Figura 5.3). 84 (a) (b) Figura 5.3 – Decantação do cimento Portland em água (proveta à direita) e cimento Portland em água com superplastificante (proveta à esquerda) após 24 horas (a); detalhe do volume das partículas decantadas (b). 5.2. ÍNDICE DE ATIVIDADE POZOLÂNICA Nos ensaios de índice de atividade pozolânica com cimento Portland foi verificada a influência do tipo de pozolana utilizada. A partir da definição da matéria-prima, determinou-se, através dos resultados de pozolanicidade, a temperatura ideal de queima e a finura da metacaulinita que, dentre as duas testadas, apresentou os melhores resultados. Para a comparação das matérias-primas foram ensaiadas metacaulinitas com temperaturas de queima de 650oC, 750oC e 850oC. Pode-se observar que, para as três temperaturas testadas a metacaulinita, produzida a partir da amostra 2, apresentou os melhores resultados. Os valores obtidos para a pozolana da amostra 1 não apresentaram diferenças significativas, ao nível de 5% de probabilidade (Tabela 5.2 e Figura 5.4), em relação à temperatura de queima, estando em torno do limite inferior estabelecido pela NBR 5752 (1992). Para a amostra de pozolana produzida a partir do solo 2, os valores são significativos, apresentando à 650oC melhor desempenho. Devido ao maior percentual de argila presente na matéria-prima da amostra 2 os resultados são coerentes com a bibliografia pesquisada. Desta forma, esta amostra foi utilizada, exclusivamente, como matéria-prima para a produção da metacaulinita. A partir deste ponto, 85 qualquer menção à metacaulinita neste trabalho será referida ao aditivo produzido a partir do solo 2, contendo 88% de argila. Tabela 5.2 – Valores médios de resistência à compressão e índice de atividade pozolânica com cimento Portland. Resistência à Índice de atividade compressão (MPa) pozolânica (%) 24,5 (a)* 74,9 25,0 (a)* 76,5 24,7 (a)* 75,5 30,6 (b)* 93,6 27,7 (c)* 84,7 28,0 (c)* 85,6 Pozolana Amostra 1 Amostra 2 MTC 650 MTC 750 MTC 850 MTC 650 MTC 750 MTC 850 * Médias seguidas da mesma letra não apresentam diferenças significativas segundo o Teste de Duncan (p [ 0,05). Índice de atividade pozolânica (%) 100 93,6 90 80 85,6 84,7 76,5 74,9 75,5 70 60 50 650 750 850 o Temperatura de queima ( C) MTC - amostra 1 MTC - amostra 2 Figura 5.4 – Índices de atividade pozolânica com cimento Portland para os aditivos minerais produzidos a partir das amostras 1 e 2. No intuito de avaliar a influência da finura no desempenho da metacaulinita em diferentes temperaturas de queima foram realizados ensaios com metacaulinitas produzidas a diversas temperaturas para as duas finuras (material passante nas peneiras de malhas 250µm e 75 µm), conforme a Tabela 5.3 e as Figuras 5.5 e 5.6. Para avaliação do comportamento do material próximo das temperaturas de desidroxilação e recristalização dos compostos argilosos, foram confeccionadas argamassas com temperaturas de queima de 550oC e 950oC, além das utilizadas anteriormente. Nesta etapa, os índices de atividade 86 pozolânicas das metacaulinitas são comparados com o índice obtido para a sílica ativa. Tabela 5.3 – Valores médios de resistência à compressão e índice de atividade pozolânica com cimento Portland. Resistência à compressão (MPa) 19,2 (a)* 24,6 (b)* 23,6 (c)* 23,5 (c)* 20,6 (d)* 28,5 (e)* 30,6 (f)* 27,7 (g)* 28,0 (g)* 25,0 (h)* 30,1 (f)* Peneira de 75 µm Peneira de 250 µm Pozolana MTC 550 MTC 650 MTC 750 MTC 850 MTC 950 MTC 550 MTC 650 MTC 750 MTC 850 MTC 950 Sílica ativa Índice de atividade pozolânica (%) 58,7 75,2 72,2 71,9 63,0 87,2 93,6 84,7 85,6 76,5 92,0 * Médias seguidas da mesma letra não apresentam diferenças significativas segundo o Teste de Duncan (p [ 0,05). Índice de atividade pozolânica (%) 100 92,0 90 80 75,2 72,2 71,9 70 63,0 60 58,7 50 Pozolanas MTC 550 MTC 650 MTC 750 MTC 850 MTC 950 SA Figura 5.5 – Índices de atividade pozolânica com cimento Portland para metacaulinita (material que passa na peneira de malha 250 µm). 87 100 Índice de atividade pozolânica (%) 93,6 90 87,2 92,0 84,7 85,6 80 76,5 70 60 50 Pozolanas MTC 550 MTC 650 MTC 750 MTC 850 MTC 950 SA Figura 5.6 – Índices de atividade pozolânica com cimento Portland para metacaulinita (material que passa na peneira de malha 75 µm). Analisando os resultados dos índices de atividade pozolânica, observase que as pozolanas peneiradas na malha de 250 µm apresentam índices inferiores ao limite de 75%, estabelecido pela NBR 5752 (1992), exceto para a temperatura de queima de 650oC. De acordo com esta norma, estas pozolanas seriam consideradas de baixíssima reatividade. Para as metacaulinitas com finura de 1,70% na peneira 325 (45 µm), peneiradas na malha 75 µm, todos os índices obtidos apresentam valores superiores ao limite. Este fato comprova a influência da finura do aditivo em sua atividade pozolânica. A temperatura de queima de 650oC é, também para esta finura, a que apresenta o melhor resultado, não revelando, inclusive, diferenças significativas com relação ao índice de atividade obtido para a sílica ativa. Vale ressaltar, que a metodologia apresenta relação água/aglomerante variável, pois fixa a consistência e a controla através da adição de água na mistura. Esta variação da relação água/aglomerante pode explicar os valores de resistência apresentados pela sílica ativa. É de se esperar que se a relação água/aglomerante das misturas fosse fixa o índice da sílica ativa, pozolana altamente reativa, apresentasse maior valor. 88 A queda das resistências das argamassas contendo metacaulinita a 950oC pode ser atribuída ao início da decomposição da metacaulinita em um espinélio Al/Si (espinélio misto), que seria a fase cristalina precursora da mulita, conforme pode ser observado nas equações abaixo, descritas em Souza Santos (1992 b). De acordo com o autor com a formação dos compostos cristalinos acima de 900oC não há atividade pozolânica. o o 950 C − 980 C 2 [Si2Al2O7] → 2Al2O3.3SiO2 + SiO2 (metacaulinita) (espinélio Al/Si) o (5.1) (sílica) o 1200 C −1225 C 3 [Si3Al4O12] → 2 [3Al2O3.2SiO2] + 5SiO2 (espinélio Al/Si) (mulita) (5.2) (cristobalita) 5.2. ARGAMASSAS Os resultados das resistência das argamassas com metacaulim estão apresentados na Tabela 5.4. A influência do teor de substituição parcial do cimento pela pozolana pode ser analisado na Figura 5.7. 89 Tabela 5.4 – Resistência à compressão das argamassas com relação água/aglomerante de 0,52. Idade (dias) 3 7 28 Resistência à compressão (MPa) Referência MTC 10% MTC 15% 22,4 (a)* 25,3 (b)* 27,9 (c)* 27,7 (c)* 36,5 (d)* 38,4 (e)* 30,8 (e)* 41,1 (f)* 42,4 (f)* MTC 20% 26,9 (c)* 36,6 (d)* 40,6 (f)* * Médias seguidas da mesma letra não apresentam diferenças significativas segundo o Teste de Duncan (p [ 0,05). 