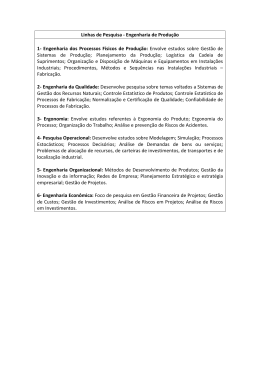
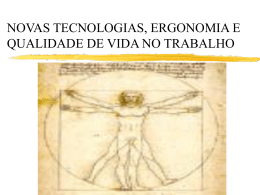
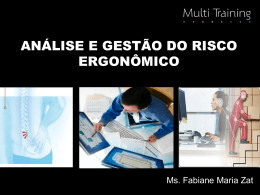
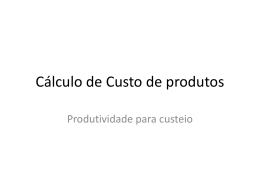
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão. Salvador, BA, Brasil, 06 a 09 de outubro de 2009 ANÁLISE ERGONÔMICA DO TRABALHO NO SETOR DE TREFILAÇÃO DE UMA SIDERÚRGICA DE GRANDE PORTE Suzana Dantas Hecksher (UFF) [email protected] Philippe Martins Franco Brito (CEFET/NI) [email protected] Ludmila Tomaz Mariano (CEFET/NI) [email protected] Tendo como base a metodologia da Análise Ergonômica do Trabalho, o presente trabalho buscou compreender as causas do absenteísmo por DORT dos trabalhadores da célula produtiva denominada Dobra Off Line, inserida no setor de trefilação de maateriais de uma siderúrgica de grande porte localizada no Rio de Janeiro. Foi aplicado o sistema OWAS para avaliação de comprometimento postural. Dessa reflexão surgiram proposições de transformações técnicas e organizacionais com o objetivo de reduzir a probabilidade de fadiga e adoecimento dos trabalhadores, bem como as quedas de produtividade. Palavras-chaves: ergonomia, Análise ergonômica do trabalho, DORT, sistema OWAS XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 1. Introdução O presente trabalho foi realizado em uma siderúrgica multinacional de grande porte, no setor de trefilação de materiais de uma unidade localizada no Rio de Janeiro. A empresa é reconhecida pela excelência em gestão de qualidade, saúde, segurança e meio ambiente. Sendo assim prevalece como orientação a busca continuada por oportunidades de melhoria em todos estes aspectos. A motivação para o trabalho foi a aplicação dos conceitos e métodos aprendidos na disciplina de ergonomia, no curso de graduação em engenharia de produção. Falzon in Falzon (2007) descreve a ergonomia como uma ciência que, em oposição às diversas disciplinas da administração, enfoca não só nas organizações e em seus desempenhos, mas também nas pessoas que compõem essas organizações, objetivando soluções que priorizem a saúde, segurança, conforto e satisfação dos trabalhadores. De acordo com a IEA (Associação Internacional de Ergonomia), a Ergonomia é uma disciplina científica relacionada ao entendimento das interações entre os seres humanos e outros elementos ou sistemas e à aplicação de teorias, princípios, dados e métodos a projetos a fim de otimizar o bem estar humano e o desempenho global do sistema (www.abergo.org.br). A ergonomia centrada na análise da atividade contribui para a renovação dos enfoques em segurança do trabalho. A compreensão de como o trabalho é realizado permite que as interpretações dos resultados sejam mais representativas da exposição real dos trabalhadores a condições de trabalho indesejáveis (GUÉRIN et alii, 2001). Um dos autores do presente artigo trabalhava na empresa e o grupo de autores pode contar com total apoio e interesse do pessoal do SESMT (Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho). O grupo teve acesso a documentos e explicações sobre o PPRA (Programas de Prevenção de Riscos Ambientais) e o PCMSO (Programas de Controle Médico de Saúde Ocupacional). A empresa possui informações sistematizadas sobre problemas de segurança e saúde ocupacional, tais como: acidentes, doenças, consumo de remédios etc. Os indicadores de saúde são acompanhados sistematicamente e por setor, e revelam, entre outros, ocorrência de dorsalgias e dores musculares em trabalhadores de diferentes setores da empresa. O aparecimento mais freqüente de problemas deste tipo em alguns setores costuma sinalizar a existência de nexo causal entre a doença e a inadequação das condições de trabalho, sendo então caracterizados como DORT (Distúrbios Osteomusculares Relacionados ao Trabalho). O trabalho iniciou com análise de informações, entrevistas com pessoal do SESMT, da CIPA (Comissão Interna de Prevenção de Acidentes) e operadores, observações livres em vários setores, permitindo identificar nível perceptível de esforço físico e a adoção de posturas inadequadas. Foi então identificada uma demanda real para aplicação de conceitos e métodos de ergonomia na célula produtiva denominada Dobra Off Line, inserida no setor de trefilação de materiais. Tendo como base a metodologia da Análise Ergonômica