UNIVERSIDADE SÃO FRANCISCO
Engenharia de Produção
PEDRO AUGUSTO COSTA DE OLIVEIRA
PROPOSIÇÃO PARA IMPLANTAÇÃO DA ABORDAGEM
LEAN HEALTHCARE NO AMBIENTE DE SAÚDE
Campinas
2014
PEDRO AUGUSTO COSTA DE OLIVEIRA – R.A. 004201000206
PROPOSIÇÃO PARA IMPLANTAÇÃO DA ABORDAGEM
LEAN HEALTHCARE NO AMBIENTE DE SAÚDE
Monografia apresentada ao Curso de
Engenharia de Produção da Universidade São
Francisco, como requisito parcial para
obtenção do título de Bacharel em Engenharia
de Produção.
Orientador: Prof. Dr. Robisom Damasceno
Calado
Campinas
2014
ATA DE ARGUIÇÃO FINAL DA MONOGRAFIA DO ALUNO PEDRO AUGUSTO COSTA
DE OLIVEIRA
Aos 03 dias do mês de dezembro do ano de 2014, às19 horas, nas dependências da Universidade São
Francisco, Campus Campinas, reuniu-se a Comissão da Banca Examinadora, para avaliação da
Monografia do Trabalho intitulado “PROPOSIÇÃO PARA IMPLANTAÇÃO DA ABORDAGEM
LEAN HEALTHCARE NO AMBIENTE DE SAÚDE”, apresentada pelo aluno PEDRO
AUGUSTO COSTA DE OLIVEIRA, como exigência parcial para conclusão do curso de graduação
no Curso de Engenharia de Produção - Automação e Sistemas, da Universidade São Francisco,
Campus de Campinas. Os trabalhos foram instalados às 21 horas pelo Prof. Dr. ROBISON
DAMASCENO CALADO, Orientador do candidato e Presidente da Banca Examinadora, constituída
pelos seguintes Professores: Prof. Ms. EMÍLIO GRUNEBERG BOOG, da Universidade São
Francisco, e pela Prof. Dra. ELEN NARA CARPIM BESTEIRO, da Universidade São Francisco. A
Banca Examinadora tendo decidido aceitar a monografia, passou à Argüição Pública do candidato.
Encerrados os trabalhos às 19:15 horas, os examinadores, consideraram o candidato aprovado e com
média final 10,0 (dez). E, para constar, eu Prof. Dr. ROBISON DAMASCENO CALADO, lavrei a
presente Ata, que assino juntamente com os demais membros da Banca Examinadora.
Campinas, 03 de dezembro de 2014.
__________________________________________
Prof ROBISON DAMASCENO CALADO
Orientador e Presidente
____________________________________________
Prof. Ms. EMÍLIO GRUNEBERG BOOG
__________________________________________
Prof. Dra. ELEN NARA CARPIM BESTEIRO
AGRACEDIMENTOS
Agradeço à minha mãe, eterna e constante fonte de inspiração, motivação e
transpiração. Sem seu apoio, exemplo e compreensão este trabalho não teria sido
possível.
Aos meus irmãos por me guiarem, suportarem e apoiarem minhas decisões.
Aos meus sobrinhos, pois, mesmo ainda sem ter ciência, transformaram minha
capacidade de abordar situações com responsabilidade e dignidade e me motivam em
inovar e me dedicar a tudo o que faço com o maior afinco possível.
Ao Prof. Robisom Calado, por me introduzir com maestria ao universo acadêmico e
estimular incansavelmente o meu desenvolvimento. Sem nossas diversas discussões o
objetivo e o resultado deste trabalho teriam sido desanimadores.
Aos meus amigos, pelos inúmeros momentos de desabafo, suporte e compreensão –
eles são responsáveis por boa tarde da motivação para este trabalho.
“O que você consegue ao atingir seus
objetivos não é tão importante quanto
no que você se transforma ao atingi-los.”
Johann Wolfgang von Goethe
RESUMO
A evolução no aumento da demanda em mercados globais tem levado uma
busca por diferentes alternativas para melhorar cada vez mais os níveis de eficiência
nas organizações. A partir disso, a necessidade de ter operações – sejam fabris ou
no terceiro setor – cada vez mais rentáveis e retendo seus clientes levou à criação
do Sistema Toyota de Produção no Japão na década de 1.940. Desde então ele tem
sido aprimorado em diferentes tipos de indústrias e, nas últimas duas décadas,
passou a ser aplicado também no terceiro setor – chegando aos ambientes
hospitalares nos anos 2.000. Por ser relativamente novo no meio acadêmico, o lean
healthcare pode passar a impressão de ser pouco difuso e sem um padrão de
aplicação, no entanto é possível notar que seus resultados mostram-se tão
gratificantes quanto os vistos em outras áreas, como a redução dos tempos de
espera dos pacientes, menores custos com inventário e um aumento do
faturamento. Como contribuição, o presente trabalho busca identificar quais as boas
práticas na aplicação do lean na área da saúde e as principais ferramentas e
resultados para, então, propor um modelo de implantação que possa levar à
sustentabilidade do sistema independente do tamanho da organização da saúde e
de sua(s) especialidade(s) de atuação ao envolver a alta direção na abordagem lean
e estrutura-la de forma que seja acompanhada e revisada continuamente.
Palavras-chave: Lean Healthcare, Implantação Lean, Hoshin Kanri.
ABSTRACT
The increase on the demand on global markets has been forced the search for
different alternatives to streamline the growth of efficiency levels on the organizations.
With that in place, the need to have operations – whether on manufacturing or on the
third sector – more profitable and retain its clients brought up to the creation Toyota
Production System in Japan on the middle 1940’s. Since then it has been improved in
different types of industry and, on the last decades, has reached also the services area
– coming to the health environmental on the 2000’s. As it is relatively new on the
academy, the lean healthcare may pass the impression of being wispily diffused and
have no application standards, yet it is possible to notice that its results have shown
themselves as grateful as the ones seen in other areas, as the reduce on treatment time
to the patient, lower inventory costs and the increase on the profits. As a contribution,
this paper aims to identify what are the good practices on the application of lean
healthcare and the main tools used which, combined, can assure the sustainability of
the system independently of the size of the health organizations and of your(s) focus
area(s) evolving the top management on the lean approach e structure it in a certain
way it is continuously accompany and revised.
Key words: Lean Healthcare, Lean Implementation, Hoshin Kanri.
SUMÁRIO
1. INTRODUÇÃO..................................................................................................... 9
1.1 CONTEXTO NA ÁREA DA SAÚDE.................................................................. 9
1.2 OBJETIVOS DO TRABALHO........................................................................... 10
1.3 JUSTIFICATIVA................................................................................................ 10
2. FUNDAMENTAÇÃO TEÓRICA.......................................................................... 11
2.1 A ORIGEM DO LEAN MANUFACTURING....................................................... 11
2.2 PRINCÍPIOS DO PENSAMENTO LEAN........................................................... 13
2.3 DEFINIÇÃO DOS DESPERDÍCIOS.................................................................. 15
2.4 PRINCIPAIS FERRAMENTAS DO LEAN......................................................... 16
2.5 O LEAN NA ÁREA DA SAÚDE........................................................................ 21
2.6 ADEQUAÇÃO DO PENSAMENTO LEAN A AMBIENTES HOSPITALARES. 25
3. METODOLOGIA.................................................................................................. 29
4. O USO DO LEAN HEALTHCARE...................................................................... 31
4.1. ESTRUTURA DE IMPLANTAÇÃO DO LEAN HEALTHCARE....................... 31
4.2. ESTUDO DA APLICAÇÃO DAS FERRAMENTAS DO LEAN
HEALTHCARE........................................................................................................ 34
4.3 RESULTADO DAS ANÁLISES......................................................................... 38
4.4 RESULTADO DO ESTUDO: PROPOSTA DE IMPLANTAÇÃO DO LEAN NA
ÁREA DA SAÚDE................................................................................................... 41
5 CONCLUSÃO....................................................................................................... 47
REFERÊNCIAS....................................................................................................... 49
APÊNDICE.............................................................................................................. 58
9
1 INTRODUÇÃO
Tema: Proposição para Implantação do Lean Healthcare no Ambiente de Saúde.
1.1 CONTEXTO NA ÁREA DA SAÚDE
Desde os primeiros resultados da aplicação de ferramentas de melhoria na
Toyota Company, as ferramentas do Sistema Toyota de Produção têm sido
amplamente implementadas e melhoradas em várias companhias de manufatura
que buscam o engajamento dos operadores para reduzir os desperdícios e
aumentar os ganhos nos processos.
O sucesso do Sistema Toyota de Produção tornou-se mais popular para
líderes de companhias após a publicação do livro de Womack, Jones e Roos (2007)
– A Máquina que Mudou o Mundo – baseado em uma profunda pesquisa do Instituto
de Tecnologia de Massachussetts (MIT) sobre a indústria automobilística global.
Este livro definitivamente cravou o termo “Lean” no mundo e deixou mais evidentes
as diferenças que o Sistema Toyota de Produção tinha em comparação com os
outros em termos de produtividade, qualidade, desenvolvimento de produtos e etc.
Corroborando as pesquisas que o Pensamento Lean pode ser aplicado nas mais
diversas instituições, vários artigos concluíram que o uso de suas ferramentas
diminuiu desperdícios de tempo, recursos e força de trabalho, enquanto, por outro
lado, a qualidade de serviços, produtos e a satisfação de clientes aumentaram.
Os desperdícios vistos em ambientes de manufatura também são aplicáveis
em outros tipos de serviços, como em instituições de ensino e de saúde. No Brasil
há alguns casos de sucesso de hospitais implementando o Lean como um
alternativa para reduzir as falhas no processo, que lida com seres humanos como
uma de suas matérias primas. Assim, os problemas vistos no sistema de saúde
brasileiro pode ser tratado usando as ferramentas do Lean para conseguir melhorias.
Erros médicos, baixa qualidade no tratamento e longas filas de espera resultam em
milhares de danos e mortes, como consequência de uma soma de faltas e falhas de
procedimentos médicos que pudessem preveni-las. Todos estes sintomas criam um
ciclo que aumenta custos, sobrecarga de médicos e enfermeiros e pacientes e
clientes insatisfeitos em um ambiente estressado que precisa de reorganização de
processos.
10
1.2 OBJETIVOS DO TRABALHO
1.2.1 Objetivo geral
Com base no cenários exposto acima, este estudo visará entender a
aplicação do Lean na área da saúde, identificando as principais ferramentas
utilizadas e como elas são nomeadas nas instituições, os modelos de implantação e
os resultados obtidos nos principais ambientes hospitalares para, assim, propor um
método de implantação que vise eliminar as falhas na implantação que podem levar
ao insucesso da abordagem lean ou à limitação de seu uso apenas com foco
operacional.
1.2.2 Objetivos específico
Os objetivos específicos deste estudo são:
1.
Identificar quais são os termos usados durante as abordagens do Lean
em ambientes hospitalares
2.
Esclarecer quais são as principais ferramentas utilizadas para a
abordagem Lean.
3.
Mapear os modelos de implantação mais relevantes.
4.
Propor um modelo de implantação que garanta que a abordagem Lean
seja feita de maneira eficaz e perene.
1.3 JUSTIFICATIVA
O presente trabalho pretende formatar uma sequência de atividades que devem ser
seguidas para a implantação e manutenção da abordagem Lean em ambientes hospitalares,
já que este é um tema relativamente recente na área acadêmica e seus resultados, quando
feita de maneira adequada, podem trazer benefícios tanto para as instituições quanto para a
sociedade, usando a padronização dos trabalhos e a eliminação dos desperdícios para
melhor o processo de atendimento ao paciente como resultado, principalmente, do
mapeamento do fluxo de valor.
11
2 FUNDAMENTAÇÃO TEÓRICA
2.1 A ORIGEM DO LEAN MANUFACTURING
Nos anos 1950, a necessidade de conseguir resultados expressivos em um
Japão pós Segunda Guerra Mundial levou ao desenvolvimento de um sistema de
manufatura inovador, capaz de melhorar a rentabilidade das operações sem a
necessidade de grandes investimentos de capital financeiro, uma vez que a
capacidade de liquidez financeira do país estava limitada em funções da destruição
de suas principais cidades, seu sistema de transporte e suas indústrias – como
consequência desta instabilidade no país, a Toyota encontrava sérias dificuldades
financeiras e trabalhistas, o que a colocou próxima à falência. No entanto, Eiji
Toyoda e Taiichi Ohno foram os precursores de uma abordagem focada na análise
de problemas e busca de melhorias e soluções para o processo produtivo, pois
detectaram que o uso de ferramentas do sistema de produção em massa da criado
na época de Taylor para uso nos Estados Unidos da América não seria a melhor
opção para a manufatura no Japão; isto levou ao desenvolvimento do Sistema
Toyota de Produção (TPS) (WOMACK; JONES; ROOS, 2007).
Inicialmente desconhecido em grande parte do ocidente, que ainda trabalhava
com os princípios da produção em massa, uma profunda pesquisa feita no Instituto
de Tecnologia de Massachusetts sobre a indústria automobilística global resultou no
livro de Womack, Jones e Roos (2007) – A Máquina que Mudou o Mundo, esta
publicação lançou o termo “Lean” ao mundo e, principalmente, para os líderes de
diversas companhias. Com os motivos do sucesso da Toyota esmiuçados, ficaram
ainda mais evidentes as diferenças que as companhias que aplicam os princípios do
TPS têm quando comparados com outras em termos de produtividade, qualidade,
desenvolvimento de produtos e etc.
Aplicado inicialmente com foco em ambientes de manufatura automobilística,
somente em 1996 Womack e Jones citam que as melhorias atingidas com o uso do
TPS poderiam ser alcançadas reproduzidas em outros setores industriais e de
serviço. Corroborando com as pesquisas que mostravam que o Pensamento Lean
pode ser aplicado em diferentes instituições (STIER, 2003), muitas publicações
12
concluíram que o uso de suas ferramentas diminuiu desperdícios de tempo, recursos
e força de trabalho, enquanto, por outro lado, a qualidade de serviços, produtos e a
satisfação dos clientes aumentaram (BUZZI; PLYIUK, 2011).
De acordo com Buzzi e Plyiuk (2011), no pensamento Lean a definição de
valor deve atender três requisitos para a atividade:
- O cliente deve estar disposto a pagar por ela;
- Seu resultado deve ser um produto/processo;
- Ela deve ser feita da maneira correta na primeira vez.
Para atingir este objetivo, não somente as linhas de produção precisam
receber atenção, pois isto seria insuficiente; sendo assim é preciso que toda a
organização trabalhe em sinergia em busca de um mesmo foco: assegurar a criação
e manutenção de processos de melhoria contínua que permitam garantir a
satisfação do cliente (SIMÕES, 2009).
Figura 1 – Foco da metodologia Lean
Fonte: CLT – Comunidade Lean Thinking (2014)
Esta abordagem com foco no cliente ao invés da produção em massa exige
que seja feita uma abordagem diferenciada para companhias lean, já que para estas
é preciso que haja uma mudança de cultura. Simões (2009) diferencia as principais
diferenças entre os dois tipos de produção conforme Quadro 1.
