SENAI “Prof. Dr. Euryclides de Jesus Zerbini”
Bruna Caruso Mazzolani
Carmen Lúcia Barbalho Prado Melchior
Júlia de Melo Rocha
Pâmela Carneiro da Silva Sampaio
DRAGEADO SALGADO DE SEMENTE DE ABÓBORA
Campinas- SP
2014
1
2
Bruna Caruso Mazzolani
Carmen Lúcia Barbalho Prado Melchior
Júlia de Melo Rocha
Pâmela Carneiro da Silva Sampaio
DRAGEADO SALGADO DE SEMENTE DE ABÓBORA
Projeto apresentado à Escola SENAI “Prof. Dr.
Euryclides de Jesus Zerbini” para obtenção do
certificado de conclusão do curso Técnico de
Alimentos.
Professora orientadora Alessandra Bugatte
Palazzo e Angélica Martins Lampa Fioresi.
Campinas – SP
2014
3
4
Bruna Caruso Mazzolani
Carmen Lúcia Barbalho Prado Melchior
Júlia de Melo Rocha
Pâmela Carneiro da Silva Sampaio
DRAGEADO SALGADO DE SEMENTE DE ABÓBORA
Trabalho de conclusão de curso aprovado como requisito parcial para obtenção do
grau técnico, do curso Técnico de Alimentos da Escola SENAI “Prof. Dr. Euryclides
de Jesus Zerbini”.
BANCA EXAMINADORA
1° Examinador
2° Examinador
3º Examinador
Local e data
5
6
AGRADECIMENTOS
Agradecemos em primeiro lugar a Deus que nos permitiu chegar até aqui. A
nossa família que sempre nos deu total apoio e ajuda. Aos professores que nos
ensinaram o caminho, a nossas colegas (amigas) de classe que foram muito
importantes nos momentos de alegria e desânimo. Em especial ao Professor
Angeluci que criou esse curso, dando-nos a oportunidade de nos profissionalizarmos
e às professoras Alessandra e Angélica que nos acompanharam durante todo o
desenvolvimento do projeto, nos aconselhando e permitindo que este fosse
concluído.
7
8
"Descobrir consiste em olhar para o que
todo mundo está vendo e pensar uma
coisa diferente”.
Roger Von Oech
9
10
RESUMO
A preocupação com os resíduos gerados pelas indústrias alimentícias é uma
questão atual cujos benefícios tanto para a produtividade e lucratividade da empresa
quanto para o meio ambiente gera inúmeros benefícios. No processamento de
abóbora para produção de doces e minimamente processados, a semente é
descartada ou comercializada crua ou torrada. Considerando que este alimento é
muito rico nutricionalmente e seu consumo é baixo, o presente projeto desenvolveuse tendo em vista processá-lo de forma a inovar a maneira de consumi-lo. Esta
inovação envolve o processo de drageamento salgado, pouco explorado na indústria
e cujo segmento, snacks e petiscos, não possui inovações que satisfaçam a
necessidade requerida por um público em ascensão nos últimos anos: alimentos
mais saudáveis, com menor teor de sódio e igualmente saborosos. A formulação
inicial baseou-se num concorrente direto do produto: o amendoim japonês, sabor já
aceito e apreciado no mercado. Foram feitas diversas modificações ao longo do
projeto visando torná-lo organolepticamente aceito e nutricionalmente diferente dos
demais concorrentes: integral e reduzido em sódio. Para isso foram desenvolvidas
formulações com diferentes quantidades de farinha de trigo integral, farinha de trigo,
sal light, glutamato monossódico, shoyo, shoyo light e molho inglês, além de testado
outros ingredientes como: dextrina, goma arábica e fécula de mandioca, e diferentes
números de camadas até atingir o revestimento completo da semente. Foram
realizadas algumas análises no produto, tanto físico-químicas (lipídeos, umidade e
sódio) quanto microbiológica (Salmonella) e sensorial (de preferência e de
aceitação). O processamento do produto final garantiu a formação de uma capa
característica, envolvendo totalmente os núcleos e conferindo características
sensoriais avaliadas com notas entre gostei moderadamente e gostei muito por um
público de 70 provadores, além da redução de 55% do teor de sódio quando
comparado com a média dos produtos concorrentes no mercado, atingindo dessa
forma aqueles consumidores que se preocupam com a saúde e que possuem
patologias como a hipertenção. Sendo assim, o objetivo principal do projeto foi
atingido tendo como resultado um alimento inovador, que reaproveita um resíduo de
forma atrativa e nutritiva.
Palavras-chave: drageado, semente de abóbora, snacks.
11
12
ABSTRACT
The concern with the waste generated by the food industry is a current issue
which benefits both the productivity and profitability of the company and the
environment generates numerous benefits. Processing pumpkin for confectionery
and minimally processed, the seed is discarded or sold raw or roasted. Considering
this food is nutritionally very rich and their consumption is low, this project was
developed to innovate the process and the way to consume it . This innovation
involves the process of salted processing dragees, underexplored in the industry and
whose segment, snacks and nibbles, do not have innovations that meet requirements
by a public rising in recent years.These requirements are healthier foods with less
sodium but still tasty. The initial formulation was based on a direct competitor of the
product already accepted and appreciated in the market: the Japanese peanut flavor.
Several modifications were made throughout the project in ordem to make it
organolleptically accepted and nutritionally different from the competitors: whole and
low in sodium. For that formulations with different amounts of whole, wheat flour, light
salt, monosodium glutamate, soy sauce, Worcestershire sauce and soy sauce light
were developed, and tested other ingredients such as dextrin, acacia and cassava
starch, and different number of layers to achieve complete coating of the seed. Some
analyzes were conducted on the product, both physical and chemical (lipids,
moisture and sodium) and microbiological (Salmonella) and sensorial (preference
and acceptance). The processing of the final product ensured the formation of a
characteristic case, fully involving the nuclei and giving sensororial characteristics
evaluated with grades between moderately liked and enjoyed by an audience of 70
tasters, beyond the 55% reduction in the sodium content compared to the average of
the competing products on the market, thereby reaching those consumers who care
about the health and who have diseases such as hypertension. Thus, the main
objective of the project was achieved resulting in an innovative food that reuses
waste in an attractive and nutritious way.
13
14
LISTA DE ILUSTRAÇÕES
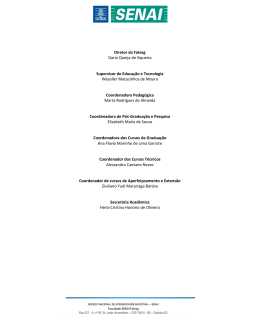
Imagem 1 - Fluxograma do Processo
Imagem 2 - Sementes de abóbora com casca drageadas
Imagem 3 - Sementes de abóbora com casca drageadas e torradas
Imagem 4 - Formação de cachos
Imagem 5 - Fluxograma do Processo
Imagem 6 - Drageado de semente de abóbora sem casca com farinha de trigo
Imagem 7 - Formação de cachos
Imagem 8 - Capa de revestimento do Drageado de semente de abóbora sem casca
com farinha de trigo
Imagem 9 - Drageado de semente de abóbora sem casca com farinha integral
Imagem 10 - Fluxograma do processo
Imagem 11 - Ficha de avaliação da análise sensorial
Imagem 12 - Gráfico Análise Sensorial
Imagem 13 - Fluxograma do Processo
Imagem 14 - Cachos da formulação com fécula de mandioca
Imagem 15 - Fluxograma do Processo
Imagem 16 - Fluxograma Retirada da casca
Imagem 17 - Sementes drageadas do 6º teste prático
Imagem 18 - Sementes drageadas sem recobrimento total
Imagem 19 - Sementes com casca torradas pelo método 1
Imagem 20 - Sementes abertas no método 1
Imagem 21 - Sementes torradas pelo método 2
Imagem 22 - Sementes abertas no método 2
Imagem 23 - Sementes torradas pelo método 3
Imagem 24 - Fluxograma do Processo
Imagem 25 - Fluxograma Retirada da casca
Imagem 26 - Drageado antes da torrefação
Imagem 27- Drageado depois da torrefação e aplicação da solução de finalização
Imagem 28 - Fluxograma do Processo
Imagem 29 - Drageado de semente de abóbora do 9º teste prático
Imagem 30 – Fluxograma do processo
Imagem 31 – Drageado do 11° teste prático
Imagem 32 – Ficha de avaliação da análise sensorial
Imagem 33 – Gráfico dos resultados de análise sensorial
Imagem 34 – Gráfico: Com que frequência você consome snacks e aperitivos?
Imagem 35 – Gráfico: Em qual horário você consumiria o produto?
Imagem 36 – Gráfico: Quanto pagaria por 25g?
Imagem 37 – Tabela Brasileira de composição de alimentos
Imagem 38 – Questionário de análise de interesse
Imagem 39 – Gráfico: Com que frequência você consome snacks e petiscos?
Imagem 40 – Gráfico: Com que frequência você consome produtos integrais?
Imagem 41 – Gráfico: Você tem intolerância a amendoim?
Imagem 42 – Gráfico: Você frequentemente procura comprar produtos saudáveis?
Imagem 43 – Gráfico: Vendo a embalagem acima você compraria este produto?
Imagem 44 – Gráfico: Você compraria o produto da imagem acima sabendo que ele
15
é um produto semelhante ao amendoim japonês, onde houve a substituição do
amendoim pela semente de abóbora?
Imagem 45 – Fluxograma Industrial
Imagem 46 – Rótulo
Imagem 47 – Logo da empresa
Imagem 48 – Layout da administração 1° andar
Imagem 49 – Layout da administração 2° andar
Imagem 50 – Layout da produção
Imagem 51 – Layout Geral
16
LISTA DE TABELAS
Tabela 1 - Análise de Viabilidade
Tabela 2 - Composição centesimal da semente de abóbora
Tabela 3 - Informação Nutricional Complementar do Shoyu
Tabela 4 - Informação Nutricional do molho inglês - Porção de 10mL (1 colher de
sopa)
Tabela 5 - Padrões microbiológicos
Tabela 6 - Formulação do 1º teste prático
Tabela 7 - Análise de umidade das sementes de abóbora torradas e com casca
Tabela 8 - Rendimento do processo de drageamento
Tabela 9 - Análise das características do drageado de semente de abóbora do 1º
teste prático
Tabela 10 - Formulação do 2º teste prático
Tabela 11 - Análise de umidade das sementes de abóbora torradas e com casca
Tabela 12 - Rendimento do processo de drageamento
Tabela 13 - Análise do drageado de semente de abóbora do 2º teste prático
Tabela 14 -. Formulação do 3º teste prático
Tabela 15 - Rendimento do processo de drageamento
Tabela 16 - Aparência
Tabela 17 - Aroma
Tabela 18 - Crocância
Tabela 19 - Impressão Global
Tabela 20 - Sabor
Tabela 21 - Formulação do 5º teste prático
Tabela 22 - Rendimento do processo de drageamento
Tabela 23 - Formulação do 6º teste prático
Tabela 24 - Rendimento do processo de drageamento
Tabela 25 - Parâmetros de tempo e temperatura para retirada da casca da semente
Tabela 26 - Peso das sementes abertas após torrefação
Tabela 27 - Formulação do 7º teste prático
Tabela 28 - Rendimento do processo de drageamento
Tabela 29 - Parâmetros de tempo e temperatura para retirada da casca da semente
Tabela 30 - Resultados da aplicação dos métodos de torrefação
Tabela 31 - Teor de sódio dos ingredientes
Tabela 32 - Resultados da Análise de Sódio
Tabela 33 - Análise de cinzas
Tabela 34 - Análise de lipídeos
Tabela 35 - Formulação do 9º teste prático
Tabela 36 - Rendimento do processo de drageamento
Tabela 37 – Formulação do 11º teste prático
Tabela 38 - Rendimento do processo de drageamento
Tabela 39 - Análise de cinzas
Tabela 40 - Análise de sódio
Tabela 41 - Padrões microbiológicos
Tabela 42 - Análise sensorial
Tabela 43 - Análise de Umidade
17
Tabela 44 – Formulação Final
Tabela 45 - Informação nutricional
Tabela 46 - Formulação para Custos
Tabela 47 - Preço dos Ingredientes e Aditivos
Tabela 48 - Produção do Drageado salgado de semente de abóbora
Tabela 49 - Custos com Ingredientes e Aditivos (Mensal)
Tabela 50 – Custos com Embalagem (Mensal)
Tabela 51 – Custos com Funcionários da mão de obra direta (Mensal)
Tabela 52 – Total dos Custos Diretos (Mensal)
Tabela 53 – Consumo mensal dos equipamentos
Tabela 54 - Custos indiretos com água, energia elétrica e ar comprimido
Tabela 55 - Custo com Funcionários da mão de obra indireta (Mensal)
Tabela 56 - Total dos Custos Indiretos (Mensal)
Tabela 57 - Custos para obtenção do preço de venda do produto
Tabela 58 - Composição Nutricional dos ingredientes
Tabela 59 - Cálculos de quantidade (g) para porção de 25g de drageado
Tabela 60 - Cálculos para Valor Energético
Tabela 61 - Cálculos para % Valor Diário
Tabela 62 - 5W2H – Planejamento 1º teste prático
Tabela 63 - 5W2H – Planejamento 2º teste prático
Tabela 64 - 5W2H – Planejamento 3º teste prático
Tabela 65 - 5W2H – Planejamento 4º teste prático
Tabela 66 – 5W2H – Planejamento 5° teste prático
Tabela 67 - 5W2H – Planejamento 6º teste prático
Tabela 68 - 5W2H – Planejamento 7º teste prático
Tabela 69 - 5W2H – Planejamento 8º teste prático
Tabela 70 - 5W2H – Planejamento 9º teste prático
Tabela 71 - 5W2H – Planejamento 10º teste prático
Tabela 72 - 5W2H – Planejamento 11º teste prático
Tabela 73 - 5W2H – Planejamento 12º teste prático
18
LISTA DE SIGLAS
ANOVA - Análise de Variância
ANVISA - Agência Nacional de Vigilância Sanitária
AQA - Avaliação da Qualidade de Alimentos
BOPP metalizado – Polietileno Bio Orientado Metalizado
CEP - Código de Endereçamento Postal
CETESB - Companhia de Tecnologia de Saneamento Ambiental
CNPJ - Cadastro Nacional de Pessoa Jurídica
cm – Centímetro
cm ² - Centímetro Quadrado
CPFL - Companhia Paulista de Força e Luz
CVS - Centro de Vigilância Sanitária
DEPTO. – Departamento
EMBRAPA – Empresa Brasileira de Pesquisa Agropecuária
EPI - Equipamento de Segurança Individual
HCl – Ácido Clorídrico
g – Grama
IBGE - Instituto Brasileiro de Geografia e Estatística
IDR - Ingestão Diária Recomendada
IE – Inscrição Estadual
IPTU - Imposto Predial e Territorial Urbano
kcal – Quilo Caloria
kJ – Quilo Joule
Ltda. – Limitada
mg – Miligramas
mL – Mililitros
mm – Milímetro
N° - Número
RDC – Resolução da Diretoria do Colegiado
R$ - Reais
rpm – Rotação por Minuto
SAC – Serviço de Atendimento ao Consumidor
SENAI - Serviço Nacional de Aprendizagem Industrial
SP – São Paulo
UNICAMP – Universidade de Campinas
VD – Valor Diário
% - Porcentagem
°C – Graus Celsius
19
20
SUMÁRIO
1. INTRODUÇÃO ...................................................................................................... 25
1.1 Problematização .............................................................................................. 25
1.1.2 Definição do produto – Conceito ................................................................ 25
1.1.3 Localização ................................................................................................ 25
1.1.4 Segmento de mercado............................................................................... 25
1.1.5 Embalagem ................................................................................................ 26
1.1.6 Sistema de distribuição .............................................................................. 26
1.2. Viabilidade ...................................................................................................... 26
1.3. Justificativa...................................................................................................... 28
1.4. Objetivo ........................................................................................................... 28
1.4.1 Objetivos Gerais: ....................................................................................... 28
1.4.2 Objetivos específicos: ................................................................................ 28
1.5 Revisão bibliográfica ........................................................................................ 29
1.5.1 Snacks ou Petiscos.................................................................................... 29
1.5.2 História do drageado.................................................................................. 29
1.5.3 Drageado ................................................................................................... 29
1.5.4 Equipamento - Drageadeira ....................................................................... 29
1.5.5 Centros para drageamento ........................................................................ 30
1.5.6 Tipos de drageados ................................................................................... 30
1.5.7 Semente de Abóbora ................................................................................. 31
1.5.8 Farinha de Trigo......................................................................................... 32
1.5.9 Farinha de Trigo Integral............................................................................ 32
1.5. 10 Dextrina .................................................................................................. 33
1.5.11 Goma Arábica ou Acácia ......................................................................... 33
1.5.12 Fécula de mandioca................................................................................. 34
1.5.13 Açúcar...................................................................................................... 34
1.5.14 Sal............................................................................................................ 36
1.5.15 Glutamato monossódico .......................................................................... 38
1.5.16 A História do molho de soja ..................................................................... 38
1.5.17 Molho Inglês ............................................................................................ 39
1.5.18 Corante .................................................................................................... 40
21
1.5.19 Embalagem ............................................................................................. 40
2 . ASPECTOS LEGAIS ........................................................................................... 43
2.1 Alvará da empresa / Licença de funcionamento .............................................. 43
2.2 Produto ............................................................................................................ 43
2.2.1 Padrões microbiológicos ........................................................................... 43
2.3 Embalagem ..................................................................................................... 44
2.4 Rotulagem ....................................................................................................... 44
3. DESENVOLVIMENTO .......................................................................................... 45
3.1 1º Teste prático ............................................................................................... 45
3.2 2º Teste prático ............................................................................................... 52
3. 3 3º Teste prático .............................................................................................. 59
3.4 4º teste prático ................................................................................................. 64
3.5 5º Teste prático ............................................................................................... 69
3.6 6º Teste prático ............................................................................................... 74
3.7 7º Teste prático ............................................................................................... 82
3.8 8º Teste prático ............................................................................................... 89
3.9 9º Teste prático ............................................................................................... 93
3.10 10º Teste prático............................................................................................ 98
3.11 11º Teste prático............................................................................................ 99
3.12 12º Teste prático.......................................................................................... 107
3.14 Análise de interesse .................................................................................... 112
3.15 Fluxograma Industrial .................................................................................. 119
3.16 Formulação final .......................................................................................... 120
3.17Aspectos do meio-ambiente ......................................................................... 120
3.18 Gestão de projetos ...................................................................................... 122
3.18.1 Estratégias utilizadas – Marketing ......................................................... 122
3.18.2 Estratégia de lançamento ...................................................................... 122
3.18.3 Pontos de distribuição ........................................................................... 122
3.18.4 Rótulo .................................................................................................... 123
3.18.5 Slogan do produto ................................................................................. 123
3.18.6 Rotulagem Nutricional ........................................................................... 124
3.18.7 Logo da empresa .................................................................................. 124
3.18.8 Layout ................................................................................................... 125
22
3.18.9 Custos do projeto ................................................................................... 128
4 CONSIDERAÇÕES FINAIS ................................................................................. 133
5 APÊNDICES......................................................................................................... 135
6 Referências Bibliográficas .................................................................................... 159
23
24
1. INTRODUÇÃO
1.1 Problematização
1.1.2 Definição do produto – Conceito
Uma inovação no segmento de snacks e aperitivos para o mercado: um
drageado salgado de semente de abóbora. O projeto visa o uso de um resíduo
industrial pouco aproveitado, além do consumo de um produto diferente e nutritivo
para um público que busca uma vida saudável e de bem-estar, visto que a semente
de abóbora é muito rica nutricionalmente, constituída de ácidos graxos mono e poliinsaturados, fibras e diversos compostos bioativos.
O desafio encontra-se em dragear um núcleo natural com formato não
esférico e obter um produto uniforme e de qualidade.
1.1.3 Localização
A Empresa NutriSeed Indústria Alimentícia Ltda. está localizada na Avenida
dos Ipês s/n em Jaguariúna no Estado de São Paulo, devido proximidade da rodovia
Governador Doutor Adhemar Pereira de Barros que liga a cidade a Mogi Mirim, onde
está nosso principal fornecedor de semente de abóbora. Outra vantagem é estar
próxima a cidade de São Paulo, principal fornecedor dos demais insumos.
Jaguariúna apresenta um ótimo incentivo fiscal de 10 anos com isenção do
IPTU, redução de 50 % do ITBI e oferece cursos para a população nas áreas em
que a indústria esta defasada, gerando uma mão de obra qualificada. A cidade está
entre as 10 melhores do Brasil em qualidade de vida.
No estado de São Paulo está a maior parcela dos consumidores de Snacks e
aperitivos, diminuindo assim o gasto com o transporte.
1.1.4 Segmento de mercado
Nos últimos cinco anos, o consumo de alimentos saudáveis no Brasil quase
dobrou, passando de R$ 15,9 bilhões, em 2004, para R$ 28,9 bilhões em 2009, um
crescimento de 82% (SEBRAE, 2010).
Os salgadinhos do tipo aperitivo (snacks) servidos como petisco no lanche ou
no intervalo entre as refeições avançam no consumo de adultos e das famílias. Essa
penetração ascendente, no entanto, vem sendo questionada nos últimos anos em
decorrência da disseminação de tendências como a de saúde e bem-estar (health
and wellness). A indústria, por sua vez, investe pesado em aprimoramentos de
matérias-primas e ingredientes, além de informação e programas para reforçar a
importância de dietas equilibradas e hábitos de vida saudáveis. Vê-se então no
Brasil que existe um mercado potencial para salgadinhos saudáveis, mas o
reconhecimento e a disponibilidade dos produtos continuam sendo problemas não
solucionados. Portanto, o segmento de snacks saudáveis ainda está longe da
saturação (CONSULTORIA MINTEL, 2012).
Só em 2009, as vendas de salgadinhos para aperitivos cresceram 13% em
faturamento e 5,7% em volume. O crescimento previsto para o ano de 2014 devido a
Copa do Mundo deve variar entre 8% e 12%, e o faturamento do setor deve chegar
perto de R$ 3 bilhões (NIELSEN, 2009).
25
1.1.5 Embalagem
A embalagem desempenha um papel fundamental na indústria alimentar
graças às suas múltiplas funções. Além de conter o produto, a embalagem é muito
importante na conservação dos produtos, mantendo a sua qualidade e segurança,
atuando como barreira contra fatores responsáveis pela deterioração química, física
e microbiológica dos produtos.
A embalagem primária do Boborado é feita do seguinte material: BOPP
Metalizado (Polipropileno Bio Orientado), filme laminado extremamente fino
(40micras e 42g/m²). Possui excelente barreira ao aroma, sabor e luz, mantendo o
produto sempre novo e crocante. É indicado para embalar produtos como
salgadinhos, batata frita, biscoitos etc.
O processo de metalização consiste na impregnação do filme por uma
finíssima camada de metal (alumínio). Essa aplicação é conseguida por meio do
vapor de alumínio. Todo o filme torna-se espelhado com uma excelente
apresentação.
Devido ao drageado conter grande quantidade de lipídeos, este é susceptível
a oxidação, reação que causa um sabor desagradável ao produto, e é causada pela
incidência da luz sobre o alimento. Com a utilização desta embalagem que é escura,
impede-se esta passagem, além de impedir que o produto absorva umidade, o que
pode favorecer o crescimento de fungos e bolores, bem como a perda da crocância
do produto.
A embalagem secundária é de papelão ondulado o qual permiti o transporte,
distribuição e manuseamento do produto final, protegendo-o contra choques,
vibrações e compressões que podem ocorrer em todo o circuito.
1.1.6 Sistema de distribuição
Na empresa o produto será armazenado em estoque específico, local fresco,
seco e inodoro, evitando calor e umidade.
A distribuição será controlada por sistemas computadorizados e delegada ao
Setor de Compra e Venda da empresa.
O transporte até os centros de comercialização é responsabilidade da
empresa e será feito por caminhões dentro de embalagens secundárias adequadas.
