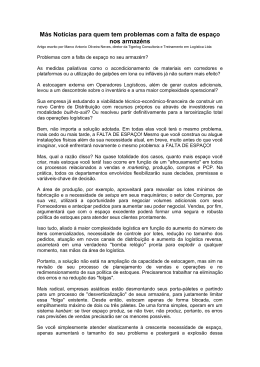
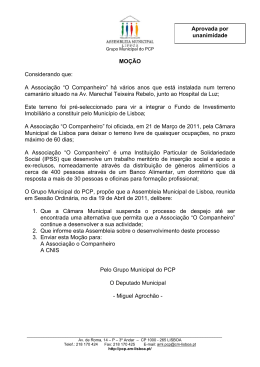
O Planejamento e Controle da Produção em uma Montadora de Veículos Urbanos e Rodoviários Matheus Castro de Carvalho ([email protected] / CESUPA) Resumo: O objetivo desse artigo é apresentar o Planejamento e Controle da Produção (PCP) em um processo de produção por pedidos em uma montadora de ônibus urbanos e rodoviários onde é descrito todos os seus aspectos próprios assim como são descritas suas ferramentas de PCP que são utilizadas na sua produção. Para isso realizou-se um estudo de natureza exploratório-descritiva, onde a partir da observação in loco e entrevista com os colaboradores da empresa obtiveram-se as informações necessárias para a realização deste trabalho. Desta forma, constatou-se o papel preponderante do PCP no perfeito funcionamento da organização na qual através das técnicas e ferramentas de produção, pode alinhar as necessidades e capacidades da empresa com as necessidades e desejos dos clientes. Palavras-chaves: PCP; Produção por pedidos; Montadora de ônibus. 1. Introdução O Planejamento e Controle da Produção (PCP) tem grande importância do ponto de vista prático, pois, visa à melhoria dos processos de produção buscando a minimização dos custos e o aumento da produtividade para alcançar a maximização do lucro. Atualmente, uma das principais estratégias das empresas é atribuir ao cliente um papel de extrema importância no PCP, como atrativo para o mesmo e obter vantagem competitiva perante o seu concorrente. No PCP existem duas classificações para a produção: Produção Puxada e Produção Empurrada. A produção puxada consiste em uma produção realizada por encomenda, ou seja, a produção começa a ser efetuada somente após o pedido do cliente. Já a produção empurrada ocorre quando o produto é produzido em uma tendência do mercado, ou seja, os produtos que se encontram neste tipo de produção geralmente possuem alta rotatividade e não necessitam de um pedido específico do cliente (SLACK, 2009). Neste sentindo, o presente artigo tem como objetivo descrever como é o planejamento e controle da produção em uma montadora de ônibus urbanos e rodoviários diante de um modelo de produção por pedidos. A empresa objeto deste estudo localiza-se no município de Caxias do Sul, estado do Rio Grande do Sul. Atua em mais de 100 países com 11 unidades fabris no mundo e possui um quadro total de mais de 18000 colaboradores. A empresa é líder de do mercado Brasileiro no segmento de ônibus e posiciona-se como uma das maiores fabricantes do mundo. 2. Referencial Teórico 2.1. Planejamento e Controle de Produção Tradicionalmente, o PCP representou e sempre representa um papel de fundamental importância no funcionamento das organizações produtivas em todo mundo. Como é de suas características, observam-se funções que ultrapassam as fronteiras gerenciais e imputam ao PCP o caráter estratégico. Dessa forma, caracterizá-lo significa tangenciar a competência não apenas operacional, mas sobre tudo competitiva da instituição. No entanto, conceituá-lo sobre a ótica dos autores, não resulta em um levantamento permanente, tendo em vista a diversidade de definições e sua evolução ao longo do tempo (SLACK, 2009). Vollmann (2006) afirma que o sistema de PCP se ocupa com o planejamento e controle de todos os aspectos da produção, incluindo o gerenciamento dos materiais, programação de máquinas e pessoas, coordenação de fornecedores e clientes-chave. Dessa forma o sistema de PCP eficaz é fundamental para o sucesso de qualquer organização. Os sistemas de PCP tem um papel decisivo para enfrentar os desafios atuais de uma organização, pois, sua função é apoiar e coordenar as atividades da empresa de acordo com um plano de produção de modo que as metas estabelecidas sejam alcançadas com economia e eficiência. Além da importância na operação, verifica-se uma conexão do PCP entre o ambiente externo e interno. Tal ligação é mostrada por Tubino (2007) ao afirmar que o PCP participa do Planejamento