13
Quadro 1 - Comparação entre culturas empresariais: Tradicional vs Lean
Cultura Empresarial Tradicional
Cultura Empresarial Lean
As atividades são divididas em áreas
funcionais
Equipes multidisciplinares executam
as atividades
Os gestores impõem suas ordens e
diretrizes
Os gestores são exemplos para
ensinar e também colaboram
A não melhoria é justificada através
do benchmarketing
Há uma custa contínua pela
melhoria, pela ausência de
desperdícios
Pessoas recebem culpa pelas falhas
Problemas têm sua causa raiz
analisada e tratada
A recompensa é atribuída ao
individuo
A recompensa é atribuída à equipe
O fornecedor é visto como um ator
externo que não ajuda no processo
O fornecedor é parte fundamental do
time
A informação é escondida e mantida
confidencial
Informações são compartilhadas
O custo diminui conforme a
quantidade aumenta
O custo diminui conforme os
desperdícios são eliminados
O foco é interno, na organização.
O cliente é o foco
As experiências passadas
impulsionam as atividades
Os processos impulsionam as
atividades
Fonte: Adaptado de Simões (2009)
2.2 PRINCÍPIOS DO PENSAMENTO LEAN
O sucesso do Lean baseia-se em uma estratégia de métodos e melhorias de
qualidade e ferramentas fundamentadas pela compreensão e motivação de pessoas
e organização e aprendizagem (LIKER; MEIER, 2005). Sua aplicação deve ser
voltada para os cinco princípios propostos por Womack e Jones (1996):
14
1. Princípio de Valor: a empresa deve definir o que realmente é valor sob o
ponto de vista do cliente, ou seja, identificar claramente aquilo que gera
resultados que o cliente esteja disposto a pagar.
2. Princípio de Fluxo de Valor: a empresa não deve enxergar suas
atividades separadamente, mas, sim, toda a sequência de operações,
tendo em mente as atividades que agregam e que não agregam valor ao
processo produtivo.
3. Princípio de Fluxo: cada item deve ser imediatamente passado ao
processo seguinte para que o processo flua de forma harmônica até a
chegada do produto ao cliente final; o que evita gerar estoques ou paradas
inesperadas.
4. Princípio da Produção Puxada: quando o Princípio de Fluxo for
impraticável, a produção deve ser iniciada somente quando houver uma
necessidade do cliente; mitigando os riscos de superprodução e estoques.
5. Princípio da Perfeição: a melhoria contínua deve guiar o uso do Lean, o
que cria infinitas ações que podem ser implementadas na busca pela
perfeição dentro da cultura da organização.
A Toyota entendeu que, para aumentar seu retorno sobre os processos, sua
ótica deveria ser a mesma do cliente, pois muitas atividades desenvolvidas não
aumentavam o valor do produto e tampouco se faziam necessárias para seus
controles ou processos; somente a partir desta percepção o foco passou a ser em
eliminar ou reduzir ao máximo as atividades que não agregam valor a produto sob o
ponto de visto do cliente. Segundo Hines e Taylor (2000), as atividades dentro de
uma empresa podem ser classificadas como:
Atividades que agregam valor (AV): atividades que tornam o produto ou
serviço mais valioso para o cliente.
Atividades necessárias que não agregam valor (NAV): atividades que não
tornam o produto ou serviço mais valioso aos olhos do cliente final, mas que são
necessárias para empresa – estas são classificadas como muda tipo 1.
Atividades que não agregam valor (NAV): atividades que não tornam o
produto ou serviço mais valioso para o cliente e não são necessárias mesmo mas
atuais circunstâncias – estas são classificadas como muda tipo 2.
15
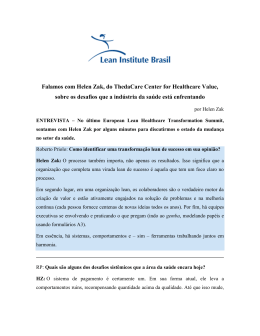
Como o enfoque no Sistema Toytota é na redução de atividades que não
agregam valor ao cliente, há um maior potencial de ganho nos esforços voltados
para a eliminação de desperdícios (Figura 2):
Figura 2 – Proporção das atividades que agregam valor (AV) e que não agregam valor
(NAV) nas empresas
Fonte: Adaptado de Hines e Taylor (2000)
2.3 DEFINIÇÃO DOS DESPERDÍCIOS
A operação padrão das empresas, que têm dificuldades em detectar a
variação de demanda requerida pelos clientes, leva a uma falta de regularidade da
operação (mura). Esta variação do processo causa sobrecarga de pessoas e
equipamentos (muri) levando, consequentemente, aos desperdícios (LIKER, 2005).
Estes três termos – mura, muri e muda – também são conhecidos como “os três Ms”
e sintetizam coletivamente as práticas que geram o desperdício a ser eliminado em
conjunto no TPS.
Ohno (1988) sintetiza em sete itens as perdas identificadas pela Toyota:
1. Superprodução: produção mais itens do que o necessário ou muito cedo
(quando não há demanda), o que gera perda com excesso de pessoal e resulta em
excesso de inventário.
2. Espera (tempo sem trabalho): em função de longos períodos de
inatividade, os funcionários ou servem apenas para vigiar uma máquina automática
16
ou ficam esperando pelo próximo passo no processamento, ferramenta, suprimento,
peça, etc., ou simplesmente não têm trabalho para fazer devido a uma falta de
estoque, atrasos no processamento, interrupção do funcionamento de equipamentos
e gargalos de capacidade. Isto resulta em fluxos pobres e longos prazos de entrega.
3. Transporte ou movimentação desnecessários: movimento do item em
processo por longas distâncias, criação de transporte ineficiente ou movimentação
de materiais, peças ou produtos acabados para dentro ou fora do estoque ou entre
processos.
4. Processamento inapropriado: passos desnecessários para processar os
itens. Processamento ineficiente devido a uma ferramenta ou ao projeto de baixa
qualidade do produto, causando movimento desnecessário e produzindo defeitos.
Geram-se perdas quando oferecem produtos com qualidade superior à que é
necessária em detrimento do uso de ferramentas mais simples e eficientes.
5. Inventários desnecessários: excesso de matéria-prima, de estoque em
processo
ou
de
produtos
acabados,
causando
lead
times
mais
longos,
obsolescência, produtos danificados, custos de transporte e de armazenagem e
atrasos.
Além
disso,
o
estoque
excessivo
oculta
problemas,
como
desbalanceamento de produção, entregas atrasadas dos fornecedores, defeitos,
equipamentos em conserto e longo tempo de setup.
6. Movimento desnecessário: qualquer movimento inútil que os funcionários
têm que fazer durante o trabalho, tais como procurar, pegar ou empilhar peças,
ferramentas, etc. Caminhar sem necessidade também é uma perda.
7. Defeitos: produção de peças defeituosas ou correção. Consertar ou
retrabalhar, descartar ou substituir a produção e inspecionar significam perdas de
manuseio, tempo e esforço; baixo nível de serviço ao cliente.
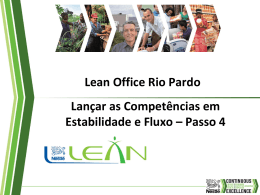
2.4 PRINCIPAIS FERRAMENTAS DO LEAN
Para atingir o objetivo o Sistema Toyota de Produção, que é a eliminação ou
redução dos desperdícios, diversas ferramentas lean podem ser utilizadas pelas
17
organizações em diferentes níveis para garantir a aderência e a sustentabilidade aos
programas de lean.
Figura 3 – Uso das Ferramentas Lean
Fonte: Liker e Meier (2012)
Abaixo segue uma breve descrição de algumas das principais ferramentas do
Lean (LEXICO LEAN, 2003):
• 5S: Cinco termos que começam com a letra S, que descrevem práticas úteis
para a organização do ambiente de trabalho, gerenciamento visual e
produção lean. Os termos em japonês são denominados: seiri, seiton, seiso,
seiketsu e shitsuke. Traduzindo para o português, os termos são: senso de
descarte, senso
de
organização,
senso
de
limpeza,
senso
de
padronização e senso de autodisciplina. O 5S possibilita um ambiente onde
existam apenas os equipamentos e materiais necessários, organizado
seguindo padrões pré-estabelecidos, onde é possível encontrar materiais com
facilidade, tornando a vida das pessoas mais fácil, produtiva, segura e,
consequentemente, torna as pessoas auto motivadas para o trabalho;
• A3: ferramenta para resolução de problemas, em que a análise do problema,
as ações corretivas e o plano de ação são descritos em uma folha de papel
18
no formato A3, preferencialmente com gráficos e mapas de fluxo de valor.
São utilizados para: promover a melhoria contínua; alinhar as iniciativas,
medidas estratégicas na organização, processos e atividades; e como método
de resolução de problemas;
• Andon: Ferramenta de gestão visual que mostra o estado das operações
em uma área em um único local e avisa quando ocorre algo anormal;
• Cadeia de ajuda: rotina de interação e envolvimento de pessoas para a
solução de problemas, permitindo uma resposta rápida a produção e evitando
passar defeitos para o processo seguinte. Nessa cadeia, definem-se os
integrantes, suas respectivas responsabilidades, os tempos de referência
para a solução dos problemas e o padrão dessa sistemática;
• Evento Kaizen: a palavra kaizen significa mudança boa, ou melhoria
contínua. Melhorias feitas com base em sugestões de bom senso, otimização
do esforço e uso de ferramentas de baixo custo são exemplos de kaizen. Para
diminuir o tempo de implementação das melhorias pode ser feita através de
uma ferramenta poderosa chamada “evento kaizen”, isto é, um projeto de
curto prazo focado para melhorar um processo, com o objetivo de agregar
mais valor com menos desperdício. Esta ferramenta enfatiza a utilização de
esforços humanos trabalhando em equipe, envolvendo treinamento e
dedicação, sendo considerada uma alternativa de baixo custo para
implantação da melhoria (HANASHIRO, 2007);
• Fluxo Contínuo: é a produção sem interrupções, com a peça seguindo do
processo do fornecedor ao processo em que é utilizada, mitigando os
desperdícios de superprodução, estoques intermediários e esperar. As células
de produção são um exemplo desta ferramenta, nas quais as máquinas ficam
próximas umas às outras em formato de “U”, normalmente, trabalhando com
um fluxo de lotes unitários e operadores multifuncionais. Sua importância é
muito grande para a empresa e seus resultados financeiros podem ser
percebidos imediatamente, já que diminui os estoque e, consequentemente, o
capital de giro, pois há um baixo custo com estoques intermediários; além
disso, o lead time menor traz um retorno financeiro mais rápido, afinal o custo
com matéria-prima será absorvido com mais rapidez.
19
• Gestão Visual: Exposição visual de todas as ferramentas, peças, atividades
de produção e indicadores de desempenho do sistema de produção, de modo
que a situação real possa ser entendida rapidamente por todos os envolvidos;
• Layout Celular: Layout com máquinas/processos agrupados por família de
produtos,
com
fluxo
unitário
de
peças
e
utilizando
trabalhadores
multifuncionais buscando alcançar eficiência;
• Mapa de Fluxo de Valor: seu objetivo é transcrever o fluxo de material ao
longo do fluxo de valor de uma forma dinâmica, visual e de fácil entendimento.
Apesar de simples, é uma ferramenta muito poderosa que permite visualizar o
fluxo de valor de uma forma sistêmica, apresenta as seguintes possibilidades:
- Identificar facilmente as fontes de desperdícios do fluxo;
- Tornar visíveis as possíveis decisões sobre o fluxo, desde os níveis mais
abrangentes até os detalhes;
- Priorizar a implantação de atividades com âmbito global;
- Relacionar o fluxo de informação com o de materiais;
- Fornecer informações sobre a operação ótima da unidade produtiva a fim de
atingir o fluxo de valor mais adequado.
• Nivelamento de produção (Heijunka): nivelamento do tipo e da quantidade
de produção durante um período fixo de tempo. Isso permite que a produção
atenda eficientemente às exigências dos clientes, ao mesmo tempo em que
evita excesso de estoque, reduz custos e o lead time de produção em todo
fluxo de valor. O nivelamento pode ser feito pelo Heijunka Box, também
conhecido como quadro de programação e nivelamento de produção;
• Nivelamento de trabalho: Distribuição dos elementos de trabalho entre os
operadores de forma a nivelar a carga de trabalho e adequar ao takt time
(ritmo de produção para atender as necessidades do cliente);
• Poka-Yoke: é um dispositivo a prova de erros destinado a evitar a
ocorrência de defeitos em processos de fabricação e/ou na utilização de
produtos. O Poka-yoke possibilita a inspeção 100% através de controle físico
ou mecânico, ajudando os operadores a evitar erros em seu trabalho, tais
20
como escolha de peça errada, montagem incorreta de uma peça,
esquecimento de um componente, entre outros;
• Sistemas Puxados: deve-se estabelecer a lógica da puxada de produção
onde não for possível instaurar fluxo contínuo, por diversos fatores tais como
o uso de máquinas não dedicadas ao processo ou elevados setups. Para tal
tarefa foi elaborado um sistema de controle via kanban – um termo japonês
que quer dizer “sinal”. O kanban é comumente empregado na forma de um
sistema de informação visual que, baseado na “puxada”, demanda do cliente,
dispara a produção do item em questão nas quantidades determinadas. A
produção puxada tenta eliminar a produção em excesso, por meio da
utilização de supermercados;
• SMED ou Troca Rápida de Ferramentas: SMED é a abreviação da
expressão em inglês Single Minute Exchange of Die e refere-se a uma série
de princípios para realizar troca de ferramentas (setups) em tempos com um
único digito, ou seja, inferior a 10 minutos. O tempo de setup é definido como
o tempo entre a fabricação da última peça boa do produto A até a primeira
peça boa do produto B. O princípio do SMED é realizar o maior número de
atividades do setup externamente, ou seja, com a máquina em funcionamento
diminuindo o tempo que a máquina fica parada, possibilitando aumento de
produtividade e/ou aumento de flexibilidade;
• Trabalho Padronizado: é o estabelecimento de procedimentos precisos
para o trabalho de cada um dos operadores em um processo de produção. A
melhoria contínua depende da padronização dos trabalhos. Qualquer tarefa
ou processo desempenhado por uma pessoa deve ser documentado,
repetitivo e seguro, de tal forma a gerar produtos em conformidade com o
planejado.
Estas ferramentas devem ser usadas de forma consciente e combinada. Para
a eficácia do uso da filosofia lean, cujo foco é eliminação de perdas e a redução de
custos (OHNO, 1988), o Just In Time e a automação – automação com toque
humano – devem ser os seus pilares (SIMÕES, 2009). O JIT garante que o fluxo
balanceado de produção não seja interrompido, enquanto a automação cria meios
para que, caso haja uma não conformidade de peça ou com um item, o processo
21
não seja parado ou, na pior das hipóteses, seja reestabelecido da maneira mais
rápida possível. A Figura 2 apresenta a combinação de atividades para que, como
consequência, não haja formação de estoque de produto ou no processo.