do Trabalho, o presente artigo visa identificar causas do absenteísmo por DORT dos trabalhadores da célula produtiva denominada Dobra Off Line. Como será descrito ao longo do trabalho, foi aplicado o sistema OWAS (Ovako Working Posture Analysing System) para avaliação de comprometimento 2 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 postural. A partir das investigações, este trabalho pretendeu contribuir com proposições de transformações técnicas e organizacionais com o objetivo de reduzir a probabilidade de fadiga e adoecimento dos trabalhadores, bem como minimizar os períodos de queda de produtividade. Outro objetivo do trabalho foi incentivar, tanto no nível da liderança quanto no nível operacional, a prática da ergonomia em suas três dimensões: física, cognitiva e organizacional, como uma medida preventiva visando à redução da quantidade de afastamentos, à melhoria da saúde e moral dos operadores e à maximização da produtividade. Ao final do artigo, são discutidos os resultados alcançados, os limites de realização do trabalho e oportunidades de ampliação da aplicação da análise ergonômica do trabalho na empresa. 2. Metodologia A NR 17 (Norma Regulamentadora 17 – Ergonomia) define, no item 17.1.2., “Para avaliar a adaptação das condições de trabalho às características psicofisiológicas dos trabalhadores, cabe ao empregador realizar a análise ergonômica do trabalho, devendo a mesma abordar, no mínimo, as condições de trabalho conforme estabelecido nesta NR.” A análise ergonômica visa evidenciar os fatores que possam levar a uma sub ou sobrecarga de trabalho (física ou cognitiva) e suas conseqüentes repercussões sobre a saúde, estabelecendo quais são os pontos críticos que devem ser modificados. A análise deve levar em conta a expressão dos trabalhadores sobre suas condições de trabalho. Para melhorar tais condições quase sempre é preciso agir sobre a organização do trabalho (MTE, 2002). A Análise Ergonômica do Trabalho (AET) visa elaborar medidas de transformação através da compreensão das atividades dos trabalhadores, com foco na resolução de um problema específico. A AET deve resultar em um diagnóstico que relacione os diversos determinantes das atividades e suas conseqüências (para os trabalhadores e para o sistema). Dessa forma, não é possível conceber a AET para toda uma fábrica ou empresa, pois sua realização é “localizada”, ou seja, pressupõe um problema “situado” que a justifique (DUARTE et alii, 2003). Além de estar em consonância com um caráter regulamentar, a aplicação da metodologia de análise ergonômica do trabalho foi considerada adequada aos objetivos deste trabalho e à natureza localizada do problema: ocorrência de DORT em trabalhadores da célula Dobra Off Line. O termo “Análise Ergonômica do Trabalho” (AET) trata da metodologia de análise do trabalho que foi proposta inicialmente por FAVERGE e OMBREDANE (L’analyse du Travail, Paris, PUF, 1955) e que deu origem à escola franco-belga de ergonomia. Soares (2004) indica que a AET teve como maiores divulgadores no Brasil os pesquisadores ligados ao laboratório de ergonomia do Conservatire National des Arts et Métiers em Paris (CNAM) . AET é a abordagem da ergonomia centrada na atividade, que confronta o trabalho projetado pela engenharia de métodos e as condições de sua execução com o trabalho realmente desenvolvido pelos trabalhadores. É um meio de revelar novas questões sobre o funcionamento do homem no trabalho, mas também uma abordagem original para a transformação e a concepção dos meios técnicos e organizacionais de trabalho (GUÉRIN et alii, 2001). 3 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 O Manual de aplicação da NR17 define análise ergonômica do trabalho como “um processo construtivo e participativo para a resolução de um problema complexo que exige o conhecimento das tarefas, da atividade desenvolvida para realizá-las e das dificuldades enfrentadas para se atingirem o desempenho e a produtividade exigidos”. O mesmo manual define ainda 12 fases privilegiadas que vão estruturar a construção da ação ergonômica (MTE, 2002). O resumo a seguir procurar destacar algumas orientações sobre cada uma das 12 etapas, lembrando que esta intervenção procurou seguir referências mais detalhadas como o próprio manual de aplicação da NR17 (MTE, 2002) e Guérin et alii (2001). 