Estratégico da produção, formulando o Plano de Produção, que define, em linhas gerais, o caminho a ser seguido pela produção, relacionando as necessidades brutas de mão-de-obra, equipamentos e materiais para atender à previsão de vendas do Plano de Marketing (Vendas), em consonância com o Plano Financeiro. Além de desempenhar papel estratégico e de conectar a voz do mercado (vendas) ao ambiente interno das organizações (produção), o PCP serve como elemento equilibrador entre os diversos interesses setoriais. Sobre isso, Russomano (2000) afirma que Vendas e Produção encontram suas próprias condições de eficiência em estados divergentes. Cabe ao PCP buscar um estado de equilíbrio para dar condições de eficiência à indústria como um todo. Nesse caso, o PCP gerencia as expectativas internas, mesmo que contraditórias, objetivando a equalização e funciona, de acordo com Tubino (2007), como a função de apoio, cujo papel é coordenar a utilização dos recursos produtivos visando ao atendimento dos planos estabelecidos em três níveis: estratégico, tático e operacional. No PCP existem elementos que trabalham de forma integrada de uma maneira que cada ação seja utilizada para oferecer soluções para unidades e subunidades da organização. O primeiro elemento é o Programa Mestre da Produção (MPS) que de acordo com Vollmann (2006) é a tradução do planejamento de vendas e operações que fornece o volume de produção necessário para produzir produtos específicos determinados pelo (MPS). Essas técnicas de produção determinam quanto e quanto deverá ser produzido de cada produto final a partir dos estoques disponíveis. O segundo elemento seria uma consequência do primeiro. O Planejamento Mestre dos Materiais (MRP). Para Vollmann (2006), MRP é o planejamento detalhado dos materiais na fabricação de peças componentes para a montagem de produtos finais. A principal função do MRP e oferecer a peça no momento certo para a montagem do produto, fornecendo planos formais para cada número de peça, sejam matéria prima, componente ou produto final. Percebe-se que a definição e função do Planejamento e Controle da Produção demonstram a sua importância do ponto de vista estratégico para as organizações atuais. Dessa forma, um PCP bem planejado e executado e adaptado aos avanços impostos pela tecnologia resulta no ganho de vantagem competitiva perante o mercado. 2.2. Just In Time Para Slack; Chambers; Johnston (2009), Just in Time é uma abordagem disciplinada, que visa aprimorar a produtividade global e eliminar os desperdícios. Ele possibilita a produção eficaz em termos de custos, assim como o fornecimento apenas da quantidade correta, no momento e locais corretos, utilizando o mínimo de instalações, equipamentos, matérias e recursos humanos. Ainda, para Slack; Chambers; Johnston (2009), o Just in Time é dependente do balanço entre a flexibilidade do fornecedor e a flexibilidade do usuário. Ele é alcançado por meio da aplicação de elementos que requerem um envolvimento total dos funcionários e trabalho em equipe. Em síntese uma filosofia chave do Just in Time é a simplificação. O Just in Time é uma das bases do Sistema Toyota de Produção. A aplicação do conceito de puxar a produção tem como principal objetivo a redução no volume de inventário é gerar mais flexibilidade ao sistema produtivo. A aplicação do conceito Just in Time proporciona inúmeros benefícios para a organização. Ele reduz desperdícios pela redução de estoque, pois, as peças devem estar disponíveis no momento certo e na hora exata (AGUIAR, 2002). Slack; Chambers; Johnston (2009) afirma também o Just in Time visa atender à demanda instantaneamente, com qualidade perfeita e sem desperdício, ou seja, só se produz o quer a demanda solicita, com produtos competitivos e com baixo índice de perdas. Pode definir Just in Time também como uma produção de bens e serviços exatamente no momento em que são necessários, ou seja, não antes para que não formem estoques, e não depois para que seus clientes não tenham que esperar. 