Figura 4 - Passos para o estabelecimento de uma produção JIT
Fonte: Simões (2009)
2.5 O LEAN NA ÁREA DA SAÚDE
Segundo Souza (2008), não se sabe ao certo qual o primeiro trabalho de
implantação da filosofia lean na área de saúde, entretanto, as primeiras publicações
são datadas no ano de 2002. Entre as primeiras publicações, pode-se citar o
trabalho do National Health Service (NHS), ou Serviço Nacional de Saúde Britânico
(NHS Modernisation Agency, 2002) e a pesquisa desenvolvida por Allway e Corbett
(2002), que especulam sobre potenciais ganhos do lean healthcare, e os textos de
22
Bushell e Shelest (2002) e Feinstein et al. (2002), que relatam ganhos providos da
implantação do lean em hospitais americanos.
Como todas as organizações são, afinal, compostas por uma série de
processos, atividades ou ações que buscam criar valor para aqueles de quem
dependem (clientes ou pacientes), o pensamento lean é, portanto, aplicável a todas
elas. Womack et al. (2005) ressaltam que o pensamento lean não é uma tática de
manufatura ou um programa de redução de custos, mas uma estratégia de gestão.
Segundo Bertani (2012), o sistema de gestão de operações das empresas ao
redor do mundo tem evoluído em direção à mentalidade enxuta. Inicialmente
utilizada na manufatura, a filosofia lean tem se espalhado para outros setores e
modalidades de operação, como empresas de serviço, construção civil e –
especificamente associados a este trabalho – os hospitais (ANTONIOLI; CALARGE,
2013). A Figura 3 mostra a evolução da filosofia lean para outras áreas.
Desde seu início na indústria automotiva o foco do Sistema Toyota de
Produção era a redução de custos (eliminação de desperdícios), utilizando
ferramentas para controles de qualidade, quantidade e respeito pela humanidade. A
grande mudança na maneira de utilizar os princípios do lean deu-se em meados dos
anos 1990, quando iniciou-se uma nova abordagem que visou a utilização do just in
time e da gestão da qualidade total em alinhamento aos impactos que as
organizações têm sobre o processo como um todo, iniciando, assim, o Lean
Thinking.
No começo dos anos 2000 a aplicação do lean passa a ser feita e estudada
em ambientes hospitalares, uma vez que podem ser utilizadas técnicas para reduzir
os tempos de espera e o número de erros ao e mesmo tempo em que se aumenta
flexibilidade da entrega, melhora a capacidade e aumenta a satisfação do cliente –
tudo isso traz maior sucesso competitivo a longo prazo (SIMÕES, 2009).
23
Figura 5 – Evolução da Filosofia lean
Adaptado de Bertani (2012)
Assim como nos ambientes de manufatura, o lean na área da saúde deve
focar na diminuição de processos que não adregam valor ao cliente, como: cadastro
dos pacientes em múltiplos formatos e locais, movimentação desnecessária dos
pacientes para os quartos antes das camas estarem disponíveis, movimentação
excessiva do paciente por falta de controles, tempos de espera excessivos causados
pelo processo (e não pelo procedimento) e processos que, quando acumulados,
deixam o paciente internado por mais tempo do que o necessário. (ROBINSON, et
al, 2012). Estes desperdícios acabam se refletindo em uma baixa satisfação dos
usuários do sistema de saúde no Brasil – uma pesquisa feita pela instituição Delloite
solicitou que o serviço prestado fosse avaliado em uma escala que ia de excelente
(A) a ruim (E) (figura 6).
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
92%
35%
26%
31%
7%
1% 8%
A
B
Satisfatório
Percentual por item
C
D
Não satisfatório
Percentual por grupo
E
24
Figura 6 – Pesquisa de satisfação ao sistema de saúde no Brasil
De Vetori (2011) apud Calado (2013)
Apesar de em ambientes fabris a abordagem é com foco no produto que o
cliente irá consumir, enquanto nos hospitais lida-se direto com o cliente, que neste
caso é o produto do processo, é possível identificar semelhanças entre eles. De
acordo com Buzzi e Plyiuk (2012), estas áreas de convergência encontram-se
divididas em quatro:
1) Processos: Hospitais e fábricas são formados por uma série de processo,
conjuntos de atividades ou etapas distintas que criam valor para seus
pacientes ou clientes. Para agregar valor do ponto de visto do cliente, estes
processos acabam se inter-relacionando e passam por diversas áreas dentro
da organização (AHERNE & WHELTON, 2010 apud BUZZI, PLYIUK, 2012).
2) Gestão de Materiais: Assim como nas indústrias as matérias-primas e os
produtos acabados são administrados e precisam estar no local requerido no
momento adequado, nos hospitais os tipos de produto são diferentes:
medicamentos, materiais, suprimentos e equipamentos (GRABAN, 2011).
3) Gestão de Recursos Humanos: o aproveitamento do capital humano nos
hospitais é crítico para o resultado do processo – tratamento do paciente –
uma vez que uma falha de mão de obra pode trazer grandes danos à saúde
do paciente. De maneira geral, a mão de obra neste setor tem qualificação
específica (YIH, 2011 apud BUZZI, PLYIUK, 2012).
4) Clientes: enquanto na indústria os principais clientes são o consumidor e, em
alguns casos, o cliente direto, no ambiente hospitalar pode se diferenciar o
cliente, muitas vezes em uma mesma situação, em:
a) Paciente: É aquele que irá efetivamente realizar o procedimento médico.
b) Familiares: Apesar de não serem o objeto principal das ações, interferem na
opinião sobre a qualidade dos serviços prestados.
25
c) Payers: Planos de saúde, empresas ou pessoas físicas responsáveis por arcar
com os custos dos procedimentos (BORBA, 2007; KOTLER et al.,2010; apud BUZZI,
PLYIUK, 2012).
Em ambos os casos, manufatura e hospital, a organização precisa estruturar
suas atividades internas de tal forma que tanto o produto a ser entregue quanto o
processo pelo qual ele passa estejam alinhados às necessidades dos consumidores
(PROTZMAN et al. 2011, apud BUZZI, PLYIUK, 2012).
Womack et al. (2005) sintetizam esta abordagem:
[...] Gestão lean não é um conceito novo, mas é relativamente novo para o
setor de saúde. Embora os céticos estejam certos quando dizem “Os
pacientes não são carros”, a assistência médica é, de fato, realizada em
organizações extraordinariamente complexas, com milhares de processos
de interação, assim como a indústria de transformação. Assim, muitos
aspectos do Sistema Toyota de Produção e outras ferramentas lean podem
e são aplicáveis aos processos de prestação de cuidados.
2.6 ADEQUAÇÃO DO PENSAMENTO LEAN A AMBIENTES HOSPITALARES
O processo de identificação e perdas, inicialmente focado no processo de
produção dos automóveis, têm se tornado dinâmico e flexível para se adequar a
qualquer processo que não seja enxuto em demandar esforços apenas no que for
requerido para o cliente ou para o processo – seja ele qual for. Assim, os estudos de
caso disponíveis na literatura exercem um papel importante para que a produção
científica consiga esclarecer e criar padrões de uso das ferramentas do lean na área
de healthcare e boas práticas para sua implementação e gestão, como faz Bertani
(2012).
Simões (2009) sintetiza uma analogia entre as sete perdas apresentadas por
Ohno (1988) para a manufatura com exemplos de suas manifestações em
ambientes hospitalares (Quadro 2).
Quadro 2 - Desperdícios Lean e exemplos destes no ambiente hospitalar.
Desperdício Lean
Transportes
Exemplo de Desperdício em Ambientes Hospitalares
•
Transportes de pacientes, medicamentos,
amostras de laboratório e documentos.
26
Inventário
•
Materiais mantidos em estoque em quantidade
além da requerida.
•
Acúmulo de amostras para análise, pacientes
sem leitos e/ou aguardando resultados de testes e
diagnósticos.
Movimentação
•
Funcionários que se deslocam a procura de
documentos e registros, por exemplo: remédios
utilizados mas não devolvidos aos seus lugares
corretos, armazenamento de seringas a agulhas em
extremidades opostas da sala, enfermeiros que tratam
pacientes em diferentes alas e procuras por
documentos.
Tempo de Espera
•
Paciente esperar mais do que o necessários por
enfermeiros, médicos, tratamentos, medicamentos e
alta.
•
Leitos ficarem disponíveis enquanto há uma fila
de pacientes que poderiam usa-los.
Superprodução
•
Documentos, registros, testes ou processos
duplicados ou redundantes, gerando acúmulo de
dados e papéis.
Processos
•
Desnecessários
los.
Defeitos
Preparar documentos antes do processo requeri-
•
Duplicar as informações.
•
Erros de medicação/diagnóstico, identificação
incorreta de amostras, lesão causada por medição
defeituosa.
•
Repetir testes porque a informação correta não
fora fornecida.
Adaptado de Simões (2009)
Amirahmadi et al. (2007) também sugere dois novos tipos de desperdícios:
27
•
Re-priorização: iniciar uma tarefa e mudar para outra antes de concluir a
primeira.
•
Pouca utilização do talento das pessoas: utilizar as pessoas como operadoras
e não como trabalhadores especialistas em processos.
Utilizado inicialmente no Park Nicollete Cancer Center e pelo Virginia Mason
Medical Center desde o início dos anos 2000 (PINTO, 2.014), os sete fluxos da
saúde permite que haja uma abordagem específica por tipo de fluxo enquanto se
busca um fluxo contínuo e livre de interrupções e com os desperdícios eliminados:
1. Fluxo dos pacientes: o caminho percorrido pelo paciente enquanto ele recebe
os cuidados que requer, desde sua entrada até a sua saída, que é diferente do fim
do tratamento. Como este é fluxo que mais agrega valor ao processo, é importante
que seja o guia para a eliminação das perdas.
2. Fluxo dos médicos: conforme são reduzidos os desvios dos médicos, maior
pode ser o tempo que ficam em contato com os pacientes.
3. Fluxo das medicações: deve focar na distribuição dos locais de armazenagem
ao longo do hospital, garantindo que as medicações sejam rastreáveis.
4. Fluxo dos suprimentos: a principal diferente com relação às medicações é que
estas devem ser completamente rastreáveis, enquanto luvas e seringas, por
exemplo, não requerem tal nível de cuidado.
5. Fluxo das informações: isto é referente a todo conhecimento que flui através
dos processos de cuidado e gestão, sustentados pelo prontuário do paciente.
6. Fluxo da utilização de equipamentos: o objetivo deste é que buscar o
equilíbrio entre a capacidade e a demanda de cada equipamento, utilizando-os mais
ou da forma mais adequada.
7. Fluxo da engenharia dos processos: o último fluxo da saúde foca na interação
de todos os profissionais do hospital com os fluxos vistos anteriormente, pois define
o modelo que deverá ser usado para melhorar e manter as mudanças.
É importante que esteja claro para a organização que estas ferramentas são
usadas como suporte para a implantação do lean. A maior parte das publicações
foca em relatos de ações/ferramentas focadas na parte operacional ao invés da
tática ou estratégica, porém esta abordagem mais holística mostra-se fundamental
para a implementação de qualquer sistema, seja na manufatura ou na área de
28
serviços. Bertani (2012) comenta em seu trabalho que este índice pode chegar a
66% de aplicações operacionais.
34%
Estratégico
Operacional
64%
Figura 7 – Relação entre a abordagem de implantação do Lean Healthcare
Fonte: Bertani (2012)
Ainda assim, mesmo que durante o processo de implementação de apenas
uma ferramenta em qualquer área hospitalar, é fundamental que seja definido quem
é o cliente, afinal é para seu fluxo de valor que a eliminação das perdas deve ser
feita. Em alguns casos é possível notar que o foco das ações tomadas é a melhoria
do hospital em alguma classificação ou ranking (SERAPHIM; SILVA; AGOSTINHO,
2010), pois a organização pode desejar melhorar seus resultados para seus
investidores ou mantenedores. Da mesma forma, é possível que a abordagem foque
melhorias que tragam melhores resultados para planos de saúde, governos,
sociedade ou a própria satisfação da equipe médica. A maior parte, no entanto, é
voltada para os pacientes, pois, apesar de passarem pelo tratamento, são eles os
interessados na melhora na saúde e na eliminação da maioria dos desperdícios do
lean na área da saúde.
Nota-se, portanto, que no lean healthcare o sujeito que recebe a ação é o
mesmo que perceberá o seu valor, pois ele passa pelo processo – de forma análoga
às peças transformadas na manufatura – ao mesmo tempo que, por outro lado, ele é
o maior interessado que os desperdícios eliminados consiga tornar seu tratamento
mais rápido e eficiente (SIMÕES, 2009).
29
3 METODOLOGIA
De acordo com Gil (2008), pode-se definir uma pesquisa como um
procedimento racional e sistemático que tem como objetivo proporcionar respostas
aos problemas que são propostos, na qual são verificados os fatores que interferem
nos fatos.
Este estudo faz uma abordagem qualitativa ao tema proposto, podendo
também ser definido como pesquisa exploratória ao buscar responder à seguinte
pergunta:
Quais os principais fatores de sucesso e as ferramentas empregadas para o
sucesso em programas de Lean Healthcare?
Para a resposta à pergunta estabelecida, será utilizada a pesquisa
exploratória, através de um levantamento bibliográfico e documental que incluem a
análise de estudos de casos, pois o objetivo é criar uma visão geral acerca da
proposta de abordagem do lean healthcare que ainda precisa ser validade e testada
através de futuros trabalhos exploratórios, que pode ser investigativo com o uso de
procedimentos mais sistematizados (GIL, 2008).
O presente trabalho se propõe a analisar a literatura disponível sobre a
aplicação do lean healthcare de forma que possam ser identificadas as boas práticas
para suma implementação, fatores de sucesso, dificuldades e principais resultados
obtidos. Para tanto, pode-se dividir as etapas de seu desenvolvimento em: (a)
definição do tema; (b) levantamento de casos e conceitos relevantes ao lean
healthcare; (c) análise da literatura; (d) identificação de boas práticas para aplicação
e resultados obtidos; (e) análise crítica das informações coletadas. Assim, o
resultado deste estudo apoia-se no método hipotético-dedutivo definido por Kaplan
(1972):
[...] o cientista, através de uma combinação de observação cuidados, hábeis
antecipações e intuição científica, alcança um conjunto de postulados que
governam os fenômenos pelos quais está interessado, daí deduz ele as
consequências por meio de experimentação e, dessa maneira, refuta os
postulados, substituindo-os, quando necessário, por outros, e assim
prossegue.
30
O lean healthcare foi escolhido (a) por ser uma abordagem recente dos
conceitos de manufatura enxuta à uma área que tem enorme retorno e impacto na
sociedade e que, se bem gerida, pode ter excelentes resultados financeiros. Para o
levantamento dos casos e conceitos relevantes (b), foi feita uma pesquisa sobre os
assuntos e abordagens relevantes ao presente trabalho; em seguida (c) uma revisão
da literatura foi feita, examinando a metodologia, boas práticas, ferramentas
utilizadas e resultados obtidos.