1.2. Viabilidade
Tabela 1 - Análise de Viabilidade
Produto
Prós
Drageado salgado de
- Reaproveitamento de
semente de abóbora
um resíduo industrial
- Público alvo em
ascensão
- Rico em nutrientes
- Matéria-prima
abundante
- Produto inovador
- Voltado aos
intolerantes ou alérgicos
26
Contras
- Alto valor energético
-Investimento
em
equipamentos
-Treinamento
dos
colaboradores
ao amendoim
- Baixo custo
- Alegação com o meioambiente
Drageado salgado de
amendoim
Snacks
Biscoitos salgados e
Cream Cracker
Biscoitos salgados e
Cream Cracker light
- Produto já aceito no
mercado
- Público alvo já
conquistado
- Diversas marcas e
preços
- Diversidade de
sabores
- Matéria-prima
abundante
- Produto já aceito no
mercado
- Público alvo já
conquistado
- Diversas marcas e
preços
- Diversidade de
sabores
- Alto valor energético
-Restrito para pessoas
alérgicas a amendoim
- Alto teor de sódio
- Baixo valor energético
- Produto já aceito no
mercado
- Público alvo já
conquistado
- Diversas marcas e
preços
- Diversidade de
sabores
- Baixo valor energético
- Produto já aceito no
mercado
- Público alvo em
ascensão
- Diversas marcas e
preços
- Diversidade de
sabores
-Alto teor de gordura
saturada
- Sem inovações
27
- Alto valor energético
- Alto teor de sódio
-Alto teor de gordura
saturada
- Menos saboroso
- Matéria-prima cara
1.3. Justificativa
Com a intenção de trazer para o consumidor um produto inovador cujas
características nutritivas são diversas, e unir isso ao processo de drageamento,
surgiu o Drageado salgado de semente de abóbora.
Por usar um resíduo industrial e atingir um público alvo em ascensão no país a
produção deste torna-se viável.
Tecnicamente o processo produtivo não envolve grandes dificuldades, pois já
existem diversos estudos na área de drageamento salgado apesar de pouco
explorado.
No aspecto econômico o custo de produção é baixo, apesar de necessitar de
um primeiro investimento com equipamentos e qualificação dos colaboradores.
1.4. Objetivo
1.4.1 Objetivos Gerais:
Desenvolver um drageado de sementes de abóbora tendo em vista um
produto inovador e nutritivo.
1.4.2 Objetivos específicos:
Reconhecer o processo de drageamento e suas etapas visando uma melhor
aplicação do método.
Determinar parâmetros de tempo e temperatura para torrefação das sementes
de abóbora, garantindo um núcleo adequado para o drageamento.
Desenvolver formulações com diferentes farinhas e ingredientes tendo em
vista um alimento nutritivo e saboroso.
Determinar parâmetros de tempo e temperatura para torrefação do drageado,
garantindo um produto crocante.
Determinar a quantidade de camadas necessárias visando o completo
recobrimento do centro.
Estudar a composição nutricional da semente de abóbora visando caracterizar
os benefícios do produto.
Verificar a umidade do núcleo a fim de definir um padrão de controle.
Realizar análises microbiológicas a fim de garantir a segurança do produto.
Analisar o teor de fibras do produto visando determinar se o produto tem
características funcionais.
Definir a melhor embalagem para o produto visando sua segurança durante o
armazenamento.
Realizar análise sensorial visando aceitabilidade do produto.
Calcular o preço do drageado a fim de conseguir um custo acessível.
Conseguir adequar-se a todos os parâmetros legais a fim de tornar o alimento
seguro.
Elaborar uma estratégia de marketing garantindo a correta e eficiente
divulgação.
Pesquisar a aceitabilidade do drageado com base em perguntas ao públicoalvo.
28
1.5 Revisão bibliográfica
1.5.1 Snacks ou Petiscos
Segundo os conceitos definidos pelo Sistema Brasileiro de categorização de
Alimentos, o Drageado salgado de semente de abóbora se encaixa na Categoria 18:
Petiscos (snacks), cuja definição é:
Os snacks ou petiscos são um segmento da área alimentícia que
inclui aperitivos a base de batatas, cereais, farinha ou amido
(derivados de raízes e tubérculos, legumes e leguminosas) e
sementes oleaginosas e nozes processadas, com cobertura ou
não (ANVISA, 2008)
Esse é um segmento muito abrangente e que esteve em ascensão nos últimos
anos, com o desenvolvimento de muitos produtos e vendas em alta (MINTEL, 2013).
Apesar disso, com o aumento da preocupação por alimentos mais saudáveis e
nutritivos torna-se necessária uma inovação de produtos para que os snacks
continuem em um mercado crescente (MINTEL, 2012).
1.5.2 História do drageado
A técnica de dragear surgiu há mais de mil anos com as civilizações egípcias.
Sendo este processo considerado uma das técnicas mais antigas de produção de
confeitos (PEREIRA, 2010).
O drageado era visto como um símbolo de riqueza e realeza, era partilhado
pelos aristocratas europeus (PEREIRA, 2010).
A cidade de Verdun, França, adquiriu a reputação por suas drágeas no século
XIII (PEREIRA, 2010).
Originalmente, as drágeas eram fabricadas em máquinas horizontais,
suspensas por correntes sob fogo. O operador girava o equipamento manualmente
para cobrir os centros com xarope e posteriormente se dava início à etapa de
secagem. Os processos de revestimento usados na indústria, cujas técnicas eram
altamente evoluídas, mesmo na idade média, tiveram os primeiros equipamentos
usados neste processo fabricados em cobre, uma vez que a secagem era efetuada
através de aplicação da fonte externa de calor. Mais recentemente (início do século
XIX), com a introdução do chocolate para o Velho Mundo e o constante ganho de
popularidade deste alimento foi desenvolvida uma nova forma de comercialização
deste produto: os drageados de chocolate (PEREIRA, 2010).
1.5.3 Drageado
Definição: O drageamento é definido como o engrossamento controlado de um
centro por meio da aplicação de sucessivas camadas de diversos ingredientes sobre
os núcleos , dentro de drageadeiras em movimento, em um ambiente com condições
de umidade e temperatura adequadas (PEREIRA, 2010).
1.5.4 Equipamento - Drageadeira
As primeiras drageadeiras eram suspensas e giradas através de correntes.
Quando necessário mantinha-se sob elas uma fonte de aquecimento (SILVA, 2011).
29
A drageadeira de revestimento tradicional: é constituída por uma bacia de
metal circular montada em certo ângulo sobre uma base. A bacia gira sobre o seu
eixo horizontal por impulsão de um motor (PEREIRA, 2010).
Velocidade de Rotação: o ideal é que seja possível ajustar a velocidade da
drageadeira, de acordo com a categoria de drageado e do tipo de centro com o qual
se está trabalhando. De qualquer forma, a velocidade da drageadeira deve ser
suficiente para que os centros estejam sempre em movimento e não patinem
(PEREIRA, 2010).
1.5.5 Centros para drageamento
Há vários produtos que podem ser usados para drágeas. Entre as opções, os
centros arredondados, com superfície lisa e sem poros são as melhores de se
trabalhar, pois a forma física dos núcleos deve permitir que estes tenham um
movimento adequado dentro da drageadeira. Uma vez que a drageificação tende a
ser longa e vigorosa, os núcleos devem ser relativamente resistentes à quebra, à
abrasão e não devem lascar. Os centros podem ser naturais (avelã, amêndoa,
pistache, castanha de caju, amendoim, café, macadâmia etc,) ou manufaturados
(extrusados, frutas cristalizadas, balas de goma, balas de menta, marzipan, cápsulas
com licor etc.) (PEREIRA, 2010).
Os centros naturais podem ser usados torrados ou não. A torrefação deixa o
produto mais crocante, ressalta o sabor e dá maior estabilidade microbiana
(MACEDO, 2007).
Os centros manufaturados possuem a vantagem de serem uniformes, gerando
um drageado também uniforme. O que não ocorre com os centros naturais que são
desuniformes e possuem graus de maturação variados (MACEDO, 2007).
1.5.6 Tipos de drageados
Drageados salgados
Alguns tipos de snacks podem ser produzidos utilizando-se o processo de
drageamento, como é o caso dos amendoins salgados tipo "japonês", "pancrak",
ovinhos, etc. O drageamento é utilizado para a formação da capa de cobertura
através da aplicação de xaropes (açúcar, dextrina, etc.), e pós de secagem (farinha
de trigo, amido, amido modificado, etc.). Posteriormente, o produto passa por um
tratamento térmico de torração ou fritura, dependendo da característica desejada
(PEREIRA, 2010).
Drageados duros
Drageados duros são caracterizados por possuírem uma cobertura cristalina e
umidade residual de 1 – 3% (MACEDO, 2007).
São produzidos através do engrossamento e secagem controlados de um
centro, aplicando-se sucessivas camadas de xarope de açúcar saturado ou soluções
de pólios (no caso de produtos diets), para se produzir uma capa dura e crocante
sobre o produto. (PEREIRA, 2010).
Drageados macios (Softs)
São produzidos através do engrossamento controlado, adicionando-se
sucessivas camadas de açúcar cristalino, o qual é aderido aos centros através da
30
aplicação de solução de açúcar não saturada. Sua umidade residual é de 7-10%
(MACEDO, 2007).
Desta forma, a camada formada não sofre cristalização sobre os centros. Estes
possuem uma textura macia, não quebradiça e o exemplo mais comum são os jelly
beans (PEREIRA, 2010).
Drageado de chocolate ou compound
São produzidos através do engrossamento controlado de um centro pela
aplicação de sucessivas camadas de chocolate ou compound derretidos, com
consequente solidificação sobre o produto (PEREIRA, 2010).
1.5.7 Semente de Abóbora
Tabela 2 – Composição centesimal da semente de abóbora
Composição centesimal
Semente de abóbora (100g)
Retinol (mcg)
5
Tiamina (mcg)
230
Riboflavina (mcg)
160
Niacina (mcg)
2.900
Calorias
543,4
Glicídios (g)
7,45
Proteína (g)
36,9
Lipídios (g)
44
Cálcio (mg)
31
Fósforo (mg)
1,122
Ferro (mg)
9,17
As sementes de abóbora são um resíduo industrial proveniente do
processamento da abóbora fresca, muito utilizada na indústria para fabricação de
minimamente processados, doces cristalizados e de compota (JORGE; VERONEZI,
2012).
Estudos demonstraram que estas sementes podem ser consideradas fontes de
proteínas, lipídios e fibras por possuírem, em média, 32-40, 44-50 e 23-27% destes
macronutrientes, respectivamente. São ricas em ácidos graxos mono e poliinsaturados, vitaminas E e do complexo B, além de terem baixos teores de açúcares
livres e amido, grande quantidades de minerais, como magnésio, potássio, zinco e
ferro e outras substâncias ainda desconhecidas (JORGE; VERONEZI, 2012 apud
TRUCOM, 2012).
Compostos bioativos
As sementes de abóboras possuem grande quantidade de substâncias
capazes de proporcionar benefícios à saúde, prevenindo ou tratando doenças ou
mesmo favorecendo o funcionamento do organismo, que são denominadas de
compostos bioativos (JORGE; VERONEZI, 2012).
Entre esses compostos podemos citar os ácidos graxos essenciais, compostos
orgânicos que compõe as gorduras ou lipídios. Eles se diferem na extensão da
31
cadeia, grau e natureza da saturação, sendo classificados como saturados,
monoinsaturados e poli-insaturados, dependendo da presença e número de duplas
ligações na cadeia (JORGE; VERONEZI, 2012 apud KRUMMEL, 2012).
A ingestão regular dos ácidos graxos essenciais tem efeito favorável sobre os
níveis de triacilgliceróis plasmáticos, pressão sanguínea, mecanismo de coagulação
e ritmo cardíaco, na prevenção do câncer e redução de incidência de aterosclerose
(JORGE; VERONEZI, 2012 apud THOMAS et al, 2012).
O óleo de sementes de abóbora apresenta uma composição equitativa, em
torno de 40%, de ácidos graxos mono e poli-insaturados, sendo os representantes
principais o ácido oleico e linoleico (JORGE; VERONEZI, 2012).
A substituição de gorduras saturadas por poli-insaturadas na dieta promove a
redução dos níveis de colesterol total e de LDL (lipoproteínas de baixa densidade),
sem alterar significativamente os níveis de HDL (lipoproteínas de alta densidade)
(VERONEZI; JORGE, 2012 apud MORAES & COLLA, 2006).
As sementes de abóbora são ricas em fitoestrógeno, outra substância funcional
que pode auxiliar na redução dos sintomas da menopausa e TPM, além dos níveis
de colesterol. O óleo feito dessa semente possui efeitos antioxidantes, que previnem
o envelhecimento celular devido à concentração de vitamina E (SILVA, 2010).
É bastante elevado também o teor de fibras na semente de abóbora, o que
torna o consumo diário desta muito indicada na prevenção e tratamento da prisão de
ventre (SILVA, 2010).
1.5.8 Farinha de Trigo
O trigo é uma gramínea, um cereal fasciculado de fruto oval pertencente à
família Gramínea e do gênero Triticum, possuindo diversas espécies. O tipo de
maior interesse comercial é o Triticum aestivum L. (trigo comum) utilizado na
panificação, produção de bolos, biscoitos, massas e produtos de confeitaria.
O amido de trigo é o constituinte em maior quantidade presente no grão de
trigo. A sua extração possibilita uma série de aplicações ao nível de alimentos, e
produção de papel (ABITRIGO 2005; ITAL, 2011).
A produção de trigo representa cerca de 30% da produção mundial de cereais.
O seu cultivo é tão disseminado pelo mundo inteiro que em qualquer mês do ano ele
é colhido em alguma parte de nosso planeta. Dos tipos de trigo cultivados, o trigo
comum, por sua importância, representa mais de 90% da produção mundial. No
Brasil, cultiva-se genericamente o trigo comum, Triticum aestivum (L. Miranda,
2006).
Em geral os trigos duros ou farinha forte – mais adequado para produtos que
utilizam a fermentação biológica (ITAL, 2011).
1.5.9 Farinha de Trigo Integral
Farinha de Trigo Integral: produto elaborado com grãos de trigo (Triticum
aestivum L.) ou outras espécies de trigo do gênero Triticum, ou combinações por
meio de trituração ou moagem e outras tecnologias ou processos a partir do
processamento completo do grão limpo, contendo ou não o gérmen com extração
máxima de 95%, teor máximo de cinzas de 2,5%, teor mínimo de proteína de 8% e
umidade máxima de 15% (BRASIL, 2005).
32
Em relação à farinha de trigo comum, é relativamente maior a porcentagem de
cinzas e minerais na farinha de trigo integral (L. MIRANDA, 2006).
A função de ambas as farinhas no processo de drageamento é atuar na
textura, melhorar a crocância, aumentar a expansão e melhorar a aparência
superficial do centro drageado (ITAL, 2011).
1.5. 10 Dextrina
As dextrinas são um grupo de carboidratos de baixo peso molecular produzidas
pela hidrólise do amido. São amplamente empregadas nas indústrias devido à sua
atoxicidade (CARGIL, 2014).
Para se tornar dextrina, o amido é submetido a um processo de hidrólise, que
divide as longas cadeias moleculares do amido. A temperatura pode variar de 80°C
a 220°C em presença ou não de catalisadores.
Ela é um carboidrato simples com um peso molecular baixo, que tem diferentes
propriedades, dependendo da sua composição química (CARGIL, 2014).
Normalmente as dextrinas são secas para que sejam mais fáceis de manusear
e transportar. Como são solúveis em água, é muito fácil transformá-las novamente
em uma solução líquida (CARGIL, 2014).
Nos drageados, as dextrinas são geralmente empregadas como agentes
secantes na fase de selagem, principalmente quando o centro drageado tem alta
umidade ou alto teor de gordura. Também pode ser aplicada em misturas com
açúcares e outros ingredientes utilizados na fase final de polimento (ITAL, 2010).
1.5.11 Goma Arábica ou Acácia
Goma Acácia é um colóide natural, obtida pela exudação dos troncos e galhos
de alguns tipos de Acácia, uma leguminosa.
Apesar de existirem diversos tipos de Acácia, apenas alguns podem produzir a
goma, e estes tipos estão localizados principalmente na região sub desértica do
continente africano: região Sahel. Os principais países produtores de goma acácia
são: Sudão, Senegal, Mali e Nigéria (ITAL, 2010).
As gomas em geral, são carboidratos complexos, utilizados comercialmente
nos mais diversos setores industriais, com grandes aplicações no ramo alimentício,
onde são amplamente utilizados pelas suas propriedades espessantes e
geleificantes.
Há três grandes campos de aplicação da goma arábica em alimentos:
confeitos, emulsão de aromas e bebidas e encapsulamento de aromas.
Em confeitos, onde é utilizada em uma grande variedade de produtos, tais
como balas de goma e mastigáveis, auxilia na texturização, pastilhas,
marshmallows, caramelos (toffees), compressão de tabletes, emulsificante de óleos
essenciais e em drageamento de confeitos, entre diversas outras aplicações (ITAL,
2010; FOOD INGREDIENTS BRASIL, 2011).
Na fabricação de produtos drageados, ela pode ser utilizada em diferentes
etapas do processo, possuindo em cada uma delas uma função específica. Para o
drageamento com chocolate, a goma arábica é utilizada principalmente nas etapas
de selagem e brilho. Nos demais drageados é mais utilizada na etapa de selagem,
engrossamento, alisamento e coloração.
33
Pode ser utilizada em pequena quantidade (3 – 4%) para possibilitar uma
camada mais uniforme e com maior resistência à quebra durante o manuseio ou
transporte (ITAL, 2010).
1.5.12 Fécula de mandioca
A fécula é uma substância amilácea encontrada nas raízes e tubérculos. A
fécula é branca e insípida, embora absorva água e os grânulos inchem. Em água
fria, o amido é insolúvel, porém forma suspensões leitosas que se separam por
decantação, após certo período de descanso (SEBRAE, 2009).
A partir de 60ºC, o amido se transforma em uma substância gelatinosa
denominada goma de amido. O processo de fabricação da fécula se inicia como
para a farinha de mandioca (SEBRAE, 2009).
A fécula de mandioca também é conhecida por polvilho. De acordo com o teor
de acidez, o polvilho será classificado em doce ou azedo. As características físicoquímicas estabelecidas para a fécula de mandioca são:
Água – 14 %
Acidez - 1,0%
Amido – 80%
(SEBRAE, 2009)
As especificações ainda exigem que a fécula tenha odor agradável, livre de
caráter ácido e rançoso (SEBRAE, 2009).
O polvilho azedo é o polvilho doce fermentado naturalmente por secagem ao
sol, onde as bactérias produzem ácido lático deixando assim o produto mais ácido e
com mudanças sensoriais (RUFFI, 2011).
O teor de amido nas raízes é de 13 a 37% variando de acordo com a idade,
variedade, estação do ano, clima e solo (RUFFI, 2011).
Os principais produtores de fécula são a Nigéria, Brasil, Tailândia e Indonésia
(RUFFI, 2011).
1.5.13 Açúcar
Conhecido da humanidade há muito tempo, o açúcar, cuja descoberta é
atribuída aos indianos, possui espaço importante na vida diária das sociedades.
Fazem uso dele donas de casa, trabalhadores e a indústria de alimentos, a qual
consome toneladas de açúcar para a produção de uma infinidade de produtos, que
vão desde biscoitos até bebidas (CRUZ, 2011).
O Brasil é um dos maiores produtores e exportadores de açúcar do mundo,
com 31 milhões de toneladas produzidas na safra 2008/2009. A região centro-sul
produz 86%, em 6 unidades produtoras de açúcar e 186 unidades que produzem
açúcar e etanol, de acordo com dados de 2010 da UNICA, União da Indústria de
Cana de Açúcar. No Nordeste, onde a história e a importância do açúcar se
confundem com a história da própria região, a produção anual aproxima-se dos 5
milhões de toneladas de açúcar.
O açúcar é obtido da cana-de-açúcar ou da beterraba açucareira. No Brasil e
na Austrália a preferência é pela cana devido à sua maior capacidade de
aclimatação e adaptação aos ambientes locais; em países europeus é utilizada a
beterraba açucareira (CRUZ, 2011).
34
A Comissão Nacional de Normas e Padrões para Alimentos em sua Resolução
CNNPA nº 12 de 1978 define: açúcar é a sacarose obtida de Saccharum officinarum,
ou de Beta alba, L., por processos industriais adequados. O produto é designado
"açúcar", seguido da denominação correspondente às suas características. Ex:
"açúcar cristal", "açúcar mascavo".
Quimicamente os açúcares são enquadrados na classe dos carboidratos ou
hidratos de carbono, com fórmula molecular (CH2O)n. Eles são encontrados na
forma de monossacarídeos, dissacarídeos ou polissacarídeos. O carboidrato
encontrado em maior proporção no açúcar comum é a sacarose, um dissacarídeo
formado por glicose e frutose (CRUZ, 2011).
Tipos de açúcar
O açúcar bruto (VHP ou VVHP) é aquele obtido por clarificação do caldo de
cana-de-açúcar, sem uso de enxofre. Apresenta-se na forma de grãos regulares
com cor mais intensa (cor ICUMSA acima de 400), sendo adequado para processos
que exijam sabores e texturas característicos. É muito utilizado na indústria
alimentícia como matéria prima para confeitos, panificados e produção de cereais
matinais (CRUZ, 2011).
O açúcar cristal ou cristal especial é a denominação dada ao açúcar obtido por
cristalização controlada do caldo de cana tratado. Para a sua obtenção é necessário
um processo mais exigente de clarificação, utilizando sulfitação e caleagem. São
cristais finos, regulares, com alto brilho e pureza de 99,5%. É ideal para produção de
bebidas carbonatadas, licores, sucos, sorvetes e doces em geral. Suas principais
características são: baixo teor de sólidos solúveis não açúcares e coloração mais
clara (tendendo ao branco). Pode ser armazenado por até dois anos em condições
adequadas (CRUZ, 2011).
O açúcar refinado pode ser obtido por um processo de refino do açúcar cristal
dissolvido, através de cristalização controlada. Este processo resulta em dois tipos
de açúcar: refinado granulado e refinado amorfo. O açúcar refinado granulado tem
granulometria homogênea e coloração clara, e é indicado para processos que exijam
alta pureza e produtos que exijam transparência quando acabados. Devido à
composição de 99,8% de sacarose, sua pureza é alta, e, portanto, ele não interfere
no sabor final dos produtos, sendo utilizado para produção de bebidas lácteas e
achocolatados, doces, produtos de panificação, refrescos em pó, aditivos especiais
para carnes e derivados e xaropes farmacêuticos. Em geral, tem prazo de validade
de 2 anos se armazenado de maneira adequada. O açúcar refinado amorfo possui
granulometria muito fina e irregular, com coloração clara, alta higroscopicidade,
sendo ideal para processos que exijam rápida dissolução. Ele se homogeneiza com
facilidade com outros produtos. A validade do produto é de aproximadamente um
ano se estocado de maneira adequada (CRUZ, 2011).
Extremamente adequado para uso direto em indústrias de alimentos e
bebidas, o açúcar líquido (sacarose) é límpido, claro, isento de odor e aroma, com
concentração aproximada de 65% a 68% de sólidos, sendo obtido por dissolução do
açúcar cristal em água isenta de cloro. É muito utilizado na indústria alimentícia para
a produção de bebidas carbonatadas ou não, licores, sucos de frutas, sorvetes,
alimentos matinais, balas achocolatadas, biscoitos, confeitos e cervejas especiais
adoçadas. Como já vem dissolvido, não apresenta custos de dissolução para o
processo em que será utilizado. Apesar de diversas vantagens, o produto possui
35
período de validade de apenas 15 dias, e deve ser estocado em tanques específicos
e passíveis de sanitização (CRUZ, 2011).
O açúcar líquido invertido é a denominação dada ao açúcar obtido por
hidrólise ácida controlada de solução de sacarose, resultando em uma mistura de
glicose, frutose e sacarose. O produto obtido é um xarope transparente isento de
odores e aromas, com poder edulcorante maior que a sacarose e com validade de
até 90 dias. Possui cerca de 76% de sólidos solúveis, constituídos por 34% de
sacarose e 66% de açúcar invertido em água. Este tipo de açúcar também pode ser
obtido por hidrólise enzimática utilizando-se a invertase (CRUZ, 2011).
O açúcar mascavo é o açúcar proveniente da cana obtido por um processo
mais simples. Como o caldo da cana não é submetido a tratamento de clarificação,
este açúcar possui coloração entre o caramelo e o marrom (CRUZ, 2011).
O açúcar orgânico é aquele obtido seguindo parâmetros similares de
produção, embora a matéria-prima e o processo devam seguir rígidos padrões de
qualidade que levam em consideração a filosofia e os parâmetros técnicos da
produção orgânica de alimentos. Isto abrange tanto o setor agrícola como o setor
industrial, que deve possuir certificação adequada do IBD (Associação de
Certificação Instituto Biodinâmico). Tem validade de aproximadamente dois anos e
permite ao produtor explorar nichos específicos de mercado (CRUZ, 2011).
1.5.14 Sal
O sal, o tempero mais básico do mundo atualmente, já foi tão valorizado quanto
ouro no passado. Além de ser utilizado na alimentação humana como tempero,
também era conhecido como um agente químico para conservar alimentos, lavar,
tingir, amaciar o couro e descolorir. Hoje em dia, por conta de seu
processamento tecnológico em larga escala, tornou-se acessível a todos.
O Sal na História
O registro do uso do sal remontam há cinco mil anos.
Para os orientais era um símbolo de concordância e amizade chamado "aliança
do sal". Para os hebreus era um elemento purificador. A mulher de Ló, segundo a
Bíblia Sagrada, foi transformada numa estátua de sal.
