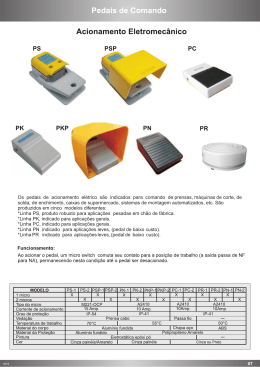
O CASO DA FABRICAÇÃO DE LATAS: A análise ergonômica como ferramenta pericial • Airton Marinho da Silva • Médico do Trabalho Auditor Fiscal do Trabalho • Delegacia Regional do Trabalho em Minas Gerais • Endereço: Rua Tamoios 596, 5º andar, Centro, Belo Horizonte,MG, • Fax.:31.3270 6150 - E-mail : [email protected] ANÁLISE DA DEMANDA: • O longo processo na Justiça do Trabalho. • “Acidentes” do Trabalho • LER/DORT (“suspeitas”) • Convocação do Agente de Inspeção do Trabalho FUNCIONAMENTO DA EMPRESA: • 200 toneladas de chapas ao mês • "just in time” • Número de empregados: 227, em 2 turnos - 99 mulheres. • Concorrência: automatizadas • tendência clara de redução de número de empregados Produto: • latas em chapas finas de aço (''folhas de flandres"), de diversas dimensões, formatos, tipos e finalidades A OPINIÃO DO PROPRIETÁRIO • "não adianta" trazer máquinas mais ágeis porque trabalhariam por poucas horas ao dia e ficariam ociosas • perdas na situação atual de cerca de 15% da matéria prima utilizada. A OPINIÃO DO PROPRIETÁRIO • insuficiência de recursos para melhorias e investimentos • maior desperdício está no "erro humano" e na falta de manutenção correta do maquinário. Recursos humanos • Não há política de pessoal • 3 ou 4 anos como "ajudantes”, apesar de operar máquinas • não há perspectivas de ascensão funcional e salarial. • treinamento "on-the-job” • “1 semana ele já é capaz de produzir” Organização Hierarquia simplificada: • gerente geral • poucos supervisores de área (trabalhadores provindos da própria linha de produção) • diretamente aos empregados da produção. A produção: • (privilegia a flexibilidade do produto final) • seleção e corte de chapas (“folha de flandres”) • impressão em litografia – rotativas e plana • conformação de partes em cerca de 40 prensas A produção: • montagem em linhas (esteiras) (15 minutos para novo produto): • dobradeiras • "grafagem" ou solda • "pestanha” • "frisadeiras” • "recravadeiras” • controle de qualidade • embalagem e expedição. Seleção e corte de chapas Limpeza de rolos impressores na rotativa Operação da impressora “plana” Folhas de chapas • 30 ton. de folha "mala" (não alimentícios) e mais 180 toneladas ao mês de folhas virgens/mês – espessura: 0,21 mm • Peso: 550 chapas = 1090 kg ou 1,6 toneladas = 1.500 chapas Tintas e solventes • “ésteres de colofônia, resinas maleicas e alquídicas , óleos vegetais refinados e hidrocarbonetos alifáticos + Pigmentos orgânicos e inorgânicos." • águarrás Horário de trabalho • 2 turnos: 07 às 15:30 14:30 às 22:52 hs • 1 (uma) hora para repouso e refeição • intervalo de 10 minutos antes das refeições, para "ginástica laboral". • "banco de horas”, informal Salários • Ajudantes: R$ 255,00 • Operadores: R$ 275,00 • Ajudantes "... pegam nas máquinas ...", por vários anos, e não são classificadas como "operadoras" Acidentes • 1996 - 25% da força de trabalho sofreu acidentes (6 acidentes “com afastamento” por mês.) • 1997 - 23,1% • 1998 - 15,7% • 1999 - 9,32% (3 por mês). • Linha de Montagem e Estamparia Análises dos acidentes pelo SESMT: SOBRE CHAPAS: • manuseio de folhas de uma só vez • "folhas escorregadias" • folhas sobre fardos desamarrados SOBRE MÁQUINAS • proteção insuficiente na prensa de "virolar" • proteção insuficiente na "enroladeira" • "a folha agarrou na máquina” (+++) • "guilhotina" sem proteção Análises SESMT, cont. “ATOS INSEGUROS”: • "falha na avaliação do perigo" • "falta de cuidado" • "pisou no pedal com a mão na máquina" • "empilhamento inseguro" • Modo operatório considerado inseguro Análises do SESMT, cont. “ATOS INSEGUROS” • operar pedal com mão na área de atuação da recravadeira • funcionamento acidental da recravadeira com mão nos "roletes"; • limpeza de rolo com máquina em movimento (impressora rotativa) HIPÓTESES INICIAIS: Por que tantos acidentes ? • falta de proteção adequada de partes móveis de máquinas • trabalho sob pressão de tempo • exigências de produtividade • picos de produção não previstos • planejamento precário do ritmo de produção da fábrica OBSERVAÇÕES DETALHADAS SETOR DE PRENSAS: • Pedais mecânicos (grande curso, duros) • falta