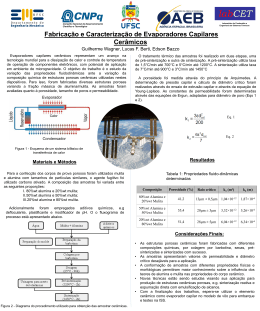
UNIVERSIDADE FEDERAL DE ALFENAS Campus Avançado de Poços de Caldas JULIANA CRISTINA DE FREITAS LUCAS CAOVILA OBTENÇÃO E CARACTERIZAÇÃO DE PEÇAS POROSAS DE ALUMINA OBTIDAS POR GELATINIZAÇÃO Poços de Caldas/MG 2014 JULIANA CRISTINA DE FREITAS LUCAS CAOVILA OBTENÇÃO E CARACTERIZAÇÃO DE PEÇAS POROSAS DE ALUMINA OBTIDAS POR GELATINIZAÇÃO Trabalho de conclusão de curso do curso de Engenharia Química, da Universidade Federal de Alfenas. Orientadora: Sylma Carvalho Maestrelli. Poços de Caldas/MG 2014 AGRADECIMENTOS Agradecemos primeiramente a Deus, por nossa saúde e pela força para que pudéssemos realizar nossa jornada. À UNIFAL e toda sua equipe, por todo aprendizado adquirido ao decorrer destes cinco anos. À nossa orientadora, Sylma, pela confiança, paciência e pelos incentivos dados durante o nosso trabalho. Aos nossos pais, pelo amor e apoio incondicional. Aos nossos amigos e colegas de classe, por dividir conosco essa jornada. Ao Instituto de Química da UNESP e ao professor Rodrigo Marques, pela disponibilização do forno e toda a ajuda. Ao técnico do DEMa- UFSCar, Walter Aparecido Mariano, pela caracterização do pó de alumina. RESUMO Cerâmicas porosas apresentam propriedades peculiares como a alta refratariedade e inércia química, o que as torna de grande interesse para aplicações nos setores de filtros e biomateriais, entre outros. A grande limitação do seu uso está relacionada às técnicas existentes para seu processamento, uma vez que a maioria destas técnicas não permite um controle adequado da estrutura porosa e das dimensões da peça final, além dos elevados custos. Neste trabalho é proposta uma nova técnica denominada gelatinização para obtenção desta classe de cerâmicas, com o intuito de se obter materiais com tamanho de poros mais controlados, além de uma distribuição mais homogênea dos mesmos. Com o intuito de verificar a eficiência desta técnica, utilizou-se como matéria prima pó de alumina calcinado, previamente caracterizado, misturado com gelatina sem sabor, água e defloculante para a realização da conformação cerâmica. Foram investigadas três formulações distintas (com 40, 50 e 55% de teor de sólidos), com o intuito de verificar as características da peça a verde em termos de facilidade de conformação e características após secagem. Os resultados indicaram que a composição mais adequada em termos de moldabilidade foi aquela com 55% de sólidos. Observou-se também que a utilização da técnica de gelatinização para obtenção de corpos de elevada porosidade é viável; porém, estudos de sinterização mais detalhados serão necessários em um futuro próximo para a obtenção das peças após queima. Devido à elevada porosidade a verde obtida, o estudo detalhado das condições de sinterização torna-se de fundamental importância para a obtenção de peças com integridade física. Palavras-chave: alumina, cerâmicas, porosidade, processamento cerâmico, gelatinização. ABSTRACT Porous ceramics have certain unique properties such as high toughness and resistance to heating at elevated temperatures, which makes them of a great interest for applications like, for example, on the field of filters and biomaterials. The limitation of its use is related to the already existing processing techniques, since most of these techniques do not adequately control the porous structure and dimensions of the final piece, apart from high costs. This paper proposes a new technique, called gelatinization, for processing this class of ceramics in order to obtain materials with more controlled pore size, plus a more homogeneous distribution of the same. In order to check the efficiency of this technique, it was used as a raw material powder of calcined alumina, previously characterized, mixed with unflavored gelatin, water and dispersant for holding the ceramic conformation. Three different formulations (with 40, 50 and 55% solids content) were investigated in order to verify the characteristics of the green part in terms of ease of forming and drying characteristics. The results indicated that the most suitable composition in terms of moldability was 55% solids. It was also observed that the use of the technique to obtain gelatinization bodies of high porosity is feasible; However, more detailed studies of sintering are necessary to obtain parts after firing in a close future. Due to the high porosity obtained the green, the detailed study of the sintering conditions it is crucial to obtain parts with physical integrity. Keywords: alumina, ceramics, porosity, ceramic processing, gelatinization. SUMÁRIO 1. Introdução................................................................................................................................................................... 