Escasso e precioso, o sal era vendido a peso de ouro. Em diversas ocasiões,
foi usado como dinheiro. Entre os exemplos históricos mais conhecidos figura o
costume romano de pagar em sal parte da remuneração dos soldados, o que deu
origem à palavra salário.
Definição da ANVISA
A definição de sal para consumo humano, segundo a ANVISA, refere-se ao
"cloreto
de
sódio
cristalizado
extraído
de
fontes
naturais,
adicionado obrigatoriamente de iodo". O produto deve apresentar-se sob a forma
de cristais brancos, com granulação uniforme, ser inodoro e ter sabor salino-salgado
próprio. Além disso, não pode apresentar sujidades, microrganismos patogênicos ou
outras impurezas. Podem ser adicionados ao sal aditivos, como minerais
(antiumectantes) desde que nos limites estabelecidos pela legislação. A designação
“sal de mesa" vale para o sal refinado e o sal refinado extra nos quais foram
adicionados antiumectantes.
36
Independente do tipo de sal, segundo a ANVISA, todo sal deve ser iodado: "
somente será considerado próprio para consumo humano o sal que contiver teor
igual ou superior a 20 (vinte) miligramas até o limite máximo de 60 (sessenta)
miligramas de iodo por quilograma de produto". A regulamentação relativa à iodação
do sal existe no Brasil desde 1974. Existem ainda, regras especificas que definem
procedimentos básicos de boas praticas de fabricação em estabelecimentos
beneficiadores de sal para consumo humano (RDC nº 28,28/03/2000).
Alguns Tipos de Sal
SAL DE COZINHA: O sal de cozinha pode ser iodado ou não iodado. O iodo foi
adicionado ao sal pela primeira vez em meados de 1920 para combater uma
epidemia de hipertiroidismo, um crescimento da glândula tireóide causado por
irregularidades hormonais devido à falta de iodo. O sal de cozinha é o mais usado.
Ele é processado para remover impurezas e contém antiaglutinantes como o fosfato
de cálcio.
SAL MARINHO: O sal marinho geralmente é mais caro que o sal de
cozinha devido ao modo como é colhido. O "fleur de sel" (" flor de sal" , em francês),
por exemplo, é raspado manualmente da superfície de lagos de evaporação.
Alguns sais marinhos não são tão processados quanto o sal de cozinha,
mantendo, assim, os microminerais que geralmente são removidos durante o
processo de refinação. O sal marinho pode ser grosso, fino ou em flocos. Pode ser
branco, rosa, preto, cinza ou de uma combinação de cores, dependendo do lugar de
onde vem e dos minerais contidos neles.
SAL KOSHER: O sal kosher é usado para preparar carnes kosher, já que
remove o sangue rapidamente. Muitos chefes de cozinha preferem usar este sal.
Sua textura grossa facilita na hora de usá-lo e salpicá-lo sobre a comida durante ou
depois do preparo. O sal kosher não é iodado. Alguns afirmam que isso faz ser
melhor para cozinhar: o iodo deixa o sal de cozinha com um leve gosto de metal.
SAL DE ROCHA: O sal de rocha é um sal grosso não refinado que
geralmente contém impurezas não comestíveis. Mas ele tem um uso na culinária.
Receitas de sorvetes caseiros costumam orientar que sal de rocha deve ser
espalhado sobre o gelo ao redor do cilindro com a mistura de sorvete. O sal faz o
gelo derreter mais rápido e a mistura de sal e água resultante congela a uma
temperatura mais baixa do que se o gelo estivesse sozinho. Isso faz o sorvete
congelar mais rápido.
Funções e Consumos
O sal (NaCl) é um ingrediente essencial. Quase todos os alimentos contêm sal,
o qual desempenha importante papel em termos de propriedades funcionais e
sensoriais: em produtos panificáveis o sal é importante em termos de textura e
sabor, em produtos gelados e recheios a presença de pequenas quantidade de sal
favorece a percepção do sabor doce, no processamento de produtos cárneos,
controla a textura por interferir com a ligação da água com as proteínas miofibrilares,
confere sabor, estabiliza a cor, além de proteger do crescimento microbiano (sais de
cura), picles são produzidos em salmora, e a adição de sal em enlatados aumenta a
preservação e confere sabor, em aperitivos (snacks), a aplicação de cristais de
cloreto de sódio na superfície do produto proporciona atrativo adicional.
37
1.5.15 Glutamato monossódico
O ácido glutâmico é um aminoácido não essencial encontrado naturalmente em
muitos alimentos. Ele está presente nas formas ligadas e livre. Nesta forma ele
proporciona o quinto gosto básico Umami, que em japonês significa “delicioso” e é
uma das primeiras sensações percebidas pelo paladar humano (MACHADO;
MALULY, 2014).
Na indústria esse sabor é conferido usando o sal sódico de aminoácido
glutâmico, mais conhecido como glutamato monossódico (MSG) (MACHADO;
MALULY, 2014).
Quando adicionado nos alimentos, o glutamato monossódico se dissocia, e
torna-se livre para conferir mais Umami, atuando como realçador de sabor. Ele é
produzido atualmente através da fermentação de açúcares – principalmente
oriundos da cana-de-açúcar e do milho (MACHADO; MALULY, 2014).
Segundo Machado e Maluly: a atuação do MSG como promotor de Umami
pode também ajudar a indústria de alimentos a desenvolver produtos com teor
reduzido de sódio. Sua contribuição positiva para o sabor permite reduzir sódio sem
comprometer demasiadamente o perfil sensorial dos alimentos. Isto porque o MSG
possui apenas 1/3 da quantidade de sódio, quando comparado ao cloreto de sódio
(ou sal de cozinha).
Várias pesquisas estão sendo desenvolvidas acerca dos benefícios do uso do
glutamato monossódico já que ele é amplamente usado na tecnologia de alimentos.
Entre eles verificou-se que o glutamato protege a mucosa gástrica contra a ação de
microrganismos, pois estimula a liberação de muco protetor, reforçando a defesa da
mucosa gástrica. Além disso, ele é responsável pelo aumento da secreção salivar, o
que aumenta a aceitação e palatabilidade dos alimentos e torna a ingestão de
proteínas mais fácil (MACHADO; MALULY apud Akika, Toyomasu, Zolotav et al ,
2014).
Portanto, segundo Machado e Maluly, este aditivo pode contribuir para a
melhoria da alimentação e da qualidade de vida da população.
1.5.16 A História do molho de soja
No decorrer da história da humanidade, as pessoas tanto do oriente como do
ocidente têm inventado muitas técnicas para preservar os alimentos. Nesse
processo, as pessoas aprenderam que ao preservar a comida com sal elas podem
não somente mantê-la em estado comestível por mais tempo, mas também,
melhorar o sabor devido à ação dos microrganismos na quebra das proteínas, que
resultam
em
componentes
que
dão
mais
sabor
ao
alimento.
Desde os tempos antigos, os chineses tem utilizado a palavra Jiang ou Sho, como é
pronunciado
em
japonês,
como
referência
a
tal
condimento.
Shoyu, ou molho de soja, é desenvolvido a partir desse condimento Sho
(KIKKOMAN, 2014).
Sho foi produzido a partir de ingredientes como carnes, frutos do mar, vegetais
e grãos, dos quais o último provou ser o mais fácil de produzir, manter com
segurança e manipular em grande escala. Como resultado, o Kokusho feito de
grãos, particularmente de soja e trigo, se popularizou e as técnicas de produção do
Kokusho foram transmitidas da China para os países vizinhos. O condimento
Kokusho é considerado o antecessor do atual molho de soja. (KIKKOMAN, 2014)
38
Com a introdução do Sho no Japão, foram desenvolvidas técnicas únicas de
refinamento. Em meados do século XVII, o atual processo de produção do molho de
soja já havia sido desenvolvido e se espalhado por todo país. (KIKKOMAN, 2014)
O molho de soja é feito a partir de quatro ingredientes: soja, trigo, sal e água.
Apesar da simplicidade dos ingredientes, exige-se um processo de seleção
extremamente rigoroso, caso contrário terá influência no sabor e no aroma
(KIKKOMAN, 2014).
Tabela 3 - Informação Nutricional Complementar do Shoyu:
Molho de soja tradicional
Molho de soja light
Valor energético: 57kcal
Valor energético: 25kcal
Sódio 5450mg
Sódio 3800mg
1.5.17 Molho Inglês
O Molho Inglês, ou Worcestershire Sauce (pronuncia-se wus-têr sal-ce), foi
criado pelos químicos Ingleses John Wheeley Lea e William Henry Perrins em 1830
sob encomenda de Lord Sandys (MOLHO INGLÊS, 2014).
Sandys, um aristocrata da região de Worcestershire, queria recriar o sabor
exótico que ele havia descoberto durante sua viagem para Bengala na Índia.
Lea e Perrins misturaram vinagre, melaço, sal, extrato de tamarindo, alho, cebola e
anchovas, criando uma mistura que não agradou o Lord, e acabou esquecida em
barris no porão da fábrica por mais de um ano (MOLHO INGLÊS, 2014).
Depois de 18 meses, o barril foi encontrado e o sabor havia evoluído para o
Molho Inglês que conhecemos hoje (MOLHO INGLÊS, 2014).
O molho inglês é um realçador de sabor e pode temperar quase tudo, bastam
algumas gotas para dar um toque especial à comida (POTSCH, 2011).
Pode ser colocado na panela ou usado na marinada. Pode entrar em
preparações frias ou quentes e pode ser usado também como condimento de mesa
(POTSCH, 2011).
É muito usado para temperar carnes de vários tipos, peixes e frutos do mar.
Fica ótimo na carne assada e em ensopados. Dá um sabor especial ao hambúrguer
e a bolos de carne moída (POTSCH, 2011).
Pode entrar na composição de vários molhos e ser usado para temperar
saladas, vegetais ou sopas (POTSCH, 2011).
O Blood Mary, drink famoso feito com suco de tomates, é temperado com ele
(POTSCH, 2011).
Tabela 4 - Informação Nutricional do molho inglês - Porção de 10ml (1 colher de
sopa)
Valor energético
Carboidratos
Sódio
Quantidade por
porção
8 kcal = 34 kJ
2g
198 mg
39
%VD*
0,4
1
8
1.5.18 Corante
A cor de um alimento tem grande influência na sua aceitação, sendo um fator
crítico na sua aparência. A natureza ensina-nos cedo que certos alimentos devem
ter determinadas cores e a aceitação futura de alimentos depende muito de tais
expectativas. Assim, são utilizados os corantes para conferir, restituir, melhorar ou
padronizar a cor dos produtos alimentícios (PRADO; GODOY, 2003).
Considera-se corante a substância ou a mistura de substâncias que possuem
a propriedade de conferir ou intensificar a coloração de alimento e bebidas, não
possuindo valor nutritivo (BRASIL, 1978).
1.5.19 Embalagem
Embalagens para alimentos - é o artigo que está em contato direto com
alimentos, destinado a contê-los, desde a sua fabricação até a sua entrega ao
consumidor, com a finalidade de protegê-los de agente externos, de alterações e de
contaminações, assim como de adulterações (BRASIL, 2001).
As embalagens e equipamentos que estejam em contato direto com alimentos
devem ser fabricados em conformidade com as Boas Práticas de Fabricação para
que, nas condições normais ou previsíveis de emprego, não produzam migração
para os alimentos de componentes indesejáveis, tóxicos ou contaminantes em
quantidades tais que superem os limites máximos estabelecidos de migração total
ou específica, tais que:
a) possam representar um risco para a saúde humana;
b) ocasionem uma modificação inaceitável na composição dos alimentos ou
nas características sensoriais dos mesmos (BRASIL, 2001).
Embalagens primárias, secundárias, e terciárias
Embalagem Primária: que está em contato direto com o produto (BRASIL,
2010).
Embalagem Secundária: designada para conter uma ou mais embalagens
primárias, podendo não ser indicada para o transporte (BRASIL, 2010).
Embalagem Terciária – agrupa diversas embalagens primárias ou secundárias
para o transporte, como a caixa de papelão ondulado (BRASIL, 2010).
Tipos de embalagens primárias:
Cartucho
Cartucho é uma embalagem estruturada em papel cartão. Exemplo: caixas de
cereais matinais e caixas de sabão em pó (ABEAÇO, 2014).
Embalagem cartonada
Ela é composta por várias camadas de materiais que criam barreiras à luz,
gases, água e microrganismos, conservando as propriedades dos alimentos. A
embalagem cartonada asséptica é composta por 75% de papel cartão, 20% de
filmes de polietileno de baixa densidade e 5% de alumínio (ABEAÇO, 2014).
Embalagens mistas
Combinam dois ou mais materiais e materiais reciclados. Exemplos: plástico
com metal; metal com madeira; plástico com vidro; vidro com metal; madeira com
40
papel. A vantagem é a união das propriedades dos materiais para proteger e
transportar os produtos, e atrair os consumidores (ABEAÇO, 2014).
Embalagens multicamadas
Combinam diferentes materiais, como por exemplo:
Alumínio + papel
Papel + papelão (ABEAÇO, 2014).
Embalagens laminadas
São embalagens formadas pela sobreposição de materiais como filme plástico
metalizado + adesivo + filme plástico. As metalizadas, como as dos salgadinhos
(snacks), biscoitos, cafés, etc., são um bom exemplo (ABEAÇO, 2014).
Embalagens plásticas flexíveis
São aquelas cujo formato depende da forma física do produto acondicionado e
cuja espessura é inferior a 250 micra. Nessa classificação, enquadram-se sacos ou
sacarias, pouches, envoltórios fechados por torção e/ou grampos, tripas, pouches
que ficam em pé (stand-up-pouches), bandejas flexíveis que se conformam ao
produto, filmes encolhíveis (shrink) para envoltórios ou para unitização, filmes
esticáveis (stretch) para envoltório ou para amarração de carga na paletização,
sacos de ráfia etc.Os materiais flexíveis incluem, ainda, selos de fechamento, rótulos
e etiquetas plásticas (ABEAÇO, 2014).
Elas se destacam pela relação otimizada entre a massa da embalagem e a
quantidade de produto acondicionado, além da flexibilidade no dimensionamento de
suas propriedades. É possível combinar diferentes polímeros para obter as
propriedades necessárias e que atendam a requisitos econômicos, ambientais e de
conservação e comercialização de produtos (ABEAÇO, 2014).
Embalagem reutilizável
Embalagem reutilizada em sua forma original para o mesmo fim para a qual foi
concebida e projetada. Ela deve desempenhar um número mínimo de viagens ou
rotações dentro de seu ciclo de vida (ABEAÇO, 2014).
Latas de alumínio
As latas de alumínio são um exemplo de embalagem de metal não-ferroso. São
predominantemente utilizados para embalar bebidas como cervejas, sucos, chás e
refrigerantes (ABEAÇO, 2014).
Latas de aço
As folhas de aço (folha de flandres) são largamente utilizadas em embalagens
de alimentos, bebidas, tintas e produtos químicos. Atendem às necessidades
específicas de resistência, conformação, revestimento e acabamento (ABEAÇO,
2014).
O uso de uma película elástica protetora proporciona ainda maior proteção aos
alimentos ou quaisquer outros produtos enlatados. Essa película elástica é
altamente resistente às deformações. Por exemplo, na fixação da tampa, o produto
sofre uma “deformação” de 180 graus, sem que isso comprometa a qualidade do
conteúdo. As características flexíveis são as responsáveis por possibilitar a
produção de latas com formatos diferentes, como a do leite condensado Moça, da
Nestlé, e garantir que, mesmo com a superfície “deformada”, o alimento ou produto
em lata de aço não seja contaminado (ABEAÇO, 2014).
41
42
2 . ASPECTOS LEGAIS
2.1 Alvará da empresa / Licença de funcionamento
Para abrir uma empresa em Jaguariúna deve seguir os procedimentos abaixo
e adquirir todos os documentos necessários.
1 - Preencher requerimento específico solicitando a abertura ou alteração de
endereço e Declaração comprometendo-se a informar a Prefeitura caso encerre as
atividades.
2 - Emitir uma Declaração se a Empresa não for manter porta aberta ao Público e se
o local for apenas ponto de referência. Deverá indicar o horário de funcionamento do
estabelecimento.
Documentos exigidos (cópia):
- CNPJ e DECA (Inscrição Estadual).
- Contrato Social ou Declaração de Firma Individual e suas alterações se houver.
- Planta do Local aprovada na Prefeitura.
- Para comércio ou indústria apresentar cópia do memorial de atividades
- Espelho do IPTU ou Conta de Água ou Matrícula do imóvel.
- Contrato de Locação.
Se o Imóvel não for ponto comercial, apresentar autorização do proprietário
para a abertura da Empresa, com firma reconhecida da assinatura do mesmo.
Se a atividade for Fabricação: Licença de instalação / Operação – CETESB.
Se a atividade envolver Alimentação, Prod. Químico, Consultório Médico,
Veterinário e Odontológico: Alvará de Funcionamento da Vigilância Sanitária.
Se a atividade for Transporte de Cargas: apresentar declaração contendo
relação de veículos e placas e local de pernoite dos mesmos. Documento dos
veículos no nome do proprietário ou da empresa e com categoria aluguel.
Alvará do Corpo de Bombeiro (Obs.: Não impede a entrada do processo).
Procuração dando poderes para representar a empresa, em caso de
escritório.
Se a empresa for optante pelo simples nacional, deverá apresentar a
solicitação de opção de empresa em inicio de atividade. (PREFEITURA DE
JAGUARIÚNA, 2014)
2.2 Produto
2.2.1 Padrões microbiológicos
A resolução - RDC Nº 12, de 2 de Janeiro de 2001 estabelece os padrões
microbiológicos para todas as classes de alimentos visando um alimento seguro. Ela
define as análises microbiológicas obrigatórias que levam em consideração o tipo de
contaminação que normalmente ocorre no alimento. (BRASIL, 2001)
Análises adicionais podem ser realizadas pela empresa garantindo um maior
padrão de qualidade.
43
Tabela 5 - Padrões microbiológicos
14 - PRODUTOS SÓLIDOS PRONTOS PARA O CONSUMO (PETISCOS E
SIMILARES)
Coliformes a 45
5x
a) sementes comestíveis
10 ² 5 2
10²
°C/g
10
cruas, salgadas,
Salmonella sp/25g aus 5 0
aus condimentadas ou não.
b) sementes comestíveis
torradas, fritas, salgadas,
adocicadas,
condimentadas ou não,
com coberturas e não.
c) produtos salgados e
doces, extrusados ou não,
fritos, assados ou
compactados, incluindo
torresmos e similares.
(Fonte: BRASIL, 2001)
Coliformes a 45
°C/g
5x
10
5
2
5
5x
10
Salmonella sp/25g aus
5
0
aus
-
5x
10
5
1
5
5x
10
aus
5
0
aus
-
Coliformes a 45
°C/g
Salmonella
sp/25g
2.3 Embalagem
Resolução RDC nº 91, de 11 de maio de 2001 se aplica a embalagens e
equipamentos que entram em contato direto com alimentos durante sua produção,
elaboração, fracionamento, armazenamento, distribuição, comercialização e
consumo, especificando: o material adequado aos diferentes tipos de alimentos e as
boas práticas para que durante o manuseio não produzam migração para os
alimentos de componentes indesejáveis, tóxicos ou contaminantes em quantidades
tais que superem os limites máximos estabelecidos de migração total ou específica.
2.4 Rotulagem
A Resolução RDC nº 259, de 20 de setembro de 2002 se aplica à rotulagem
de todo alimento que seja comercializado, qualquer que seja sua origem, embalado
na ausência do cliente, e pronto para oferta ao consumidor. As informações contidas
no rótulo devem estar legíveis, de fácil compreensão e não deve conter informações
falsas sobre o produto.
Esta resolução lista e explica todos os itens que são necessários para compor
o rótulo.
44
3. DESENVOLVIMENTO
3.1 1º Teste prático
Data: 03/02/2014
Local: Planta de Industrialização de Carnes da Escola SENAI “Prof. Dr. Euryclides
de Jesus Zerbini”
Objetivos
- Reconhecer o processo de drageamento visando a aplicação do método.
- Determinar a umidade das sementes de abóbora com casca torradas a fim de obter
um parâmetro para drageamento do núcleo.
- Comparar a adição de solução de finalização ou não tendo em vista o melhor sabor
e crocância.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Água
- Açúcar refinado
- Dextrina
- Goma arábica
- Sal light
- Shoyo
- Glutamato monossódico
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200H)
- Balança de infravermelho – Shimadzu
Equipamentos
- Drageadeira Incal
- Forno Wictory Ltedesco
Utensílios
- Peneira
- Béquer
- Espátula
- Colher
- Panela
45
Formulação
Tabela 6 - Formulação do 1º teste prático
Ingrediente
%
Semente de abobora com
36,3
casca
Pó de secagem
Farinha de trigo
28,13
Goma Arábica
1,52
Sal Light
1,44
Xarope de Adesão
Água
15,08
Açúcar refinado
9,6
Dextrina
2,78
Solução selante
Goma Árabica
1,57
Água
2,42
Solução de finalização
Shoyo
0,58
Água
0,29
Glutamato monossódico
0,17
Sal Light
0,11
Total
100
46
Peso (g)
300
232,5
12,6
11,9
124,6
79,3
23
12,9
19,9
4,8
2,4
1,4
0,9
826
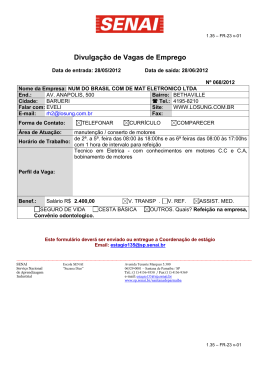
Imagem 1 – Fluxograma do Processo
47
Procedimento
Drageamento
1- Higienizar as bancadas, drageadeira e balanças.
2- Pesar os ingredientes.
3- Colocar as sementes pesadas na bandeja de maneira bem espalhada.
4- Levar ao forno para torrefação das sementes a uma temperatura de 160° C
por 25’.
5- Retirar as sementes e deixar resfriar.
6- Misturar os ingredientes da solução selante em um recipiente em banhomaria.
7- Misturar os ingredientes do xarope de adesão em um recipiente em banhomaria.
8- Misturar os ingredientes do pó de secagem em um saquinho plástico.
9- Colocar as sementes na drageadeira.
10- Ligar a Drageadeira a uma velocidade de 40 rpm.
11- Despejar a solução selante em zigue-zague sobre as sementes
12- Colocar parte do pó de secagem até que os centros não estejam mais úmidos
com o auxílio de uma peneira.
13- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
14- Repetir os procedimentos 12 e 13 por 5 vezes para completar as 6 camadas.
15- Desligar a drageadeira.
16- Colocar o drageado na bandeja de maneira espalhada.
17- Levar ao forno a uma temperatura de 160°C por 15’
18- Retirar do forno
19- Borrifar a solução de finalização
20- Deixar resfriar.
21- Pesar.
22- Embalar
23- Armazenar
Análise de Umidade
1- Ligar a balança infravermelho.
2- Com o auxílio de uma pinça colocar a placa de alumínio na balança e tarar.
3- Pesar 3g de amostra, triturada, na placa de alumínio.
4- Fazer a leitura da umidade.
5- Descartar a amostra.
6- Desligar a balança de infravermelho
7- Higienizar o equipamento.
Resultados e discussões
Tabela 7 - Análise de umidade das sementes de abóbora torradas e com casca
Sementes de
Umidade
abóbora
(%)
Amostra 1
1,83
Amostra 2
1,70
Média
1,77 +/- 0,1
48
Tabela 8 - Rendimento do processo de drageamento
Peso inicial
276,79g
Peso final
592,35g
Ganho de
315,56g
peso
Rendimento
114%
Tabela 9 - Análise das características do drageado de semente de abóbora do 1º
teste prático
Número de votos
Motivo
%
Com solução de
9
Melhor sabor
75
finalização
Sem solução de
3
Melhor crocância 25
finalização
Total
12
100
Percebe-se que o teor de umidade das sementes de abóboras torradas é
baixo o que ajuda na conservação e no processo de drageamento, já que uma
umidade elevada desencadearia um maior agrupamento dos núcleos.
O drageamento é um processo que envolve diferente de outros
processamentos, o ganho de peso durante a produção. Nesse primeiro teste prático
as sementes de abóbora obtiveram um ganho de peso de 315,56g, mais de 100%
de aproveitamento. Isso garante um maior lucro de produção pela agregação de
valor ao peso ganho.
Com relação à análise das características, o questionamento foi realizado
com os integrantes da equipe, seis alunas e duas professoras da escola SENAI. As
perguntas foram com relação ao sabor e crocância das amostras.