1. Explicitação, análise e reformulação da demanda - É o ponto de partida de toda análise ergonômica do trabalho. Possibilita a delimitação do(s) problema(s) a ser(em) abordado(s), a definição de um contrato incluindo prazos, custos, condições de acesso às diversas áreas da empresa, informações e pessoas. 2. Análise global da empresa - Levantamento de informações da empresa que podem incluir: sua história, produtos/serviços, grau de evolução técnica, sua posição no mercado, sua situação econômico-financeira etc. 3. A análise da população de trabalhadores – Inclui a caracterização da população de trabalhadores (faixa etária, sexo, rotatividade, escolaridade etc.) e o levantamento de informações relacionadas à saúde coletiva (acidentes, doenças, afastamentos, consumos de medicamentos na enfermaria etc.), 4. Definição das situações de trabalho a analisar - essa escolha parte necessariamente da demanda dos primeiros contatos com os operadores e das hipóteses iniciais que já começam a ser formuladas. 5. Descrição das tarefas prescritas, das tarefas reais e das atividades desenvolvidas para executá-las - Através de observações livres, entrevistas, análise de documentos, entre outras técnicas deve ser construído um entendimento dos processos, da divisão do trabalho, das regras, controles etc. De acordo com (MTE, 2002), a tarefa prescrita pode ser minimamente definida como o objetivo fixado pela empresa. A tarefa real é o objetivo que o trabalhador se dá, caso ele tenha possibilidade de alterar o objetivo fixado pela empresa. A atividade é tudo aquilo que o trabalhador faz para executar a tarefa: gestos, palavras, raciocínios etc. 6. Estabelecimento de um pré-diagnóstico – O pré-diagnóstico deve relacionar causas, ao problema estudado e aos resultados obtidos. Deve ser explicitado às várias partes envolvidas, após o que será validado ou abandonado como hipótese explicativa para o problema. 7. Observação sistemática da atividade, bem como dos meios disponíveis para realizar a tarefa - Esta fase inclui o planejamento e execução de levantamento de informações relevantes sobre as pessoas, processos, equipamentos, exigências sensoriais, registros, comunicação, informações, carga de trabalho, modos operatórios, metas, controles etc. Devem ser definidas as variáveis observáveis (postura, comunicação etc.) e podem ser utilizados diferentes métodos e técnicas de levantamento, registro e análise de informações (entrevistas, filmagem, cronometragem, gravação de verbalizações, análises comparativas, uso de softwares, entrevista de confrontação etc.) 8. Diagnóstico - Partindo das situações analisadas em detalhe na fase anterior, o resultado desta fase deve relacionar contexto, variáveis e resultados. Possibilitando um melhor entendimento da situação de trabalho e das causas associadas (condições relacionadas) aos 4 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 problemas estudados (resultados indesejáveis). Além do diagnóstico, o relatório produzido nesta fase deve ainda descrever os métodos e técnicas que o sustentam. 9. Validação do diagnóstico – O diagnóstico produzido deve ser validado, ou seja, apresentado a todos os atores envolvidos que poderão confirmá-lo, rejeitá-lo ou sugerir maiores detalhes que escaparam à percepção do analista. 10. Projeto das modificações - Nesta fase, o analista deve propor melhorias das condições de trabalho tanto no aspecto da produção como no da saúde. As proposições devem estar orientadas à transformação e melhoria efetiva das condições de trabalho, ao desenvolvimento pessoal dos trabalhadores e à melhoria dos resultados do trabalho. 11. O cronograma de implementação das modificações - Os prazos devem ser compatíveis com as transformações propostas, incluindo a implementação de testes, criação de protótipos e processos de modelagem, dentre outras coisas. 