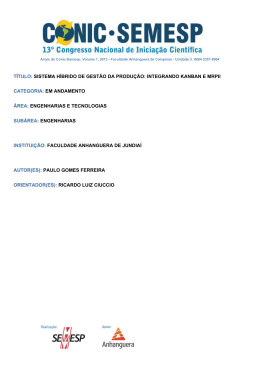
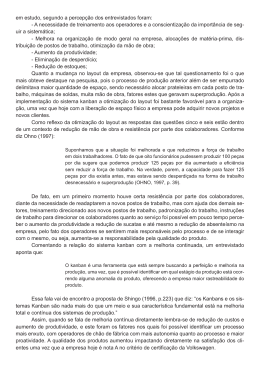
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Sistemas híbridos de planejamento programação e controle de produção: um estudo de caso Clarissa Côrtes Pires, ITA, [email protected] João Murta Alves, ITA, [email protected] Miguelangelo Geimba de Lima, ITA, [email protected] Resumo Este estudo foca a integração de sistemas de planejamento, programação e controle de produção (PPCP), mais especificamente a integração do MPRII (Manufacturing Resources Planning) com o Kanban, para os controles do chão de fábrica. Seu objetivo é ressaltar e analisar as vantagens e desvantagens desta integração, através da revisão literária e de um estudo de caso. A partir desta análise será possível auxiliar tanto as empresas, que já possuem um sistema híbrido instalado, em seu processo de melhoria contínua, como as empresas que desejam encontrar o melhor sistema para gerar vantagens competitivas. Palavras Chaves: Integração; MRP II; Kanban; chão de fábrica. 1. Introdução A probabilidade de sucesso de um empreendimento é diretamente proporcional a preocupação dos gestores em atender as necessidades impostas pelo mercado. Para isso a busca de sistemas que possibilitem maior confiabilidade, velocidade e flexibilidade nas ações, torna-se de suma importancia para a sobrevivencia em mercados competitivos. Neste sentido, tem sido utilizado pelas empresas os sistemas MRPII ou a manufatura JIT. Contudo, verifica-se inúmeras limitações e deficiência dos dois sistemas em determinados cenários produtivos. Para solucionar isso, observa-se a utilização de uma mescla de sistemas de planejamento programação e controle de produção, de forma que as limitações competitivas de um sejam supridas pelos pontos fortes do outro, onde o MRP II contempla a estrutura de planejamento de longo e médios prazos e o JIT é usado para o planejamento de curtíssimo prazo, com o uso do kanban, por exemplo. Este estudo tem como objetivo analisar criticamente uma empresa que não possui integração entre sistemas e propor um novo modelo híbrido. Será ressaltado, também as vantagens e desvantagens de cada um e cenários produtivos. Este artigo visa ainda propor novos métodos de controle de produção para empresas entrantes no mercado, por meio da ampliação da visão geral sobre MRPII, Kanban, e o uso conjunto dos mesmos. Este artigo está estruturado em seis seções. A seção 2 apresenta as principais características, funcionalidades e as deficiências de cada um dos dois sistemas. A Seção 3 descreve como é, normalmente, utilizada a integração entre o sistema Kanban e MRPII. Na Seção 4 é apresentado um estudo de uma empresa que não utiliza sistemas híbridos. Na seção 5, é proposta uma sugestão de melhoria para a empresa estudada. Para finalizar o artigo, são apresentadas as algumas considerações referentes ao estudo de caso e a integração dos sistemas de PPCP. ENEGEP 2006 ABEPRO 1 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 2. Sistemas de planejamento, programação e controle de produção 2.1 Manufacturing Resources Planning -MRPII O MRPII é o sistema de planejamento, programação e controle de produção mais difundido em todo o mundo, em nossos dias. O MRPII originou-se da necessidade de planejamento de capacidades ausente no MRP (Material Requirements Planning) cuja função pode ser resumida em garantir a disponibilidade de materiais de forma que o planejamento de produção dos produtos finais possa ser realizado dentro do prazo estipulado (FILHO, CAMPANI, & VITA, 2004). Segundo Corrêa, Gianesi & Caon (2001), o MRPII pode ser comparado com um automóvel, composto de três partes principais interagindo entre si: O “Comando”, composto pelos níveis mais altos de planejamento (Sales & Operation - S&OP, Gestão de Demanda, o Master Production Scheduling – MPS e o Rough Cut Capacity Planning - RCCP); O “Motor” que é composto pelos módulos de planejamento das necessidades de materiais (Material Requirements Planning - MRP) e cálculo da necessidade (Capacity Requirements Planning CRP); e as “Rodas”, que abrangem as funções de execução e controle (Compras e Shop Floor Control - SFC). A estrutura do MRPII pode ser visto na Figura.1: Figura 1 – Inter-relações entre os módulos principais de um sistema MRPII Típico Fonte: Corrêa ,Gianesi & Caon (2001) Porém, as vantagens dos sistemas MRPII só são efetivamente alcançadas quando as condições exigidas para sua implementação são realmente atendidas. O MRPII foi desenvolvido com o intuito de atender as necessidades de ambientes produtivos complexos, que possuam grande mix de produtos e reage bem às mudanças, graças a sua natureza dinâmica. Ele também é considerado um sistema “passivo”, visto que aceita passivamente seus parâmetros como tempos de setup e lead-times, e centralizado, sugerindo atividades planejadas que nem sempre são questionadas por quem vai executá-las, como os operadores das máquinas, por exemplo. Por isso, as empresas que desejam implantar o MRPII devem assegurar o processo de melhoria contínua de seus sistemas produtivos. É importante que os princípios da filosofia JIT estejam presentes, mesmo que suas técnicas e ferramentas não sejam aplicadas (CORRÊA, GIANESI & CAON, 2001). ENEGEP 2006 ABEPRO 2 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Um dos pontos fracos do MRPII é seu modulo de controle de chão de fábrica, SFC (Shop Floor Control). O módulo SFC é o responsável pela seqüenciação das ordens, por centro de produção, dentro de um período de planejamento e pelo controle da produção propriamente dita. Sistemas alicerçados no planejamento e acompanhamento de ordens de produção, como o módulo SFC, baseiam-se normalmente no princípio de que a produção é do tipo job shop, normalmente caracterizado como uma produção com arranjo físico funcional. Este tipo de produção caracteriza-se normalmente por longos lead times, nível de material em processo relativamente alto e são buscados altos índices de utilização de equipamentos. (CORRÊA, CORRÊA, GIANESI & CAON, 2001). O principal componente do módulo SFC, é o MES (Manufacturing Execution System). Ele é um sistema de chão de fábrica que complementa e aperfeiçoa os sistemas integrados de gestão da produção, através da coleta e acúmulo de informações do trabalhos realizado no chão-defábrica e as realimenta para o nível superior de planejamento. Entretanto, o uso do MES para controle da produção tem sido bastante limitado, devido a seu uso centralizado, passivo e inflexível, que nem sempre representa o que de fato ocorre no chão de fábrica (FAVARETTO, 2001). Por este motivo parece haver uma tendência das empresas em fazer seus controles de fábrica de forma menos formalizada e centralizada, para isso utilizando de ferramentas mais simples que permita decisões locais, como os sistemas do tipo kanban. (CORRÊA, CORRÊA, GIANESI & CAON, 2001). 2.2 Kanban De acordo com Corrêa&Gianesi (1996), Just-in-Time é muito mais do que uma técnica ou um conjunto de técnicas de administração da produção, sendo considerada uma completa filosofia, que inclui aspectos de administração de materiais, qualidade, arranjo físico, projeto do produto, organização do trabalho e gestão de recursos humanos. É uma filosofia caracterizada por fornecer o que é preciso, transportar para o lugar necessário e no momento certo através da redução de estoques, tornando o sistema mais flexível e conseqüentemente diminuindo os lead-times. Na prática, essa flexibilidade produtiva pode ser bastante limitada se aplicado em situações que não são estáveis ou repetitivas. O alcance das metas propostas pelo JIT implica no uso de sua principal ferramenta de execução: o Kanban. Kanban é uma palavra japonesa que significa anotação visível, estando normalmente representada por um cartão, chamado de cartão kanban (SCHONBERGER, 1992). Existem outras formas de comunicação, como o kanban contenedor, quadrado kanban, painel eletrônico, kanban informatizado, entre outros. Dependendo de como a empresa tiver estruturado o seu sistema de produção. O kanban funciona como uma autorização para que o centro de trabalho produza determinada quantidade de peças puxada pela demanda do centro posterior (TUBINO, 1999). 