SUMÁRIO
Protecções Anticorrosivas
A importância da certificação no sector das
Protecções Anticorrosivas
05
Tribologia
Análise de Partículas de desgaste
Director:
J. M. Dias Miranda
Coordenação:
Marta Miranda
Secretariado:
Dina Silva
Nazaré Almeida
Redacção e Administração:
ISQ - Instituto Soldadura e Qualidade
Av. Prof. Dr. Cavaco Silva, 33
TAGUSPARK - OEIRAS
2740 - 120 PORTO SALVO
Tel. 214 228 100
Fax 214 228 120
Propriedade:
ISQ - Instituto de Soldadura e
Qualidade
Concepção Gráfica:
SAR, Publicidade
Paginação:
Alexandre Rodrigues - ISQ
Impressão:
Britográfica, Artes Gráficas Lda.
Periodicidade: Trimestral
07
Estrutura Metálicas
Reabilitação das estruturas metálicas
do contorno interior da praça de touros
do Campo Pequeno
10
Tribologia
Análise de lubrificantes em serviço
14
Ambiente
Estimativa da corrosão em chaminés metálicas
por ácido clorídrico
17
I&D
The RoHS Directive and the Role of SME’s
in the Electrical Industries
19
Estrutura Metálicas
Breves notas sobre a reabilitação do Museu
da Electricidade - Central Tejo em Belém
20
Formação
Projecto ETIV - EMAS
26
Homo Aprehendis
Formação Aberta e a Distância Orientada
27
Tribologia
Técnicas de Análise de Óleos
31
Ambiente
Contaminação do ar interior por bioaerossóis
35
Tiragem: 3 000 exemplares
Depósito Legal: 36 587/90
ISSN: 0871-5742
Ambiente
Gestão da água em regiões semi-áridas
38
Gestão da Manutenção
Apoio à decisão em Investimentos Técnicos
Notícias ISQ
42
44
EDITORIAL
Protecções Anticorrosivas
A área de Inspecção de Anticorrosão e de Betão tem vindo a
desenvolver a sua actividade nas inspecções técnicas e fiscalização de obras, especificidades das protecções anticorrosivas, isolamentos e construção civil em geral.
Como o objectivo incide, essencialmente, sobre a Qualidade das
construções, a nossa actividade insere-se na análise dos materiais aplicados (ou a aplicar) em obras e nos processos construtivos.
Assim, a oferta de serviços do ISQ para o mercado, neste
domínio, é predominantemente uma actividade de consultoria,
auditorias técnicas, parcerias com outras entidades para a realização de trabalhos referentes a inspecções técnicas, fiscalização, gestão e coordenação de obras e controlo de qualidade de
materiais e processos de reconstrução.
A experiência dos nossos técnicos, assim como a qualidade dos
J. M. Dias Miranda
Presidente do Conselho
de Administração do ISQ
4
equipamentos e metodologias de suporte à sua actividade, tem
nos permitido desenvolver trabalhos em diversos países, com particular destaque para Angola e Cuba.
PROTECÇÕES ANTICORROSIVAS
Ana Maria Matos
A importância da Certificação no sector das Protecções Anticorrosivas
1. Introdução
O Sector de Protecções Anticorrosivas
do ISQ é um núcleo especializado, que
se encontra preparado para actuar em
qualquer projecto no âmbito da protecção anticorrosiva, revestimentos e
isolamentos. O seu campo de actuação
é muito variado e envolve: projecto,
escolha de materiais, protecção das
superfícies por pintura (anticorrosão e
protecção ao fogo), protecção catódica
e alterações do meio ambiente. Possui
vários colaboradores com certificações
emitidas por organismos estrangeiros
com reconhecimento internacional.
2. A importância da Certificação
Desde a sua criação, o nosso sector
tem tido sempre como política fornecer
serviços de qualidade em qualquer trabalho que efectuamos.
Outras empresas existentes no mercado disponibilizam alguns serviços
semelhantes, no entanto, conseguimos
marcar a diferença por diversas
razões:
Diversidade de serviços que disponibilizamos
Equipamentos de tecnologia actual
para apoio das inspecções e controlo de qualidade
Laboratório de Protecções Anticorrosivos para realização de ensaios
laboratoriais e apoio complementar
aos serviços de campo (inspecções,
peritagens)
Elevado grau de experiência dos
nossos técnicos
Colaboradores certificados por entidades acreditadas e reconhecidas
internacionalmente
Relativamente às acções que desenvolvemos, estamos habilitados a
realizar diversos serviços tais como a
fiscalização de obras, execução de
inspecções técnicas e peritagens, controlo de qualidade com ensaios de
materiais e sistemas de protecção,
análise de falhas, consultoria técnica,
elaboração de especificações técnicas,
e formação e avaliação de pintores e
processos de pintura. Para além dos
serviços referidos, o nosso sector tem
como preocupação atender às novas
necessidades que os nossos clientes
apresentem sempre que estas sejam
da nossa competência, renovando
desta forma o leque de serviços disponíveis.
Os técnicos têm ao seu dispor, equipamentos de inspecção e controlo de
qualidade de tecnologia actual para a
realização das acções de controlo de
qualidade, inspecções e peritagens em
revestimentos e isolamentos. O conhecimento das normas em vigor e
específicas para as avaliações e
ensaios que efectuamos dão-nos um
acrescido valor. Os nossos inspectores
têm ainda o apoio do nosso Laboratório
de protecções anticorrosivas, no qual
são efectuados diversos ensaios para
avaliação dos revestimentos anticorrosivos e determinação das suas características físicas.
Estabelecemos um acompanhamento
da evolução do mercado para as novas
tecnologias e produtos utilizados não
só para podermos oferecer garantias
nos trabalhos que controlamos, como
também para podermos elaborar
especificações de pintura com as
melhores performances.
O elevado grau de experiência dos nossos técnicos foi obtido pela regularidade e oportunidade de actuação em
grandes obras nos últimos anos, tanto
em Portugal como em outros países
dos quais destacamos Angola e Cuba.
Alguns dos nossos clientes são: IEP;
EDP; REFER; MAKRO; CARREFOUR;
PORTUCEL; PETROGAL; KOCH; LISNAVE; SONANGOL; TRANSGÁS, etc.
Esse facto proporcionou o reconhecimento que temos tido durante os
vários anos de existência do nosso sector.
Essa experiência revela a sensibilidade
para os pormenores essenciais na
obtenção da qualidade de um revestimento.
Porquê apostar nas certificações?
Por tudo o que foi referido, poderíamos
dizer que os nossos objectivos estão
conseguidos, mas queremos ir mais
além. É nossa intenção aumentar o
nosso quadro de técnicos e especialistas com certificações.
O facto de possuirmos certificações
reforça o valor do nosso desempenho e
das nossas qualificações porque entidades exteriores confirmam as nossas
capacidades para a realização de
determinado trabalho. Os nossos
clientes têm assim a garantia que, ao
requisitarem os nossos serviços, estão
a tomar as medidas necessárias para
obter um serviço com a mais elevada
qualidade e competência.
"A Certificação é a prova escrita
de que temos capacidade e conhecimentos para efectuar determinado serviço"
Por outro lado, a certificação permite-nos estar ao mesmo nível dos outros
países nos quais na generalidade das
vezes se tem a ideia que "os outros
fazem melhor que nós", o que é completamente errado.
Para a obtenção do certificado, o colaborador é avaliado em termos de
conhecimentos e de trabalhos realizados. A avaliação é feita da mesma
forma para todos os participantes,
qualquer que seja o país, independentemente se a língua materna é ou não o
inglês. É nossa intenção entrar em
novos mercados e para isso muitas
das vezes é requerido a certificação
nessas áreas que comprove as habilitações para efectuar determinado trabalho.
Para determinadas obras como é o
caso de acções de inspecção de pintura em projectos de reparação de
navios de armadores importantes (ex:
5
NATO) são requeridos inspectores certificados.
As organizações que emitem os certificados têm uma grande importância
em todo o Mundo, tendo reconhecimento internacional, daí que a certificação nos fornece a possibilidade de
competir com outros países com as
mesmas hipóteses, isto é, estamos em
pé de igualdade.
"A Certificação dá-nos a possibilidade de podermos competir em
pé de igualdade com outros países, em qualquer lugar do Mundo"
3. Certificações dos colaboradores do Sector de Protecções
Anticorrosivas do IAB
O quadro técnico do sector de
Protecções Anticorrosivas do IAB, já
Certificação
Entidade
Certificadora
da corrosão e das técnicas de controlo.
Possui várias áreas de trabalho,
nomeadamente a formação, contributo
para a edição de normas, edição de
livros e revistas da especialidade
("Material Performance" revista que é
editada mensalmente), entre outros.
Actualmente possui inspectores certificados em todo o mundo, dos quais 5
são colaboradores do departamento
do IAB do ISQ. Vale a pena salientar que
no nosso país são os únicos inspectores de pintura com certificação
NACE.
A obtenção da certificação como
inspector de pintura (certificação NACE
que habilita o indivíduo a poder efectuar
e coordenar todo o tipo de controlo de
qualidade em tratamentos anticorrosivos) passa pelo aproveitamento em
exames práticos e teóricos em 3
sessões (até ao ano de 2004, a certifiColaboradores em
Colaboradores
fase de certificação
com certificação
(2005 - 2006)
Inspectores certificados (*)
NACE
5
3
Inspectores certificados
FROSIO
1
1
Especialistas em protecções anticorrosivas
SSPC
2
2
2
2
com a norma norueguesa NS 476.
Os inspectores de pintura certificados
por este organismo ficam habilitados a
actuar como profissionais independentes e tecnicamente capazes em
todos os aspectos relacionados com a
inspecção de trabalhos de pintura.
Essa certificação tem como base os
mesmos princípios da NACE (formação
na área das protecções anticorrosivas
e experiência profissional), sendo o seu
reconhecimento mais forte no
Continente Europeu, em especial nos
países nórdicos.
3.3. Certificação como especialista em protecções anticorrosivas
(SSPC)
A certificação SSPC ("The Society of
Protective Coatings" - U.S.A.), tal como
a NACE tem uma vasta gama de produtos e serviços:
Normas - algumas das quais elaboradas em conjunto com a NACE
Publicações técnicas (livros, revistas, vídeos, ...)
Formação e programas de certificação de indivíduos e empresas
Conferências e exposições
(*) As certificações NACE são em diversas áreas: pintura, revestimentos especiais,
"linings" (revestimentos de superfícies interiores), protecção catódica. Os 5 colaboradores certificados referidos possuem diversas certificações NACE, sendo no
entanto comum a todos a certificação em inspecção de pintura.
Um dos programas de certificação
disponibilizado é o PCS (Protective
Coating Specialist), no qual é
necessário obter aproveitamento nos
cursos ministrados pela SSPC (curso
C1 e C2), e aproveitamento no exame
final exame (PCS), em conjunto com o
reconhecimento da experiência profissional, no mínimo de 5 anos, na área
das protecções anticorrosivas.
possui vários indivíduos com certificação em diversas áreas, tal como é
apresentado no quadro a seguir apresentado. O nosso objectivo é duplicar o
número de certificações no prazo de 2
anos. As entidades internacionais mais
relevantes que emitem os certificados
de qualificação que os técnicos e especialistas do IAB possuem são descritos
a seguir.
Com a obtenção da certificação o indivíduo é reconhecido como tendo habilitações e capacidade técnica para:
Avaliar sistemas anticorrosivos e
procedimentos de pintura
Desenvolver e seleccionar sistemas
de pintura para novas cons-truções
ou de manutenção, tendo em conta
os regulamentos ambientais e de
segurança
Inspectores certifica- Grupo Espanhol
dos em isolamentos
Isover
3.1. Certificação de Inspector de
Pintura (NACE)
A NACE INTERNATIONAL ("National
Association of Corrosion Engineers" E.U.A.) é um organismo que está reconhecido internacionalmente no âmbito
6
cação era obtida em 4 "níveis"), e pelo
reconhecimento do trabalho efectuado
nessa área no mínimo de 2 anos. A
NACE certifica indivíduos não só em
inspecção de pintura, mas também em
áreas mais específicas como é o caso
da protecção catódica, revestimentos
especiais, entre outros.
3.2. Certificação de Inspector de
Pintura FROSIO
A certificação FROSIO (Noruega) é
fornecida pela "The Norwegian
Professional Council for Education and
Certification of Inspectors for Surface
Treatment", estando esta de acordo
O sector de Protecções Anticorrosivas, continuará a apostar na certificação do seu pessoal, sempre com o
intuito de melhorar o desempenho nos
serviços que disponibiliza por forma a
manter a preferência e a satisfação
dos seus clientes.
TRIBOLOGIA
Tiago David
Análise de Partículas de Desgaste
Independentemente de quão eficaz um
programa de gestão de lubrificação
possa ser, um componente irá, de uma
forma ou de outra, começar a mostrar
sinais de desgaste. As partículas de
desgaste resultam da interacção
superficial e são uma valiosa fonte de
informação acerca dos mecanismos e
modo de desgaste. A análise de partículas de desgaste tem como objectivo
determinar a condição das máquinas
através da observação das partículas
geradas pelos processos de desgaste.
A análise do desgaste pode ser feita
com base na forma, textura e cor das
partículas. A monitorização do desgaste permite a identificação de
mecanismos de falha, e consequentemente, evitar falhas catastróficas.
1 Origem das partículas de desgaste
Na figura 1. apresenta-se uma curva
típica de desgaste de um sistema tribológico vs. tempo.
Figura 1 - Curva típica de desgaste de um
sistema tribológico vs. tempo
O desgaste pode ser dividido em três
estágios: Fase de arranque, a fase estacionária e a fase severa. A primeira
fase é relativamente curta. A segunda
fase deverá ocorrer ao longo de um
período de tempo a uma taxa de desgaste moderada. O desgaste severo
resulta de interacção superficial contínua ou degradação do lubrificante. A
partir daqui, a concentração e a taxa de
formação de partículas de desgaste
nos sistema fluído aumenta rapidamente. Esta fase deve ser evitada e pre-
venida pela Manutenção, caso contrário, a deterioração irá continuar a
acelerar, normalmente causando
danos secundários a outras partes do
sistema mecânico, podendo resultar
numa falha do sistema completo.
As características dos danos superficiais e as partículas de desgaste são
aspectos muitas vezes observados
quando se considera o modo e o
mecanismo de desgaste. A forma, textura e outras propriedades das partículas,
proporcionam
informações
valiosas acerca do modo e mecanismo
de desgaste, dando uma indicação da
ocorrência ou não de desgaste severo
e, logo, da necessidade de reparação.
Por esta razão, a análise de partículas
de desgaste tem atraído muita atenção
na investigação actual em tribologia.
identificação de tipos específicos de
partículas que permitem formar uma
opinião acerca da condição de desgaste do tribosistema.
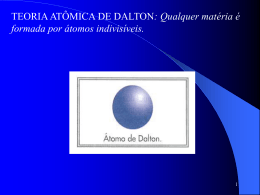
3 Monitorização
A monitorização das partículas de desgaste pode dividir-se em sistemas off-line (fora de linha), e em sistemas inte-
Figura 2 - Sistemas de monitorização de
partículas de desgaste
2 Classificação de partículas
grados, como é indicado na figura 2.
A análise de partículas de desgaste
baseia-se na análise e compreensão da
relação entre a morfologia das partículas, características de danos superficiais e o estado do lubrificante. A interpretação desta informação constitui
um desafio porque o comportamento
tribológico e a morfologia das partículas de desgaste não estão claramente
definidos e requerem perícia na interpretação dos dados.
3.1 Sistemas off-line
As partículas de desgaste podem ser
divididas em três tipos morfológicos
principais:
- Escorregamento;
- Laminar;
- Corte;
- Fadiga
- Óxidos de ferro escuros
- Óxidos de ferro vermelhos.
O termo morfologia normalmente indica as características das partículas,
tais como a forma, textura, e cor obtidas a partir das suas imagens. A
análise destas imagens por observação
daquelas características, permite a
Os sistemas off-line podem ser instrumentos portáteis ou instrumentos laboratoriais. Estes últimos são normalmente utilizados em condições laboratoriais, utilizando amostragens periódicas e subsequente análise. Um análise
laboratorial requer equipamentos dispendiosos e operadores qualificados.
Um dos problemas associadas a estes
métodos é o facto do tempo que
medeia entre a amostragem e os resultados ser eventualmente longo. Os
instrumentos portáteis têm como vantagem poderem ser usados em campo.
3.1.1 Tecnologias
As tecnologias dividem-se entre quantitativas, que dão resultados numéricos
e as visuais/microscópicas, que
fornecem análises qualitativas.
3.1.1.1 Instrumentos quantitativos
Os
instrumentos
quantitativos
baseiam-se na medição de concentração de partículas. As tecnologias
mais utilizadas para sistemas off-line
são, o quantificador de partículas PQ, o
7
ferrógrafo quantitativo, e a espectroscopia.
com raios-X, sendo excitada e emitindo
radiação de raio-X.
Quantificador PQ
O quantificador PQ determina a quantidade relativa de metais ferrosos pelo
grau de distorção de um campo magnético causado por todas as partículas
ferrosas na amostra. A quantidade de
metais ferrososos, expressa por índice
PQ (PQI) pode ser correlacionada com
os dados ferrográficos ou espectrométricos. O PQI é uma medida quantitativa adimensional que pode mostrar
uma tendência ao longo do tempo,
sendo particularmente benéfica para
indicar o agravamento de situações de
desgaste.
Existem outras diferenças importantes
entre estes três tipos de instrumentos,
ao nível do limite de detecção do
tamanho de partículas. O ICP não consegue detectar partículas acima dos 5
micrómetros. O RDE tem como limite,
partículas de 8-10 micrómetros. O XRF
consegue detectar partículas acima
dos 10 micrómetros, no entanto, pode
não detectar partículas muito pequenas que emitem radiação abaixo do limite deste instrumento. Os dados de
cada um destes instrumentos normalmente não se correlacionam, sendo,
por isso, importante estudos de
tendência usando o mesmo instrumento.
Ferrógrafo quantitativo
O ferrógrafo quantitativo ou ferrógrafo
de leitura directa (DRF) mede, através
da densidade óptica, a concentração
relativa de partículas ferrosas acima e
abaixo dos 5 micrómetros. A partir
destes dados, pode-se determinar a
concentração total de partículas de
desgaste (WPC) e a percentagem de
grandes partículas (PLP). Tal como no
método anterior, esta técnica possibilita o acompanhamento ao longo do
tempo da tendência de desgaste da
máquina. Esta técnica será desenvolvida com mais pormenor num artigo a
publicar sobre Ferrografia.
Espectroscopia
O óleo é aquecido a uma temperatura
muito elevada, os átomos são excitados
e emitem luz com frequências características. A intensidade da luz emitida
é relacionada com a concentração do
elemento que emite luz a essa frequência particular. Existem três tipos de
espectrómetros; Espectrómetro de
Emissão
por
Plasma
ICP,
Espectrómetro de emissão por eléctrodo rotativo (RDE) e Espectrómetro por
Fluorescência de Raio-X (XRF). A diferença entre eles situa-se fundamentalmente na forma como a amostra é
vaporizada, excitada e emite luz subsequentemente. No caso do ICP, a
amostra é aquecida por acção de um
plasma de argon. No RDE, a amostra é
vaporizada e excitada pela descarga
eléctrica de alta voltagem entre um
eléctrodo e um disco de carbono rotativo. No XRF, a amostra é bombeada
8
3.1.1.2 Instrumentos analíticos
Os instrumentos analíticos são basicamente usados para a aquisição de imagens de partículas. Os mais comuns
são a microscopia electrónica, a
microscopia
óptica
(Ferrografia
Analítica) e o processamento de imagens através de uma rede neural
(Classificador automático de partículas). O método óptico é o mais utilizado.
Microscopia electrónica de varrimento (SEM)
Um microscópio electrónico de varrimento, para além de permitir visualizar
as estruturas das partículas com
grande ampliação, o feixe de luz electrónico que emite, provoca a emissão
de raios-X da amostra, o que permite
quantificar a concentração de individual
de partículas metálicas por um processo semelhante ao da espectroscopia
XRF.