Das sementes drageadas e torradas usou-se a solução de finalização em
229,05g do total quando a formulação era para o todo. Isso devido a falta de um
instrumento que se possibilita a dispersão. Inferiu-se então que os votos de melhor
sabor para o drageado com a solução de finalização foi devido ao gosto mais
acentuado dos ingredientes desta; e a melhor crocância para a parte que ficou sem
a solução devido ao menor teor de umidade, já que não foi recoberto por nenhum
líquido após o processo de torrefação.
49
Imagem 2- Sementes de abóbora com casca drageadas
Imagem 3 - Sementes de abóbora com casca drageadas e torradas
Imagem 4 - Formação de cachos
50
Conclusão
Os objetivos do 1º teste prático foram atingidos, pois houve o reconhecimento
da equipe do processo de drageamento e a análise de umidade apresentou
resultados satisfatórios.
Algumas dificuldades foram encontradas como: a fácil formação de cachos
durante o processo, devido ao formato irregular e achatado dos núcleos além da
difícil dissolução da dextrina na preparação do xarope de adesão.
Para o próximo teste pretende-se minimizar a formação dos cachos, substituir
a dextrina por um ingrediente com a mesma função, ajustar a formulação e testar o
uso da farinha de trigo integral no processo.
51
3.2 2º Teste prático
Data: 10/02/2014
Local: Planta de industrialização de Carnes da Escola SENAI “Prof. Dr. Euryclides
de Jesus Zerbini”
Objetivos
- Realizar o drageamento com a semente sem a casca visando uma menor formação
de grumos e aparência e sabor melhor.
- Substituir a farinha de trigo por farinha de trigo integral na formulação tendo em
vista o aumento do teor de fibras do produto.
- Determinar a umidade das sementes de abóbora com casca torradas tendo em
vista que esta é muito importante para o processo de drageamento e conservação
do produto.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Shoyo
- Glutamato monossódico
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200H)
- Balança de infravermelho - Shimadzu
Equipamentos
- Drageadeira Incal
- Forno Wictory Ltedesco
Utensílios
- Peneira
- Béquer
- Panela
52
Formulação
Tabela 10. Formulação do 2º teste prático
Amostra 1
Ingredientes
%
Peso (g)
Semente de abóbora 25,64
200
Solução selante
Água
2,56
20
Goma arábica
1,67
13
Pó de secagem
Farinha de trigo
44,74
349
Farinha de trigo
integral
0
0
Goma arábica
2,44
19
Sal light
2,31
18
Xarope de adesão
Água
10,64
83
Goma arábica
1,99
15,5
Açúcar refinado
6,79
53
Solução de finalização
Shoyo light
0,61
4,76
Água
0,31
2,38
Glutamato
0,18
1,42
monossódico
Sal light
0,12
0,95
Total
100
780
53
Amostra 2
%
Peso (g)
25,64
200
2,56
1,67
20
13
0
0
44,74
2,44
2,31
349
19
18
10,64
1,99
6,79
83
15,5
53
0,61
0,31
4,76
2,38
0,18
0,12
100
1,42
0,95
780
Imagem 5 - Fluxograma do Processo
54
Procedimento
Drageamento
1- Higienizar as bancadas, drageadeira e balanças.
2- Pesar os ingredientes.
3- Colocar as sementes pesadas na bandeja de maneira bem espalhada.
4- Levar ao forno para torrefação das sementes a uma temperatura de 160° C
por 25’.
5- Retirar e deixar resfriar.
6- Misturar os ingredientes da solução selante em um recipiente em banhomaria.
7- Misturar os ingredientes do xarope de adesão em um recipiente em banhomaria.
8- Misturar os ingredientes do pó de secagem em um saquinho plástico.
9- Colocar as sementes na drageadeira.
10- Ligar a Drageadeira a uma velocidade de 40 rpm.
11- Despejar a solução selante em zigue-zague sobre as sementes
12- Colocar parte do pó de secagem com o auxilio de uma peneira até que os
centros deixem de estar úmidos.
13- Colocar parte do xarope de adesão em movimento de zigue-zague sobre as
sementes.
14- Repetir os procedimentos 12 e 13 por 6 vezes para completar as 7 camadas.
15- Desligar a drageadeira.
16- Colocar o drageado na bandeja de maneira espalhada.
17- Levar ao forno
18- Retirar do forno
19- Borrifar a solução de finalização
20- Deixar resfriar.
21- Pesar.
22- Embalar
23- Armazenar
Análise de Umidade
1- Ligar a balança infra-vermelho.
2- Com o auxílio de uma pinça colocar a placa de alumínio na balança e tarar.
3- Pesar 3g de amostra, triturada, na placa de alumínio.
4- Fazer a leitura da umidade.
5- Descartar a amostra.
6- Desligar a balança de infravermelho
7- Higienizar o equipamento.
55
Resultados e discussões
Tabela 11 - Análise de umidade das sementes de abóbora torradas e com casca
Amostra 1
Amostra 2
Média
Umidade
Umidade
Umidade (%)
(%)
(%)
Semente de abóbora sem casca
0,16
0,14
0,15
torrada.
Drageado de semente de abóbora
1,20
1,37
1,29 +/- 0,1
com casca com solução de
finalização.
Drageado de semente de abóbora
0,19
1,12
com casca sem solução de
finalização.
Tabela 12 - Rendimento do processo de drageamento
Amostra 1 Amostra 2
Peso inicial
200,44g
201,79g
Peso final
502,14g
508,78g
Ganho de
301,7g
306,99g
peso
Rendimento
150,5%
152,13%
Tabela 13 - Análise do drageado de semente de abóbora do 2º teste prático
Amostra
Aparência
Drageamento
Crocância
Semente com casca
Coloração e
Formação de
Crocância ótima
casca
muitos cachos.
desuniforme.
Semente sem casca
Casca mais
Formação de
Crocância ótima
uniforme e
muitos cachos.
coloração
parcialmente
desuniforme.
A análise de umidade como observa-se pela Tabela 11 apresentou resultados
satisfatórios, já que os valores foram muito baixos. Percebeu-se que a solução de
finalização alterou a umidade já que esta é líquida e adiciona água ao produto.
Apesar disso, o teor de umidade é baixo. Esse parâmetro é de grande importância,
pois analisa um método de conservação do produto e permite um melhor
drageamento já que a umidade interfere no processo.
Nos resultados apresentados pelo drageado de semente de abóbora com
casca sem solução de finalização, as amostras apresentaram números muito
diferentes. Isso ocorreu devido a uma falha analítica ou a falta de uniformidade
durante o processo de torrefação.
56
Com relação a utilização da farinha de trigo e da farinha de trigo integral
observou-se que a adesão desta no processo foi mais difícil, causando deposição de
pó durante o armazenamento.
No quesito sabor as duas amostras não apresentaram diferença significativa,
enquanto na aparência a Amostra 1 apresentou capa mais lisa e satisfatória.
O rendimento do processo de drageamento foi melhorado com o uso de sementes
de abóbora sem casca, aumentando quantitativamente em quase 50% o ganho de
peso se comparado com o drageado do 1º teste prático.
Como se pode observar pela Tabela 13, o drageado de semente de abóbora
com casca foi escolhida como melhor no quesito aparência pela formação de uma
capa mais homogênea, mas apresentou maior dificuldade de processamento bem
como uma característica de ser mais pesada quando consumida. Já o drageado de
semente de abóbora sem casca foi mais facilmente processado, apesar da formação
da capa não ter ficado tão uniforme quando desejado, apresentando uma
característica mais leve no consumo.
Imagem 6 - Drageado de semente de abóbora sem casca com farinha de trigo
Imagem 7 - Formação de cachos
57
Imagem 8 - Capa de revestimento do Drageado de semente de abóbora sem casca
com farinha de trigo
Imagem 9 - Drageado de semente de abóbora sem casca com farinha integral
Conclusão
Os objetivos do teste prático foram alcançados, resultando na escolha pelo
drageamento da semente de abóbora sem casca, devido a menor formação de
cachos durante o processamento e por ser mais sensorialmente agradável.
Para o próximo teste prático objetiva-se o uso da fécula de mandioca na
formulação para melhor adesão da capa, a substituição do shoyo light pelo molho
inglês visando uma redução no teor de sódio do produto, a aplicação do xarope de
adesão logo após a solução selante, causando uma inversão das camadas tendo
em vista uma melhora no processo e o drageamento das sementes de abóbora com
50% de farinha de trigo e 50% farinha de trigo integral.
58
3. 3 3º Teste prático
Data: 21/02/2014
Local: Planta de industrialização de Carnes da Escola SENAI “Prof. Dr. Euryclides
de Jesus Zerbini”
Objetivos
- Usar uma formulação com 50% de farinha de trigo e 50% farinha de trigo integral
para posterior análise sensorial tendo em vista aumentar o teor de fibras do
drageado.
- Testar a substituição da goma arábica pela fécula de mandioca visando uma
melhor adesão da capa de revestimento.
- Mudar no drageamento a ordem das etapas de aplicação do pó de secagem e do
xarope de adesão a fim de melhorar a adesão e uniformidade da capa de
revestimento.
- Analisar o uso do molho inglês na solução de finalização tendo em vista uma
redução no teor de sódio do drageado.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Shoyo
- Glutamato monossódico
- Fécula de mandioca
- Molho inglês
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200H)
Equipamentos
- Drageadeira Incal
- Forno Wictory Ltedesco
Utensílios
- Peneira
- Béquer
- Panela
59
Formulação
Tabela 14 - Formulação do 3º teste prático
Amostra 1
Ingredientes
%
Peso (g)
Semente de abóbora
25,64
200
sem casca
Solução selante
Água
2,56
20
Goma arábica
1,67
13
Pó de secagem
Farinha de trigo
22,37 174,5
Farinha de trigo integral 22,37 174,5
Fécula de mandioca
0
0
Goma arábica
2,44
19
Sal light
2,31
18
Xarope de adesão
Água
10,64
83
Goma arábica
1,99
15,5
Açúcar refinado
6,79
53
Solução de finalização
Shoyo light
0,61
4,76
Molho inglês
0
0
Água
0,31
2,38
Glutamato
0,18
1,42
monossódico
Sal light
0,12
0,95
Total
100
780
60
Amostra 2
%
Peso (g)
25,64
200
2,56
1,67
20
13
22,37
22,37
2,44
0
2,31
174,5
174,5
19
0
18
10,64
1,99
6,79
83
15,5
53
0
0,61
0,31
0
4,76
2,38
0,18
1,42
0,12
100
0,95
780
Imagem 10 - Fluxograma do processo
61
Procedimento
Amostra 1
1- Higienizar as bancadas, drageadeira e balanças.
2- Pesar os ingredientes.
3- Colocar as sementes pesadas na bandeja de maneira bem espalhada.
4- Levar ao forno para torrefação das sementes a uma temperatura de 160° C
por 25’.
5- Retirar e deixar resfriar.
6- Misturar os ingredientes da solução selante em um recipiente em banhomaria.
7- Misturar os ingredientes do xarope de adesão em um recipiente em banhomaria.
8- Misturar os ingredientes do pó de secagem em um saquinho plástico.
9- Colocar as sementes na drageadeira.
10- Ligar a Drageadeira a uma velocidade de 40 rpm.
11- Despejar a solução selante em zigue-zague sobre as sementes
12- Colocar parte do xarope de adesão em movimento de zigue-zague sobre as
sementes.
13- Colocar parte do pó de secagem com o auxílio de uma peneira até que os
centros deixem de estar úmidos.
14- Repetir os procedimentos 12 e 13 por 7 vezes para completar as 8 camadas.
15- Desligar a drageadeira.
16- Colocar o drageado na bandeja de maneira espalhada.
17- Levar ao forno
18- Retirar do forno
19- Borrifar a solução de finalização
20- Deixar resfriar.
21- Pesar.
22- Embalagem
23- Armazenar
Amostra 2
1- Higienizar as bancadas, drageadeira e balanças.
2- Pesar os ingredientes.
3- Colocar as sementes pesadas na bandeja de maneira bem espalhada.
4- Levar ao forno para torrefação das sementes a uma temperatura de 160° C
por 25’.
5- Retirar e deixar resfriar.
6- Misturar os ingredientes da solução selante em um recipiente em banho
Maria.
7- Misturar os ingredientes do xarope de adesão em um recipiente em banho
Maria.
8- Misturar os ingredientes do pó de secagem em um saquinho plástico.
9- Colocar as sementes na drageadeira.
10- Ligar a Drageadeira a uma velocidade de 40 rpm.
11- Despejar a solução selante em zigue-zague sobre as sementes
12- Colocar parte do xarope de adesão em movimento de zigue-zague sobre as
sementes.
62
13- Colocar parte do pó de secagem com o auxilio de uma peneira até que os
centros deixem de estar úmidos.
14- Repetir os procedimentos 12 e 13 por 6 vezes para completar as 7 camadas.
15- Desligar a drageadeira.
16- Colocar o drageado na bandeja de maneira espalhada.
17- Levar ao forno
18- Retirar do forno
19- Borrifar a solução de finalização
20- Deixar resfriar.
21- Pesar.
22- Embalar
23- Armazenar
Resultados e discussões
Tabela 15. Rendimento do processo de drageamento
Amostra 1
Amostra 2
Peso inicial
201,71g
204,50g
Peso final
521,83g
481,21g
Ganho de
320,12g
276,71g
peso
Rendimento
158,70%
135,31%
Percebeu-se pela Tabela 15 que o rendimento do processo de drageamento
da Amostra 1 foi 23% maior que o da Amostra 2. A partir disso inferiu-se que a
fécula de mandioca e a inversão das etapas de aplicação de pó de secagem e
xarope de adesão, não apresentaram resultado satisfatório na melhora da capa de
revestimento.
Quanto a aplicação das soluções de finalização, o sabor do drageado com o
molho inglês não foi bem aceita pelos integrantes da equipe e professores
provadores.
Conclusão
Os objetivos que deveriam ser observados durante este teste foram
analisados e apesar dos resultados não satisfatórios foram alcançados.
Para o próximo teste prático será realizada uma análise sensorial com no
mínimo 40 provadores para avaliar a aceitação do produto bem como definir a
melhor formulação para seguir no projeto.
63
3.4 4º teste prático
Data: 24/02/2014
Local: Sala de aula da Escola SENAI “Prof. Dr. Euryclides de Jesus Zerbini”
Objetivos
- Analisar sensorialmente os drageados processados visando obter dados de
aceitação.
Materiais utilizados
- Copo plástico descartável de 50 e 100 mL
- Caneta esfereográfica
- Ficha de avaliação
- Amostras
- Bandeja
- Água
Imagem 11 - Ficha de avaliação da análise sensorial
Nome (opcional):
Idade:
Sexo:
F
Avalie cada amostra usando a escala abaixo para descrever o quanto você gostou ou
desgostou.
1
2
3
4
5
6
7
8
9
Desgostei extremamente
Desgostei muito
Desgostei moderadamente
Desgostei ligeiramente
Indiferente
Gostei ligeiramente
Gostei moderadamente
Gostei muito
Gostei extremamente
Número da amostra
Número da
amostra
Aparência
Aroma
Sabor
Comentários:
64
Crocância
Impressão
Global
M
Procedimento
12345678-
Codificar os copos descartáveis
Adicionar cerca de 5g de amostras nos copos descartáveis codificados.
Preparar a bandeja, arrumando as amostras e colocando a ficha de avaliação.
Distribuir as bandejas de forma separada pela sala, individualizando os
provadores.
Avaliar sensorialmente as amostras, através da escala hedônica de 9 pontos
para os atributos de aroma, sabor, aparência, crocância e impressão global.
Recolher as bandejas
Descartar as amostras e copos descartáveis
Avaliar as respostas das fichas de avaliação.
Resultados e Discussões
A análise sensorial foi realizada com 50 provadores, cada um recebeu 4
amostras codificadas e uma ficha de avaliação. Os provadores avaliaram as
amostras nos quesitos: aparência, aroma, sabor, crocância e impressão global.
Tabela 16 – Aparência
ANOVA
Fontes Variaçao
GL
3
49
147
199
Amostra (A)
Provador (P)
Resíduo (R)
Total (T)
A=
6,92
B=
5,40
C=
5,76
D=
5,06
SQ
98,14
319,51
344,12
761,76
SQM
32,71
6,52
2,34
Fcalc
13,97
2,79
% pF
0,00
0,00
Ftab 5% Ftab 1%
2,67
3,92
1,44
1,67
SQ
11,10
359,85
121,66
492,60
SQM
3,70
7,34
0,83
Fcalc
4,47
8,87
% pF
0,49
0,00
Ftab 5% Ftab 1%
2,67
3,92
1,44
1,67
m
n,o
n,p
o
Tabela 17 - Aroma
ANOVA
Fontes Variaçao
GL
3
49
147
199
Amostra (A)
Provador (P)
Resíduo (R)
Total (T)
A=
6,60
B=
6,10
C=
6,14
D=
5,98
m
n
n
n
65
Tabela 18 – Crocância
ANOVA
Fontes Variaçao
GL
3
49
147
199
Amostra (A)
Provador (P)
Resíduo (R)
Total (T)
A=
7,76
B=
6,94
C=
7,16
D=
7,24
SQ
18,09
256,63
173,16
447,88
SQM
6,03
5,24
1,18
Fcalc
5,12
4,45
% pF
0,21
0,00
Ftab 5% Ftab 1%
2,67
3,92
1,44
1,67
SQ
49,97
185,12
309,78
544,87
SQM
16,66
4,02
2,24
Fcalc
7,42
1,79
% pF
0,01
0,52
Ftab 5% Ftab 1%
2,67
3,93
1,46
1,70
m
n
n
n
Tabela 19 – Impressão Global
ANOVA
Fontes Variaçao
GL
3
46
138
187
Amostra (A)
Provador (P)
Resíduo (R)
Total (T)
A=
7,38
B=
6,20
C=
6,47
D=
6,33
m
n
n
n
66
Tabela 20 – Sabor
ANOVA
Fontes Variaçao
GL
3
49
147
199
Amostra (A)
Provador (P)
Resíduo (R)
Total (T)
A=
7,16
B=
5,60
C=
5,76
SQ
83,53
388,35
326,72
798,60
SQM
27,85
7,93
2,22
Fcalc
12,53
3,57
% pF
0,00
0,00
Ftab 5% Ftab 1%
2,67
3,92
1,44
1,67
m
n
p
n
D=
5,66
Legenda:
A= Drageado de semente de abóbora com farinha normal e shoyo
B= Drageado de semente de abóbora com farinha integral e shoyo
C= Drageado de semente de abóbora com farinha normal e integral e shoyo
D= Drageado de semente de abóbora com farinha normal e integral e molho inglês
As amostras que apresentaram letras minúsculas diferentes são aquelas cuja
diferença foi significante no quesito.
Imagem 12 – Gráfico Análise Sensorial
Análise Sensorial
35
Porcentagem (%)
30
25
A
20
B
15
C
10
D
5
0
Aparência
Aroma
Crocância
Sabor
Impressão
global
Em todos os quesitos a amostra A, de drageado de semente de abóbora
somente com farinha normal com shoyo, apresentou as melhores notas. E de acordo
com as tabelas verificou-se que a diferença de notas só foi significante entre a
amostra A e as demais.
67
Conclusão
O resultado da análise sensorial mostrou que a preferência foi pela amostra
sem farinha integral e com shoyo. Mesmo assim resolveu-se optar por uma
formulação meio a meio farinha normal e integral, mas tendo como objetivo fazer as
primeiras camadas com a mistura e as últimas camadas somente com farinha
normal. Pretende-se assim manter a aparência mais clara e característica do
drageado que apresentou melhores notas bem como continuar com um ingrediente,
a farinha de trigo integral, que facilita a não formação de cachos no processo de
drageamento e enriquece nutricionalmente o produto.
68
3.5 5º Teste prático
Data: 10/03/2014
Local: Laboratório de Bebidas e Planta de Panificação da Escola SENAI “Prof. Dr.
Euryclides de Jesus Zerbini”
Objetivos
- Comparar o drageamento utilizando a fécula de mandioca e a goma arábica
visando analisar qual capa terá melhor adesão.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Água
- Açúcar refinado
- Fécula de mandioca
- Goma arábica
- Sal light
- Shoyo light
- Glutamato monossódico
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
Equipamentos
- Drageadeira Incal
- Forno Turbo
- Forno Microondas - Electrolux
Utensílios
- Peneira
- Béquer
- Colher
- Recipientes plásticos
69
Formulação
Tabela 21 - Formulação do 5º teste prático
Ingredientes
Semente de abóbora
Solução selante
Água
Goma arábica
Pó de secagem
Farinha de trigo
Fécula de mandioca
Goma arábica
Sal light
Xarope de adesão
Água
Goma arábica
Açúcar refinado
Solução de finalização
Shoyo light
Água
Glutamato monossódico
Sal light
Total
Amostra 1
%
Peso (g)
25,64
200
Amostra 2
%
Peso (g)
25,64
200
2,56
1,67
20
13
2,56
1,67
20
13
44,74
0
2,44
2,31
349
0
19
18
44,74
2,44
0
2,31
349
19
0
18
10,64
1,99
6,79
83
15,5
53
10,64
1,99
6,79
83
15,5
53
0,61
0,31
0,18
0,12
100
4,76
2,38
1,42
0,95
780,02
0,61
0,31
0,18
0,12
100
4,76
2,38
1,42
0,95
780,02
70
Imagem 13 - Fluxograma do Processo
71
Procedimento
1234-
Higienizar as bancadas, drageadeira e balanças.
Peneirar as sementes.
Pesar os ingredientes.
Misturar os ingredientes da solução selante em um recipiente, utilizando água
aquecida.
5- Misturar os ingredientes do xarope de adesão em um recipiente, utilizando
água aquecida.
6- Misturar os ingredientes do pó de secagem em um saquinho plástico.
7- Colocar as sementes na drageadeira.
8- Ligar a Drageadeira a uma velocidade de 40 rpm.
9- Despejar a solução selante em zigue-zague sobre as sementes
10- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
11- Colocar parte pó de secagem, com o auxílio de uma peneira.
12- Repetir os procedimentos 10 e 11 por 5 vezes para completar as 6 camadas.
13- Desligar a drageadeira.
14- Colocar o drageado na bandeja de maneira espalhada.
15- Levar ao forno a uma temperatura de 160°C por 15’
16- Retirar do forno
17- Deixar resfriar.
18- Pesar
19- Embalar
20- Armazenar
Resultados e discussões
Tabela 22. Rendimento do processo de drageamento
Amostra 1 Amostra 2
Peso inicial (g)
200
200
Peso final (g)
407,20
443,49
Ganho de peso (g)
207,20
243,49
Rendimento (%)
103,6
121,75
O rendimento foi maior na formulação com fécula de mandioca , apesar disso
a melhor adesão da capa foi com a utilização da goma arábica.
Ambas as formulações apresentaram grande formação de cachos, podendo
ter como causa o uso das sementes torradas salgadas e a utilização apenas da
farinha de trigo normal.
A formulação com a fécula de mandioca apresentou formação desuniforme da
capa de revestimento, quando percebeu-se que alguns centros não foram revestidos
totalmente. Isso ocorreu devido a separação manual dos cachos durante o
drageamento.
72
Imagem 14 – Cachos da formulação com fécula de mandioca
Conclusão
Conclui-se que devido a melhor adesão será utilizada a goma arábica na
composição do pó de secagem.
Para o próximo teste visa-se a melhora da aparência do drageado bem como
a não formação de cachos durante o processamento. Para isso será feito o uso da
mistura de farinhas e da goma arábica.
73
3.6 6º Teste prático
Data: 17/03/2014
Local: Planta de Industrialização de Chocolate e Planta de Panificação da Escola
SENAI “Prof. Dr. Euryclides de Jesus Zerbini”
Objetivos
- Realizar o drageamento com 7 camadas sendo as 5 primeiras usando pó de
secagem com mistura de farinhas e as 2 últimas somente com farinha de trigo
normal, visando melhorar a aparência do drageado.
- Retirar a casca da semente de abóbora usando diferentes parâmetros de tempo e
temperatura, tendo em vista o conhecimento de um processo necessário para a
obtenção do centro de drageamento.
- Substituir o molho shoyo da solução de finalização pelo corante artificial caramelo,
a fim de reduzir o teor de sódio e manter a coloração.