45 Resistência à compressão (MPa) 42,4 41,1 40,6 40 35 30,8 30 25 20 0 5 10 15 20 25 30 Tempo de cura (dias) MTC 10% MTC 15% MTC 20% Referência Resistência à compressão (MPa) 45,0 40,0 35,0 30,0 25,0 20,0 3 7 28 Tempo de cura (dias) MTC 10% MTC 15% MTC 20% Referência Figura 5.7 – Resistência à compressão de argamassas contendo metacaulinita. 90 Observa-se que para o cimento Portland e a relação água/aglomerante utilizados todos os teores de metacaulinita apresentaram resistências à compressão superiores à argamassa de referência. Não foram observadas diferenças significativas entre os teores nas idades verificadas. Observa-se que aos 28 dias as médias obtidas para os três teores são estatisticamente iguais, ao nível de 5% de significância. Para as argamassas o desenvolvimento de resistência é mais acentuado até os 7 dias. Nas argamassas contendo pozolana, verificou-se um aumento de cerca de 40% nas resistências entre os 3 dias e 7 dias. Dos 7 dias aos 28 dias o aumento foi de aproximadamente 11%. Para a argamassa de referência os aumentos observados nos mesmos períodos foram, respectivamente, de 23% e 11%. Desta forma o efeito das reações pozolânicas e de aceleração das reações de hidratação do cimento, proporcionado pela utilização deste aditivo, pode ser revelado, principalmente até os 7 dias. O efeito microfíler, de ação imediata, também contribui para as maiores resistências obtidas para as argamassas contendo metacaulinita. 5.3. CONCRETOS DE ALTO DESEMPENHO Os resultados dos ensaios de compressão axial em concretos encontram-se descritos na Tabela 5.5. Tabela 5.5 – Resistência à compressão dos concretos. Idade (dias) 3 7 28 90 Referência 34,3 (a)* 38,1 (f)* 46,2 (i)* 48,3 (d)* Resistência à compressão (MPa)* MTC 5% MTC 10% MTC 15% 35,7 (b)* 41,1 (c)* 48,9 (d)* 40,4 (c)* 52,2 (g)* 57,1 (h)* 48,6 (d)* 58,9 (j)* 61,8 (k)* 53,2 (m)* 61,5 (k)* 69,4 (n)* SA 10% 43,4 (e)* 48,6 (d)* 64,5 (l)* 71,9 (o)* * Médias seguidas da mesma letra não apresentam diferenças significativas segundo o Teste de Duncan (p [ 0,05). Assim como para as argamassas, observa-se aumentos de resistência à compressão em todos os concretos contendo pozolanas, para os teores 91 verificados. Observa-se, pela Figura 5.8, nas primeiras idades aumentos maiores que 20% na resistência de concretos com teores de 10% e 15% de metacaulinita e 10% de sílica ativa, em substituição parcial de cimento Portland, quando em comparação com o concreto de referência. De acordo com o teste de Duncan, com 5% de probabilidade, as médias de um mesmo concreto diferem significativamente entre si. O mesmo ocorre para uma mesma idade, ou seja, todos os teores testados apresentam diferenças estatísticas nas diversas idades de ensaios. Resistência à compressão (MPa) 80 71,9 69,4 70 61,5 60 53,2 50 48,3 40 30 0 20 40 60 80 100 Tempo de cura (dias) MTC 05% MTC 10% MTC 15% SA 10% referência 92 80 Resistência à compressão (MPa) 70 60 50 40 30 20 3 7 28 91 Tempo de cura (dias) MTC 5% MTC 10% MTC 15% SA 10% Referência Figura 5.8 – Resistência à compressão de concretos de alto desempenho. Comparando os valores médios de resistência, o teor de substituição de 5% de metacaulinita foi o que apresentou o menor acréscimo de resistência, dentre os concretos com aditivos. Com o aumento do teor de substituição de cimento por metacaulinita, aumenta-se a resistência do concreto. Até os 7 dias de cura, os concretos com 10% e 15% de metacaulinita apresentaram resistências superiores às obtidas para a sílica ativa. Este fato pode ser atribuído à aceleração das reações de hidratação do cimento Portland (Curcio et al., 1998) e a rápida capacidade de reação da metacaulinita com o hidróxido de cálcio (Zhang e Malhotra, 1995). Pode-se considerar que a contribuição da metacaulinita e da sílica ativa à resistência à compressão dos concretos, quando em substituição parcial do cimento Portland, pode ser atribuída a três fatores: efeito microfíler, aceleração das reações de hidratação do cimento e reações pozolânicas dos aditivos minerais. O efeito microfíler é imediato, e acarreta a densificação do concreto, reduzindo o tamanho dos poros, tornando a matriz mais compacta. A ação de nucleação proporcionada pelas partículas finas das pozolanas acelera as reações 93 de hidratação do cimento é também provável responsável pelas taxas de crescimento da resistência nos primeiros dias de cura. Com a formação dos compostos hidratados se iniciam as reações pozolânicas. Conforme pode-se observar na Figura 5.8, quanto maior o teor de metacaulinita utilizado, maiores são as resistências obtidas. Os corpos-de-prova contendo aditivos apresentaram rupturas frágeis com formação de cones, evidenciando um comportamento típico de uma material homogêneo, com a superfície de ruptura atravessando totalmente os agregados (Figura 5.9). Isto comprova a alta resistência da pasta de cimento e a boa aderência entre o agregado graúdo e a pasta. Segundo Neville (1997), o menor desenvolvimento de microfissuras nos concretos de alto desempenho reduz a possibilidade de uma redistribuição de tensões no material frente a um incremento de carga, que conduz, finalmente, a uma ruptura frágil do corpo-de-prova de concreto. (a) (b) Figura 5.9 – Corpo-de-prova contendo 10% de metacaulinita após ensaio de resistência à compressão, aos 28 dias (a); Detalhe da superfície de ruptura atravessando totalmente os agregados (b). 94 6. CONSIDERAÇÕES FINAIS Após a revisão bibliográfica realizada para o desenvolvimento deste trabalho e a partir da seqüência metodológica apresentada com os resultados, é possível a exposição de algumas considerações acerca dos objetivos previamente definidos. As conclusões expostas neste trabalho não devem ser tomadas de forma absoluta, pois referem-se somente aos dados obtidos de concretos e argamassas que utilizaram materiais específicos e técnicas próprias de execução. 