Ferrografia Analítica
Este método baseia-se na observação
ao microscópio óptico de partículas
depositadas num substrato chamado
ferrograma. Com base na observação
da forma, cor e textura, consegue-se
fazer uma avaliação do mecanismo de
desgaste. Este ensaio, apesar de ser
bastante eficaz para o diagnóstico de
um problema de desgaste, tem as suas
limitações. O ensaio é qualitativo,
dependendo da qualificação e conhecimentos de um analista. A interpretação
é subjectiva e exige conhecimentos
detalhados para interpretação das
partículas e sua correlação com a metalurgia da máquina. Além disso, apesar da sua eficácia quando bem executada, é morosa e dispendiosa. Esta técnica será mais desenvolvida num artigo
a publicar.
Classificador automático de partículas
O classificador automático de partículas é uma tecnologia recente que combina contagem de partículas e classificação de partículas. Este instrumento
utiliza uma técnica de captação de imagens por laser com a ajuda de um
avançado software de processamento
de imagens, para classificar as partículas em tipos de desgaste, com base no
seu tamanho e forma.
A amostra de óleo é bombeada através
de uma célula óptica, que é iluminada
por um laser pulsado. A imagem da silhueta das partículas é captada por
uma câmera digital e armazenada num
computador. Cada pulso de laser
fornece uma imagem singular, sendo
os resultados de combinações de milhares dessas imagens analisados. A
classificação das partículas é feita
recorrendo a uma rede neural artificial,
onde foram pré-definidos tipos morfológicos de partículas. Cada partícula é
diferenciada pela sua forma, cor e textura.
Classifica partículas maiores que 20
micrómetros, em partículas de desgaste de escorregamento, de fadiga, de
corte, óxidos, fibras, bolhas de água e
de ar.
Como contador de partículas, tem um
maior limiar de contagem de partículas
do que os contadores convencionais,
permitindo contar com mais eficácia
amostras contaminadas, uma vez que
visualiza várias partículas simultaneamente, em vez de medir a retenção de
luz pela passagem de uma só partícula
de cada vez.
Este método apresenta a vantagem de
não sofrer da subjectividade da
Ferrografia Analítica, ser bastante
mais rápido, e não necessitar de um
analista qualificado para a interpretação dos resultados. No entanto, não
Figura 3 - Sistemas integrados de monitorização de
partículas de desgaste
é tão rigoroso nem completo como a
Ferrografia Analítica, uma vez que se
baseia na silhueta de partículas e
respectiva classificação por comparação com imagens pré-definidas, e não
por observação directa das partículas.
3.1.1.3 Analisadores combinados
Os analisadores combinados são kits
que analisam simultaneamente a química do óleo, a contaminação e o desgaste. Existem vários kits no mercado,
sendo normalmente portáteis e destinados a pequenos laboratórios instalados nas empresas industriais. A título
de exemplo, enumeram-se alguns; O
Oilview 5200 Trivector (Emerson CSI),
o Oilab (Oilab lubrication), e o ON-Site Oil
Analyzer (Lubetrak).
Apesar destes instrumentos não
fornecerem normalmente todo o conjunto de parâmetros que algumas situações requerem, são tecnologias que
proporcionam informação crítica imediata, tal como a contaminação do fluído e a presença de partículas de desgaste ferrosas.
3.2 Sistemas integrados
Estes sistemas permitem a monitorização da condição da máquina em tempo
real. Existem três tipos de instrumentos para a monitorização integrada:
Sensores magnéticos, que usam um
campo magnético para detectar o
metal alvo, sensores dieléctricos que
usam um campo electrostático em vez
de electromagnético, e que podem
detectar partículas não metálicas e,
sensores ópticos, onde uma unidade de
detecção reage à quantidade de luz
recebida. Os aparelhos diferem uns dos
outros pela gama de detecção de
partículas, tipos de partículas detectadas, sensibilidade à concentração em
massa das partículas e o
método pelo qual são instalados no sistema. Podem
ser instalados in-line ou on-line (Figura 3). Os primeiros
são instrumentos instalados directamente na linha
principal do óleo, ao passo
que os últimos são montados em linhas complementares.
No caso de sensores on-line, poderá haver o problema da
amostra não ser representativa do sistema, por ser muito pequena. No
entanto, algumas das vantagens associadas a este tipo de tecnologia é o
facto dos resultados serem imediatos e
geralmente não sofrerem influências
exteriores. Os custos de amostragem
também são evitados.
A principal vantagem das ferramentas
integradas de análise de partículas de
desgaste é fornecerem resultados em
tempo real e, portanto, permitirem
detectar mudanças na condição da
máquina imediatamente, podendo evitar com mais eficácia a ocorrência de
falhas catastróficas.
4 Conclusão
Os sistemas de manutenção preditiva e
condicionada existem há mais de três
décadas, mas ainda não são capazes
de diagnosticar todos os problemas
que afectam os componentes mecânicos. 70% das avarias nas máquinas
devem-se à degradação superficial.
Entre elas, 50% são devidas a desgaste mecânico. Assim, o estabelecimento de ensaios apropriados para
detectar e analisar as partículas de
desgaste, permite reconhecer com
eficácia o início de um problema de desgaste e providenciar as acções correctivas, antes daquele atingir uma fase
crítica.
Existem várias técnicas para detectar e
medir as partículas de desgaste, tendo
todas limitações específicas. O futuro
da monitorização condicionada de
partículas de desgaste está no uso de
programas de computadores e tecnologias de software de inteligência
artificial para auxiliar na determinação
da condição da máquina. O classificador automático de partículas, e os
detectores opto-magnéticos integrados, são exemplos dalgumas destas
tecnologias em desenvolvimento.
Bibliografia:
- N. Myshkin, L. Markova, A. Grigoriev,
"Conditions Monitoring and Prdictive
Analysis of Tribosystems by Wear
Debris", Practicing Oil Analysis,
Março 2005.
- Alistair Geach, "Detecting particles
in oil (Part 2)", Wearcheck Technical
Bulletin, Setembro 2002.
- Mark Barnes, "Wear Analysis",
Practicing Oil Analysis, Março 2002.
- R. Dalley, "Lubricant/Wear Particle
Analysis", Predict, Cleveland, Ohio.
- J. S. Evans, T. M. Hunt, "The Oil
Analysis Handbook", Coxmoor
Publishing Company´s, 1st ed.,
2003.
- Larry A. Toms, "Machinery Oil
Analysis, Methods, Automation &
Benefits", Coastal Skillings, 2nd ed.
1998.
- Mark Smith, "Oil Analysis vs.
Microscopic Debris Analysis: When
and Why to choose", Practicing Oil
Analysis, Maio 2004.
- Mark Barnes, "Elemental Analysis",
Practicing Oil Analysis, Janeiro 2001.
- J. Reintjes, J. Tucker, A. Schultz and
C. Lu, etc. "LASERNET Machinery
Monitoring Technology", Symposium
on Condition Based Maintenance for
Highly Engineered Systems, Pisa, Italy,
Sept. 25-27, 2000
- Sabrin Gebarin, "On-line and In-line
Wear Debris Detectors: What's Out
There?", Practicing Oil Analysis,
Setembro 2003.
- A. Aranzabe, J. Terradillos, etc.,
"Application of Micro-technologies in
on-line condition monitoring of lubricants", Congresso Tribology and
Lubrication Engineering,
Stuttgart/Ostfildern, Germany,
January 13-15, 2004.
9
ESTRUTURAS METÁLICAS
Alcides Alves
Reabilitação das estruturas metálicas do contorno interior da praça de
touros do Campo Pequeno
Introdução
A Sociedade de Renovação Urbana do
Campo Pequeno, promotora do projecto de reabilitação da praça de touros
do Campo Pequeno (da autoria do gabinete de Arquitectura do Arquiteto José
Brushy) requereu, através da PL Planeamento e Gestão de Projectos
(realiza a gestão e fiscalização da
obra), ao ISQ serviços de consultoria e
inspecção. Os serviços solicitados são
referentes aos aspectos relacionados
com a reabilitação e protecção anticorrosiva de elementos metálicos estruturais e ornamentais do anel interior da
praça de touros.
Imagem 1 - Aspecto de perfis paralelos de viga de bordadura após remoção de entulho da
área interior e demolição de laje de zona adjacente
Neste âmbito foi efectuada numa
primeira fase a reabilitação das superfícies metálicas das coberturas em
cúpula. Numa 2ª fase foi solicitada a
inspecção de avaliação do estado de
conservação e análise de possibilidades de reabilitação das estruturas
metálicas, de suporte da laje de cobertura sobre bancadas e anel estrutural
interior com pilares e motivos ornamentais em ferro fundido.
Este artigo aborda em particular as
actividades desenvolvidas pelo ISQ na
2ª fase da obra.
Avaliação de Estado
Imagem 2 - Perfil de viga de bordadura com deterioração por perda de espessura total
10
Inicialmente foi efectuada inspecção
para avaliação do estado da laje e
estruturas do anel estrutural interior;
para o efeito, foram definidos junto da
fiscalização locais de abertura ou
demolição de laje em abobadas de tijolo, e limpeza de alvenarias entre perfis
metálicos, para melhor observação do
estados das superfícies metálicas. Foi
então, realizada inspecção visual para
avaliação do estado das estruturas.
A laje em abóboda de tijolo e perfis
metálicos é suportada por uma estrutura principal de viga (viga de bordadura) constituída por dois perfis do tipo
IEP com ligações aparafusadas entre si
na zona dos pilares de suporte. Nestas
vigas são ligados os perfis secundários
de suporte da laje em abóbada.
Por inspecção visual foram observadas
as estruturas metálicas da laje embebidas, concluindo-se sobre a sua quase
completa deterioração por corrosão
em zonas bem definidas causadas por
infiltrações de água locali-zadas. Nas
restantes áreas estas vigas apresentavam um estado de conservação
aceitável.
Verificou-se, no entanto, a fissuração e
fractura de grande parte dos elementos de ligação com deslocamentos,
entre estrutura primária (viga de bordadura) e os perfis embebidos em laje
(estrutura secundária).
Na viga de bordadura constituída por
dois perfis IEP em paralelo, e após
limpeza do espaço interior entre os perfis, foi efectuada também inspecção
visual pormenorizada. É observada ao
longo do perímetro da viga, no espaço
interior posta a descoberto, corrosão
severa na alma e banzo dos perfis (ver
imagem 3) com perda de espessura
quase uniforme bastante significativa.
Nal-gumas zonas localizadas verificamos degradação por corrosão com
perfuração completa de perfis (alma e
banzos) de viga principal de bordadura
e de chapas de ligação entre estas,
também é observada deterioração
completa por corrosão de parafusos
ou pernos de ligação entre perfis da
viga de bordadura.
Nota: O espaço entre perfis da viga de
bordadura do anel interior encontravase completamente preenchido, em
todo o perímetro da viga de bordadura,
com materiais de enchimento não regulares (argamassas, terras, areias,
cacos, etc ) que absorvem e retêm
águas pluviais que se infiltram na laje e
que permanecem assim em contacto
com os perfis metálicos confinantes.
Objectivamente, a observação efectua-
Imagem 3 - Substituição de troços de aço da viga de bordadura em progresso
Imagem 4 - Aspecto da viga de bordadura e colunas após finalização dos trabalhos de pintura
da permitiu-nos concluir pela perda de
capacidade resistente da estrutura
metálica de suporte de laje. Algumas
áreas foram consideradas em situação
de corrosão crítica, dos perfis metálicos de suporte da laje. Esta situação
punha em causa a resistência mecânica e eficiência da laje e assim a segurança de equipamentos ou pessoas.
Definição de procedimento de
reabilitação
Nesta condição, duas alternativas deveriam ser consideradas: a demolição da
laje e reconstrução de uma nova com
materiais actuais, ou a recuperação da
laje preservando o método construtivo.
A possibilidade de recuperação da laje
foi discutida em reunião com o projec11
Imagem 5 - Pormenor de coluna em ferro
fundido com ocos ou "chochos" existentes
tista de estruturas metálicas, em obra:
Eng.º José Camara, e julgada exequível.
Foi então definido que para reabilitação
da laje dever-se-ia proceder à demolição das partes em tijolo burro da laje
numa faixa adjacente à viga de bordadura de cerca de 30 cm e remoção
de "entulho" da zona entre perfis consti-
Imagem 6 - Pormenor de enchimento de
chochos em coluna de ferro fundido com
mastique
tuintes da viga de bordadura.
Avaliação detalhada de estado por
inspecção visual e medição de perda de
espessura do aço de todas as estruturas e ligações postas à vista.
Substituição ou reforço de elementos
metálicos deteriorados.
Foi proposto o seguinte procedimento
de reabilitação recondicionamento das
protecções anticorrosivas das estruturas metálicas:
Decapagem das superfícies por
jacto abrasivo ao grau Sa2;
Aplicação de uma demão de
primário epoxi aprovado para soldadura;
Trabalhos de reparação do aço
com substituições de elementos de
ligação, troços de perfis de vigas e
reforços localizados, com execução
12
de soldaduras, de acordo com indicações da inspecção;
Decapagem ao grau Sa2 das zonas
de reparação;
Aplicação da demão de primário
das zonas de reparação;
Aplicação de uma demão de intermédio epoxy de alta espessura;
Enchimento com betão C25 do
espaço entre vigas de bordadura e
parte de laje demolida;
Aplicação de uma demão de tinta
de acabamento de poliuretano.
O primário escolhido é também o indicado para aplicação sobre superfícies
de ferro fundido, que constituem as colunas ou pilares e elementos ornamentais.
registar a correcta interpretação por
parte das diversas partes intervenientes dos defeitos ou anomalias registados pela inspecção assim como a
pronta disponibilidade para fazer a
necessária correcção de defeitos ou
execução de novos procedimentos de
acordo com as necessidades da obra.
Particularmente, devemos realçar nesta fase a resolução de anomalia notada
após a decapagem, nos elementos de
ferro fundido: verificação da presença
de ocos ou "chochos", vulgares em elementos de ferro fundido. Foi definido,
após aplicação de primário nestes elementos, o preenchimento destes ocos
com produto de enchimento de base
epoxy, seguido da aplicação de restante
esquema de pintura. Após aprovação
pelo dono da obra este procedimento
foi imediatamente aplicado.
Inspecção
Na fase de execução, os técnicos do
ISQ efectuaram acções de inspecção
de avaliação de estado e controlo de
processo de execução. Foi nesta fase
efectuada inspecção de acompanhamento de preparação de superfícies
para pintura seguida da avaliação de
estado, incluindo determinação de
espessuras de aço, e assinalados os
elementos metálicos a substituir ou a
reforçar, de acordo com critério
definido pelo projectista: substituição
de elementos com deterioração e
perda de espessura completa ou
reforço em zonas com perda de espessura até um mínimo de 5 mm.
Foi, então, feito acompanhamento de
trabalhos de: reparação metalomecânica com controlo de soldaduras, e
obtenção de protecção anticorrosiva.
Os trabalhos de reabilitação estiveram
a cargo da empresa S.L.M. Sociedade
Lisbonense de Metalização. Apraz-nos
Imagem 7 - Pormenor de capitel de coluna
após finalização dos trabalhos de pintura
Conclusão
A possibilidade que foi dada ao ISQ para
intervir neste projecto, em aspectos
relacionados com consultoria e
inspecção, assim como o envolvimento
de todos os intervenientes neste projecto desde uma fase de diagnóstico de
estado ou condição dos elementos a
reabilitar, permitiu assegurar a boa
execução dos trabalhos realizados.
Imagem 8 - Aspecto de elementos ornamentais (em ferro fundido) com pintura completa
TRIBOLOGIA
Tiago David
Análise de lubrificantes em serviço
A análise de óleos é uma das mais eficientes ferramentas de manutenção
preditiva que existe, tendo como principais objectivos evitar avarias e reduzir
custos de manutenção. As técnicas de
análise de óleos são utilizadas para
monitorizar a condição da máquina e a
condição do óleo, a partir das propriedades físicas e químicas do lubrificante, da presença de contaminantes e
hoje se veêm obrigadas a implementar,
devido a custos crescentes de
manutenção.
1 Introdução
A metodologia da análise de óleos pode
ser resumido ao esquema representado na figura 1.
de modo a garantir que este continue a
desempenhar os requisitos especificados e, por outro, lado é necessário
acompanhar as partículas de desgaste
libertadas pelas máquinas, a fim de
detectar antecipadamente um modo
específico de falha em progresso.
A análise de óleos engloba, portanto,
três áreas (Figura 2):
1. Estado do óleo
2. Contaminação
3. Partículas de desgaste
A análise de óleos pode ser comparada
à análise médica ao sangue, uma vez
que, tal como este, o óleo contém uma
grande quantidade de informação acerca do sistema onde circula, o que permite detectar os sintomas de falhas
correspondentes a cada uma daquelas
áreas, da seguinte maneira:
- Quantificação e identificação de
contaminantes;
- Determinação das propriedades
químicas e físicas do lubrificante;
- Quantificação e identificação de
partículas metálicas resultantes do
desgaste.
Figura 1 - Procedimento da análise de óleos
de metais de desgaste. Com este controlo, aumenta-se a fiabilidade do
equipamento e minimiza-se tanto as falhas inesperadas como os tempos de
paragem, reduzem-se os "stocks" de
óleo e optimiza-se o intervalo de
mudança de óleo. Para além disto, um
programa de análise de óleos permite
estudar, ao longo do tempo, tendências
que proporcionam indicações de práticas operacionais e de manutenção
incorrectas.
A monitorização condicionada por
análise de lubrificantes é, assim, um
elemento crucial na manutenção preditiva e na manutenção centrada na fiabilidade (RCM), que muitas indústrias de
14
O óleo lubrificante consiste numa mistura de óleo base e substâncias aditivas, combinados para lubrificar um tipo
particular de máquina numa aplicação
particular. Durante o processo de lubrificação dos vários componentes, o óleo
é sujeito a altas temperaturas e
pressões que afectam o óleo base e
consomem os aditivos. Simultaneamente, o óleo recolhe vários sub-produtos, metais de desgaste e outros contaminantes. Resumindo, o óleo passa
por um processo de degradação e contaminação que continua até ser removido da máquina. Consequentemente,
apesar das boas práticas de lubrificação e de manutenção, é necessário
monitorizar a condição do lubrificante,
A monitorização destes sintomas é do
domínio da manutenção preditiva,
tendo como principal objectivo tomar
medidas correctivas para evitar
grandes falhas. A monitorização e controlo das causas raiz da falha pertence
à manutenção proactiva, e passa
nomeadamente por, descobrir a eliminar a origem da contaminação, usar
melhor filtração, procedimentos de
Figura 2 - As três áreas da análise de
óleos
amostragem correctos, frascos de
amostra limpos, estabelecimento de
valores limites alvo de contaminação e
garantia que estes não são atingidos, e
tem como objectivos reduzir custos em
diferentes áreas de manutenção, no
trabalho, na disponibilidade e fiabilidade
dos equipamentos, no consumo, e nos
tempos de paragem de produção.
2 Análise do estado do lubrificante
A análise do estado do lubrificante é
efectuada por meio de ensaios físicos e
químicos que têm como objectivo verificar se aquele mantém as suas propriedades originais, i.e., se cumpre os
requisitos de lubrificação exigidos pela
máquina, ou se necessita de ser substituído ou recuperado. Consiste numa
análise periódica para determinar a
vida útil remanescente do óleo e a sua
deterioração física (contaminação) e
química (degradação). A primeira está
directamente relacionada com a
capacidade anti-oxidante que possui, ou
seja, a sua establidade à oxidação. A
oxidação do óleo é nefasta, pois não só
aumenta a viscosidade do óleo, como
também conduz à formação de compostos ácidos e de oxidação que podem
ser corrosivos e que podem fomentar a
formação de depósitos que bloqueiam
válvulas e prejudicam o funcionamento
dos equipamentos. A deterioração física refere-se à contaminação externa,
como por ex. poeiras e líquidos (água,
mistura com outros óleos, atesto de
óleo inadequado) e impurezas do
processo. A contaminação promove a
oxidação, pela presença de partículas
catalisadoras da reacção de oxidação e
contribui para o desgaste dos equipamentos, podendo também, no caso de
contaminação por líquidos (água ou
outro óleo), causar uma diminuição da
viscosidade. A deterioração química diz
respeito a todas as formas de
degradação do óleo, i.e., oxidação,
hidrólise, degradação térmica (polimerização) e evaporação, dando-se em
análise de óleos em serviço, mais
enfoque ao problema da oxidação.