Uma vez revisada a bibliografia, foram analisados os itens relevantes à
proposta deste trabalho, identificando e detalhando os itens que embasassem os
objetivos deste trabalho para classificar os diferentes quocientes desta filosofia (d).
Por fim, as informações compiladas no item (d) foram apreciadas e analisadas para
a qualificação e a quantificação dos resultados (e).
31
4 APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS
Ainda que a aplicação do lean na área de serviços (lean services) não seja
tão difundida quanto na manufatura, o número de publicações relevantes vem
crescendo nos últimos anos, conforme constatado por Antonioli e Calarge (2013).
Analisando exclusivamente a aplicação na área da saúde, nota-se que a maior parte
dos papéis tem um foco em ferramentas e resultados obtidos no nível operacional, o
que
compromete
a
sustentabilidade
dos
resultados
obtidos,
já
que
as
implementações do lean healthcare têm melhores resultados quando alinhadas à
uma estratégia dos hospitais (BERTANI, 2012).
Parte significante das ferramentas do Lean Manufacturing são adaptáveis aos
ambientes hospitalares, desde as mais elaboradas como nivelamento da produção
até as mais simples (poka yokes, SMED e 5S). No entanto é possível perceber que
uma ferramenta comum nas melhorias implementadas é o mapeamento do fluxo de
valor (VSM, na sigla em inglês), mesmo quando usado como ferramenta base que
pode impulsionar a aplicação de outras ferramentas menos complexas e mais
operacionais, como demonstrado por Gouvêa (2012). Isto explica-se pelo fato do
VSM conseguir mostrar uma visão de curto-médio prazo que facilita o engajamento
dos colaboradores e permite utilizar táticas diferenciadas para atingir o(s) objetivo(s)
estabelecidos, de forma que consiga, em um nível tático e/ou operacional, garantir
um alinhamento com a visão de longo prazo da companhia, suportando a
abrangência buscada nos casos de sucesso que são alinhados à estratégia.
Desta forma, o capítulo 4 será dividido em 4.1 e 4.2: a primeira parte
explorará como deve ser estruturado um programa de mudança que consiga
mostrar-se sustentável, eficaz e perene; já na segunda parte serão quantificadas as
melhorias obtidas com cada ferramenta na literatura analisada, de forma que seja
possível mostrar quais ferramentas são usadas com mais frequência e quais trazem
os melhores resultados nas aplicações do lean healthcare..
4.1 ESTRUTURA DE IMPLANTAÇÃO DO LEAN HEALTHCARE
O Lean Thinking trouxe uma perspectiva de aplicações que impulsionou seu
uso em sistemas da área de saúde, pois a metodologia de implementação daquele
pode ser compartilha com este. Sua sequência leva à um foco estratégico por definir
32
o que é valor por, em sua primeira etapa, definir o que é valor para o cliente e
desenvolver atividades em seguida que melhor a percepção de valor pelo cliente – e
reduza os desperdícios na organização. Um ponto importante é que ao final do ciclo
de implementação o sistema mantem-se atualizado pela busca constante pela
perfeição. A visão de Womack et al. (2007) é pode ser representada pela figura 8.
Figura 8 - Sequencia de implementação do lean healthcare
Adaptado de Womack et al. (2007)
A sequência definida por Womack et al. (2007), apesar de amplamente
difundida, não é a única; Bertani (2012), por exemplo, estabelece nove etapas que
aprimoram as sete representadas na figura 8, de forma que haja um maior
engajamento das pessoas, gerenciando adequadamente a mudança e garantindo
que o lean healthcare recebe uma abordagem estratégica, o que aumenta as
chances de sucesso e sustentabilidade.
As nove etapas definidas por Bertani (2012) são:
33
1. Definição do cliente: apesar de haver mais de um possível cliente no
hospital, como planos de saúde, o Sistema Único de Saúde, instituições
mantenedoras e familiares, entre outros, é de relevante importância que valor
seja definido para o paciente, que é o cliente principal.
2. Estrutura de implantação: os papéis e responsabilidades devem ser
definidos para que haja um empowerment das equipes que serão criadas
pontualmente para implantação de melhorias ou mesmo uma equipe fixa que
fará a gestão do lean dentro da organização – é importante também que um
membro da alta gerência faça parte desta equipe.
3. Estabelecimento de objetivos e metas: em algumas aplicações do lean
não é estabelecido onde se deseja chegar com a implementação das
ferramentas, porém é preciso definir objetivos e metas claras ainda na fase
inicial do projeto para garantir que os esforços serão tomados nas áreas foco
e estarão alinhados à estratégia.
4. Envolvimento de pessoas: colaboradores dos níveis estratégico, tático e
operacional devem ser envolvidos durante a jornada lean, de forma que:
- Não é obrigatório que haja envolvimento dos médicos;
- Alguns paradigmas podem ser desfeitos caso haja envolvimento de
colaboradores de outras áreas;
- É fundamental para o sucesso dos projetos de lean na área da saúde que a
alta gerência seja envolvida.
5. Treinamento: os envolvidos precisam ser treinados por profissionais
experientes em lean, para garantir que além de engajados (envolvimento das
pessoas) eles saibam a maneira correta de atuar.
6. Mapeamento da situação atual e desenvolvimento da situação futura:
parte predominante das implantações utiliza o mapeamento do fluxo de valor
como ponto de partida para identificação dos desperdícios – principalmente
as que focam exclusivamente o nível operacional.
7. Implantação de melhorias: todas as ferramentas do capítulo 2.4 podem ser
utilizadas para a implantação de melhorias, porém uma parte considerável
das publicações usa ferramentas menores durante eventos kaizen.
8. Sustentabilidade
das
melhorias
implantadas:
a
manutenção
das
melhorias implantadas pode ser dar através da definição de responsáveis
pelos fluxos de trabalho ou até mesmo pela formalização de Trabalhos
34
Padronizados, porém em ambos os casos eles precisam ser revisados
frequentemente.
9. Melhoria contínua: após os resultados terem sido alcançados, os itens 6, 7
e 8 devem ser repetidos para que novos patamares sejam alcançados.
A abordagem proposta por Bertani (2012) foca na garantia de uma maior
sustentabilidade nas implantações de lean healthcare por causa de suas etapas
estrutura de implantação (2), estabelecimento de objetivos e metas (3), envolvimento
de pessoas (4), treinamento (5) e sustentabilidade das melhorias implantadas (8) – é
possível inferir que sua sequência engaja os colaboradores de diversos níveis
(operacional, tático e estratégico) enquanto os mantém alinhados às estratégias
organizacionais. Womack et al. (2007) por sua vez defendem, além dos pontos em
comum, a necessidade de haver um sistema puxado, conforme era requerido desde
o início do Sistema Toyota de Produção, no entanto em alguns cenários hospitalares
esta característica não seja plenamente aplicável em função da criticidade ou do tipo
de tratamento oferecido ao cliente.
4.2 ESTUDO DA APLICAÇÃO DAS FERRAMENTAS DO LEAN HEALTHCARE
A eficiência do uso das ferramentas do lean na manufatura e conhecida e
comprovada, porém é preciso que o mesmo comportamento quanto à eliminação de
desperdícios seja visto nos ambientes hospitalares. Por ter derivado do Lean
Thinking, o lean healthcare deve mostrar resultados consistentes e uma aderência
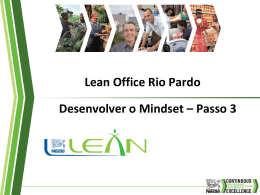
às ferramentas sem que haja um distanciamento de sua essência. A figura 9 mostra
a aplicação das ferramentas do lean na bibliografia do presente estudo e a tabela 1
reforça a adequação deste sistema em ambientes hospitalares diversos. É possível
que a mesma referência tenha feito uso de mais de uma ferramenta ou prática.
35
30
27
Número de Referências
25
25
20
15
10
21
17
13
13
13
8
7
7
6
6
6
4
5
2
2
2
0
Figura 9 – Aplicação das ferramentas do lean healthcare
Fonte: Autor (2014).
O quadro 3 compila os autores que fizeram referência a aplicações ou possíveis
usos das ferramentas do lean em ambientes hospitalares. É preciso notar que o uso
de várias ferramentas pode ter sido feito por diferentes autores.
Quadro 3 – Ferramentas citadas por referência blibliográfica
Ferramenta
Lean
Mapa de
Fluxo de
Valor
(27 citações)
Ocorrências na bibliografia
Bressan et al. (2012); Caixeta et al (2013); Camões, Carvalho e Martins
(2012); Coelho et al (2012); Enache-Pommer (2008); Ferro (2009); Filingham
(2007); Gouvêa (2012); Henrique (2014); Kim et al. (2006); King et al. (2006);
LaGanga (2012); Laursen, Gertsen e Johansen (2003); Lima (2007); Mast el
al 2011; Monteiro (2011); Moraes et al. (2013); Rickard (2007); Rocha et al.
(2014); Rosso, Cortimiglia e Magnano (2014); Selau et al. (2009); Seraphim,
Silva e Agostinho (2010); Silva et al (2012); Taninecz (2007); Trilling et al.
(2010); Womack et al. (2005); Zanchet, Saurin e Missel (2007)
Trabalho
Amirahmad et al. (2007); Ballé e Régnier (2007); Bem-Tovim (2008);
Padronizado Bressan et al. (2012); Caixeta et al (2013); Cottington (2008); Culbertson
(25 citações) (2005); Dhindsa (2009); Ferro (2009); Figueiredo (2006); Filingham (2007);
Gastineau et al. (2009); Gijo e Antony (2013); Kim et al. (2006); LaGanga
(2012); Lima (2007); Monteiro (2011); Pestana et al. (2013); Rickard (2007);
Rotondaro e Muto (2008); Santos e Maçada (1998); Seraphim, Silva e
Agostinho (2010); Silberstein (2006); Silva et al (2012); Taninecz (2007)
5S
Bressan et al. (2012); Camões, Carvalho e Martins (2012); Culbertson
(21 citações) (2005); Dhindsa (2009); Ferro (2009); Filingham (2007); Guimarães (2014);
Kim et al. (2006); King et al. (2006); Lima (2007); Monteiro (2011); Moraes et
36
Sistemas
Puxados
(17 citações)
Evento
Kaizen
(13 citações)
Nivelamento
de Produção
(13 citações)
Fluxo
Contínuo
(13 citações)
Redesenho
de Fluxo de
Valor
(8 citações)
Layout
celular
(7 citações)
Gestão
Visual
(7 citações)
A3
(6 citações)
Nivelamento
de Trabalho
(6 citações)
SMED
(6 citações)
Kanban
(4 citações)
Andon
(2 citações)
Cadeia de
ajuda
(2 citações)
Poka-Yoke
(2 citações)
al. (2013); Rickard (2007); Rodrigues et al. (2008); Schattenkirk (2012); Selau
et al. (2009); Silva et al (2012); Taninecz (2007); Trilling et al. (2010);
Womack et al. (2005); Zanchet, Saurin e Missel (2007)
Araujo et al (2009); Bem-Tovim (2008); Carvalho, Ramos e Paixão (2013);
Coelho et al (2012); Culbertson (2005); Filingham (2007); Gouvêa (2012);
LaGanga (2012); Lima (2007); Pestana et al. (2013); Rechel el al. (2010);
Rodrigues et al. (2008); Rotondaro e Muto (2008); Selau et al. (2009);
Silberstein (2006); Taninecz (2007); Zarbo e Angelo (2007)
Bressan et al. (2012); Bush (2007); Camões, Carvalho e Martins (2012);
Dickson et al. (2006); Filingham (2007); Lima (2007); Moraes et al. (2013);
Schattenkirk (2012); Seraphim, Silva e Agostinho (2010); Taninecz (2007);
Trilling et al. (2010); Tucker (2009); Womack et al. (2005)
Bem-Tovim (2008); Carvalho, Ramos e Paixão (2013); Coelho et al (2012);
Gastineau et al. (2009); Gijo e Antony (2013); Laursen, Gertsen e Johansen
(2003); Lima (2007); Mast el al 2011; Pexton (2008); Rechel el al. (2010);
Rickard (2007); Rocha et al. (2014); Zarbo e Angelo (2007)
Amirahmad et al. (2007); Araujo et al (2009); Bush (2007); Culbertson
(2005); Dickson et al. (2006); Filingham (2007); Lima (2007); Monteiro (2011);
Moraes et al. (2013); Nelson et al. (2009); Seraphim, Silva e Agostinho
(2010); Taninecz (2007); Zarbo e Angelo (2007)
Castle e Harvey (2009); Graban (2009); Kim et al. (2006); Lima (2007);
Monteiro (2011); Pexton (2008); Womack et al. (2005); Zarbo e Angelo
(2007)
Bush (2007); Cayou et al. (2009); Culbertson (2005); Gastineau et al. (2009);
Lima (2007); Nelson et al. (2009); Trilling et al. (2010)
Amirahmad et al. (2007); Bush (2007); Guimarães (2014); Lima (2007);
Moraes et al. (2013); Rotondaro e Muto (2008); Seraphim, Silva e Agostinho
(2010)
Ballé e Régnier (2007); Cayou et al. (2009); Cottington (2008); Ferro (2009);
Guimarães (2014); Jimmerson (2004)
Amirahmad et al. (2007); Gijo e Antony (2013); Guimarães (2014); Mast el al
2011; Pestana et al. (2013); Taninecz (2007)
Bush (2007); Kim et al. (2006); Pestana et al. (2013); Rosso, Cortimiglia e
Magnano (2014); Selau et al. (2009); Silberstein (2006)
Guimarães (2014); Rodrigues et al. (2008); Trilling et al. (2010); Zarbo e
Angelo (2007)
Bush (2007); Ferro (2009)
Bush (2007); Pestana et al. (2013)
Amirahmad et al. (2007); Araujo et al (2009)
Fonte: Autor (2014)
A tabela 1 reforça a aplicabilidade do lean em diferentes áreas hospitalares através
do levantamento blibliográfico.
