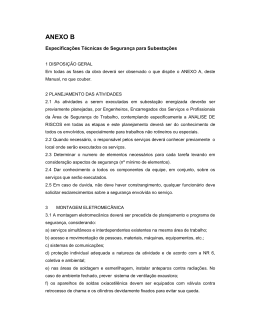
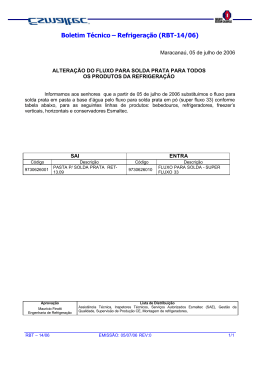
Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG Articulação 180° F D T E I C G A B Descrição Carga de trab. (t) H Solda Dimensões (mm) O VLBS forjado em aço de alta qualidade Cr, Ni, Mo oferece muitas vantagens: - até 50% mais capacidade de carga que o LBS; - Os dois ressaltos de proteção (dentro da base) melhoram as conexões com acessórios e protegem a base do olhal; Alça forjada de acordo com a norma EN 1677. 100% testada contra a presença de trincas. Peso Diferença em relação ao olhal LBS: a mola sempre mantém a alça na posição desejada. As peças são montadas de maneira que permaneçam presas. A mola reduz a vibracão e, consequentemente, os ruídos causados pelo impacto da alça. Base forjada em aço liga de alta soldabilidade 1.0570 (St 52-3) marcada com a carga de trabalho. Os ressaltos distanciadores permitem atingir um perfeito passe de raiz na soldagem. Olhal soldável LBS A melhor opção custo-benefício Articulação 180° E Solda HV + D T Sujeito a alterações sem aviso prévio ØF C G A B Descrição Carga de trab. (t) A B C LBS 1t LBS 3t LBS 5t LBS 8t LBS 15t 1 3 5 8 15 33 41 63 75 96 62 82 109 116 175 36 50 65 65 102 Olhal de içamento com base soldável e mola de travamento, ajustável 180°, grau 8. Ideal para cargas que necessitam de ponto de içamento fixo. Dimensões (mm) D E 25 31 44 55 69 37 47 68 61 99 G T Peso (kg) Solda ØF 13 16 22 25 37 33 46 60 60 90 61 78 112 115 167 0,3 0,6 1,6 2,5 6,5 HV 5+3 HV 8+3 HV 12+4 HV 16+4 HV 25+6 Base forjada em aço liga de alta soldabilidade claramente marcada com a carga de trabalho. Os ressaltos distanciadores permitem atingir um perfeito passe de raiz na soldagem. 15 Instruções de uso Olhais aparafusáveis e soldáveis Consulte mais informações técnicas em nosso site: www.rud.com.br Instruções Gerais 1. Os olhais de içamento devem ser usados de acordo com as normas de segurança (NR). A instalação deve ser realizada por profissional competente e capacitado. 2. Durante o uso dos olhais, deve-se realizar inspeções anuais, ou após a ocorrência de alguma situação que possa comprometer a carga de trabalho, atentando para pontos de corrosão, trincas na solda, desgaste, deformações, etc, principalmente nas áreas de desgaste. Também requerem atenção os parafusos, porcas e roscas. O desgaste da seção não deve ser superior a 10% do diâmetro da seção transversal. 3. Os pontos onde serão instalados os olhais deverão ser escolhidos de forma tal, que as forças sejam assimiladas pela peça içada, sem deformá-la. 4. O olhal deve ser posicionado de tal forma que a carga permaneça equilibrada, sem produzir outros esforços. a) Para içamento com 1 ramal, o olhal deve ser posicionado verticalmente no centro de gravidade da peça; b) Para içamento com 2 ramais, os olhais devem ser posicionados em ambos os lados e acima do centro de gravidade da peça; c) Para içamento com 3 ou 4 ramais, os olhais devem ser posicionados simetricamente ao redor do centro de gravidade da peça e no mesmo plano. CMT = Carga Máxima de Trabalho G 5. A carga máxima de trabalho para cada olhal deve ser CMT= n cosβ calculada, baseando-se nas fórmulas físicas para cargas simétricas e assimétricas O número efetivo de ramais é determinado conforme a tabela ao lado: G = Peso da carga (kg) n =Número de ramais efetivos β=Ângulo de inclinação de 1 ramal individual Linga de 2 ramais Linga de 3 - 4 ramais Simétrico 2 3 Assimétrico 1 2 6. Mantenha os olhais RUD protegidos contra agentes agressivos, tais como: químicos, ácidos e seus vapores. 