12. Acompanhamento das transformações - Nesta fase, além da verificação da implementação das modificações previstas, é preciso avaliar a adequação das mesmas em função do impacto sobre os trabalhadores e sobre o desempenho do sistema, pois qualquer modificação acarreta alterações das tarefas e atividades. Na presente aplicação da AET, diversos instrumentos e técnicas foram usados para compreensão das atividades, incluindo análise de documentos, entrevistas abertas com os operários e técnicos de segurança do trabalho, observações livres e observações sistemáticas na célula de trabalho a fim de avaliar atividade durante diversos horários do dia, levantamento de informações sobre o ambiente de trabalho, fotografia, filmagem. As filmagens permitiram ainda a realização de entrevista de confrontação, discutindo e validando com os operadores algumas percepções a partir da análise das imagens. Na etapa 7, de observação sistemática da atividade, considerou-se adequada a utilização do sistema OWAS (Ovako Working Posture Analysing System). De acordo com Iida (2005), este sistema foi desenvolvido em 1977 por três pesquisadores finlandeses, com o objetivo de analisar posturas de trabalho na indústria siderúrgica. Os pesquisadores identificaram posições de dorso, braço e pernas que combinadas geravam uma série de posturas características. Estas posturas foram avaliadas junto a trabalhadores experientes e escalonadas em quatro classes de criticidade progressiva variando desde “postura normal sem desconforto e sem efeito danoso à saúde” até “postura extremamente ruim, provoca desconforto em pouco tempo e pode causar doenças”. O sistema OWAS propõe análise cruzada entre as posturas, a faixa de carga (ou força aplicada) e o tempo de duração (medido como percentual da jornada de trabalho). O sistema oferece duas tabelas simples cujas entradas são as condições de postura e carga ou tempo. A saída das tabelas é a classificação da criticidade da situação de trabalho. A classe 1 indica “postura normal, que dispensa cuidados a não ser em casos excepcionais” e a classe 4 “postura que deve merecer atenção imediata (IIDA, 2005). 3. Análise ergonômica do trabalho no setor de Dobra Off Line A etapa inicial de explicitação, análise e reformulação da demanda foi realizada a partir dos primeiros contatos com o engenheiro de segurança. Como dito na introdução deste texto, a análise de informações de SST (saúde e segurança no trabalho), entrevistas com pessoal do SESMT, CIPA e alguns operadores foram suficientes para identificar uma demanda real: 5 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 absenteísmo de trabalhadores por DORT. Na definição das situações de trabalho a analisar, a escolha da célula de Dobra Off Line como foco prioritário de ação ergonômica foi validada junto a gerência, técnicos de segurança do trabalho e os próprios operadores. Todos concordaram que este é um dos postos de trabalho mais críticos para saúde do trabalhador na área de trefilação. Isto porque ainda existem condições de trabalho desfavoráveis, o esforço físico exigido é excessivo e o número de trabalhadores com problemas de saúde e até mesmo afastamento é o maior da área. Partiu-se então para entendimento do processo técnico, da organização do trabalho e das tarefas na célula produtiva em questão. O processo da Dobra Off Line é um dos mais antigos, sendo o maquinário antiquado em relação a outros de mesma função na mesma área. Há cerca de 5 anos, o efetivo de trabalhadores por turno foi reduzido 7 para 5 operadores, episódio este justificado pela automatização de algumas atividades da máquina. Neste setor trabalham 11 operadores, sendo cinco em cada turno e um de férias. No mês em que nenhum dos operadores está de férias, um deles é emprestado a outra área. A operação funciona em dois turnos, o 1º de 22:00 até as 8:00 e o 2º de 8:00 até 18:00 durante a semana e no final de semana eles não trabalham. Aqueles que trabalharam na semana anterior no 1º turno trabalharão na posterior no 2º e reciprocamente. No caso em questão uma turma tem um operador mais experiente e a outra tem dois, para o caso de um deles entrar de férias não prejudicar a equipe. A experiência no caso é determinada pelo tempo de trabalho e o conhecimento técnico do processo. É permitido rodízio dos operadores entre as etapas do processo. Este rodízio não é estruturado, não existe regra e nem todos os operadores passam por todas as funções. O rodízio é acordado entre eles. Inicialmente foi mapeado o perfil dos trabalhadores, abrangendo dados como tempo de serviço na atividade, idade do funcionário e nível de escolaridade. Foram entrevistados