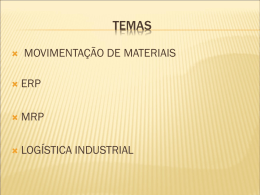
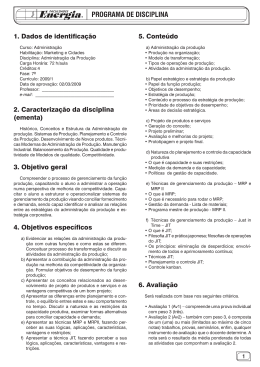
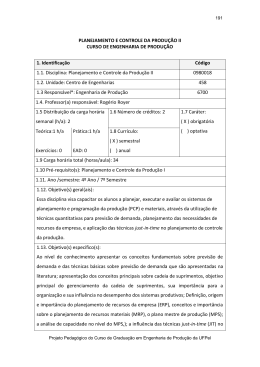
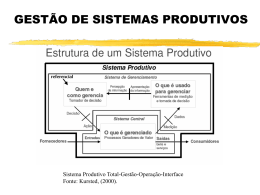
UM SISTEMA DE ADMINISTRAÇÃO DA PRODUÇÃO COMBINADO: ORIENTADO À FABRICAÇÃO DE UM PRODUTO MODULAR Marcel Andreotti Musetti Escola de Engenharia de São Carlos -EESC/USP, Área de Eng. de Produção, NUMA. CP 359 - CEP 13560-970 - São Carlos - SP - E-mail: [email protected] Mateus Monteiro Pinotti Escola de Engenharia de São Carlos -EESC/USP, Área de Eng. de Produção, NUMA. CP 359 - CEP 13560-970 - São Carlos - SP - E-mail: [email protected] Rogério de Paula Lenza Escola de Engenharia de São Carlos -EESC/USP, Área de Eng. de Produção, NUMA. CP 359 - CEP 13560-970 - São Carlos - SP - E-mail: [email protected] Abstract This article presents the entire development which involved the formulation of a proposal of an hybrid production management system (MRP, kanban and finite scheduling) for the shop-floor of a modular product. The proposed system in applied within the laboratory FIM – Model Integrated Factory, and is directly associated to the management of the business process – to Produce. FIM possesses some manufacturing cells of the shop-floor and the other cells are considered to be virtual (they are part of the model but they do not exist physically). This Production Planning and Control scenario has generated several benefits for the developments in teaching and researching. Keywords: Hybrid System, Modular Product and Business Processes. 1) Introdução Hoje, o acirramento da competição, que ganha amplitudes globais, impulsiona as empresas a transformarem seus processos em busca de uma maior agilidade e competitividade, atendendo às novas solicitações de seus mercados e às de mercados a serem conquistados, preparando-se para aproveitar novas oportunidades, enfim, buscando sobrevivência com solidez. Até os últimos anos da década passada, as empresas, ainda presas a uma visão interna da administração da produção (considerando, no máximo, seus fornecedores e clientes diretos), tinham duas grandes vertentes puras (filosofias) para gerirem suas produções: o MRP e o JIT. Essas duas vertentes, que a princípio eram paradoxais, desenvolveram-se através de um maior número de aplicações, de técnicas, de recursos computacionais e, juntamente com o surgimento de novas visões gerenciais, como a Logística Integrada, o Gerenciamento da Cadeia de Suprimentos, a ampliação do relacionamento de Parcerias, as Empresas Virtuais, foram sendo aplicadas de forma combinada, visando garantir maiores vantagens na administração da produção e em conseqüência maior competitividade às empresas. O universo teórico envolvendo os sistemas de administração da produção cresceu muito e apresenta atualmente uma visão mais integrada, mais sistêmica do ambiente produtivo, onde a formação do profissional que irá atuar no mercado deve ser mais abrangente; deve buscar a criatividade na proposição e aplicação de soluções; deve despertar a iniciativa e a continuidade da aprendizagem. O sistema híbrido de administração da produção, desenvolvido num ambiente integrado e concebido dentro da visão de processos (Business Processes), ora relatado, visa dar sua contribuição para a superação dos dois desafios citados. Posto que, tal sistema constitui-se numa solução alternativa para empresas que fabricam produtos modulares e por ser adaptado à uma aplicação acadêmica, contribuí, de forma marcante, para o enriquecimento da pesquisa e do ensino. 