6.1. CONCLUSÕES A partir dos resultados de ensaios de caracterização dos materiais e de ensaios mecânicos em argamassas e concretos, pode-se enumerar as seguintes conclusões: • Com materiais disponíveis no município de Campos dos Goytacazes é possível a confecção de concretos com resistência à compressão aos 28 dias de até 70 MPa, com técnicas usuais de produção e cura; • A substituição de cimento Portland por metacaulinita mostrou-se efetiva para fins de elevação da resistência à compressão de concretos e argamassas. As substituições de 10% e 15% apresentaram aumento, comparativamente ao concreto de referência, de aproximadamente 30% na resistência aos 28 dias. Tanto o desempenho da pozolana em argamassas, sem adição de superplastificantes, quanto em concretos com relação água/aglomerante de 0,40 (contendo 2% de superplastificante, em massa), foram satisfatórios; 95 • A metacaulinita verificada apresenta propriedades pozolânicas e de microfíler que justificam sua utilização como pozolana em concretos e argamassas de alto desempenho, proporcionando a obtenção de materiais com características tecnológicas diferenciadas, superiores em alguns aspectos, aos próprios cimentos Portland não aditivados. Efetivamente, quando substituindo parcialmente o cimento, a metacaulinita permite superar alguns dos principais inconvenientes do cimento Portland, principalmente aqueles relacionados com o alto pH e o calor de hidratação. Além disso, proporciona aos concretos e argamassas resistências mecânicas superiores e maior durabilidade quando expostos a ambientes agressivos; • Apesar da necessidade de mais ensaios, o índice de atividade pozolânica parece ser um indício de que a atividade química da metacaulinita aumenta conforme aumenta a quantidade de argilomineral no solo; • A reatividade do argilomineral caulinita está intimamente associada à formação de metacaulinita, fase de elevada desordem cristalina, amorfa aos raios-X. Os experimentos sugerem temperaturas próximas à 650oC como as mais adequadas para a ativação desses materiais, mostrando concordância com dados da literatura. Ressalta-se que esses valores de temperatura preconizados referem-se as condições experimentais adotadas e, por conseguinte, devem ser aceitos como valores orientativos. Finalizando, vale destacar que em função da vasta ocorrência de jazimentos argilosos no Brasil e de suas características, particularmente no que diz respeito a reatividade, a metacaulinita apresenta-se como uma alternativa de uso como adição mineral ao cimento Portland pozolânico e como substituição ao cimento em concretos e argamassas de alto desempenho. 96 6.2. SUGESTÕES DE FUTURAS PESQUISAS Neste trabalho avaliou-se o comportamento do concreto através de ensaios de resistência à compressão. Estudos mais detalhados de suas propriedades mecânicas subsidiarão uma avaliação mais precisa da influência da metacaulinita no concreto. Destaca-se ainda a importância de investigações de pozolanas produzidas a partir de outros solos argilosos encontrados no município, visandose a produção de novos aditivos minerais. A investigação do mecanismo de reação pozolânica da metacaulinita, utilizando-se técnicas de difração de raios-X, análise térmica diferencial e termogravimétrica, pode contribuir para a incorporação deste material na indústria do cimento e na confecção de argamassas e concretos. Neste contexto, o estudo microestrutural de pastas hidratadas, com o auxílio da microscopia eletrônica de varredura, também é recomendado. Uma outra recomendação associa-se a investigações sobre o aproveitamento dos resíduos cerâmicos produzidos na região para a produção de pozolanas. Vale ressaltar que a priori este material elimina a etapa de queima, influenciando consideravelmente no custo de produção de um aditivo mineral. Além disso, a reciclagem destes resíduos elimina os problemas ambientes de disposição (Cordeiro et al., 2001) 97 ANEXO A – Aditivos Minerais 98 1. CINZA VOLANTE A cinza volante, também conhecida como cinza volante pulverizada, é a cinza obtida por precipitação mecânica ou eletrostática dos gases de exaustão de estações alimentadas por carvão, principalmente das Usinas Termoelétricas, onde há queima de carvão mineral para produção de energia elétrica (Neville, 1997; Mehta e Monteiro, 1994). Devido a grande disponibilidade, é o aditivo mineral mais utilizado em todo mundo, substituindo parte do clínquer, na fabricação do cimento composto, e/ou parte do cimento na confecção de concretos e argamassas. As características da cinza volante variam em função do tipo de carvão utilizado, do tipo de forno, da temperatura do forno e da forma como é coletada (Calleja, 1983; Gava, 1999). Devido ao grande número de fatores que interferem na sua produção, a cinza volante é um produto que apresenta grande variabilidade de suas propriedades. Em função do tipo de carvão que a origina, a cinza pode ser classificada em duas categorias distintas, conforme a NBR 12653 (1992): cinza volante classe C (classe F, pela ASTM C 618, 1995), com baixo teor de cálcio (menos de 10% de CaO), proveniente da queima de carvão betuminoso; cinza volante classe E (classe C, ASTM C 618, 1995), obtida pela queima do carvão sub-betuminoso e rica em cálcio. Comparado às cinzas com baixo teor de cálcio, a variedade da classe E é em geral mais reativa, pois contém a maior parte do cálcio em compostos reativos (Mehta e Monteiro, 1994). A finura da cinza tem significativa influência nas propriedades do concreto. A redução da resistência à compressão pode estar associada ao aumento da finura da cinza volante, conforme a Figura 3.11 (Massazza, 1993). 99 Resistência à compressão (MPa) 80 07 µm 10 µm 60 20 µm 40 28 µm 46 µm 20 0 0 30 60 90 120 Tempo de cura (dias) Figura A.1 – Resistência à compressão de argamassas com cinzas volantes com vários diâmetros médios de partículas (Massazza, 1993). Resultados experimentais apontam para a redução da permeabilidade a cloretos em concretos contendo cinza volante (Haque e Kayyali, 1995). Uma das principais influências da cinza volante se faz sobre a trabalhabilidade e demanda de água do concreto. De acordo com Neville (1997) para uma mesma trabalhabilidade, a redução de água devida à cinza volante é, geralmente, 5% a 15%, em relação a uma mistura com cimento Portland sem adições. A resistência à compressão de concretos com cinza volante está intimamente ligada aos métodos de cura empregados, conforme apontam os estudos de Ramezanianpour e Malhotra (1995). Utilizando substituições parciais de cimento por cinza volante, sílica ativa e escória de alto-forno, em diversos métodos de cura, as maiores variações de resistência à compressão aconteceram nos concretos confeccionados com cinza volante. 