todos os onze operadores resultando no seguinte perfil. Todos são do sexo masculino. O nível mínimo de escolaridade dos trabalhadores é o segundo grau completo (nível médio). Sendo que um trabalhador possui nível superior e quatro são formados em nível técnico. A maioria (73%) tem menos de 35 anos de idade. Foi encontrada a seguinte distribuição de faixa etária: 27% entre 18 e 24 anos, 46% entre 25 e 34 anos, 18% entre 35 e 44 anos, 9% com mais de 44 anos. Há predominância de operadores experientes, exemplificada pelo longo tempo de trabalho na célula de Dobra Off Line: 18% com mais de 16 anos, 46% entre 6 e 15 anos e 36% com menos de 6 anos. Os operadores da Dobra Off Line participam de reuniões diárias, onde são priorizadas as tarefas e definidos os materiais a serem dobrados, além do que são relembrados os procedimentos de segurança. Também são responsáveis pela limpeza da área dos postos de trabalho. Os operadores precisam realizar todas as tarefas com concentração e atenção quantos aos riscos de acidentes consigo e com colegas. A partir de observações, entrevistas e análise dos mapas de risco e medições já realizadas, foram identificados alguns problemas nas condições de trabalho: • Temperaturas elevadas, ou seja, acima do indicado pela Norma Regulamentadora NR 17 (entre 20°C e 23°C) • Ruído intenso, também em desacordo com a NBR 10152. Sendo assim é necessário o uso de abafadores, que, no entanto, prejudicam a comunicação necessária entre os funcionários durante a execução da tarefa, por exemplo, de separação dos feixes (Figura 1); 6 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 • Má iluminação do local, também em desacordo com a NR 17/NBR 5413. O que prejudica na execução da tarefa e até mesmo na visão de objetos no chão, ou em certos locais da máquina, por exemplo, que possam vir a causar algum tipo de acidente. • Piso sujo e escorregadio, com grande risco de acidente, seja perto da máquina, seja nas outras dependências da fábrica. • Problemas de sinalização das áreas mais críticas para os pedestres. • Botão de parada de emergência em local de difícil visualização Para melhor entendimento do processo técnico e tarefas todo o processo de produção da célula de Dobra Off Line foi filmado. Posteriormente, através da análise do vídeo, foram separadas as principais tarefas realizadas pela operação, como descritas abaixo: a. Cortar amarras dos materiais; b. Separar as barras e vergalhões entrelaçados e subdividir o material em subfeixes; c. Cortar arame para as amarras; d. Amarrar os subfeixes; e. Acionar a esteira; f. Empurrar subfeixe para esteira em plano inclinado; g. Receber subfeixes da rampa; h. Acomodar os subfeixes de quatro em quatro para formar um feixe maior; i. Emitir e colocar a etiqueta no feixe; j. Empurrar o feixe para a baia e pesá-lo. A análise do processo técnico e das tarefas possibilitou a construção do seguinte prédiagnóstico. Os distúrbios osteomusculares podem estar relacionados à exigência de posturas inadequadas, assumidas principalmente na realização das seguintes tarefas: (b) Separar as barras e vergalhões entrelaçados e subdividir o material em subfeixes; (f) Empurrar subfeixe para esteira em plano inclinado; (h) Acomodar os subfeixes de quatro em quatro para formar um feixe maior e (j) Empurrar o feixe para a baia e pesá-lo. As etapas críticas de operação foram validadas com os operadores. Outras situações típicas de trabalho (reuniões, troca de turno, set up das máquinas etc.) não foram acompanhadas nem avaliadas. A escolha foi feita em função da demanda de DORT e com base nas observações e entrevistas com os operadores. Nas tarefas escolhidas, foi percebido maior esforço e adoção de posturas mais desconfortáveis. Na etapa de observação sistemática da atividade, considerou-se adequada a utilização do sistema OWAS em função do pré-diagnóstico que relacionava os problemas de DORT à adoção de posturas inadequadas durante a realização de algumas tarefas. Os textos a seguir procuram carcterizar as atividades através de breves descrições e fotos. Foram realizadas filmagens de aproximadamente vinte minutos de cada uma das atividades, duas vezes, em dias distintos. Não houve possibilidade de medir a força exercida pelos operadores em cada fase das tarefas. Por isso, foi