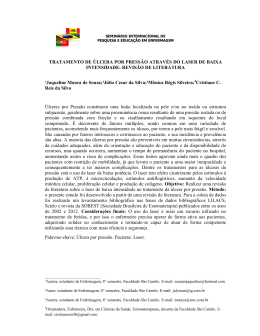
SOLDAGEM E CORTE A LASER www.ivanilzafelizardo.com // [email protected] MATERIAL DIDÁTICO – APOSTILA (coletânea de informações retiradas de diversas bibliografias) Profa. Ivanilza Felizardo, Dra Prof. Alexandre Queiroz Bracarense, PhD SOLDAGEM E CORTE A LASER PROCESSO DE SOLDAGEM A LASER Laser Welding - LW 1. INTRODUÇÃO Os primeiros trabalhos de pesquisa que conduziram à invenção do feixe de laser foram realizados por Albert Einstein e datam de 1917: versam sobre os fenômenos físicos de emissão espontânea e estimulada subjacentes ao funcionamento do laser. Townes confirmou experimentalmente em 1954 o fenômeno através da aplicação da emissão estimulada à amplificação de ondas ultracurtas. O primeiro LASER, um sólido de rubi, excitado por uma lâmpada fluorescente de vapor de mercúrio e filamento helicoidal, foi construído em 1960 por Maimann. Poucos meses depois os Laboratórios da AT&T Bell desenvolveram um laser gasoso de He-Ne, e somente alguns anos depois surgiria um LASER de CO2. O feixe LASER se propaga no ar com pouca divergência, orientando-se por óticas sem perder ou alterar suas características físicas, fato este que impulssionou seu desenvolvimento. Existem hoje vários tipos, indo do sólido ao gasoso, com comprimentos de onda na faixa do Infravermelho (IF) até o Ultravioleta (UV). 2. FUNDAMENTOS DO PROCESSO O processo de soldagem a laser (Laser Welding) é caracterizado pela fusão localizada da junta através de um bombardeamento por feixe de luz concentrada, coerente e monocromática de alta intensidade. A vantagem deste processo sobre os demais métodos convencionais de soldagem é o grande potencial da produção de juntas espessas com penetração completa, a partir de um único passe e de forma autógena. Além disto, garante uma alta reprodutibilidade e qualidade da junta e alta velocidade de soldagem. A palavra LASER é um acrônimo do inglês: “Light Amplification by Stimulated Emission of Radiation”, que significa “Amplificação da luz através da emissão estimulada de radiação”. A luz ou radiação eletromagnética de um LASER representa um fluxo luminoso de alta intensidade de energia. A energia a LASER não existe na natureza e é produzida a partir de algum tipo de fonte de energia, como uma lâmpada, que estimula um grande número de elétrons em repouso, os quais são capazes de produzir fótons de luz e este processo desencadeia uma ação repetida de emissão de energia gerando uma luz intensa. Esta luz gerada deverá passar por um meio ativo para que possa adquirir as três principais características dos LASERs, que são: • Raios colimados: todos os raios de luz caminham na mesma direção, permitindo que uma grande quantidade de energia seja transmitida a um alvo preciso; SOLDAG GEM E CORTTE A LASER • • www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) Lu uz monocro omática: a lu uz do LASE ER, ao conttrário das lu uzes naturais, tem uma a única cor, qu ue correspo onde a um compriment c to de onda do espectro o electroma agnético. De essa forma, te em-se difere entes tipos de aparelho o LASER, d dependendo o do comprrimento de onda emiti-do o; Raios coeren ntes: todos os raios da a luz do LAS SER caminham parale elos no temp po e no es-aço. pa CÍPIO FÍSIC CO DO LAS SER 3 – PRINC nder o funccionamento do LASER R, se faz necessário re elembrar sobre o átom mo. Sabe-se e Para enten que sistem mas atômico os são man ntidos por meio de um m conjunto de forças. O sistema a atômico é composto por um núccleo, positivvamente carregado e orbitados o po or elétrons, negativam mente carre-m ao redor do núcleo se posicion nam em certos níveis de energia a gados. Oss elétrons que circulam bem definiidos, denom minados orbitais. As orbitais o são chamadas s de camad das eletrôniicas, repre-sentadas p pelas letras K,L,M,N,O,P e Q. ovimentarem m numa cam mada eletrô ônica não absorvem a e nem emite em energia. Os elétrons ao se mo Apenas um m número de d elétrons pode ocupa ar um dado o nível