2.3. Ambientes de Produção 2.3.1. Ambiente de Produção para estoque (MTS) Vollmann (2006) afirma que o foco deste sistema de produção é a manutenção dos estoques de produtos acabados. O poder de compra do cliente se limita apenas no estoque de produtos acabados, logo, o nível de serviço ao cliente é determinado pela disponibilidade ou não de itens no estoque. 2.3.2. Ambiente de Produção de Montagem sob Pedido (ATO) Para Vollmann (2006), esse tipo de ambiente de produção está associado a combinações de itens acabados para montagem do produto final. Neste ambiente, o primeiro passo é definir o pedido do cliente com relação aos componentes alternativos e opções para a montagem coerente do produto final. 2.3.3. Ambiente de Produção por Projeto (MTO) Vollmann (2006) destaca que a engenharia deve ser levada em consideração. Neste caso, o pedido do cliente passa a ser a partir da matéria prima, ou seja, a empresa não sabe o que o cliente irá pedir, no entanto, a matéria prima necessária é conhecida. 2.3.4. Ambiente de Produção por Projeto (ETO) De acordo com Vollmann (2006), não se sabe o que o cliente vai pedir, ou seja, as características do produto e a matéria prima são desconhecidas. Será necessário obter especificações do cliente e traduzir para o processo produtivo da empresa. 2.4. Produção Enxuta A Produção Enxuta tem como objetivo eliminar os desperdícios dentro da organização. Para isso, ela lança mão de um conjunto de ferramentas que visam identificar e eliminar esses desperdícios. Esta filosofia, deriva do Just in Time (JIT) com a diferença que esta introduz novas ferramentas como o Heijunka Box, que trabalha de forma integrada com o elenco tradicional do JIT (BAUBIN, 2012). Shingo (1996) ressalta que a sete desperdícios que foram identificados no Sistema Toyota de Produção: (1) Superprodução: Produzir excessivamente ou cedo demais, resultando e fluxo pobre de peças e informações, ou excesso de inventário; (2) Espera: Longos períodos e ociosidade de pessoas, informações e peças resultando e um fluxo pobre e bem como lead time s longos; (3) Transporte excessivo: Movimento excessivo de pessoas, informações e peças resultado em desperdício desnecessário de capital, tempo e energia. (4) Processos Inadequados: Utilização do jogo errado de ferramentas, sistemas ou procedimentos. (5) Inventario desnecessário: Armazenamento: excessivo ou falta de informação ou produto, resultando e custos excessivos e baixos desempenhos do serviço prestado ao cliente; (6) Movimentação desnecessária: Desorganização do ambiente de trabalho, resultando baixos desempenhos dos aspectos ergonômicos e perdas frequentes de itens; (7) Produtos Defeituosos: Problemas frequentes nas cartas de processo, problemas de qualidade do produto, ou baixo desempenho na entrega. 2.5. 5S O 5S compõe a mentalidade enxuta. Segundo Rabello (2005) a metodologia surgiu no Japão na década de 50 em um momento que a busca pela melhor qualidade era o principal foco de uma organização. A aplicação do 5S é de fundamental importância para as organizações que buscam a excelência em seus processos pela busca da redução dos desperdícios e consequentemente eliminando o mesmo. É composto por cinco palavras: Seiri, Seiko, Seiketsu, Shiketsu, Shitsuke cuja tradução para o português significa respectivamente, senso de utilização, senso de ordenação, senso de limpeza, senso de saúde e senso de autodisciplina. 2.5.1. Senso de Utilização Conhecido também como seleção, descarte, arrumação, este senso tem como objetivo estabelecer critérios para identificar os itens desnecessários, separá-los e definir seus destinos. Este senso também se aplica as atividades que não agregam valor ao processo. Dentre seus benefícios destacam-se: Melhor organização do local de trabalho; Liberação de espaços no ambiente; Diminuição da perda de tempo e desperdícios de recursos (materiais, humanos e financeiros). . 