usada apenas a tabela do sistema OWAS de Classificação de posturas de acordo com a duração das posturas. O tempo de duração foi estimado a partir dos aproximadamente 40 min de filmagem de cada tarefa. Tarefa b. Separar as barras e vergalhões entrelaçados e subdividir o material em subfeixes (Figura 1): Esta atividade consiste em destacar manualmente as barras na mesa de separação. O operador que fica posicionado no meio da plataforma segura em uma das mãos o gancho e com a outra mão, apoiando as barras, levanta o gancho com uma determinada quantidade de barras até a altura da cintura. Os outros dois operadores o auxiliam na separação, um em cada 7 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 extremidade. A quantidade de material separado de cada subfeixe depende da bitola a ser separada, aquelas que têm pesos maiores são separadas de cinco em cinco e as menores de dez em dez. São realizadas amarrações colocando uma amarra a mais ou menos 1 metro de cada extremidade do subfeixe, e fazendo uma terceira amarra no centro do mesmo. Foi identificado que ao realizar tarefas repetitivas vezes o operador adota constantes posturas inadequadas, com sobrecarga principalmente para a coluna cervical e lombar, e membros superiores. Figura 1 – Tarefa b: Separar as barras e vergalhões entrelaçados e subdividir o material em subfeixes. Análise pelo sistema OWAS – % da jornada de trabalho na postura: Pernas retas e braços para baixo (100% do tempo); dorso inclinado (cerca de 90% do tempo). Em função da postura de dorso, a postura é classificada como 3: “Postura que deve merecer atenção a curto prazo”. Tarefa f. Empurrar subfeixe para esteira em plano inclinado (Figura 2): Após ter sido criado o subfeixe, os três operadores derrubam a montante de barras na estrutura em sua frente, posteriormente elevam sua perna direita por cima do subfeixe e os empurram com a perna esquerda, utilizando um dos pés empurrando para trás, conjuntamente com mais dois operadores. Os operadores adotam posturas inadequadas, tais como: postura de pé, flexão de uma das pernas e apoio sobre outra, flexão do tronco e da região cervical. Figura 2 – Tarefa f: Empurrar subfeixe para esteira em plano inclinado. Análise pelo sistema OWAS – % da jornada de trabalho na postura: Braços para baixo (100% do tempo); dorso inclinado (cerca de 50% do tempo) e uma perna flexionada (cerca de 70% 8 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 do tempo). Em função da posição de perna, a postura classificada como 3: “Postura que deve merecer atenção a curto prazo”. Tarefa h. Acomodar os subfeixes de quatro em quatro para formar um feixe maior (Figura 3): Posteriormente à dobra dos subfeixes, o mesmo desce pela rampa, onde é acomodado por dois operadores que ficam na parte de trás do equipamento. Os operadores realizam amarrações em suas extremidades e após terem sido preparados quatros subfeixes, os mesmos operadores ajeitam os quatros, um em cima do outro, e realizam a amarração em um feixe completo Dobrando ao meio as espiras de fio-máquina, cortadas anteriormente, ficando as mesmas em forma de arco, atravessando uma amarra em cada lateral da “cabeça” do feixe. Passando uma amarra de fio-máquina aproximadamente 50 cm do “rabo” do feixe e uma amarra o mais próximo possível do pescoço do feixe, com auxílio do torniquete. Nesta operação observa-se que o operador trabalha de pé com movimento ritmado, com posturas inadequadas realizando atividades repetitivas, com esforço físico em ritmo não controlado por ele, mas definido pela velocidade da rampa. Figura 3 - Tarefa h. Acomodar os subfeixes de quatro em quatro para formar um feixe maior. Análise pelo sistema OWAS – % da jornada de trabalho na postura: Braços para baixo e pernas retas (100% do tempo); dorso inclinado (cerca de 70% do tempo). Em função da posição de dorso, a postura classificada como 2 : “Postura que deve verivicada na próxima revisão rotineira dos métodos de trabalho”. Tarefa j. Empurrar o feixe para a baia e pesá-lo (Figura 4): Após a amarração os operadores, cada um em uma extremidade do feixe, empurra o mesmo para a baia de descarga utilizando a força deslocando seu corpo para frente, o feixe é pesado e etiquetado. É visto que, ao empurrar o feixe para a baia, o operador adota postura de pé, flexão do tronco apoio em uma das pernas e esforço excessivo na outra perna flexionada. 