8 2. Objetivos ...................................................................................................................................................................... 9 2.1. Objetivo Geral ................................................................................................................................................. 9 2.2. Objetivos Específicos .................................................................................................................................... 9 3. Justificativa ............................................................................................................................................................. 10 4. Revisão Bibliográfica .......................................................................................................................................... 11 4.1. Cerâmicas Porosas...................................................................................................................................... 11 4.2. Alumina ........................................................................................................................................................... 11 4.3. Técnicas para Obtenção de Cerâmicas Porosas............................................................................. 12 4 .4. Caracterização de Materiais Cerâmicos ............................................................................................... 14 4.4.1. Técnica de Adsorção de Gás de Brunauer-Emmett-Teller (BET) ............................................... 14 4.4.2. Picnometria a Hélio .................................................................................................................................... 15 4.4.3. Distribuição de tamanhos de partículas ............................................................................................... 16 5. Procedimento Experimental............................................................................................................................. 18 5.1. Materiais ............................................................................................................................................................... 18 5.2. Metodologia ......................................................................................................................................................... 18 6.1. Caracterização Física do Pó de Alumina .......................................................................................... 21 6.2. Caracterização dos Corpos a Verde .................................................................................................... 21 6.3. Caracterização dos Corpos Acabados ................................................................................................ 22 7. Conclusões................................................................................................................................................................ 24 8. Referências Bibliográficas................................................................................................................................. 25 1. INTRODUÇÃO Materiais cerâmicos são compostos, principalmente, por metais e ametais, apresentando predomínio de ligações iônicas (CALLISTER; RETHWISCH, 2012). Durante seu processamento, esses materiais são geralmente submetidos a altas temperaturas e amplamente empregados com a finalidade de proporcionar isolamento térmico e elétrico. Além de bons isolantes, as cerâmicas possuem outras propriedades como elevada resistência mecânica a elevadas temperaturas e baixa tenacidade (BRITO, 2005). As propriedades dessa classe de materiais estão relacionadas com as fases presentes, porosidade e microestrutura. Um exemplo da relação entre a microestrutura e a propriedade do material é o fato de que com uma variação de apenas 0,1% na sua porosidade, pode-se transformar uma cerâmica transparente em translúcida (BRITO, 2005). Desde a década de 50, os cientistas vêm descobrindo e entendendo cada vez mais a respeito dos materiais cerâmicos e seu processamento; atualmente estão trabalhando com as chamadas cerâmicas de alta performance, que apresentam propriedades mecânicas superiores, propriedades elétricas especiais, além de maior resistência a ataques químicos. Essa classe foi criada para aplicações nas quais o uso das cerâmicas tradicionais era inviável, permitindo a criação e execução de projetos inovadores no ramo de materiais (BRITO, 2005). Atualmente, cerâmicas porosas têm sido desenvolvidas por permitirem o transporte de substâncias polares, uma vez que são hidrofílicas. Essa classe de