Todos estes mecanismos são promovidos pela entrada de ar, condensação
ou entrada de água, elevada temperatura, contaminação, consumo de aditivos inibidores da oxidação e, tem
como consequências a deterioração
das propriedades do óleo base (capacidade de lubrificação e viscosidade) e a
formação de produtos ácidos corrosivos, resinas e lamas.
3 Análise do estado da máquina
A análise do estado da máquina consiste em determinar o estado mecânico dos componentes da máquina,
através da análise de partículas de desgaste, de modo a que se possam tomar
medidas de manutenção correctivas
antes da ocorrência de grandes danos
ou falhas. O desgaste é a consequência
inevitável do contacto superficial de
partes da máquina, mesmo em sistemas adequadamente lubrificados e,
portanto, durante o seu funcionamento,
as máquinas geram partículas oriundas dos múltiplos órgãos que constituem o equipamento que são despositadas nos sistema de lubrificação. As
partículas maiores são retidas nos filtros e as mais pequenas ficam em suspensão no óleo.
Por muito eficiente que seja um programa de lubrificação proactivo, um componente apresenta sempre desgaste
(figura 3), o qual pode ser acelerado
por problemas relacionados com o
próprio lubrificante (degradação e contaminação) e por problemas de desalinhamento, desequilíbrio, sobrecargas
ou sobreaquecimento. No início, quando uma máquina é nova, existe uma
tendência para se produzirem concentrações maiores de partículas. Após
este período, numa situação de desgaste normal, os metais de desgaste
são produzidos a uma taxa aproximadamente constante. Durante este período
de "boa saúde" as partículas geradas
exibem tamanhos e características
classificadas como normais para a
máquina. À medida que estas partícu-
Figura 3 - Concentração de metais de desgaste Vs. Horas de funcionamento
las são continuamente produzidas, é
necessário controlá-las de modo a que
se detectem situações de desgaste
anormal, em que tanto a taxa de desgaste como a quantidade de partículas
produzidas aumenta significativamente.
Esta condição é tipicamente acompanhada pela presença de partículas
maiores, com características classificadas como anormais. Se uma situação de desgaste anormal for detectada, a vida útil da máquina será drasticamente reduzida, havendo uma grande
probabilidade de vir a ocorrer uma
falha catastrófica.
Uma vez que as partículas de desgaste
são constituídas pelo mesmo material
das superfícies que lhes deram origem,
a detecção, quantificação e caracterização destas partículas providencia
uma informação directa sobre o estado
de desgaste do equipamento.
4 Vantagens
As vantagens de um programa de
análise de óleos situam-se a três níveis:
Utilização:
- Aumento da segurança das operações
- Aumento da disponiblidade dos
equipamentos através da diminuição de paragens
- Aumento da vida útil dos componentes
- Diminuição de consumo de óleo
Manutenção:
- Identificação e medição da contaminação e desgaste dos componentes
- Eliminação de inspecções e paragens para manutenção
- Redução de falhas e de reparações
- Estabelecimento de intervalos de
mudança de óleo adequados
Gestão:
- Melhoria da avaliação de custos e
do controlo de equipamento, trabalho e materiais
- Melhoria da manutenção de registos de equipamentos
- Avaliação do design de equipamentos e aplicações
- Detecção de práticas operacionais
incorrectas
15
5 Métodos de análise
6 Conclusões
Na tabela seguinte apresentam-se os
testes laboratoriais mais utilizados em
análise de óleos, a descrição dos quais
será dada com mais pormenor num
artigo posterior.
A análise de óleos é a ferramenta de
diagnóstico mais eficiente que existe na
indústria. Quando usada juntamente
com outras técnicas de manutenção
condicionada, como por exemplo a
análise vibracional e termografia, conseguem-se reduções enormes de custos que podem chegar a traduzir-se em
retornos de investimento de 37:1.
Condição
Degradação do óleo
Estado da máquina
Estado da máquina
Contaminação
Degradação do óleo
Contaminação
Degradação do óleo
Contaminação
Degradação do óleo
Degradação do óleo
Estado da máquina
Contaminação
Tipo de análise
Análise física
Análise de partículas
Bibliografia:
Técnica
Filipe Didelet, José Carlos Viegas,
Manutenção, Escola Superior de
Tecnologia de Setúbal, 2001/2002.
Alistair Geach, Detecting particles in oil
(Part 1), Wearcheck Technical Bulletin.
Larry A. Toms, Machinery Oil Analysis,
Methods, Automation & Benefits, Coastal
Skillings, 2nd ed. 1998.
Lana Robin, Utilizing Oil Analysis for
Machine Condition Monitoring, PdMA
Corporation
Viscosidade cinemática
Ferrografia
Mark Barnes, Wear Analysis, Practicing
Oil Analysis, 2002.
Análise química
Espectrometria
Joint Oil Analysis Program Manual Introduction, Theory, benefits, customer
sampling procedures, programs and
reports, 1999.
Análise química
Espectofotometria de
infravermelhos (FTIR)
Ray Dalley, Oil/Wear Particle Analysis. A
predictive Maintenance Tool, Predict USA.
Análise química
Análise química
Análise química
Teor de água
Índice alcalino (TBN)
Índice ácido (TAN)
Michael P. Barrett, Getting the most from
Lube Oil Analysis, Insight Services.
Análise de partículas
Contagem de partículas
pub britográfica
Basics of Oil Analysis, Analysts, Inc, 2001.
John S. Evans & Trevor M. Hunt, The Oil
Analysis Handbook, 1st ed, 2003.
AMBIENTE
João Gomes
Estimativa da corrosão em chaminés
metálicas por ácido clorídrico
Este trabalho descreve um método simples de estimar a possibilidade da ocorrência de corrosão em chaminés metálicas devido à condensação de ácido clorídrico, baseado na determinação do teor de HCl e na temperatura dos gases.
1. Apresentação do problema
Num artigo anterior [1], o autor analisou a possibilidade da ocorrência de
corrosão em chaminés metálicas devido à condensação de ácido sulfúrico a
partir dos efluentes gasosos emitidos
por sistemas tradicionais de combustão como sejam as caldeiras e os
geradores de vapor e águas quentes.
Contudo, em outros sistemas de combustão, como sejam os incineradores
de resíduos urbanos e perigosos,
podem formar-se, nos respectivos efluentes gasosos, outras espécies ácidas,
como o ácido clorídrico.
Esta última espécie pode, em determinadas circunstâncias, levar, igualmente, à corrosão de superfícies
metálicas caso se dê a condensação
nas mesmas, o que fará perigar a integridade mecânica dessas mesmas
superfícies.
Assim como para o ácido sulfúrico,
este problema poderá ser minimizado
se a temperatura dos efluentes gasosos for mantida acima do ponto de
orvalho desses mesmos gases.
Por estas razões, torna-se extremamente importante poder determinar
essa temperatura por forma a garantir
uma operação adequada dos equipamentos.
2. Considerações teóricas
Naturalmente, que a base teórica
deste problema está relacionada com
o equilíbrio líquido-vapor para o sistema
ácido clorídrico-água.
Os dados de equilíbrio para esse sistema foram medidos por diversos
autores e foram compilados por Perry
[2], de forma tabular, mostrando a
variação da pressão parcial de ácido
clorídrico, como função da temperatura, para diversas percentagens de HCl
em soluções aquosas de HCl. Estes
dados experimentais tabelados, permitiram que fossem deduzidas equações
de correlação com a seguinte fórmula
geral:
log PHCl = A - (B / T)
Eq. (1)
em que PHCl é a pressão parcial de
HCl, expressa em mmHg e T é a correspondente temperatura do gás em K.
Contudo, Perry [2] refere que a precisão destas correlações varia entre
15 e 30% entre 0 e 100 C para
soluções contendo 2% em HCl.
Para soluções contendo mais do que
30% em HCl, a precisão é de cerca de
5% para a gama de temperaturas mais
baixa e de cerca de 15% para as temperaturas mais elevadas.
Nestas condições, Perry [2] recomenda que se utilizem os dados tabelados
em vez dessas correlações assim
desenvolvidas, já que a precisão será
sempre superior.
Note-se que, os dados tabelados não
incluem, numa única correlação, as 3
variáveis envolvidas nos fenómenos do
equilíbrio e que são, PHCl, a temperatura do gás T e ainda a o teor em HCl,
uma vez que PHCl foi medida para
várias temperaturas e também para
vários teores de HCl.
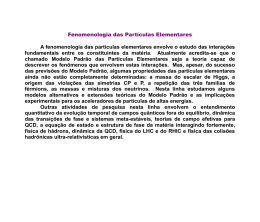
Figura 1 - Representação gráfica da
equação 3
Em vez de se desenvolver uma correlação a 3 parâmetros, que iria certamente resultar num decréscimo de
precisão, optou-se por desenvolver correlações numéricas dos dados tabelados da temperatura dos gás como
função de PHCl, para cada teor de HCl,
cuja fórmula geral é:
T = A log(PHCl) + B
Eq. (2)
Na figura 1, representa-se o ajustamento obtido para %HCl = 2%. Neste
caso particular, a correlação obtida foi:
T = 22,718 log(PHCl) + 390,5
Eq. (3)
Sendo o coeficiente de correlação
R2 = 0,9933.
Obtiveram-se correlações análogas
para outros teores de HCl e os coeficientes de correlação relativos à
equação geral do tipo (2) apresentamse na tabela 1.
Pode verificar-se que as correlações
obtidas representam bons ajustamentos dos dados experimentais, em que
os coeficientes de correlação R2 são
de cerca de 0,99, apenas com um de
17
%HCl
A
B
R2
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
34
36
38
40
42
44
22,718
23,163
24,634
25,315
26,54
27,575
28,53
29,491
30,726
31,957
33,079
34,544
36,099
37,893
38,999
40,034
39,985
40,532
42,333
43,913
45,316
46,145
390,65
377,34
370,47
363,64
357,24
350,11
342,33
333,96
324,97
315,42
305,01
293,61
281,4
267,49
253,54
238,96
225,89
211,92
195,51
179,38
163,82
148,06
0,9933
0,9910
0,9911
0,9877
0,9911
0,9914
0,9912
0,9912
0,9910
0,9910
0,9911
0,9910
0,9912
0,9912
0,9922
0,9932
0,9954
0,9965
0,9976
0,9976
0,9992
0,9999
Tabela 1 - Coeficientes de correlação obtidos para as equações do tipo (2)
cerca de 0,98. Isto indica que se
obtiveram correlações aceitáveis com
uma precisão entre 2 e 5%.
molecular médio e humidade do gás
segundo os métodos US EPA 2, 3 e 4
[3].
No que diz respeito à determinação de
HCl, colhe-se uma amostra isocinéticamente de acordo com o método US
EPA 26 [3], após o que se determina o
teor em ácido, laboratorialmente, por
titulação.
Utilizando os dados medidos pelos
métodos anteriormente indicados,
podem calcular-se os seguintes
parâmetros necessários para resolver
uma equação do tipo (2), como segue:
a) teor em HCl:
% HCl = CHCl x 1,268x10-6 x 100
Eq. (4)
b) pressão parcial de HCl:
PHCl = (% HCl/100) Pg x 760
Eq. (5)
em que:
CHCl = concentração de HCl,
expressa em mg/m3
% HCl = percentagem molar de
HCl
Pg = pressão do gás, expressa
em atm,
1,268 = densidade do HCl
3. Determinações experimentais
4. Estimativa do ponto de orvalho
A estimativa do ponto de orvalho segundo uma equação do tipo (2) requer a
determinação da pressão parcial de
HCl e também o teor em HCl no efluente gasoso.
A partir dos valores obtidos pelas
equações (4) e (5), pode agora determinar-se a temperatura do ponto de
orvalho dos gases, seguindo este procedimento:
Ao realizar análises de verificação de
conformidade com os respectivos limites de emissão, há que determinar as
emissões de HCl, no caso dos incineradores. Para efectuar essas determinações utiliza-se, correntemente, o
método US EPA [3] que é um método
de referência. Trata-se de um método
extractivo isocinético que considera
também a determinação dos parâmetros de escoamento como sejam a
temperatura, pressão, velocidade, peso
18
1) calcular %HCl utilizando a
equação (4)
2) calcular PHCl utilizando a
equação (5)
3) escolher a equação do tipo (2)
que esteja mais próxima de %HCl
determinado anteriormente
4) calcular T utilizando a equação do
tipo (2) previamente seleccionada.
A temperatura do ponto de orvalho
assim estimada pode, agora, ser comparada com a temperatura do gás
medida, tg, no interior da chaminé.
Agora, a avaliação da probabilidade da
ocorrência de corrosão pode ser efectuada simplesmente [1] tendo em consideração que, se a temperatura do
gás, tg, for mantida acima do ponto de
orvalho, não deverá haver corrosão.
Contudo, quando se efectua esta
análise, deve ter-se em consideração
que este modelo foi desenvolvido para
estimar o ponto de orvalho do vapor de
ácido clorídrico, supondo que o ácido
clorídrico é a única espécie ácida que
pode condensar a partir do efluente
gasoso, o que é razoável admitir para o
caso de incineradores.
Se estiverem presentes outras espécies ácidas, tais como ácido sulfúrico, o
ponto de orvalho do ácido clorídrico irá,
certamente, ser afectado.
Para situações deste tipo, o ponto de
orvalho de cada espécie ácida pode ser
estimado pelo método aqui descrito,
para o ácido clorídrico, e pelo método
descrito em [1] para o ácido sulfúrico.
Nestas condições, o melhor modo de
operar a instalação será manter a temperatura dos gases acima do mais elevado dos pontos de orvalho ácidos
determinados.
Referências:
1. Gomes, J.F.P., "Avaliação da
Possibilidade de Ocorrência de
Corrosão em chaminés Metálicas
Provocada por Efluentes Gasosos Ácidos", Corrosão e Protecção de
Materiais, 21(4), 15/17 (2002)
2. Chemical Engineers' Handbook,
Perry, R.H. and Green, D. Eds., 7th
Edition, McGraw-Hill
3. EPA Stationary Source Sampling
Methods, Rules and Regulations,
Federal Register August 18, 1977
INVESTIGAÇÃO & DESENVOLVIMENTO
The RoHS Directive and the Role of
SME’s in the Electrical Industries
Abstract
The electronics industry in Europe is
about to experience one of the biggest
single changes since it started around
1960. The combination of the Waste
Electronic & Electrical Equipments
(WEEE) and Restriction of Hazardous
Substances Directives (RoHS) due to
be effective on 1st July 2006 will
mean that the industry will have to
change from the tin/lead solder used
to join the electronic components to
the PCB to a lead-free solder (LFS).
The new alloys and fluxes with their
consequential higher soldering temperature and wetting characteristics
will mean that process parameters,
quality and product reliability data generated over many years will no longer
be relevant.
This will result in immense challenges
to European manufacturers, especially
SMEs as nearly all research in this
area has been conducted by and for
large volume manufacturing companies. Solutions for SMEs will be significantly different as they will not have
budgets for large research programmes or new equipment, and their
production profiles tend to be more
flexible, with small batch quantities and
manual assembly. Of particular concern to SMEs in supply chains is the
potential of their customers imposing
extremely rapid changeover times (e.g.
6 months) for conversion to lead-free
soldering.
In a recent survey carried out within
the electronic sector in the European
Union, it was found that no plans or
targets for conversion to lead-free
Technology were in place in 46% of
the electronic companies who
responded. This survey covered large
companies and SMEs, so it is expected
that in the case of SMEs, the proportion of companies not prepared for
LFS would be higher.
Recently, a survey of the UK electronics industry find how ready it is to
make the transition from tin/lead solders to lead-free solders, and to leadfree components. Many contract manufacturers in the UK, mostly small or
medium sized companies, know little
about the implications of the
"Restriction of use of certain
Hazardous Substances" (RoHS) directive and know even less about the
problems that can occur with lead-free
soldering. The results emphasized that
only three per cent of companies have
developed lead-free products, nine per
cent of companies have started trials
with lead-free solders and 50 %of
companies admit they don't understand the impact of banning leadbased solders.
1. Introduction
The electronics industry in Europe is
about to experience one of the biggest
single changes since it started around
1960. The combination of the Waste
Electronic & Electrical Equipments
(WEEE) and Restriction of Hazardous
Substances Directives (RoHS) due to
be effective on 1st July 2006 will
mean that the industry will have to
change from the tin/lead solder used
to join the electronic components to
the PCB to a lead-free solder (LFS).
This change has now been formalised
in European Directive 2002/95/EC RoHS (Removal of Hazardous
Substances) [1] that came into force
on 13th February 2003, and is applicable to companies in the electronic
sector. According to this directive, the
use of lead, mercury, hexavalent
chromium, cadmium and bromidebased flame-retardants will be banned
from 1st July 2006.
The new alloys and fluxes with their
consequential higher soldering temperature and wetting characteristics
will mean that process parameters,
quality and product reliability data generated over many years will no longer
be relevant.
This will result in immense challenges
to European manufacturers, especially
SMEs as nearly all research in this
area has been conducted by and for
large volume manufacturing companies. Solutions for SME's will be significantly different as they will not have
budgets for large research programmes or new equipment, and their
production profiles tend to be more
flexible, with small batch quantities and
manual assembly. Of particular concern to SME's in supply chains is the
potential of their customers imposing
extremely rapid changeover times (e.g.
6 months) for conversion to lead-free
soldering.
2. State of the art
There have been a number of programmes working on the selection of
alternative lead-free solder alloys and
their metallurgical and physical properties but no significant work on the
practical applications and the implementation in small to medium volume
PCB assembly.
Over recent years solder manufactur19
ers have developed viable lead-free solders, fluxes and solder pastes which
meet the general requirements of the
PCB industry. However they also
stressed the need for improved soldering equipment specifications. These
are required because the increased
soldering temperatures of lead-free
solders are very close to the maximum
temperatures tolerated by many electronic components, thus creating a
reduced process window.
This is of particular concern to SMEs
in the electronics industry who may
not be able to buy new higher specification soldering systems. These can
be helped by researching the many
combinations of lead-free materials
and developing more robust soldering
processes.
Recent surveys of the PCB Assembly
industry in Europe have shown that
very few companies have changed
their production to lead-free solder.
The main reasons given were the lack
of a definite implementation date for
the Restriction of Hazardous
Substances directive (RoHS), the lack
of a complete range of lead-free electronic components and insufficient
understanding of the lead-free soldering process.
The data presented in a recent survey
[2] stresses the fact that the
European industrial companies are still
far from achieving the requested skills
to implement Lead-free soldering technology. Individual national evaluation of
the SMEs situation face to LFS carried
out by each of the involved RTD as well
as information provided by different
organisations indicates a very deficient
situation regarding the implementation of lead free solders specially by
small volume production SMEs.
We are aware of reflow, wave and
hand soldering technologies being
used by larger companies. These firms
have the resource and research capability to trial new materials and
process settings, and are able to
transfer their internal findings to pro20
duction. Often, suppliers to these companies are notified of the new requirements without actually receiving technical assistance. For the SME with
restricted resource and less adaptable equipment, the barrier for making
the technical changes is therefore relatively higher, as they have less ability
to create or leverage internal knowledge for their own benefit.
The largest problem SMEs face is the
modifications to their production to
give high yield assembly processes. In
many cases these processes will be
particular to the SME, because of the
type of equipment, production volumes
and specific requirements from customers, and so it is very difficult for
small companies to pick off-the-shelf
solutions that are a match for their
existing facilities and staff.
For most electronics assembly SMEs,
a the current state of the art is tin-lead
soldering with conventional processes
and materials. A need for the implementation of projects, will guide SMEs
in the use of appropriate materials,
recommend process window settings/tolerances, show how the
changes affect inspection and product
reliability, and in general give SMEs the
confidence to implement the technology with the minimum detrimental
effects for their competitiveness. By
the end of 2006, SME assemblers will
need lead-free soldering with appropriate processes, materials and expertise.
In related projects that have been performed or at the moment are running
in the field of Lead-free, the major part
of them are focused on procuring new
solders without Lead but less than
10% of these projects are involved in
dissemination to companies. At the
moment there are some projects
related to removal of lead from solders used in electronics. Some of
them are [4].
IMECAT,
IMEC
(Belgium),
Evaluation of lead-free soldering for
different applications,
DESREL, Univ. of Limerick, (Ireland),
National Project: Design for
Reliability of Lead-Free Solders
Interconnects
for
Portable/Wearable Applications.