de energia e ne enhuma form ma de radi-ação ocorrre quando os o elétrons se mantém m em seus níveis n orbita ais. Os elétrrons de um átomo ten-dem a ocu upar as cam madas eletrô ônicas mais s próximas do d núcleo, isto é, as que apresen ntam menorr quantidade e de energia. Um átom mo está no seu s estado fundamenttal quando seus elétro ons ocupam m as camada as menos energéticas. e Quando um m átomo re ecebe energ gia (térmica a ou elétrica a), o elétron n pode saltar para uma camada mais m externa a (mais energética) e nessas n cond dições o áto omo se tor-el. Os elétro ons de um átomo exccitado tende em a voltarr para as camadas c de e origem e,, na instáve quando istto ocorre, ele e devolve e, sob form ma de onda a eletromag gnética a en nergia, ante eriormente,, recebida. no de absorrção de ene ergia ocorre e quando uma estruturra atômica estável e reag ge com um m O fenômen fóton, passsando a um m estado ma ais energiza ado. A enerrgia de excitação pode e ser causad da por cho-que entre átomos, pa artículas e moléculas m e ainda, po e, or ondas ele etromagnétiicas. O esta ado estávell omo corresp pondente ao a nível mín nimo de en nergia e ao o receber mais m energia a, o átomo o de um áto passa ao e estado excittado (absorrção de ene ergia externa a ao sistem ma atômico). de excitaçã ão não é no ormal e o átomo á excitado fica insstável e de eve retornarr ao estado o O estado d estável (re epouso), liberando esp pontaneame ente a enerrgia adicion nal. Essa en nergia pode e ser trans-formada em m energia cinética c durrante as collisões, resu ultando em um u aumentto de tempe eratura. Es-sa perda d de energia do sistema a poderá, ta ambém, orig ginar uma radiação r ele etromagnéttica. A pas-sagem de um estado atômico exxcitado para a o estado de repouso o se dá porr meio de lib beração de e e esp pontânea de e radiação. fótons de luz, isto é, emissão o espontâne ea de radiaçção é consiiderada inc coerente, po orque os áttomos libera am energia a A emissão independe entemente entre e si, sem m relação de fase, dire eção ou pola aridade entre as emisssões. Desta a maneira, a radiação é multidirec cional. Ape enas a freqü üência é fixxada pelo in ntervalo entre as emis-sões. oposto por Niels Bohrs s em 1913 diz que: “Enquanto um m elétron de e um deter-O modelo atômico pro omo estiverr na mesma a orbita, ele e não emite e nem rece ebe energia a – átomo está e no seu u minado áto estado fun ndamental. Ao receberr uma quan ntidade bem m definida de d energia (denomind da quantum m ou, no plural, quanta de energia a), o elétron n salta para a uma órbitta mais externa – átom mo está no o este volta para sua órb bita de orige em, ele devvolve a energia recebi-estado de excitação; e quando e ão bem definida, denomindada fó óton”. Este modelo m exp plica que os s da, sob forrma de luz de coloraçã elétrons giiram ao red dor do núcle eo em orbittais fixas e com energ gia definida.. Toda vez que ocorre e 2 3 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) um movimento de um m nível de energia e para a outro, há um ganho ou perda de d uma qua antidade de e u um quantum ou, aind da, um fóton n (Fig. 1). energia, ou No processo de emissão esponttânea de en nergia, tem--se que um m átomo pod de ser eleva ado a partirr gia estável para um nível excitad do, através da absorça aõ de um quantum q de e do seu nívvel de energ energia. Po or ser o nív vel excitado, inerentem mente menos estável, então e o átom mo tende a cair para o nível de en nergia estável, emitind do o mesmo quantum de energia a, inicialmen nte fótons, que viajam m em ondas (Fig. 2). são estimullada de ene ergia, princíípio da ação o do laser, um quantum m adicionall No processso de emiss de energia a é absorvid do por um átomo á já no seu estado o elevado de d energia, causando a libertação o de dois qu uanta de energia, quan ndo este rettorna para o seu estad do mais esttável. Trata a-se do pro-cesso de e estimulação o ou amplificação de energia, e o qual q ocorre quando há á um maior número de e átomos exxcitados do que não excitados, e u uma condição conhecida como in nversão de população o (Fig. 3). Figura 1 Figura 2 F Figura 3 a de radiaçã ão forneça raios coerrentes, monocramátic cos e coli-Para que a emissão estimulada mados, (características fundame entais dos raios r lasers) necessita--se do aparrelho LASER. Por este e uitas vezes tem-se a definição: d “u um laser é uma apare elho que am mplifica a luz para pro-motivo, mu duzir um fe eixe intenso o e fino de ondas, o com um cor mu uito pura”. 