de proteção de área de ação das ferramentas • falta de proteção contra acionamento acidental • improvisações • queixas de "dor no joelho" IMPROVISAÇÃO NO PEDAL DE GUILHOTINA A POSTURA SEMI-ASSENTADA NA PRENSA A RETIRADA DE PEÇAS DE PRENSA DA LINHA DE "CUMBUCA" LINHA DE CUMBUCA (cuia): • "... primeiro é preciso esperar tomar confiança com outras máquinas menos perigosas, prá depois trabalhar na cuia... ” • "só pessoa com muitos anos de experiência...” • "no repuxo, se entrar errado, perde a peça...” LINHA DE CUMBUCA (cuia): • "não pode é ficar com medo..." • "quando está tudo funcionando a gente nem percebe o tanto de barulho que cada uma máquina faz...” • "as mais velhas não querem sair da "cuia", acostumaram..." Linhas de Montagem LINHA DE “10 kg”: (até 8.000 latas/dia) – SOLDA – PESTANHADEIRA – APLICAÇÃO DE VERNIZ – FRIZADEIRA – RECRAVADEIRA – CONTROLE DE QUALIDADE – EMBALAGEM E EXPEDIÇÃO. O TRABALHO NA MÁQUINA RECRAVADEIRA NA RECRAVADEIRA, AS MÃOS CHEGAM JUNTO AOS ROLETES EM MOVIMENTO, segurando a tampa ainda solta (4 a 6000 peças ao dia) A LINHA DE MONTAGEM "eletrodo" (3 a 4 000 peças ao dia) AS PEÇAS DEFEITUOSAS: (até 10% da produção) O uso da "Turqueza” banquinhos ao final da linha • Os defeitos de recravagem (maior fonte de erro) levam ao desmonte da lata para voltar ao início da linha. • - "Nossa!, perdeu isso tudo ?!?...", ao ver o grande refugo de uma linha, a ser retrabalhado. O DESMANCHE DA RECRAVAÇÃO COM A 'TURQUEZA' O ambiente de trabalho - Ruído • Litografia I: 91 dB • Litografia Galpão 2: 87 dB • Estamparia: 91 dB • Corte: 91 dB • Linhas de montagem: 87 a 92 dB • Área de expedição : 86 dB Percepções do desgaste • ”- ... péra aí, gente !!...” (trabalhadora agitada com o acúmulo de peças junto a seu posto de trabalho: ”-... deu rôia...” • "... já frizei a mão uma vez...” • "...tem de dar rolha neles... senão só eu trabalho e eles vão pro banheiro, ficam à-toa... " Percepções do desgaste • "mais gente era melhor para rodízio." • "reduziu 9 pessoas na linha...” • "... Aqui é o fim do mundo, muita agitação, os braços tudo cortado...". • "... Agora está mamão com mel... não tem pressão prá produzir..." Percepções do desgaste • "... Antes era muita produção, hora extra todo dia, trabalhava todo domingo, folgava 1 sábado outro não, pagavam 300% de hora extra,..., chegava a tirar 500 reais por mês...” • "... foi por isso que lesou tanta gente na década de 90..." AS CADEIRAS: "... gordo não cabe ..." 2 modelos: (fora as banquetas) • a) "giroflex", reguláveis em altura por alavanca, rotativas, apoio circular para os pés. Assentos e encostos sem acolchoamento, em madeira envernizada. ("...desequilibra e machuca..." ). AS CADEIRAS: "... gordo não cabe ..." • b) cadeiras de estrutura de metal, apoio circular para os pés, regulagem (difícil) por pinos na coluna central, não rotativa, assentos e encosto em plástico acolchoado, encosto na vertical, sem regulagem em altura ou no sentido ântero-posterior. Assento na linha de montagem AS EXIGÊNCIAS MÚSCULO ESQUELÉTICAS: • intensa movimentação dos membros superiores • postura semi-assentada, ou em pé, por longo tempo, cadeiras não apropriadas • operação contínua de pedais pesados e maldimensionados, de máquinas perigosas AS EXIGÊNCIAS MÚSCULO ESQUELÉTICAS: • ajustes corporais de grande desvantagem biomecânica • pernas abertas, ou de um lado, acionando o pedal, improvisando apoio para perna esquerda • equilíbrio instável, contração estática constante da musculatura das pernas, dos quadris e da coluna vertebral. Posturas de trabalho (Laville, 1976) determinadas por: • exigências visuais • exigências de precisão de movimentos • exigências de força a ser exercida • os espaços onde o operador atua • o ritmo de execução. INADEQUAÇÃO POSTURAL: • Não possibilidade de alternância postural tempo longo impossível modificar postura penosa • postura aparentemente confortável (assentada) desconfortável pela necessidade de apertar pedal, a distância fixa e não regulável. INADEQUAÇÃO POSTURAL: • desequilíbrio de um segmento corporal, corpo todo tem de se ajustar parcial ou temporariamente esforços prolongados • Resultado dores e lesões