2. ESCÓRIA GRANULADA DE ALTO-FORNO A escória de alto-forno é o subproduto da manufatura de ferro-gusa em alto-forno. Quando a escória é resfriada lentamente ocorre uma cristalização principalmente na forma da melilita. Nesta forma, ela pode ser utilizada como agregado, mas não tem, mesmo com elevada finura, valor hidráulico. Contudo, se o resfriamento ocorrer bruscamente a escória se solidifica numa forma vítrea e 100 pode então desenvolver propriedades cimentícias, se adequadamente moída e ativada (Aïtcin, 1998; Neville, 1997; Shi e Qian, 2000). A escória se desintegra, durante o resfriamento brusco em água, em pequenas partículas como areia grossa, sendo portanto, chamada de escória granulada. Também pode ser resfriada pela ação combinada da água e do ar, formando a escória peletizada. Como a escória é produzida ao mesmo tempo em que o ferro-gusa, o controle da produção assegura uma variabilidade baixa de sua composição química (Neville, 1997). Sendo assim, o grau de vitrificação (ou amorfização) da escória deve ser verificado cuidadosamente, pois suas propriedades hidráulicas estão intimamente ligadas a esta característica. Idorn apud Neville (1997) aponta os vários efeitos benéficos da incorporação deste material cimentício suplementar ao concreto. São eles: melhor trabalhabilidade do concreto fresco; desprendimento mais lento de calor; eliminação do risco de reação álcali-agregado. Vários estudos comprovam estas melhorias (Ramezanianpour e Malhotra, 1995; Gastaldini e Isaia, 1999; Shi e Qian, 2000). A liberação progressiva dos álcalis pela escória de alto-forno, juntamente com a formação do hidróxido de cálcio pelo cimento, resulta uma reação continuada da escória ao longo do tempo. Isto acarreta um aumento de resistência a longo prazo, conforme ilustra a Figura 3.12 (Hogan e Meusel, 1981). 101 Resistência à compressão (MPa) 80 60 40 20 0 1 10 100 1000 Idade (dias) Escória - 0% Escória - 40% Escória - 50% Escória - 65% Figura A.2 – Evolução da resistência à compressão do concreto com vários teores de escória de alo forno em massa do total de material cimentício (Hogan e Meusel, 1981). A escória pode ser misturada com o cimento depois da moagem do clínquer ou junto com o clínquer, ou então, adicionada à mistura como material cimentício suplementar. No Brasil os cimentos CP II – E e CP III têm a escória de alto formo em sua composição, com adições de 6% – 34% e 35% – 70%, da massa total, respectivamente (BT-106/ABCP, 1999). 3. CINZA DE CASCA DE ARROZ A cinza da casca de arroz é o material resultante da queima da casca de arroz, normalmente realizada pelas indústrias de beneficiamento do cereal para geração de calor e vapor necessários para os processos de secagem e parboilização dos grãos. Durante a combustão da casca de arroz, a lignina e celulose (aproximadamente 80% da casca) são removidas, restando portanto, uma estrutura celular porosa, com alta área específica e grande quantidade de sílica (Gava, 1999). A cinza gerada durante a queima a céu aberto ou pela combustão não controlada em fornos industriais, geralmente contém grande proporção de minerais de sílica não reativos, como cristobalita e tridimita, e deve ser moída a 102 tamanhos de partículas muito finas, para que adquira atividade pozolânica. Por outro lado, uma cinza de casca de arroz altamente reativa pode ser obtida pela combustão controlada, quando então a sílica é mantida amorfa (Mehta e Monteiro, 1994). De acordo com Al-Khalaf e Yousift (1984) a temperatura de queima e o tempo de exposição são os principais fatores a serem controlados para a obtenção de cinza de casca de arroz contendo sílica reativa com alta atividade pozolânica. Os autores verificaram que acima de 700oC a cinza apresenta sílica em forma cristalina, com baixa reatividade. Malhotra e Mehta (1996) apontam para uma redução considerável na permeabilidade de concretos pelo uso de cinza de casca de arroz. Zhang e Malhotra (1996) mostram que a substituição de cimento por cinza de casca de arroz (10%, em massa) em um concreto de referência requer uma quantidade maior de aditivo superplastificante, para uma mesma trabalhabilidade (Figura 3.13). Eles atribuem a isto a elevada superfície específica e o alto teor de carbono do aditivo utilizado. Relação água/aglomerante = 0,40 CCA - cinza de casca de arroz Resistência à compressão (MPa) 60 50 40 30 20 10 0 0,1 1 10 100 Idade (dias) CCA - 0% CCA - 10% CCA - 15% Figura A.3 – Desenvolvimento da resistência à compressão de concretos com diferentes teores de cinza de casca de arroz em substituição ao cimento (Zhang e Malhotra, 1996). 103 ANEXO B – Dosagem do Concreto 104 A dosagem foi realizada de acordo com os métodos propostos por O’Reilly (1998) e Aïtcin (1998) para uma resistência aos 28 dias de 40 MPa e uma consistência de 500 mm ± 100 mm. 1. DETERMINAÇÃO DA COMPOSIÇÃO ÓTIMA DOS AGREGADOS A composição dos agregados foi determinada de forma que a mistura apresentasse o percentual mínimo de vazios, isto é, percentuais de agregado graúdo e agregado miúdo que apresentassem maior massa unitária compactada, conforme NBR 7810 (1983). Na determinação da porcentagem mínima de vazios foram ensaiadas misturas areia : brita, com as seguintes proporções em massa: 35 : 65; 40 : 60; 45 : 55; 50 : 50; 55 : 45; 60 : 40. Os cálculos basearam-se nas seguintes equações: PV = m m − m um ⋅ 100 mm (B.1) mm = m a ⋅ PA + m b ⋅ PB 100 (B.2) Onde: PV: percentual de vazios; mm: massa específica da mistura; mum: massa unitária compactada (NBR 7810, 1983) da mistura; ma: massa específica da areia; mb: massa específica da brita; PA: percentual de areia na mistura; PB: percentual de brita na mistura. Observa-se, na Figura B.1, que para a mistura contendo 45% de areia e 55% de brita alcançou-se o menor percentual de vazios. 105 Porcentagem de vazios 34 33 32 31 30 29 28 35 : 65 40 : 60 45 : 55 50 : 50 55 : 45 60 : 40 Proporção das misturas (areia : brita) Figura B.1 – Porcentagem de vazios para as misturas de areia e brita, conforme NBR 7810 (1983). 2. DETERMINAÇÃO DA QUANTIDADE DE ÁGUA Para a determinação da quantidade de água necessária para a obtenção do abatimento especificado, vários traços experimentais foram elaborados, com uma dosagem fixa de cimento de 400 kg/m3 (valor estimado para uma resistência de 40 MPa). A incorporação de água considerou sempre que a soma dos volumes absolutos dos materiais componentes foi de 1 m3. Uma dosagem de 2% (em relação à massa de cimento) de superplastificante foi usada em todos os traços e foi admitida uma massa de ar incorporado de 1%. Com a mistura ótima de agregados, a quantidade de água determinada (150 kg/m3) e dosagem fixa de cimento foram produzidos 20 litros de concreto e moldados 9 corpos-de-prova para a determinação da resistência à compressão aos 28 dias. A dosagem deste concreto e o valor médio de resistência aos 28 dias são apresentados na Tabela B.1. 106 Tabela B.1 – Materiais constituintes do concreto de teste. Materiais Cimento Portland (kg) Areia (kg) Brita (kg) Superplastificante (dm 3) Água* (dm 3) Resistência média aos 28 dias (MPa) Dosagem por m 3 400 838 1025 35,7 118 42,6 * Valor corrigido em função da massa de água presente no superplastificante (Aïtcin, 1998). 