2) O ambiente O presente trabalho está sendo desenvolvido pelo grupo de PCP (Planejamento e Controle da Produção) vinculado ao NUMA - Núcleo de Manufatura Avançado (Projeto PRONEX/MCT), que conta com a parceria de cinco instituições ligadas ao ensino de Engenharia (EESC-USP, UFSCAR, UNICAMP, UNIMEP e do WZL-Aachen/Alemanha). O grupo de PCP conta especificamente com professores da EESC/USP e da UNIMEP, e aproveita as instalações da FIM - Fábrica Integrada Modelo para seus desenvolvimentos e aplicações. A FIM possui uma infra-estrutura básica composta por softwares, hardwares, um chão de fábrica, produtos metal-mecânicos e recursos humanos (alunos de graduação, pós-graduação, professores e técnicos). Com essa infra-estrutura, a FIM tenta aproximarse ao máximo da situação real de uma empresa de manufatura, dando um tratamento virtual aos demais recursos complementares que não estão disponíveis fisicamente. O grupo de PCP criou o sistema de administração da produção, ora discutido, combinando três técnicas: sistema MRP (e demais extensões), kanban e programação com capacidade finita, aplicado à fabricação de um produto modular e, secundariamente, a um produto “configurável”. Esse sistema foi concebido, desenvolvido e implantado sob a realidade de um cenário de manufatura, que utiliza todos os recursos da FIM além de definir as condições de contorno para o estabelecimento dos processos- Business Processes, considerados (dados de mercado, histórico de demanda, fornecedores, dados sobre o chão de fábrica, pedidos de clientes e outros). 3) A Visão de Integração e de Processos - Business Process Todos os desenvolvimentos do grupo de PCP estão alicerçados teoricamente numa visão de integração da empresa, representada através de seus processos. É fundamental a apresentação do enfoque dado a esses conceitos, pois existem inúmeras abordagens na literatura especializada, e cada qual com sua particularidade. Ambos conceitos têm um forte relacionamento, pois a integração leva à identificação dos processos e à definição de seus relacionamentos, e, em contra partida, a visão da empresa pelos processos contribuem para um entendimento mais integral da realidade da empresa. Os conceitos de integração assumidos pelo grupo estão de acordo com os expressados por ROZENFELD (1996), que privilegia a visão holística da empresa, cujo objetivo é a construção de uma única imagem, capaz de sintetizar todos as visões parciais da empresa, dirigida pelas metas estratégicas do negócio. Considera-se que a integração contempla as dimensões da interação e da colaboração interfuncional guiando a empresa dentro de uma coesão organizacional. Segundo KAHN & MENTZER (1996), a interação interfuncional representa aspectos de comunicação associados com atividades interfuncionais, como por exemplo: atividades de comunicação verbal, reuniões, facs, teleconferências, memorandos, telefonemas, e documentos padronizados. Interação é tangível e pode ser facilmente monitorada. Ainda conforme os mesmos autores, a colaboração interfuncional é definida como a disposição dos departamentos trabalharem juntos, com ênfase no trabalho conjunto, tendo um entendimento mútuo, tendo uma visão comum, dividindo recursos, e desenvolvendo metas coletivas. Colaboração é definida como uma atitude de relacionamento interfuncional, representando uma afetividade, voluntariedade mútua e compartilhamento de processos. As atividades de colaboração são tipicamente intangíveis, menos fáceis de regular, difíceis de sustentar sem esforços conjuntos, e representam um altíssimo nível de inter-relacionamento. Frente a essa definição de integração, soma-se a contribuição da visão com o foco nos processos, os quais vêm quebrar a tradicional visão funcional da empresa, na qual é comum encontrarem-se diversas mini empresas (departamentos), dirigindo seus esforços a objetivos locais e avaliadas pelo alcance de metas particulares (internas/setoriais), que não se harmonizam com as necessidades do negócio como um todo. Nesses ambientes, os processos têm muitos “donos”, mas todos em seus setores, realizando muito