4. PRINCÍP PIO DE FUNCIONAME ENTO DE UM U APARE ELHO LASE ER entos são simultaneam s mente nece essários parra que a maioria dos lasers posssam operar:: Três eleme cavidade rressonante ou ressona ador óptico; meio ativo e mecanism mo de bomb beamento. Cavidade Óptica Res ssonante O raio lase er é gerado o dentro de e uma cavid dade resson nante que contém c o meio m ativo. A cavidade e ressonante e constitui de d dois espelhos reflettores coloca ados frente a frente. Esses espelh hos enviam m a onda ele etromagnéticca em múltiplas passa agens de ida a e volta no o meio ativo o, amplifican ndo o cam-po eletrom magnético no o interior da a cavidade. Um dos esspelhos é se emitransparrente ou apresenta um m orifício, que permite o acoplamen nto óptico em e direção ao a exterior. Uma fração do campo o atravessa a onstituir o feixe f laser, Figura 4. O tamanho e a forma da d cavidade e variam de e esse espelho, para co m o meio attivo e com a potência do d aparelho o laser. acordo com Figura 4 – Cavidade ressonante r SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) Meio Ativo o Trata-se da base atômica do sisstema, faz a conversã ão de energ gia elétrica em radiante e, uma vez z ção de inversão de população, po ode-se prov vocar emiss são estimulada nestes s que, devido à excitaç o que possu ui níveis de energia exxcitáveis e capazes c de e armazena ar a energia a materiais. É um meio erna. Muitos materiais podem serr utilizados como c meio ativo e parra cada um, recebida da fonte exte u tipo de laser. Os meios ativos podem serr: se obtém um a) b) c) d) e) o = CO2, Arg gônio, Criptônio, Hélio--Neônio; Gasoso sólido = Cr3+ , crisstais de Neo odímio (Nd:YAG), Érbio o (Er:YAG),, hólmio (Ho o:YAG); Corante es - corante es orgânicoss diluídos em solventess líqüido (R Rodamina 6G G e Cumariina 2); semicon ndutores - vários v tipos de diodo; excímerros - moléculas diatôm micas (KrF, XeCl) X e químicos - pro oduzidos por reações e exotérmicas s (HF, CO O). Bombeam mento É a fonte externa e de energia responsável pelo forneccimento de energia ao o meio ativo o. Pode serr uma lâmpada flash ou o até outro laser (b bombeamen nto óptico); podem se er descarga as elétricas s mento eletrô ônico); reaçções químiccos (bombe eamento qu uímico); e partículas p p pesadas ou u (bombeam radiações ionizantes ou térmicas. A fonte externa de energia alimenta o sistema de três t modos s distintos: o - onda contínua; a) contínuo b) pulsada a - onda com m pulsos e c) desenca adeadas ou Q-switched d. A emissão o contínua é resultante e da excitaç ção contínua de um meio ativado o por descarga elétrica a (lasers gassosos). A em missão pulssátil ou chamada de "re elaxada" é a resultante e do bomba ardeamento o pulsátil do meio ativo.. Esse meio o é progresssivamente bombardead b do até cheg gar a um nívvel de exci-missão laser. tação suficciente para produzir em A emissão o desencad deada ou "d destravada"" Q-switche ed ocorre em e lasers pulsáteis p e se verifica a quando o bombardea amento é fe eito além do d limiar de e funcionam mento, perm mitindo que a emissão o ando tiver alcançado a u nível sufficiente. Pro um oduz, dessa a forma, um m pulso de energia de e ocorra qua curta duraçção e picoss bem maiores. Todos os processsos de dese encadeamento utilizam m um dispo-sitivo atenu uador ou ob bturador de passagem de radiaçã ão na cavida ade. 5. SOLDAGEM A LASER ápida definição, pode--se dizer