7. Se expostos a alta temperatura os olhais sofrem redução da carga de trabalho, conforme abaixo: Aparafusáveis -40°C à 100°C = menos 0% - 100°C à 200° = menos 10% 200° à 250°C = menos 20% - 250° à 350°C = menos 25% Temperaturas acima de 350°C não são permitidas Soldáveis -20°C à 200°C = menos 0% - 200°C à 300°C = menos 10% 300°C à 400°C = menos 25% Temperaturas acima de 400°C não são permitidas 8. Assegure-se de que as gravações de carga de trabalho, número de série e marca do fabricante estejam visíveis. 9. Durante o manuseio das lingas e olhais, as situações de retorcimento, trancos e impactos devem ser evitadas, bem como cantos vivos e arestas. 10. Certifique-se que o tamanho da rosca, comprimento e qualidade sejam os apropriados para a carga a ser içada e ao tipo de manobra a ser realizada. Sujeito a alterações sem aviso prévio 11. Os olhais RUD são projetados para suportar a resistência dinâmica máxima de 20.000 ciclos. Instruções para a soldagem dos olhais 1. A solda deve ser executada por soldador qualificado. 2. O local onde o olhal será soldado deve resistir à carga aplicada. 3. Iniciar a solda pela parte central da base forjada. 4. A alça dos olhais não podem receber solda, pois são temperadas e revenidas. 5. O processo de solda não deve ser interrompido por um tempo que possibilite a redução da temperatura do bloco de solda. 6. Veja a especificação de solda de cada modelo na pág. 15. 7. Os pontos distanciadores das bases forjadas oferecem o espaço correto para uma solda ideal. 8. Os olhais podem passar por alívio de tensões há uma temperatura ≤ 600°C (sem carga aplicada), este procedimento não diminui a resistência mecânica. Procedimento de Solda + Materiais de Adição Aço baixo carbono Aço baixa liga MIG/MAG GMAW AWS: A 5.18 ER 70 S-6 Eletrodo Revestido SMAW AWS: A 5.5 E 8018-G - E 7018 TIG GTAW AWS: A 5.18 ER 70 S-6 DIN 18800 para estruturas metálicas Para ambientes externos, ao ar livre, ou em caso de risco de corrosão, a solda deve ser feita com apenas um cordão. Ao realizar o processo de solda no VLBS, o cordão HV permite uma fusão em toda a seção do material, evitando, assim, sinais de corrosão. 18 Manual n° 3 (Ponto s de içame nto soldáv eis) - rev. 01 - nov/1 3 8. Cas o os olh de trab ais alho pod sejam utilizad e ser dup os exc 9. Se exp lusivam licada, ent pois o 0° a 200 ostos a alta fator de e para ama temper rração, segura Os olh ° = menos 0% atu a carg nça de ais pod a máx - 200 ra, os olhais amarra carga em pas ima sofrem aplicad ção é sar por ° à 300°C = reduçã 2:1. a), este menos alívio o da carg MANU de 10% proced 10. Dur - 300 a imento tensões há AL DE ant uma tem ° à 400°C de trabalho: e impacto e o manus não dim PONTOS Este man = men eio das per inui a s devem resistên atura ≤ 600 os 25% DE IÇA soldáve ual deve ser ser evit lingas e olh cia me °C (sem MENT is forn consult