bem suas tarefas funcionais, mas, na verdade, eles não tem “dono” algum. A necessidade da existência de um “dono”, de alguém que se responsabilize pelo desempenho do processo é apenas uma das características identificadas junto a processos bem definidos e geridos, por HARRINGTON (1991), que destaca ainda: o estabelecimento de limites e relacionamentos bem definidos; a documentação dos procedimentos, do trabalho e de treinamentos (habilidades); a medição e a realimentação dos controles; os parâmetros (medidas) e os objetivos dos clientes, o conhecimento dos tempos de ciclos; o bom conhecimento das próprias capacidades; a formalização de alterações nos procedimentos. Adotando-se o conceito de processo como uma combinação das visões de Business Processes apresentadas em HARRINGTON (1991) e GARVIN (1995), pode-se definir que um processo é um conjunto de atividades logicamente relacionadas, que dão suporte às tarefas operacionais, utilizam recursos e a organização da empresa, visando a geração de resultados definidos dentro dos objetivos da organização como um todo. Para tanto, o processo deve focalizar o cliente associado a um determinado negócio da empresa. Como exemplo de processos podem-se citar: desenvolvimento de produtos, produção de produtos, venda de produtos, compra de produtos e outros. Para a apresentação do sistema de administração da produção proposto nesse trabalho, será ilustrada mais adiante, a definição do processo Produzir para o cenário produtivo em tela. 4) Os produtos e o Chão de Fábrica O cenário produtivo concebido para a aplicação dos desenvolvimentos do grupo de PCP possui 2 produtos finais com características bem distintas: • Porta Treco - Foi o primeiro produto da FIM. A motivação para a sua concepção foi a de um produto demonstração. A partir de um blank padrão, o cliente (visitante da FIM) escolhe o número de elementos parametrizados (rasgos e furos) que irão compor o seu produto final, definindo também o posicionamentos desses elementos na face superior do produto (figura 1), possibilitando, assim, a criação de uma infinidade de modelos. Essa especificidade caracteriza o produto como “configurável”, onde todo o desenvolvimento de engenharia já foi previamente realizado. • O redutor - É caracterizado como um produto modular, pois através da combinação de suas peças básicas (eixos e engrenagens) ou de subconjuntos (entrada, saída e transmissão) pode-se formar uma ampla gama de produtos finais (figura 1). O atual cenário produtivo tem três modelos de redutores definidos e cadastrados como produtos finais: H107, H110 e H210. Como ilustração uma árvores de produto (H210) está indicada na figura 1, destacando os itens comuns. Redutor Porta Treco Chaveta Rolamento Barra Laminada Eixo Forjado Engrenagem S. Saída Bucha Chaveta Rolamento Barra Laminada Fundido S. Motor Tampa Legenda Tampas laterais Fundido Redutor 210 Eixo c/ Pinhão Base Anel Espaçador Pino Guia Retentor S. Carcaça Fantasma Produzido/MRP Comprado/Pt. Reposição Produzido/kanban Comprado/MRP Visor de óleo Parafusos Bujão de óleo Figura 1 - Produtos da FIM e Estrutura Modular do Redutor O lay-out do chão de fábrica foi definido em função da similaridade de processo de fabricação entre as principais famílias de peças (eixo, engrenagem e carcaça), onde as células de usinagem de eixo verde, usinagem de eixo duro, usinagem de carcaças e uma bancada de montagem, existem fisicamente na FIM e as restantes são virtuais. 