qu ue o LASER é um disspositivo qu ue produz um u feixe de e Em uma rá radiação. A Ao contrário o do que se e pensa, o que q torna esste processso altamente e interessan nte não é a quantidade e de radiaçã ão emitida, e sim a qualidade dessta. Devido à qualidade e da radiação LASER, sua utilizaçção em soldagem posssibilitará a obtenção de d determin nadas caraccterísticas impossíveis s de se obte er com outro os processo os. Entre esstas caracte erísticas pod de-se citar: dade de soldagem · elevadísssima velocid · ausência de contato o entre a fon nte de calorr e a peça a soldar. o e ZTA · baixa enttrega térmicca, distorção gem e corte e são o tipo sólido que e Os equipamentos LASERs que estão sendo utilizadoss na soldag Nd) dissolvid do (“dopado o”) numa grranate de íttrio (Y) e alu umínio (de-utiliza princcipalmente o niódio (N nominado YAG): Nd:Y YAG; o tipo o gasoso que q utiliza como c meio ativo o CO O2 e o LAS SER do tipo o m diatômica, as-EXCIMER, que deve seu nome ao meio ativo, o qual é formado por uma molécula o estado esstimulado e no estado estável. In ndependente e do equipa amento, de e sociada à elétrons no u feixe LA ASER, a solldagem oco orre da segu uinte maneira: a radiaç ção do feixe e ao intera-posse de um 4 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) gir com a matéria m é parte absorvvida, parte refletida. r A parte absorrvida é de tal t ordem de e grandeza a que aquecce o materia al, levando-o o a fusão ou vaporizaçção dependendo da de ensidade de e energia. v o do materia al, forma-se e uma colun na de vapores metálicos partindo o No caso de ter-se a vaporização de interação o do feixe com c o mate erial e avan nçando em direção ao interior da peça. Esta a do ponto d coluna,sem melhante a um furo, re ecebe o nom me de Key--hole e abs sorverá gran nde parte da d radiação o incidente n na peça disttribuindo-a posteriorme ente. d o deslocame ento da peçça garantirá á a sustentação do ke ey-hole, po-Como o prrocesso é dinâmico, rém existirrá uma velo ocidade de avanço a mín nima para q que o proce esso se susttente. Com o desloca-mento do kkey-hole, a massa de material m líqu uido vai se solidificando ocorrendo assim a soldagem. s o acima cita ado, quando o a densida ade de energia não for suficiente para a va-Em oposiçção ao caso porização (e for apen nas para fussão), ocorre erá a soldag gem por condução, qu ue terá um m mecanismo o ente semelhante aos processos de soldage em convenccionais, com m o calor sendo dissi-extremame pado latera almente. Assim, no primeiro ca aso então a forma do cordão c será á mais próxiima de um furo, enqua anto que no o á mais pare ecida com um u "V". segundo, a forma será Meio ativo Figura 5 - Desenho esquemático do equipamento de d produção o a laser 5.1 Parâm metro de Co ontrole do Processo P d Soldage de em a LASER Potência d do feixe Sem dúvid da, a potênc cia do feixe é o fator mais m importa ante a ser considerado c o, uma vez que, deve-se conside erar qual é a sua apliccação, o material m a se er soldado, ou mesmo o cortado e verificar a espessura do materia al para espe ecificar o tip po de laserr a ser usad do. A potência do lase er está dire-gado com a espessura a máxima a ser soldada ou cortad da. Além de este, é impo ortante tam-tamente lig bém conhe ecer o comp primento de e onda da radiação r em mitida uma vez v que um m mesmo co omprimento o de onda apresentará facilidade em e soldar alguns a mate eriais e dificuldade pa ara outros. O modo do o orma como a potência é distribuíd da ao longo o do feixe. O sistema óptico ó é o qu ue determi-feixe é a fo nará a dife erença entre e a potência gerada e a que efettivamente vai v atingir a peça, uma a vez que o feixe perde e potência em e cada esspelho reflettor utilizado o. Além disto o, este siste ema atua ta ambém na determinaçção do diâm metro do feiixe na zona a de intera-ção. Por último o mod do de funcio onamento do d LASER determinará d á a potência a máxima e a simetria a do feixe. 