37
Tabela 1 - Referência versus Área Hospitalar
Pronto Socorro
Laboratório
Centro Cirúrgico
Hospital
Farmácia Hospitalar
CME (Central de Material Esterilizado)
Ala de internação
SADT (Serviço Auxiliar de Diagnóstico e
Terapia)
Ala Hospitalar
Cínica Oftalmológica
Ortopedia
Psiquiatria
Unidade Clínica de Ensino
Radioterapia
Quimioterapia
Ala de endoscopia
Unidade de Terapia Intensiva (UTI)
Almoxarifado
Área
Referência
País
Bush (2007)
Taninecz (2007)
Bem-Tovim (2008)
EUA
Canadá
Austrália
Reino
Unido
Reino
Unido
1
1
1
1 1
1
1
Dinamarca
EUA
Brasil
1 1
1 1 1
1
1
1
Austrália
EUA
França
EUA
EUA
EUA
EUA
Brasil
Brasil
EUA
EUA
EUA
EUA
Brasil
1
1
Castle e Harvey (2009)
Filingham (2007)
Laursen, Gertsen e
Johansen (2003)
Panchak (2003)
Silberstein (2006)
Young e McClean
(2008)
Kim et al. (2006)
Ballé e Régnier (2007)
Cayou et al. (2009)
Cottington (2008)
Culbertson (2005)
Dickson et al. (2006)
Ferro (2009)
Figueiredo (2006)
Gastineau et al. (2009)
Nelson et al. (2009)
Pexton (2008)
Rickard (2007)
Selau et al. (2009)
1
1
1 1
1
1 1
1
1 1 1
1
1
1
1
1
1
1
1 1
1
1
1
1
1
1
1
1
1
1
1
1
1
38
Womack et al. (2005)
Zanchet, Saurin e Missel
(2007)
Zarbo e Angelo (2007)
Gouvêa (2012)
Seraphim, Silva e
Agostinho (2010)
Pestana et al. (2013)
Moraes et al. (2013)
Lima (2007)
Bressan et al. (2012)
Guimarães (2014)
Rocha et al. (2014)
Araujo et al (2009)
Monteiro (2011)
Rotondaro e Muto
(2008)
Rodrigues et al. (2008)
Rosso, Cortimiglia e
Magnano (2014)
Henrique (2014)
Caixeta et al (2013)
Carvalho, Ramos e
Paixão (2013)
Coelho et al (2012)
Dhindsa (2009)
Schattenkirk (2012)
Camões, Carvalho e
Martins (2012)
Silva et al (2012)
Mast el al 2011
Gijo e Antony (2013)
EUA
1
Brasil
EUA
Brasil
1
1
1
Brasil
Brasil
Brasil
Brasil
Brasil
Brasil
Brasil
Brasil
Brasil
1
1
1
1
1
1
1
1
1
Brasil
Brasil
1
1
Brasil
Brasil
Brasil
1
1
1
Portugal
Brasil
Índia
Canadá
Portugal
Brasil
Holanda
India
1
1
1
1
1
1
1
1
Fonte: Autor (2014)
4.3 RESULTADOS DAS ANÁLISES
As sequências de implantação propostas por Womack et al. (2007) e por
Bertani (2012) requerem que haja uma visão do cenário atual e, depois, uma
definição da situação futura com base nos objetivos que deseja-se alcançar pela
companhia. Porém, conforme citado anteriormente, a maior parte das publicações é
sobre a aplicação de ferramentas lean no nível operacional, porém é preciso
entender de que forma estas ferramentas suportam, apesar de um alinhamento
formal ou explícito, as propostas de implantação estudadas.
39
Pode-se agrupar as quatro ferramentas mais frequentes em dois grupos de
forma que seja possível entender o por que são as mais usadas e como isto se
alinha aos tipos de implantação:
1 – Ferramentas Iniciadoras de Melhorias: 25% dos trabalhos citam o uso de
Mapeamentos do Fluxo de Valor e/ou sistemas puxados. Não coincidentemente,
estas são as duas ferramentas mais poderosas para a eliminação de desperdícios,
pois é as tomando como ponto de partida que são identificadas as oportunidades de
melhoria e, assim, as outras ferramentas são aplicadas. Como o MFV pode ser
usado em um evento Kaizen (citado em 7% dos artigos) também, é preciso notar sua
relação direta com as etapas 3 e 4 – mapear o fluxo de valor e otimizar o fluxo de
valor, respectivamente – de Womack et al. (2007) e a 6 de Bertani (2012)
(mapeamento da situação atual e desenvolvimento da situação futura), já que,
assim, pode-se definir as ações com base na visão estratégica da companhia ou, em
um nível mais baixo da organização, as áreas que precisam de foco para eliminação
dos desperdícios.
2 – Ferramentas de padronização: trabalho padronizado e 5S correspondem a
26% dos casos analisados e são os pilares para manter as rotinas de trabalho
ocorrendo de maneira ordenada e organizada, o que mantém a repetibilidade do
trabalho independente de quem o realiza e torna o processo sustentável, evitando
que haja perda de qualidade ou de performance durante a sua execução – seja de
rotinas administrativas ou em ambientes fabris. Apesar da implementação destes
itens serem mais simples do que as das ferramentas do item 1, elas são usadas
como a base em diversos processos de melhoria (conforme visto na figura 3) e
podem, inclusive, serem aplicadas como o resultado de um MFV ou de um sistema
puxado.
De maneira complementar, o quadro 4 quantifica os ganhos obtidos de acordo
com a categoria. Nota-se que os ganhos não são concentrados somente no que
relacionado diretamente no tratamento do paciente, mas em todas as áreas
adjacentes ao processo principal.
40
Quadro 4 – Principais resultados no lean healthcare
Categoria de
Área Aplicada
Resultado
Variação
Ala hospitalar
-84%
De 10h44min para 1h44min
Farmácia
-48%
De 3h38min para 1h22min
Farmácia
-54%
-
Hospital
-93%
De até 15 dias para 1 dia
Estoques
Hospital
-53%
Redução de $1.350.000,00
Movimentação
Hospital
-44%
-81km em 2 anos
Transporte
Hospital
-75%
-
-78%
De 9h para 2h
Resultado
Lead Time médio do
paciente
Lead Time médio de
materiais
Lead Time de
processo específico
Lead Time médio de
informação
Espera
Pronto
Socorro
Retrabalho
Ala hospitalar
-77%
De 39 para 9
Área utilizada
Hospital
-41%
-2.073m²
Capacidade
Ala hospitalar
150%
-
Produtividade
Laboratório
40%
De 0,5 para 0,7 análises por
dia por analista
Aumento de
Faturamento
Hospital
33%
R$1.090.000,00/mês para
R$1.450.000,00/mês
Custos
Radioterapia
-45%
-
Lucro
Ala hospitalar
330%
-
Adaptado de Bertani (2012)
41
4.4 RESULTADO DO ESTUDO: PROPOSTA DE IMPLANTAÇÃO DO LEAN NA
ÁREA DA SAÚDE
É possível inferir que, apesar dos bons resultados obtidos com as
implantações do lean e de suas ferramentas, destacados no quadro 3, os casos
usados na bibliografia focam na eliminação de desperdícios e implantação de
melhorias não se mostram necessariamente sustentáveis, pois são, em sua maioria,
focados nos níveis operacionais ao invés de engajar o nível estratégico para, então,
descer aos outros níveis da organização com uma estrutura organizada que garanta
que o lean healthcare será incorporado à cultura da organização.
Calado (2013) propõe um Método de Diagnóstico de Empresa alinhado ao
estilo Hoshin Kanri, de forma que seja possível ter um conhecimento claro do
ambiente e da cultura do ambiente hospitalar antes que os projetos e as metas
sejam definidas. Ao utilizar este princípio antes de iniciar a implantação propriamente
dita no nível operacional, o foco é que seja estabelecido um plano estratégico de
longo prazo que se desdobre em outras ferramentas que indiquem o que deve ser
feito no curto prazo na seguinte sequência:
- Analisar o ambiente diagnosticado;
- Criar uma estratégia de médio prazo;
Projetar o hoshin anual.
O quadro 5 relaciona a etapa, o planejamento e a método hoshin.
Quadro 5 – Relação entre etapa, planejamento e método hoshin.
Alcance do
Etapa do método
planejamento
Método hoshin
5 anos (visão)
Quadro do planejamento estratégico
Visão da empresa
1 ano (plano)
hoshin
Alinhamento
Execução
Quando do planejamento hoshin
Auto diagnóstico
Implantação
Plano de ação hoshin
42
Gestão do
processo
1 mês (revisado)
Plano de implementação hoshin
Foco na meta
1 ano (revisado)
Revisão da implementação hoshin
Fonte: Adaptado de Cudney (2009) apud Calado (2013)
Em alinhamento ao modelo de diagnóstico de Calado (2013), o presente
trabalho propõe que a implantação do lean em ambientes hospitalares seja feito em
alinhamento com a necessidade dos níveis mais altos de gestão, de forma que as
ações tomadas nos níveis tático e operacional estejam alinhadas à visão estratégica
e, consequentemente, consigam suportar que os objetivos globais serão atingidos.
O quadro 6 compara as sequências de implementação propostas por
Womack et al. (2006) e Bertani (2012) com as do presente trabalho.
Quadro 6 – Comparação do método de implantação
Womack et al. (2006)
Bertani (2012)
Oliveira (2014)
1. Conhecer o cliente
1. Definir o cliente
1. Diagnosticar a empresa
2. Definir o que é valor
-
2. Definir o que é valor
-
-
3. Mapear o fluxo de valor
-
-
4. Planejar a visão de longo prazo
hoshin
-
2. Estruturar a implantação
5. Alinhar os objetivos ao plano de
longo prazo hoshin
-
3. Estabelecer de objetivos e
metas
6. Estabelecer objetivos e metas
de curto e médio prazo
-
-
7. Planejar a implementação
hoshin
-
4. Envolver as pessoas
-
5. Treinar
3. Mapear o fluxo de
valor
4. Otimizar o fluxo de
valor
6. Mapear a situação atual e
desenvolver a situação futura
8. Engajar os envolvidos
9. Mapear a situação atual e
definir a situação futura
43
5. Implementar um
sistema puxado
7. Implantar as melhorias
10. Implantar as melhorias
-
8. Sustentar as melhorias
implantadas
11. Sustentar as melhorias
implantadas
6. Melhorar
continuamente
9. Melhorar continuamente
12. Melhorar continuamente
7. Inovar sempre
-
-
-
-
13. Revisar a implantação hoshin
Fonte: Autor (2014)
Para garantir que a implantação do lean healthcare tenha um alto grau de
maturidade, é preciso que algumas etapas sejam feitas com o envolvimento dos
níveis estratégico e tático para assegurar sua sustentabilidade, o comprometimento
da organização:
1. Diagnosticar a empresa: com base em um autodiagnostico, a organização
define seu grau de maturidade com relação à práticas do lean em
comparação com os resultados que têm atingido. É importante que neste
diagnóstico hajam entrevistas com membros e todos os níveis hierárquicos
e de diferentes áreas de trabalho, assim será possível ver como o que é
feito em cada um dos níveis serve como impulso ou como sustentação
para que é feito nos outros.
2. Definir o que é valor: a definição de valor é essencial para que possa ser
definido o foco das atividades que serão tomadas. Em ambientes
hospitalares, atividades que agregam valor podem ser tanto para planos
de saúde, governos, funcionários, entidades mantenedores, familiares e, o
principal, pacientes.
3. Mapear o fluxo de valor: como finalização do diagnóstico da empresa, é
preciso que seu fluxo de valor seja compreendido. O mapeamento correto
e completo leva a criação de bases mais robustas para os passos
seguintes.
4. Planejar a visão de longo prazo hoshin: com foco nos próximos 5 anos,
esta visão de longo prazo (ou política) deve traduzir “o que” a companhia
44
deseja entregar ao final deste período. Todas as atividades e ações
desenvolvidas com o lean deverão estar alinhadas a este anseio. É
fundamental que a alta direção esteja participe ativamente desta etapa –
se possível garantindo um alinhamento entre o lean healthcare e o Plano
Organizacional Estratégico.
5. Alinhar os objetivos ao plano de longo prazo hoshin: uma vez determinado
“o que” guiará as a companhia, deve ser determinado uma estratégia que
definirá “como” a visão de longo prazo será atingida. Seu foco deve ser no
médio prazo e ela deve ser revista anualmente por todo o time lean.
6. Estabelecer os objetivos e metas de curto e médio prazo: com a política e
a estratégia determinadas, faz-se necessário que um alvo de desempenho
seja estabelecido; estes objetivos devem ser: específicos, mensuráveis,
atingíveis, relevantes e ter um limite de tempo para atingi-los.
7. Planejar a implementação hoshin: um plano mestre de trabalho deve ser
estabelecido detalhando prazos, ações, papéis e responsabilidades das
atividades que deverão ser implantadas nos 12 meses seguintes como um
desdobramento da estratégia hoshin. É fundamental que este plano de
trabalho seja revisado mensalmente para acompanhamento da evolução
das atividades e medição dos resultados obtidos.
8. Engajar os envolvidos: antes do início da fase de implantação do lean é
requerido que os envolvidos conheçam as etapas anteriores – incluindo
seus objetivos e seus resultados – como forma de se engajarem com a
filosofia, entendendo que fazem parte de “algo maior” do que
simplesmente a implantação de ferramentas de melhorias operacionais.
Uma vez que eles estejam cientes de seus papéis e “do que” a companhia
espera entregar com o lean, eles devem ser treinados nas ferramentas
relevantes e, principalmente, nos princípios da metodologia.
9. Mapear a situação atual e definir a situação futura: o Mapeamento do
Fluxo de Valor permite visualizar o fluxo de materiais, dados, informações
e pessoas relevantes aos hospitais de forma prática e funcional, já que
pode seu uso é simples e ele permite identificar os potenciais ganhos em
45
cada processo. Uma vez definido o MFV atual, é preciso desenhar o MFV
futuro, que será a condição ótima a ser alcançada.
10. Implantar as melhorias: como resultado do mapeamento da situação
futura, as ferramentas do lean são usadas para atingir os resultados
esperados ao eliminar os desperdícios detectados.
11. Sustentar as melhorias implantadas: quando não há suporte dos níveis
estratégico e tático, é possível que parte das melhorias feitas se percam
com o passar do tempo, já que elas foram usadas para sanar questões
operacionais pontuais. É preciso que as melhorias sejam padronizadas e
sustentadas para que, assim, não haja regresso nos desperdícios
eliminados.
12. Melhorar continuamente: baseado nos princípios do STP, é preciso
continuamente melhorar os resultados já obtidos.
13. Revisar a implantação hoshin: a cada 12 meses é recomendado que seja
feita uma revisão utilizando a estrutura hoshin kanri, desde a etapa 1.
Assim, evita-se que se perca o ímpeto da mudanças e espera-se manter
as ações tomadas no dia a dia alinhadas à visão de longo prazo em
qualquer ambiente hospitalar.
As 13 etapas propostas neste estudo podem ser divididas em 4 fases (figura
10):
- Revisão anual hoshin: ao início do processo e, depois, a cada 12 meses é
requerido que os níveis de maturidade e resultados da empresa sejam revistos para
que seja possível entender como foi a evolução do processo ao longo do último ano.
Caso haja alguma mudança significativa nas diretrizes da companhia (seja do
mercado, dos mantenedores ou da direção) ela deverá estar clara quando o fluxo do
valor for mapeado.
- Engajamento da alta direção: para que o alinhamento aos requerimentos de longo
e médio prazo seja mantido, é preciso que a alta direção revise anualmente seu
plano hoshin, que levará à criação de novas ações e revisão das metas.
46
- Implantação: guiada pelas determinações da alta direção, a implantação requer
pessoas envolvidas e capazes para pôr em prática as ações necessárias.
- Sustentabilidade: a fim de tornar as melhorias perenes da organização, esta fase
foca na revisão e na melhoria continua dos processos e resultados já alcançados.