5) Os Sistemas de Administração da Produção - SAP A abordagem, aqui desenvolvida, considerou como escopo de interesse os conceitos de base dos sistemas MRP (MRP - Material Requirement Planning- Planejamento das Necessidades de Materiais, do MRP II - Manufacturing Resource Planning- Planejamento de Recursos de Manufatura e do ERP - Enterprise Resources Planning- Planejamento de Recursos da Corporação), e do JIT (Just in Time). Pela característica modular do principal produto da FIM e pelas tentativas iniciais de modelagem do processo Produzir, as atenções do grupo de PCP voltaram-se para os desenvolvimentos e para as aplicações combinadas de sistemas MRP e JIT, realizadas por muitas empresas. Nos últimos dez anos, apareceram interessantes propostas que suportam ambas filosofias num mesmo sistema de administração da produção, buscando unir as vantagens geradas individualmente pelas aplicações puras do MRP e do JIT. Entre as inúmeras propostas de sistemas híbridos ou combinados consultadas, podem-se destacar alguns exemplo teóricos e práticos: • Sistemas diferentes para produtos diferentes (SLACK et al., 1997): ∗ Conforme PIRES & PARRA (1995), o MRP é utilizado para planejar e controlar a produção dos produtos de maior variabilidade (produto e materiais) e o JIT para os produtos de fluxo mais contínuos ( e pouca variação no mix). Ocorre, assim, uma divisão por adequação, ou seja, cada sistema é responsável por administrar os produtos mais adequados ao seu suporte. ∗ Segundo BERRY apud SLACK (1997), o MRP é utilizado para todos os itens de produção, exceto para alguns classificados como comuns (fazem parte de todos os modelos de uma família de produtos finais), que têm a produção puxada por kanbans, pois apresentam alto fluxo e são repetitivos. Nesse caso, não existem produtos diferentes, mas itens dentro da estrutura do produto tratados de forma diferenciada. • MRP para controle global e JIT para controle interno (SLACK et. al., 1997): ∗ Segundo PARNABY. apud SLACK (1997), a produção é puxada por kanbans internamente à fábrica e o ritmo é ditado pela montagem final. O MRP é utilizado para fazer a programação de fornecedores e compra de materiais. Essas tendências na utilização de SAPs combinados (MRP e JIT) podem ser verificadas através de trabalhos como o de SPENCER (1993), que realizou uma interessante pesquisa, levantando a evolução e a aplicação desses sistemas em seis empresas americanas de destaque, entre as quais, Motorola (Huntsville-Alabama), Carrier (Athens-Georgia), Verbatim (Charlotte-N.C.). Ele concluí que, para a amostra pesquisada, as aplicações do MRP e JIT podem ser complementares na busca de soluções, mas uma proposta não substitui outra e necessitam de técnicas gerenciais adicionais para funcionarem juntas. • MRP e Sistemas de Programação com Capacidade Finita (CORRÊA et al.,1997): ∗ Os sistemas de programação com capacidade finita complementam os sistemas MRP, refinando e melhorando a capacidade de programação de ordens num menor horizonte de tempo, em ambientes onde a complexidade de alocação de ordens é muito alta, devido a fatores como: limitações de capacidade, alternativas de roteiros e precisão de tempo nas programações. É necessária que haja uma integração completa entre os dois sistemas, na qual, o sistema de programação com capacidade finita deve realimentar o MRP, para que as vantagens da união sejam alcançadas com integridade (CORRÊA et al., 1997). Em LANKFORD (1993) é destacada outra vantagem da combinação citada, pois os sistemas de capacidade finita trabalham com tempos de processo mais precisos, enquanto os MRPs trabalham com lead times fixos, que acabam gerando imprecisões devido a formação de filas, tamanho de lotes e outros motivos. • Existem ainda muitas outras combinações que envolvem mais de duas técnicas ou filosofias de administração da produção, como se pode constatar em: ∗ Em MIRSKY (1993), aplica-se a programação finita juntamente com MRP e kanban; ∗ Em NUNES (1997), utiliza-se a forma integrada JIT, MRP II e simulação, num ambiente produtivo que oferta produtos distintos (itens repetitivos e itens sob encomenda) a diferentes segmentos de mercados. Dentro desse ambiente repleto de soluções criativas e adaptáveis às diferentes realidades (abordagem das contingências), cada qual buscando atender às suas especificidades produtivas é que se apresenta, a seguir, a proposta de um SAP direcionado à fabricação de um produto modular. 