5 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) Considera--se também m que os tipos de lase er tem potê ência difere entes, por issso é necessário uma a especificaçção correta do equipamento, seja a por nível econômico ou pela qu ualidade fina al da peça.. Neste aspecto, tem-sse laser de CO2 e Nd:YAG. Os lasers l de Nd:YAG N pod dem forneccer até 500 0 uanto que os o sistemass de CO2 po odem facilm mente fornec cer 10.000 watts w ou ma ais. watts, enqu Modo do ffeixe Indica com mo o modo do d feixe rela aciona com m a potência a distribuída a ao longo do d feixe laser. Como o equipamen nto é compo osto por esspelhos, o sistema s ópttico é o que e determina ará a diferen nça entre a potência gerada e a que q efetivamente vai atingir a a peça, uma ve ez que o feixe perde potência em m A disto, este sistem ma atua na determinaç d metro do fei-cada espelho refletor utilizado. Além ão do diâm a de interação. Por úlltimo, o mo odo de funccionamento do laser determinará a potência a xe na zona máxima e a simetria do d feixe. veis do Processo de Soldagem S a LASER 5.2 Variáv Potência d do raio LAS SER A potência a é um dos principais fatores f do la aser, pois é a partir de ele que iniciia-se todo o processo.. Para obterr um laser potente p é necessário saber s o seu u tipo, gasoso ou sólido, o tipo de e material a ser soldado, a densid dade e o diâ âmetro do laser. l Estess fatores es stão relacionados com a penetra-er na peça de trabalho o, pois cada a um tem o seu s papel no n processo o de soldagem. Utiliza-ção do lase se calorímetros de co orpos negross para medir a energia a de saída da d cavidade e. Diâmetro do raio inc cidente Como o fe eixe é concentrado e preciso p é necessário ter t conhecim mento desta variável, pois é res-ponsável p pela densidade de ene ergia dirigida a peça. Se S o diâmettro for pequ ueno, a qua antidade de e energia se erá maior, po ois a sua área de atua ação é meno or, considerando uma fonte consttante. Caso o contrário, sse o diâmettro for maio or, menor se erá a energ gia, devido ao aumento o da área de d atuação.. Outro fatorr interessan nte é a habilidade em que q se pode e automatizzar sabendo o destas ca aracterística a do processso. A posiçã ão focal, também deve e ser consid derado, poiis é onde ocorre o o máximo ponto o de converg gência do fe eixe, localizzado a 1 mm m abaixo do o nível da superfície da a peça. Este e valor ser-ve apenas como referrência, poiss dependendo de outro os parâmetrros pode mudar, é o ca aso do ma-m espessso terial ser mais Absorção A absorção é a que determina a eficiência a do feixe d de luz incidente na pe eça. Deve-sse levar em m ateriais, ou seja, a con ndutividade térmica, o calor espe-consideraçção, alguns fatores físicos dos ma cífico e a difusão térrmica. Este es fatores serão s respo onsáveis po or uma boa a ou má ab bsorção da a material. É a partir das propriedade es do mate erial que se determina-energia térrmica transfferida ao m rá se será necessário o aplicar um ma densidade de enerrgia maior, ou menor e se será utilizado u em m m pulsa ado. Qualquer cálculo da energia a transferida a para a so oldagem la-modo conttínuo, ou mesmo ser é base eada na ene ergia absorrvida pela peça. p Para superfícies polidas, de etermina-se e que a ab-sorção é p proporciona al a raiz qua adrada da resistividad r ores também m influenci-e elétrica. Outros fato am, como a temperattura, qualidade da sup perfície, o gás g de prote eção, o que e dificulta muito m a sua a mental. determinaçção experim Velocidad de de solda agem Se a veloccidade do la aser que se e move ao longo da ju unta for ele evada, a pa arte a ser so oldada não o recebe ene ergia suficie ente e a sollda resultan nte será estreita e rasa a. Caso contrário, se a velocidade e de soldage em for baixa a, a energia a é elevada a sobre um período de tempo mais longo sob bre a peça,, podendo ocorrer o a evvaporação do d metal. De evido a este e fator, pod de aparecerr porosidade e na