3. DETERMINAÇÃO DA CARACTERÍSTICA “A” DO AGREGADO GRAÚDO A partir dos valores obtidos experimentalmente foi determinada a característica “A”, constante que expressa a qualidade da brita no concreto, mediante: A= fccm 28 f cm28 ⋅ (m 1 ⋅ v' +m 2 ) (B.3) Onde: fcm28: resistência média do concreto aos 28 dias, obtida a partir dos 9 corpos-de-prova (fcm28 = 42,60 MPa); fccm28: resistência média do cimento aos 28 dias (37,90 MPa); m1 e m2: valores tabelados (O’Reilly, 1998) dependentes da consistência do concreto (para um abatimento de 50 mm, m1 = 4,3239 e m2 = 0,3101); v’: valor tabelado que depende da relação a/c (v’ = 0,4202). 4. DETERMINAÇÃO DO CONSUMO DE CIMENTO Após o cálculo da característica “A” do agregado graúdo (A = 0,5284), determinou-se o consumo de cimento necessário para a consistência e resistência requeridas, conforme a Equação a seguir: 107 f cd28 − m2 f ccm28 ⋅ A v= m1 (B.4) Onde: fcd28: resistência desejada do concreto aos 28 dias (fcd28 = 40,0 MPa). Com o v calculado (v = 0,3902), obtém-se, mediante tabela (O’Reilly, 1998), a relação água/cimento a ser utilizada para a obtenção de 40 MPa aos 28 dias, cujo o valor é 0,40. Com isso a dosagem de cimento foi calculada em 375 kg/m3. O proporcionamento final dos materiais, constituintes do traço de referência, pode ser observado na Tabela B.2. Tabela B.2 – Proporcionamento dos materiais do concreto de referência. Materiais Cimento Portland (kg) Areia (kg) Brita (kg) Superplastificante (dm 3) Água* (dm 3) Dosagem por m 3 375 848 1036 33,48 120 * Valor corrigido em função da massa de água presente no superplastificante (Aïtcin, 1998). Para os concretos com aditivos minerais foram feitas substituições em relação à massa de cimento do concreto de referência, como pode ser observado na Tabela B.3. Tabela B.3 - Proporcionamento dos materiais dos concretos com aditivos. Mistura SA 10% MTC 05% MTC 10% MTC 15% Cimento (kg) 337,50 356,25 337,50 318,75 Pozolana (kg) 37,50 18,75 37,50 56,25 Areia (kg) 842 846 844 842 Brita (kg) 1029 1034 1032 1029 SP (ml) 33,48 33,48 33,48 33,48 Água* (ml) 120 120 120 120 * Valor corrigido em função da massa de água presente no superplastificante (Aïtcin, 1998). 108 REFERÊNCIAS BIBLIOGRÁFICAS Agostini, L. R. S., Nunes, N. L. (1996) Método de cura para concreto de alta resistência. Revista do Ibracon, N. 14, Agosto, pp. 23 – 30. Agnesini, M. V. C., Silva, L. F. (1994) Controle da resistência à compressão do concreto: estudo de utilização de corpos de prova cilíndricos de dimensões reduzidas. Anais da 36a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Porto Alegre, pp. 897 – 910. Aïtcin, P.-C. (1998) High performance concrete. London: E&F SPON, 591 p. Aïtcin, P.-C., Jolicoeur, C., MacGregor, J. G. (1994 a) Superplasticizers: how they work and why they occasionaly don’t. Concrete International, V. 16, N. 5, Januray, pp. 21 – 26. Aïtcin, P.-C., Miao, B., Cook, W., Mitchell, D. (1994 b) Effects of size and curing on cilynder compressive of normal and high-strength concretes. ACI Materials Journal, V. 91, N. 4, July, pp. 349 – 354. Aïtcin, P.-C., Neville, A. M. (1993) High-performance concrete desmystified. Concrete International, V. 16, N. 5, January, pp. 21 – 26. Aïtcin, P.-C., Sarkar, S. L., Regourd, M., Volant, M. (1987) Retardation effect of superplasticizer on different cement fractions. Cement and Concrete Research, V. 17, N. 6, pp. 995 – 999. 109 Al-Khalaf, M. N., Yousift, H. A. (1984) Use of rice husk ash in concrete. The International Journal of Cement Composites and Lightweight Concrete, V. 6, N. 4, pp. 241 – 248. Almeida, I. R. (1994) A influência dos agregados na qualidade dos concretos de alto desempenho. Revista do Ibracon, N. 9, Agosto, pp. 36 – 41. Almeida, I. R., Gonçalves, J. R. A., Shehata, L. C. D. (1995) Exemplos de obras em concreto de alta resistência realizadas no Brasil. Anais da 37a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Goiânia, pp. 435 – 450. Amaral, C. K. (1988) Microssílica em concretos e argamassas de alta resistência. Anais da 30a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Rio de Janeiro, pp. 67 – 80. Amaral Filho, E. M. (1989) Concretos de alta resistência: o futuro das estruturas. 11o Simpósio de Aplicação da Tecnologia do concreto, São Paulo, 50 p. Ambroise, J., Murat, M., Pera, J. (1985) Hydration reaction and hardening clays and related minerals. V. Extension of the research and general conclusions. Cement and Concrete Research, V. 15, pp. 261 – 268. American Concrete Instituite (1994) ACI Comittee 201.2R. Guide to durable concrete. ACI Manual of Concrete Practice, Part 1: Materials and General Properties of Concrete, Detroit, 41 p. American Concrete Institute (1987) ACI Comittee 226. Silica fume in concrete. ACI Materials Journal, V. 84, N. 2, pp. 158 – 166. American Concrete Instituite (1991) ACI Comittee 363.R. State-of-the-art report on high-strength concrete. ACI Manual of Concrete Practice, Detroit, 57 p. 110 American Society for Testing and Materials (1992) ASTM C 618. Standard specification for coal fly ash and raw or calcined natural pozzolan for use as a mineral admixture in Portland cement concrete, Philadelphia, 3 p. Andriolo, F. R. (1999) Relatório final – Panorama Brasileiro. In: Simpósio sobre Reatividade Álcali-Agregado em Estruturas de Concreto, Goiânia: Comitê Brasileiro de Barragens e Furnas centrais Elétricas S.A., pp. 12 – 59. Associação Brasileira de Cimento Portland (1990) Controle estatístico de concreto. ACI 214 – ET-25. Trad. por Basílio, E. S.. São Paulo, 37 p. Associação Brasileira de Cimento Portland (1999) Guia básico de utilização do cimento Portland – BT-106. 5a ed., São Paulo, 28 p. Associação Brasileira de Cimento Portland (2000) Manual de ensaios físicos de cimento – MT-3. Ver. por Battagin, A. F.. São Paulo, 94 p. Associação Brasileira de Normas Técnicas (1992) Aditivos para concreto de cimento Portland: NBR 11768 – EB-1763. Rio de Janeiro. _______ (1983) Agregado para concreto: NBR 7211. Rio de Janeiro. _______ (1984) Agregados – Determinação da abrasão “Los Angeles”: NBR 6465. Rio de Janeiro. _______ (1988) Agregados – Determinação do módulo de deformação estático de rochas e coeficiente de Poisson de rochas: NBR 10341. Rio de Janeiro. _______ (1987) Amostragem de agregados: NBR 7216. Rio de Janeiro. _______ (1982) Areia Normal para ensaio de cimento: NBR 7214. Rio de Janeiro. _______ (1991) Cimento Portland composto: NBR 11578. Rio de Janeiro. 