musculo-ligamentares. LER/DORT : 3 (três) componentes básicos. ("les boucles infernales") Guérin e cols., 1991 – 1) uma fonte de perda de produtividade não detectada pela empresa. – 2) tentativas de compensação: • aumento de ritmos e de exigências de produção • horas extras • trabalho de recuperação de refugos • manutenção e limpeza de máquinas em movimento • redução de mão de obra (entre outros) LER/DORT : 3 (três) componentes básicos. ("les boucles infernales") Guérin e cols., 1991 • 3) agravamento na perda de produtividade: – mais refugo, mais acidentes, mais casos de LER/DORT, queda na qualidade, retrabalho, maior custo salarial pelas horas extras, redução da produtividade individual, entre outros. Pontos críticos levantados: • acionamento a pedais de altura não regulável nas máquinas • posição semi-assentada em cadeiras inadequadas • milhares de peças por hora em ritmo de esteira rolante • “just in time” sem pausas definidas, ritmo imprevisível, sem estoques intermediários adequados; Pontos críticos levantados: • movimentação repetitiva contínua de membros superiores em ciclos de 40 a 50 segundos por peça • utilização de ferramentas inadequadas ("torquezes”), com movimentos que exigem força, desvios ulnares e compressão de partes moles Pontos críticos levantados: • Rodízios informais e baseados em “coleguismo” (apenas nas linhas) • falta de participação dos trabalhadores em qualquer decisão em relação a organização do processo de trabalho e suas exigências. RECOMENDAÇÕES QUANTO A RISCOS DE ACIDENTES COM MÁQUINAS • a) ferramenta de prensa fechada • b) enclausuramento da zona de prensagem, com fresta que permita apenas o ingresso do material e não da mão humana • c) "mão mecânica" • d) sistema de alimentação por gaveta RECOMENDAÇÕES QUANTO A RISCOS DE ACIDENTES COM MÁQUINAS • e) sistema de alimentação por gravidade e de remoção pneumática • f) sistema de bandeja rotativa (tambor de revólver) • g) cortina de luz com autoteste • h) comando bimanual com simultaneidade e auto-teste. RECOMENDAÇÕES QUANTO A INADEQUAÇÕES ERGONÔMICAS • No acionamento a pedais nas máquinas: – eliminação (botoeira dupla) – regulagem emergencial – pedais pneumáticos – proibição de “acionamento contínuo” (improvisado) RECOMENDAÇÕES QUANTO A INADEQUAÇÕES ERGONÔMICAS • cadeiras inadequadas: todos os assentos, em todos os postos de trabalho, deverão atender ao exigido na NR-17, item 17.3.3 • espaço para pernas RECOMENDAÇÕES QUANTO A INADEQUAÇÕES ERGONÔMICAS Nas esteiras rolantes: • trabalho em células • formação de estoques intermediários adequados • polivalência ("coringa"), • utilização de todas as máquinas disponíveis nas linhas • rodízio organizado de trabalhadores do setor RECOMENDAÇÕES QUANTO A INADEQUAÇÕES ERGONÔMICAS • Quanto ao uso de ferramentas inadequadas, como as "turquezas": – descarte das peças defeituosas como sucata – redução do refugo (melhorias na matéria prima e maquinário) – equipamento mecanizado de desmanche – ferramenta ergonomicamente projetada para as dimensões e formas da mão humana OUTRAS RECOMENDAÇÕES QUANTO A INADEQUAÇÕES ERGONÔMICAS • Medidas ambientais anti-ruído • participação dos trabalhadores • ventilação • iluminação • tipo de matéria prima • eliminação ou correção da “ginástica laboral” Situação em Agosto/2001 • • • • • • • • 136 empregados (< 40%) eliminação das linhas “vassoura” e “cuia” manutenção em pedais rodízios 4 vezes ao dia 1 técnica de segurança (< 50%) plataforma na litografia torneiras nos tambores no almoxarifado Audiência para 12/09 (DRT, MPT, JT). CONCLUSÕES: • Análise Ergonômica do Trabalho, focada na atividade e com objetivos práticos e concretos, pode ser uma ferramenta inestimável na melhoria dos ambientes de trabalho CONCLUSÕES: • Aplicação direta na Justiça do Trabalho, nas mãos de Juiz do Trabalho envolvido, pode ajudar a por fim a uma longa e ineficaz discussão, que não tem trazido benefícios práticos aos principais interessados. Airton Marinho da Silva Médico do Trabalho Auditor Fiscal do Trabalho Delegacia Regional do Trabalho em Minas Gerais Endereço: Rua Tamoios 596, 5º andar, Centro, Belo Horizonte,MG, Fax.:31.3270 6150 - E-mail : [email protected]
Baixar