materiais cerâmicos será mais detalhadamente discutida ao decorrer deste trabalho (GALDINO, 2003). A maneira como os poros estão distribuídos na peça cerâmica, bem como seu tamanho médio e tipo influenciam diretamente nas características e propriedades finais do produto acabado, o que se traduz em diferentes aplicações no cotidiano, tais como filtros, membranas, isolantes térmicos e acústicos, biomateriais, entre outros. Desse modo, a busca de novas técnicas para a obtenção de materiais porosos com menor custo tem sido alvo de muitas pesquisas. Neste trabalho propõe-se uma nova rota de processamento (ainda não investigada/divulgada pela comunidade científica) para a obtenção de alumina porosa; assim, os resultados aqui apresentados tem caráter inovador, permitindo desdobramentos e continuidade na pesquisa, visando a otimização e a análise da viabilidade da técnica sob o ponto de vista comercial. 8 2. OBJETIVOS 2.1. OBJETIVO GERAL O objetivo geral deste trabalho é a obtenção de peças de alumina com alta porosidade através do método denominado pelos pesquisadores aqui envolvidos de gelatinização a frio, método este ainda inexistente em literatura. 2.2. OBJETIVOS ESPECÍFICOS Para atingir o objetivo geral proposto, foram necessárias: Realização de um levantamento bibliográfico a respeito das cerâmicas porosas, bem como das técnicas já existentes para sua preparação; Estudo das técnicas de caracterização de materiais cerâmicos; Caracterização do pó de alumina a ser utilizado e conformação; Estudo do teor de sólidos presentes nas formulações e nas consequentes propriedades do material a verde; Estudo do método desenvolvido. 9 3. JUSTIFICATIVA Cerâmicas com alta porosidade têm se tornado cada vez mais estudadas graças as suas propriedades como elevada tenacidade, resistência a ataques químicos, resistência a altas temperaturas, alta permeabilidade, baixa densidade após queima e alta área superficial específica. Essas características são responsáveis por seu vasto campo de aplicação, seja como filtros, biomateriais, isolantes térmicos, entre outros (GALDINO, 2003) (SEPÚLVEDA, 1993) (LIU, 1998) (KATO et all., 2005). A técnica utilizada no processamento dos materiais cerâmicos afeta diretamente suas características como sua composição química, a morfologia das partículas e a porosidade da amostra. Tais características determinam a adequação do material para cada aplicação (PICANÇO, 2001). O problema encontrado em muitas das técnicas atuais é o baixo controle do processamento, da estrutura porosa e das dimensões do componente final (ALMEIDA; MELO; THIM, 2013). Além disso, muitas técnicas apresentam custos elevados e controles muito rígidos nas etapas de processamento, inviabilizando sua adequação à realidade industrial. Neste contexto, a técnica da gelatinização na obtenção de materiais cerâmicos porosos é uma proposta inovadora para tentar evitar esses problemas, obtendo materiais com tamanho de poros mais controlados e com uma distribuição mais homogênea dos mesmos. 10 4. REVISÃO BIBLIOGRÁFICA 4.1. CERÂMICAS POROSAS As cerâmicas porosas podem ser divididas em dois grupos, cerâmicas reticuladas e cerâmicas de espuma. O primeiro grupo consiste em materiais porosos compostos por vazios interconectados e rodeados por uma rede de cerâmica, enquanto o segundo apresenta vazios fechados com uma matriz contínua de cerâmica (BRITO, 2005). Ambas estruturas possuem baixa massa, baixa densidade e baixa condutividade térmica, sendo diferenciadas apenas pelas características aberta e fechada dos poros em suas estruturas (GALDINO, 2003). Essa classe de cerâmicas é adequada para diversas aplicações, devido às suas excelentes propriedades como sua alta tenacidade, alta resistência a ataques químicos, resistência a temperaturas elevadas e elevada uniformidade estrutural (GALDINO, 2003). Pode-se citar como exemplo o caso do alumínio, descrito a seguir. O alumínio, entre outros metais fundidos, apresenta sólidos de impurezas que são eliminados. Após solidificação, tais sólidos se apresentam como inclusões, acarretando em aspectos negativos como a redução de certas propriedades mecânicas e do brilho final do material. Sendo assim, faz-se necessário o uso de um filtro que remova e diminua a presença desses sólidos no produto final. Um filtro que vem sendo bastante empregado nesse campo é o filtro de esponjas reticuladas de alumina, que apresenta elevada porosidade e elevada resistência ao ataque do alumínio (GALDINO, 2003). A alumina é constantemente aplicada no desenvolvimento de cerâmicas porosas para produção de filtros, como o do exemplo anterior, e aeradores, entre outras aplicações (GALDINO, 2003). Devido à sua grande relevância para essa classe de materiais, a alumina será discutida com maiores detalhes no item 4.2. 