6) A proposta de um sistema de administração da produção (SAP) utilizando técnicas de programação com capacidade finita, kanban e MRP. Conceber um sistema de administração da produção é uma árdua tarefa e pressupõe a definição clara de alguns objetivos estratégicos da empresa, já que o principal intuito dos SAPs é auxiliar no processo de tomada de decisões, levando a empresa a aumentar seu desempenho competitivo, que, por sua vez, pode ser medido através de alguns parâmetros, segundo CORRÊA et al. (1997), como: custo percebido pelo cliente, velocidade de entrega, confiabilidade de entrega, flexibilidade das saídas, qualidade dos produtos e serviços prestados ao cliente. Mas, muito embora o SAP definido para o cenário produtivo da FIM não despreze essas relevantes considerações para uma empresa atuante no mercado, o principal fator responsável pela definição descrita adiante foi a riqueza conceitual. O objetivo é propiciar uma maior aplicação de conceitos relacionados ao planejamento e controle da produção, possíveis de serem trabalhados num cenário produtivo. Essa definição focalizou as principais necessidades de seus clientes prioritários, que são compostos pelos alunos de graduação, de pós-graduação, professores e por profissionais da área atuantes no mercado. Os critérios e os clientes considerados para a definição do SAP não invalidam o esforço de aproximação entre o modelo acadêmico e a realidade de mercado, fazendo com que a proposta seja passível de uma aplicação prática para um ambiente produtivo que se assemelhe ao adiante descrito. A Tabela 1 ilustra de maneira sintética o SAP proposto, identificando a apropriação das técnicas aos produtos, através das diferentes políticas de relacionamento com o mercado, que, por sua vez, definem as estratégias de produção. I "#$%'&($)+*-,.0/.%$) JK A (=@) ,$6 ;$B&,. C.#< .78$ L 0 % =6-. @%0. MN A (=@)!,$6PCQ.#< .78$9%0=R%0= 6-.0@%. O WVXY *-132 %= D D 13E Z 1S2 132 ! "#$54 #.6.78$9,$6 : . ;.,0<%.%0=?><@< (. F.0@/.B@ "#=.,($# GHGHG'GHG'GHGHG'G "AA DUT " AA ["#$4 #.B6\.758$ :DU.T ;.,0<%.%0=?><@< (. E< 4. ,$6 E< 4.["#=.,($# Tabela 1 - Matriz SAP A modularidade do produto redutor, juntamente com o histórico de demandas para os produtos finais, forneceram subsídios para a identificação de elementos e/ou subconjuntos dentro da gama de redutores, que possuíam uma característica particular. Esses elementos apresentavam uma demanda com baixa variação e fluxo considerável. No presente exemplo, peças individuais como engrenagens e eixos, ou combinadas em subconjuntos (entrada, saída e transmissão) são comuns a mais de um modelo de redutor e mesmo que a solicitação por determinados modelos não se mantenha, considerando o conjunto de solicitações de todos os modelos compostos por esses subconjuntos a demanda se mantém. Essa característica adapta-se à proposta de uma produção MTS (Make to Stock - Produzir para estoque), através de um sistema de informações via kanban. A produção desses itens são puxadas de acordo seus consumos, havendo a necessidade de um supermercado de peças no final do processo (estoque). O kanban é interno e as requisições de materiais são geradas pelo MRP. Oposta à situação citadas, estão as peças que são dedicadas a um único modelo de redutor, como é o caso das carcaças, que devido aos diferentes tamanhos e tipos de redutores, não servem a mais de um modelo. Esses tipos de peças estão sujeitos às variações puras de demanda, associadas aos produtos finais dos quais fazem parte, possuindo, assim, um