NORDISK INDUSTRIFOND, IVF,
(Sweden),
Nordic
Lead-Free
Project, Networking for Nordic
Country SME´s,
BLEI-FREIE
ELECTRONIK,
Technolab GmbH, (Germany),
implementation of lead-free soldering,
COST 531, Vienna University,
University based European Leadfree soldering network,
EUREKA
LEADFREE,
EMPA,
Switzerland, reliability of lead-free
solder joints,
EFSOT, Fraunhofer IZM (Germany),
basic lead-free technology linked to
work in progress in Japan and
Korea with emphasis on environmental aspects
PROTIN,
Philips
Lead.Free/Halogen free packaging for
semiconductor devices, involving 3
major component manufacturers.
INNOLOT (Germany) - Environmental solutions for the application of
new solders, supported by larger
companies like BOSCH.
LFS for SMEs - Lead-free Soldering
also for Small and Medium sized
Entreprises
CRAFT,
TNO,
Netherlands
ELFNET Network, ITRI (UK) European Lead-free Soldering
Network
GREENROSE-Removal
Hazardous
Substances
Electronics, ABELIA (NO)
of
in
LEADOUT-Low Cost Lead-Free
Soldering Technology to Improve
Competitiveness of European
SMEs, ISQ (P), TWI (UK)
All these projects are related to leadfree soldering technology and include
developing, testing of solders and
some implementation and dissemination in companies. Although some
SMEs are included in dissemination
plans of some projects, most of them
are not specifically oriented to SMEs.
In addition, these projects are focused
to Western Europe and Nordic
Countries and only some includes
countries from the less developed
area of Europe, that is South and East
countries (ten countries from East
Europe has just join the EU in 2004,
that is, before the requirement for
lead-free products comes into effect).
A cooperative CRAFT Project Leadfree for European SMEs, has recently
started (5th Framework Programme)
- April 2003, focused on Lead-free
technology for SMEs. This project aims
to develop cost-efficient methods and
alternative processes (vapour phase
and laser) to adjust typical SME production processes to the necessary
lead-free materials. Although this project seems to be a starting point
towards SME lead-free soldering
implementation, the results are
restricted to the project consortium.
ELFNET - the European Lead-Free
Soldering Network began in 2000 and
is a large consortium of organisations,
Research Institutes and Industrial
companies who aims to exchange
technical information, to provide support to national industry regarding
implementation. ISQ in Portugal and
INASMET in Spain are members of
this network and National Focal Points
for Lead-Free implementation in their
countries.
The
International
Conference
"Towards Implementation of the RHS
Directive" held last year in Brussels [5]
has presented a very update information about the latest research on Leadfree technology around the world. All
the technical work presented has been
carried out by large European compa-
nies (Valeo, Philips), American (AIM,
HP) and Japanese (Panasonic).
Although there is still a lot of issues to
be researched (e.g. Temperature sensitivity, compatibility of lead-free solders with components and board finishing, process atmosphere in particular for the case of wave soldering,
intermetallics characterisation and
influence, NDT assessment in particular equipment- x-ray equipment reconfiguration, components lead replacement coatings, environment assessment during production, testing and
standards, etc.) and developed
(process yield, process window, quality
criteria) the technical implementation
still requires a large amount of attention.
The process management and
process window are still a great concern within PCB assembly. Celestica
(UK), an electronic manufacturing
service provider, has presented an Inhouse programme on implementation
of Lead-free assembly [6] in their production, covering technical and processing aspects as well as qualification
and training issues. HP (USA) presented a case study of in-house LFS
implementation [7]. Once again, small
scale PCB assembly was not covered
neither issues related with soldering
repair with exception of an Collective
project [8], which main objectives and
consortium was presented.
Two recent technical projects dedicated to SMEs are being started, GREENROSE and LEADOUT. These projects
leadership by Industrial Associations
are focussed in support European
SMEs in the implementation of LFS
technology.
3. Status and Relevance to SME's
in EU
The ban on lead-free solder has a
direct effect on electronic industry and
indirectly on all other sectors that use
electronic items in their products
(automotive industry, white and brown
goods, and many others).
The
2002/95/EC Directive is applied to
the entire electronic sector, and whilst
large, multinational companies have
their own R&D resources to overcome
any problems, the majority of SMEs do
not have effective mechanisms for
dealing with the legislation relating to
lead free solders.
In a recent survey carried out within
the electronic sector [2], in the
European Union, it was found that no
plans or targets for conversion to leadfree Technology were in place in 46%
of the electronic companies who
responded. This survey covered large
companies and SMEs, so it is expected
that in the case of SMEs, the proportion of companies not prepared for
LFS would be higher.
ERA Technology carried out a survey
of the UK electronics industry [3] find
how ready it is to make the transition
from tin/lead solders to lead-free solders, and to lead-free components.
Many contract manufacturers in the
UK, mostly small or medium sized
companies, know little about the implications of the "Restriction of use of
certain Hazardous Substances"
(RoHS) directive and know even less
about the problems that can occur
with lead-free soldering.
The results can be quantified as follows:
Only three per cent of companies
have developed lead-free products
Only nine per cent of companies
have started trials with lead-free
solders
50 % of companies admit they
don't understand the impact of
banning lead-based solders
Many companies use sub-contractors
for their printed circuit boards (PCBs),
and are relying on them to find solutions. A few PCB manufacturers have
carried out limited trials with lead-free
solders, but most have not. Some have
even been told by solder suppliers that
21
"drop-in" solder replacements are
available. This is simply not true and
may give a false sense of security both to them and their customers.
Moreover, some companies in the
supply chain feels that the change of
technology will not affect them, and do
not realise that, unless their own supplier can supply lead free compatibles
products, the majority of their stocks
will be illegal within a three years time.
Therefore the supply chain lead free
compatibility is extremely relevant
within the technology transition
process.
The results from this study carried out
by ERA Technology in UK, can be
extrapolated to other European countries with similar or less understanding on Lead-free transition.
In the changeover to lead-free soldering SMEs will face a range of specific
problems including:
Potential technical problems for
SMEs in terms of assembly technology, procedures, joint reliability
and quality assurance;
Locating data relevant to small
scale production (most information
relates to large volume);
Determining how to utilise manual
and low volume equipment on leadfree alloys and impact on service
reliability is very limited;
Data on the cost and resource
issues relating to a process/material changeover for SMEs is very
limited;
Little research has been carried
out on small to medium-scale
processes and associated reliability issues;
Potential need for very rapid
change to lead-free soldering in
order to ensure continuity of pro22
Figure 1 - Consumer electronic market variation in Europe [Source: European Industry
Association - EICTA]
duction due to customer procurement requirements;
Relatively limited financial and
labour resources for data gathering, research and new equipment.
The implementation of LFS is a common demand for a specific sector. This
situation has a widespread impact on
European SMEs because of the
European dimension of the Directive.
To date, large companies have carried
out most LFS research and dissemination to SMEs is very limited.
As this is a problem of a whole sector,
it is essential to take advantage of the
role of industrial associations of SMEs
in electronics which can play an active
role in the awareness of such scenario
resulted from the prohibition of lead in
electronics. Such associations must
be actively involved in order to reach
as many SMEs from around Europe as
possible within the relatively short
timeframe available before the
Directive takes effect.
Removal of lead from electronic products is essential not only because of
the European Directive, but it is also a
question of answering to the increasing demand of "green" products and
also of competitiveness in the global
market, a major market influence in
the electronic consumer field. Several
Japanese companies are about to put
on the market products using leadfree technology. Support for European
SMEs in particular, is necessary if they
are to effectively compete with these
companies.
4. Economic Impact
The electronic market can be divided
in three large electronic branches:
Consumer Electronics (e.g. Audio TVC,
Video), Electronic Components (e.g.
Components, antennas, subcontracting) and Professional Electronics and
Telecommunications (e.g instrumentation, industrial electronics, radiodifusion). The engineered products are
used in a variety of industrial sectors:
telecommunications,
automotive,
aerospace, household appliances and
personnel computers. In general
terms, Electronics industry worth
around 275 billion and employs 2 million workers in Europe. It is dominated
by SMEs with the majority of manufacturers employing fewer than 100 people. In Europe around 8.000 SMEs
employs around 200.000 people, representing a total of 15 billion euros .
The market in Europe for PCBs alone
is 25.2 billion Euro, over 36% of the
world market of which cheaper
manufacturers from outside the EU
are supplying an estimated 30%.
The PCB manufacturing industry
employs around 1.2 million in the
EU; Figure 1 presents the Electronic
Consumer Market in Europe.
The UK has 3500 SMEs in electromanufacturing employing around
35.000 people. In addition to the
above industries, the industry sustains employment in the supplier
base (polymer manufacturers, component manufacturers, electronic
designers, etc), estimated to be 3.6
million people. 75% of the industry
and the supplier base comprises of
SMEs.).
The electronic sector in Spain
moves about 71.000 Million of
Euros annually and employs
133.660 people. In Portugal the
electronic market includes more
than 115 companies. It worth about
4.670 million of Euros and employs
around 39.000 persons. A rough
estimation of the European share
number of SMEs involved in medium
volume electronic production is presented in the table 1.
In addition to the economic pressures in the Electronic market
resulted from the negative World
Economy evolution forecast within
the sector these companies are
directly threatened not only by the
inability to comply with the Directive
but most of all by their inability to
forthcoming customer demands in
due time.
5. Conclusions
the 1st July 2006 all SMEs in the
sector will have to remove lead from
their products. This is clearly a problem of a European dimension. There
is a Directive that foresees the banishment of the use of lead in electronics and this logically needs a
common effort at European level,
more than an individual effort in
each country, region or even in each
company.
The European electronics industry is
very diverse in size and industry sectors. It has some of the very largest
multi-national manufacturing companies but also many thousands of
SMEs. Products vary from safety
critical aerospace systems to electronic toys and large telecommunication systems to the smallest
mobile phones. Yet the basic design
still involves soldering standard electronic components to a PCB, even
though the operating system of the
resulting assembly may be vastly different.
There is still little information available to SMEs in Europe on lead-free
PCB process conditions and assembly yields because there has been
insufficient work conducted on low
and medium volume assembly using
equipment suitable for SMEs. The
result is that most SMEs are ill prepared for the changeover to leadfree materials and may have technical problems making the transition.
The changeover to lead-free is not
only a result of the EC Directive but
should also be faced as a step forward to the European Sustainable
Development and Competitiveness
towards other markets.
Lead removal affects all the
European Electronic Sector and on
E. Dias Lopes
M. Margarida Pinto
EC Country
UK
Germany
France
Italy
Rest Europe
SME
Number
450
2.000
1.500
1.800
3.300
Table 1 - (Source: Smart Group)
References:
[1] Directive 2002/95/EC of the
European Parliament and Council on the
restrictions of the use of certain hazardous substances in electric and electronic equipment (RHS).
[2] K. Nimmo; "Second European LeadFree Soldering Technology Roadmap";
February 2003; Soldertec at Tin
Technology.
[3] Electronic Talk; ERA Newsletter, UK,
August 2003
[4] ELFNET- European Lead Free
Network; SOLDERTEC; 2nd meeting;
Brussels, Oct 2002
[5] International Conference on Lead
Free Electronics; "Towards
Implementation of the RHS Directive";
Organised by IPC (USA) and SOLDERTEC
(UK); Brussels, 11,12 June 2003
[6] Horsley, Rob (Celestica, UK);
"Development and Implementation of
Lead Free Assembly by and Electronics
Manufacturing Service Provider"; Proced.
International Conference on Lead Free
Electronics; Brussels, 11,12 June 2003;
pp. 128-139
[7] Hernandez-Sosa, E (Hewlett-Packard,
USA).; "Development of a Lead Free
Surface Mount Manufacturing Process
for High Complexity Electronic
Assemblies"; Proced. International
Conference on Lead Free Electronics;
Brussels, 11,12 June 2003; pp. 222232
[8] Zuber, K (IZM, Germany); "Removal of
Harzardous Substances
inElectronics";Proced. International
Conference on Lead Free Electronics;
Brussels, 11,12 June 2003; pp.143-152
[9] Directive 2002/96/EC of the
European Parliament and Council on
Waste Electrical and Electronic equipment (WEEE)
[10] Data from European Foundation for
the improvement of Living and Working
Conditions
[11] Graça L; III-Health and Workplace
Absenteeism in Portugal: initiatives for
prevention; 1995
23
ESTRUTURAS METÁLICAS
Breves notas sobre a reabilitação do Museu
da Electricidade - Central Tejo em Belém
A Central Tejo em Belém, actual Museu
da Electricidade (Edifício classificado
como imóvel de interesse público) é
constituída por um conjunto de edifícios
com estrutura em ferro rebitado, paramentos com revestimento a tijolo vermelho e, janelões de vidro transparente. Trata-se de um excepcional
exemplar da arquitectura do ferro,
marcado pelo seu carácter industrial
em que a sua função industrial é dominante sobre quaisquer preocupações
simbólico-formais. É sobretudo no seu
interior que se conjuga a riqueza plástica da articulação do emprego do ferro,
nas estruturas e no equipamento
industrial, em que a funcionalidade
ganha toda a importância.
Em 2000, a EDP, proprietária da
Central Tejo, convidou o ISQ (Instituto
de Soldadura e Qualidade) para efectuar uma inspecção técnica ao conjunto edificado, com vista à elaboração de
um Caderno de Encargos para a sua
reabilitação.
Essa inspecção técnica procurou sistematizar e identificar as patologias e
demais fenómenos e causas de alteração material, tanto a nível estrutural,
como dos equipamentos exteriores ligados ao funcionamento da própria
central.
Todo o conjunto de edifícios, nomeadamente Edifício das Caldeiras de Alta
Pressão, Edifício das Caldeiras de Baixa
Pressão, Sala das Máquinas, Edifício da
Tremonha do Carvão e Edifício da
Tremonha das Cinzas, apresentavam
uma degradação significativa, tanto dos
materiais de revestimento como das
próprias estruturas, podendo referir-se
a seguintes patologias:
1. Ferro
Elevado grau de corrosão de elementos
exteriores com perda de secção e formação de fissuras nos panos de tijolo
de revestimento das fachadas, destacamento da pintura de revestimento
em estruturas metálicas exteriores e
interiores;
2. Tijolo de Revestimento
O revestimento apresentava uma associação de factores que conduziram à
desagregação do tijolo por, pulverulência, escamação e elevado grau de
erosão predominante nos alçados
voltados a Sul e Oeste devido à salinidade, vento, águas pluviais, nevoeiros
e condensações. Alguns destes elementos apresentavam também a formação de crostas negras formadas
pela deposição de partículas de carvão
concrecionadas, por carbonato e sulfato de cálcio, originados pelo facto de a
central ter utilizado carvão mineral na
produção de energia eléctrica;
3. Betão armado
Abaixamento do pH e elevado teor de
salinidade conduziram à oxidação das
armaduras com delaminação e destacamentos do betão, deixando a
armadura a descoberto;
4. Coberturas
Rotura dos esquemas de impermeabi-
24
lização adoptados nos terraços dos
edifícios e, deslocação e fractura de telhas, provocando em ambos os casos
graves infiltrações de águas pluviais no
interior dos edifícios;
5. Agentes externos identificados,
comuns a todos os edifícios
Acção erosiva do vento, exposição solar
diferenciada dos vários planos de
fachada, lixiviação dos constituintes
pela acção de águas pluviais, formação
de eflorescências salinas e poluição
com emissão de dióxido de enxofre
provocada pela queima de carvão mineral.
Tomando como referência as patologias identificadas e as novas exigências
funcionais dos edifícios, o ISQ elaborou
um Caderno de Encargos com procedimentos e metodologias de recuperação a serem executadas, definindo e
quantificando áreas de intervenção.
Foi com base nessas acções de
inspecção, registo técnico e conhecimento profundo da intervenção e da
reabilitação a ser efectuada que a EDP
convidou igualmente o ISQ para Fiscalização da obra.
O projecto, coordenado pela própria
EDP com conhecimento do IPPAR
(Instituto Português do Património
Arquitectónico), foi concebido no sentido de recuperar o excepcional exemplar da arquitectura industrial dotando-o de um conjunto de infra-estruturas
que possibilitem a sua museografia.
A intervenção tem, assim, como principal objectivo, a recuperação dos edifícios da Central Tejo, através de um conjunto
de medidas de valorização e de apresentação, em que paralelamente foram decorrendo trabalhos inerentes ao projecto
de musealização dos edifícios.
A Coordenação da Fiscalização da designada "Empreitada de
Reabilitação dos Edifícios das Caldeiras de Alta Pressão,
Caldeiras de Baixa Pressão, Sala das Máquinas e Tremonha
do Carvão", iniciada em Julho de 2003 e, ainda em curso,
encontra-se a cargo do Sector de Construção Civil e Obras de
Arte do ISQ, estando envolvidas também as áreas de
Protecção Anticorrosiva, Electricidade e Segurança e Saúde.
Às funções de Fiscalização estão associadas as de Controlo
de Qualidade, Gestão e Coordenação da Obra.
A reabilitação de edifícios, por si só, é uma tarefa com características próprias que se destinguem das obras correntes.
A recuperação de edifícios classificados e com especificidades próprias inerentes à sua função e à época em que
foram construídos, é uma tarefa de restauro, devendo ser
encarada como tal. São obras em que existe a necessidade
constante de articular de forma adequada técnicas e materiais modernos com materiais e processos de construção antigos. Por esta razão os técnicos que intervêm nestas obras
devem ter um conhecimento profundo dos edifícios, procurando conhecer as técnicas pelas quais foram construídos e
adaptá-las aos dias de hoje, sem desvios ao seu valor histórico e arquitectónico. Esta é a forma de entender a reabilitação
pelo Sector de Construção Civil do ISQ e que tem sido aplicada nesta obra do Museu da Electricidade, cuja participação
se reflecte de uma forma bastante activa e interveniente.
Pedro Matos Fernandes
FORMAÇÃO
Projecto ETIV - EMAS
Technocal Implementation and Verification
Estão disponíveis os resultados do
projecto "ETIV - EMAS Technical
Implemen-tation and Verification",
coordenado pelo ISQ - Instituto de
Soldadura e Qualidade e financiado
pela Comissão Europeia no âmbito do
programa Leonardo da Vinci.
Com uma duração de trinta meses,
este projecto envolveu organizações
de onze países (Portugal, Espanha,
Itália, Alemanha, Reino Unido, Polónia,
Grécia, Dinamarca, Finlândia, Hungria
e República Checa) e teve como objectivos principais o desenvolvimento ferramentas de formação para estimular, promover e apoiar a implementação do EMAS (sistema comunitário
de ecogestão e auditoria), a promoção e o desenvolvimento de materiais de formação inovadores e a divulgação e disseminação dos produtos
desenvolvidos.
Os principais resultados deste projecto são módulos de formação e casos
de estudo referentes à aplicação do
EMAS em diversos sectores de actividade e um software de apoio à implementação do EMAS, que tem como
objectivo proporcionar um método de
avaliação sistemático dos conhecimentos adquiridos a partir dos módulos de formação desenvolvidos.
Os resultados do projecto foram compilados num CD-ROM, que se encontra disponível ao público. Para tal,
todos os interessados deverão contactar o ISQ e solicitar o envio de CDROM,
através
do
e-mail:
[email protected] ou da página de
Internet do projecto:
http://idec.gr/etiv/.
Apresenta-se em seguida uma
descrição das varias ferramentas disponíveis no CD-ROM.
26
Módulos de formação
Encontram-se disponíveis módulos de
formação que incidem sobre os
seguintes temas:
Organizações de I&D;
Indústria de processamento de
peixe;
Indústria cerâmica;
Municípios;
Noções Básicas de Ambiente;
Instituições públicas;
Legislação Nacional e Europeia;
Indústria metalúrgica;
Directiva IPPC;
Sector turístico;
EMAS - Sistema Comunitário de
Ecogestão e Auditoria;
Indústria de produção de plásticos;
EMAS - Sistema Comunitário de
Ecogestão e Auditoria para PME;
Indústria de produtos de limpeza.
Auditorias Internas e Verificação
no EMAS;
Diagnóstico Ambiental;
Tecnologias Ambientais;
Formação e Comunicação.
Cada módulo de formação é composto por um manual de formação e por
um conjunto de slides para apresentação dos respectivos conteúdos programáticos. Cada manual inclui ainda
uma série de questões para avaliação
dos conhecimentos adquiridos.