super-fície. Porta anto, para uma u dada potência, p um decréscimo na velo ocidade de soldagem, origina um m aumento da d penetração. Elevada as velocidades podem m originar ins suficientes penetraçõe es, enquan-- 6 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) to baixas vvelocidades s conduzem m a fusões excessivas e do metal, provocando o vaporizaçção e perda a de materia al com a con nsequente formação f de e defeitos. Gás de Prroteção Os gases m mais comum mente utilizados na soldagem a la aser são: hé élio (He) e argônio a (Ar)). O Hélio po ossui propriiedades únicas, que o tornam o gás de proteção prefe erido para soldagem s a laser em alta a velocida ade e alta energia. O hélio possui:: • Alta condutivida c ade térmica,, produzindo soldagens com exce elente acaba amento • Alto potencial de e ionização o, produzind do excelente e supressão o de plasma a e altas ve elocidades oldagem. de so d qualquer sistema lasser, seja pa ara corte ou u soldagem. Os gases cconstituem uma parte essencial de Um fornecimento de gás g confiável de alta pureza é esssencial para a se obter a máxima efficiência da a oteção serve e para remo over o plasma formado o na fusão (ou vapori-tecnologia a laser. O gás de pro C não seja s feita es sta remoção, o plasma absorve e desvia o raio laser,, zação) do material. Caso mover o plasma formad do. O tipo de d gás utilizzado e seuss diferentess potenciais s sendo neccessário rem de ionizaçã ão, proporccionarão differenças na a interação feixe f - maté éria, alteran ndo a transfferência da a energia. dagem a la aser, o gás utilizado recebe r o nome de gá ás de assisstência e a No processso de sold penetração o depende também t do o tipo de gás s utilizado. Normalmen nte os gases utilizados para solda a e corte neccessitam te er uma alto nível de pu ureza, pois as impurezzas encontrradas nas misturas m de e gases pod dem baixar o desempe enho do las ser de CO2. Este fatorr diminui a potência de d saída do o laser, torna ando a desc carga elétricca instável ou aumenta ando o cons sumo dos gases. g F Posição Focal É considerrada como o ponto má áximo de co onvergência a do feixe, considera-s c se como um m ponto óti-mo 1 mm a abaixo do nível n da sup perfície da peça, p mas pode p variarr dependend do da espessura a serr soldada. Pulso pregado na soldagem, é usado prrincipalmentte para aum mentar a pe enetração, o os parâme-Muito emp tros de pulso são a du uração, gera almente em m ms, e a fre equência de e pulso em Hz. paração da Peça a serr Soldada 5.3 – Prep Algumas cconsideraçõ ões são esssenciais parra obter o melhor m dese empenho do equipame ento e con-sequentem mente da so olda. A peça a a ser sold dada deve ser s direcion nada perpen ndicularmen nte ao feixe e de laser, p pois neste caso c toda a densidade e será focalizada e concentrado em e apenass um ponto.. Caso contrrário, o feixe já não se erá tão conccentrado e consequent c temente, pa ara a mesma potência, apresentarrá maior dim mensão de sangria e menor m penettração. A configura ação das ju untas a ser soldadas e as tolerân ncias dimen nsionais da preparação o assumem m fundamenttal importân ncia neste p processo, uma u vez qu ue, como o feixe é exttremamente e colimado, qualquer fa alha na preparação da a junta a soldar fará com que o feixe passe pela falha se em interagirr com a peça. dado aprese enta diferen ntes proprie edades e entre e elas a absortividade, que é O materiall a ser sold extremame ente importante pois dará uma ind dicação parra determin nar quanto de d radiação o será refle-tida ou abssorvida pelo o material e com isto qual a potê ência de feixe necessá ária e se se erá pulsado o ou não. Um m outro asp pecto importtante, é a difusão d térm mica do mate erial, que ta ambém influ uenciará na a absorção do d feixe na peça a ser soldada. 