9 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 Figura 4 - Tarefa j. Empurrar o feixe para a baia e pesá-lo. Análise pelo sistema OWAS – % da jornada de trabalho na postura: Braços para cima (cerca de 30% do tempo); dorso inclinado (cerca de 60% do tempo); uma perna flexionada (cerca de 40% do tempo). Em função da posição de perna, a postura classificada como 3: “Postura que deve merecer atenção a curto prazo”. 4. Recomendações As recomendações a seguir não contemplam seus respectivos custos, são apenas sugestões de como amenizar as situações de risco identificadas. Elas foram baseadas na análise ergonômica do trabalho e foram vailadas (e/ou construidas em conjunto) com os operadores e pessoal do SESMT. 4.1 – Recomendações gerais Criar sistemas de comunicação entre os trabalhadores da célula através do próprio abafador e a utilização de um microfone. Assim o que fosse dito por um trabalhador seria escutado pelos demais, facilitando a sincronia da atividade e evitando a constante retirada dos abafadores. Reprojetar o sistema de ventilação (reposicionando ventiladores e comprando mais caso seja necessário). Reprojetar a iluminação com a adoção de lâmpadas mais potentes e alguns pontos de iluminação direta. Colocar funcionários responsáveis pela limpeza constante dos locais de trabalho. Melhorar a sinalização de áreas restritas com placas e marcações no piso. Colocar o botão de emergência em um local visível e de fácil acesso. Pode-se observar que durante a realização de algumas tarefas, os operadores assumem posturas críticas e estão submetidos a esforços que podem vir a causar lesões músculosesqueletais, fadiga e até mesmo afastamentos. Objetivando minimizar os efeitos nocivos, podem ser adotados as seguintes medidas: pausas regulares; assentos no local; programa de ginástica laboral preparatória (antes do início do expediente) e compensatória (durante a jornada); programas de orientação sobre postura, levantamento e movimentação de cargas de forma segura; introdução de rodízios planejados, visando relaxar determinados grupos musculares mais utilizados em umas tarefas do que em outras. 10 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 4.2 - Separar as barras e vergalhões entrelaçados e subdividir o material em subfeixes Aumentar a altura da mesa em relação a base de apoio para que os operadores não fiquem com o dorso tão inclinado. A adoção de uma mesa vibratória, tal como existe em outros equipamentos na mesma unidade, facilitaria a separação dos feixes para formar os subfeixes. Esse tipo de mesa vibratória tem o incoveniente de elevar o nível de ruído. 4.3 - Empurrar subfeixe para esteira em plano inclinado Projetar modernização tecnológica no equipamento de forma que o transporte dos subfeixes ocorra por baixo dos operadores, em um sistema mecanizado, sem necessidade de empurrar com o pé. 4.4 – Acomodar subfeixes de quatro em quatro para formar um feixe maior É perceptível um grande esforço no momento da amarração do feixe, pela necessidade do material ficar tencionado para que não tenha o risco de soltar a amarra. Uma recomendação para esta atividade novamente passaria por modernização tecnológica, passando a adotar um sistema de amarração automática, como existente em outros processos similares ao da Dobra Off Line, na mesma unidade fabril. 4.5 - Empurrar o feixe para a baia e pesá-lo Na realização desta, fica claro o esforço intenso principalmente da musculatura dos membros superiores. Ao realizar esta tarefa o operário está submetido a esforço intenso com movimentação de carga acima dos limites recomendados. A movimentação provoca novamente o surgimento de posturas inadequadas. Sendo assim, recomendamos que seja colocado na máquina um dispositivo que elimine a necessidade do esforço físico do operador, como um cilindro pneumático que teria a função de aparar o feixe e tomba-lo após a pesagem. Essa recomendação foi aceita pela gerência e já está em fase de desenvolvimento. 