3 Sistemas Híbridos Kanban e MRPII Sistemas híbridos são aqueles que contemplam mais de uma lógica, como tentativa de explorar o que cada uma possui de melhor, em função das diversificações e peculiaridades do seu processo produtivo. Neste sentido, tem sido utilizado pelas empresas o híbrido MRPII com o JIT, onde o MRPII contempla a estrutura de planejamento de longo e médio prazos e o JIT é usado para o planejamento de curtíssimo prazo, com o uso do kanban (CORRÊA&GIANESI, 1996). ENEGEP 2006 ABEPRO 3 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Por serem diferentes, suas funções podem ser aliadas e assim, melhorar o desempenho da manufatura. A programação puxada do Kanban é utilizada para os itens de “alto fluxo” e “repetitivos”, já para os itens eventuais que recebem ordens de trabalho para cada estágio e cujo trabalho é monitorado de forma a empurrar os materiais ao longo da produção, utiliza-se o MPRII. O MRPII é mais preciso do que o Kanban na determinação das necessidades de material e capacidade, pois ele inclui o inventário disponível e o encomendado. Já o Kanban é mais flexível para responder rapidamente, a qualquer instante, às mudanças de mercado. (SLACK et all, 1997). Gonçalves Filho & Fortulan (1997) apresentam os elementos que facilitam a referida integração, que inclui, dentre outros: o estabelecimento de uma lista de materiais que prevê pontos de consumo de materiais intermediários; planejamento de materiais com MPS desdobrado em necessidades diárias e planejamento de recursos que trabalha essencialmente em cima dos centros de trabalho críticos; a programação da produção, que inclui o seqüenciamento e o balanceamento das operações obedecendo aos critérios JIT por meio do sistema kanban. Ao final ressaltam que as pesquisas com os softwares MRP II disponíveis no mercado brasileiro revelaram que eles possuem boa aderência com as soluções híbridas JIT/MRPII. 4. Estudo de caso 4.1 A empresa analisada Visando a aplicação dos conceitos abordados na revisão bibliográfica, foi escolhida a Empresa Tecne do Brasil como estudo de caso, mais precisamente os setores de injeção e vulcanização de solados, onde foi proposta uma melhoria para o sistema de controle atual. A empresa Tecne Brasil produz 90.000 pares de calçados esportivos (tênis) por mês em duas famílias de produtos, utilizando um total de 350 funcionários. O processo produtivo de produção do calçado esportivo, pode ser dividido em três etapas principais: produção do solado, produção do cabedal (parte de cima do calçado) e a montagem final do produto. A produção do cabedal consiste na preparação, corte e confecção, sendo esta última realizada por empresas terceiras. Portanto, cabe à Tecne a responsabilidade do design, preparação e corte do material, envio as empresas confeccionistas e ainda a sincronização do recebimento do cabedal com a montagem final. A preparação do material tem como objetivo disponibilizar os materiais descritos na ordem de produção para que os mesmos sejam cortados no processo seguinte. Após o corte, as peças são organizadas em lotes e encaminhadas aos montadores terceirizados, onde são, chanfradas, dobradas, picotadas, coladas e em seguida costuradas. O cabedal é normalmente constituído de várias peças e reforços, usados para dar mais firmeza e proteção ao calçado ou, então, por questão de design. Esta parte do calçado tem em média 150 componentes e uma rotatividade de modelos de 60% ao ano, em contrapartida ao solado que se mantém inalterado. Como a etapa de fabricação do cabedal não tem se mostrado uma restrição, o foco deste estudo voltou-se para os processos de fabricação dos solados. O processo de fabricação dos solados é dividido em injeção e vulcanização. O setor de injeção prepara os solados de borracha aerada em função da cor e do número do calçado esportivo através da ordem de produção obtida pelo MRP. Quando prontos, os mesmos são disponibilizados para o processo seguinte onde são colocados os componentes acessórios e vulcanizados. Os setores de injeção e vulcanização contam com aproximadamente 60 funcionários/turno, trabalhando em três turnos. Com uma capacidade de produção de 8 mil solados/dia. ENEGEP 2006 ABEPRO 4 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Depois de pronto, o setor de vulcanização e o recebimento dos cabedais disponibilizam os componentes para as linhas de montagem dedicadas a cada família de produtos que montam o cabedal ao solado, embalam e enviam o calçado a expedição da empresa. 