nível maior de variação nas quantidades demandadas, período a período. Cabe destacar também que as carcaças são produzidas a partir de fundidos, que frente às demais matérias primas, têm um custo representativo (item tipo A - curva ABC), não sendo vantajoso manter estoque desse item. Para esses itens, adotou-se a produção MTO (Make to Order - Produzir contra Pedido), utilizando-se um sistema MRP para planejar a produção. No estabelecimento de uma estratégia de compras, os materiais foram divididos em dois grupos. Os itens com alto valor agregado (itens A) são comprados segundo as requisições do MRP, enquanto os itens restante são adquiridos por ponto de reposição. No SAP proposto, existe ainda a utilização de um sistema de programação com capacidade finita, cuja principal contribuição é aumentar a flexibilidade de programação em um curto horizonte de tempo. O sistema de capacidade finita respeita a hierarquia de planejamento e programação vindas do sistema MRP (programação mensal, com valores agregados por semanas). Essa programação é quebrada e trabalhada dentro de um horizonte semanal, utilizando as facilidades oferecidas pelas ferramentas de seqüenciamento, próprias a esse tipo de sistema. O sistema de programação com capacidade finita é aplicado para a programação dos produtos finais (montagem), que por sua vez, acaba amarrando a liberação das ordens de usinagem de carcaças, que são seqüenciada pela mesma ferramenta. A modularidade dos produtos finais caracteriza uma produção ATO (Assemble to Order- Montagem contra pedido). No modelo ATO, a disponibilidade imediata de subconjuntos (estoque) agiliza a montagem do produto final, com um ganho em tempo de atendimento aos pedidos. Essa característica é verificada, no sistema proposto, pela presença de estoques dos elementos ou subconjuntos comuns (itens MTS), que apresentam os maiores lead times e, portanto, o oferecimento imediato desses itens reduzem o lead time total do produto, agilizando o atendimento dos pedidos. O produto porta treco, que é um produto demonstrativo (só produzido quando há visitas a FIM/NUMA) permite programar a compra de seus materiais pelo MRP, apesar da simplicidade de sua estrutura de produto. Sua programação é realizada pelo uso do sistema de programação com capacidade finita, onde é verificada a disponibilidade de recursos e pode ser realizada uma reprogramação quando necessário. A característica do porta treco permite definir sua produção como CTO (Configure to Order- Configurar contra pedido). No presente exemplo, o cliente especifica seu produto a partir de um blank padrão e de elementos (furos e rasgos) parametrizados, o que, dentro do cenário da FIM, imprime grande agilidade por todo o processo de Vender. Isto requer do processo Produzir grande flexibilidade e rapidez na programação de pedidos, que é possibilitada pela utilização do sistema de programação com capacidade finita. Fabricar Produto Modular Prever demanda DCP INFEST Comprar materiais NECCOMP PROGVEN DISPMAT Fazer Plano Mestre de Produção Programar/ verificar capacidade NECPI STPROD Detelhar programa NECMAT Planejar materiais PROGPROD PROGPROD/PLDET Fabricar item MTO RELPROD PMDET DPC INCCAP RELPM Legenda: DCP - Demanda a curto prazo PROGVEN - Programa de vendas NECPI - Necessidade de produtos individuais NECCOMP - Necessidades de compra NECMAT - Necessidades dematerial RELPRO - Relatório de produção INCCAP - Incompatibilidade de capacidade STPROD - Status da produção INFEST - Informações sobre os estoques DISPMAT - Disponibilidade de materiais PLDET - Plano detalhado de produção PMDET - Plano de montagem detalhado RELPM - Relatório de produção e montagem PCMOD - Peças e conjuntos modulares KANBAN - Cartões de kanban DPC - Disponibilidade de peças fabricadas Fabricar item MTS