Materiais utilizados
Ingredientes
- Sementes de abóbora sem casa
- Sementes de abóbora
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Glutamato monossódico
- Corante artificial
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
Equipamentos
- Drageadeira Incal
- Forno Turbo
- Forno Microondas - Electrolux
Utensílios
- Peneira
- Béquer
- Colher
- Recipientes plástico
74
Formulação
Tabela 23 - Formulação do 6º teste prático
Ingredientes
Semente de abóbora
Solução selante
Água
Goma arábica
1º Pó de secagem
Farinha de trigo
Farinha de trigo integral
Goma arábica
Sal light
2º Pó de secagem
Farinha de trigo
Goma arábica
Sal light
Xarope de adesão
Água
Goma arábica
Açúcar refinado
Solução de finalização
Corante artificial
Água
Glutamato monossódico
Sal light
Total
Amostra 1
% Peso (g)
25,58
200
2,56
1,66
20
13
12,15
22,31
1,32
1,25
124,64
174,5
13,57
12,86
4,86
0,53
0,5
49,86
5,43
5,14
10,61
1,98
6,78
83
15,5
53
0,2
0,75
0,38
0,13
100
1,6
5,9
3
1
782
75
Imagem 15 - Fluxograma do Processo
76
Imagem 15 - Fluxograma Retirada da casca
Procedimento do Drageamento
1234-
Higienizar as bancadas, drageadeira e balanças.
Peneirar as sementes.
Pesar os ingredientes.
Misturar os ingredientes da solução selante em um recipiente, utilizando
água aquecida.
5- Misturar os ingredientes do xarope de adesão em um recipiente, utilizando
água aquecida.
6- Misturar os ingredientes do pó de secagem em um saquinho plástico.
7- Colocar as sementes na drageadeira.
8- Ligar a Drageadeira a uma velocidade de 40 rpm.
9- Despejar a solução selante em zigue-zague sobre as sementes
10- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
11- Colocar parte pó de secagem composto por farinhas mistas, com o auxílio
de uma peneira.
12- Repetir os procedimentos 10 e 11 por 5 vezes para completar 5 camadas.
13- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
14- Colocar parte pó de secagem com somente farinha integral, com o auxilio
de uma peneira.
15- Repetir os procedimentos 13 e 14 por 2 vezes para completar 7 camadas.
16- Desligar a drageadeira.
77
17181920212223-
Colocar o drageado na bandeja de maneira espalhada.
Levar ao forno a uma temperatura de 160°C por 15’
Retirar do forno
Deixar resfriar.
Pesar
Embalar
Armazenar
Procedimento da Retirada da casca
1234567-
Pesagem das sementes de abóbora com casca
Colocar as sementes na bandeja de forma espalhada
Levar ao forno a temperatura e tempo definidos pelos métodos
Retirar do forno
Deixar resfriar
Retirar as cascas
Armazenar
Resultados e discussões
Tabela 24 - Rendimento do processo de drageamento
Amostra 1
Peso inicial (g)
Peso final (g)
Ganho de peso (g)
Rendimento (%)
200,04
502,99
302,95
151,44
O rendimento do processamento foi maior do que 100%, representando um
ótimo ganho de peso.
O uso da técnica usando 5 camadas com pó de secagem composto por
farinhas mistas e 2 camadas com pó de secagem somente com farinha de trigo
normal evitou a não formação dos cachos, porém não obteve êxito na melhora da
aparência já que os centros não ficaram totalmente recobertos.
Imagem 17 – Sementes drageadas do 6º teste prático
78
Imagem 18 – Sementes drageadas sem recobrimento total
Tabela 25. Parâmetros de tempo e temperatura para retirada da casca da semente
Método
Temperatura (ºC)
Tempo (min.)
1
160
15
2
200
5
3
160
25
Foram usadas quantidades iguais de semente em todos os métodos (200g).
O método 1 simula um processo de torrefação a temperatura e tempo médios,
enquanto o método 2 simula uma torrefação a temperatura alta e menor tempo
visando um choque de temperatura. O método 3 foi adotado após os resultados
obtidos com os métodos 1 e 2.
Tabela 26 – Peso das sementes abertas após torrefação
Método
Peso inicial (g)
Peso final (g)
Peso de sementes
abertas (g)
187,11
1
200,14
12
185,24
2
200,36
21,76
Percebe-se que o número de sementes cuja casca seria possível retirar foi
maior no método 2, porém as sementes ficaram queimadas, o que exclui a utilização
destes parâmetros.
Pela observação do método 1 fez-se então um método 3 que utilizaria a
temperatura de 160ºC por um tempo maior, controlado de 10 em 10 minutos para
que as sementes abrissem o máximo possível e não ocorre-se a queima.
O método 3 todavia foi prejudicado pelo Forno Turbo, cuja temperatura não
estava estabilizando, não permitindo a verificação da eficiência do uso destes
parâmetros.
A adequação da formulação da solução de finalização para a substituição do
shoyo apresentou ótimo resultado já que se manteve a cor e o sabor não sofreu
significativa mudança. Além disso, essa troca resultará em menor teor de sódio no
produto final.
79
Imagem 19 – Sementes com casca torradas pelo método 1
Imagem 20 – Sementes abertas no método 1
Imagem 21 – Sementes torradas pelo método 2
80
Imagem 22 – Semente aberta no método 2
Imagem 23 – Sementes torradas pelo método 3
Conclusão
Foi confirmada a melhora na não formação de cachos pelo uso da farinha de
trigo integral na formulação. Apesar disso, a adesão da capa ainda não foi
satisfatório devido ao grande número de centros sem recobrimento total.
Para o próximo teste prático será feito o drageamento utilizando-se 10
camadas, sendo 7 camadas usando pó de secagem composto por farinhas mistas e
3 camadas usando pó de secagem somente com farinha normal, tendo em vista o
recobrimento total dos centros e a melhora da aparência. Além disso, pretende-se
verificar a eficácia do método 3 e possíveis outros métodos para a retirada da casca.
81
3.7 7º Teste prático
Data: 24/03/2014
Local: Planta de Industrialização de Chocolate e Planta de Panificação da Escola
SENAI “Prof. Dr. Euryclides de Jesus Zerbini”
Objetivos
- Aumentar 2 camadas no processo de drageamento, visando melhorar a aparência
e recobrimento do drageado.
- Retirar a casca da semente de abóbora usando diferentes parâmetros de tempo e
temperatura, tendo em vista o conhecimento de um processo necessário para a
obtenção do centro de drageamento.
- Avaliar o teor de sódio no drageado comparando a influência dos ingredientes da
formulação, a fim de buscar meios de redução de um problema nutricional.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Glutamato monossódico
- Corante artificial
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
Equipamentos
- Drageadeira Incal
- Forno Turbo
- Forno Microondas - Electrolux
Utensílios
- Peneira
- Béquer
- Colher
- Recipientes plástico
82
Formulação
Tabela 27- Formulação do 7º teste prático
Ingredientes
Semente de abóbora
Solução selante
Água
Goma arábica
1º Pó de secagem
Farinha de trigo
Farinha de trigo integral
Goma arábica
Sal light
2º Pó de secagem
Farinha de trigo
Goma arábica
Sal light
Xarope de adesão
Água
Goma arábica
Açúcar refinado
Solução de finalização
Corante artificial
Água
Glutamato monossódico
Sal light
Total
Amostra 1
Peso
%
(g)
19,5
200
2,73
1,75
28
18
16,99
24,28
1,84
1,77
174,3
249
18,9
18,2
7,28
0,79
0,76
74,7
8,1
7,8
11,6
2,15
7,41
119
22
76
0,15
0,58
0,29
0,1
100
1,6
6
3
1
1025,6
83
Imagem 24 - Fluxograma do Processo
84
Imagem 25 - Fluxograma Retirada da casca
Procedimento do Drageamento
1234-
Higienizar as bancadas, drageadeira e balanças.
Peneirar as sementes.
Pesar os ingredientes.
Misturar os ingredientes da solução selante em um recipiente, utilizando água
aquecida.
5- Misturar os ingredientes do xarope de adesão em um recipiente, utilizando
água aquecida.
6- Misturar os ingredientes do pó de secagem em um saquinho plástico.
7- Colocar as sementes na drageadeira.
8- Ligar a Drageadeira a uma velocidade de 40 rpm.
9- Despejar a solução selante em zigue-zague sobre as sementes
10- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
11- Colocar parte pó de secagem composto por farinhas mistas, com o auxilio de
uma peneira.
12- Repetir os procedimentos 10 e 11 por 7 vezes para completar 7 camadas.
13- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
14- Colocar parte pó de secagem com somente farinha integral, com o auxílio de
uma peneira.
15- Repetir os procedimentos 13 e 14 por 2 vezes para completar 9 camadas.
16- Desligar a drageadeira.
17- Colocar o drageado na bandeja de maneira espalhada.
18- Levar ao forno a uma temperatura de 160°C por 15’
85
19- Retirar do forno
20- Deixar resfriar.
21- Pesar
22- Embalar
23- Armazenar
Procedimento da Retirada da casca
1234567-
Pesagem das sementes de abóbora com casca
Colocar as sementes na bandeja de forma espalhada
Levar ao forno a temperatura e tempo definidos pelos métodos
Retirar do forno
Deixar resfriar
Retirar as cascas
Armazenar
Resultados e discussões
Tabela 28 - Rendimento do processo de drageamento
Amostra 1
Peso inicial (g)
203,04
Peso final (g)
630,26
Ganho de peso (g)
427,22
Rendimento (%)
210,41
Devido ao aumento da formulação obteve-se um rendimento ainda maior de
processo, agora superior a 200%. Esse é um ótimo resultado levando em conta a
agregação de valor.
Na formulação de pó de secagem, por falta de goma arábica usou-se uma
maior quantidade de farinha de trigo normal, porém isso não afetou o processo de
drageamento no quesito de formação de cachos e adesão da capa.
O aumento do número de camadas apresentou resultado satisfatório já que
todos os centros ficaram recobertos e não houve mudanças organolépticas
significativas.
Apesar de numa proporção pequena ainda houve a formação de cachos.
86
Imagem 26 - Drageado antes da torrefação
Imagem 27 - Drageado depois da torrefação e aplicação da solução de finalização
Tabela 28 - Parâmetros de tempo e temperatura para retirada da casca da semente
Método
Temperatura (ºC)
Tempo (min.)
1
100
60
2
160
15
Foram usadas quantidades iguais de semente em todos os métodos (100g).
O método 1 simula um processo de torrefação a temperatura baixa e tempo alto
visando um processo mais lento de torrefação como a secagem que ocorre
naturalmente ao sol, enquanto o método 2 simula uma torrefação a temperatura e
tempo médios usando o processo convencional para secagem de centros naturais.
Tabela 29 - Resultados da aplicação dos métodos de torrefação
Método
Peso inicial (g)
Peso final (g)
Peso de sementes
abertas (g)
92,65
1
101,42
2,00
93,75
2
101,16
5,97
Percebe-se que o número de sementes cuja casca seria possível retirar foi
maior no método 2, apesar de ainda insatisfatório.
87
No método 1 as sementes foram deixadas a temperatura de 100ºC por 1 hora
e não houve alteração aparente na estrutura da semente. Decidiu-se então submetêlas a temperatura de 160º por 15 min. Para observar o que aconteceria. As
sementes então torraram de forma similar as do método 2 porém uma quantidade
muito menor abriram.
Tabela 31. Teor de sódio dos ingredientes
Teor de sódio
Ingredientes
(mg/g)
Sal light
191
Glutamato monossódico
123
Shoyo light
38
Sal light
191mg ------ 1g
X
------ 27g
X = 5157mg
Glutamato monossódico
123mg ------ 1g
y
------ 3g
y = 369mg
Total de sódio na formulação = 5157 + 369 = 5526mg em 1025,6g
Total de sódio numa porção de 60g = 323,28mg
Esse teor representa 16,16% do valor diário recomendado (2000mg), o que
classifica o produto como Alimentos com moderado teor de sódio.
Percebe-se que a grande quantidade de sódio está na quantidade de sal light
utilizado.
Se acrescentarmos 4g de shoyo light na solução de finalização, o total de
sódio aumenta 152 mg no total da formulação, 11mg na porção de 60g e o teor de
sódio para 16,70%. O que representa um aumento significativamente pequeno.
Se trocarmos metade do sal light da formulação por glutamato monossódico o
total de sódio diminiu 918mg no total da formulação, 53,7mg na porção de 60g e o
teor de sódio sem o shoyo fica 13,48% e com shoyo 14,03%.
Conclusão
Foi confirmada a melhora no revestimento dos centros pela adição de 2
camadas e na aparência do drageado.
Os métodos de torrefação ainda não foram satisfatórios na retirada da casca.
Conclui-se que a redução do teor de sódio só será possível e mesmo assim
em pequena quantidade se houver a substituição do sal light por ingredientes
alternativos como o glutamato monossódico, já que aquele é a principal fonte deste
mineral. A influência do shoyo nesse teor foi determinada pequena e por isso sua
adição se tornou uma opção não mais problemática.
Para o próximo teste prático pretende-se realizar a análise de sódio
experimental e umidade do drageado, bem como testar outros métodos para retirada
da casca da semente.
88
3.8 8º Teste prático
Data: 31/03/2014 a 03/04/2014
Local: Laboratório de Bromatologia da Escola SENAI “Prof. Dr. Euryclides de Jesus
Zerbini”
Objetivo:
- Determinar o teor de sódio, a fim de determinar este mineral importante na
caracterização do produto.
Materiais
- Béquer
-Espátula
-Balão Volumétrico
-Cadinho
-Dessecador
-Bico de Bunsen
-Erlenmeyer
-Bastão de Vidro
-Suporte
-Funil
-Papel de filtro
-Vidro de relógio
-Pisseta
-Conta gotas
EPI’s
-Jaleco
-Sapato de segurança
-Pinça
-Luva
EPC’s
-Capela
Equipamentos
Instrumento de medida
-Balança Analítica - Shimadzu
Equipamentos
-Mufla – Quimis
- Fotômetro de chamas - Digimed
89
Procedimento
1- Colocar os cadinhos na mufla a 500 °C por 30 min.
2- Retirar os cadinhos da mufla, com o auxílio de uma pinça e com luvas.
3- Colocar os cadinhos do dessecador para esfriar.
4- Pesar os cadinhos anotar o peso.
5- Pesar as amostras e anotar o peso.
6- Carbonizar as amostras no bico de bunsen, com o auxílio de uma pinça.
7- Levar para a mufla a uma temperatura de 500 °C por 6 horas.
8- Desligar a mufla e esperar que os cadinhos atinjam a temperatura ambiente.
9- Pesar para analisar o teor de cinzas.
10- Dissolver a amostra usando gotas de ácido clorídrico e água desmineralizada,
em capela.
11- Filtrar a amostra no balão volumétrico de 100 mL, usando funil e papel de
filtro, lavando varias vezes o cadinho com água desmineralizada.
12- Completar o balão volumétrico com água desmineralizada.
13- Ligar o fotômetro de chama, deixar estabilizar por 18 minutos.
14- Preparar as soluções padrão de Na para calibrar o equipamento, na
concentração de 20 ppm, 10 ppm e 50 ppm. Em balão volumétrico de 50 mL.
15- Calibrar o equipamento, fazendo inicialmente a leitura do branco (água
desmineralizada) e depois fazer a leitura das concentrações de 20 ppm, 10
ppm e 50 ppm.
16- Fazer a leitura do branco.
17- Fazer a leitura das amostras, sempre fazendo a leitura do branco entre as
amostras.
18- Desligar o equipamento.
Resultados e discussões
Tabela 32 – Resultados da Análise de Sódio
Número da Teor de sódio
Amostra
amostra
(mg/60g)
1
217,63
Drageado de
semente de
2
233,50
abóbora
Média
225,56 +/- 11
1
109,64
Semente de
abóbora
2
127,77
salgada
Média
118,71 +/- 12
Apesar das dificuldades para realização da análise, os resultados foram
satisfatórios. Ela foi realizada em triplicata e o resultado mais distinto dos demais foi
excluído. Fez-se então os cálculos com os outros dois valores que são os
apresentados na Tabela 32.
Como a amostra do drageado de semente de abóbora estava usando a
semente de abóbora salgada e esta não será a matéria-prima do produto final,
realizou-se a análise também com uma amostra de semente de abóbora salgada
para realizar os cálculos finais.
90
Considerou-se então que o teor de sódio do produto será o teor do drageado
de semente de abóbora salgada menos o teor da semente de abóbora salgada mais
o teor da semente crua. Dando um valor de 49,042mg/25g que representa 2,04% do
valor diário recomendado.
Os cálculos foram realizados para 25g porque esta será a porção individual
do produto.
Aproveitou-se o teste para obter os valores dos teores de cinzas das
amostras de semente de abóbora e do drageado de semente de abóbora.
Tabela 33 – Análise de cinzas
1
2
3
Média
Teor de
cinzas (%)
5,98
5,97
5,93
5,96 +/- 0,03
1
5,16
2
3
Média
5,20
5,19
5,18 +/- 0,02
Amostra
Semente de
abóbora
Drageado de
semente de
abóbora
O 3º termo do curso de Alimentos da Escola SENAI “Prof. Dr. Euryclides de
Jesus Zerbini” estava realizando a análise de lipídeos e ofereceram de usar nossas
amostras.
Tabela 34 – Análise de lipídeos
Amostra
Semente de
abóbora
Drageado de
semente de
abóbora
Teor de lipídeos
(%)
46,58
16,18
A partir desta análise confirmou-se a presença dos ácidos graxos insaturados
na semente de abóbora nas porcentagens já relatadas em alguns artigos técnicos.
No drageado o teor dessas gorduras diminui pela agregação de outros
ingredientes não gordurosos, mas ainda tem-se um teor significativo.
Conclusão
O valor calculado como o teor de sódio do produto deu bem abaixo do
calculado teoricamente, o que pode ser explicado pela perda de ingredientes
durante o processamento bem como perda de amostra durante a etapa de filtração
das cinzas.
91
Os resultados das análises serão de grande utilidade para a determinação da
composição do produto.
92
3.9 9º Teste prático
Data: 07/04/2014
Local: Planta de Industrialização de Chocolate, Planta de Panificação e Laboratório
de Bromatologia da Escola SENAI “Prof. Dr. Euryclides de Jesus Zerbini”.
Objetivos
- Substituir metade da quantidade de sal light por glutamato monossódico na
formulação visando uma redução no teor de sódio.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Glutamato monossódico
- Shoyo light
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
Equipamentos
- Drageadeira Incal
- Forno Turbo
- Forno Microondas - Electrolux
Utensílios
- Peneira
- Béquer
- Colher
- Recipientes plástico
93
Formulação
Tabela 35 - Formulação do 9º teste prático
Amostra 1
Ingredientes
%
Peso (g)
Semente de abóbora
19,5
200
Solução selante
Água
2,73
28
Goma arábica
1,75
18
1º Pó de secagem
Farinha de trigo
16,99
174,3
Farinha de trigo integral 24,28
249
Goma arábica
1,84
18,9
Glutamato monossódico 0,89
9,1
Sal light
0,89
9,1
2º Pó de secagem
Farinha de trigo
7,28
74,7
Goma arábica
0,79
8,1
Glutamato monossódico 0,38
3,9
Sal light
0,38
3,9
Xarope de adesão
Água
11,6
119
Goma arábica
2,15
22
Açúcar refinado
7,41
76
Solução de finalização
Shoyo light
0,39
4
Água
0,55
5,6
Glutamato monossódico 0,1
1
Sal light
0,1
1
Total
100
1025,6
94
Imagem 28 - Fluxograma do Processo
95
Procedimento do Drageamento
1234-
Higienizar as bancadas, drageadeira e balanças.
Peneirar as sementes.
Pesar os ingredientes.
Misturar os ingredientes da solução selante em um recipiente, utilizando
água aquecida.
5- Misturar os ingredientes do xarope de adesão em um recipiente, utilizando
água aquecida.
6- Misturar os ingredientes do pó de secagem em um saquinho plástico.
7- Colocar as sementes na drageadeira.
8- Ligar a Drageadeira a uma velocidade de 40 rpm.
9- Despejar a solução selante em zigue-zague sobre as sementes
10- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
11- Colocar parte pó de secagem composto por farinhas mistas, com o auxilio
de uma peneira.
12- Repetir os procedimentos 10 e 11 por 7 vezes para completar 7 camadas.
13- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
14- Colocar parte pó de secagem com somente normal, com o auxilio de uma
peneira.
15- Repetir os procedimentos 13 e 14 por 3 vezes para completar 10
camadas.
16- Desligar a drageadeira.
17- Colocar o drageado na bandeja de maneira espalhada.
18- Levar ao forno a uma temperatura de 160°C por 15’
19- Retirar do forno
20- Deixar resfriar.
21- Pesar
22- Embalar
23- Armazenar
Resultados e discussões
Tabela 36 - Rendimento do processo de drageamento
Amostra 1
Peso inicial (g)
201,05
Peso final (g)
685,1
Ganho de peso (g)
484,05
Rendimento (%)
240,76
O rendimento do processo de drageamento foi muito satisfatório
apresentando um aumento de 50% quando comparado com o do 7º teste prático.
As sementes deste teste estavam sem sal e a goma arábica usada estava
lacrada, fatores que provavelmente resultaram num melhor drageamento dos
centros, já que a formação de cachos ocorreu somente na décima camada.
As dez camadas foram suficientes para fazer um recobrimento total das
sementes e o uso da farinha de trigo normal na falta de pó de secagem das últimas
96
três camadas na última camada apresentou um resultado muito agradável na
aparência do drageado.
A substituição do sal light pelo glutamato monossódico não apresentou
diferenças no processo de drageamento e apenas melhorou o sabor do produto.
Imagem 29 – Drageado de semente de abóbora do 9º teste prático
Conclusão
A formulação deste teste apresentou resultado satisfatório em todos os
aspectos.
Para o próximo teste prático pretende-se realizar a retirada da casca da
semente de abóbora crua para produzir uma farinha que será usada no
drageamento, com o objetivo de não gerar resíduos bem como aumentar o teor de
fibras do produto. Além disso, vamos novamente tentar realizar a análise de sódio.
97
3.10 10º Teste prático
Data: 14/04/2014
Local: Planta de Industrialização de Chocolate e Laboratório de Bromatologia da
Escola SENAI “Prof. Dr. Euryclides de Jesus Zerbini”.
Objetivos
- Retirar a casca da semente de abóbora crua para produzir uma farinha que será
usada como ingrediente do drageado.
- Pesar os ingredientes que serão usados no próximo teste prático com o objetivo de
adiantar esta etapa.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Glutamato monossódico
- Shoyo light
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
Utensílios
- Béquer
- Espátula
- Sacos plásticos
Resultados e discussões
Foi realizado o descascamento manual das sementes cruas, com o auxílio de
uma espátula. Cada 280g de semente gerou 80g de casca, ou seja, 28,6 % da
semente é casca.
Conclusão
Conclui-se que a porcentagem de casca gerada é pequena, porém em grande
volume devido à casca ser leve.
98
3.11 11º Teste prático
Data: 12/05//2014
Local: Planta de Industrialização de Carnes, Laboratório de Bromatologia e
Laboratório de Microbiologia da Escola SENAI “Prof. Dr. Euryclides de Jesus
Zerbini”.
Objetivos
- Fazer o drageamento da semente de abóbora sem casca para a realização de
posterior análise sensorial.
- Preparar o diluente para realização de análise microbiológica de Salmonella.
- Realizar a análise microbiológica de Salmonella visando determinar um parâmetro
microbiológico da legislação.
- Iniciar a preparação da amostra visando realizar análise de sódio.
Materiais utilizados
Ingredientes
- Farinha de trigo
- Farinha de trigo integral
- Água
- Açúcar refinado
- Goma arábica
- Sal light
- Glutamato monossódico
- Shoyo light
Reagentes
- Peptona
- Água desmineralizada
Instrumentos de medida
- Balança semi-analítica - Shimadzu (UW6200 H)
- Balança Analítica - Shimadzu
Equipamentos
- Forno turbo
- Estufa de secagem e esterilização – Marconi
- Estufa – Nova Ética
- Stomacher – Seward
- Mufla - Quimis
Utensílios
- Béquer
- Espátula
- Sacos plásticos
- Erlenmeyer
- Cadinho
99
- Almofariz e pistilo
- Pinça
- Dessecador
- Bastão de Vidro
- Suporte
- Funil
- Papel de filtro
- Vidro de relógio
- Pisseta de água destilada e de água desmineralizada
- Conta gotas
- Bico de Bunsen
- Prato
- Tampão
- Pipeta descartável
- Pipete
EPI’s
- Luva térmica
- Óculos de segurança
- Sapato de segurança
- Jaleco
100
Formulação
Tabela 37 – Formulação do 11º teste prático
Amostra 1
Ingredientes
%
Peso (g)
Semente de abóbora
19,5
200
Solução selante
Água
2,73
28
Goma arábica
1,75
18
1º Pó de secagem
Farinha de trigo integral 24,28
249
Farinha de trigo
12,12
124,3
Goma arábica
1,84
18,9
Glutamato
0,89
9,1
monossódico
Sal light
0,89
9,1
2º Pó de secagem
Farinha de trigo
12,16
124,7
Goma arábica
0,79
8,1
Glutamato
1,27
3,9
monossódico
Sal light
0,38
3,9
Xarope de adesão
Água
11,6
119
Goma arábica
2,15
22
Açúcar refinado
7,41
76
Solução de finalização
Shoyo light
0,39
4
Água
0,55
5,6
Glutamato
0,1
1
monossódico
Sal light
0,1
1
Total
100
1025,6
101
Imagem 30 - Fluxograma do Processo
102
Procedimento do Drageamento
1234-
Higienizar as bancadas, drageadeira e balanças.