111 Associação Brasileira de Normas Técnicas (1996) Cimento Portland – Determinação da resistência à compressão – Método de ensaio: NBR 7215. Rio de Janeiro. _______ (1993) Cimento Portland e outros materiais em pó – Determinação do índice de finura por meio de peneirador aerodinâmico: NBR 12826. Rio de Janeiro. _______ (1996) Concreto – Preparo, controle e recebimento: NBR 12655. Rio de Janeiro. _______ (1983) Massa unitária de agregados em estado compactado seco: NBR 7810. Rio de Janeiro. _______ (1992) Materiais pozolânicos – Determinação de atividade pozolânica com cimento Portland – Índice de atividade pozolânica com cimento: NBR 5752. Rio de Janeiro. _______ (1992) Materiais pozolânicos – Especificação: NBR 12653. Rio de Janeiro. _______ (1987) Redução de amostra de campo de agregados para ensaio de laboratório: NBR 9941. Rio de Janeiro. _______ (1997) Sílica ativa para uso em cimento Portland, argamassa e pasta de cimento Portland – Especificação: NBR 13956. Rio de Janeiro. _______ (1984) Solo – Análise granulométrica: NBR 7181. Rio de Janeiro. _______ (1994) Moldagem e cura de corpos-de-prova cilíndricos ou prismáticos de concreto: NBR 5738. Rio de Janeiro. _______ (1994) Concreto – Ensaio de compressão de corpos-de-prova cilíndricos: NBR 5739. Rio de Janeiro. 112 Associação Brasileira de Normas Técnicas (1984) Grãos de solos que passam na peneira de 4,8 mm – Determinação da massa específica: NBR 6508. Rio de Janeiro. _______ (1998) Concreto – Determinação da consistência pelo abatimento do tronco de cone: NBR NM 67. Rio de Janeiro. Ay, N., Ünal, M. (2000) The use of waste ceramic tile in cement production. Cement and Concrete Research, V. 30, pp. 497 – 499. Baronio, G., Binda, L. (1997) Study of the pozzolanicity of some bricks. Construction and Building Materials, V. 11, N. 1, pp. 41 – 46. Bharatkumar, B. H., Nayranan, R., Raghuprasad B. K., Ramachandramurthy, D. S. (2001) Mix proportioning of high performance concrete. Cement & Concrete Composites, V. 23, pp. 71 – 80. Bucher, H. R. E. (1988) Desempenho de aditivos redutores de água de alta eficiência em pastas, argamassas ou concretos. In: Anais da 30a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Rio de Janeiro, pp. 609 – 625. Bucher, H. R. E., Rodrigues, F. H. C. (1983) Argamassas de enxofre para capeamento de corpos-de-prova. Seminário sobre Controle da Resistência do Concreto, São Paulo, pp. 1 – 52. Caldarone, M. A., Gruber, K. A., Burg, R. G. (1994) High-reactivity metakaolin: a new generation mineral admixture. Concrete International, V. 16, N. 11, November, pp. 37 – 40. Calleja, J. (1983) Adiciones y cementos com adiciones. Materiales de Construccion, N. 190 – 191, pp. 25 – 52. 113 Canovas, M. F. (1988) Hormigones de alta resistência. Cemento – Hormigon, V. 59, N. 658, Septiembre, pp. 855 – 868. Carino, N. J., Clifton, J. R. (1991) High-performance concrete: research needs to enhance its use. Concrete International, V. 13, N. 9, pp. 70 – 76. Chan, S. Y. N., Feng, N. Q., Tsang, M. K. C. (1996) Workability retention of high strength/superplasticized concrete. Magazine of Concrete Research, V. 48, N. 177, December, pp. 301 – 309. Centro de Informações e Dados do Rio de Janeiro/CIDE (2000) Anuário Estatístico do Estado do Rio de Janeiro 1999-2000. V. 16, Rio de Janeiro, 589 p. Collepardi, M. (1994) Superplasticizers and air entraining agents: state-of-the-art and future needs. In: V. Mohan Malhotra Symposium on Concrete Technology: Past, Present, and Future, 1993, Berkeley. Papers... Detroit: American Concrete Institute, pp. 399 – 416. Apud Dal Molin, D. C. C. (1995) Contribuição ao estudo das propriedades mecânicas dos concretos de alta resistência com adição de microssílica. Tese (Doutorado em Engenharia Civil). São Paulo: Escola Politécnica da Universidade de São Paulo, 286 p. Comité Mercosur de Normalizacion/ABNT (1996) Concreto – Preparação das bases dos corpos-de-prova e testemunhos cilíndricos para ensaio de compressão: NM 77:96. Rio de Janeiro. Costenaro, F. L., Isa, M. M. (2000) Compatibilidade de aditivos: influência do aditivo retardador na fluidez do concreto de alto desempenho. In: VIII Encontro Nacional de Tecnologia do Ambiente Construído – ENTAC 2000, V. 2, Salvador, pp. 956 – 961. Cordeiro, G. C., Vaillant, J. M., Désir, J. M. (2001) Resíduo cerâmico como aditivo mineral em concreto. IV Seminário “Desenvolvimento Sustentável e a 114 Reciclagem na Construção Civil – Materiais Reciclados e suas Aplicações”. São Paulo: Comitê Técnico 206/Instituto Brasileiro do Concreto, pp. 291 – 301. Curcio, F., de Angelis, B. A., Pagliolico, S. (1998) Metakaolin as a pozzolanic microfiller for high-performance mortars. Cement and Concrete Research, V. 28, N. 6, pp. 803 – 809. Dal Molin, D. C. C. (1995) Contribuição ao estudo das propriedades mecânicas dos concretos de alta resistência com adição de microssílica. Tese (Doutorado em Engenharia Civil). São Paulo: Escola Politécnica da Universidade de São Paulo, 286 p. Dal Molin, D. C. C., Wolf, J. (1990) Viabilidade técnico-econômica da utilização de concreto de alta resistência em edifícios altos. In: 10o Encontro Nacional da Construção, Porto Alegre: SERGS, pp. 853 – 863. Danielsen, S. W. (1997) Optimizing aggregate properties for high strength concrete. In: Proccedings of the Symposium on Utilization of High Strength Concrete, Stavanger, pp. 73 – 84. Day, K. W. (1996) Computer control of concrete proportions. Concrete International, V. 18, N. 12, December, pp. 48 – 53. De Larrard, F. (1999) Concrete mixture proportioning: a scientific approach. London: E&F SPON, 421 p. De Larrard (1990) A method for proportioning high-performance concrete mixtures. Cement and Concrete Research, V. 12, N. 2, pp. 47 – 52. De Silva, P. S., Glasser, F. P. (1992) Pozzolanic activation of metakaolin. Advances in Cement Research, V. 4, N. 16, pp. 167 – 178. 115 Domone, L. J., Soutsos, M. N. (1994) An approach to the proportioning of highstrength concrete mixes. Concrete International, V. 16, N. 10, October, pp. 26 – 31. Fonseca Silva, E., Ribas Silva, M., Oliveira, M. O. F. (1998) Influência da lavagem dos agregados na qualidade de concretos de alto desempenho. VII Encontro Nacional de Tecnologia do Ambiente Construído – ENTAC 2000, Florianópolis, pp. 125 – 132. Frazão, E. B., Paraguassu, A. B. (1998) Materiais rochosos para construção. In: Oliveira, A. M. S., Brito, S. N. A., Geologia de Engenharia. São Paulo: Associação Brasileira de Geologia de Engenharia, pp. 331 – 342. Frías, M., Cabrera, J. (2000) Pore distribution and degree of hydration of metakaolin-cement pastes. Cement and Concrete Research, V. 30, pp. 561 – 569. Gastaldini, A. L. G., Isaia, G. C. (1999) Permeabilidade a cloretos de concretos com adições minerais: misturas binárias e ternárias. In: 5o Congresso Brasileiro de Cimento, V. 2, São Paulo, pp. 2 – 37. Gava, G. P. (1999) Estudo comparativo de diferentes metodologias para avaliação de atividade pozolânica. Dissertação (Mestrado em Engenharia Civil). Florianópolis: Universidade Federal de Santa Catarina, 118 p. Giammusso, S. E., Vieira, S. R. S. S., Travnik, A. W. P. (2000) Estudo comparativo dos procedimentos de moldagem de corpos-de-prova de concreto segundo a NBR 5738/94 e o anteprojeto NM 05:03-136. In: Anais do 42o Congresso Brasileiro de Concreto, Fortaleza, pp. 1 – 9. Gjorv, O. E. (1992) High-strength concrete. In: Advances in Concrete Technology, Athens. Proccedings... Montreal: CANMET (1992), pp. 21 – 77. 