4.2. ALUMINA A alumina ou óxido de alumínio, fórmula química Al2O3, é um material cerâmico que apresenta polimorfismo, o qual consiste na existência de formas cristalográficas distintas para uma mesma composição química. Dentre essas formas, pode-se citar a α-alumina, que apresenta estabilidade termodinâmica e cuja estrutura é hexagonal, e a γ-alumina, cuja estrutura é cúbica. Sendo a única forma que apresenta estabilidade a temperaturas mais elevadas que 1200ºC, a α-alumina é bastante empregada em aplicações estruturais e elétricas (GALDINO, 2003). 11 Como mencionado anteriormente, a alumina é uma matéria-prima constantemente empregada no desenvolvimento de materiais cerâmicos de alta performance de alta porosidade. Isso se deve à sua estabilidade a elevadas temperaturas, boas propriedades térmicas e mecânicas, ao seu fácil processamento, além da facilidade de se produzir poros bastante homogêneos (GALDINO, 2003). Existem diversas técnicas para obtenção de cerâmicas porosas a partir de alumina, tais como a incorporação de espuma e a técnica da réplica, abordadas no item 4.3. 4.3. TÉCNICAS PARA OBTENÇÃO DE CERÂMICAS POROSAS A utilização de cerâmicas porosas, atualmente, têm tido um grande avanço, visto que esta tem potencial aplicação em diversas áreas como filtros, suportes catalíticos, adsorção e separação, biomateriais, entre outros. Devido à vasta utilização, pesquisadores buscam a cada dia, diversas novas formas de obtenção de peças porosas (OHJI; FUKUSHIMA, 2012). Existem diversos processos de obtenção de cerâmicas porosas, podendo ser divididos em três categorias: Materiais de sacrifício (sacrificial fugitives) Réplicas (replica templates) Gelcasting (direct foaming) A técnica “Sacrificial Fugitives” consiste na mistura do pó cerâmico com adições de materiais orgânicos de baixa granulometria, os quais são removidos durante a queima, deixando poros com tamanho muitas vezes relacionado ao tamanho das partículas do aditivo utilizado (DUTRA;PONTES, 2002). Durante a fase da queima em que esses corpos são submetidos, os produtos orgânicos são removidos e poros são formados no corpo. Esse método pode gerar porosidade de 20% a 90% e poros com intervalo de 1μm a 700 μm. (STUDART et. al., 2006) Na técnica podem ser utilizados diferentes tipos de matéria orgânica, como sintéticas (polímeros, fibras orgânicas, etc), naturais, que podem ser através do uso de amidos comerciais, serragem, celulose e outros (OHJI; FUKUSHIMA, 2012). Tanto a matéria orgânica sintética quanto a natural podem ser removidas do composto bifásico ao serem submetidas a temperaturas entre 200 e 600°C durantes determinados períodos de tempos (STUDART et al., 2006). Uma das desvantagens da utilização de matéria orgânica como formador de poros é que a taxa de sinterização para retirada deste material deve ser relativamente baixa, visto que ao ser eliminado da peça o material orgânico pode gerar 12 fraturas e trincas na estrutura da peça (STUDART et al., 2006). Já uma de suas vantagens é que este método possibilita obter poros de variados tamanhos, e até mesmo poros altamente abertos. Além das variáveis citadas acima, é extremamente importante durante o processo de confecção garantir que a mistura bifásica esteja homogênea, de modo que se obtenham poros uniformes e regularmente distribuídos por todo volume do corpo. (STUDART et al., 2006) (PASSOS, 2011). Os processos de preparação da mistura do pó cerâmico com o material orgânico podem ocorrer através da prensagem de misturas com diferentes composições e a variadas pressões ou através da formação de uma suspensão composta por duas fases, que em uma etapa subsequente são processadas através de colagem de barbotina, colagem de fita entre outras. O método de réplica é baseado na produção de uma cerâmica que apresente uma morfologia semelhante ao material poroso original, com poros interconectados e abertos. Para sintetizar a cerâmica com tais características é necessária a impregnação de uma estrutura celular - geralmente utilizam-se esponjas poliméricas, como a de poliuretano, em uma suspensão cerâmica (barbotina) ou solução precursora. Após a impregnação, o material é encaminhado para secagem e queima, onde a esponja orgânica é eliminada de maneira similar ao segundo método explicitado acima. O método de réplica permite obter cerâmicas com percentuais de porosidade de mais de 90%, porém a elevada quantidade de vazios na estrutura confere a mesma baixa eficiência quando analisadas suas propriedades mecânicas. (STUDART et al., 2006) (FALK, 2013) (PASSOS, 2011). O terceiro método é o Gelcasting, o qual é amplamente utilizado devido ao seu baixo custo e a facilidade