Casos de estudo
Os casos de estudo abrangem diversos sectores de actividade e incluem
exemplos práticos de aplicação do
EMAS no sector. Todos os casos de
estudo, irão incluir, além do manual de
formação, slides para apresentação
dos conteúdos, bem como uma conclusão, no que se refere às principais
dificuldades da implementação do
EMAS, aos benefícios ambientais
associados e à experiência obtida no
caso de estudo seleccionado.
Encontram-se disponíveis casos de
estudo de implementação do EMAS
nos seguintes sectores de actividade:
Software "EMAS 2001"
O software "EMAS 2001", terá como
objectivo proporcionar um método de
avaliação sistemática dos conhecimentos adquiridos a partir dos módulos de formação desenvolvidos,
fornecendo simultaneamente a informação necessária à correcção dos
conceitos não compreendidos. Tendo
em conta os conteúdos dos módulos
de formação, são colocadas questões
de avaliação de conhecimentos, que
serão utilizadas para verificar os
conhecimentos adquiridos, para diversos perfis de utilizadores do software
(Auditores
e
Verificadores
Ambientais, Responsáveis do sistema
de gestão ambiental, Gestão de Topo
e Formadores).
Para divulgação do projecto e dos
seus resultados, realizaram-se seminários internacionais de divulgação,
em cinco países europeus: Portugal;
Espanha; Itália; Grécia e Polónia.
Mais informações
Na página de Internet
http://idec.gr/etiv/ encontra-se disponível informação adicional acerca
deste projecto.
HOMO APREHENDIS
Margarida Nunes
No ano de 2001, em Oeiras, várias organizações uniram-se num desafio comum...
A nossa primeira missão, foi formar os formadores que iriam mediatizar o processo de aprendizagem junto do público com baixas qualificações escolares e profissionais, transformando o
e-Learning num processo de aprendizagem universal.
:: O F@DO
É sobre o Curso e-Tutores que venho
partilhar algumas linhas convosco.
No ano de 2001, em Oeiras, várias
organizações uniram-se num desafio
comum...
:: No início foi assim...
... Construir uma Metodologia de
Formação a Distância - Blended
Learning - ajustada às características
sociais e cognitivas de pessoas com
baixas qualificações escolares e profissionais, residentes ou trabalhadoras
no Concelho de Oeiras.
O desenho do Curso e-Tutores
começou com uma auscultação aos
principais operadores nacionais de eLearning com o foco da pesquisa na
figura do e-Tutor, características,
valências, aspectos-chave da sua prática.
Esta metodologia pretendia responder
ao apelo lançado pela Nova Europa do
Conhecimento e da Sociedade da
Informação no sentido de unir esforços
nacionais que permitissem a literacia
digital da população bem como o
aumento da sua empregabilidade e a
motivação para processos de aprendizagem ao longo da vida.
O ISQ, o INOFOR, a AERLIS, o INETI e a
CMO, articularam vontades e competências no sentido de tornar possível
este projecto desenvolvido no âmbito
da Iniciativa EQUAL.
Foram desafiadas 22 organizações
locais e empresas, 15 formadores e
30 cidadãos no sentido de, em
Figura 1 - Aspecto Gráfico do Ambiente de
Aprendizagem - Edifício Aprender
comum, e com a participação activa de
TODOS, se poderem construir ambientes de aprendizagem, conteúdos,
instrumentos de avaliação, exercícios,
actividades interactivas, e circuitos eficazes de trabalho em rede, por forma
a garantir que a metodologia de formação fosse útil e adequada a TODOS
os envolvidos - empresários e tutores
on-job, organizações e mediadores
locais, formadores, formandos e suas
famílias.
A nossa primeira missão, foi formar os
formadores que iriam mediatizar o
processo de aprendizagem junto do
público com baixas qualificações escolares e profissionais, transformando o
e-Learning num processo de aprendizagem universal.
Após analisar a informação compilada
das entrevistas presenciais e o
suporte documental recolhido em
pesquisas, foi desenhado o Perfil do eTutor e validado internamente com
indivíduos com prática de Tutoria em
ambientes de aprendizagem com
suporte on-line.
Figura 2 - Aspecto Gráfico da Entrada no
Edifício Aprender
27
Técnico-Pedagógicos Associados
ao Curso
E agora, o desenho do Curso...
:: O Desenho do Curso...
Após definir e enquadrar o público alvo
e os objectivos de formação, procedeu-se ao desenho do curso, seguindo os
seguintes passos:
Selecção da Abordagem
Pedagógica
Seguiu-se uma Abordagem Construtivista, onde o formando é convidado a
explorar os conteúdos assumindo uma
postura activa perante os mesmos
recorrendo, com este fim, à interactividade facultada pela utilização das
Tecnologias de Informação e
Comunicação (TIC) ao serviço da formação.
Definição da Metodologia de
Formação
Utilizou-se uma Metodologia de Formação Mista - Blended-Learning - integrando momentos presenciais para
reforço de conhecimentos e trabalho
da vertente comunicacional do Curso e
momentos a distância suportados por
um Sistema Estruturado de Tutoria.
Desenho do Conteúdo
Programático do Curso
Enfoque na exploração pedagógica/
dinamização dos recursos suportados
pelas TIC e nas especificidades dos
públicos com baixas qualificações
escolares/ profissionais - o objectivo
último do Curso Formação para e-Tutores era formar os formadores
que iriam monitorizar o Curso para
públicos com baixas qualificações.
Figura 3 - Aspecto Gráfico do Ambiente
onde foi introduzido uma Actividade de
Quebra-Gelo Virtual
Definição da Metodologia de
Avaliação da Aprendizagem
Definição da Metodologia em 3 valências:
Avaliação Diagnóstica Inicial Explorando o Perfil dos Formandos
ao Nível Técnico (conhecimento da
Temática do Curso), Pedagógico-Comportamental (conhecimento
dos Estilos de Aprendizagem),
Motivacional (conhecimento das
motivações para a aprendizagem)
e Tecnológico (conhecimentos informáticos)
Motivação: Utilização de um tema de
interesse geral, com o conteúdo inserido de forma lúdica, despertando o
interesse do e-Formando.
Pedagógico: Alinhamento dos conteúdos com as características da
Metáfora seleccionada, proporcionando referências com um assunto que o
Formando já conhece, ajudando-o,
desta forma, na construção do seu
conhecimento.
Avaliação Contínua/ Formativa Promovendo a auto-avaliação do
Formando (e a motivação para a
aprendizagem), explorando o progresso no processo de ensinoaprendizagem e diagnosticando,
atempadamente, eventuais desvios
no mesmo
Avaliação Final - Promovendo a aplicação prática e partilha do conhecimento e competências adquiridas, transferidos para um projecto
aplicativo final.
Definição do Itinerário
Pedagógico do Curso
Definição dos Meios de
Distribuição
Com os conteúdos segmentados em
pequenas Unidades Formativas (Estrutura Modular) e especificações associadas ao acesso aos módulos (por
exemplo: Existência de precedências
na Navegação entre Módulos), de
forma a assegurar uma sequência na
aprendizagem.
Definição da opção tecnológica de
acordo com as especificidades da
acção - no presente Curso foi utilizado
o Sistema IBM - Learning Management
System.
28
Após uma cuidada análise do públicoalvo do Curso, foi desenhado o ambiente de aprendizagem associado à
componente virtual. A metáfora associada ao Curso on-line teve como base o
contexto e interesses dos formandos.
Deste modo, foi desenhado um ambiente que integrava um Edifício Virtual
onde cada piso do edifício correspondia a um Módulo Temático do Curso.
Os princípios da construção da
Metáfora de Aprendizagem, foram:
Desenvolvimento do Ambiente de
Aprendizagem e Recursos
Figura 4 - Aspecto Gráfico da Actividade de
Quebra-Gelo de introdução ao Curso
Estruturação e Desenvolvimento
dos Recursos Pedagógicos associados ao Curso
Produção de materiais preparados
para visualização on-line (produzidos de
acordo com os parâmetros normativos - SCORM -, perspectivando a possibilidade de reutilização dos mesmos)
e recursos susceptíveis de Impressão
com o resumo dos materiais disponibilizados no Sistema de Gestão da
Formação.
Definição do Sistema de Tutoria
do Curso
Definição do Sistema de Acompanhamento ao formando em 4 vertentes:
Suporte Técnico - Apoio ao formando no domínio dos conteúdos da
acção de formação
Os Projectos de Intervenção foram
monitorizados pela Equipa de
Formadores do Curso, previamente
afecta a pequenos grupos de formandos (cada formador "apadrinhava"
cerca de 3 formandos no desenvolvimento do Projecto Aplicativo).
Suporte Pedagógico - Apoio ao for-
Figura 5 - Aspecto Gráfico do Ambiente de
Aprendizagem - Training Campus
Figura 6 - Sessão de Aprendizagem
Assíncrona - Training Campus
mando no domínio pedagógico do
curso - auscultação de dificuldades/
constrangimentos,
dinamização do curso, etc.
Suporte Tecnológico - Apoio ao formando nos aspectos tecnológicos
relacionados com a Plataforma de
Gestão da Formação
Suporte Administrativo - Apoio ao
formando em aspectos administrativos relacionados com a acção de
formação.
Implementação no Sistema de
Gestão da Formação
mação a distância com trabalho assíncrono e um momento presencial, realizado em Itália, numa lógica de
WorkShop onde foram debatidos os
principais aspectos referentes aos
Conteúdos previamente disponibilizados na Plataforma de Aprendizagem.
A opção tecnológica adoptada permitiu
monitorizar de forma contínua a eficiência da formação.
:: A Disseminação
Validação da Intervenção
Formativa e Reengenharia do
Curso
Os formandos que frequentaram esta
acção avaliaram-na de uma forma
muito positiva, enfatizando a sua
clareza, abrangência, criatividade e inovação. No final do curso, todos os formandos estruturaram um Recurso
Técnico-Pedagógico (RTP) para ser
operacionalizado no Curso para o
Público com baixas qualificações escolares/profissionais. Estes RTP's foram
aplicados num curso subsequente de
e-Learning para Públicos desfavorecidos no qual estes formandos assumiram um novo papel - o de e-Formadores.
O grupo de formandos que testaram o
Curso Formação de Formadores para
e-Learning foram propositadamente
seleccionados no seio de diversas
organizações (entidades formadoras
externas à parceria de desenvolvimento, CRVCC, empresas) com o intuito de
se colherem vários "olhares" quer no
processo de concepção quer de reengenharia e avaliação moving on do
Curso.
O Curso Formação de Formadores
para e-Learning deu origem ao eTutors Course, direccionado a entidades/ indivíduos residentes em Itália,
que pretendiam ingressar nas especificidades da introdução das TIC ao
serviço da actividade formativa.
O e-Tutors Course teve a duração total
de 42 horas e foi disponibilizado numa
Metodologia de Formação Mista
(Blended-Learning), integrando for-
Decorridos quatro anos do início do
projecto, levámos o F@DO, e mais
especificamente o Curso e-Tutores a
um novo público - Ministério da
Educação - através do Centro de
Formação Professor Lindley Cintra
(CFPLC).
Integram o Curso 12 professores (de
um total de 26 candidaturas) de diversas escolas do Concelho de Cascais
seleccionados de acordo com a possibilidade de promoverem a disseminação do Projecto e da Metodologia a
este associada.
O Curso e-Tutores, surge agora com
um Ambiente de Aprendizagem renovado, mantendo a ideia que fundou a
Metáfora - promover a identificação do
formando com situações que lhe são
familiares. Teve início a 17 de Maio e
vai decorrer até 27 de Outubro (componente de aplicação), possibilitando à
Equipa de Formandos a possibilidade
de operacionalizar um Projec-to de
Intervenção que vão desenhando ao
longo do Curso nas turmas que lhes
são atribuídas.
:: Nota Final
O Curso e-Tutores, para além de reconhecido pelo Instituto de Emprego e
Formação Profissional para revalidação do Certificado de Aptidão
Pedagógica é um Curso homologado
pelo Conselho Científico-Pedagógico da
Formação Contínua do Ministério da
Educação.
29
Se algum dia a palavra F@DO for associada a destino, o nosso, até data, é de
sucesso, graças ao envolvimento das
pessoas, da parceria e das redes de
suporte à mesma. A chave do nosso
sucesso é o facto de todos e cada um
reconhecermos o projecto como
nosso, promovendo-o interna e externamente.
Deixo-vos com algumas dicas, fruto da
experiência interna e investigação,
para quem pretenda ingressar neste
admirável mundo novo da tecnologia
ao serviço da aprendizagem...
Ligações
Entidades Envolvidas
Instituto de Soldadura e Qualidade
www.isq.pt
Associação Empresarial da Região de
Lisboa
www.aerlis.pt
Instituto Nacional de Engenharia,
Tecnologia e Inovação, I.P.
www.ineti.pt
na
Município de Oeiras
www.cm-oeiras.pt
Centro de Formação
Lindley Cintra
www.cfplc.net
Professor
Instituto de Reinserção Social
www.mj.gov.pt/front-end/mj/
Município da Amadora
www.cm-amadora.pt/
Iniciativa EQUAL
www.equal.pt
30
A emergência da necessidade de actualização de competências ao longo da
vida e os constrangimentos crescentes
no acesso às Acções de Formação fez
despoletar uma panóplia de soluções
formativas baseadas nas Tecnologias
de Informação e Comunicação. Resta-nos partilhar alguns aspectos que identificamos como críticos para a eficiência
do processo de ensino-aprendizagem a
uma qualquer distância, tendo sempre
presente que as características da
aprendizagem de adultos devem ser
exploradas nestas soluções de aprendizagem inovadoras e emergentes.
Eis algumas sugestões para os que pretendem ingressar nos novos contextos
da Formação:
Projecto F@DO
www.institutovirtual.pt/fado
Instituto para a Inovação
Formação (actual IQF)
www.iqf.pt
Ideias-Chave para os e-Formadores
Domine, não seja Dominado
As Tecnologias de Informação e
Comunicação enriquecem o contexto
formativo, se conseguirmos tirar partido das mesmas. Explore os recursos
tecnológicos e domine-os de forma a
potenciar a sua utilização junto dos formandos.
Conheça os seus Formandos
As motivações que imperam nos adultos são as internas, relacionadas com a
satisfação nas tarefas realizadas,
aumento da qualidade de vida e da auto-estima. A diminuição do contacto visual
não deve ser um constrangimento ao
conhecimento multidireccional (formandos-formandos/ formandos-formador).
Conheça o grupo de formandos através
de uma Avaliação Diagnóstica contextualizada, de forma a ir ao encontro das
suas expectativas e mobilizar a sua
motivação interna ao longo do processo
de ensino-aprendizagem.
Utilize a Experiência dos Formandos
Os adultos têm experiências de vida
numerosas e diversificadas formando
grupos de aprendizagem heterogéneos
em conhecimentos, necessidades,
interesses e objectivos.
Estimule a aprendizagem colaborativa,
baseada na partilha de experiências
pessoais e profissionais e integre os
resultados desta partilha nos conteúdos do Curso.
Não se Esqueça da Vida Real
Os adultos estão propensos a aprender
algo que contribua para as suas actividades profissionais a curto/ médio
prazo.
Promova a transposição dos conteúdos
para os contextos aos quais os formandos pertencem, ligando, desta forma, a
aprendizagem com a experiência de
vida/ profissional dos formandos.
Responda sempre ao "Porquê"
Os adultos sentem-se motivados a
aprender quando entendem as vantagens dessa aprendizagem ou quando se
apercebem das consequências negativas associadas ao desconhecimento de
algo.
Acompanhe o processo de aprendizagem com metodologias que estimulem
a auto-avaliação, consciencializando os
formandos das suas dificuldades e justificando, deste modo, a necessidade/
utilidade da aprendizagem.
Envolva os Formandos na Agenda do
Curso
Os adultos precisam de se sentir
envolvidos para se responsabilizarem
por algo.
Responsabilize os formandos pela
aprendizagem, definindo com eles a calendarização de actividades e formando
grupos de trabalho de forma a repartir
a responsabilidade de cada um perante
a turma.
Prepare o Terreno da Aprendizagem
O tempo é um recurso escasso na população adulta.
Disponibilize fontes para pesquisa,
recursos e pistas para a aprendizagem
de forma a facilitar este processo e a
potenciar o sucesso do mesmo.
TRIBOLOGIA
Tiago David
Técnicas de Análise de Óleos
Um programa de análise de óleos eficaz
aumenta a fiabilidade e disponibilidade
do equipamento, ao mesmo tempo que
reduz os custos associados a trabalho,
reparações e paragens. A análise de
óleos consiste em avaliar o estado do
óleo e o estado da máquina onde ele circula. A primeira é efectuada por meio
de ensaios físicos e químicos para analisar as propriedades do lubrificante, ao
passo que a segunda se baseia na
análise das partículas transportadas
pelo óleo, na forma de contaminantes
ou partículas de desgaste. É uma combinação apropriada destes ensaios que
irá permitir beneficiar das vantagens de
um programa de análise de óleos.
1 Introdução
Na análise de óleos em serviço, existe
um pequeno conjunto de ensaios básicos que se efectuam com o objectivo de
analisar o estado da máquina e do óleo.
Estas duas áreas estão interligadas;
mudanças no estado do óleo levam a
mudanças nos estado da máquina (sob
a forma de desgaste). Devido a esta
importante relação, existem pacotes de
ensaios já estabelecidos pelos laboratórios de análise de óleos, os quais dependem dos objectivos do programa de
análise de óleos e do tipo de equipamento a analisar. Para além deste ensaios
Ensaios
Viscosidade
Propriedades
do lubrificante
G
P
Partículas
de Desgaste
N
Contaminação
Teor de água
N
G
N
TAN/TBN
G
P
P
Contagem de partículas
N
G
P
FTIR
G
P
N
Espectrometria
G
P
G
Ferrografia
N
P
G
G = Grande peso, P = Pequeno peso, N = Nenhum peso
Tabela 1 - Técnicas de análise de óleos típicas e seu peso nas três vertentes de análise.
básicos, existem outros ensaios adicionais, especiais, que podem ser realizados para análises mais específicas.
Nos capítulos seguintes são descritos
os ensaios mais usuais ou básicos tipicamente utilizados em análise de lubrificantes em serviço.
2 Técnicas básicas de análise de
óleos
A análise de óleos tem três vertentes:
Análise das propriedades do lubrificante - Relacionada com a avaliação
das propriedades químicas, físicas, e
dos aditivos do lubrificante.
Análise da contaminação - Os con-
taminantes são matéria estranha
que provém do exterior ou é gerada
internamente, que condicionam a
fiabilidade das máquinas e a
degradação do lubrificante, pelo que
se deve controlar o seu nível.
Análise de partículas de desgaste Quando os componentes se desgastam, geram partículas, cuja monitorização e análise permite detectar e
avaliar condições anormais de desgaste que, por sua vez, permitem
implementar decisões de manutenção eficazes.
De modo a se cumprirem estes três
objectivos, existe um conjunto de
ensaios básicos, cuja combinação
depende do tipo de óleo e do tipo de
Contagem de
Ferrografia Ferrografia
Água Viscosidade TAN/TBN FTIR Espectroscopia
partículas
Quantitativa Analítica
Falha de filtro
G
N
N
N
P
P
M
M
Sujidade
G
N
N
N
P
P
M
M
Humidade
P
G
M
G
M
P
M
M
Fuga de anticongelante
P
G
M
G
M
G
P
P
Perda de aditivos
M
P
G
G
G
G
M
P
Oxidação
P
P
G
G
G
P
P
P
Detecção de desgaste
G
N
N
N
N
M
G
G
Análise de desgaste
M
N
N
N
N
G
M
G
Desalinhamento
G
N
P
N
N
M
G
G
Lubrificante inadequado
M
N
G
M
G
G
G
P
Sobreaquecimento
M
N
G
M
M
N
P
M
Fuga de combustível
P
N
G
P
P
M
P
N
Desgaste corrosivo
M
G
N
G
P
M
M
G
Condição
G = Grande , M - Médio, P = Pequeno, N = Nenhum
Tabela 2 - Grau de correlação entre os ensaios e o tipo de problemas que pode detectar
31
máquina a ser monitorizada. Na tabela
1 estão indicados estes ensaios e a
sua importância para cada uma das
vertentes da análise de óleos.
corte para fluir. Pode ser comparada à
força necessária para mexer o óleo
por meio de uma vareta.
oxidação e subprodutos da combustão
(no caso de motores). Uma diminuição
da viscosidade, ainda que pouco usual,
é causada por contaminação com um
A maioria dos laboratórios mede a visfluído de mais baixa viscosidade, que
A tabela 2 relaciona os ensaios mais
cosidade cinemática, embora haja
normalmente é um solvente, um óleo
usuais com o tipo de problemas que
muitos viscosímetros que medem a
menos viscoso, ou no caso de motores,
podem detectar. Enquanto alguns
viscosidade dinâmica e depois a concombustível. Viscosidades muito baixas
ensaios são indicadores primários de
vertem para viscosidade cinemática. A
provocam a redução da resistência da
problemas, outros são utilizados apeunidade de medida para a viscosidade
película lubrificante, baixando a capacinas para confirmação dos resultados.
cinemática é o centistoke (cSt) que é
dade de prevenir o contacto metal A tabela 3 apresenta os ensaios aplicaigual a milímetros quadrados por
metal. Um aumento pode indicar oxidos a vários tipos de máquinas tipicasegundo e para a viscosidade dinâmica
dação ou contaminação com um lubrimente abrangidas por este serviço.