5. Conclusões Os limites de tempo e recurso para o trabalho realizado, impediram alguns aprofundamentos importantes para compreensão mais ampla e profunda das atividades e das condições de trabalho dos operadores da dobra off line. Notadamente é preciso avaliar se os limites de carga em algumas atividades excedem o que seria recomendado, por exemplo, através da aplicação da equação de NIOSH, conforme sugerido no Manual de aplicação da norma NR17. Outro limite desta intervenção foi analisar apenas a situação de operação normal para avaliação de esforços repetitivos. Sabendo que a DORT pode ser multicausal (esforços repetitivos, esforço excessivo, pressão por resultado etc.) é preciso eleger outras situações típicas de trabalho (trocas de turno, setup de máquina, manutenção, operação com equipe desfalcada etc.). Além disso, podemos dizer que a AET não foi concluída, uma vez que foram geradas e validadas apenas sugestões. Para passar de recomendações a projeto de soluções, muitas 11 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 informações terão que ser levantadas e muitas consequências avaliadas, inclusive para priorizar a implementação de melhorias. Tais recomendações terão que ser avaliadas em termos de viabilidade técnica e econômica e em função do seu impacto na atividade e suas conseqüências (para os trabalhadores e para o desempenho do sistema produtivo). Podemos considerar que o sucesso desta intervenção foi contribuir para identificação de riscos ambientais e de causas do aparecimento de DORT e gerar, em conjunto com os trabalhadores, várias recomendações consideradas pertinentes pelo pessoal da empresa. Uma das melhorias proposta já está em processo de desenvolvimento (colocação de dispositivo automático que elimine a necessidade do operador empurrar o feixe para baia), uma medida que acelera o processo produtivo e reduz a fadiga do operador. Outro objetivo do trabalho era incentivar, tanto no nível da liderança quanto no nível operacional, a prática da ergonomia. O trabalho realizado também parece ter contribuído neste sentido. Isto porque a AET, como uma intervenção participativa e focalizada, permitiu uma percepção mais aprofundada do problema e a elaboração de novas propostas de melhoria que não haviam sido pensadas a partir de outros métodos quantitativos e mais abrangentes. Como colocado por Guérin et alii (2001), a AET contribui para a renovação dos enfoques em segurança do trabalho. Para satisfação dos autores, fica ainda a experiência de que o conhecimento adquirido na graduação em engenharia de produção quando aplicado, mesmo em grandes empresas multinacionais, pode contribuir para melhoria do desempenho da empresa e da qualidade de vida dos trabalhadores. Referências ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Padrões e normas para iluminação em ambiente de trabalho, NBR 5413/82, Rio de Janeiro: ABNT, 1982. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Níveis de ruído para conforto acústico. NBR 10152, Rio de Janeiro: ABNT, 1987. DUARTE, F.J.C.M.; JACKSON, J.M.; SANTOS, P.; DUARTE, A.. XXIII. Da avaliação à transformação das condições de trabalho: a intervenção ergonômica numa indústria gráfica; Anais do XXIII Encontro Nacional de Engenharia de Produção; Ouro Preto, 2003. ENEGEP 2003 ABEPRO 1IIDA, I. Ergonomia: Projeto e produção. 2. ed. São Paulo: Edgard Blücher, 2005. FALZON, P. “Natureza, objetivos e conhecimentos da ergonomia”, in FALZON, P. Ergonomia. Editora Blucher, 2007. GUÉRIN, F.; LAVILLE, A.; DANIELLOU, F.; DURAFFOURG, J. & KERGUELEN, A. Compreender o trabalho para transformá-lo: A prática da Ergonomia. São Paulo: Edgard Blücher: Fundação Vanzolini, 2001. IIDA, I. Ergonomia – Projeto e Produção, Ed. Edgard Blucher, 2005. MINISTÉRIO DO TRABALHO E EMPREGO.; Manual de aplicação da Norma Regulamentadora NR 17. – 2 ed. – Brasília : MTE, SIT, 2002. (disponível em http://www.mte.gov.br/seg_sau/pub_cne_manual_nr17.pdf/). Arquivo consultado em 2008. MINISTÉRIO DO TRABALHO E EMPREGO. Norma Regulamentadora - Ergonomia; Portaria nº 3.751, 1990. (disponível em http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_17.asp). Arquivo consultado em 2008 SOARES, M. M. 21 anos da ABERGO: a Ergonomia brasileira atinge a sua maioridade. Anais do ABERGO 2004. XIII Congresso Brasileiro de Ergonomia, II Fórum Brasileiro de Ergonomia e I Congresso de Iniciação Científica em Ergonomia. Fortaleza, 2004 12 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 . 13
Download