Peneirar as sementes.
Pesar os ingredientes.
Misturar os ingredientes da solução selante em um recipiente em banho
Maria.
5- Misturar os ingredientes do xarope de adesão em um recipiente em banho
Maria.
6- Misturar os ingredientes do pó de secagem em um saquinho plástico.
7- Colocar as sementes na drageadeira.
8- Ligar a Drageadeira a uma velocidade de 40 rpm.
9- Despejar a solução selante em zigue-zague sobre as sementes
10- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
11- Colocar parte pó de secagem composto por farinhas mistas, com o auxilio de
uma peneira.
12- Repetir os procedimentos 10 e 11 por 7 vezes para completar 7 camadas.
13- Colocar parte do xarope de adesão em zigue-zague sobre as sementes.
14- Colocar parte pó de secagem com somente farinha normal, com o auxilio de
uma peneira.
15- Repetir os procedimentos 13 e 14 por 3 vezes para completar 10 camadas.
16- Desligar a drageadeira.
17- Colocar o drageado na bandeja de maneira espalhada.
18- Levar ao forno a uma temperatura de 160°C por 15’
19- Retirar do forno
20- Deixar resfriar.
21- Pesar
22- Embalar
23- Armazenar
Processo de Análise de Sódio
1- Colocar os cadinhos na mufla a 500 °C por 30 min.
2- Retirar os cadinhos da mufla, com o auxílio de uma pinça e com luvas.
3- Colocar os cadinhos do dessecador para esfriar.
4- Pesar os cadinhos anotar o peso.
5- Pesar 2,00g de amostra e anotar os pesos.
6- Carbonizar as amostras no bico de bunsen, com o auxílio de uma pinça.
7- Levar para a mufla a uma temperatura de 500 °C por 6 horas.
8- Desligar a mufla e esperar que os cadinhos atinjam a temperatura ambiente.
9- Pesar para analisar o teor de cinzas.
10- Dissolver a amostra usando gotas de ácido clorídrico e água desmineralizada,
em capela.
11- Filtrar a amostra no balão volumétrico de 100 mL, usando funil e papel de
filtro, lavando varias vezes o cadinho com água desmineralizada.
12- Completar o balão volumétrico com água desmineralizada.
13- Ligar o fotômetro de chama, deixar estabilizar por 18 minutos.
14- Preparar as soluções padrão de Na para calibrar o equipamento, na
concentração de 20 ppm, 10 ppm e 50 ppm. Em balão volumétrico de 50 mL.
103
15- Calibrar o equipamento, fazendo inicialmente a leitura do branco (água
desmineralizada) e depois fazer a leitura das concentrações de 20 ppm, 10
ppm e 50 ppm.
16- Fazer a leitura do branco.
17- Fazer a leitura das amostras, sempre fazendo a leitura do branco entre as
amostras.
18- Desligar o equipamento.
Processo de Análise Microbiológica de Salmonella
1- Pesar 0,22 g de peptona no erlenmeyer de 500ml em balança analítica.
2- Adicionar 225 ml de água destilada e homogeneizar.
3- Esterilizar em autoclave a 121ºC/15 min.
4- Pesar 25 g de amostra em condições assépticas e embalagem estéril em
balança semi-analítica.
5- Adicionar 250 ml de água peptonada a 0,1% em condições assépticas.
6- Homogeneizar em Stomacher em velocidade normal por 1min.
7- Fazer o pré-enriquecimento da amostra, em água peptonada 37ºC/24h.
8- Inocular 0,1 ml da amostra pré-enriquecida e 1 ml de água peptonada estéril
numa região a 1cm da borda da placa.
9- Incubar à temperatura de 41ºC a 43ºC por 24h em posição invertida dentro da
estufa.
10- Fazer a contagem microbiológica e comparar com a legislação.
Resultados e discussões
Tabela 38 - Rendimento do processo de drageamento
Amostra 1
Amostra 2
Peso inicial (g)
198,27
201,01
Peso final (g)
678,7
657,72
Ganho de peso (g)
480,43
456,71
Rendimento (%)
242,31
227,21
Nesse teste transferiu-se 50 g do 1º pó de secagem para o 2º pó de secagem
pela sobra desta quantidade nas primeiras camadas e falta nas últimas.
A amostra 1 não apresentou resultado satisfatório no drageamento, porque foi
usada uma farinha integral de outra marca, cuja granulometria dificultou a adesão
das sucessíveis capas. Ocorreu por isso a formação de muitos grânulos de farinha.
Na amostra 2 utilizou-se a farinha integral ao qual o processo estava
formulado. Com isso o drageamento foi adequado, cobrindo totalmente os núcleos,
apesar de ainda haver formação de alguns cachos. A readequação das quantidades
do 1º e 2º pós de secagem foi suficiente para ajustar as sobras do processo.
104
Imagem 31 - Drageado do 11º teste prático
Tabela 39 - Análise de cinzas
Teor de cinzas (%)
Amostra 1
3,83
Amostra 2
3,89
Amostra 3
3,84
Média
3,85 +/- 0,03
Tabela 40 - Análise de sódio
Teor de sódio
(mg/100g)
Amostra 1
291,05
Amostra 2
369,23*
Amostra 3
291,46
Média
291,26 +/- 0,3
* Valor muito distinto dos demais, por isso foi desconsiderado na média.
Comparando os valores de cinzas obtidos com os valores obtidos na mesma
análise no 8º teste prático, verifica-se que os resultados deste foram inferiores
àqueles. Isso é explicado pela quantidade de amostra que foi utilizada nos testes:
enquanto no 8º usou-se 5,00g, neste usou-se 2,00g, o que tornou mais preciso a
obtenção das cinzas pela maior facilidade de carbonização.
Como o sódio é um mineral presente nas cinzas, os valores obtidos agora
superiores aos do teste anterior são resultado de uma análise de cinzas mais
precisa e consequente filtração adequada da amostra, já que com 5,00g, peso de
amostra usado no 8º teste prático, esse processo foi prejudicado e
consequentemente a correta medida do teor de sódio.
105
O teor 291,26mg de sódio em 100g de drageado é um resultado satisfatório já
que em uma porção individual do produto, 25g, representa 3,03% do valor diário
recomendado, inferior aos concorrentes, 9,5 % do valor diário recomendado.
A análise de sódio neste teste foi feita com uma amostra de produto com a
formulação final, por isso sua confiabilidade e precisão são maiores do que a análise
realizada anteriormente, cujo resultado foi obtido a partir de análise e posteriores
cálculos.
A análise microbiológica de Salmonella apresentou resultado negativo, que
está dentro do padrão microbiológico estabelecido na legislação Resolução RDC nº
12, de 02 de janeiro de 2001, ausência em 25g.
Tabela 41 – Padrões microbiológicos
14 - PRODUTOS SÓLIDOS PRONTOS PARA O CONSUMO (PETISCOS E
SIMILARES)
Coliformes a 45
5x
a) sementes comestíveis
°C/g
10 ² 5 2
10
10²
cruas, salgadas,
Salmonella sp/25g aus 5 0
aus condimentadas ou não.
b) sementes comestíveis
torradas, fritas, salgadas,
adocicadas,
condimentadas ou não,
com coberturas e não.
c) produtos salgados e
doces, extrusados ou não,
fritos, assados ou
compactados, incluindo
torresmos e similares.
(Brasil, 2011).
Coliformes a 45
°C/g
5x
10
5
2
5
5x
10
Salmonella sp/25g aus
5
0
aus
-
Coliformes a 45
°C/g
5x
10
5
1
5
5x
10
Salmonella sp/25g aus
5
0
aus
-
Conclusão
O teor de sódio do produto está dentro do adequado aos objetivos do projeto.
As análises foram realizadas sem dificuldades e os resultados obtidos de
forma satisfatória.
Para o próximo teste objetiva-se realizar Análise Sensorial de aceitação bem
como produzir o produto para a apresentação do projeto.
106
3.12 12º Teste prático
Data: 19/05/2014
Local: Planta de Chocolate da Escola SENAI “Prof. Dr. Euryclides de Jesus Zerbini”
Objetivos
- Analisar sensorialmente os drageados processados visando determinar a aceitação
do produto final.
- Determinar a umidade do produto final a fim de determinar um parâmetro que
influência na vida de prateleira.
Materiais utilizados
- Copo descartável plástico de 50 mL e 100 mL
- Caneta esferográfica
- Bandejas plásticas
- Ficha de avaliação
- Amostra do produto
- Balança de infravermelho - Shimadzu
- Almofariz e pistilo
- Espátula
107
Imagem 32 - Ficha de avaliação da análise sensorial
Nome:_________________________________________________Idade:_________Data: 19/05/2014
Teste de aceitação
Você esta recebendo uma amostra de Drageado Salgado de Semente Abóbora, avalie a
amostra utilizando a escala abaixo para descrever o quanto você gostou ou desgostou do produto.
Classifique numericamente os quesitos na segunda tabela de acordo com a sua preferência.
Tabela 1
1
2
3
4
5
6
7
8
9
Desgostei extremamente
Desgostei muito
Desgostei moderadamente
Desgostei ligeiramente
Indiferente
Gostei ligeiramente
Gostei moderadamente
Gostei muito
Gostei extremamente
Tabela 2
Quesito
Aparência
Aroma
Sabor
Crocância
Impressão Global
Nota
1 - Com que frequência você consome Snacks e aperitivos? (Ex.: Salgadinhos, amendoins, etc.)
( ) Nunca
( ) Frequentemente
( ) Raramente
( ) Sempre
( ) Ocasionalmente
2 – Em qual horário você consumiria o produto?
( ) Café da manhã
( ) Refeições
( ) Lanches
( ) Qualquer horário
3 – Quanto pagaria por 25g?
( ) R$ 0,25 à 0,50
( ) R$ 0,75 à 1,00
( ) R$ 0,50 à 0,75
( ) Outro valor. Qual? _________
Obs.:______________________________________________________________________________
________________________________________________________________________
108
Procedimento
1- Adicionar cerca de 5g de amostra nos copos descartáveis
2- Preparar a bandeja, arrumando as amostras e colocando a ficha de avaliação,
lápis, borracha e água.
3- Distribuir as bandejas de forma separada pela sala, individualizando os
provadores.
4- Avaliar sensorialmente as amostras, através da escala hedônica de 9 pontos
para os atributos de aparência, aroma, sabor, crocância e impressão global.
5- Recolher as bandejas
6- Descartar as amostras e copos descartáveis
7- Avaliar as respostas das fichas de avaliação.
Procedimento Análise de Umidade
1- Triturar a amostra com auxílio do almofariz e pistilo.
2- Ligar a balança infravermelho.
3- Com o auxílio de uma pinça colocar a placa de alumínio na balança e tarar.
4- Pesar 2g de amostra, triturada, na placa de alumínio.
5- Fazer a leitura da umidade.
6- Descartar a amostra.
7- Desligar a balança de infravermelho
8- Higienizar o equipamento.
Resultados e Discussões
A análise sensorial foi realizada com 69 provadores, dentre eles 21 homens e
48 mulheres. Foi entregue uma amostra e uma ficha para avaliar o produto nos
quesitos: aparência, aroma, sabor, crocância e impressão global, além de responder
a um questionário sobre o produto.
Imagem 33 - Gráfico de resultados Análise sensorial
Análise sensorial
9
8
7
6
5
4
Geral
3
Homens
2
Mulheres
1
0
Aparência
Aroma
Sabor
Crocância
Quesitos
109
Impressão
global
Imagem 34 – Gráfico: Com que frequência você consome Snacks e aperitivos?
Porcentagem (%)
1) Com que frequencia você consome Snacks e
aperitivos?
50
45
40
35
30
25
20
15
10
5
0
Todos
Meninas
meninos
Imagem 35 – Gráfico: Em qual horário você consumiria o produto?
2) Em qual horário você consumiria o produto?
Porcentagem (%)
60
50
40
Todos
30
Meninas
20
meninos
10
0
Café da
manhã
Lanche
Refeições
110
Qualquer
horário
Imagem 36 – Gráfico: Quanto pagaria por 25g?
3) Quanto pagaria por 25g?
Porcentagem (%)
60
50
40
Todos
30
Meninas
20
meninos
10
0
R$ 0,25 à
0,50
R$ 0,50 à
0,75
Tabela 42 – Análise sensorial
Geral
R$ 0,75 à
1,00
Outro valor
(2,00)
Homens
Mulheres
Aparência
6,88 +/- 1,4
6,4+/- 1,3
7,1 +/- 1,4
Aroma
7,12 +/- 1,5
6,3 +/- 1,6
7,5 +/- 1,4
Sabor
7,57 +/- 1,5
6,9 +/- 1,6
8 +/- 1,3
Crocância
8,25 +/- 1,3
7,8 +/- 1,4
8,4 +/- 1,3
Impressão global
7,8 +/- 1,0
7,3 +/- 0,7
8 +/- 1,0
Tabela 43 – Análise de Umidade
Umidade
(%)
Amostra 1
1,59
Amostra 2
1,59
Amostra 3
1,44*
Média
1,59
* Valor muito distinto dos demais, por isso foi desconsiderado na média.
A análise de umidade apresentou resultado próximo ao teor de amendoim
torrado (1,7), produto similar para fazer a comparação deste parâmetro já que
ambos passam pelo processo de torrefação.
111
Imagem 37 – Tabela Brasileira de composição de alimentos (TACO)
Foi necessária uma pequena alteração na formulação, substituindo 1g de
farinha de trigo, por farinha de trigo integral, para que o nosso produto fosse
classificado como integral, já que estas farinhas estavam em mesma proporção no
produto. Esta alteração não modifica organolepticamente o produto e nem o
processo.
Conclusão
A aceitação do produto foi satisfatória e o questionário provou que o público
consome frequentemente snacks.
A análise de umidade está dentro dos parâmetros.
3.13 Vida-de-prateleira ou shelf life
A vida-de-prateleira do produto final foi estimada a partir do tempo de
fabricação e validade dos concorrentes, devido a falta de tempo para realizar uma
estocagem e análise precisa da qualidade do produto após a sua produção e
armazenamento.
Este valor é considerado de 3 meses, que representa metade da vida de
prateleira dos produtos similares. É um tempo considerado alto por causa da
utilização de dois processos térmicos na conservação e consequente baixo teor de
umidade do drageado.
3.14 Análise de interesse
A equipe resolveu elaborar um questionário online utilizando uma ferramenta
do Google chamada Google Docs.. Encaminhou-se essa página para mais de 100
pessoas e foram obtidas respostas de 173 entrevistados na faixa etária de 11 a 61
anos, sendo 45 do sexo masculino e 128 do sexo feminino.
112
Imagem 38 – Questionário de Análise de interesse
Questionário
Abóbora
Projeto
Drageado
de
* Required
Nome: *
Idade: *
Sexo*
Masculino
Feminino
Com que frequência você consome snacks e petiscos? *
(Ex.: salgadinhos, amendoins)
Nunca
Raramente
Semanalmente
Diariamente
Com que frequência você consome produtos integrais? *
Nunca
Raramente
Semanalmente
Diariamente
Você tem intolerância a amendoins? *
Sim
Não
Você frequentemente procura comprar produtos saudáveis? *
Sim
Não
113
Semente
de
Vendo a embalagem acima você compraria este produto? *
Sim
Não
Você compraria o produto da imagem acima sabendo que ele é um produto semelhante
ao amendoim japonês, onde houve a substituição do amendoim pela semente de
abóbora? *
Sim
Não
Os resultados obtidos para as perguntas foram colocados em gráficos.
114
Imagem 39 – Gráfico: Com que frequência você consome snacks e petiscos?
Com que frequência você consome
snacks e petiscos?
60,0
50,0
40,0
30,0
%
20,0
10,0
0,0
Semanalmente
Raramente
Diariamente
Nunca
A partir do gráfico acima se infere que mais da metade dos entrevistados
consome snacks e petiscos raramente, mas grande porcentagem (35,8%) consome
semanalmente, sendo percebida uma tendência da faixa etária mais jovem dar essa
resposta.
Tem-se aqui um resultado interessante, pois mostra que mesmo
popularmente conhecido o consumo desses alimentos não estão mais incluídos
diariamente no consumo da população na faixa etária entrevistada. Provavelmente
isso ocorre pela maior difusão das informações nutricionais sobre os produtos que
demonstram uma necessidade de inovação e melhora nas características nutritivas.
Imagem 40 – Gráfico: Com que frequência você consome produtos integrais?
Com que frequência você consome
produtos integrais?
40,0
35,0
30,0
25,0
20,0
%
15,0
10,0
5,0
0,0
Semanalmente
Raramente
Diariamente
115
Nunca
As respostas obtidas: raramente e diariamente apresentaram porcentagens
muito próximas, o que reflete uma forte tendência que existe das pessoas de
optarem pelo consumo de produtos integrais ou não, ou seja, aqueles que tomam
isso como um hábito e aqueles que por rejeitarem o sabor de algum desses
produtos tendem a não consumir nenhum.
Por isso mostra-se interessante a decisão do projeto de mesclar em
porcentagens quase iguais as farinhas de trigo normal e integral, conferindo assim
um sabor menos característicos da rejeição do público e acrescentando os
benefícios do consumo de ingredientes integrais.
Imagem 41 – Gráfico: Você tem intolerância a amendoins?
Você tem intolerância a amendoins?
120,0
100,0
80,0
60,0
%
40,0
20,0
0,0
Sim
Não
Apenas 4 entrevistados possuem intolerância a amendoim. Apesar de ser
uma pequena porcentagem, percebe-se que mesmo em uma amostra pequena de
pessoas essa intolerância está presente, o que numa população pode ser
considerado fator interessante para a produção de um produto similar aos
amendoins drageados e alternativo para esse público.
116
Imagem 42 – Gráfico: Você frequentemente procura comprar produtos saudáveis?
Você frequentemente procura
comprar produtos saudáveis?
90,0
80,0
70,0
60,0
50,0
40,0
30,0
20,0
10,0
0,0
%
Sim
Não
A partir do gráfico conclui-se que mais de 75% dos entrevistados ainda não
procuram por alimentos saudáveis, o que reflete o fato de que esta mudança de
interesse ainda é muito recente na sociedade para atingir uma porcentagem
significativa em uma amostra pequena de pessoas.
Imagem 43 – Gráfico: Vendo a embalagem acima você compraria este produto?
Vendo a embalagem acima você
compraria este produto?
70,0
60,0
50,0
40,0
%
30,0
20,0
10,0
0,0
Sim
Não
A embalagem é o primeiro contato do consumidor com o produto, por isso
deve chamar a atenção do público e ao mesmo tempo informar sobre as
características nutricionais e significativas. Conclui-se então que a maior
porcentagem de respostas não para a compra do produto a partir da embalagem é
um resultado insatisfatório que mostra a necessidade de melhorar a ideia e imagens
nela apresentados.
117
Imagem 44 – Gráfico: Você compraria o produto da imagem acima sabendo que ele
é um produto semelhante ao amendoim japonês, onde houve a substituição do
amendoim pela semente de abóbora?
Você compraria o produto da imagem
acima sabendo que ele é um produto
semelhante ao amendoim japonês,
onde houve a substituição do
amendoim pela semente de
abóbora?
90,0
80,0
70,0
60,0
50,0
%
40,0
30,0
20,0
10,0
0,0
Sim
Não
Quando se cita um produto conhecido e apreciado por um público já
considerado como semelhante ao produto inovador do questionário, o interesse dos
entrevistados muda e quase 80% responde que consumiria o produto sabendo do
que se trata.
Mostra-se então a necessidade de uma divulgação do produto baseada em
explicações ao público das suas características tanto de similaridade com outros
produtos como de suas diferenças nutricionais importantes em relação a estes, além
da degustação para evitar a rejeição da população quando se deparam com
ingredientes pouco convencionais e com sabores peculiares.
118
3.15 Fluxograma Industrial
Imagem 45 – Fluxograma Industrial
119
3.16 Formulação final
Tabela 44 – Formulação final
Ingredientes
Semente de abóbora
Solução selante
Água
Goma arábica
1º Pó de secagem
Farinha de trigo integral
Farinha de trigo
Goma arábica
Glutamato monossódico
Sal light
2º Pó de secagem
Farinha de trigo
Goma arábica
Glutamato monossódico
Sal light
Xarope de adesão
Água
Goma arábica
Açúcar refinado
Solução de finalização
Shoyo light
Água
Glutamato monossódico
Sal light
Total
Amostra 1
%
Peso (g)
19,5
200
2,73
1,75
28
18
24,28
12,12
1,84
0,89
0,89
250
123,6
18,9
9,1
9,1
12,16
0,79
1,27
0,38
124,4
8,1
3,9
3,9
11,6
2,15
7,41
119
22
76
0,39
0,55
0,1
0,1
100
4
5,6
1
1
1025,6
3.17Aspectos do meio-ambiente
Meio ambiente e a Empresa
Produzidos em todos os estágios das atividades humanas, os resíduos, em
termos tanto de composição como de volume, variam em função das práticas de
consumo e dos métodos de produção. As principais preocupações estão voltadas
para as repercussões que podem ter sobre a saúde humana e sobre o meio
ambiente (solo, água, ar e paisagens). Os resíduos perigosos, produzidos sobretudo
pela indústria, são particularmente preocupantes, pois, quando incorretamente
gerenciados, tornam-se uma grave ameaça ao meio ambiente.
A questão ambiental na empresa NutriSeed Indústria Alimentícia Ltda. é um
dos principais princípios de conduta já que a matéria-prima utilizada no
120
processamento de nossos produtos é um resíduo industrial: a semente de abóbora,
cujo descarte nas indústrias processadoras de abóbora representa um desperdício
alimentar quando se depara com os diversos nutrientes presentes em sua
composição. O seu uso, portanto, reaproveita um alimento nutricionalmente rico bem
como evita a geração de parte dos resíduos sólidos de muitas empresas.
Investem-se também muitos recursos para a minimização dos impactos
ambientais, atuando de forma consciente em todas as etapas do processo produtivo
e na busca por melhores tecnologias.
Conscientização
A empresa promove a educação ambiental de seus colaboradores, tendo em
vista que o conhecimento por parte de todos da importância de cuidar do meio
ambiente é o principal meio de promover a melhora dos problemas ambientais.
Para tanto se utiliza palestras, cartazes informativos em todos os ambientes
de trabalho e eventos junto à comunidade, bem como se adota a implantação da
ISO 9001 que engloba o controle de qualidade e também da ISO 14001, que é uma
série de normas que estabelece diretrizes sobre a área de gestão ambiental dentro
de empresas.
Coleta seletiva e reciclagem
Disponibilizamos coletores seletivos de lixo em diversos setores, tais como
laboratórios, refeitórios, manutenção; onde são separados os resíduos em lixo
orgânico, papel, vidro, metal e plástico.
Os excedentes sólidos secos são encaminhados para a reciclagem em
empresa terceirizada e os excedentes sólidos úmidos são destinados ao lixo
comum/compostagem.
Resíduos sólidos
Os resíduos sólidos gerados são provenientes da retirada da casca da
semente de abóbora e do processo de drageamento, onde ocorre a perda de parte
do pó de secagem, xarope de adesão e solução selante que ficam aderidas a
drageadeira e são descartados durante a higienização.
A casca da semente de abóbora é transformada em farinha, que pode ser
utilizada para enriquecimento de produtos, como biscoitos, cookies, pães entre
outros e como adubo, tendo em vista que esta contém fibras, minerais e vitaminas.
O resíduo do processo pode ser utilizado como adubo, juntamente com a
farinha da casca.
Resíduos líquidos
Os resíduos líquidos gerados estão relacionados àqueles eliminados junto a
água durante a higienização de equipamentos e utensílios.
A água é de considerável importância pelas múltiplas atividades que
desenvolve. Deve ser potável e é utilizada nas seguintes operações:
processamento, higiene dos manipuladores, limpeza em geral, limpeza da matériaprima, preparo das formulações, entre outros. A empresa NutriSeed Indústria
Alimentícia Ltda. possui uma estação de tratamento que visa devolver a água para o
meio ambiente de forma que esta não cause prejuízos a fauna e a flora no meio em
que está inserida. Não só pela necessidade deste recurso, mas também por ser a
água um insumo das atividades industriais.
121
Na estação de tratamento de esgoto a água tratada segue para reutilização
em irrigação e o lodo gerado é enviado para análise e tratado sendo enviado a
outras empresas para ser utilizado como adubo.
3.18 Gestão de projetos
3.18.1 Estratégias utilizadas – Marketing
Marketing é o processo social e gerencial através do qual indivíduos e grupos
obtém aquilo que necessitam e desejam, por meio da criação de produtos e valores.