é o centipoise (cP) que é igual a
ficante mais espesso. Isto pode ser o
resultado de demoras
Compressores Motores Sistemas Caixas de Chumaceiras Turbinas
excessivas nas mudanças
Ensaio
ar/gas
diesel hidráulicos velocidades de rolamento industriais de óleo, altas temperaturas de operação, ou a
Espectroscopia
R
R
E
R
R
R
presença de água ou de
FT-IR
R
R
X
X
X
X
outro catalisador de oxiViscosidade
R
R
R
R
R
R
dação. Viscosidades excessivas impedem o fluxo
Ferrografia
R
E
E
R
E
E
de óleo de chegar a locais
quantitativa
vitais reduzindo a capaciFerrografia
E
E
E
E
E
E
dade de lubrificação.
analítica
TAN
R
X
R
R
R
R
TBN
X
R
X
X
X
X
Contagem
de partículas
R
E
R
E
E
R
2.2 Teor de água
A água é um dos contaminantes mais frequentes
Água
R
R
R
R
R
R
no óleo, podendo provir de
R = Ensaio de rotina, E = Ensaio de excepção, X = Ensaio não efectuado
fonte externa, fugas interTabela 3 - Ensaios de análise de óleos efectuados por tipo de máquina
nas, ou por condensação.
A sua presença deve ser
2.1 Viscosidade
miliPascal-segundo (mPa.s).
sempre mantida ao mínimo, pois contribui para a oxidação e formação de
A viscosidade é uma das mais imporA viscosidade em cSt a 40ºC é a base
corrosão, e impede os aditivos de actantes propriedades dos lubrificantes.
para o sistema de classificação ISO
tuarem adequadamente, o que se
É ela que, para dadas condições de
3448 das gamas de viscosidade cinepode vir a traduzir em desgaste acelesolicitação do sistema tribológico conmática. Existem outros sistemas de
rado, aumento da temperatura de opetrola a espessura da película lubrificlassificação de viscosidade cinemátiração e aumento do atrito, que
cante e, por conseguinte, a eficaz seca, como o Saybolt (SUS) e o SAE, os
poderão conduzir a falhas catastrófiparação das superfícies de contacto e
quais podem ser relacionados com a
cas.
a ocorrência ou não de desgaste.
medição da viscosidade em cSt a 40ºC
ou 100ºC. As classificações ISO são
Há vários métodos de detecção de
A viscosidade pode ser definida como a
normalmente aplicadas a óleos induságua. Pequenas quantidades de água
resistência de um determinado fluído
triais a 40ºC, ao passo que o sistema
(<0.1%) podem ser detectadas por
para fluir (tensão de corte) a uma dada
de classificações SAE é aplicado a
meio de um ensaio de crepitação ou
temperatura. Pode ser medida e reóleos de motores e a óleos de transespectofotometria de infravermelhos
presentada por viscosidade cinemátimissões.
(cujo limite mínimo de detecção é de
ca ou por viscosidade dinâmica (abso0.05% ou 500 ppm). Para um análise
luta). A primeira mede a resistência de
A viscosidade de um óleo novo deve
mais rigorosa, utiliza-se o método Karl
um óleo para fluir a uma dada tempeestar dentro de 10% do seu ISO VG e
Fischer que tem um limite mínimo de
ratura através de um tubo capilar, sob
a de um usado deve estar dentro de
detecção de 0.002%.
a acção da gravidade. Pode comparar20%.
-se com a resistência de um fluído para
No caso do teor de água ser superior
escoar através de um funil. A segunda
É normal que a viscosidade aumente
a 0.1%, esta encontra-se suspensa ou
determina a resistência interna e ao
ao longo do tempo, como resultado da
emulsificada no óleo, podendo ser
32
detectada visualmente pelo aspecto
turvo que confere ao óleo.
2.3 Total acid number (TAN)
O Total Acid Number - TAN, ou índice
de acidez, é uma medida da
degradação do óleo expressa pela
mudança na acidez dos óleos usados
quando comparado com os níveis de
acidez do óleo novo. É uma medida da
quantidade de agentes ácidos presentes na amostra, cujo aumento em
relação ao TAN do óleo novo indica oxidação ou contaminação com um produto ácido. Altos níveis ácidos podem
indicar excessiva oxidação ou consumo
de aditivos, podendo levar à corrosão.
O TAN é baixo quando o óleo é novo e
aumenta ao longo da vida deste.
Enquanto que um aumento lento do
TAN ao longo do tempo de utilização é
considerado normal, um aumento rápido é normalmente indicativo de oxidação excessiva e significa que o óleo
chegou ao fim da sua vida útil e tem de
ser mudado.
2.4 Total base number (TBN)
Aplicado principalmente a óleos de
cárteres, o Total Base Number - TBN,
ou índice alcalino, mede a alcalinidade
do óleo, i.e., a capacidade de neutralizar ácidos corrosivos que se formam durante a sua utilização. Os valores de TBN tendem a diminuir à medida que a reserva de alcalinidade
diminui pela combustão e por ácidos
de oxidação, mas uma diminuição
acentuada deste valor (abaixo de
metade do seu valor original) significa a
perda de aditivos responsáveis por
neutralizar os ácidos, podendo o óleo
tornar-se altamente corrosivo. Isto é
normalmente causado por demoras
excessivas nas mudanças de óleo, óleo
inadequado, sobreaquecimento ou uso
de combustível de elevado teor de enxofre.
2.5 Contagem de partículas
O método de contagem de partículas
dá-nos a concentração de partículas
da amostra por gamas específicas de
tamanho. O resultado pode ser correlacionado com uma classificação
internacional, que nos dá um código da
concentração de partículas por tamanhos. O código ISO 4406 (Figura 1) é o
mais usado, embora existam outros
menos frequentes, como o NAS 1638
ou SAE 749.
espectrofotometria de infravermelhos,
analisa a composição química do óleo
ao nível molecular, com base na
absorção de certos comprimentos de
onda de infravermelhos. Quando um
composto orgânico, como um lubrificante é exposto a luz infravermelha, as
substâncias presentes irão absorver a
luz a certos comprimentos de onda. O
espectro de infravermelhos resultante
é comparado com o de um óleo idêntico novo para a análise de contaminantes não metálicos e produtos de
degradação.
Conseguem-se determinar simultaneamente os seguintes parâmetros:
Figura 1 - Código de classificação de
partículas ISO 4406
Existem vários instrumentos de contagem de partículas que se baseiam,
ou na contagem óptica por laser, ou
por retenção de partículas. Também
podem ser contadas manualmente, ao
microscópio.
Este é um teste particularmente
importante em sistemas hidráulicos e
turbinas, onde os níveis de partículas
sólidas têm de ser mantidos baixos.
Um elevado número de contagem de
partículas indica a presença de sujidade, seja por contaminação externa,
ou por desgaste interno, podendo também indicar perda de eficiência do filtro. No primeiro caso as partículas
costumam ser de dimensão mais
reduzida do que as provenientes de
desgaste. Quando isto se verifica,
devem ser tomadas medidas para
determinar o tipo e tamanho das
partículas e outros factores que
indiquem a origem do modo de avaria.
2.6 Análise por infravermelhos
Esta técnica, também conhecida por
Água
Glicol (líquido de refiregeração ou
anticongelante)
Combustível
Solventes químicos
Fuligem (resíduos de carbono)
Aditivos de inibição de oxidação
Aditivos anti-desgaste
Oxidação
Nitração
Sulfatação
2.7 Análise espectrométrica
A análise espectrométrica detecta e
quantifica (em ppm) os elementos
metálicos presentes numa amostra de
óleo, como resultado de desgaste, contaminantes ou aditivos. O método mais
usado é a espectrometria por emissão
atómica, na qual se aplica energia na
forma de arco eléctrico à amostra, o
que provoca a excitação dos átomos
que libertam luz a comprimentos de
onda específicos, criando um espectro.
As frequências individuais desse
espectro são analisadas e quantificadas.
A maioria dos espectrómetros identifica até 21 elementos metálicos, e classifica-os de acordo com elementos de
desgaste, de contaminação ou resultantes de entrada ou perda de aditivos.
Esta técnica é limitada no tamanho
máximo de partículas que consegue
detectar, que se situam entre os 5 e
os 10 µm. Partículas maiores não são
contabilizadas por este método de
33
análise.
A tabela 4 indica os tipos de elementos
que se podem detectar.
amostra de óleo e as partículas nela
suspensas precipitam-se por acção da
gravidade e pela presença de um
campo magnético forte. Estas partículas são depois observadas ao
microscópio para determinação da
sua composição e origem e identificação do tipo de desgaste presente.
Um analista experiente consegue identificar as partículas e classificá-las de
acordo com o seu tamanho, forma, e
metalurgia, o que permite determinar
o tipo e severidade de desgaste.
Tabela 4 - Classificação dos elementos normalmente medidos por análise espectrométrica
Para além de partículas de desgaste,
também se podem identificar outros
tipos de partículas, como por ex.,
polímeros, sujidade, fibras, e outros
contaminantes sólidos.
Para além da espectrometria por
emissão atómica, também se utiliza,
embora menos frequentemente, a
espectrometria por absorção atómica
e a espectrometria por fluorescência
de raio x. As vantagens e desvantagens
de cada técnica não serão aqui desenvolvidas.
Os relatórios de Ferrografia apresentam os valores de severidade de desgaste, acompanhadas por fotomicrografias com uma descrição, bem como
conclusões e recomendações para
acções correctivas.
das partículas de desgaste e da humidade e, espectrómetros de emissão
atómica compactos.
3 Conclusão
Os laboratórios comerciais estão dotados de um conjuntos de instrumentos
sofisticados e dispendiosos e de mão-de-obra qualificada que permitem um
melhor diagnóstico dos problemas tribológicos do sistema. Contudo, à medida que os instrumentos de campo vão
sendo cada vez mais utilizados como
ferramentas de ensaios de rotina para
a monitorização do estado do óleo, os
laboratórios comerciais vão sendo
cada vez mais vistos como fornecedores de serviços especializados de
excepção, para a investigação de problemas especiais.
Também haverá tendência ao acoplamento de computadores a sensores e
à utilização de inteligência artificial
para a análise dos dados recolhidos.
2.9 Técnicas de campo
2.8 Ferrografia
A Ferrografia é um método para analisar partículas de desgaste. Divide-se
em Ferrografia Quantitativa e Ferrografia Analítica. Ambas utilizam a
separação magnética das partículas
em suspensão no óleo e a sua distribuição de acordo com o tamanho e
composição.
A Ferrografia Quantitativa determina a
quantidade de partículas ferrosas
grandes (>5 µm) e pequenas (1-2 µm)
presentes na amostra. A partir destes
valores, podem-se fazer vários cálculos
relativos à taxa, intensidade e severidade de desgaste. No caso de se
detectar uma alteração do modo de
desgaste do sistema, por uma alteração significativa da concentração relativa das partículas grandes e pequenas, recorre-se à Ferrografia Analítica
para se identificar o tipo específico de
desgaste e a origem possível do
mesmo.
Na Ferrografia Analítica, prepara-se
uma lamela de vidro, também conhecida por ferrograma. Neste, flui a
34
Para além das técnicas tipicamente
utilizadas em laboratórios comerciais,
recorrendo a instrumentos sofisticados e a pessoal qualificado, existe
outro tipo de instrumentos que podem
ser utilizados em campo. É o caso dos
instrumentos portáteis, kits de análise
de óleos e sensores. Estas tecnologias
têm como vantagem uma maior flexibilidade e prontidão na obtenção dos
resultados. No entanto, são técnicas
normalmente mais limitadas em termos da gama de parâmetros que
medem e da exactidão dos resultados.
Alguns dos instrumentos portáteis
estão disponíveis, nomeadamente,
como contadores automáticos de
partículas, e viscosímetros.
Há um outra categoria de instrumentos de campo a emergir, que permitem
a monitorização da degradação do fluído. Estes instrumentos utilizam espectroscopia dieléctrica, voltametria,
espectroscopia de infra-vermelhos
para a medição das propriedades
químicas do óleo. Estão também em
desenvolvimento sensores que permitem a monitorização em tempo real
Bibliografia
Filipe Didelet, José C. Viegas,
"Manutenção", Escola Superior de
Tecnologia de Setúbal, 2001/2002.
"Basics of Oil Analysis", Analysts, Inc,
2001.
Malte Lukas, Daniel P. Anderson,
"Laboratory Used Oil Analysis
Methods", Spectro Incorporated,
1995.
Drew Troyer, Jim Fitch, "Oil Analysis
Basics", Noria Corporation, 1999.
Jim Fitch, "Elements of an Oil Analysis
Program", Tribology Data Handbook,
1997.
Larry A. Toms, "Machinery Oil
Analysis: Automation & Benefits",
Coastal Skillings, 2nd ed. 1998.
Drew Troyer, "Understanding
Absolute and Kinematic Viscosity",
Praticing oil analysis Magazine,
3/2002.
AMBIENTE
João Gomes
Contaminação do ar interior
por bioaerossóis
Introdução
O termo Síndroma dos Edifícios
Doentes (SED) tem vindo a ser usado
há mais de 15 anos sem uma definição
clara e tem vindo a ser incluído na linguagem comum. Originalmente foi utilizado para referir um conjunto lato
tanto de sintomas médicos, desconforto ambiental e queixas face a odores
desagradáveis (1). Hoje em dia
descreve, mais precisamente, irritações das membranas mucosas, sintomas do sistema nervoso central,
rigidez do tronco, alergias e afecções
da pele. Diversas destas afecções são
originadas por microorganismos em
suspensão na atmosfera que se designam por bioaerossóis.
Relação entre os bioaerossóis
e a saúde
Á medida que tanto as habitações antigas como a novas têm vindo a ser
adaptadas por forma a serem mais eficientes em termos energéticos, as
concentrações de certos contaminantes da atmosfera têm vindo a
aumentar, e a prevalência do SED e
doenças relacionadas com as atmosferas anteriores têm crescido assustadoramente. Em particular, é, hoje em
dia, reconhecido que a incidência da
asma, hospitalizações e mortalidade
relacionadas estão a aumentar, invertendo-se as tendências de diminuição
registadas na década de 70 (2, 3).
O facto de que tanto os valores limite
como as concentrações de poluentes
pulmonares irritantes e partículas
respiráveis no ar ambiente exterior, ter
vindo a baixar na maior parte das
cidades do mundo no decurso das últimas três décadas, sugere que a
poluição do ar ambiente exterior não é
maioritariamente responsável pelo
aumento dos problemas de saúde
atribuíveis ao SED. O aumento da
prevalência da asma e outras doenças
respiratórias veio, assim, alertar para
que os bioaerossóis interiores e outros
alergenos, tais como os ácaros domés-
ticos, podem ter um papel muito importante nessas alterações, embora não
se possa ainda considerar que este
facto esteja clinicamente estabelecido
(4, 5).
Juntamente com o SED, as doenças
associadas a agentes biológicos
podem incluir fungos (5, 6), bactérias
(7, 8) e toxinas microbianas tais como
endotoxina (9) ou micotoxinas (10) e
compostos orgânicos voláteis libertados pelos contaminantes biológicos. A
humidade em excesso está associada
ao aumento da prevalência dos sintomas respiratórios provavelmente
através da promoção do crescimento
de fungos e ácaros (11, 12).
Estudos efectuados sobre as
condições ambientais em habitações
vieram demonstrar o nexo causal
entre os sintomas respiratórios e a
elevada humidade ambiente (13, 14,
15). Viegi e colaboradores (16)
realizaram diagnósticos sobre as
condições de saúde, através de questionários dirigidos, a 3866 pessoas
escolhidas entre a população da Itália
central e verificaram que o uso de sistemas de aquecimento nas habitações
por fogões de sala ou ar forçado estava associado ao aumento da prevalência de dispneias, diminuição da capacidade respiratória e problemas cardiovasculares. Do mesmo modo, os dados
recolhidos durante um estudo de 150
habitações no Kansas (17) sugerem
Aerossóis
Vírus
Bactérias
Endotoxina
Esporos de fungos, micotoxinas
Protozoários
Algas
Pólens
Alergenos de pólen
Efluentes animais (fragmentos e excrementos)
uma correlação entre o aumento de
fungos e o uso de fogões a gás. Estes
autores atribuem este aspecto ao
aumento da humidade no interior das
habitações provocado pela combustão
de gás.
Verificou-se, também, que a existência
nas habitações de caves estão, geralmente, associados a elevadas concentrações de fungos saprofitas. Kodama
e McGee (18) estudaram o desenvolvimento de microorganismos nas
atmosferas interiores em habitações e
encontraram menos fungos naquelas
equipadas com sistemas de ar condicionado do que nas com ventilação
natural, excepto para a espécie
Aspergillus em que se dá precisamente o inverso.
Níveis de concentração de
bioaerossóis
Hawthorne e colaboradores publicaram dados relativos a um estudo
efectuado nos EUA que revelaram a
existência de níveis de fungos em
excesso de 1000 colónias formadas
por metro cúbico (CF/m3) em 49%
das habitações e concentrações de
bactérias desta ordem de grandeza
em 57% das mesmas, tendo-se que as
concentrações destes organismos nas
atmosferas exteriores eram sempre
menores (19).
Outro estudo realizado por Solomon
nos EUA (20) revelou concentrações
Fontes vivas
Animais infectados
Animais infectados
Bactérias gram-negativas
Cogumelos, bolores
Animais infectados
Árvores, relva, plantas
Pólen
Animais vivos
Fontes inanimadas
Água
Água, solo, folhas, ar
Água, solo, folhas, ar
Superfícies de plantas vivas
e mortas, solo, água, ar
Água, solo
Água, solo
Superfícies de folhas, solo
Água
Solo, água, ar
Tabela 1 - Alguns bioaerossoís e suas origens
35
exteriores de fungos no Inverno de
230 CF/m3, e de 342 CF/m3 no interior de habitações.
Um estudo bastante exaustivo efectuado por DeKoster e Thorne (21) relativo
a habitações na zona central dos EUA
procurou investigar as relações entre
as concentrações interiores de
bioaerossóis e as características dos
sistemas de aquecimento, ventilação e
ar condicionado (AVAC), assim como
outros aspectos estruturais dos edifícios. As determinações em causa
foram efectuadas em habitações classificadas como "sem queixas" (A), "com
queixas" (B) e "recentemente intervencionadas" (C) em termos de isolamento e ventilação; tendo sido medidos os
níveis de concentração de fungos a
dois níveis de cada habitação e na
atmosfera exterior, cujos resultados
se apresentam na tabela 2.
Por estes dados tem-se que, em geral,
os níveis de concentração de fungos
são consideravelmente mais elevados
nas caves do que no piso térreo das
habitações, o que parece poder situar
as zonas mais junto ao solo como um
local de amplificação consistente com
o verificado em estudos anteriores
(22) e justificado pela elevada humidade dos solos. Este aspecto, associado à acumulação de fungos derivada
pela baixa circulação de ar e baixa
injecção de ar fresco provocada por
muitos sistemas AVAC leva a que se
cheguem a obter concentrações no
interior dos pisos térreos das
habitações até cerca de 4 vezes superiores ao determinado na atmosfera
exterior. Naturalmente que isto é mais
notório no caso das habitações tipo B
cujos habitantes registam queixas e
menos nos outros tipos. Também se
pode verificar que existe uma distribuição não uniforme para cada uma
das espécies de fungos identificados, o
que tem a ver com características
intrínsecas dessas mesmas espécies.