É importante ressaltar que as ferramentas vistas na tabela 1 mostram-se
totalmente aplicáveis nos três modelos de abordagem vistos neste estudo, no
entanto o modelo proposto pelo autor visa garantir a sustentabilidade do lean nos
ambientes da saúde.
Figura 10 – Fluxograma do método de implantação proposto
Fonte: Autor (2014)
47
6 CONCLUSÃO
Cada vez menos surgem grandes inovações nos processos de produção que
podem levar às melhorias. Após o surgimento do lean na década de 1.940 na
Toyota,
suas
ferramentas
foram
aprimoradas
por
décadas
na
indústria
automobilística até se consolidarem como aplicáveis a outros tipos de organizações
– manufaturas em geral, empresas de prestação de serviços e, consequentemente,
nos hospitais. O princípio da filosofia lean é a eliminação dos desperdícios focando
no que agrega valor ao cliente, de forma que sejam reduzidas ou mitigadas as
atividades que não o agregam valor; nota-se que ao passar por diferentes
aplicações esta base não se perdeu, o que permite que ela seja aplicada de maneira
consistente em qualquer modelo de operação atual.
Apesar do número de publicações ter aumentado nos últimos anos, ainda
busca-se um padrão de implantação de lean healthcare que possa ser seguido de
forma a garantir o alcance dos objetivos de cada projeto e a sustentabilidade dele –
tanto ao longo do tempo como financeiramente. Diversos autores focam seus
trabalhos na simples aplicação das ferramentas, porém é notório que é preciso um
engajamento dos níveis mais altos na organização para que os programas de lean
na área da saúde atinjam toda a organização de maneira perene e estruturada.
Sendo assim, o presente trabalho buscou responder à questão “quais os principais
fatores de sucesso e as ferramentas empregadas para o sucesso em programas de
Lean Healthcare?”. Nota-se que é possível estabelecer um programa de lean
healthcare de forma padronizada e repetível através de três grandes etapas: criação
da visão estratégica (a), engajamento das pessoas (b), e eliminação das perdas (c).
O passo inicial para a implantação do lean em ambientes hospitalares é
definir para quem, por quem e para onde a companhia guiará seus esforços,
definindo quem é o seu cliente, criando uma estrutura de implantação e
estabelecendo objetivos e metas. Em seguida é preciso engajar as pessoas, as
envolvendo e treinando, pois elas serão as responsáveis pela aplicação e uso das
ferramentas – se elas não estiverem motivadas e capacitadas, é possível que o
programa de lean não tenha os frutos esperados. Por fim, na mais longa e complexa
fase, as melhorias são identificadas, implantadas e mantidas na seguinte sequência:
mapeamento da situação atual e desenvolvimento da situação futura, implantação
das melhorias, sustentação das melhorias implantadas e, por mim, melhoria
48
contínua. Ao seguir este roteiro, independente do ambiente hospitalar, o foco no
cliente é garantido e o envolvimento das pessoas feito de maneira que elas estejam
aptas a trabalhar visando a redução dos desperdícios.
Diversas ferramentas podem ser utilizadas para a implantação das melhorias
nos processos, porém as mais comumente usadas apontam que, ainda que num
nível operacional, é preciso sempre comparar a situação atual com a futura e/ou
utilizar o conhecimento das pessoas de forma útil para a eliminação dos
desperdícios, usando o Mapa do Fluxo de Valor ou eventos Kaizen. Para manter a
sustentabilidade do que for melhorado e a sua aplicação por qualquer colaborador,
podem ser utilizados trabalhos padronizados, assim como o uso dos 5S.
Para trabalhos futuros, pode-se desenvolver uma ferramenta de diagnóstico
do nível da maturidade da organização em relação às boas práticas e aos princípios
do lean, comparando-os com alguns indicadores chave de desempenho, criando
uma plataforma de benchmark por área de aplicação (saúde, aeronáutica, de
serviços, manufatura e etc.) que pode ser usada para a detecção de áreas de
melhoria ou para reforçar atividades que já são desenvolvidas pelas organizações
avaliadas. É fundamental, no entanto, que a abordagem lean seja feita com o apoio
e o comprometimento da alta direção, conforme prega o modelo hoshin kanri
proposto no presente estudo, permitindo a sustentabilidade e a melhoria das
ferramentas implantadas e melhorias atingidas.
49
REFERÊNCIAS
AMIRAHMADI, F.; DALBELLO, A.; GRONSETH, D.; MCCARTHY, J. Innovations in
Clinical Laboratory: An Overview of Lean Principles in the Laboratory. EUA:
Mayo Clinic, 2007.
ANTONIOLI, A. F.; CALARGE, F. A.. A Abordagem do Lean Service: uma revisão
de literatura baseada em análise bibliométrica. XXXIII Encontro Nacional de
Engenharia de Produção, Salvador, 2013.
ARAUJO, C. A. S.; FIGUEIREDO, K. F.; SILBERSTEIN, A. C.; FARIA, M. D.
Princípios Enxutos Aplicados em Serviços de Saúde: Cinco Casos Brasileiros.
Simpósio de Excelência em Gestão e Tecnologia, 2009.
BALLÉ, M. RÉGNIER, A. Lean as a learning system in a hospital Ward. Emerald, v.
20, n.1, p. 33-41, 2007.
BATHIA, N.; DREW, J. Applying lean production to the public sector. UK:
McKinsey&Company, 2007.
BEM-TOVIM, D. Redesigning care at the Flinders Medical Centre: clinical process
redesign using “lean lintking”. The Medical Journal of Australia, v. 188, n. 6, p. 2731, 2008.
BERTANI, T. M.. Lean Healthcare: recomendações para implantações dos conceitos
de Produção Enxuta em ambientes hospitalares. São Carlos, 166p. Dissertação de
Mestrado (Mestrado) – Escola de engenharia de São Carlos, Universidade de
São Paulo, São Carlos, 2012.
BONNER, S. “Lean Thinking” Can Improve Health Care. The Heartland Institute,
2007. Disponível em: http://www.leanhealth.net.au/content/links/. Acessado em
13/02/2014.
BRESSAN, T. L.; SILVA, E. C. C.; HERMOSILLA, J. L. G.; PIRATELLI, C. L.
Aplicação do lean office na administração pública: o caso de uma unidade de
avaliação e controle ambolatorial (UAC Ambulatorial). XIX Simpósio de
Engenharia de Produção, Bauru, novembro de 2012
50
BUSH, R. D. Reducing waste in Us Health Care Systems. The Journal of American
Medical Association, v. 297, n.8, p. 871-874, 2007.
BUZZI, D.; PLYTIUK,C. Pensamento enxuto e sistemas de saúde: um estudo da
aplicabilidade de conceitos e ferramentas Lean em contexto hospitalar. Revista
Qualidade Emergente, Curitiba, v.2, n.2, p.18-38, 2011.
CAIXETA, M. C. B.; BROSS J. C.; FABRICIO, M. M.; TZORTZOPOULOS, P. Value
Generation Though User Involvement in Healthcare Desing. Proceedings OGLC21, Fortaleza, CE. Julho, 2013.
CALADO, R. D. Avaliação das Práticas de Gestão Lean Healthcare: Experiência
dos Hospitais. Campinas, 75p. Dissertação de Pós-Doutorado – Faculdade de
Engenharia, Departamento de Produção, Universidade Estadual Paulista, Campinas,
2013.
CAMÔES, I.; CARVALHO, J. C.; MARTINS, A. L. An innovative lean approach to
healthcare: eHealth as Lean tools. ISCTE - Instituto da Universidade de Lisboa..
2012.
CARVALHO, J. C.; RAMOS, M.; PAIXÃO, C. A lean case study in na oncological
hospital: implementation of a telephone triage system in the emergency
service. Risk Management and Healthcare Policy, edição número 7. Páginas 1 a 10.
2014.
CASTLE, A.; HARVEY, R.. Lean information management: the use of observational
data in health care. International Journal of Productivity and Performance
Management, v. 58, n.3, p. 280-299, 2009.
CAYOU, J. et al. Special Coagulation Laboratory: Layout Improvements. EUA:
Mayo Clinic, 2009.
COELHO, S. M. A.; CORRÊA, V. A.; NUNES, E. N. P.; PINTO, C. F. D. Integração
do Mapa do Fluxo de Valor (MFV) e análise do modo e efeito de falha (FMEA) no
processo de manipulação e infusão de quimioterápicos no serviço de oncologia
clínica: estudo de caso do hospital regional do Vale do Paraíba. Engineering
Reserach: Technical Reports, v. 3, n. 6, 2009.
51
COTTINGTON, S. Lean healthcare processes at Pella Regional Health Center,
CDC. Disponível em: http://www.cdc.gov/ncidod/eid/vol5no1/rubin.htm. Acessado em
13/08/2014.
CUDNEY, E. A. Using Hoshin Kanri to Improve the Value Stream. New York:
Productivity, 2009.
CULBERTSON, G. Iowa Health Des Moines Laboratory. EUA: Ortho-Clinical
Diagnostics, 2005.
DENNIS, P. Produção Lean Simplificada. Porto Alegre: Bookman, 2008.
DHINDSA, J. S. The Effects of Lean Intervention (5S) On Perceived
Muscoloskeletal Worload and Perceived Hazardous Working Conditions In A
Health Center Pharmacy. University Of Pune, India, 2009.
DICKSON, W. E. et al. Out of the Crisis. Cambridge: The MIT Press, 2000.
ENACHE-POMMER, E. Lean and green healhtcare facilities: improving the
delivery process in childeren's hospitals. The Pennsylvania State University,
College of Engineering. 2008.
FIGUEIREDO, K. A logística enxuta. Centro de Estudos em Logística, COPPEAD,
UFRJ, 2006.
FERRO, M. Sistema Lean na reorganização de Pronto Socorro hospitalar. 2009.
Disponível em: http://www.lean.org.br. Acessado em 14/08/2014.
FILLINGHAM, D. Can lean save lives? Leadership in Health Services, v. 20, n. 4,
p.231-241, 2007.
GAITHER, N.; FRAIZER,G. Administração da Produção e Operações. São Paulo:
Thomson Learning, 2007.
GASTINEAU, D. et al. Human Cell Therapy Laboratory: Improvement Project.
EUA: Mayo Clinic, 2009.
52
GIJO, E. V.; ANTONY, J. Reducing Patient Waiting Time in Outpatient
Department Using Lean Six Sigma Methodology. Quality and Reliability
Engineering International,. 2013.
GIL, A. C. Métodos e técnicas de pesquisa social. 6ª ed., São Paulo: Atlas, 2008.
GOUVÊA, P. H. R. Análise do Mapa da Cadeia de Valor em um Hospital do Vale do
Paraíba. 2012. 41p. Trabalho de Graduação (Graduação em Engenharia de
Produção)
Faculdade
de
Engenharia
do
Campus
de
Guaratinguetá,
Universidade Estadual Paulista, 2012.
GRABAN, M. Lean Hospitals – Improving Quality, Patient Safety, and Employee
Satisfaction. Nova Iorque: Taylor & Francis Group, 2009.
GUIMARÃES, R. Proposta de implementação de Lean Healthcare em um laboratório
de hospital público. 2014. 93 f. Projeto de monografia (Trabalho de conclusão de
curso) – escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2014.
HEDIGER, V.; LAMBERT, T.; MOURSHED, M. Private solutions for healthcare in
the Gulf. EUA: MnKinsey Quarterly, 2007.
HENRIQUE, D. B. Modelo de mapeamento de fluxo de valor para implantações de
lean em ambientes hospitalares: proposta e aplicação. Dissertação (Mestrado) Programa de Pós-Graduação em Engenharia de Produção e Área de
Concentração em Processos e Gestão de Operações. Escola de Engenharia de
São Carlos da Universidade de São Paulo, 2014.
HINCKLEY, C. M. Make no mistake – erros can be controlled. Portland, EUA:
Productivity Press, 2003.
HINES, P.; TAYLOR, D. Going Lean: a guide to implementation. Cardiff: Lean
Enterprise Research Center, 2000.
JIMMERSON, C. Reducing Waste and Errors: Piloting Lean Principles at IHC.
EUA,
2004.
Disponível
<http://www.coe.montana.edu/ie/faculty/sobek/ioc_grant/jcjqs_submit_rev2.pdf>.
Acessado em 14/08/2014.
em:
53
JONES, D. Leaning Healthcare. Lean Enterprise Academy, 2006.
KAPLAN, A. A conduta na pesquisa: metodologia para as ciências do
comportamento. São Paulo: Herder, 1972.
KIM, C.; SPAHLINGER, D. A.; KIN, J. M.; BILLI, J. E. Lean Health Care: What Can
Hospitals Learn from a World-Class Automaker? Journal of Hospital Medicine, v. 1,
n. 3, p.191–199, 2006.
KING, D. L.; BEN-TOVIM, D. I.; BASSHAM, J. Redesigning emergency department
patient flows: Application of Lean Thinking to health care. Emergency Medicine
Australia, v. 18: p.391–397, 2006.
LAGANGA, L. R. Lean process improvement in outpatient healthcare systems.
Mental Health Center of Denver, 2012.
LANGABEER, J.; DELLIFRAINE, J.; HEINEKE, J.; ABBASS, I. Implementation of
Lean and Six Sigma quality initiatives in hospitals: A goal theoretic perspective.
Operations Management Research, v. 2, n. 1-4, p. 13-27, 2009.
LAURSEN, M.L.; GERTSEN, F.; JOHANSEN, J. Applying Lean Thinking in
hospitals; exploring implementation difficulties. Aalborg: Aalborg University,
Center for Industrial Production, 2003.
LIKER, J. K.; MEIER, D. P. O modelo Toyota: Manual de aplicação. Porto Alegre:
Bookman, 2007.
LIMA, A. C. Práticas do pensamento enxuto em ambientes administrativos:
aplicação na divisão de suprimentos de um hospital público. Universidade
Estadual de Campinas, 2007.
MAST, J.; KEMPER, B.; DOES, R. J. M. M.; MANDJES, M.; BIJL, Y. Process
Improvement in Healthcare: Overall Resource Efficiency. Quality and Reliability
Engineering Internationl. v. 27, p. 1095-1106, 2011.
MCGRATH, K.; BENNETT, D.; BEN-TOVIM, D.; BOYAGES, S.; LYONS, N.;
O’CONNELL, T. Implementing and sustaining transformational change in health care:
lessons learnt about clinical process redesign. The Medical Journal of
Australia, v. 188, n. 6, p. 32-35, 2008.
54
MORAES, L. P.; FUJISAWA, M. O.; MARTINS, M. F.; PORTES, T. P. Impacto
positivo de melhorias implantadas em um laboratórios físico-químico
utilizando conceitos lean healthcare. XXXIII ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, Salvador, BA. 2013
MONTEIRO, V. Aplicação de técnicas do Lean Thinking às atividades logísticas dos
transplantes de órgãos sólidos. Dissertação de Mestrado - Universidade Estadual
de Campinas, Faculdade de Engenharia Civil, Arquitetura e Urbanismo.
Campinas, SP. 2011.
MURMAN, E.; et al.