7 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) 5.4 – APLIICAÇÕES A alta concentração do feixe de e LASER proporciona uma radiaç ção de exccelente qualidade, que e ões entre as a quais, apenas na área á metal--mecânica pode-se cittar: corte e terá diverssas aplicaçõ furação de e materiais 60% (peça as de geom metrias comp plexas), soldagem 25% % (ex. Bate erias de Lí-tio), marca ação 10% (instrumento os de mediçção), tratam mento térmiico de componentes (vválvulas de e motores de e combustã ão) e demaiss utilizações 5%. m a laser possui um aporte de en nergia muito o concentra ado, produzindo uma solda estrei-A soldagem ta e profun nda. A pene etração é fa acilmente co ontrolada pelo p ajuste dos d principa ais parâmetros, como:: potência e taxa de pu ulso. Fazendo isto é po ossível executar uma solda s intern na ou externa aos pai-utomóvel, sem s distorçõ ões ou desscoloração da parte ex xterna do painel p do mesmo. m Em m néis do au algumas aplicações, o uso do robô para lasser de CO2 tem propiciado uma movimentaçã m ão e posici-eça de traba alho muito precisa. Essta vantage em da solda agem com laser l é que e onamento sobre a pe ularização d de sua utiliz zação na ind dústria auto omobilística a. tem propicciado a popu agem laser de chapas s metálicas tem aumen ntado consideravelmente, devido o O interessse em solda possuir um m alto poten ncial de redução de cu ustos. Algum mas vantagens resulta am da alta flexibilidade f e do processso, outras resultam r da a natureza do processso de não possuir con ntato com a peça, en-quanto que e outras ad dvém do ressultado de soldas s de qualidade q co om altas ve elocidades. Outros be-nefícios inccluem o fatto da inexisstência de retrabalho. r O processo o laser perm mite soldagem por um m só lado, co om isto abre em-se nova as soluções em projetos. da flange de e d 15 mm necessário à soldagem m por resisstência. Isto o Outra vanttagem é a eliminação pode caussar redução o de peso da d ordem de 40 Kg em m um corpo o de um ca arro típico. Acredita-se A e que será p possível elim minar uma parcela p sign nificativa do os 2.000 a 4.000 4 ponto os de solda a resistên-cia por carro. A flang ge não é ne ecessário quando q a soldagem la aser é usad da. Uma so olda a laserr ambém aum menta a inte egridade estrutural. A rresistência da d solda é usualmente e maior que e contínua ta a resistênccia do metal base S a LASER 5.5 – Vanttagens da Soldagem • Feixe e com alta densidade d d potência de a; • Solda a realizada com baixa energia; • Pequ uena Zona Termicame T a; nte Afetada • Mínim ma distorçã ão e tensão residual; • Altass propriedad des mecânicas da junta; • Altísssimas veloccidades de soldagem s e corte; • Facillidade de au utomatizaçã ão e controlle; • O feiixe não é pe erturbado por p campos magnéticoss; • Posssibilidade de e operar em m juntas de difícil acessso; • Alto nível de qualidade da junta; j • Capa acidade de soldar mate eriais dissim milares; • Gera almente é desnecessárrio o uso de e material de adição; • Óxidos, silicatos s e outras impurezas são seletivvamente va aporizadas, o feixe pro ovoca uma a a “purificaçã ão”do metal de solda. certa • Não necessita de d vácuo pa ara a realiza ação da solda; S a LASER 5.6 – Limittações da Soldagem • São necessários meios pre ecisos e eficientes parra posiciona ar a junta, pois p as tolerrâncias são o o estreitas; muito 8 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) • Custto de investtimento rela ativamente elevado e (co omparado às à técnicas convencion nais de sol-dage ens); • São consumidos s gases, len ntes especiais e que são gastos in nerentes ao o processo; • Indusstrialmente,, a máxima espessura a considerad da prática para p ser soldada se en ncontra au-talme ente em torrno de 20 mm; m • É relativamente baixa a eficiência de conversão c d energia (cerca de 10%); da • Por sse tratar de e um processso que envvolve a transformação de fase sóllido-líquido em materi-ais, o processo de soldage em a laser também ap presenta pro oblemas sim milares aoss processos s convvencionais, como a sensibilidade à formação o de trincass, principalm mente para a o caso do o alum