116 Gomes, F. P. (1990) Curso de estatística experimental. Piracicaba: Editora Livraria Nobel S.A./Universidade de São Paulo, 468 p. Gomes, P. C. C., Shehata, L. C. D., Almeida, I. R. (1995) Estudo comparativo de materiais para produção de concreto de alta resistência. In: Anais da 37a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Goiânia, pp. 401 – 413. Gonçalves, J. R. A., Almeida, I. R., Shehata, L. C. D. (1994) Influência do tipo de agregado graúdo nas propriedades do concreto de alta resistência. In: Anais da 36a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Porto Alegre, pp. 339 – 352. Haque, M. N., Kayyali, O. N. (1995) Aspects of cloride ion determination in concrete. ACI Materials Journal, V. 92, N. 5, pp. 532 – 541. Hassan, K. E., Cabrera, J. G., Maliehe, R. S. (2000) The effect of mineral admixture on the properties of high-performance concrete. Cement & Concrete Composites, V. 22, pp. 267 – 271. He, C., Osbæck, B., Makovicky, E. (1995 a) Pozzolanic reactions of six principal clay minerals: activation, reactivity assessments and technological effects. Cement and Concrete Research, V. 25, N. 8, pp. 1691 – 1702. He, C., Makovicky, E., Osbæck, B. (1995 b) Thermal stability and pozzolanic activity of calcined illite. Applied Clay Science, V. 9, pp. 337 – 354. Helene, P. R. L., Terzian, P. (1992) Manual de dosagem e controle do concreto. São Paulo: Editora Pini, 349 p. Helland, S. (1988) The use of high strength concrete. Colóquio sobre Concreto de Alta Resistência. In: Anais da 30a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Rio de Janeiro, pp. i – xxi. 117 Hogan, F. J., Meusel, W. (1981) Evaluation for durability and strength development of a ground granulated blast furnace slag. Cement and Concrete Research, V. 3, N. 1, pp. 40 – 52. Howard, N. L., Leatham (1989) The production and delivery of high-strength concrete. Concrete International, V. 11, N. 4, April, pp. 26 – 36. Huynh, H. T. (1996) Bull Liaison LCPC 206, Réf. 4035, pp. 63 – 73. Apud Jiang, S., Kim, B.-G., Aïtcin, P.-C. (1998) Importance of adequate soluble alkali content to ensure cement/superplasticizer compatibility. Cement and Concrete Research, V. 29, pp. 71 – 78. Idorn, G. M. (1983) The effect of slag cement in concrete. NRMCA Publication, N. 167, 10 p.. Apud Neville, A. M. (1997) Propriedades do concreto. Trad. Giammusso, S. E.. 2a ed., São Paulo: Editora Pini, 828 p. International Society for Rock Mechanics (1978) Suggested methods for determining uniaxial compressive strength and deformability of rock materials. Comittee on Laboratory Test, September, pp. 111 – 116. Isaia, G. C., Helene, P. R. L. (1993) Durabilidade de concreto de elevado desempenho com pozolanas. In: Anais do Seminário Qualidade e Durabilidade das Estruturas de Concreto, Porto Alegre: NORIE – Universidade Federal do Rio Grande do Sul, pp. 13 – 33. Isaia, G. C., Helene, P. R. L. (1994) Normas e recomendações sobre pozolanas em concreto de elevado desempenho: uma avaliação crítica. In: Anais da 36a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Porto Alegre, pp. 685 – 698. JCPDS (1995) “Joint Committee on Powder Diffraction Standards”. CD-ROM, Pennsylvania, U.S.A.. 118 Kantro, D. L. (1980) Influence of water-reducing admixtures on properties of cement paste – A miniature slump test. Cement, Concrete and Aggregates, V. 2, N. 2 pp. 95 – 102. Khatib, J. M., Mangat, P. S. (1999) Influence of superplasticizer and curing on porosity and pore structure of cement paste. Cement & Concrete Composites, V. 21, pp. 431 – 437. Kumar, A., Roy, D. M. (1986) Pore structure and ionic diffusion in admixture blended Portland cement system. In: Proceedings of the 8th International Conference on the Chemistry of Cement. V. 5, Rio de Janeiro, pp. 73 – 79. Lea, F. M. (1938) The chemistry of pozzolans. In: Symposium on the Chemistry of Cement, Stockholm, pp. 460. Apud Kihara, Y., Shukuzawa, J. K. (1982) Contribuição ao estudo de pozolanas no Brasil. Cerâmica, V. 28, N. 145, pp. 15 – 24. Lewis, R. (1996) Microsilica. Concrete for the Construction Industry, V. 30, N. 1, pp. 23 – 25. Malhotra, V. M., Mehta, P. K. (1996) Pozzolanic and cementitious materials. Amsterdam: Gordon and Breach Publishers, 191 p. Malhotra, V. M. (1996) Cement and concrete admixtures for high-performance concrete: ASTM and ACI specifications and standards. In: Procceedings of the International Congress on High-Performance Concrete, and Performance and Quality Structures, Florianópolis, pp. 599 – 605. Massazza, F., Costa, U. (1979) Aspects of the pozzolanic activity and properties of pozzolanic cements. Il Cemento, V. 76, N. 1, pp. 3 – 18. Massazza, F. (1993) Pozzolanic cements. Cement & Concrete Composites, V. 15, pp. 185 – 214. 119 Mehta, P. K. (1996) High-performance concrete technology for the future. In: International Congress on high-performance and quality of concrete structures, Florianópolis, pp. 1 – 14. Mehta, P. K. (1981) Studies on blended Portland cements containing Santorin earth. Cement and Concrete Research, V. 11, pp. 507 – 518. Mehta, P. K., Aïtcin, P.-C. (1990) Principles underlying production of highperformance concrete. Cement, Concrete, and Aggregates, V. 12, N. 12, Philadelphia, pp. 70 – 78. Mehta, P. K., Monteiro, P. J. M. (1994) Concreto: estrutura, propriedades e materiais. 