Lean Enterprise Value: insights from MIT's Lean
Aerospace. New York: Palgrave Macmillan, 2002.
NELSON, L. et. al. Lean Principles in the Laboratory: Efficient Laboratory Space
Design. EUA: Mayo Clinic, 2009.
NHS Modernisation Agency, The Big Referral Wizard: a guide to systems
management in healthcare, 2002. Disponível em:
http://www.natpact.info/demand_management/wizards/big_wizard/index.php. Acesso
em: 14 de maio de 2014.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala.
Porto Alegre: Bookman, 1997.
OLDERSHAW, M. Health Policy: Tackling Hospital Waiting Lists.
Disponível
em
2008.
<http://www.national.org.nz/files/2008/HEALTH/Waiting_lists.pdf>.
Acessado em: 13/08/2014.
PANCHAK, P. Lean Health Care? It works! Industry Week Publisher, 2003.
Disponível
em:
<http://www.industryweek.com/articles/lean_health_care_it_works_1331.aspx>.
Acessado em: 13/08/2014.
PESTANA, A. L.; SANTOS, J. L. G.; ERDMANN, R. H.; SILVA, E. L.; ERDMANN, A.
L. Pensamento Lean e cuidado do paciente em morte encefálica no processo de
doação de órgãos. Escola de Enfermagem USP 2013, v. 47(1), p. 258-64, 2013.
55
PEXTON, C. Working to eliminate bottlenecks. Cath Lab Digest, 2008. Disponível
em: http://www.cathlabdigest.com/article/8049. Acessado em: 13/08/2014.
PROUDLOVE, N.;MOXHAM, C.; BOADEN, R. Lessons for Lean in Healthcare from
Using Six Sigma in the NHS. Public Money & Management, Chartered Institute of
Public Finance and Accountancy, v. 28(1), p 27-34, 2008.
RECHEL, B.; WRIGHT, S.; BARLOW, J.; MCKEE, M. Hospital capacity planning:
from measuring stocks to modelling flows. Bull World Health Organ. 622-636,
2010.
RICKARD, T. Lean Principles in the Laboratory: Inpatient Phlebotomy. EUA:
Mayo Clinic, 2007.
ROCHA, F.; QUEIROZ, J. A.; MONTEVECHI, J. A. B.; GOMES, J. H. F. Aplicação
de value streamm mapping e simulação de eventos discretos para melhoria de
processo de um hospital. XLVI Simpósio Brasileiro de Pesquisa Operacional.
Salvador, BA, 2014.
RODRIGUES, C. R. B.; MORÓZ, G.; FERREIRA L. C.; ZOLDAN, A. Z.; OLIVEIRA I.
L. Proposal for utilization of the lean management applied to the administration
of health care service residues. XIV International Conference on Industrial
Engineering and operations management. Rio de Janeiro, RJ, Brasil. 2008.
ROSSO, C. B.; CORTIMIGLIA, M. N.; MAGNAGO, P. F. Análise dos modelos de
negócios de provedores de serviços de hemodiálise. 2014.
ROTONDARO, R. G.; MUTO, M. Melhoria no atendimento em um hospital
privado da cidade de São Paulo. XXVIII Encontro Nacional de Engenharia de
Produção. Rio de Janeiro, RJ, 2008.
SCHATTENKIRK, D. Building sustainable internal capacity for quality within a
healthcare environment, The TQM Journal, v.. 24, n. 4, p. 374 - 382, 2012.
SELAU, L. et al. Produção Enxuta no setor de serviços: caso do Hospital de Clínicas
de Porto Alegre - HCPA. Revista de Gestão Industrial, v. 5, n. 1, p 122-140, 2009.
56
SERAPHIM, E. C.; SILVA, I. B.; AGOSTINHO, O. L. Lean Office em organizações
militares de saúde: estudo de caso do Posto Médico da Guarnição Militar de
Campinas. 2010
SHAH, S.; ROBINSON, I. Medical device technologies: who is the user?
International Journal of Healthcare Technology and Management, v. 9, n.2, p.
181-197, 2008.
SILBERTEIN, A. C. L.. Um estudo de casos sobre a aplicação de princípios enxutos
em serviços de saúde no Brasil. Dissertação (Mestrado). Universidade Federal do
Rio de Janeiro, Rio de Janeiro, 2006.
SILVA, A. P. S.; PALERMO, J. M.; GIBERTONI, A.; FERREIRA, J. A.; ALMEIDA, R.
M. A.; MARROIG, L. Inventory quality control in clinical engineering: a lean six
sigma approach. PAN AMERICAN HEALTH CARE EXCHANGES – PAHCE.
CONFERENCE, WORKSHOPS, AND EXHIBITS. Miami, FL, EUA, 2012.
SLACK, N. et al.. Administração da Produção. 3. ed. São Paulo: Atlas, 2009
SOUZA, L. B.. Trends and approaches in lean healthcare. Leadership in Health
Services, v. 22, n. 2, p,121-139, 2008.
STIER, K. W. Teaching Lean Manufacturing Concepts through Project-Based
Learning and Simulation. Journal of Industrial Technlogy, v. 19, n. 4, August 2003.
TANINECZ, G. Pulling Lean Through a Hospital - Hotel-Dieu Grace success
story. Canadá: Lean Institute, 2007.
TRILLING, L.; PELLET, B.; DELACROIX, S.; MARCON, E. Improving care
efficiency in
a radiotherapy center using Lean philosophy: A case study
of the proton therapy center of Institut Curie. Orsay: IEEE Workshop, Health Care
Management (WHCM), 2010.
TUCKER, R. Can lean healthcare help to improve shortage of nursing staff?
EUA: Healthcare Performace Partners, 2009.
WOMACK, J. P.; JONES, D. T. Lean Thinking: Banish Waste and Create Wealth
in Your Corporation. Ed. 1996, Simon & Schuster, 1996.
57
WOMACK, J. P.; BYRNE, A. P.; FIUME, O. J.; KAPLAN, G. S.; TOUSSAINT, J..
Going lean in healthcare. Innovation Series 2005, Institute for Healthcare
Improvement, 2005.
WOMACK, J. P.; JONES, D. T.; ROOS, D. The Machine that changed the World.
Ed. 2007, New York: Free Press, 2007.
WOMACK, J. P.; JONES, D.T.. A mentalidade enxuta nas empresas: elimine o
desperdício e crie riqueza. Rio de Janeiro: Campus, 1998.
YOUNG, T. P.; MCCLEAN, S. I. A critical look at Lean Thinking in healthcare.
Quality and Safety Health Care, v. 17, p. 382-386, 2008.
ZANCHET, T.; SAURIN, T. A.; MISSEL, E. C. A Aplicação do Mapeamento de
Fluxo de Valor em um centro de material em um complexo hospitalar. VII
SEPROSUL - Semana de Engenharia de Produção Sul-Americana, 2007.
ZARBO, R. J.; ANGELO, R.. The Henry Ford Production System: Effective Reduction
of Process Defects and Waste in Surgical Pathology. American Journal of Clinical
Pathology, v. 128, p. 1015-1022, 2007.
58
APÊNDICE
Glossário dos termos Relevantes de Lean Healthcare
Termo
5 Por que’s
5S
5W2H
A3
Agente de Mudança
Amplificação da
Demanda
Análise de Valor
Definição
É um processo de perguntar "por quê?" cinco vezes seguidas
para se chegar à causa raiz de alguma coisa. Cinco é uma
diretriz ou regra de ouro. Às vezes, menos ou mais questões são
necessárias. 5 porquês não é um processo único. Diferentes
pessoas podem chegar à diferentes causas.
Classificar, Organizar, Limpar, Padronizar, Manter. É uma
abordagem de disciplina para melhorar a eficiência no local de
trabalho que elimina a desordem e os materiais, sem valor
agregado, tornando mais fácil para os trabalhadores encontrar
exatamente o que eles precisam e quando precisam. Os termos
originais em japonês
5 S são Seiri, Seiton, Seiso, Seiketsu e Shitsuke e são
encontradas várias traduções para o português, cada qual o S se
mantém como a primeira letra. Há uma progressão implícita de
começar com o primeiro S e avançar em direção ao último S.
Para quem está a iniciar uma atividade, seja ela qual for, procurar
dar resposta a cinco questões importantes pode trazer muitos
dividendos. Estas questões são: quem (who), o quê (what), onde
(where), quando (when), por quê (why), como (how) e quanto
(how much). Estas questões são conhecidas como a fórmula
5W2H e têm aplicação em qualquer processo de decisão.
Prática pioneira da Toyota na qual o problema, a análise, as
ações corretivas e o plano de ação são escritos em uma única
folha de papel (tamanho A3), normalmente utilizando-se gráficos
e figuras. Na Toyota, os relatórios A3 evoluíram até se tornarem
um método padrão para resolução de problemas, relatório de
status e exercícios de planejamento, como o mapeamento do
fluxo de valor. A3 é o termo internacional para uma folha de
papel com 297 milímetros de largura e 420 milímetros de
comprimento.
Líder de uma transformação lean com poder e iniciativa de
empreender as mudanças fundamentais. O agente de mudança,
que frequentemente vem de fora da organização, não precisa de
conhecimento aprofundado da filosofia lean no início da
transformação. Pode ser comparado a um mestre (sensei).
Tendência observada em processos com múltiplas etapas, em
que os pedidos de produção recebidos por cada processo-fluxo
acima são mais erráticos do que a produção ou venda real das
etapas fluxo abaixo. Também conhecida com Efeito Forrester
(referência a Jay Forrester, do MIT, primeiro a caracterizar esse
fenômeno matematicamente, na década de 1950) e Efeito
Bullwhip.
Avaliação do lead time total e do tempo de valor agregado para
identificar o percentual gasto nas atividades que agregam valor.
59
É uma ferramenta utilizada na facilitação de processos de
prevenção de falhas, planejamento de medidas preventivas,
estimativas de custos causados pelas falhas e planejamento de
Análise do modo e do
procedimentos redundantes e de segurança ou sistemas de
efeito da falha (Failure
resposta a falhas. Analisa o potencial de falhas dos processos e
Mode and Effects
atividades. Utiliza uma fórmula de cálculo para chegar ao
Analysis)
Número de Prioridade do Risco (RPN), correspondente ao valor
de escala da Severidade (S), Probabilidade de Ocorrência (O) e
Probabilidade de Detecção (D). RPN = S x O x D.
Ferramentas para a solução de problemas, desenvolvidas no
As Sete Ferramentas de Japão e na América do Norte ao longo do século passado.
Qualidade
Incluem gráficos, diagrama de Pareto, histogramas, gráficos de
controle, folhas de verificação e diagramas de dispersão.
Integrar uma ampla variedade de avançadas descobertas
Automação
científicas e de engenharia em processos de produção para
propósitos estratégicos.
A criação de um “nível de programação” através do
sequenciamento de pedidos em um padrão repetitivo e o
Balanceamento de
balanceamento das variações diárias no total de pedidos, para
Produção (Heijunka)
corresponder à demanda de longo prazo. Também conhecido
como balanceamento da produção.
É uma atividade de visitas operacionais externas à organização
Benchmarking
para observar suas práticas de trabalho e auxiliar na definição
das melhores práticas.
Sequência de atividades ou organizações envolvidas na
produção e fornecimento de um produto ou serviço. A cadeia de
Cadeia de fornecimento fornecimento pode ser interna (a empresa) ou externa.
Célula de Manufatura
Chaku-Chaku
Cliente
Controle da Produção
Controle de estoque
ABC
Grupo de máquinas ou etapas de processamento que produzem
um produto ou uma família de produtos de modo que estes
possam ser processados em um fluxo muito próximo do contínuo.
Frequentemente dispostas em forma de U para minimizar
distâncias, permitem que os operadores combinem diferentes
tarefas e possibilita que a entrada e a saída do processo estejam
próximas, permitindo que o mesmo operador realize as tarefas e
controle de forma natural o fluxo de materiais na célula. O
número de operadores é modificado de acordo com a demanda
do cliente ou o tempo takt.
Método de condução do fluxo de uma só peça em uma célula em
que as máquinas descarregam as peças automaticamente, de
modo que o operador (ou operadores) possam levar uma peça
diretamente de uma máquina à outra, sem parar para
descarregar, economizando assim tempo e movimentos.
É o destinatário da saída (output) de um processo. Um cliente
externo geralmente paga pelo produto. Para um cliente interno, a
saída torna-se a entrada para um processo a jusante.
A tarefa de controlar e estabelecer um ritmo para a produção, de
modo que os produtos fluam suave e rapidamente para atender
aos requisitos dos clientes.
Abordagem de controle de estoque que classifica os estoques
conforme seu uso e varia a abordagem para gerenciá-los de
acordo com sua categoria.
60
Controle estatístico do
processo (CEP)
Controle visual
Cultura
Utilização de gráficos de controle para determinar se os padrões
da qualidade são cumpridos.
Práticas que fazem o estado ou etapas de um processo visível
aos trabalhadores. Os exemplos incluem placas de status, luzes,
seções coloridas no chão para armazenar itens diferentes, e
muito mais.
As atitudes e comportamentos predominantes que caracterizam o
funcionamento de um grupo ou organização.
Imperfeições que causam inadequação ou falha.
Defeito
Processo de gestão que alinha, tanto vertical quanto
horizontalmente, as funções e atividades de uma empresa aos
Desdobramento da
seus objetivos estratégicos. É desenvolvido um plano específico,
Estratégia (hoshin kanri)
geralmente anual, com objetivos, ações, prazos,
responsabilidades e indicadores precisos.
Procedimento decisório visual para equipes de projeto com
habilidades múltiplas que desenvolve uma compreensão comum
da voz do cliente e um consenso sobre as especificações finais
de engenharia do produto com o compromisso da equipe inteira.
Desdobramento da
O QFD integra as perspectivas dos membros da equipe de
Função Qualidade
diferentes disciplinas, garante que seus esforços focalizem a
(Quality Function
resolução de trade-offs importantes de forma consistente em
Deployment)
relação a alvos de desempenho mensuráveis para o produto e
desdobra essas decisões por meio de meeis sucessivos de
detalhes. O uso de QFD elimina dispendiosos retro-fluxos e
retrabalhos próximos ao lançamento dos projetos.
Ferramenta usada para desenhar e alcançar o estado futuro (to
be) da cadeia de valor.
Design do Fluxo de
Valor
Desperdício
Diagrama de causa e
efeito (Ishikawa)
DMAIC
Qualquer atividade que consome recursos mas não cria valor
para o cliente. A maioria das atividades é desperdício (muda). Há
dois tipos de desperdício: tipo 1 e tipo 2. Muda tipo 1 não cria
valor, mas é inevitável dentro de uma determinada situação. Um
exemplo seria a inspeção de pontos de solda para garantir a
qualidade.
A ferramenta de análise da causa raiz para ajudar a identificar a
causa(s) de um efeito particular. O efeito é colocado na
"cabeça" da espinha de peixe e os espinhos são usados para
agrupar as possíveis causas em categorias. As categorias
normalmente utilizadas são (6M): Medição, Mão-de-obra ,
Materiais, Métodos, Meio Ambiente e Máquinas. Também
chamado de diagrama de Ishikawa ou espinha de peixe.
