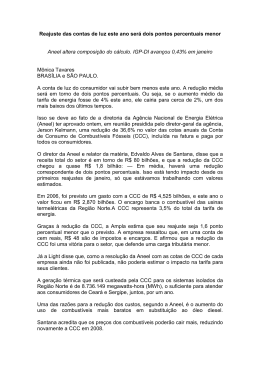
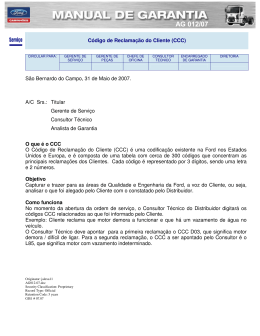
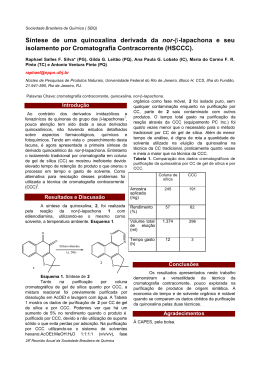
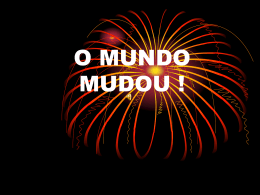
357_05 PROCESSO MIG-MAG CCC APLICADO AO PASSE DE RAÍZ E METODOLOGIA PARA FORMULAÇÃO DE PROGRAMAS SINÉRGICOS SILVA, Régis Henrique Gonçalves, WECK, Leonardo Objetivos Inicialmente, se objetivou a determinação do gás que seria usado no trabalho de desenvolvimento do CCC, o que se mostrou uma questão importante, quando da pesquisa bibliográfica inicial. A otimização da forma de onda inicialmente abordada no LABSOLDA também era necessária, uma vez que o sistema desenvolvido assim o permitia. A partir daí, visou-se a determinação dos parâmetros do sistema de controle realimentado do CCC. Por último objetivou-se o desenvolvimento de uma metodologia para se expandir o CCC para outras configurações de soldagem. Neste sentido, primeiramente se visou a determinação do CCC para a velocidade de arame de 4m/min (originalmente, o sistema adotou 3 m/min, para o passe de raiz), visando outras condições, como passes de preenchimento. lho para melhoramento da foram de onda. Assim, foram realizados ensaios semiautomáticos com várias opções e, avaliando-se qualitativamente a estabilidade, se optou pela forma de onda de corrente (em vermelho) da Figura 3. Figura 3 – Forma de onda adotada para o CCC. Através dessa forma de onda, os parâmetros de controle para o sistema realimentado do CCC foram determinados. Para isso, se utilizaram informações da literatura e ensaios de soldagem.Observa-se, na Figura 4, a ausencia de respingos e a geometria favoravel alcancada com o CCC para o passe de raiz. Metodologia Para determinação do gás a ser adotado, foram realizados ensaios de soldagem com MIG/MAG convencional numa faixa de variação de DBCP de 7 a 22 mm. Foram utilizados os gases CO2 puro, Ar25%CO2 e Ar25%CO2. Ensaios com o CCC foram realizados até a determinação de uma forma de onda que apresentasse melhor estabilidade. De novos ensaios robotizados, simulando as condições do passe de raiz real, se extraíram os parâmetros de controle do CCC. Com o sistema em operação, foi levantado um método para sua aplicação na velocidade de arame (Va) de 4 m/min, baseado na correlação entre corrente eficaz e na Va. Resultados Os ensaios iniciais com o MIG/MAG convencional mostraram a variação na corrente media (Figura 1) e na penetração (Figura 2), de acordo com a DBCP, para cada gás. Se observa que a mistura Ar25%CO2 apresentou menor sensibilidade à DBCP, sendo, então escolhida para os trabalhos. 150 Figura 4 – CCC em ação, com ausência de respingos (e) e alta qualidade do cordão de solda (d). No intuito de se disponibilizar as vantagens de qualidade e produtividade do CCC para outras aplicacoes alem do passe de raiz, para o qual foi originalmente concebido, foi imaginado e testado uma metodologia, baseada na correlacao entre a corrente eficaz e a velocidade de arame, pela expressao: Va=C1xIef + C2 A partir dela, se racalcula a corrente eficaz para outra velocidade de arame, determinando mudança em um determinado nível de corrente da forma de onda. Assim, pôde-se chegar a bons resultados para 4 m/min. Se intenciona otimizar a metodologia e expandir o CCC para outras configurações de solda (materias, posicoes, gases...) CO2 145 F34 140 C25 Conclusão 135 Im (A) 130 125 120 115 A nova curva de corrente desenvolvida para o CCC com os métodos de controle garantem um processo dotado de alta qualidade e produtividade, visando substituir a utilização do eletrodo revestido no passe de raiz em dutos petrolíferos.Uma equação, resultante de experimentos, auxilia no ajuste do processo para outras velocidades de arame, com estabilidade e qualidade. Alguns ajustes nas variáveis devem ser feitos para refinar o processo, assim como o aprimoramento deste método para outras configurações de solda. 110 105 100 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 DBP (mm) Figura 1 – Variação da corrente média (Im) com a DBCP, para cada gás. 1,60 2,50 1,40 1,20 Penetração (mm) Penetração (mm) 2,00 1,50 1,00 1,00 0,80 0,60 0,40 0,50 0,20 0,00 7 8 9 10 11 12 13 14 15 DBP (m m ) 16 17 18 19 20 21 22 0,00 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 DBP (m m ) Figura 2 – Variacao da penetracao com a DBCP, para o CO2 puro (d) e Ar25%CO2 (e). De pesquisas junto à literatura técnica e científica, e devido à flexibilidade disponível no sistema, foi decidido se realizar um traba- Dados dos Autores O Eng. Régis H. G. e Silva é doutorando no LABSOLDA/POSMEC/UFSC [email protected] O graduando Leonardo Weck é bolsista no LABSOLDA/UFSC [email protected]>
Download