2.5.2. Senso de Ordenação É posicionar sistematicamente os objetos, ou seja, é colocar cada item no seu único e exclusivo lugar de forma sistemática para ter acesso rápido e eficiente, através da comunicação visual utilizando etiquetas ou placas de identificação. Vantagens deste senso: Melhor aproveitamento dos espaços existentes; Rapidez e facilidade na busca de itens; Maior racionalização do trabalho; Ambiente de trabalho funcional e agradável. 2.5.3. Senso de Limpeza Este senso tem como objetivo eliminar a sujeira e suas fontes de forma a manter o ambiente limpo e agradável proporcionando bem-estar e segurança para os colaboradores. O ambiente mais limpo não é aquele que mais se limpa, mas sim o que menos se suja, cada um que mantém seu posto de trabalho limpo, é consciente das vantagens de não sujar. Alguns benefícios do senso: Evitar danos à saúde da equipe; Evitar perda de material que não apresenta condições de uso; Evitar danos ao equipamento; Melhorar a imagem interna e externa da empresa. 2.5.4. Senso de Saúde Também conhecido como asseio, saúde e higiene. Significa manter os materiais organizados, arrumados e limpos, de acordo com os critérios estabelecidos nos sensos anteriores, proporcionado bons condições de trabalho para o colaborador. Destacam-se os benefícios: Ambiente de trabalho agradável; Motivação dos funcionários por meio de ginástica laboral, por exemplo; Melhora a qualidade de vida dos colaboradores. 2.5.5. Senso de Disciplina Responsável pela manutenção do Programa 5S, ou seja, consolida o processo iniciado, atribuindo ao programa uma característica disciplinada e rotineira. Esta etapa visa à reeducação dos colaboradores referente ao cumprimento de horários, compromissos e responsabilidades. É considerada a etapa mais difícil de implantar, pois envolve a mudança de comportamento e de hábito. Alguns dos benefícios do senso de disciplina: Melhoria das relações humanas; Confiabilidade e credibilidade das informações; Facilidade de execução de todas as tarefas. 2.6. Kanban e o sistema Kanban Para Shingo (1996), os Kanban e os sistemas Kanban não são nada mais do que um meio e sua característica fundamental está na melhoria total e contínua dos sistemas de produção. Os Kanban e os sistemas Kanban para regular o fluxo de itens globais, mantém o estoque a um mínimo e proporciona controle visual, fim de executar essas funções com precisão. Ainda, para Shingo (1996) os sistemas Kanban são extremamente eficientes na simplificação do trabalho administrativo e em dar autonomia ao chão de fábrica, o que possibilita responder a mudanças com maior flexibilidade. Uma das vantagens dos sistemas Kanban é que, ao dar instruções no processo final, eles permitem que a informação seja transmitida de forma organizada e rápida. Os sistemas Kanban podem ser aplicados somente em fábricas com produção repetitiva. A natureza repetitiva da produção pode não exercer muita influência, contudo, se houver instabilidades temporais ou quantitativas. O tipo de produção que com maior probabilidade se beneficiaria do Kanban, é aquela que utiliza processos comuns de transformação dos materiais (SLACK, 2009). Shingo (1996) afirma também que ao ser levado somente em consideração suas características, o sistema Kanban poderia ser aplicado imediatamente. Contudo, atrasos, esperas e outras perdas de vulto serão o resultado, se um Kanban for simplesmente copiado ou se um número de Kanban for reduzido sem que nenhuma melhoria profunda tenha sido feita no sistema de produção em si. 3. Metodologia O estudo caracterizou-se como uma pesquisa explicativa e bibliográfica. Para a coleta de dados, foi feita a observação do ambiente de produção da empresa e entrevistas não estruturadas com pessoas da organização. A observação foi realizada através de visita técnica, na qual se observou todo o seu processo produtivo. A observação do ambiente de trabalho foi um importante instrumento para levantar dados e fazer uma análise de todo o PCP da empresa e verificar quais técnicas de PCP são utilizadas pela montadora. As entrevistas não estruturadas foram realizadas com as pessoas que estão ligadas diretamente as atividades de produção: supervisor, líder da linha de produção e auxiliares de produção. 