Estando o marketing no ponto central dos negócios, a empresa NutriSeed
Indústria Alimentícia Ltda. busca contínuo entendimento do mercado, a fim de lhe
atender às necessidades. Conta com uma equipe capacitada, com técnicas
analíticas de mercado, ferramentas de planejamento, ações de relacionamento com
clientes, tecnologias de desenvolvimento de produtos e serviços, modelos de
distribuição e acesso, métodos de precificação adequadas, boa comunicação
integrada e ferramentas de controle das ações e dos resultados, que são
imprescindíveis para a correta aplicação do marketing.
Para introdução do Boborado no mercado, será montada uma equipe treinada
de vendedores que irão até as maiores redes de mercados apresentar-lhes o
produto.
3.18.2 Estratégia de lançamento
O Boborado será lançado no mês de junho devido ao aumento das vendas do
segmento snacks e petiscos previstos para a Copa do Mundo. Serão usados vários
meios de divulgação. Estes serão:
- Mídias Impressas: publicidade em revistas e jornais conceituados a nível
regional, através de anúncios.
- Meios de comunicação em massa: propagandas televisivas em horário
nobre, com duração de 30 segundos e publicidade rápida em duas emissoras de
rádio durante a programação.
- Mídia externa: outdoors espalhados em pontos estratégicos. A arte desse
tipo de mídia é padronizada e contém imagem ilustrativa do Drageado e seu
respectivo slogan
- Nos supermercados será feita a degustação do produto nos primeiros quatro
meses de lançamento.
3.18.3 Pontos de distribuição
O Boborado será distribuído para mercados, supermercados e atacadistas.
122
3.18.4 Rótulo
Imagem 46 - Rótulo
3.18.5 Slogan do produto
“Petiscar pode ser mais que saboroso, agora é nutritivo!”
123
3.18.6 Rotulagem Nutricional
Tabela 45 – Informação nutricional
Informação nutricional
Porção de 25g (1 colher de sopa)
Quantidade por porção
Valor energético
Carboidratos
Proteínas
Gorduras Totais
Gorduras Saturadas
Gorduras Trans
Fibra alimentar
Sódio
93 kcal = 391 kJ
11g
3,1g
4g
0,8g
0g
1,7g
73mg
% VD
(*)
5
4
4
7
4
(**)
7
3
(*) Valores diários com base em uma Dieta de
2000kcal ou 8400kJ. Seus valores diários podem ser
maiores ou menores dependendo de suas
necessidades energéticas.
(**) Valores diários de referência não estabelecidos.
Os cálculos estão nas páginas 135, 136, 137 e 138 em Apêndices.
3.18.7 Logo da empresa
Imagem 47 – Logo da empresa
124
3.18.8 Layout
Imagem 48 – Layout Administração 1° andar
Imagem 49 – Layout Administração 2° andar
125
Imagem 50 – Layout Produção
Imagem 51 – Layout Visão Geral
126
Equipamentos
Drageadeira em aço inox
Capacidade máxima: 300 kg
Quantidade: 11 drageadeiras
Forno MS 4000
Capacidade máxima: 4000 kg por hora.
Quantidade: 1 forno.
Forno MS 2000
Capacidade máxima: 2000 kg por hora.
Quantidade: 1 forno.
Sistema de pulverização modular 1550 – autojet
Capacidade máxima: 140 litros por hora.
Moinho de martelo (Modelo Sfsp 56-30)
Capacidade máxima: 4 toneladas por hora
Quantidade: 1 moinho de martelo
Balança
Capacidade máxima: 500 kg
Quantidade: 4 balanças.
Descascador de semente
Capacidade máxima : 1000 kg
Quantidade: 1 descascador
Justificativa do Arranjo Físico escolhido
Escolheu-se o Arranjo Físico Celular, devido ao fato de que produziremos
duas famílias de produtos: drageado salgado de semente de abóbora e farinha de
casca de semente de abóbora.
Pela utilização da mesma matéria-prima fez-se uma linha de produção em
“U”, onde as máquinas seguem a sequência do fluxograma. As vantagens de um
arranjo físico bem escolhido são diversas, entre elas: um bom compromisso entre
custo e flexibilidade, atravessamento rápido, trabalho em grupo que pode resultar
em melhor motivação e adequação do fluxo de pessoas e materiais de forma
ordenada, evitando perigos de todos os tipos.
127
3.18.9 Custos do projeto
Custos Diretos
Os custos diretos de produção são aqueles que estão diretamente ligados
com o processamento do produto final.
Para a realização dos cálculos referentes aos custos do projeto fez-se uma
aproximação das porcentagens dos ingredientes da formulação final bem como
considerado o total da quantidade usada do ingrediente.
Tabela 46- Formulação para Custos
FORMULAÇÃO
Ingredientes
Porcentagem
Semente de abóbora
19,40%
Água
14,78%
Goma arábica
6,43%
Farinha de trigo integral
24,18%
Farinha de trigo
24,18%
Glutamato monossódico
2,16%
Sal light
1,27%
Açúcar refinado
7,31%
Shoyo light
0,29%
Total
100,00%
Tabela 47 – Preço dos Ingredientes e Aditivos
Ingredientes
Preço/kg
Referências
Semente de abóbora R$
0,59
Techoje/
Água
R$
0,004
Sanasa
Goma arábica
R$
38,00 Mercado livre
Farinha de trigo
Master
R$
2,60
integral
Almentos
Farinha de trigo
R$
1,86 Atacado União
Glutamato
R$
13,40 Sushi Housesc
monossódico
Sal light
R$
5,45 Pão de açúcar
Açúcar refinado
R$
2,48 Atacado União
Shoyo light
R$
24,40
Konbini
Total
R$
88,78
A tabela acima contém os preços do quilo dos ingredientes usados na
formulação do produto.
A produção anual da empresa será de 9.625 toneladas de drageado,
consequentemente a produção mensal será de 802 toneladas. Como a empresa
funciona 6 dias por semana, a produção mensal é considerada para os 24 dias
trabalhados no mês, apresentando uma produção total de 33.420,14 kg de drageado
diariamente.
128
Tabela 48 – Produção do Drageado salgado de semente de abóbora
Produção
Quantidade (kg)
Anual
9.625.000,00
Mensal
802.083,33
Diária (6 dias)
33.420,14
A tabela abaixo apresenta o custo total por mês de cada ingrediente
considerando a sua porcentagem na formulação e a produção mensal da empresa.
Tabela 49– Custos com Ingredientes e Aditivos (Mensal)
Ingredientes
Custo total/mês
Semente de abóbora
R$
91.806,46
Água
R$
474,19
Goma arábica
R$ 1.959.810,42
Farinha de trigo
integral
R$
504.253,75
Farinha de trigo
R$
360.735,38
Glutamato
R$
232.155,00
monossódico
Sal light
R$
55.516,20
Açúcar refinado
R$
145.408,08
Shoyo light
R$
56.755,42
Total
R$ 3.406.914,89
A quantidade de embalagem primária usada foi obtida através da divisão da
produção mensal pela porção contida em cada embalagem (802083,33kg/0,025kg).
Já a quantidade de embalagem secundária foi através de informação obtida pelo
contato com uma empresa de produtos similares. O custo mensal da embalagem
então considerou a quantidade usada e o preço de cada unidade.
Tabela 50 – Custos com Embalagem (Mensal)
Embalagem
Preço (unidade)
Quantidade
Primária -(BOPP) 25g
R$ 0,20
32083333,32
Secundária - Papelão
(144 uni)
R$ 1,20
222.800,93
Total
R$ 1,40
32306134,25
Custo Mensal
R$ 6.416.666,66
R$
267.361,11
R$ 6.684.027,78
A área de produção da empresa possui uma área de pesagem dos
ingredientes onde ficarão 3 auxiliares, 2 fornos, cada um controlado por 1 operador,
11 drageadeiras, cada três controlada por 1 operador, e uma embaladora,
controlada por 1 operador. Haverá a presença de mais 2 auxiliares para
necessidades aleatórias e 2 encarregados por gerenciar todas as atividades da área.
Isso foi considerado para 2 turnos de trabalho.
129
Tabela 51 – Custos com Funcionários da mão de obra direta (Mensal)
Funcionários (MO
Salário +
Total por Função
direta) por turno
encargos
7 operadores
R$ 1.568,00
R$ 18.816,00
2 encarregados
R$ 2.100,00
R$ 8.400,00
5 auxiliares
R$ 1.568,00
R$ 18.816,00
2 técnicos de
laboratório
R$ 1.568,00
R$ 18.816,00
2 empilhaderista
R$ 1.568,00
R$ 6.272,00
Total
R$ 8.372,00
R$ 71.120,00
Fazendo uma somatória dos custos com ingredientes, embalagem e
funcionários tem-se o total de custos diretos de produção, aqueles que estão
diretamente ligados com o processamento do produto final.
Tabela 52 – Total dos Custos Diretos (Mensal)
Custos diretos
Ingredientes
R$ 3.406.914,89
R$ 6.684.027,78
Embalagem
R$ 71.120,00
Funcionários (MO direta)
Total
R$ 10.162.062,66
Custos indiretos
Os custos indiretos de produção envolvem os gastos com água, energia
elétrica, ar comprimido usado no processo de higienização (valor estimado) e
funcionários da mão de obra indireta.
Para os cálculos do custo com energia elétrica usou-se a seguinte fórmula
para obter o consumo mensal dos equipamentos:
Consumo mensal (kWh) = P x h* x 24
1000
P: potência do motor (Watts)
h: horas de uso diário do equipamento
24: dias de uso do aparelho por mês
*As horas de uso dos equipamentos variam conforme a
necessidade do seu uso.
Os resultados estão apresentados na tabela abaixo.
130
Tabela 53 – Consumo mensal dos equipamentos
Consumo
Quantidade
mensal (kWh)
Fornos
2
45,00
Drageadeira
11
422,40
Moedor
1
14,40
Descascador
1
3002,88
Pulverizador
1
124800,00
Total
16
128284,68
O consumo de água foi calculado com base nos valores encontrados num
artigo técnico que continha os valores gastos por uma indústria de laticínios: 8000
litros por dia e multiplicou-se pelos 24 dias trabalhados.
Tabela 54 – Custos indiretos com água, energia elétrica e ar comprimido
Quantidade
Unidade Custo por unidade
Custo total
gasta
Água
litro
R$ 0,004
1920000
R$ 7.680,00
Energia elétrica
kWh
R$ 0,40469595
128284,68 R$ 51.916,29
Ar comprimido
R$ 200,00
A tabela abaixo possui os gastos com mão de obra indireta considerando o
piso salarial de cada cargo e uma ratificação de 30%.
Tabela 55 – Custo com Funcionários da mão de obra indireta (Mensal)
Setores
Funcionários
Salário
Total + encargos
Pós-Venda e SAC
2
R$
1.200,00 R$
4.800,00
Comercial e Vendas
2
R$
1.200,00 R$
4.800,00
Lanchonete
2
R$
800,00 R$
3.200,00
Recepção
1
R$
800,00 R$
800,00
Financeiro
1
R$
2.500,00 R$
2.500,00
Marketing e Propaganda
2
R$
2.200,00 R$
8.800,00
RH
1
R$
2.500,00 R$
2.500,00
Compras e Gestão
2
R$
1.200,00 R$
4.800,00
Logistica
1
R$
2.500,00 R$
2.500,00
Diretoria
1
R$
14.300,00 R$
14.300,00
Administrativo
2
R$
2.500,00 R$
10.000,00
Almoxerifado
1
R$
800,00 R$
800,00
Pesquisa e Desenvolvimento
1
R$
1.800,00 R$
1.800,00
Limpeza
Total
Ratificação do custo total
4
23
-
R$
R$
800,00 R$
35.100,00 R$
R$
12.800,00
74.400,00
22.320,00
131
Fazendo uma somatória dos custos com água, energia elétrica, ar comprimido
e funcionários da mão de obra indireta tem-se o total de custos indiretos de
produção.
Tabela 56 – Total dos Custos Indiretos (Mensal)
Custos diretos
Água
R$ 7.680,00
R$ 51.916,29
Energia Elétrica
R$ 200,00
Ar comprimido
R$ 22.320,00
Funcionários (MO indireta)
R$ 82.116,29
Total
Custo total de produção
O custo total mensal foi obtido pela soma dos custos mensais total dos
ingredientes, das embalagens, dos funcionários da produção e total dos custos
indiretos. O custo por quilo do produto foi resultado da divisão do custo total mensal
pela produção mensal, enquanto o custo por unidade de 25g pela divisão do custo
do quilo por 40 já que 1kg = 40 unidades de 25g.
A taxa "mark-up" foi calculado pela fórmula acima, considerando 30% o índice
de comercialização e 30% de margem de lucro. Como o preço de venda é a divisão
do custo de produção pela taxa "mark-up", o valor obtido foi de R$0,80 uma
embalagem com porção de 25g do produto.
Tabela 57 – Custos para obtenção do preço de venda do produto
Custo Total Mensal
R$ 10.244.178,96
Custo Unitário (kg)
R$ 12,77
Custo Unitário (25g)
R$ 0,32
Taxa “mark-up”
0,4
Preço de Venda
R$ 0,80
132
4 CONSIDERAÇÕES FINAIS
O objetivo geral do projeto foi concluído bem como a maioria dos objetivos
específicos.
O principal desafio do projeto era utilizar o processo de drageamento em um
centro desuniforme e achatado, promovendo seu revestimento completo e de forma
individual.
Produziu-se um produto inovador num segmento de mercado ainda pouco
explorado no desenvolvimento de produtos saudáveis. O drageado de semente de
abóbora possui características nutricionais relevantes, além de características
sensoriais que agradam ao público alvo.
Entre os objetivos específicos que não foram atingidos estão: a realização de
todas as análises microbiológicas necessárias para a garantia da segurança
alimentar do produto e realizar análise de fibras.
Durante o desenvolvimento houve o desafio de caracterizar o produto como
um alimento saudável e integral, modificando a formulação em diferentes aspectos,
e conseguir ainda assim características organolépticas desejáveis a um público
considerado.
No decorrer do projeto o grupo tentou desenvolver formulações para
aumentar o teor de fibras do drageado, tendo em vista caracterizá-lo como um
alimento funcional, e diminuir o teor de sódio, a fim de descaracterizá-lo do alto teor
de sódio encontrado nos produtos similares.
O primeiro objetivo não foi atingido, pois apesar da utilização da farinha de
trigo integral e da semente de abóbora, ambas com um significativo teor de fibras, o
produto final não se diferenciou dos concorrentes neste quesito. Aumentar a
quantidade de farinha de trigo integral na formulação promoveu certa dificuldade no
drageamento devido a granulometria deste ingrediente.
Já o segundo objetivo foi concluído tendo como resultado uma redução de
55% do teor de sódio comparado com a média dos produtos similares no mercado.
Isso foi possível pelo uso do sal light e do glutamato monossódico como ingredientes
realçadores de sabor.
O recebimento de matéria-prima inadequada, semente de abóbora salgada,
tornou-se uma dificuldade pois descaracterizou o produto final bem como promoveu
o atraso de algumas análises.
Outro aspecto que ocorreu no início do desenvolvimento do projeto foi a falta
de um ambiente particular e adequado para a produção.
A análise sensorial demonstrou que houve satisfatória aceitação do público
alvo ao produto já que não houve rejeição por parte de nenhum dos 70 provadores.
Para continuidade do projeto o grupo propõe que sejam testados outros
ingredientes que agreguem fibras ao produto além do desenvolvimento de outros
sabores do drageado, usando diferentes temperos.
133
134
5 APÊNDICES
Tabela 58 – Composição Nutricional dos ingredientes
Ingredientes Carboidratos(g/100g)
Semente de
abóbora
Farinha de
trigo
Farinha de
trigo integral
Goma
arábica
Sal light
Açúcar
refinado
Glutamato
monossódico
Shoyo light
Gorduras
Gorduras
saturadas
(g/100g)
(g/100g)
Fibra
Proteínas
Sódio
alimentar
(g/100g)
(mg/100g)
(g/100g)
7,45
46,58
9,22
36,9
15
18
75,1
1,4
0
9,8
2,3
0
70,2
1,31
0
11,58
12,75
0
0
0
0
0
0
0
0
0
0
0
0
19100
100
0
0
0
0
0
0
0
0
0
0
12300
0
0
0
0
0
3800
Tabela 59 – Cálculos de quantidade (g) para porção de 25g de drageado
Semente de
abóbora (200g)
Carboidratos
Farinha de
Farinha de trigo integral
Goma
trigo (248g)
(250g)
arábica (67g)
7,45g ---- 100g
x ---- 200g
x= 14,9g
75,1g ---- 100g
x ---- 248g
x= 186,248g
Sal light (14g)
Açúcar
Glutamato monossódico
refinado (76g)
(14g)
0g ---- 100g
x ---- 14g
x= 0g
70,2g ---- 100g
x ---- 250g
x= 175,5g
100g ---- 100g
0g ---- 100g
x ---- 76g
x ---- 14g
x= 76g
x= 0g
TOTAL = 452,648g de carboidratos
452,648g ---- 1025,6g
y ---- 25g
y = 11,034g
PORÇÃO DE 25g = 11,034g de carboidratos
135
0g ---- 100g
x ---- 67g
x= 0g
Shoyo light
(4g)
0g ---- 100g
x ---- 4g
x= 0g
Semente de
abóbora (200g)
Proteínas
Farinha de
Farinha de trigo integral
Goma
trigo (248g)
(250g)
arábica (67g)
36,9g ---- 100g
x ---- 200g
x= 73,8g
9,8g ---- 100g
x ---- 248g
x= 24,304g
Sal light (14g)
Açúcar
Glutamato monossódico
refinado (76g)
(14g)
Shoyo light
(4g)
0g ---- 100g
0g ---- 100g
x ---- 76g
x ---- 14g
x= 0g
x= 0g
TOTAL = 127,054g de proteínas
0g ---- 100g
x ---- 4g
x= 0g
0g ---- 100g
x ---- 14g
x= 0g
11,58g ---- 100g
x ---- 250g
x= 28,95g
0g ---- 100g
x ---- 67g
x= 0g
127,054g ---- 1025,6g
y ---- 25g
y = 3,097g
PORÇÃO DE 25g = 3,097g de proteínas
Semente de
abóbora (200g)
Fibra alimentar
Farinha de
Farinha de trigo integral
Goma
trigo (248g)
(250g)
arábica (67g)
15g ---- 100g
x ---- 200g
x= 30g
2,3g ---- 100g
x ---- 248g
x= 5,704g
Sal light (14g)
Açúcar
Glutamato monossódico
refinado (76g)
(14g)
0g ---- 100g
x ---- 14g
x= 0g
12,75g ---- 100g
x ---- 250g
x= 31,875g
0g ---- 100g
0g ---- 100g
x ---- 76g
x ---- 14g
x= 0g
x= 0g
TOTAL = 67,579g de fibra alimentar
67,579g ---- 1025,6g
y ---- 25g
y = 1,65g
PORÇÃO DE 25g = 1,65g de fibra alimentar
Gorduras totais
16,18%
Análise de Gordura
16,18g de gordura ----- 100g de drageado
y ---- 25g de drageado
y = 4,045g de gordura
PORÇÃO DE 25g = 4,045g de gorduras totais
136
0g ---- 100g
x ---- 67g
x= 0g
Shoyo light
(4g)
0g ---- 100g
x ---- 4g
x= 0g
Sódio
Análise de Sódio
291,26mg/100g
291,26mg ---- 100g
y ---- 25g
y = 72,81mg
Porção de 25g = 72,81mg de sódio
Gorduras saturadas
46,58g de gorduras totais/100g ---- 9,22g de gorduras saturadas/100g
4,045g de gorduras totais/25g ---- y
y = 0,8g de gorduras saturadas/25g
PORÇÃO DE 25g = 0,8g de gorduras saturadas
Tabela 60 – Cálculos para Valor Energético
Nutriente
Valor
energético
(kcal)
Carboidratos x 4kcal
Proteínas x 4kcal
Gorduras x 9kcal
Total
44,136
12,388
36,405
92,929
Tabela 61 – Cálculos para % Valor Diário
Valor diário
estabelecido
Drageado de
semente de
abóbora
Cálculo
% VD
(x)
Valor
energético
2000kcal
92,893kcal
2000kcal ---- 100%
92,893kcal ---- x
4,645
Carboidratos
300g
11,034g
300g ---- 100%
11,034g ---- x
3,678
Proteínas
75g
3,097g
75g ---- 100%
3,097g ---- x
4,129
Gorduras
totais
55g
4,045g
55g ---- 100%
4,045g ---- x
7,355
Gorduras
saturadas
22g
0,8g
22g ---- 100%
0,8g ---- x
3,636
137
Fibra
alimentar
25g
1,65g
25g ---- 100%
1,65g ---- x
6,600
Sódio
2400mg
49,042mg
2400mg ---- 100%
49,042mg ---- x
2,043
Tabela 62 - 5W2H – Planejamento 1º teste prático
What?
(O quê?)
Higienização
Pesagem das
matérias-primas
Torração das
sementes de
abóbora
Preparação da
solução selante
Preparação do
xarope de
adesão
Preparação do
pó de secagem
Engomagem
When?
(Quando?)
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
Who?
(Quem?)
Júlia
Why?
(Por que?)
Evitar a
contaminação
Pâmela
e
Carmen
Para atingir e
precisão na
pesagem dos
ingredientes
utilizados
Bruna
Preparação do
centro para
dragear e
diminuição da
umidade do
centro.
Júlia
Bruna
Etapa do
processo de
drageamento
Etapa do
processo de
drageamento
Pâmela
Etapa do
processo de
drageamento
Carmen
Cria um filme em
volta do núcleo
que preserva as
138
Where?
(Onde?)
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
How?
(Como?)
How
much?
(Quanto?)
Utilizando
álcool 70% e
toalhas de
papel.
R$: 1,50
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 9,10
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Misturando
goma arábica
e água em
saquinho
plástico.
R$: 0,00
Misturando
água, açúcar,
dextrina e sal
em um
béquer com
espátula.
R$: 0,00
Misturando
farinha de
trigo, goma
arábica e sal
em um
béquer com a
espátula.
R$: 0,00
Utilizando as
sementes de
abóbora
R$: 0,00
Drageamento
Torração do
drageado
Aplicação da
solução de
finalização
Resfriamento
Armazenamento
Higienização
final
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
03/02/2014
1° Teste
prático
Equipe
Bruna
características do
centro e aumenta
a aderência da
cobertura.
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Aumenta o peso
do produto além
de favorecer as
características
organolépticas do
produto.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Controle da
umidade final do
produto. Dá
crocância ao
produto.
Equipe
Para dar brilho
ao drageado.
Equipe
É necessário
para
armazenagem
correta do
produto,
aumentando sua
vida de
prateleira.
Carmen
Equipe
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Para evitar a
recontaminação.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Para evitar
contaminações,
manter a ordem e
a limpeza.
torradas,
solução
selante e
saquinho
plástico.
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante e pó
de secagem.
R$: 0,00
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Utilizando
bandeja.
R$: 0,00
Utilizando
embalagem
plástica.
R$: 0,05
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
Tabela 63 - 5W2H – Planejamento 2º teste prático
What?
(O quê?)
Higienização
When?
(Quando?)
10/02/2014
2° Teste
prático
Who?
(Quem?)
Pâmela
e Bruna
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto?)
Evitar a
contaminação
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
R$: 6,00
139
Euryclides de
Jesus Zerbini".
Análise de
umidade das
sementes de
abóbora
torradas
Pesagem das
matérias-primas
Preparação da
solução selante
Preparação do
xarope de
adesão
Preparação do
pó de secagem
Drageamento
usando farinha
de trigo
Torração do
drageado
Higienização
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
Julia e
Carmen
Determinar um
parâmetro de
processo.
Bruna e
Julia
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Bruna
Pâmela
Carmen
Equipe
Pâmela
Júlia e
Bruna
Etapa do
processo de
drageamento
Etapa do
processo de
drageamento
Etapa do
processo de
drageamento
Aumenta o peso
do produto além
de favorecer as
características
organolépticas
do produto.
Controle da
umidade final do
produto. Dar
crocância ao
produto.
Evitar a
contaminação
140
Laboratório de
Bromatologia
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
papel.
Usando
balança de
infravermelho.
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 0,00
R$: 9,10
Misturando
goma arábica
e água em
béquer.
R$: 0,00
Misturando
água, açúcar,
dextrina e sal
em um béquer
com espátula.
R$: 0,00
Misturando
farinha de
trigo, goma
arábica e sal
em um béquer
com a
espátula.
R$: 0,00
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó de
secagem
béquer e
peneira.
R$: 0,00
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
R$: 6,00
Euryclides de
Jesus Zerbini".