adas, cânica. Recom bem comais, as situaçõ ecidos ado ant O (OLH end pel es de o cantos OLHA AIS) SO para con amos a con a RUD Cor es da utilizaç retorcim IS SOLD vivos e rentes ão de sult sult LDÁVEIS - A sold ento, are Rec ÁV Industr pontos stas tran omend a de informa a frequente EIS - INS a . cos de içam - O loca deve ser exe a-se aos catá iais LTDA. ções atu segura TRUÇÕ ento (olh logos nça das a consulta ES DE - Iniciar l onde o olh cutada por ais) e ao site da nor alizadas. operaçõ sold SOLDA al ma EN www.r es. - A alça a solda pela será soldado ador qualific 1677 par ud.com par a garant .br - O pro dos olhais não te central deve resistir ado de aco rdo ir a cor cesso da bas à carg podem 1. Os olh de reduçã reta util a aplicad com DIN EN INSTRU receber e forjada o da tem solda não ização 287-1 a. . (NR). A ais de içam ÇÕ sold dev - Veja ES GE e peratu ento a, poi e ser instalaç a RAIS ão dev devem ser - Os pon especificação ra do bloco interrompid s são temper e ser rea usados 2. Dur o por de ada tos de sold ant sold s dist de e reveni um tem uma sold lizada e o uso a. anc a de alg por pro acordo com po que das dos olh a ideal. iadores das de cada mo um as nor fission possibi . del ais, bases pontos a situação mas de al com lite a forjada o no verso que pos deve-se realiza de cor petent segura deste s oferece rosão, sa com e e cap r inspeçõ nça desgas m o esp manual. 3. Os pon acitado es anu te, trin prometer a aço cor . ais, ou tos ond carga cas na que as reto par após e serã de solda, forças a o inst deform trabalho, ate a ocorrência sejam ações, assimil alados os olh ntando 4. O olh etc. adas pel para ais dev Ressalto a peça erão ser sem pro al deve ser s dista pos içad duz esco icionad a, sem ca. 3 mm ncia ir a) Par o de tal deform lhidos de form a içam outros esfo (0.1-0.2 dores PROCED á-la. forma rços. ento com polegad tro de a tal, IMENTO que a) gra 1 ram a carg vidade DE SOL b) Par al, o olh a perma da peç a DA + MA al dev neça equ lados içamento com a; TERIAIS e ser pos MIG/MA e ilibrad DE AD icionad a, c) Para acima do cen 2 ramais, os G - GM IÇÃO o vert Aço bai AW içament tro de olhais icalmen xo carb mente Eletrod gravida devem te no ao red o com 3 ou ono o Revesti cenAWS: Aço bai or do 4 ram de da peça; ser posicionad do - SM A 5.18 ais, os centro xa liga TIG - GTA 5. A carg os em AW olhais - ER 70 de gra ambos W dev vidade S-6 AWS: nas fórm a máxima os A 5.5 da peç em ser pos ulas físic de trabalh - E 801 icionad a e no o as par me 8-G para carg AWS: smo pla os simetri a cada E 7018 A 5.18 caolhal dev no. as sim Rua An - ER 70 étricas e ser calc RUD Cor dreas S-6 CMT= e assimé CMT = ulada, G Florian rentes tricas Carga basean Rie Ind G = Pes Má do-se n cos o da carg xima de Trab Tel.: (11 ger, 381 - Mo ustriais LTD β n =Nú alho A a (kg ) 4723-4 gi me O núm β=Ângu ro de ram ) 944 - wwdas Cruzes/SP ero efe determ lo de incl ais efetivo tivo de w.rud. inado s inação com.br CEP:08745-26 da seg ramais é de 1 ram 0 uinte al individ forma: 7. Mante ual Linga de 2 ram Simétrico micos, nha os olh Linga ais de 3 ais RUD ácidos Assimét 4 ram 2 e seus proteg ais rico vapore idos con 3 1 s. tra age ntes agr 2 essivos , tais com o: quí -
Download