de produção de cerâmicas com elevados percentuais de porosidade, podendo chegar a uma quantidade de 95% de poros. A técnica envolve a ingestão de gás ou agentes espumantes em uma suspensão cerâmica ou em meio líquido; estes agentes formadores de poros irão formar bolhas na estrutura do material, gerando os poros. Apesar da alta porosidade gerada neste método é importante que haja o controle e estabilização no gás e na formação de bolhas, visto que se essas não forem controladas, formarão poros de tamanhos elevados e desproporcionais prejudicando as propriedades da peça após conformada (STUDART et al., 2006) (OHJI; FUKUSHIMA, 2012). Um dos métodos mais utilizados para estabilizar tanto o gás quanto a formação de bolhas é a utilização de agentes surfactantes, os quais atuam basicamente reduzindo a energia 13 interfacial entre as ligações do líquido e do gás, controlando assim o tamanho dos poros formados (STUDART et al., 2006) (OHJI; FUKUSHIMA, 2012). Devido à possível fragilidade dos corpos após conformados, realiza-se o processo de sinterização a elevadas temperaturas, acarretando na elevação e maior eficiência nas propriedades mecânicas (STUDART et al., 2006) (OHJI; FUKUSHIMA, 2012). A Figura 1 ilustra, de maneira simplificada, as técnicas anteriormente descritas. Figura 1: Técnicas de obtenção de cerâmicas porosas (STUDART et al., 2006). 4 .4. CARACTERIZAÇÃO DE MATERIAIS CERÂMICOS 4.4.1. TÉCNICA DE ADSORÇÃO DE GÁS DE BRUNAUER-EMMETT-TELLER (BET) A Equação BET é baseada na hipótese de que as forças que realizam a condensação do gás adsorvido na superfície de um sólido também são capazes de atrair diversas moléculas, gerando multicamadas (COUTINHO; TEIXEIRA; GOMES, 2001). Para a obtenção da equação de BET algumas suposições devem ser feitas, tais como: O calor de adsorção deve ser igual ao calor molar de condensação em todas as camadas, com exceção da primeira; 14 Condições de evaporação e condensação são iguais nas camadas subsequentes à primeira; Quando a pressão é igual a pressão de saturação, sob a temperatura de adsorção, o número de camadas é infinito (COUTINHO; TEIXEIRA; GOMES, 2001). Através de tais considerações, é obtida a Equação de BET, que consiste em uma relação entre a pressão (P), o volume (V), a pressão de saturação (PO) e a capacidade da monocamada (Vm), expressa na Equação 1 (COUTINHO; TEIXEIRA; GOMES, 2001). * ( + , ) (1) Onde: (2) O nitrogênio é um dos adsorventes mais utilizados para a maioria dos sólidos, uma vez que permite a obtenção de valores elevados de c. Para estes casos, a equação de BET pode ser aproximada pela chamada relação de um ponto (single point), expressa na Equação 3 (COUTINHO; TEIXEIRA; GOMES, 2001). ( ( ) ) (3) A finalidade desse método é o estabelecimento de uma relação entre as isotermas de adsorção obtidas através da equação com a área específica de um sólido. A área específica (A) é calculada através da Equação 4, que relaciona a área ocupada por uma molécula do gás (σ), com o volume molar (VM) e o número de Avogadro (N) (COUTINHO; TEIXEIRA; GOMES, 2001). (4) 4.4.2. P ICNOMETRIA A HÉLIO A picnometria a hélio faz uso da variação de pressão do gás em uma câmara de determinado volume para o cálculo do volume real de um sólido, ainda que este seja poroso. 15 O gás hélio é adequado para esta aplicação por possuir átomos pequenos, sendo capaz de penetrar nos poros do sólido (MOURA; FIGUEIREDO, 2002). O picnômetro a hélio é composto por duas câmaras, uma na qual a amostra é posicionada e outra onde ocorre expansão. Previamente à caracterização, a amostra deve ser desgaseificada através de purgas com gás hélio, removendo-se, assim, as impureza e umidade, para que estas não interfiram no volume identificado (MOURA; FIGUEIREDO, 2002). O volume do sólido (VS) é medido através da Equação 5. , (5) Onde Va é o volume da câmara onde a amostra é posicionada, Ve é o volume da câmara de expansão, P1 é a pressão inicialmente aplicada e P2 a pressão final (posteriormente a queda de pressão). Uma vez determinado o volume da amostra, calcula-se a densidade da mesma através da Equação 6, que relaciona a massa do sólido com o volume medido. (6) No entanto, este método apresenta desvantagens como a limitação em relação às dimensões da amostra a ser caracterizada, devido à pequena capacidade do porta amostras (MOURA; FIGUEIREDO, 2002). 