4. Resultados: estudo de caso O Planejamento e Controle da Produção da montadora começam muito antes do ônibus entrar na linha de produção propriamente dita. É necessário satisfazer as necessidades dos seus clientes, e atender às suas expectativas quando se tem um projeto de um produto, pois este se inicia e termina com o consumidor, e assim, a empresa ganha vantagem competitiva perante o mercado. O cliente tem participação fundamental no ato do pedido, pois, é ele que decide como será o seu ônibus dando sugestões sobre cores, layouts, acessórios dentre outros fatores no que diz respeito ao produto. Nesse momento o papel da empresa é auxiliar o cliente no projeto do ônibus mostrando sugestões e impondo restrições no que diz respeito às combinações desejadas pelo cliente. Podemos analisar resumidamente como ocorre o processo produtivo da Montadora, de acordo com o mapa a seguir: FIGURA 1 – Processo Produtivo da Montadora No qual se descreve cada etapa da seguinte forma: 1. Saída/Chegada: local onde se localiza a portaria social. Ou seja, acesso de entrada e saída de pessoas na empresa. 2. Linha de Montagem: local onde ocorre a linha de montagem de micros e Volare. 3. Vista do Pátio: se tem uma visualização de todo o pátio da empresa, no qual os ônibus transitam para que ocorram as etapas de seu processo produtivo. 4. Linha de Fabricação 1: parte da linha de fabricação onde se tem as seguintes etapas do processo produtivo: transporte, pintura, setor de corte (dobra) e o setor de pré-montagem e soldas. 5. Linha de Fabricação 2: última parte da linha de produção onde se tem as seguintes etapas do processo produtivo: setor de corte (solda), manutenção, setor de puncionadeiras e o setor alumínio (corte, dobra e solda). 4.1. Sistema de Produção da Montadora É o sistema de produção da montadora de veículos urbanos e rodoviários se constitui em uma estratégia de competição industrial para o crescimento, liderança de mercado, produtividade, qualidade, melhoria do ambiente de trabalho e rentabilidade dos produtos e serviços. Tendo conhecimento de carteira e prévias, os materiais de longo lead são programados baseados nesta informação. Os demais são planejados via MRP, Kanban e Just In Time. Para se definir os veículos que irão ser produzidos na semana (MPS) é realizada uma reunião gerencial na qual é apresentado um esboço do que será necessário produzir. Em paralelo a isso é realizado em todas as áreas da fábrica uma reunião de “leitura de ficha” onde são apresentados os itens considerados críticos para estes pedidos. De posse desta informação o PCP liderado pelo seu coordenador, indica se haverá algum problema com o esboço apresentado para que os coordenadores decidam se esta venda entrará na semana. Depois de tudo definido, começa a produção da semana (MPS) e é feita uma nova reunião com os supervisores de cada área (comercial, logística e produção) na qual é definido então a entrada de veículos diária, com base nesta informação os controladores e planejadores atuam para que os materiais cheguem aos postos de trabalho dentro do planejado. FIGURA 2 – Sistema de Produção da Montadora de Veículos Urbanos e Rodoviário 4.2. Sistema de Produção Solidária (SIMPS) É Sistema de produção próprio da montadora que indica as práticas a serem seguidas pelo colaborador. Ele é de fundamental importância para a empresa, pois, as melhores práticas de produção são expostas pelos colaboradores para seus demais colegas de setor para alcançar um melhor desempenho na tarefa. Para isso o modelo segue a seguinte estrutura: Equipes de aprimoramento contínuo; Programa de equipes multifuncionais que aprimoram processos; Ferramentas que aumentam a capacidade produtiva e competitiva; Ferramentas que padronizam procedimentos dos processos administrativos e produtivos. Percebe-se que os três fatores da estrutura do SIMPS estão interligados entre sim com o objetivo de alcançar a excelência na produção mediante as práticas de produção em que o colaborador segue para o aprimoramento continuo. 