mínio. • O rissco de acidentes está no processso, e danoss aos olhos s podem re esultar da exposição e a algum m tipo de fe eixe, sendo então nece essário o usso de equipamentos de e proteção individual e isolamento da área á de trab balho. • O op perador devve ser treina ado para executar as ta arefas de so oldagem a laser. l E A LASER R 6 – CORTE a soldagem, pois o proc cesso de co orte envolve e uma con-Os equipamento lasers de corte diferem da a maior que e na soldag gem. O feixxe de corte deve ser mais m conce entrado e o centração de energia corte ocorrre a velocidades mais altas. quipamento o refere-se ao a tipo de gás g de assisstência utiliz zado. Norm malmente, o Outra diferrença no eq gás utilizad do nos proc cessos de corte c é o oxxigênio, devvido ao favorecimento o à reação exotérmica, e , ou seja, lib beração de calor, aume entando ain nda mais a temperatura t a do processso e a velo ocidade. e o process so de corte e a laser po odem cortarr chapas de e aço-carbo ono de até 20 mm de e Atualmente espessura. Porém, su ua capacida ade de cortte de chapa as de alumínio, por ex xemplo, é bem b menor: pas de 6 mm m, no máxim mo. Isso se explica pela a tendência a do alumínio ao empastamento e corta chap à reflexão da luz. Valores muito elevados de velo-orte é sua velocidade. v Uma variável importante no proccesso de co duzir estriass na superffície de cortte, rebarbas s na parte posterior p da a superfície e cidade tendem a prod ela radiação o e até me esmo imposssibilidade de d realizar o corte. Ve elocidades baixas, porr atingida pe outro lado,, produzem m um aumen nto da zona a termicame ente afetada e um deccréscimo na a qualidade e do corte. O gás de as ssistência deve ter vazzão suficiente para rem mover o matterial fundid do, proveni-ente do co orte. Materia ais como plá ásticos, ma adeiras ou borrachas b p permitem utilizar vazõe es mais ele-vadas. ser tipo gassoso de CO O2. Aços nã ão ligados podem serr Normalmente, se utiliiza para o corte, o las ualidade de e facilmente cortados a laser, princcipalmente se o gás de assistênccia for o oxiigênio. A qu ndo pequenas largurass de corte e bordas re etas, sem re ebarbas e livre de óxi-corte é boa, produzin as finas de aços inoxid dáveis pode em ser cortadas com excelente e re esultado. Não é possí-dos. Chapa vel cortar chapas c tão espessas como c as de e aços não ligados. Oss aços-ferra amenta são o difíceis de e cortar por outros méto odos conve encionais, por causa do o alto teor de d carbono,, mas apressentam boa a cie, quando o cortados a laser. A e espessura máxima m que e o alumínio o e suas li-qualidade de superfíc m ser cortad dos a laser situa-se s por volta de 4 mm a 6 mm, pois, o alumínio a refflete a luz e gas podem é bom con ndutor de ca alor, dificultando a con ncentração de d energia. Cobre e su uas ligas, assim a como o o alumínio o, também apresenta a te endência a refletir a lu uz. Para o corte c de pe eças não pla anas, é ex-tremamentte importante a proteçã ão contra ra adiação reffletida. Titân nio e suas ligas l podem m ser corta-do a laser,, desde que e a zona de e corte seja protegida por p um gás inerte, que e evita a oxidação pelo o ar. 9 SOLDAG GEM E CORTTE A LASER www.ivaniilzafelizardo.com // iva@ @ivanilzafelizaardo.com MATERIAL DIDÁTICO –– APOSTILA ( (coletânea de e informações retiradas dee diversas bib bliografias) Vantagens s do corte a laser: • minim miza a largu ura de corte e (típica de 0.12 mm); • minim miza a zona a afetada pe elo calor; • minim miza o temp po de posiccionamento da peça; • reduzz ou elimina a perdas - contornos c lisos em velo ocidades altas; • corte e com ladoss paralelos; • ausê ência de distorção por contato; c • pode e cortar perffis de conto ornos compllexos; • pode e iniciar o co orte em qua alquer posiçção; • altass velocidade es de corte; • As to olerâncias dimensiona d ais podem ser s mantida as consisten ntemente dentro de +//- 0,02 mm m em m materiais de e espessura as de até 3 mm. 10
Baixar