4.4.3. DISTRIBUIÇÃO DE TAMANHOS DE PARTÍCULAS O tamanho de uma partícula descreve o grau de redução do material, podendo ser equivalente ao diâmetro da mesma, no caso de partículas esféricas. Sistemas monodispersos são aqueles em que todas as partículas possuem o mesmo tamanho, na realidade, no entanto, encontramos sistemas polidispersos, para os quais se deve avaliar a distribuição de tamanhos de partículas (ALVES, 2010). Essa distribuição nada mais é que a probabilidade de uma partícula aleatória apresentar certo tamanho, de modo que se relaciona os tamanhos de partículas com suas frequências de ocorrência. Dentre os diversos equipamentos existentes para medição de tal probabilidade, pode-se citar o sedígrafo, que se baseia na relação entre a lei de Stokes e a 16 absorção de raios X, sendo capaz de medir partículas com tamanhos entre 1 e 100μm (ALVES, 2010). Com tal intuito, o equipamento é responsável por determinar a altura no porta amostra de um tamanho de partícula, de acordo com a taxa de sedimentação do mesmo. Além disso, é capaz de determinar a porcentagem total de partículas (P) de cada tamanho, usando-se a absorção de raios X, conforme a Equação 7 (ALVES, 2010). ( ), (7) Onde To é a transmitância na posição inicial da suspensão e Ti a transmitância na posição final, após deslocamento vertical do porta amostras. Sendo assim, o sedígrafo permite a obtenção da porcentagem acumulativa de massa, do número acumulativo por grama, da área superficial acumulativa por grama, entre outros dados (ALVES, 2010). Amostras em pó devem ser previamente dispersadas em um líquido para a caracterização neste equipamento. Em geral, uma boa dispersão é atingida com o uso de agitação mecânica ou uso de ultrasson. A amostra dispersada é, então, levada ao compartimento de célula, mediante temperatura constante durante toda a análise (ALVES, 2010). 17 5. PROCEDIMENTO E XPERIMENTAL 5.1. MATERIAIS - Alumina da ALCOA Aluminum S/A; - Defloculante: o defloculante utilizado foi um Poliacrilato de amônio. Segundo os dados do fabricante, Lamberti Brasil produtos químicos Ltda (LAMBRA), o Disperlan LA é um material orgânico, com pH entre 8 e 9, à 20°C; massa específica entre 1,13 e 1,18 g/cm³; - Gelatina sem sabor. 5.2. METODOLOGIA A Figura 2 indica as etapas de execução do trabalho em forma de fluxograma. Figura 2: Esquema do procedimento experimental. Fonte: autores Conforme ilustrado na Figura 2, a primeira etapa consiste na caracterização física do pó de alumina a fim de se obter os valores de área específica (via B.E.T.), densidade real (via Picnômetria a Hélio) e a distribuição do tamanho das partículas. A Fisissorção de Nitrogênio (BET) foi realizada através do equipamento Micromeritcs GEMINI 2370; já a densidade real foi obtida por Picnometria a Hélio em quintuplicata através do equipamento Micromeritcs AccuPyc 1330 com taxa de equilíbrio de gás 5,0.10-3 psig.min-1. A Distribuição de Tamanhos de Partículas (DTP) foi obtida por meio do equipamento Sedigraph 5100 Micromeritcs com dispersão do pó em água a 20°C. Foi 18 utilizado tratamento prévio em ultrassom a 40 kHz para desaglomeração do pó de alumina. Todos os ensaios anteriormente mencionados foram realizados no DEMa – UFSCar, Após a caracterização do pó, partiu-se para a etapa de conformação das peças. Para isso, fez-se inicialmente a dissolução da gelatina em água previamente aquecida. A alumina foi então adicionada lentamente, de modo a manter a homogeneidade do sistema. Durante a mistura da alumina com a gelatina em solução foi necessário adicionar algumas gotas de defloculante a fim de reduzir a viscosidade da solução e possibilitar sua conformação nos moldes metálicos com dimensões de 7x12x2 cm. As proporções de cada componente utilizado na formulação das massas estão indicadas na Tabela 1. Tabela 1: Composições investigadas na pesquisa. Alumina (%) Gelatina (%) Água (%) Defloculante (gotas) 40 2,75 47,25 3 50 2,29 47,71 10 55 2,06 42,94 30 60 1,83 38,17 60 Nessa etapa do processo cabe salientar que somente a composição com 55% de alumina foi conformada em forma de barrinhas. Nas composições com menor proporção de alumina observou-se a formação de corpos mais viscosos e frágeis, bastante semelhante a corpos de gelatina, provavelmente devido ao maior teor destas nos mesmos. Já para os corpos com 60% de alumina, foi necessária uma grande quantidade de defloculante, o que inviabilizaria a técnica. Também foram encontradas dificuldades durante a retirada dos corpos de prova dos moldes metálicos, uma vez que estas permaneciam grudadas aos mesmos. Para evitar este problema, novas conformações foram realizadas, forrando-se o molde com papel manteiga, o que se mostrou eficiente. Após conformação, as barrinhas com 55% de alumina foram secas em estufa a 100ºC, medidas e pesadas - para determinação da densidade a verde através da relação entre massa e volume - e posteriormente sinterizadas. Foram conformados 72 corpos de prova, os quais foram separados em 4 grupos (Tabela 2), para os quais a temperatura e o tempo de queima foram variados, a fim de avaliar sua influência nas peças acabadas. A Figura 3 ilustra o perfil de queima para cada grupo. 