Ainda no âmbito deste estudo foi investigada, estatisticamente, a possibilidade de ocorrência de correlações
entre as concentrações medidas e
parâmetros estruturais e operacionais
dos sistemas AVAC existentes nas
habitações, tais como a ausência ou
36
presença de humidificadores, desumidificadores, tipo de ar condicionado
(centralizado, localizado ou ausência
deste), tempo médio de utilização do
sistema AVAC, etc. Este estudo conclui
pela existência de correlações com significado estatístico sob este aspecto:
o tipo de sistema de ar condicionado
afecta o nível de fungos presentes,
sendo que as habitações com sistema
centralizado apresentam menos colónias do que aquelas equipadas com sistema localizado ou sem ar condicionado.
Os dados sugerem ainda que muitos
dos sistemas de desumidificação não
dispõem de uma capacidade suficiente
para impedir o desenvolvimento de fungos e que as habitações em que os sistemas estão equipados com filtros de
alta eficiência para tratamento de ar
apresentam níveis significativamente
mais baixos de fungos e microorganismos respiráveis.
efectuados mais estudos detalhados.
Diversos investigadores (23,24) sugeriram que a determinação das
relações entre as concentrações de
contaminantes entre o interior e o
exterior das habitações pode ajudar na
identificação da fonte interior de contaminação.
Em 1989, a ACGIH (25) recomendou
que, para a exposição a esporos de
fungos, os níveis de concentração interior devem ser interpretados em
relação aos ambientes de controlo,
tais como o ar ambiente exterior ou o
ar interior em que não se verifiquem
queixas. Como raramente se encontram disponíveis dados da linha de
base para habitações onde não existem queixas, a prática comum é a comparação com os níveis em ar ambiente
exterior.
Contudo, o estudo do
DeKoster e Thorne (21) indica que
esta avaliação nem sempre tem um
bom valor de significância.
Conclusões
A natureza dos problemas da qualidade do ar interior em habitações residenciais difere substancialmente dos
relativos aos edifícios de escritório,
particularmente nos casos em que
existem contaminantes microbiológicos.
Na realidade, muita da informação relativa ao dimensionamento dos sistemas AVAC para edifícios de
escritórios não é frequentemente relevante para habitações que têm requisitos e padrões diferentes em termos de
ocupação, utilização, necessidades de
ventilação, assim como fontes de contaminação. Muitas destas questões
não se encontram ainda devidamente
esclarecidas e necessitam que sejam
Espécie
Cladosporium
Penicillium
Alternaria
Aspergillus
Fusarium
Enzimas
Outros
Relativamente ao tipo de espécies
encontradas no interior das habitações tem-se que a maior parte dos
fungos
saprófitas,
tais
como
Cladosporium, Alternaria, Penicillium e
Aspergillus predominam mundialmente no ar exterior (26). Em geral, a
espécie Cladosporium é a predominante, seguida pela espécie Penicillium,
dependendo naturalmente das condições climatéricas reinantes.
De notar que todos os estudos aqui
referidos apontam para a existência de
importantes correlações entre os contaminantes biológcos encontrados no
interior das habitações e as características dos sistemas AVAC aí instalados.
Em particular, o estudo de DeKoster e
Habitação tipo A Habitação tipo B Habitação tipo C Exterior
Cave
Sala
Cave
Sala
Cave
Sala
253
272
306
470
557
198
1790
296
184
6030
455
186
75
118
37
40
24
26
39
34
129
45
33
1060
215
24
14
37
18
19
8
8
13
17
42
33
25
13
22
47
39
29
80
70
300
182
53
59
93
Tabela 12 - Concentrações de fungos (CF/m3) em habitações,
segundo DeKoster e Thorne (21)
Thorne (21) ao detectar concentrações mais elevadas de bioaerossóis
nas caves do que nos pisos térreos e
uma tendência análoga entre as
habitações dos tipos A e B face às do
tipo C, indicam que a intervenção neste
último tipo de habitações, que consistiu
na instalação de melhores sistemas
AVAC, com melhor controlo de humidade e retenção de alergenos, é eficaz
Bibliografia
(1) Thorne, P.S.; LeVasseur, J.A., "Levels of
airborne bacteria and fungi associated with
sick and healthy homes"; Toxicologist, 12,
223 (1992)
(2) Gergen, P.J.; Weiss, K.B., "The increasing problem of asthma in the United
States", Am. Rev. Respir. Dis., 146, 823
(1992)
(3) Yunginger, J.W. et al., "A community
based study of the epidemiology of asthma:
incidence rates 1964-83", Am. Rev. Respir.
Dis., 146, 888 (1992)
(4) Sporik, R., et al., "Exposure to housedust mite allergen and the development of
asthma in childhood", N.Engl.J. Med., 323,
502 (1990)
(5) Miller, J.D., "Fungi as contaminants in
indoor air", Atmos. Environ., 26A, 2163
(1992)
(6) Burge, P.S., "Bacteria, fungi and other
micro-organisms" in Indoor Air Pollution:
Problems and Priorities, G.B. Leslie e F.W.
Lunau Eds., Cambridge Univ. Press,
Cambridge, 1992, pp. 29-61
(7) Thorne, P.S., "Sump additives as a
source of bioaerosols in a school building",
Vet. Human Toxicol., 35, 141 (1993)
(8) Hood, M.A., "Gram negative bacteria as
bioaerosols" in Biological Contaminants in
Indoor Environments, P.R. Morley, J.C.
Feeley e J.A.Otten Eds., ASTM STP 1071,
ASTM, Philadelphia, 1990, pp. 60-70
(9) Olenchock, S.A., "Endotoxins" in
Biological Contaminants in Indoor
Environments, P.R. Morley, J.C. Feeley e
no controlo de bioaerossóis. Os diversos estudos pareceram ainda indicar a
inexistência de relação entre as concentrações elevadas de bioaerossóis
bacterianos e os parâmetros construtivos das habitações, embora exista
uma relação directa entre essas concentrações e o número de indivíduos
residindo nas mesmas casas.
J.A.Otten Eds., ASTM STP 1071, ASTM,
Philadelphia, 1990, pp. 190-200
(10) Jarvis, B.B., "Mycotoxins and indoor air
quality" in Biological Contaminants
Environments, P.R. Morley, J.C. Feeley e
J.A.Otten Eds., ASTM STP 1071, ASTM,
Philadelphia, 1990, pp. 201-214
(11) Dales, R.E. et al., "Respiratory health
effects of home dampness and molds
among Canadian children", Am. J.
Epidemiol., 134, 196 (1991)
(12) Platt, S.D. et al., "Damp housing, mould
growth and symptomatic health state", Br.
Med. J., 298, 1673 (1989)
Contudo, as características das
habitações que resultam no aparecimento de baixas concentrações de
bioaerossóis fúngicos são uma baixa
humidade das caves e pisos térreos,
grande utilização de sistemas centralizados de ar condicionado, isolamento
eficaz das caves e pisos térreos e filtros de alta eficiência instalados nos
sistemas AVAC.
microbial contaminants in indoor environments", Arch. Of Env. Health, 41, 306
(1986)
(19) Hawthorne, A.R., et al., "Case studymultipollutant indoor air quality study of
300 homes in Kinston/Aharriman,
Tennessee" in Design and Protocol for
Monitoring Indoor Air Quality, N.L. Nagda e
J.P. Harper Eds., ASTM STP 1002, ASTM,
Philadelphia, 129 (1989)
(20) Solomon, W.R., "A volumetric study of
winter fungus prevalence in the air of
Midwestern homes", J. Allergy Clin.
Immunol., 57, 46 (1976)
(13) Wagemaekers, M.N. et al.,
"Respiratory symptoms in damp homes",
Allergy, 44, 192 (1989)
(21) De Koster, Thorne, P.S., "Bioaerosols
concentrations in noncomplaint, complaint,
and intervention homes in the Midwest",
Am. Ind. Hyg. Assoc. J., 56, 575 (1995)
(14) Strachan, D.P., Sanders, C.H., "Damp
housing and childhood asthma: respiratory
effects of indoor air temperature and relative humidity", J. Epid. Comm. Health, 43, 7
(1989)
(22) Rahjhans, G.S., "Findings of the Ontario
Interministerial Committee on indoor air
quality" in Proceedings of the
ASHRAE/SOEH Conference on IAQ 1988,
ASHRAE Inc., 1989, pp. 195-223
(15) Strachan, D.P. et al., "Quantification of
airborne moulds in the homes of children
with and without wheeze", Thorax, 45, 382
(1990)
(23) Burge,H.A., et al, "Bioaerosols", Appl.
Ind. Hyg., 2, 10 (1987)
(16) Viegi, G. et al., "Effects of the home
environment on respiratory symptoms of a
general population sample in middle Italy",
Arch. Environ. Health, 47, 64 (1992)
(17) Su, H.J., et al., "Examination of fungi in
domestic interiors by using factor analysis:
correlation and associations with home factors", Appl. Environ. Microbiol., 58, 181
(1992)
(18) Kodarna, A.M., McGee, R.I., "Airborne
(24) Reynolds, S.J., et al. "Elevated airborne
concentrations of fungi in residential and
office environments", Am. Ind. Hyg. Assoc.
J., 51,601 (1990)
(25) American Conference of
Governmental Industrial Hygienists (ACGIH),
"Guidelines for the Assessment of
Bioaerosls in the Indoor Environment",
Cincinnati, 1989. p.8
(26) Gregory, P.H. "The Microbiology of the
Atmosphere", Leonard Hill Ltd, London,
1961. pp.108
37
AMBIENTE
Gestão da água em regiões semi-á
áridas:
caso de estudo na bacia hidrográfica do Rio Guadiana
A bacia hidrográfica do rio
Guadiana é uma das
maiores da Península
Ibérica. O consumo de
água na bacia está polarizada pelas actividades
agrícolas, industriais e
uso doméstico, com uma
distribuição de cerca de
19% em Portugal e 81%
em Espanha. Uma característica importante desta
bacia hidrográfica é a
forte variação sazonal no
caudal, como consequência da regularidade interanual de períodos de
chuva e seca. Em períodos
de seca, são vários os
afluentes do Guadiana
sem caudal e em muitos
outros se encontram
níveis significativos de
eutrofização. A monitorização das alterações na
qualidade da água está a
ser efectuada bem como
a análise de resultados de
redes de monitorização já
existentes. Com estes
dados, o projecto
TRANSCAT está a desenvolver um DSS, integrando
vários dados SIG para
cada área-piloto.
38
Introdução
Ao longo da história, Portugal e
Espanha aprenderam a partilhar os
recursos hídricos transfronteiriços.
Dos cinco rios partilhados, o rio
Guadiana constitui um caso singular,
onde o rio atravessa território
Espanhol, entra em Portugal e finalmente se transforma num longo
estuário que delimita a fronteira entre
os dois países.
A bacia hidrográfica do Guadiana é
uma das maiores da Península Ibérica,
com 66.780 Km2 - com 55.200 Km2
(83%) em Espanha e 11.580 Km2
(17%) em Portugal.
O rio Guadiana percorre 550 Km em
território Espanhol e 260 Km em
Portugal. Alguns destes delimitam a
fronteira entre os dois países
(Ministério de Médio Ambiente, 1998).
A Tabela I inclui alguns dados sobre utilização de água e ratio de utilização de
água (comparação entre o consumo e
produção) em ambos os países.
Esta bacia hidrográfica apresenta as
condições típicas das regiões semi-áridas do sul da Europa, com as suas ca-
racterísticas climáticas e sociais muito
particulares. O clima, o tipo de solo e a
hidrogeologia têm uma significância
acrescida na disponibilidade dos recursos hídricos em área semi-áridas e um
dos factores mais influentes na recarga subterrânea da bacia. Por outro
lado, as actividades que consomem
água afectam seriamente a sua quantidade e consequentemente a disponibilidade. Algumas destas actividades são
a urbanização, a indústria e a produção
agrícola. O aumento de superfícies
impermeáveis tem o efeito de redução
na infiltração de água e na recarga de
aquíferos subterrâneos.
A maior parte da água retirada do rio
Guadiana é usada nos sectores da
agricultura, indústria e nas actividades
domésticas. A poluição difusa provocada pelas escorrências da agricultura e
as fontes pontuais como unidades
industriais, actividades mineiras,
estações de tratamento de águas
residuais e aterros/lixeiras ilegais,
entre outras, estão identificadas como
as principais fontes de contaminação
da bacia hidrográfica. De acordo com
dados recentes, 81% da água para irrigação e distribuição doméstica é uti-
Tabela I - Recursos e usos da bacia do Guadiana (Maia, 2001).
Dados da bacia
Espanha
Portugal
População (106 hab)
0,23
1,67
Caudal natural médio (Km3/ano)
4,97
1,70
Consumo (Km /ano)
2,37
0,56
48
34
8,9
0,3
3
Ratio de utilização de água (%)
Capacidade de armazenamento (Km )
3
lizada em Espanha e 19% em Portugal.
Mais, cerca de 75% da descarga anual
do rio é produzida em Espanha e 25%
em Portugal.
Condições naturais
Enquanto a água é um recurso renovável, a sua disponibilidade no tempo e
no espaço está limitada pelo clima,
geografia e condições físicas, que influenciam a sua quantidade e qualidade
na bacia hidrográfica. Estimativas
recentes sugerem que as alterações
climáticas são responsáveis por um
incremento de 20% na escassez de
água no mundo (UNESCO, 2003). Na
bacia hidrográfica do Guadiana, as
condições climáticas são caracterizadas por uma elevada temperatura
no Verão e moderada no Inverno, um
regime pluviométrico irregular, o que é
típicos de áreas Mediterrânicas. Em
geral, os cursos de água de regiões
semi-áridas, apresentam um caudal
muito reduzido em períodos secos. A
pluviosidade é caracterizada por curtos períodos de chuva, seguidos de longos períodos de seca, e grandes variações sazonais. Apesar da distribuição
irregular da precipitação, a assimetria
em Portugal não é tão intensa como
em Espanha. Estas variações sazonais
tornam-se tão significativas como as
actividades humanas sobre o consumo
de água, para os sectores da agricultura e industrial.
Quanto às águas subterrâneas, deve
realçar-se a sua utilização excessiva,
especialmente nos troços mais a montante do rio em plena Extremadura
Espanhola, onde vários aquíferos
foram declarados como sobre-explorados, bem como na província de
Huelva, mais a Sul. No território
Português, a hidrogeologia da bacia
tem uma capacidade mais limitada. Tal
como em outras regiões do Sul da
Europa, o impacte hidrogeológico das
secas tem sido intensificado pela
sobre-exploração dos recursos - isto
sucede particularmente com os recursos subterrâneos, conduzindo a uma
recarga subterrânea insuficiente, seca
de fontes e minas, redução do caudal
dos cursos de água, destruição de
zonas húmidas, e em zonas mais
costeiras a intrusão salina.
Problemas relacionados com a
quantidade de água
A necessidade básica de água é uma
das principais preocupações das
autoridades governamentais em todo
o mundo. No caso particular das
regiões semi-áridas, a garantia de
recursos hídricos adequados é severamente ameaçada pela dominância de
condições climáticas desfavoráveis.
No lado Espanhol da bacia hidrográfica
do rio Guadiana, a agricultura, especialmente a irrigação por aspersão, apresenta o consumo mais elevado. O
intenso consumo juntamente com um
regime extremamente irregular da
disponibilidade de água, geram problemas de sobre-exploração e escassez
de recursos. A sobre-exploração afec-
ta não só a agricultura, mas também a
distribuição para consumo humano.
Esta situação tem aumentado a necessidade de regulação de caudal por
meio de barragens e represas. O Plano
Hidrológico da Bacia do Guadiana
(Espanhol) e o Plano de Bacia do Rio
Guadiana (Português) propõem a
implementação do uso racional dos
recursos hídricos em todas as suas
utilizações (IBERAQUA, 2003). Na
parte Portuguesa da bacia, a quantidade de água consumida por todos os
sectores de actividade, totaliza aproximadamente 182 hm3/ano, atingindo
268 hm3/ano se se incluir a região
leste do Algarve, mas dependendo do
caudal do rio.
As actividades mais directamente
afectadas pela redução de caudal em
Espanha, são a irrigação e a pecuária.
Este facto, agravado no anos de seca,
originam sérias dificuldades na satisfação das necessidades de água. A
Tabela II inclui os dados actuais sobre
consumos anuais por tipo de utilização
em ambas as partes da bacia.
Uma das soluções mais frequentes
para combater a falta de disponibilidade de água, é a construção de reservatórios artificiais - barragens, represas e açudes. Em Espanha, as barragens do rio Guadiana não estão dirigidas à produção de energia eléctrica são estatais e dirigidas na maioria
para a irrigação e controlo de cheias.
No entanto, um dos objectivos do actual plano de bacia inclui a intenção de
aumentar a produção eléctrica na
bacia hidrográfica. Por outro lado, a
escassez e a redução da qualidade dos
recursos subterrâneos conduziram a
Tabela II - Volumes de água consumidos anualmente por tipo de utilização na bacia hidrográfica do rio Guadiana, em Espanha e Portugal (IBERAQUA, 2003).
Consumo
(hm3/ano)
Uso
%
Agricultura e
pecuária
Es
22.285
90
Pt
166
91
Doméstico e consumo humano
Es
156
6
Pt
15
8
Es
88
4
Pt
2
1
Industrial
Observações
Quantidade insuficiente
Quantidade insuficiente
Faltas de fornecimento
39
um aumento do consumo dos recursos superficiais, e consequentemente
à necessidade de mais barragens.
Problemas relacionados com a
qualidade da água
Para além da óbvia necessidade de
uma quantidade suficiente de água, é
essencial controlar a qualidade da
água armazenada nos reservatórios
artificiais - a eutrofização é causada
pelo excesso de nutrientes, que
surgem através da escorrências da
agricultura, a siltação causada pela
acumulação de material inorgânico de
pequenas dimensões, e a salinização,
quando a evaporação excede a precipitação. Estes processos podem causar
sérias restrições à utilização da água
para a irrigação e consumo humano.
A disponibilidade de água superficial
em períodos chuvosos é colocada em
risco pelo aumento da carga poluente,
e a redução do caudal do rio favorece
a baixa qualidade da água por menor
efeito de diluição. As principais fontes
de poluição na bacia do Guadiana são
as descargas de efluentes não tratados, especialmente industriais, e ainda
a poluição difusa, com origem na agricultura e pecuária. Foram feitos vários
investimentos nos últimos anos, nas
infra-estruturas de tratamento de
águas residuais, quer em Espanha
quer em Portugal. Nas áreas de agricultura intensiva, os aquíferos apresentam níveis elevados de risco de
poluição por fosfatos.
A indústria de processamento de
carnes e produção de azeite são as
mais representadas na parte
Espanhola da bacia. Os efluentes originados contêm grandes quantidades de
matéria orgânica e nitratos, e a indústria do azeite utiliza grandes quantidades de potássio no seu processo
produtivo e geralmente estão presentes também nos seus efluentes. De
igual modo, surgem grandes quantidades de sódio nos efluentes das
unidades de processamento de carne,
devido ao uso de sal nos processos de
secagem.
No lado Português da bacia, as actividades industriais incluem também o
processamento de carne, a produção
40
de azeite, os curtumes, fabricação de
maquinaria, processamento de resíduos sólidos, indústria da madeira e
cortiça, e indústria da borracha. A
pecuária e a agricultura contribuem
ainda com matéria orgânica, nitratos e
fosfatos para os cursos de água receptores. A presença de lixeiras e aterros
não controlados é um outro aspecto
importante, bem como a exploração
mineira de cobre e estanho. Por forma
a avaliar as alterações da qualidade da
água na parte transfronteiriça da
bacia, foram estabelecidas onze
estações de amostragem que não
estavam incluídas na rede de monitorização regular das autoridades regionais de ambos os países. Nestes locais
foram analisados diversos parâmetros
físico-químicos in-situ e em laboratório
A gestão de água transfronteiriça
Até recentemente, as relações bilaterais entre Espanha e Portugal no que
respeita aos aspectos da gestão da
água, estavam baseados na partilha
dos recursos hídricos para a produção
de energia eléctrica. Em Novembro de
1998, ao abrigo da legislação ambiental internacional e comunitária e da
exploração sustentável da água, foi
estabelecido e assinado um novo acordo bilateral que estabelece um caudal
mínimo para secções específicas do
rio em anos com valores normais de
precipitação - a Convenção de
Albufeira (IBERAQUA, 2003).