As etapas de um projeto de Sigma Kaizen: Definir, Medir,
Analisar, Melhorar e Controlar.
61
Escritório Lean
Evento Kaizen
FIFO (first in first out)
Flexibilidade
Fluxo de Materiais
Fluxo de Valor
Gargalo
Genba (gemba)
Também conhecido como Lean aplicado a ambientes
administrativos, é a aplicação das técnicas e análises Lean para
acabar com os diferentes tipos de desperdícios administrativos.
O objetivo é determinar um caminho eficiente que maximize a
satisfação dos clientes dos processos (clientes que geralmente
participam ativamente do processo) e conseguir fluxos contínuos
de informações para que os processos administrativos sejam tão
eficientes quanto os produtivos.
Outro nome para um rápido Workshop é um processo de
melhoria. Ironicamente, Kaizen significa melhoria contínua em
pequenos passos, onde um evento Kaizen é uma oficina focada
a introduzir uma melhoria significativa.
Sistema usado para manter ordem no processo de satisfação de
pedidos dos clientes atendendo em primeiro lugar (first out) os
primeiros pedidos (first in).
É a capacidade de adaptação a novas circunstâncias permitindo
à empresa que melhore a sua capacidade de resposta e entrega.
A flexibilidade pode-se manifestar em tempo, variedade e
volume.
A movimentação de itens físicos ao longo do fluxo de valor. Na
produção em massa, os produtos vão até processos
centralizados, em lotes grandes, empurrados pelas instruções de
uma programação mestre. Na produção lean, as etapas de
processo para diferentes famílias de produtos são realizadas,
sempre que possível, em uma seqüência bem definida de
processos, de modo que quantidades pequenas do produto
possam fluir diretamente de etapa a etapa, a partir da puxada do
próximo processo fluxo abaixo e do cliente final.
Todas as ações, que criam valor ou não, necessárias para trazer
um produto ou serviço do conceito ao lançamento (também
conhecido com fluxo de valor do desenvolvimento) ou do pedido
à entrega (também conhecido por fluxo de valor operacional).
Incluem todas as etapas de processamento de informações e
materiais necessárias para que o valor seja entregue ao cliente.
É a atividade com maior utilização ou carga. Em um processo de
trabalho balanceado, não existe gargalo.
É a palavra japonesa para “local de trabalho” (planta fabril ou
shop floor). Genba kaizen significa melhoria contínua no local de
trabalho. É frequente a palavra genba aparecer escrita da
seguinte forma: gemba.
Uma empresa de consultoria fundada por Anand Sharma, que
Gerenciamento Baseado auxilia empresas a gerar rápidas melhorias em seus processos
no Tempo
de negócios através da utilização do modelo do Sistema Toyota
de Produção.
O gerenciamento da demanda auxilia a enxergar a verdadeira
Gerenciamento da
demanda de seu cliente. Permite realizar a previsão por famílias
Demanda
de produtos e por níveis de SKU, para que se possa planejar
melhor seus recursos e capacidades.
62
Gerenciamento para
Melhoria Diária
(Management for Daily
Improvement)
Gerenciamento Visual
Gestão da Qualidade
Total (TQM)
Gestão de operações
Giros de Estoque
Gráfico de Gantt
Gráfico de Pareto
Gráfico Espaguete
Grupos de interesse
(stakeholder)
Histograma
Principais melhorias feitas através do Kaizen devem ser
sustentadas através de melhorias contínuas e diárias. Os
supervisores estão na linha de frente de defesa, contra o retorno
para os métodos antigos. O MDI é destinado a obter melhorias
de pelo menos 40% nos processos de rotina diária de um
supervisor. O MDI oferece as ferramentas e a capacitação
necessária aos supervisores para que eles possam resolver aos
problemas que surgem diariamente. O MDI desenvolve
habilidades de gerenciamento entre os grupos de líderes e
supervisores de primeira linha.
Técnica que consiste em colocar em local de fácil visualização
todas as informações referentes à produção, como indicadores,
atividades, ferramentas e peças, de modo que a situação seja
rapidamente entendida por todos os envolvidos. O
gerenciamento visual é uma técnica e deve ser pensada sempre
em função da forma de realizar a gestão operacional do chão-defábrica.
Um conjunto de práticas ou sistemas de gestão focados na
melhoria contínua da qualidade dos produtos ou serviços. TQM é
baseado no pressuposto de que todos os envolvidos na produção
e entrega dos produtos ou serviços são responsáveis pela sua
qualidade. Práticas de TQM são um subconjunto das práticas
Lean.
A concepção, a operação e a melhoria do sistema que concebe,
produz e entrega ao cliente os produtos e serviços da empresa. A
gestão de operações envolve a gestão e o controle dos
processos e as suas entradas para alcançar as saídas desejadas
de forma a ir ao encontro dos pedidos dos clientes.
Uma medida da velocidade em que os materiais estão se
movimentando por uma planta ou por um fluxo completo de valor,
calculado pela divisão de uma dada medida de custos pela
quantidade de estoque existente.
Um gráfico de controle desenhado para o acompanhamento da
execução dos planos de fabricação ou atividades.
Um gráfico nomeado após Vilfredo Pareto, que exibe instâncias
ou contagens de uma variável (processo) versus {categorias,
causas} da variável em retângulos verticais acima do {categorial,
causal} nome. Os dados são organizados com a barra mais alta
sobre o lado esquerdo, com a barra mais alta e próxima, etc.
Muitas vezes, uma linha sobreposta de casos acumulativos é
colocada da esquerda para a direita.
Um gráfico que traça o movimento de uma pessoa ou objeto ao
longo de um ciclo de trabalho. O vestígio de movimento para
frente e para trás de um lugar se assemelha a uma pilha de
espaguete em um prato.
Pessoas ou grupos de pessoas que têm interesse na operação e
podem ser influenciadas ou influenciar as atividades da
operação.
Uma representação gráfica de distribuição de um conjunto de
dados em intervalos da variável independente, ou "caixas", com
retângulos acima da caixa cuja altura representa o número de
casos ou " frequências" ou "contagem" da variável dependente
para aquela caixa.
63
O Homem-Aranha é um profissional habilitado e bem treinado
para fazer a ronda de suprimento de peças, auxiliar nas trocas,
providenciar ferramentas e/ou materiais e garantir qualquer outra
ajuda necessária para a manutenção do Trabalho Standard e da
Homem-Aranha/Aranhacontinuidade do fluxo. O Homem-Aranha tem uma rotina e
d'Água
conhece todos os processos de maneira a que possa intervir se
necessário. Na Toyota, ter desempenhado a função de HomemAranha é um pré-requisito para ocupar posições de supervisão e
gerência.
Fornecer às máquinas e aos operadores a habilidade de detectar
quando uma condição anormal ocorreu e interromper
imediatamente o trabalho. Isso possibilita que as operações
construam a qualidade do produto em cada etapa do processo e
Jidoka
separa os homens das máquinas para um trabalho mais
eficiente. Jidoka é um dos dois pilares do Sistema de Produção
Toyota, junto ao Just-in-Time.
Um sistema para se produzir e entregar os itens certos no tempo
certo e no volume certo. Os elementos chave do just in time são:
Just-in-time (JIT)
fluxo, sistema de puxar, trabalho padrão e tempo takt.
Kanban
Termo japonês para cartão ou sinal; é um dispositivo de controle
usado para autorizar a liberação de materiais em sistemas de
controle puxados, tais como os usados em JIT.
Métricas de índole estratégica normalmente associadas ao
Balanced Score Card.
Key Performance
Indicator (KPI)
Linha Balanceada
Lote
Manufatura Enxuta
Uma linha de manufatura onde todos os ciclos dos operadores
são balanceados o mais uniformemente possível para que eles
estejam abaixo, ou o mais próximo possível, do tempo takt da
linha.
O oposto do fluxo de uma peça. A prática de se produzir grandes
lotes de uma única peça.
Filosofia que processa a organização de atividades produtivas
tendo em vista a eliminação de desperdício. Também ligado a
este conceito está o estabelecimento de um compromisso de
melhoria contínua de todos os processos operacionais por parte
dos colaboradores.
Um dos oito pilares do Lean TPM. Visa capacitar pessoas a
cuidar de seu equipamento desde a limpeza e pequenos ajustes
até a administração de todos os cuidados relativos à
conservação e preservação do equipamento.
Uma série de métodos, criados por Nippondenso (um membro do
Manutenção Produtiva grupo Toyota), para assegurar que todas as máquinas de um
Total (TPM)
processo de produção estejam sempre prontas para realizar as
suas devidas tarefas, assim a produção nunca é interrompida.
O MFV é uma ferramenta onde se identifica o fluxo de material e
de informação em uma planta ou setor. Através de simbolos
Mapa de Fluxo de Valor
padronizados, torna mais evidente as fontes de desperdícios e
(Value Stream Map)
através das técnicas enxutas permite combatê-los e obter um
melhor fluxo de valor.
Manutenção Autônoma
(jishu hozen)
64
Melhoria Contínua
O comprometimento diário para criar melhor produção, melhor
ambiente de trabalho e melhores negócios.
Falta de regularidade em uma operação, como altos e baixos na
programação causados não pela demanda do cliente final, mas
pelo sistema de produção, ou ritmo de trabalho irregular em uma
Mura
operação, fazendo com que os operadores tenham picos de
trabalho intensos e depois momentos de espera.
OEE é uma métrica que avalia o desempenho global do sistema
de operações ao considerar os três elementos envolvidos na
OEE (Overall Equipment criação de valor: pessoas (E), processos (Q) e tecnologia (D).
Efficiency)
Engloba na sua fórmula de cálculo parâmetros respeitantes à
disponibilidade (D, %), eficiência (E, %) e qualidade (Q, %), ou
seja: OEE= D x E x Q [%].
Redução da variedade entre um grupo de produtos ou peças.
Padronização
Ciclo de melhoria baseado no método científico de se propor uma
mudança em um processo, implementar essa mudança, analisar
PDCA (Plan, Do, Check, os resultados e tomar as providências cabíveis. Também
conhecido como Ciclo de Deming ou Roda de Deming, pois
Act)
quem introduziu o conceito no Japão nos anos 50 foi W. Edwards
Deming.
Filosofia de gestão através da qual as organizações
desenvolvem competências no sentido da gradual eliminação do
desperdício e criação de valor. Lean thinking é o antídoto para a
Pensamento enxuto
crise.
Poka Yoke
Prazo de Entrega
Processo Puxador
Produção em Massa
Quadro andon
São dispositivos destinados a evitar a ocorrência de defeitos em
processos de fabricação, montagem ou na utilização de
produtos. Frequentemente utilizam-se de alarmes sonoros ou
visuais, ou ainda param o processo para evitar erros como:
esquecimento de componente na montagem, peça montada na
posição incorreta e outros. Estes dispositivos devem ser
incorporados no projeto de produtos para tornar impossível a
montagem de peças de uma maneira que não seja a correta.
O tempo total que um cliente deve esperar para receber um
produto após dar entrada em um pedido.
Qualquer processo em um fluxo de valor que define o ritmo para
todo o fluxo. É importante notar que um processo puxador não
deve ser confundido com um processo gargalo, que
necessariamente limita os processos fluxo abaixo devido à falta
de capacidade.
Sistema de negócios desenvolvido no início do século XX para
organizar e gerenciar o desenvolvimento de produtos, as
operações de produção, o sistema de compras e o
relacionamento com os clientes.
Um dispositivo de controle visual em uma área de produção,
como um display iluminado. Ele comunica o status atual do
sistema de produção e alerta os membros da equipe para os
problemas emergentes.
65
Quatro M
Seis Sigma
Sete Desperdícios
Setup
Sistema de Produção
Toyota
SMART (Specific,
Measurable, Achievable,
Reasonable e Timebound)
Tempo de Ciclo
Tempo Takt
Troca de Ferramenta
com Um Toque (Onetouch Exchange of Die)
Variáveis manipuladas por um sistema de produção com o
objetivo de criar valor ao cliente. As três primeiras referem-se a
recursos e a quarta ao modo como esses recursos são utilizados.
Em um sistema Lean, os 4Ms significam:
Material - sem defeitos ou falta.
Máquinas - sem quebras, defeitos ou paradas não-programadas.
Mão de obra - bons hábitos de trabalho, habilidades necessárias,
pontualidade e assiduidade.
Método - processos padronizados, manutenção e gestão.
Um padrão de excelência operacional utilizado em ambiente de
manufatura lean. É um processo que projeta e monitora as
atividades diárias nos negócios de maneira a minimizar o
desperdício, enquanto aumenta a satisfação do consumidor. Os
objetivos do Seis Sigma são diretamente conectadas aos
objetivos do negócio.
Categorização proposta por Taiichi Ohno dos sete principais
desperdícios, comumente encontrados na produção em massa:
produção em excesso, espera, transporte, processamento,
estoque, movimentação, correção.
A instalação de um novo tipo de ferramenta em uma máquina,
uma nova tinta em um sistema de pintura, um novo molde ou
nova resina em uma máquina de injeção de moldagem, etc. O
termo se aplica sempre que um dispositivo de produção é exigido
para a realização de uma operação diferente.
Baseado nos conceitos criados por Taiichi Ohno para a redução
do lead time, identifica e elimina o desperdício e aumenta a
flexibilidade da produção. Este é o instrumento que tem auxiliado
a Toyota a tornar-se a mais eficiente e bem sucedida manufatura
do mundo.
Todos os objetivos e KPI's devem ser SMART, ex: especificos,
mensuráveis, alcançáveis, razoáveis, e limitados em tempo.
O tempo necessário para se completar um ciclo de uma
operação. Se o tempo de ciclo para todas as operações em um
processo puder ser reduzido para equalizar o tempo takt, os
produtos poderão ser feitos em fluxo de uma única peça.
Um número de referência que auxilia na comparação das taxas
de produção e de vendas. Em outras palavras, a taxa requerida
pelos consumidores para receberem seus produtos. Isto é
determinado através da divisão do total do tempo de produção
disponível (por turno) pelo índice de demanda do cliente (por
turno). Takt é uma palavra alemã que significa ritmo ou pulsação.
Mudança de molde (ferramenta) através de um só toque. É um
dos resultados da aplicação do método SMED.
66
Valor
Aquilo que é entregue (sob a forma de produto ou serviço) ao
cliente e que este considera como importante. Refere-se ao nível
de satisfação que o cliente experimentou resultado da entrega
que lhe foi feita. Apenas o valor justifica o tempo, o esforço e o
investimento do cliente.
Uma sistemática e institucionalizada abordagem para eleger e
analizar as necessidades, expectativas e nível de satisfação dos
Voz do Cliente (Voice Of clientes em áreas de maior prioridade. Tipicamente, um esforço
Customer)
de Voz do Cliente inclui a criação de grupos focados, entrevistas
individuais e pesquisas. A Voz do Cliente é uma fonte de
informações fundamental para o evento Design for LeanSigma.
Baixar