19 Tabela 2: Perfil de queima utilizado para os quatro grupos de amostras. Grupo de amostras Temperatura de queima (ºC) Tempo (h) 1 1600 2 2 1600 4 3 1500 2 4 1500 4 Figura 3: Perfil de queima utilizado para os quatro grupos de amostras. Fonte: autores. 20 6. RESULTADOS E DISCUSSÕES 6.1. CARACTERIZAÇÃO FÍSICA DO PÓ DE ALUMINA Os resultados de área superficial específica obtida através da técnica BET, da densidade real obtida por picnometria a Hélio e da distribuição do tamanho de partículas via sedígrafo da alumina estão indicados na Tabela 3. Os valores obtidos de área superficial específica indicam uma menor reatividade do pó; tal característica favorece a presença de elevada porosidade após a sinterização devido ao não fechamento dos poros. Uma vez que se deseja uma cerâmica porosa, não foi necessária a moagem da matéria prima. Tabela 3: Resultados da caracterização física do pó de alumina. 7,2681 m²/g Área Superficial Específica 3,4145 g/cm³ Densidade Real Tamanho médio de partículas Menor que 6,0μm D 90 4,5 μm D 50 Menor que 2,5 μm D 10 6.2. CARACTERIZAÇÃO DOS CORPOS A VERDE A Figura 4 ilustra o gráfico da densidade média dos corpos de prova, com seu respectivo desvio padrão. Como pode ser observado, a densidade média obtida para os corpos a verde foi de (1,099 ± 0,172) g/cm³. Os dados de massa, comprimento, largura e espessura medidos para cada corpo de prova, bem como a densidade calculada para cada um, podem ser encontrados no Anexo 1. Figura 4: Gráfico ilustrativo da densidade média dos corpos de prova a verde. 21 Tomando-se o valor da média obtida, tem-se que a densidade a verde do material é cerca de 32% menor que a densidade real do mesmo, comprovando que a técnica desenvolvida permite a obtenção de corpos com porosidade muito elevada. A Figura 5 ilustra os corpos de prova a verde obtidos pelo método aqui desenvolvido. Figura 5: Corpos de prova a verde numerados para a medição de suas respectivas dimensões. Fonte: autores 6.3. CARACTERIZAÇÃO DOS CORPOS ACABADOS Após a realização das queimas nas diversas condições de tempo e temperatura observou-se que os corpos de prova apresentaram elevado comprometimento em sua integridade física, de modo que a caracterização após queima não pôde ser realizada. Uma das possíveis explicações está ligada à baixa proporção de sólidos utilizada, não permitindo uma conexão entre as partículas de alumina após a retirada dos componentes orgânicos (gelatina) já a 600ºC (algumas amostras foram queimadas somente até essa temperatura para comprovar a veracidade da afirmativa anterior). 22 A Figura 6 ilustra os corpos de prova desintegrados após a queima. Observa-se claramente que as peças apresentaram uma elevada presença de trincas e, em alguns casos, a desestruturação das barrinhas. Figura 6: Corpos de prova após a queima. Fonte: autores Tendo em vista que nem todos os corpos foram queimados, tem-se ainda uma quantidade elevada de corpos de prova a verde para que seja realizado um estudo mais detalhado das etapas de processamento. Pretende-se dar continuidade dentro dessa linha de pesquisa realizando-se inicialmente um estudo das seguintes variáveis: relação massa/gelatina, taxas de pré queima e de sinterização e efeito do defloculante na estabilidade do pó com a gelatina. Como foi dito anteriormente, esta pesquisa envolve a obtenção de materiais com elevada porosidade através de uma técnica inovadora, simples e barata; uma vez que estes são os primeiros estudos realizados, muito há de ser desenvolvido, pesquisado e otimizado. 23 7. CONCLUSÕES Os resultados obtidos indicam a possibilidade de obtenção de peças cerâmicas a partir da utilização da técnica de gelatinização a frio como material formador de poros grandes e interconectados; porém, ainda existem muitas variáveis que devem ser estudadas e condições de processamento a serem otimizadas de modo a se manter a integridade da peça cerâmica após queima. 24 8. REFERÊNCIAS BIBLIOGRÁFICAS ALMEIDA, F. A.; MELO, F. C. L.; THIM, G. P. Obtenção de cerâmica porosa a partir da técnica de conformação direta com amido comercial. São José dos Campos: ITA, 2013. 6 p. ALVES, L. M. Ensaios de granulometria. In: ALVES, L. M. Ensaio e Caracterização de Materiais. Ponta Grossa: Universidade Estadual de Ponta Grossa, 2010. p. 1-22. BRITO, F. V. Processamento de cerâmicas porosas à base de sílica visando aplicações na indústria do petróleo. 2005. 165 f. Dissertação (Mestrado) - Curso de Ciência e Engenharia Metalúrgica e de Materiais, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2005. CALLISTER, W. D.; RETHWISCH, D. G. Ciência e Engenharia de Materiais - Uma Introdução. 