A gestão do recurso nas bacias
Ibéricas enfrenta um novo desafio com
a implementação de novos instrumentos. Ambos os países iniciaram a transposição da Directiva-Quadro da Água
(DQA) para a legislação nacional, com
o objectivo de prevenir a deterioração
da condição ecológica, a poluição das
águas superficiais e a recuperação do
estado destas, por forma a atingir um
bom estado de qualidade, de acordo
com o espírito da DQA. Como requisitos, encontramos a elaboração de programas de monitorização do estado do
recurso que permitam análises coerentes e exaustivas. A DQA define para
o programa de monitorização, os
parâmetros indicativos para a hidromorfologia e qualidade físico-química
para a classificação do estado ecológico (JOCE, 2000).
A DQA declara que a gestão futura de
bacias hidrográficas nos estadosmembro da UE deve incluir a participação relevante das partes interessadas (stakeholders) na definição e
implementação de planos. Especificamente, o guia de participação pública
no âmbito da DQA, identifica três grupos: o público em geral ou grupos de
indivíduos da comunidade não organizados, mas que têm interesses na
gestão da bacia; stakeholders, com
representantes de grupos ou organizações afectadas ou com efeito nos
planos de gestão; e entidades competentes, que têm a responsabilidade de
decidir e implementar os planos de
gestão.
O projecto TRANSCAT
O projecto TRANSCAT (Integrated
Water Management of Transboundary
Catchments) lida com as questões da
gestão de recursos hídricos em bacias
hidrográficas transfronteiriças. É um
projecto Europeu, co-financiado pelo
V Programa-Quadro de apoio, ao abrigo
do programa Energia, Ambiente e
Desenvolvimento Sustentável (EESD), e
que pretende desenvolver um sistema
de apoio à decisão (DSS) para a gestão
integrada de cinco bacias transfronteiriças Europeias.
O projecto integra dados de clima,
hidrologia, hidrogeologia, ecologia, paisagem e economia numa base de
dados em formato SIG. Os dados
baseados em sistemas de informação
geográfica ajudam a suportar o processo de tomada de decisão num modo
mais user-friendly e cativante. Espera-se que combinando as capacidades de
DSS e SIG, se produza uma ferramenta
melhorada para este caso particular de
gestão e processo de decisão.
Conclusões
A bacia hidrográfica do rio Guadiana
está localizada numa região semi-árida
e apresenta um balanço hídrico crítico
e não-compensado. As situações
hidrológicas extremas, nomeadamente
secas, devem ser tidas em consideração, e devem ser estabelecidos
planos de acção com base nas diferentes bacias hidrográficas. Enquanto a
quantidade de água está directamente
dependente dos factores hidrológicos
da bacia, a qualidade da água, por seu
lado, está dependente das actividades
antropogénicas (principalmente indústria e agricultura) induzindo uma
escassez do recurso em períodos mais
secos. Nestes períodos, os baixos caudais registados, conduzem a uma competição pelo fornecimento de água
pelos diferentes utilizadores, resultando em restrições nos volumes requeridos com consequências económicas e
sociais, e por vezes em deterioração
severa da ecologia do rio a longo prazo.
Os sistemas de apoio à decisão podem
ser ferramentas efectivas para os
decisores e outros utilizadores. A integração de informação digital apresentada em formato SIG ajuda na abordagem aos problemas, apontando intuitivamente para soluções.
Nuno Cosme, Sónia Sousa, Marco Estrela
ISQ - Portugal
Andrés Olay, Rodrigo Álvarez, Jorge Loredo
ETS - Univ. Oviedo
Referências
IBERAQUA (2003): Aplicação da
Directiva-Quadro da Água e
Convenção Luso-Espanhola de 1998
na Bacia Hidrográfica do Guadiana.
JOCE (2000). Directiva
2000/60/CE do Parlamento
Europeu e do Conselho de 23 de
Outubro de 2000, que estabelece
um quadro de acção comunitária no
domínio da política da água. L327.
22-12-2000.
Maia, R. (2001): Sharing the waters
of the Iberian Peninsula, Faculty of
Engineering of Porto University,
Portugal.
Ministério de Médio Ambiente
(1998): Libro blanco del agua,
Ministério de Médio Ambiente Madrid.
UNESCO (2003): Water for people,
water for life, Executive Summary of
the UN World Water Development
Report, Paris - France.
(IN)FORMAÇÃO
Software ADITEC
Apoio à decisão em Investimentos Técnicos
Porquê o ADITEC?
O ISQ desenvolveu um conjunto de
aplicações informáticas, designado
ADITEC, que permite a avaliação
económica e multicritério de alternativas de investimento em equipamentos, instalações e outras infra-estruturas.
O ADITEC resultou da constatação
que os gestores técnicos de um
número considerável de empresas
não dominam os conceitos de análise
económica, e da vontade do ISQ em
fazer algo que pudesse colmatar esta
lacuna de uma forma simples e
pedagógica. Com efeito, as decisões
de investimento são frequentemente
tomadas de forma empírica e apressada, sem a devida ponderação de
todas as consequências económicas
e estratégicas.
Noutras ocasiões, quando alguém
com funções técnicas se apercebe
de uma oportunidade de melhoria,
tem dificuldade em formulá-la nos termos mais adequados, podendo a sua
iniciativa não ser acolhida pela hierarquia por não a ter entendida. Em
próximas oportunidades, é provável
que estes técnicos não apresentem
novas ideias pela desmotivação associada.
O que é o ADITEC?
O ADITEC usa os métodos científicos
adequados a estas situações, e inclui
um tutor de enquadramento conceptual, o qual esclarece o utilizador
quanto ao significado dos termos
empregues e explica o cálculo com
exemplos correntes. Criam-se, assim,
as condições para que muitas oportunidades de melhoria da produtividade
não continuem a perder-se.
O ADITEC é composto por um conjun42
Vida económica de um equipamento n*
to de quatro módulos que tratam da
análise económica e de dois módulos
que tratam da análise multicritério.
A Análise Económica
Os quatro módulos sobre análise
económica permitem responder a
diversas questões, as quais, sendo do
âmbito da engenharia, devem ser
também consideradas na vertente
económica. Com efeito, as avaliações
da engenharia, fundamentadas em
critérios técnicos, devem ser sempre
complementadas com critérios de
racionalidade económica. Esta parte
cobre o tema dos investimentos típicos de substituição, do aumento (ou
diminuição) da capacidade e da
melhoria da produtividade.
reparação num equipamento (a
vida restante aumentará ou o
custo do ciclo de vida restante
reduzir-se-á?)
iii) Qual o equipamento mais
económico entre vários alternativos na perspectiva do custo do
ciclo de vida (aquisição,
aluguer,...)?
iv) Qual o período de retorno do
capital investido (pay-back) num
projecto de melhoria da produtividade?
O software permite introduzir o conceito de incerteza nas análises per-
Estes quatro módulos permitem
responder a questões do tipo:
i) Qual o momento mais económico para substituição de um qualquer equipamento?
ii) É economicamente viável realizar uma determinada grande
Determinação do momento em que um
equipamento deve ser substituído
mitindo que as variáveis sejam introduzidas considerando três estimativas
de valor: "o mínimo", o "máximo" e "o
mais provável". Um algoritmo de simulação combina depois valores gerados
aleatoriamente destas variáveis e
fornece os resultados com a precisão
estatística desejada. Entre estes resultados, o ADITEC informa sobre a probabilidade de uma expectativa não se
confirma
A Análise Multi-Critério
Tabela de comparação dos critérios dois a
dois
Hierarquia composta por 5 critérios, um
dos quais se desdobra noutros dois
Os dois módulos sobre análise multicritério permitem responder complementarmente a algumas das questões
abordadas na análise económica com
base em critérios múltiplos. Adicionalmente, o método multicritério desenvolvido pode prestar apoio à elaboração de especificações destinadas a
integrar os cadernos de encargos nos
processos de consulta aos fornecedores de equipamentos.
No ADITEC o utilizador começa por
construir a hierarquia de critérios e de
sub-critérios considerados pertinentes
para a decisão. Procede depois à comparação, dois a dois, dos critérios em
cada nível da hierarquia de acordo
com uma tabela de preferências. Em
caso de incerteza, o utilizador poderá
seleccionar os limites de um intervalo
de valores para cada peso. O ADITEC
corre depois um algoritmo de simulação, o qual permite "filtrar" as corridas que resultam em rácios de incoerência superiores a um limite aceitável
e determinar os valores esperados
dos pesos de cada critério em cada
nível da hierarquia.
Segue-se a definição das métricas de
cada critério quantitativo e o sentido
da variação do mérito de cada um
deles com o valor da correspondente
métrica. O ADITEC realiza depois o cálculo de adimensionalização e normalização dos valores das métricas, transformando-os em mérito. O utilizador
procede à comparação dois a dois das
propostas alternativas à luz de cada
critério qualitativo de acordo com uma
tabela de preferências.
Finalmente os valores de mérito são
ponderados ao longo da hierarquia e
mostrados sob a forma tabular e gráfica bem como o ranking das várias
propostas alternativas.
Como usufruir do ADITEC?
O ISQ utiliza e disponibiliza o ADITEC
como ferramenta de suporte:
a actividades de natureza formativa;
a actividades de natureza consultiva;
a actividades de assessoria e avaliação.
Para quaisquer esclarecimentos
sobre o produto e serviços disponíveis,
por favor contactar:
Hierarquia de avaliação do mérito das várias alternativas
José Lopes dos Santos
[email protected]
+351 21 422 81 16
43
Castelo Branco ganha importância a nível
mundial
ISQ abre espaço de Serviço ao Cliente
O Laboratório de Ensaios de equipamentos de frio
que o Instituto de Soldadura e Qualidade detém em
Castelo Branco está a ser duplicado para fazer face
à procura. A obra custa 800 mil euros, deverá estar
pronta em Novembro e torna a estrutura uma das
mais modernas da Europa.
As organizações são dinâmicas e encontram-se em constante evolução… os processos e os procedimentos têm de
acompanhar essa evolução.
A garantia é do responsável técnico do Laboratório
do ISQ em Castelo Branco, Telmo Nobre, que justifica
o investimento “por necessidades de mercado”, uma
vez que a lista de espera, em termos de marcações
de ensaios, já atinge os três a quatro meses.
Assim o ISQ pretende evitar que as empresas
tenham de se deslocar a Madrid, Bordéus ou Paris,
os locais mais próximos onde existem túneis com as
mesmas características.
Também permite que as empresas cumpram a Lei,
ou seja, que certifiquem as suas caixas de acordo
com a norma ATP, a qual resulta de um acordo internacional emanado pela Organização das Nações
Unidas, algo que dá maior garantia de qualidade dos
consumidores.
“Esta certificação garante que a caixa tem qualidade
em termos de isotermia, ou seja, a quantidade de
calor que ela perde para o exterior é controlada”.
Garante ainda o certificado de garantia na Direcção
Geral dos Transportes Terrestres. Dado o bom
desempenho do laboratório, a Direcção Geral decidiu
atribuir-lhe essa competência.
“A partir de 1 Janeiro do ano passado que emitimos
todos os certificados ATP a nível nacional”.
44
Assim sendo, e com o objectivo de centralizar o Atendimento
e dinamizar a Gestão Comercial, entrou em funcionamento
em Maio de 2005, no edifício D – piso 0, o Serviço ao Cliente
(SC).
Este serviço serve de suporte a uma orientação comercial
que se pretende cada vez mais focada no Cliente, pretendendo melhorar o nível de atendimento e garantir a estrutura de
suporte às operações de Gestão Comercial.
Destinado a assegurar o atendimento presencial e telefónico geral dos Clientes ISQ, numa primeira fase este serviço
incide principalmente nas áreas do Gás e da Electricidade,
mais propriamente na recepção/registo de Projectos de
Gás e de Electricidade, na marcação de Inspecções, bem
como no esclarecimento de quaisquer questões associadas.
O SC pretende elevar o nível de serviço prestado ao desenvolver competências internas que permitam dar uma
resposta imediata a questões de carácter transversal colocadas pelos nossos Clientes no que diz respeito aos serviços
do ISQ.
WWTREAT
Modernização do ISQ
O ISQ é coordenador do projecto WWTREAT (Waste Water
Treatment Improvement Efficiency in
Small Communities), um projecto Europeu
co-financiado pelo Programa LIFEEnvironment da UE. Contam-se entre os
parceiros, os SMAS da Câmara Municipal
de Sintra e o INOV (INESC-Inovação), e
mais três parceiros Europeus (do País
Basco, Irlanda do Norte e Hungria).
A estratégia de modernização do ISQ foi definida com
base em dois vectores:
reorganização interna e
implementação de um sistema de gestão que permita
uma
perspectiva
integrada da organização.
O projecto visa a melhoria da eficiência do tratamento de águas
residuais em pequenas comunidades, tendo como caso de estudo
três Estações de Tratamento de Águas Residuais geridas pelos
SMAS de Sintra - ETARs de Almoçageme, Magoito e Vila verde.
No âmbito das actividades de divulgação do projecto, o ISQ
elaborou um folheto informativo - o Guia Prático para o Uso
Eficiente de Água e para o Funcionamento Eficaz de Sistemas de
Saneamento, onde se incluem algumas medidas para a utilização
racional da água, bem como outras informações genéricas sobre
tratamento de águas residuais. O folheto será distribuído pelos
SMAS a cerca de 4.600 utentes abrangidos pelo serviço das
referidas ETARs.
Neste sentido, foi decidido proceder-se à implementação do SAP, o qual deverá ser um dos principais instrumentos de suporte à mudança
estratégica a efectuar nos próximos anos. O principal objectivo desta decisão está intimamente
relacionada com a necessidade de aumentar a eficiência do ISQ, melhorando a nossa capacidade de
respostas às diversas solicitações, externas e
internas.
Este projecto terá o seu arranque formal no próximo dia 8 de Julho, devendo todo o Plano de
Comunicação associado estar assente na mascote que junto divulgamos.
ISQ na 8ª COTEQ
Este evento, um dos mais renomados para a Indústria
Brasileira, decorreu de 07 a 10 de Junho em Salvador
(Bahia), Brasil e teve como objectivos promover a troca de
conhecimentos e ideias somando experiências e ampliando
negócios, através da presença de profissionais de liderança
na área da Integridade Estrutural de Equipamentos, de
Ensaios Não Destrutivos, Inspecção, Corrosão e Pintura.
Os Eventos Envolvidos incluíram:
• Congresso Nacional de Ensaios Não Destrutivos;
• Congresso Brasileiro de Corrosão;
• Seminário de Inspecção de Equipamentos;
• Exposição de Tecnologia de Equipamentos para
Corrosão & Pintura, END e Inspecção de Equipamentos.
O ISQ / ISQ Brasil estiveram presentes com um stand onde
foram divulgadas soluções ligadas à Engenharia de
Inspeção de Equipamentos, incluindo as de Avaliação de
Vida Restante, cálculos estruturais de tubagens e recipientes sobre pressão, análise experimental e teórica de tensões, com apoio complementar ou isolado de técnicas de
inspeção não convencional. Neste capítulo destacou-se a
exibição de um equipamento de ultrasons automatizado
montado sobre um tubo de aço de 20'' com soldadura circunferencial, que foi o alvo das atenções do nosso público
visitante.
A participação do ISQ nos trabalhos técnicos esteve repre-
sentada ao mais alto nível, com a apresentação de 3 trabalhos técnicos sobre Aplicações TOFD na Detecção e
Dimensionamento de Defeitos, Medição de Camada de
Magnetite em Tubos de Caldeira por US e RBI no ISQ, brilhantemente pronunciados pelo Engs. Pedro Barros e
Correia da Cruz.
Destaca-se como saldo da nossa participação as excelentes oportunidades que se vislumbram nas Áreas de
Avaliação de Vida Residual (Caldeiras) e RBI, bem como nas
de aplicação de técnicas de ensaios não destrutivos não
convencionais (TOFD e Phased Array). Foram feitos igualmente importantes contactos no sector termoeléctrico
onde existem vastas possibilidades de aplicação do Know
How ISQ.
45
NORMALIZAÇÃO
PROJECTOS DE NORMA EM INQUÉRITO PÚBLICO
CEN
TC 23 - TRANSPORTABLE GAS
CYLINDERS
EN 12863:2002/prA 1:2005
Transportable gas cylinders Periodic
inspection and maintenance of dissolved acetylene cylinders
Data Limite: 2005-08-05
prEN ISO 22435:2005
Gas cylinders cylinder valves with
integrated pressure regulator specification and type testing (ISO/DIS
22435:2005)
Data Limite: 2005-08-10
TC 69 - INDUSTRIAL VALVES
prEN 558:2005
Industrial valves face-to-face and centre-to-face dimensions of metal
valves for use in flanged pipe systems PN and class designated valves
Data Limite: 2005-08-31
prEN 12982:2005
Industrial valves end-to-end and centre-to-end dimensions for but welding
and valves
Data Limite: 2005-10-07
TC 104 - CONCRETE (PERFORMANCE, PRODUCTION, PLACING
AND COMPLIANCE - CRITERIA)
prEN 15183:2005
Products and systems for the protection and repair of concrete structures
test methods corrosion protection test
Data Limite: 2005-08-10
prEN 15184:2005
Products and systems for the protection and repair of concrete structures
test methods shear adhesion coated
steel to concrete (pull-out test)
Data Limite: 2005-08-10
TC 114 - SAFETY OF MACHINERY
46
EN 1088:1995/prA 1:2005
Safety of machinery interlocking
devices associated with guards Principles for design and selection.
Amendment 1: Design to minimize
defeat possibilities
Data Limite: 2005-08-24
prEN 11161:2005
Safety of machinery integrated manufacturing systems basic requirements
(ISO/DIS 11161:2005)
Data Limite: 2005-08-17
TC 121 - WELDING
PrCEN/TR 15235:2005
Welding methods for assessing imperfections in metallic structures
Data Limite: 2005-08-12
prEN 1093-2:2005
Safety of machinery evaluation of the
emission of airborne hazardous substances. Part 2: Tracer method for
assessing the emission rate of a specified pollutant
Data Limite: 2005-09-21
prEN ISO 2560:2005
Welding consumables covered electrodes for manual metal arc welding of
non-alloy and fine grain steels.
Classification (ISO 2560:2002)
Data Limite: 2005-10-21
prEN ISO 9453:2005
Soft solder alloys chemical compositions and forms (ISO/DIS 9453:2005)
Data Limite: 2005-08-17
prEN ISO 14705:2005
Welding coordination tasks and
responsibilities (ISO/DIS
14731:2005)
Data Limite:
2005-08-03
NORMAS PORTUGUESAS PUBLICADA
C800/ CT 80
NP EN ISO 10012: 2005 (1º
edição)
Sistemas de gestão da Medição.
Requisitos para processos de medição
e equipamento de medição
(ISO 10012:20 03)
EN ISO 10012:2003 IDT
Termo de Homologação nº 1/2005,
de 2005-01-03
C1020/ CT 102
NP 4436: 2005 (1º edição)
Tubos flexíveis de borracha e de plástico para utilização com gás combustível. Requisitos para os tubos de borracha e de plástico para ligação dos
aparelhos que utilizam combustíveis
gasosos da 2ª família
Termo de Homologação nº
2005/0025, de 2005-02-15
C1500/ CT 150
NP EN ISO 14040: 2005 (1º
edição)
Gestão ambiental avaliação do ciclo de
vida princípios e enquadramento
(ISO 14040:1997)
EN ISO 14040:1997 IDT
Termo de Homologação nº
2005/0007, de 2005-01-18
E900/ CT 9
NP EN 50125-1: 2005 (1º edição)
Aplicações ferroviárias - Condições
ambientais para o material. Parte 1:
Equipamento a bordo do material circulante
EN 50125-1:1999 IDT
Termo de Homologação nº
2005/0049, de 2005-03-31
Exemplares destes projectos de
Norma podem ser solicitados ao
ISQ (Instituto de Soldadura e
Qualidade), nos domínios em que ele
é o Organismo de Normalização
Sectorial:
Soldadura
Aparelhos de Elevação e
Movimentação
Contentores
Recipientes sob Pressão
Metrologia Linear e Angular
Ensaios não Destrutivos
Nos restantes, contactar o IPQ:
Instituto Português da Qualidade,
Rua António Gião, 2, 2829-513
Caparica; Telef: 21294 81 00; Fax:
21 294 81 01
Baixar