1a ed., São Paulo: Editora Pini, 616 p. Mehta, P. K. (1987) Natural Pozzolans. In: Supplementary Cementing Materials for Concrete. CANMET, Canadá, pp. 3 – 31. Apud Gava, G. P. (1999) Estudo comparativo de diferentes metodologias para avaliação de atividade pozolânica. Dissertação (Mestrado em Engenharia Civil). Florianópolis: Universidade Federal de Santa Catarina, 118 p. Monteiro, P. J. M., Wang, K., Sposito, G., dos Santos, M. C., de Andrade, W. P. (1997) Influence of mineral adimixtures on the alkali-aggregate reaction. Cement and Concrete Research, V. 27, pp. 1899 – 1909. Moreno, J. (1990) 225 W. Wacker drive. Concrete International, V. 12, N. 1, January, pp. 35 – 39. Mostafa, N. Y., El-Hemaly, S. A. S., Al-Wakeel, E. I., El-Korashy, S. A., Brown, P. W. (2001) Characterization and evaluation of the pozzolanic activity of Egyptian industrial by-products. I: Silica fume e dealuminated kaolin. Cement and Concrete Research, V. 31, pp. 467 – 474. Murat, M. (1983 a) Hydration reaction and hardening of calcined clays and related minerals. II. Influence of mineralogical properties of the raw-kaolinite on the 120 reactivity of metakaolinite. Cement and Concrete Research, V. 13, pp. 511 – 518. Murat, M. (1983 b) Hydration reaction and hardening of calcined clays and related minerals. I. Preliminary investigation on metakaolinite. Cement and Concrete Research, V. 13, pp. 259 – 266. Neville, A. M. (1997) Propriedades do concreto. Trad. Giammusso, S. E.. 2a ed., São Paulo: Editora Pini, 828 p. Nuñez, E. H. (1992) Aridos para hormigones de altas resistências. Sus características. Cemento – Hormigon, N. 709, Agosto, pp. 1136 - 1142. O’Farrell, M., Wild, S., Sabir, B. B. (2001) Pore distribuition and compressive strength of waste clay brick mortar. Cement & Concrete Composites, V. 23, pp. 81 – 91. Onofrei, M., Gray, M. (1989) Adsorption studies of 35s-labelled superplasticizer in cement-based grout. ACI SP-119, 645 – 660. Apud Aïtcin, P.-C. (1998) High performance concrete. London: E&F SPON, 591 p. O’Reilly, V. D. (1998) Método de dosagem de concreto de alto desempenho. São Paulo: Editora Pini, 122 p. Palomo, A., Blanco-Varela, M. T., Granizo, M. L., Puertas, F., Vazquez, T., Grutzeck, M. W. (1999) Chemical stability of cementitious materials based on metakaolin. Cement and Concrete Research, V. 29, pp. 997 – 1004. Parrot, L. J. (1969) The production and properties of high-strength concrete. Concrete, November, pp. 443 – 448. Ramachandran, V. S. (1984) Concrete admixtures handbook: properties, science and tecnology. New Jersey: Noyes Publication, 626 p. 121 Ramalho, R. S., Barroso, J. A., Souza, M. G. A., Ramos, I. S. (2001) Domínios geotécnicos e a ocupação no Município de Campos dos Goytacazes. IV Simpósio Brasileiro de Cartografia Geotécnica – Geoprocessamento e Municipalidade, Brasília, a ser publicado. Ramezanianpour, A. A., Malhotra, V. M. (1995) Effect of curing on the compressive strength, resistance to cloride-ion penetration and porosity of concretes incorporating slag, fly ash or silica fume. Cement & Concrete Composites, V. 17, pp. 125 – 133. Ramlochan, T., Thomas, M., Gruber, K. A. (2000) The effect of metakaolin on alkali-silica reaction in concrete. Cement and Concrete Research, V. 30, pp. 339 – 344. Rosenberg, A. M., Gaidis, J. M. (1989) A new mineral admixture for high-strength concrete. Concrete International, V. 11, N. 4, April, pp. 31 – 46. Rougeron, P., Aïtcin, P.-C. (1994) Optimization of composition of a highperformance concrete. Cement and Concrete Research, V. 16, N. 2, pp. 115 – 124. Saad, M. N. A., Oliveira, P. J. R., Salles, F. M. (1983 a) Avaliação das propriedades pozolânicas de argilas e cinzas volantes. In: Colóquio Sobre Concreto Massa, São Paulo: Instituto Brasileiro do Concreto, 22 p. Saad, M. N. A., Andrade, W. P., Paulon, V. A. (1983 b) Propriedades do concreto massa contendo pozolana de argila. In: Colóquio Sobre Concreto Massa, São Paulo: Instituto Brasileiro do Concreto, 16 p. Salvador, S. (1995) Pozzolanic properties of flash-calcined kaolinite: a comparative study with soak-calcined products. Cement and Concrete Research, V. 25, N. 1, pp. 102 – 112. 122 Scandiuzzi, L., Andriolo, F. R. (1981) Materiais pozolânicos – Utilização e benefícios. In: Colóquio Sobre Concreto Massa, São Paulo: Instituto Brasileiro do Concreto, 25 p. Shi, C., Qian, J. (2000) High performance cementing materials from industrial slags – a review. Resources, Conservation and Recycling, V. 29, pp. 195 – 207. Souza Santos, P. (1966) Argilas para pozolanas. Cerâmica, V. 12, N. 47/48, pp. 294 – 311. Souza Santos, P. (1989) Ciência e tecnologia das argilas. V. 1, 2a ed., São Paulo: Editora Edgard Blücher, 408 p. Souza Santos, P. (1992 a) Ciência e tecnologia das argilas. V. 2, 2a ed., São Paulo: Editora Edgard Blücher, 446 p. Souza Santos, H. (1992 b) Transformações topotáticas dos argilominerais com a temperatura. In: Souza Santos, P., Ciência e tecnologia das argilas. V. 3, 2a ed., São Paulo: Editora Edgard Blücher, 1020 – 1042. Sponholz, I. (1998) Avaliação do desempenho de aditivos redutores de água em concreto de alto desempenho. Dissertação (Mestrado em Engenharia Civil). Florianópolis: Universidade Federal de Santa Catarina, 180 p. Swamy, R. N. (1993) Fly ash and slag: standards and specifications – help or hidrances? Materials and Structures, V. 26, pp. 600 – 613. Tagnit-Hamou, A., Aïtcin, P.-C. (1993) Cement and superplasticizer compatibilty. World Cement, V. 24, N. 8, August, pp. 38 – 42. Thaulow, S. (1962) Apparent strength of concrete as affected by height of test specimen and friction between the loading surfaces. Bulletin R.I.L.E.M., Matériaux et Constructions, N. 17, December, pp. 31 – 33. Apud Aïtcin, P.-C. (1998) High performance concrete. London: E&F SPON, 591 p. 123 Valois, J. G. (1994) Estudo e controle tecnológico do concreto de alta resistência. Anais da 36a Reunião do Instituto Brasileiro de Concreto – REIBRAC, Porto Alegre, pp. 1071 – 1083. Vieira, S. R. S. S., Regattieri, C. E., Baalbaki, M. (1997) Estudo sobre concreto de alto desempenho com cimento CP III – 40 Votoran, São Paulo: Associação Brasileira de Cimento Portland, 72 p. Wild, S., Khatib, J. M., Jones, A. (1996 a) Relative strength, pozzolanic activity and cement hydration in superplasticised metakaolin concrete. Cement and Concrete Research, V. 26, N. 10, pp. 1537 – 1544. Wild, S., Khatib, J. M., Jones, A. (1996 b) The potential of fired brick clay as a partial cement replacement. Concrete for Environmental Enhancement and Protection, London: E & FN Spon, pp. 686 – 696. Zampieri, V. A. (1989) Mineralogia e mecanismos de ativação e reação das pozolanas de argilas calcinadas. Dissertação (Mestrado no Programa de PósGraduação em Mineralogia e Petrografia). Rio de Janeiro: Universidade Federal do Rio de Janeiro, 191 p. Zhang, M.-H., Malhotra, V. M. (1995) Characteristics of a thermally activated alumino-silicate pozzolanic material and its use in concrete. Cement and Concrete Research, V. 25, N. 8, pp. 1713 – 1725. Zhang, M.-H., Malhotra, V. M. (1996) High-performance concrete incorporating rice husk ash as a supplementary cementing material. ACI Materials Journal, V. 95, N. 6, pp. 629 – 636.
Download