8. ed. Rio de Janeiro: LTC, 2012. 844 p. COUTINHO, F. M. B.; TEIXEIRA, V. G.; GOMES, A. S. Principais métodos de caracterização da porosidade de resinas à base de divinilbenzeno. Química Nova, Rio de Janeiro, v. 24, n. 6, p.808-818, abr. 2001. DUTRA, R. P. S.; PONTES, L. R. de Araújo. Obtenção e análise de cerâmicas porosas com a incorporação de produtos orgânicos ao corpo cerâmico. 2002. Disponível em: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69132002000400010 FALK, G. S. Impregnação de TiO2 em esponja cerâmica para aplicações fotocatalíticas. 66 f. Dissertação (Mestrado) - Curso de Tecnologia Ambiental, Universidade de Santa Cruz do Sul, Santa Cruz do Sul, 2013. 25 GALDINO, A. G. S. Caracterização mecânica e microstrutural de cerâmicas porosas obtidas a partir de diferentes aluminas. 123 f. Dissertação (Mestrado) - Curso de Engenharia e Ciência de Materiais, Universidade Federal do Ceará, Fortaleza, 2003. KATO, S. et all. Photocatalytic degradation of gaseous sulfur compounds by silverdeposited titanium dioxide. Applied Catalysis B: Environment, 57 ,109–115, 2005. LIU, D. Preparation and characterisation of porous hydroxyapatite bioceramic via a slip-casting route. Ceramic International, 24 (6) (1998) 441–446. MOURA, Maria José; FIGUEIREDO, Maria Margarida. Aplicação das Técnicas de Picnometria de Gás e de Porosimetria de Mercúrio à Caracterização da Madeira de E. globulus. Silva Lusitana, Lisboa, v. 2, n. 10, p.207-216, jun. 2002. OHJI, T.; FUKUSHIMA, M. Macro-porous ceramics: processing and properties. International Materials Reviews, Nagoya, v. 57, n. 2, p.115-131, jul. 2012. PASSOS, A. R. Preparação de aluminas porosas hierarquicamente estruturadas. 92 f. Dissertação (Mestrado) - Curso de Química, Universidade Estadual Paulista, Araraquara, 2011. PICANÇO, A. A.; VALLERO, M. V. G.; GIANOTTI, E. P.; POZZI, E.; BLUNDI, C.E. Influence of porosity and composition of supports on the methanogenic biofilm characteristics developed in a fixed bed anaerobic reactor. Water Science and Technology, EUA, v. 44, n. 4, 197-204, 2001. 26 SEPULVEDA, P. Gel casting foams for porous ceramics, Am. Ceram. Soc.Bull. 76 (10) 61–65, 1993. STUDART, A. R. et al. Processing Routes to Macroporous Ceramics: A Review. Journal of the American Ceramic Society, v. 89, n. 6, p. 1771-1789, 2006. 27 Anexo 1: Medidas dos corpos de prova a verde. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 Massa (g) Comprimento (cm) Largura (cm) Espessura (cm) 25,145 35,362 31,746 36,670 26,989 36,294 41,151 37,071 30,991 38,122 34,022 50,937 47,195 43,854 38,421 29,948 29,221 29,324 29,859 31,710 29,110 31,172 28,476 30,427 30,696 30,300 29,317 29,929 28,704 32,035 27,306 29,961 24,510 36,318 23,298 25,129 33,651 30,525 29,774 34,533 28,274 39,009 6,810 6,790 6,860 6,880 6,700 6,800 6,880 6,880 6,740 6,870 6,710 6,880 6,870 6,880 6,900 6,910 6,930 6,930 6,910 6,920 6,790 6,880 6,720 6,930 6,880 6,890 6,900 6,880 6,880 6,920 6,890 6,910 6,670 6,830 6,820 6,810 6,900 6,870 6,890 6,860 6,730 6,850 1,950 2,070 1,950 1,920 1,910 1,930 1,950 1,970 1,870 2,010 1,930 1,980 1,930 1,980 1,870 2,000 1,960 1,960 1,920 1,980 1,920 2,020 1,930 2,010 1,980 1,990 1,920 1,980 2,030 1,970 1,900 1,990 1,900 1,950 1,820 1,820 1,970 1,980 1,960 1,950 1,870 1,950 2,110 2,340 2,320 2,100 2,190 2,020 2,050 2,180 2,180 2,180 2,290 2,270 2,200 1,910 2,160 2,030 2,050 2,060 2,030 2,190 2,250 2,120 2,210 2,050 2,100 2,110 2,080 2,070 1,960 2,160 2,000 2,040 2,220 2,210 2,280 2,130 2,300 2,210 2,110 2,210 1,980 2,110 Densidade (g/cm³) 0,90 1,08 1,02 1,32 0,96 1,37 1,50 1,25 1,13 1,27 1,15 1,65 1,62 1,69 1,38 1,07 1,05 1,05 1,11 1,06 0,99 1,06 0,99 1,07 1,07 1,05 1,06 1,06 1,05 1,09 1,04 1,07 0,87 1,23 0,82 0,95 1,08 1,02 1,04 1,17 1,13 1,38 28 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 26,357 42,802 33,115 33,092 29,025 30,437 29,429 31,231 27,624 30,110 29,924 27,786 28,396 32,307 28,058 31,490 26,951 30,192 32,073 30,436 27,340 30,523 30,436 25,730 26,798 24,598 29,080 28,042 31,499 31,252 6,700 6,860 6,790 6,910 6,740 6,740 6,760 6,920 6,910 6,900 6,890 6,920 6,890 6,920 6,920 6,750 6,790 6,730 6,760 6,910 6,770 6,890 6,720 6,720 6,750 6,780 6,730 6,790 6,930 6,940 1,870 1,970 1,920 2,000 1,950 1,950 1,970 1,980 1,770 1,980 1,980 1,920 1,930 1,970 1,940 1,950 1,960 1,940 1,950 1,960 1,890 1,980 1,950 1,770 1,990 1,730 1,910 1,900 2,040 1,980 2,130 2,310 2,110 2,240 2,170 2,290 2,170 2,100 2,100 2,070 2,060 2,000 2,010 2,240 1,930 2,190 2,370 2,230 2,300 2,040 2,240 2,070 2,260 2,370 2,320 2,390 2,220 2,230 2,090 2,070 0,99 1,37 1,20 1,07 1,02 1,01 1,02 1,09 1,08 1,06 1,06 1,05 1,06 1,06 1,08 1,09 0,85 1,04 1,06 1,10 0,95 1,08 1,03 0,91 0,86 0,88 1,02 0,97 1,07 1,10 29
Baixar