Montar produto final (ATO) PCMOD KANBAN Figura 2 - Processo (Business Process)- Produzir Todo esse processo de proposições foi desenvolvido paralelamente à definição e à modelagem do processo Produzir, para o qual utilizou-se uma adaptação da técnica SADT -Strutured Analysis Design Technique- análise estruturada e técnica de projeto (figura 2). Os sistemas, utilizados como ferramenta computacional no SAP desenvolvido, são o software SIGA ADVANCED - Microsiga (MRPII) , PREACTOR 300 - CIMulation ( programação com capacidade finita) e uma interface com o CAPPE - KSR (CAPP). 7) Considerações Finais O sistema de administração da produção proposto e o cenário produtivo estão implantados na FIM e foram introduzidos no escopo de algumas disciplinas de graduação, como por exemplo: Programação e Controle de Sistemas Integrados de Produção, PCP II e Projeto da Fábrica. Segundo Eles têm promovido uma grande integração na seqüência de apresentação entre as ementas dessas disciplinas, além do oferecimento de um objeto concreto, onde os conceitos trabalhados dentro das salas de aula possam ser aplicados e testados. Fato este que se constitui numa das principais carências dos clientes preferenciais do SAP proposto (alunos, pesquisadores e docentes) (MUSETTI,1997). O trabalho aqui apresentado, motivou outros desenvolvimentos como a implementação do SAP desenvolvido em um software de simulação, descrito em SANO et al. (1996) , além de possibilitar cursos à comunidade (processo de educação continuada). O cenário atual de PCP será expandido com a introdução de conceitos de logística integrada dentro de uma visão de cadeia de suprimentos, onde será utilizado o software de gestão integrada - SAP R/3, que suporta os mais modernos conceitos gerenciais da área. 8) Bibliografia CORRÊA H. L.; GIANESI, I. G. N.; CAON, M. (1997) Planejamento, Programação e Controle da Produção. São Paulo, Atlas. GARVIN D. (1995) Leveranging Processes for Strategic Advantage Harvard Business Review . p.77-90. set./out. HARRINGTON H. J. (1991) Business Process Improvement McGraw-Hill KAHN, K. B.; MENTZER J. T. (1996). Logistics and Interdepartmental Integration. International Journal of Physical Distribution & Logistics Management, vol.26, n.8, p.6-14. LANKFORD, R. (1993) Execution Systems: How to Integrated with MRP II In: 36th International Conference Proceedings, San Antonio, Texas, 1993. Anais. Falls Church, APICS. p.482-483. MIRSKY, M. (1993) How kanban, MRP, and Finite Scheduling Work Together in the Process Industry In: 36th International Conference Proceedings, San Antonio, Texas, 1993. Anais. Falls Church, APICS. p.549-522. MUSETTI, M. A. (1997). A integração das disciplinas do curso de engenharia de produção através de um cenário virtual de manufatura In: XXV COBENGE , Salvador -BA, Anais. Salvador, vol.1, p.515-526. NUNES, A. R. P. et al. (1997) O Uso Integrado do Jit, Mrp-ii e Simulação Numa Empresa que conjuga Produção Repetitiva e Produção sob Encomenda.(CDROM) In: 17. ENEGEP - 3nd International Congress of Industrial Engineering, Gramado, Anais. PIRES, S. R. I.; PARRA, P.H. (1995). Proposta de um sistema híbrido (MRPII/JIT) para uma indústria metalúrgica Revista de Ciências & Tecnologia, vol.4/1, n.7, p.7-16. ROZENFELD, H. (1996) Reflexões sobre a Manufatura Integrada por Computador (CIM). Manufatura Classe Mundial: Mitos e Realidade, São Paulo. SANO, A. H.; CROSARA, P.P.; MUSETTI; M.A. (1996) Uso da simulação no ensino de Engenharia de Produção In: XV CICTE. São Carlos, 1996. Anais. USP. p.397. SLACK N. et al. (1997) Administração da Produção. São Paulo, Atlas. SPENCER, M. S. (1993) How “The Best” Companies use MRP and JIT for Sucessful Manufacturing. In: 36th International Conference Proceedings, San Antonio, Texas, 1993. Anais. Falls Church, APICS. p.29-32.
Download