4.2 Sistema de planejamento, programção e controle atual O planejamento e controle da produção começa com o desenvolvimento do Plano Mestre de Produção (PMP), contido no sistema de gestão da empresa. O PMP é determinado através dos pedidos realizados, previsão de vendas, lead-time de produção da empresa confeccionista e, também, considerando as restrições das capacidades produtivas de máquinas e de homens da empresa. O volume total produzido é calculado mensalmente pelo departamento de Planejamento e Controle da Produção. A partir do plano mestre, o módulo de cálculo de necessidades de materiais, MRP, gera o plano de materiais e capacidades de acordo com os parâmetros cadastrados para cada matériaprima ou componente. O seqüenciamento dos produtos a serem produzidos é feito quinzenalmente através do PMP do mês vigente em função do ciclo de produção longo do cabedal, possibilitando identificar o produto com data de entrega mais próxima. Após a geração do plano de material e capacidade, são emitidas ordens de fabricação para todos os processos: preparação de materiais, fabricação do cabedal, injeção, vulcanização e montagem final. Estas ordens de fabricação são entregues aos responsáveis pela etapa de fabricação do solado e confecção do cabedal e ao “gerente de fluxo” que responde pelo recebimentos dos materiais das etapas anteriores e da montagem final. Estes processos são controlados pelo MES, desenvolvido pela empresa, tendo como principal função controlar a seqüenciação e o cumprimento das ordens, em cada centro produtivo. 4.3 Análise do modelo atual Este sistema de planejamento, programação e controle de produção detalhado pelo PMP, e desagregado até o controle do chão de fábrica no MES, é utilizado em diversas empresas atualmente. Elas entendem que com este sistema terão controle sobre todas as etapas do processo produtivo. No entanto, isto nem sempre é verdade, muitas vezes, a falta do conhecimento sistêmico da produção e suas características (tipo de processo produtivo, complexidade de produtos e roteiros, recurso restritivo, metas da empresa, etc.) pode fazer com que uma empresa adote um sistema de controle que pareça ser mais fácil de se adequar a sua produção ou, simplesmente, por ser a tecnologia da moda. Na empresa em estudo, a programação e as ordens de fabricação geradas pelo PMP e controladas pelo MES, estão funcionando consideravelmente bem durante a etapa de fabricação do cabedal. Isto ocorre porque a principal função desta etapa, com exceção do projeto do cabedal, é trabalhar como fornecedores de matérias-primas e recebedores de cabedais prontos. A maior preocupação desta etapa deve-se aos terceiros, pois se trabalha com as incertezas da empresa subcontratada. No entanto, existe uma parceria entre as empresas, resultante de um processo já maduro, com fluxos de pedidos de entrega confiável. Além disso, já são previamente conhecidos fatores importantes como lead-time de produção e estruturas de processos produtivos das empresas. Portanto, como foi comentado anteriormente, esta etapa não representa uma restrição para a produção de calçados, pelo menos até o presente momento. A etapa final, montagem do calçado, não apresentou problemas na utilização do MES como controle da produção, pois possui um arranjo funcional, com lead-time fixo e previamente conhecidos, que são características importantes para o funcionamento do MRPII. ENEGEP 2006 ABEPRO 5 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Para os processos de injeção e vulcanização do solado existem três grandes problemas que foram identificados, são eles: a falta de visibilidade da programação de máquinas, a grande formação de estoque entre os processos (nove dias na injeção e sete dias na vulcanização) e o mau planejamento e controle da produção. Neste dois setores