4.3. Sugestões de Melhoramentos do Ambiente (SUMAM) É um sistema de administração participativa próprio da montadora formado por pequenos grupos de colaboradores que se reúnem voluntária e periodicamente, obedecendo a uma mesma filosofia e metodologia de trabalho, criando um ambiente de trabalho solidário entre todos do setor. O SUMAM tem como Objetivos: Contribuir na conscientização dos colaboradores em criar um ambiente solidário entre as pessoas do setor; Desenvolver o potencial criativo dos colaboradores; Facilitar a comunicação e o relacionamento interpessoal; Dar o exemplo e colaborar com a segurança, organização e limpeza do ambiente de trabalho; Ajudar a melhorar a qualidade dos produtos, dos processos e dos serviços da área; Estimular os colegas do setor a reduzir perdas e diminuir os desperdícios; Colaborar na conscientização dos colaboradores no uso da ferramenta 5S’s no setor; Registrar as melhorias realizadas; Divulgar a cultura do sistema SIMPS/SUMAM da Montadora. Com base na análise feita a respeito do processo da montadora se constatou as seguintes técnicas de PCP: QUADRO 1 - Técnicas de PCP utilizadas no processo produtivo da empresa SISTEMAS EMPURRADO MPS MRP PUXADO AUTOMAÇÃO JUST IN TIME KANBAN 5S Saída/ Chegada Linha de Montagem Vista do Pátio X X X X X Linha de Fabricação 1 Linha de Fabricação 2 X X X X X X X X X X X X Fonte: O autor 5. Conclusões O presente trabalho teve como principal objetivo mostrar uma visão geral do planejamento e controle da produção de uma montadora de veículos urbanos, no qual se apresentou suas características, métodos e atividades executados por seus colaboradores. Com base nos dados coletados, a particularidade observada no Planejamento e Controle da Produção da montadora e que a empresa adaptou técnicas e ferramentas de produção a sua própria realidade instituindo seu próprio modelo de produção. Pelo que pode ser observado a montadora apresenta um PCP coerente com seu tipo de produção por pedidos que se inicia desde o pedido do cliente, até a entrega do produto final. Com relação às dificuldades para a realização do trabalho, houve determinadas restrições de informações por parte da em empresa sobre seu processo produtivo, dificultando o desenvolvimento do trabalho e bem como também o pouco contado pessoal com o autor desde trabalho na montadora visitada. Destaca-se a importância de uma empresa possuir um Planejamento e Controle da Produção bem estruturado e articulado entre todos os setores da empresa onde por meio de técnicas e ferramentas produtivas a organização possa alcançar melhores índices de eficiência produtiva consequentemente obtendo melhor níveis de serviços ao cliente. Referências AGUIAR, E. C. Relações de Fornecimento na Indústria Automobilística do Paranaense: o caso Chrysler Dana. Mestrado Interinstitucional PPGA-UFRGS – POSITIVO, 2002. Disponível em: <http://volpi.ea.ufrgs.br/teses_e_dissertacoes/td/000436.pdf>. Acesso em: 02 fev. 2015. BAUDIN, M. Indicadores no Lean. São Paulo: Lean Institute Brasil, 2012. REBELLO, M. A. de F. R. Implantação do programa 5S para a conquista de um ambiente de qualidade na biblioteca do hospital universitário da Universidade de São Paulo. Revista Digital de Biblioteconomia e Ciência da Informação, Campinas, jan. 2015. Disponível em: <www.sbu.unicamp.br>. Acesso em: 20 jan. 2015. RUSSOMANO, V. H. Planejamento e Controle da Produção. São Paulo: Pioneira, 2000. SHINGO, S. O sistema Toyota de Produção do Ponto Vista da Engenharia de Produção. Porto Alegre: Bookman, 1996. SLACK, Nigel; CHAMBERS, Stuart; JOHNSON, Robert. Administração da Produção. São Paulo: Editora Atlas, 2009. TUBINO, D. F. O Planejamento e Controle da Produção: Teoria e Prática. São Paulo: Editora Atlas, 2007. VOLLMANN, T. E. Sistemas de Planejamento e Controle da Produção para o Gerenciamento da Cadeia de Suprimentos. São Paulo: Bookman, 2006.
Download