a programação é semanal e devido à falta de visibilidade, verifica-se que as decisões da programação diária ficam a cargo da supervisão. Como a supervisão é responsável pela distribuição das tarefas e, muitas vezes, apostando somente no feeling desconsideram o MES, sendo assim, muitos solados são injetados antes de serem requisitados pela vulcanização, e muitos são vulcanizados antes de serem requisitados pela montagem, gerando estoque desnecessários, ou ainda a não produção de outros que provocam a parada da linha de montagem. A grande ocorrência de estoques de alguns itens e a falta de outros, entre os setores de injeção, vulcanização e montagem é resultado de uma produção concentrada nas ordens de produção. Isto é, uma certa quantidade de solado é produzida quando é recebida a ordem da produção e não quando os setores subseqüente necessitam de um determinado produto. Estes problemas são conseqüências de uma coordenação deficiente do processo produtivo e falta de entendimento e conhecimento de outras abordagens para o controle da produção, como a filosofia JIT e a sua ferramenta preferida, o Kanban. 5. Modelo proposto de integração de sistemas de planejamento programação e controle de produção Com o estudo de caso, os problemas levantados e com a pesquisa teórica-conceitual, é possível apresentar uma proposta para os setores de injeção e vulcanização dos solados, integrando o software MRPII com a ferramenta Kanban. Como os setores de injeção e vulcanização da empresa analisada apresentam fluxo alto e os processos altamente repetitivos, a ferramenta de controle de produção que melhor se enquadra neste caso é o Kanban, ao contrário do MES, como pode ser observada na literatura citada. Além disso pode-se ressaltar que o ambiente de fabricação do solado trabalha com demandas constantes, possibilitando a utilização de sistemas JIT (figura 2). O MRPII continuará funcionando normalmente na empresa, porém para o setores da fabricação do solado, será utilizado dois sistemas Kanbans para a programação e controle da produção, sendo constantemente avaliado pela capacidade produtiva das linhas de montagem. Figura 2 – Síntese do Modelo proposto ENEGEP 2006 ABEPRO 6 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Fonte: Autores O Kanban projetado para a injeção tem capacidade de estoque de dois dias e o da vulcanização de um dia. Entre os processos existirá um estoque de dois dias para promover uma certa independência entre os dois processos. Este estoque se justifica , pois no setor de injeção há um número limitado de injetoras e também uma necessidade de muitas trocas de ferramentas, devido ao grande números de solados e de pigmentações (brancos, cinzas, pretos,etc..). Em relação a vulcanização também se justifica um supermercado, pois um mesmo solado injetado será vulcanizado com um grande número de acessórios diferentes devido a grande variedade de cabedais. Sendo assim a produção da injeção é puxada dela demanda da vulcanização e a produção da vulcanização é puxada pela demanda da linha de montagem. Assim que o estoque de um determinado solado injetado ou vulcanizado diminui em uma certa quantidade, o cartão correspondente ao contenedor vazio segue de volta ao setor. O cartão é disposto no painel de cartões Kanban, enquanto que o contenedor aguarda para armazenar produtos. O setor processa os pedidos da mesma forma. Solados vulcanizados e cabedais são puxados pela linha de montagem segundo a lógica do MRPII. Com relação ao planejamento, programação e controle dos estoques de matérias-primas, preparação, corte e recebimento do cabedal verifica-se que o MRPII, se adapta perfeitamente devido a complexidade da programação e também a variedade e rotatividade dos itens produzidos. 5.1 Análise do modelo proposto Uma empresa com o cenário produtivo similar ao do estudo de caso necessita de mudanças no sistema produtivo que se apresenta inapropriado às suas necessidades. O foco da proposta é voltado para reduzir os problemas de falta de visibilidade e transparência das atividades do chão de fábrica e também do excesso de inventário no processo produtivo. Utilizando o Kanban, ao invés do controle centralizado, passivo e pouco participativo do MES (MRP II), pode-se tornar o sistema mais flexível e coerente com o planejamento de alto nível da empresa, pois com o Kanban as mudanças nos níves superiores de decisão refletem totalmente no chão de fábrica. Isto diminui ainda os problemas da centralização da informação delegada aos responsável pela distribuição das atividade de produção. Além disso, a empresa dará maior valor a seus funcionários, resultando num comprometimento maior destes com as metas da organização. A filosofia do JIT, inserida na empresa com o Kanban, prega a diminuição de estoques e eliminação de desperdícios, que foi outro problema levantado. Neste modelo proposto o Kanban será responsável pelo continuidade e controle do processo produtivo, reabastecendo apenas o que foi consumido pelo setor seguinte. 6. Considerações finais A falta de coordenação das atividades do chão de fábrica e também do excesso de inventário geram perda de competitividade e infuenciam a sobrevivência empresarial em mercados altamente competitivos. Neste sentido, tem sido utilizado pelas empresas os sistemas MRPII ou a manufatura JIT. Contudo, verifica-se inúmeras limitações e deficiência dos dois sistema em determinados cenários produtivos. Para solucionar estas limitações, tem sido utilizado pelas empresas o híbrido MRPII com o JIT, onde o MRPII contempla a estrutura de planejamento de longo e médio prazos e o JIT é usado para o planejamento de curtíssimo prazo, com o uso do kanban. ENEGEP 2006 ABEPRO 7 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 No desenvolvimento deste estudo pode-se perceber esta necessidade de hibridismo nos setores abordados no caso da empresa Tecne do Brasil. Perceber-se que o sistema de controle da produção mais aplicado aos setores de injeção e vulcanização de calçados esportivos seria o Kanban, por apresentarem fluxo alto e os processos altamente repetitivos. Com relação ao planejamento, programação e controle dos estoques de matérias-primas, preparação, corte e recebimento do cabedal e montagem optou-se por continuar utilizando o MRP, devido a complexidade da programação e também a variedade e rotatividade dos itens produzidos. O MRPII ainda se mostra o sistema mais eficaz para gerar as necessidades de materiais. Finalmente, pode-se concluir que existem diversos sistemas de planejamento, programação e controle de produção, porém, isto não significa que somente um se adaptará da melhor maneira possível ao cenários de produção em questão. De forma a encontrar o sistema mais adequado ao cenário produtivo, pode-se integrar diversos sistemas, de modo que, se possa lidar com os diferentes ambiente da melhor maneira possível. Bibliografia CORRÊA, H.L. GIANESI, I.G.N.,CAON, M. Planejamento, Programação e Controle da Produção MRP II/ERP. São Paulo: Atlas, 452p, 2001. CORRÊA, H. L.; GIANESI, I. G. N. Just-in-Time, MRP II e OPT Um enfoque estratégico - 2a. Edição, São Paulo: Atlas, 186p,1996. FAVARETTO, F. Uma Contribuição ao processo de gestão da produção pelo uso da coleta automática de dados. Dissertação (Doutorado em Engenharia de Produção). Departamento de Engenharia de Produção – Universidade Federal de São Carlos, 2001. FILHO, M. G., CAMPANI, L. & VITA, R. A. G. A interação MRPII–CPM: estudo de caso e proposta de um sistema híbrido, Revista Produção v. 14 n. 1, 2004. GONÇALVES FILHO, E. V; FORTULAN, A. S. Industrias de Produção seriada só tem a ganhar com a CoGestão JIT/MRP II. Revista Máquinas e Metais, p. 58-67, 1997. MOREIRA, D.A. Administração da Produção e Operações. São Paulo: Editora Pioneira, 1996. SCHONBERGER, R.J. Técnicas Industriais Japonesas: nove lições ocultas sobre a simplicidade. São Paulo: Editora Pioneira, 1992 SILVA, F.M. da. Um sistema de planejamento e controle da produção para fábrica de calçados infantis pertencentes a um industrial cluster. Dissertação (Mestrado em Engenharia de Produção). Departamento de Engenharia de Produção – Universidade Federal de São Carlos, 2002 SLACK, N. et all. Administração da produção. São Paulo: Editora Atlas, 1997. ENEGEP 2006 ABEPRO 8
Download