Drageamento
usando farinha
de trigo integral
Torração do
drageado
Aplicação da
solução de
finalização
Resfriamento
Armazenamento
Higienização
final
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
10/02/2014
2° Teste
prático
Equipe
Carmen
Aumenta o peso
do produto além
de favorecer as
características
organolépticas
do produto.
Controle da
umidade final do
produto. Dar
crocância ao
produto.
Equipe
Para dar brilho
ao drageado.
Equipe
É necessário
para
armazenagem
correta do
produto,
aumentando sua
vida de
prateleira.
Bruna
Equipe
Para evitar a
recontaminação.
Para evitar
contaminações,
manter a ordem
e a limpeza.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
papel.
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó de
secagem
béquer e
peneira.
R$: 0,00
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Utilizando
bandeja.
R$: 0,00
Utilizando
embalagem
plástica.
R$: 0,05
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Tabela 64 - 5W2H – Planejamento 3º teste prático
What?
(O quê?)
When?
(Quando?)
Who?
(Quem?)
Why?
(Por quê?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto?)
Higienização
21/02/2014
3° Teste
prático
Pâmela
e
Carmen
Evitar a
contaminação
Planta de
industrialização
de carnes da
Utilizando
detergente,
bucha , água,
R$: 6,00
141
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Análise de
umidade das
sementes de
abóbora
drageadas e
torradas
Pesagem das
matériasprimas
Preparação da
solução
selante
Preparação do
xarope de
adesão
Drageamento
usando 50%
farinha de trigo
e 50% farinha
integral
Torrefação do
drageado
21/02/2014
3° Teste
prático
21/02/2014
3° Teste
prático
21/02/2014
3° Teste
prático
21/02/2014
3° Teste
prático
21/02/2014
3° Teste
prático
21/02/2014
3° Teste
prático
Higienização
21/02/2014
3° Teste
prático
Análise das
características
21/02/2014
3° Teste
prático
Julia e
Bruna
Determinar um
parâmetro de
processo.
Carmen
e Julia
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Bruna
Julia
Equipe
Pâmela
Etapa do
processo de
drageamento
Etapa do
processo de
drageamento
Aumenta o
peso do
produto além
de favorecer as
características
organolépticas
do produto.
Controle da
umidade final
do produto. Dar
crocância ao
produto.
Júlia e
Bruna
Evitar a
contaminação
Equipe
Analisar as
características
do produto
142
Laboratório de
Bromatologia
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Planta de
industrialização
de carnes da
Escola SENAI
álcool 70% e
toalhas de
papel.
Usando balança
de
infravermelho.
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 0,00
R$: 9,10
Misturando
goma arábica e
água em
béquer.
R$: 0,00
Misturando
água, açúcar,
dextrina e sal
em um béquer
com espátula.
R$: 0,00
Utilizando a
Drageadeira, as
sementes de
abóbora
torradas,
solução selante,
xarope de
adesão, pó de
secagem
béquer e
peneira.
R$: 0,00
Utilizando
estufa com
circulação de ar
e bandeja.
R$: 0,00
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Degustando o
drageado.
R$: 0,00
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Tabela 65 - 5W2H – Planejamento 4º teste prático
What?
(O quê?)
When?
(Quando?)
Análise
sensorial
de escolha
24/02/2014
4º Teste
prático
Who?
(Quem?)
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto?)
Equipe
Determinar a
formulação que
tem a melhor
aceitação.
Sala de aula da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando 4
amostras, ficha de
notas e quesitos e
50 provadores.
R$: 0,00
Tabela 66 - 5W2H – Planejamento 5º teste prático
What?
(O quê?)
Higienização
Pesagem das
matérias-primas
Preparação da
solução selante
Preparação do
xarope de adesão
When?
(Quando?)
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
Who?
(Quem?)
Pâmela e
Carmen
Pâmela e
Carmen
Bruna
Júlia
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto)
Evitar a
contaminação
Planta de
Utilizando
industrializaçã
detergente,
o de carnes da
bucha , água,
Escola SENAI
álcool 70% e
"Prof. Dr.
toalhas de
Euryclides de
papel.
Jesus Zerbini".
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Etapa do
processo de
drageamento
Planta de
industrializaçã
Misturando
o de carnes da
goma arábica
Escola SENAI
e água em
"Prof. Dr.
béquer.
Euryclides de
Jesus Zerbini".
R$: 0,00
Etapa do
processo de
drageamento
Planta de
Misturando
industrializaçã
água, açúcar,
o de carnes da
dextrina e sal
Escola SENAI
em um
“Prof. Dr.
béquer com
Euryclides de
espátula.
Jesus Zerbini".
R$: 0,00
143
Utilizando
balança
semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 6,00
R$: 0,00
Preparação do pó
de secagem
Drageamento
usando goma
arábica
Torração do
drageado
Higienização
Drageamento
usando fécula de
mandioca
Torração do
drageado
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
farinha de
trigo, goma
arábica e sal
em um
béquer com
a espátula.
R$: 0,00
Carmen
Planta de
Aumenta o peso
industrializaçã
do produto além
o de carnes da
de favorecer as
Escola SENAI
características
"Prof. Dr.
organolépticas
Euryclides de
do produto.
Jesus Zerbini".
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó
de secagem
béquer e
peneira.
R$: 0,00
Bruna
Planta de
Controle da
industrializaçã
umidade final do o de carnes da
produto. Dar
Escola SENAI
crocância ao
"Prof. Dr.
produto.
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha ,água,
álcool 70% e
toalhas de
papel.
R$: 0,00
Pâmela
Planta de
Aumenta o peso
industrializaçã
do produto além
o de carnes da
de favorecer as
Escola SENAI
características
"Prof. Dr.
organolépticas
Euryclides de
do produto.
Jesus Zerbini".
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó
de secagem
béquer e
peneira.
R$: 0,00
Bruna
Planta de
Controle da
industrializaçã
umidade final do o de carnes da
produto. Dar
Escola SENAI
crocância ao
"Prof. Dr.
produto.
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Pâmela e
Carmen
Júlia e Bruna
Etapa do
processo de
drageamento
Evitar a
contaminação
144
Aplicação da
solução de
finalização
Resfriamento
Armazenamento
Higienização final
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
10/03/2014
5º Teste
prático
Carmen
Para dar brilho
ao drageado.
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Equipe
É necessário
para
armazenagem
correta do
produto,
aumentando
sua vida de
prateleira.
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
bandeja.
R$: 0,00
Para evitar a
recontaminação
.
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Para evitar
contaminações,
manter a ordem
e a limpeza.
Planta de
industrializaçã
o de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Júlia
Equipe
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Tabela 67 - 5W2H – Planejamento 6º teste prático
What?
(O quê?)
Higienização
Pesagem das
matérias-primas
When?
(Quando?)
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
Who?
(Quem?)
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How much?
(Quanto?)
Julia e
Carmen
Evitar a
contaminação
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Pâmela e
Bruna
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Planta de
Utilizando
industrialização balança semide carnes da
analítica,
Escola SENAI
espátula,
"Prof. Dr.
saquinho
Euryclides de
plástico e
Jesus Zerbini".
béquer.
R$: 0,00
145
Preparação da
solução selante
Torrefação da
semente de
abóbora
Preparação do
xarope de
adesão
Preparação do
pó de secagem
Drageamento
Torração do
drageado
Higienização
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
Carmen
Bruna
Júlia
Pâmela e
Carmen
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
goma arábica
e água em
béquer.
R$: 0,00
Planta de
industrialização
Diminuir a
de carnes da
umidade e
Escola SENAI
possibilitar a
"Prof. Dr.
retirada da casca
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
água, açúcar,
dextrina e sal
em um
béquer com
espátula.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
Misturando
industrialização
farinha de
de carnes da
trigo, goma
Escola SENAI arábica e sal
"Prof. Dr.
em um
Euryclides de béquer com a
Jesus Zerbini".
espátula.
R$: 0,00
R$: 0,00
Etapa do
processo de
drageamento
Pâmela
Aumenta o peso
do produto além
de favorecer as
características
organolépticas
do produto.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó
de secagem
béquer e
peneira.
Bruna
Controle da
umidade final do
produto. Dar
crocância ao
produto.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Evitar a
contaminação
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 0,00
Júlia e
Bruna
146
Aplicação da
solução de
finalização
Resfriamento
Armazenamento
Retirada das
cascas da
semente torrada
Higienização
final
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
17/03/2014
6º Teste
prático
Carmen
Para dar brilho
ao drageado.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Equipe
É necessário
para
armazenagem
correta do
produto,
aumentando sua
vida de
prateleira.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
bandeja.
R$: 0,00
Para evitar a
recontaminação.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Para melhor
drageamento do
produto.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Manualmente
.
R$: 0,00
Para evitar
contaminações,
manter a ordem
e a limpeza.
Planta de
industrialização
de carnes da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Júlia
Equipe
Equipe
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Tabela 68 - 5W2H – Planejamento 7º teste prático
What?
(O quê?)
Higienização
When?
(Quando?)
24/03/2014
7º Teste
prático
Who?
(Quem?)
Julia e
Carmen
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto?)
Evitar a
contaminação
Planta de
industrializaçã
o de chocolate
e Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 6,00
147
Pesagem das
matérias-primas
Preparação da
solução selante
Torrefação da
semente de
abóbora com
casca
Preparação do
xarope de
adesão
Preparação do pó
de secagem
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
Pâmela e
Bruna
Carmen
Bruna
Júlia
Pâmela e
Carmen
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Planta de
industrializaçã
o de chocolate
e Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Etapa do
processo de
drageamento
Planta de
industrializaçã
o de chocolate
Misturando
e Panificação
goma arábica e
da Escola
água em
SENAI "Prof.
béquer.
Dr. Euryclides
de Jesus
Zerbini".
R$: 0,00
Diminuir a
umidade e
possibilitar a
retirada da
casca
Planta de
industrializaçã
o de chocolate
Utilizando
e Panificação
estufa com
da Escola
circulação de ar
SENAI "Prof.
e bandeja.
Dr. Euryclides
de Jesus
Zerbini".
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrializaçã
o de chocolate
e Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Misturando
água, açúcar,
dextrina e sal
em um béquer
com espátula.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrializaçã
Misturando
o de chocolate
farinha de trigo,
e Panificação
goma arábica e
da Escola
sal em um
SENAI "Prof.
béquer com a
Dr. Euryclides
espátula.
de Jesus
Zerbini".
R$: 0,00
148
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 0,00
Drageamento
Torração do
drageado
Higienização
Aplicação da
solução de
finalização
Resfriamento
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
Pâmela
Utilizando a
Planta de
Drageadeira,
industrializaçã as sementes de
Aumenta o peso
o de chocolate
abóbora
do produto além
e Panificação
torradas,
de favorecer as
da Escola
solução
características
SENAI "Prof. selante, xarope
organolépticas
Dr. Euryclides de adesão, pó
do produto.
de Jesus
de secagem
Zerbini".
béquer e
peneira.
R$: 0,00
Bruna
Planta de
industrializaçã
Controle da
o de chocolate
Utilizando
umidade final do e Panificação
estufa com
produto. Dar
da Escola
circulação de ar
crocância ao
SENAI "Prof.
e bandeja.
produto.
Dr. Euryclides
de Jesus
Zerbini".
R$: 0,00
Júlia e
Bruna
Evitar a
contaminação
Planta de
industrializaçã
o de chocolate
e Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 0,00
Para dar brilho
ao drageado.
Planta de
industrializaçã
o de chocolate
e Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Utilizando
bandeja.
R$: 0,00
Carmen
Equipe
Planta de
É necessário
industrializaçã
para
o de chocolate
armazenagem
e Panificação
correta do
da Escola
produto,
SENAI "Prof.
aumentando sua
Dr. Euryclides
vida de
de Jesus
prateleira.
Zerbini".
149
Armazenamento
Retirada das
cascas da
semente torrada
Higienização final
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
24/03/2014
7º Teste
prático
Júlia
Planta de
industrializaçã
o de chocolate
e Panificação
Para evitar a
da Escola
recontaminação.
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Equipe
Planta de
industrializaçã
o de chocolate
Para melhor
e Panificação
drageamento do
da Escola
produto.
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Manualmente.
R$: 0,00
Equipe
Planta de
industrializaçã
o de chocolate
Para evitar
e Panificação
contaminações,
da Escola
manter a ordem
SENAI "Prof.
e a limpeza.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Tabela 69 - 5W2H – Planejamento 8º teste prático
What?
(O quê?)
Análise de sódio
Higienização
When?
(Quando?)
31/03/2014
8º Teste
prático
31/03/2014
8º Teste
prático
Who?
(Quem?)
Julia
Pâmela
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How much?
(Quanto?)
Determinar um
um componente
importante na
composição do
produto.
Laboratório
de
Bromatologia
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Planta de
industrializaç
ão de
Utilizando
chocolate e
detergente,
Panificação bucha , água,
da Escola
álcool 70% e
SENAI "Prof.
toalhas de
Dr. Euryclides
papel.
de Jesus
Zerbini".
R$: 6,00
Evitar a
contaminação
150
Torrefação da
semente de
abóbora sem
casca
Armazenamento
Higienização
final
31/03/2014
8º Teste
prático
31/03/2014
8º Teste
prático
31/03/2014
8º Teste
prático
Julia
Planta de
industrializaç
ão de
Diminuir a
chocolate e
umidade e
Panificação
possibilitar a
da Escola
retirada da casca SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Júlia
Para evitar a
recontaminação.
Planta de
industrializaç
ão de
chocolate e
Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Para evitar
contaminações,
manter a ordem
e a limpeza.
Planta de
industrializaç
ão de
chocolate e
Panificação
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Why?
(Por que?)
When?
(Onde?)
How?
(Como?)
How much?
(Quanto?)
Verificar o
teor de sódio
Laboratório de
Bromatologia
da Escola
SENAI “Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando o
equipamento
Fotômetro de
chamas
R$: 0,00
Planta de
industrialização
de chocolate e
Evitar a
Panificação da
contaminação Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Equipe
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Tabela 70 - 5W2H – Planejamento 9º teste prático
What?
(O quê?)
Finalizar análise
de sódio
Higienização
When?
(Quando?)
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
Who?
(Quem?)
Júlia e
Carmen
Pâmela e
Bruna
151
Pesagem das
matérias-primas
Preparação da
solução selante
Preparação do
xarope de
adesão
Preparação do pó
de secagem
Drageamento
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Planta de
Utilizando
industrialização
balança semide chocolate e
analítica,
Panificação da
espátula,
Escola SENAI
saquinho
"Prof. Dr.
plástico e
Euryclides de
béquer.
Jesus Zerbini".
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
goma arábica
e água em
béquer.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
água, açúcar,
dextrina e sal
em um
béquer com
espátula.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
Misturando
industrialização
farinha de
de chocolate e
trigo, goma
Panificação da
arábica e sal
Escola SENAI
em um
"Prof. Dr.
béquer com a
Euryclides de
espátula.
Jesus Zerbini".
R$: 0,00
Aumenta o
peso do
produto além
de favorecer
as
característica
s
organoléptica
s do produto.
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó
de secagem
béquer e
peneira.
R$: 0,00
152
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Torração do
drageado
Higienização
Aplicação da
solução de
finalização
Resfriamento
Armazenamento
Higienização final
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
07/04/2014
9º Teste
prático
Pâmela e
Bruna
Planta de
industrialização
Controle da
de chocolate e
umidade final
Panificação da
do produto.
Escola SENAI
Dar crocância
"Prof. Dr.
ao produto.
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Pâmela e
Bruna
Planta de
industrialização
de chocolate e
Evitar a
Panificação da
contaminação Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 0,00
Pâmela e
Bruna
Para dar
brilho ao
drageado.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Pâmela e
Bruna
É necessário
para
armazenage
m correta do
produto,
aumentando
sua vida de
prateleira.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
bandeja.
R$: 0,00
Pâmela e
Bruna
Para evitar a
recontaminaç
ão.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Pâmela e
Bruna
Planta de
industrialização
Para evitar
de chocolate e
contaminaçõe
Panificação da
s, manter a
Escola SENAI
ordem e a
"Prof. Dr.
limpeza.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
153
Tabela 71 - 5W2H – Planejamento 10º teste prático
What?
(O quê?)
Calibrar o
Fotômetro
de chamas
Fazer a
leitura da
análise de
sódio
Retirar as
cascas da
semente de
abóbora
crua
Pesagem
dos
ingredientes
Why?
(Por que?)
Where?
(Onde?)
How?
(Como?)
How
much?
(Quanto?)
Realizar
posterior
análise de
sódio
Laboratório de
Bromatologia
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando
diversas
concentrações
de soluções de
sódio.
R$: 0,00
Verificar o
teor de
sódio
Laboratório de
Bromatologia
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Utilizando o
equipamento
Fotômetro de
chamas
R$: 0,00
14/04/2014
10º Teste prático
Pâmela e Bruna
Produzir
uma
farinha.
Planta de
industrializaçã
o de chocolate
da Escola
SENAI "Prof.
Dr. Euryclides
de Jesus
Zerbini".
Manualemente
com auxílio de
espátula.
R$: 0,00
14/04/2014
10º Teste prático
Planta de
Para atingir
industrializaçã
a precisão
o de chocolate
na
da Escola
Pâmela e Bruna pesagem
SENAI "Prof.
dos
Dr. Euryclides
ingredientes
de Jesus
utilizados
Zerbini".
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 0,00
When? (Quando?) Who? (Quem?)
14/04/2014
10º Teste prático
14/04/2014
10º Teste prático
Júlia e Carmen
Júlia e Carmen
Tabela 72 - 5W2H – Planejamento 11º teste prático
What?
(O quê?)
Preparar
amostras para
análise de sódio
When?
(Quando?)
12/05/2014
11º Teste
prático
Who?
(Quem?)
Júlia e
Carmen
Why? (Porquê?) Where? (Onde?)
Realizar análise
de sódio por
fotometria de
chamas
154
Laboratório de
Bromatologia da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
How?
(Como?)
How
much?
(Quanto?)
Seguindo o
método de
análise de
sódio do 8º
teste prático.
R$: 0,00
Preparar o
diluente para
análise
microbiológica
Higienização
Pesagem das
matérias-primas
Preparação da
solução selante
Preparação do
xarope de
adesão
Preparação do pó
de secagem
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
Júlia e
Carmen
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
Realizar análise
microbiológica de
Salmonella em
Compact Dry
Laboratório de
Microbiologia da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
balança
analítica,
água
destilada e
peptona.
R$: 0,00
Evitar a
contaminação
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Para atingir a
precisão na
pesagem dos
ingredientes
utilizados
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
balança semianalítica,
espátula,
saquinho
plástico e
béquer.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
goma arábica
e água em
béquer.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
água, açúcar,
dextrina e sal
em um
béquer com
espátula.
R$: 0,00
Etapa do
processo de
drageamento
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Misturando
farinha de
trigo, goma
arábica e sal
em um
béquer com a
espátula.
R$: 0,00
155
Drageamento
Torração do
drageado
Higienização
Aplicação da
solução de
finalização
Resfriamento
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
Aumenta o peso
do produto além
de favorecer as
características
organolépticas
do produto.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando a
Drageadeira,
as sementes
de abóbora
torradas,
solução
selante,
xarope de
adesão, pó
de secagem
béquer e
peneira.
Controle da
umidade final do
produto. Dar
crocância ao
produto.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
estufa com
circulação de
ar e bandeja.
R$: 0,00
Evitar a
contaminação
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha , água,
álcool 70% e
toalhas de
papel.
R$: 0,00
Pâmela e
Bruna
Para dar brilho
ao drageado.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando a
solução de
finalização e
bandeja.
R$: 0,00
Pâmela e
Bruna
É necessário
para
armazenagem
correta do
produto,
aumentando sua
vida de
prateleira.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
bandeja.
R$: 0,00
Pâmela e
Bruna
Pâmela e
Bruna
Pâmela e
Bruna
156
R$: 0,00
Armazenamento
Higienização final
12/05/2014
11º Teste
prático
12/05/2014
11º Teste
prático
Pâmela e
Bruna
Pâmela e
Bruna
Para evitar a
recontaminaçao.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
embalagem
plástica.
R$: 0,05
Para evitar
contaminações,
manter a ordem
e a limpeza.
Planta de
industrialização
de chocolate e
Panificação da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando
detergente,
bucha, água,
álcool 70% e
toalhas de
papel.
R$: 6,00
Tabela 73 - 5W2H – Planejamento 12º teste prático
What? (O
quê?)
Análise
sensorial de
aceitação
When?
(Quando?)
19/05/2014
12º Teste
prático
Who?
(Quem?)
Why? (Porquê?)
Where?
(Onde?)
How?
(Como?)
How much?
(Quanto?)
Equipe
Determinar a
aceitação do
produto com a
formulação final.
Planta de
Chocolate da
Escola SENAI
"Prof. Dr.
Euryclides de
Jesus Zerbini".
Utilizando 1
amostras,
ficha de notas
e quesitos e
50
provadores.
R$: 0,00
157
158
6 Referências Bibliográficas
ABASE / SIMABESP (Bahia). VENDA DE SALGADINHO DEVE CRESCER NA
COPA. 2010.
Disponível
em:
<http://www.simabesp.org.br/news/infointeg.asp?Codigo_noticia=2485>. Acesso em:
31 jan. 2014.
ABEAÇO.
Tipos
de
embalagens.
Disponível
<http://www.abre.org.br/setor/apresentacao-do-setor/a-embalagem/tipos-deembalagens/>. Acesso em: 14 mar. 2014.
em:
ABIMA - Associação Brasileira das Indústrias de Massas Alimentícias e Pão &
Bolo. Produção
e
consumo
de
trigo. Disponível
em:
<http://www.abima.com.br/estatistica_trigo.php#tabs>. Acesso em: 31 jan. 2014.
ABIQUIFI. EXPORTAÇÕES DO INTERESSE DO SETOR FARMOQUÍMICO ACIMA
DE US$ 17.000 EFETUADAS DURANTE O ANO DE 2012. Disponível em:
<www.abiquifi.org.br/mercado/EST_EXP.pdf>. Acesso em: 31 jan. 2014.
ABRE
ASSOCIAÇÃO
BRASILEIRA
DE
EMBALAGEM. TIPOS
DE
EMBALAGENS. Disponível em: <http://www.abre.org.br/setor/apresentacao-dosetor/a-embalagem/tipos-de-embalagens/>. Acesso em: 14 abr. 2014.
AJINOMOTO. Glutamato monossódico CONCEITOS, APLICAÇÃO
INDÚSTRIA, SEGURANÇA ALIMENTAR E BENEFÍCIOS. Disponível
<http://ajinomotofi.com.br/docs/GLUTAMATO MONOSSÓDICO. CONCEITOS,
NA
em:
AKL, Esamir Ribeiro. Conceitos gerais sobre embalagem. Disponível em:
<http://www.ebah.com.br/content/ABAAABGcAAG/conceitos-gerais-sobreembalagem>. Acesso em: 22 maio 2014.
ANVISA.
Aditivos
alimentares.
Disponível
em:
<http://portal.anvisa.gov.br/wps/content/anvisa+portal/anvisa/perguntas+frequentes/a
limentos/a9fa1e00404f94f9a364ab89c90d54b4>. Acesso em: 12 mar. 2014.
APLICAÇÃO NA INDÚSTRIA, SEGURANÇA ALIMENTAR E BENEFÍCIOS – Revista
Aditivos&Ingredientes; – 02.2013.pdf>. Acesso em: 10 mar. 2014.
ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS DA ALIMENTAÇÃO (São
Paulo). Snacks. 2014. Disponível em: <http://abia.org.br/vst/snacks.html>. Acesso
em: 24 fev. 2014
ATACADO
União:
Açúcar.
2014.
Disponível
em:
<http://www.atacadouniao.com.br/acucar-e-adocantes/acucar-refinado-25kg.html>.
Acesso em: 06 maio 2014.
ATACADO
União:
Farinha
de
Trigo.
2014.
Disponível
em:
<http://www.atacadouniao.com.br/panificacao/farinha-trigo-suprema-25kg.html>.
Acesso em: 06 maio 2014.
BRASIL. Resolução RDC Nº 12, de 02 de Janeiro de 2001. D.O.U. - Diário Oficial
da União; Poder Executivo, 10 jan. 2001.
159
BRASIL. Resolução Rdc Nº 259, de 20 de Setembro de 2002. D.O.U. - Diário
Oficial da União; Poder Executivo, 23 set. 2002.
BRASIL. Resolução RDC Nº 259, de 20 de Setembro de 2002. D.O.U. - Diário
Oficial da União; Poder Executivo, 23 set. 2002.CHIPS, Elma. Elma Chips ®
apresenta a sua exclusiva linha de aperitivos. Disponível em:
<http://www.pepsico.com.br/elma-chips-apresenta-a-sua-exclusiva-linha-deaperitivos-1>. Acesso em: 31 fev. 2014.
CIERO, Priscila di. Propriedades da abóbora, suas sementes e seu óleo. 2010.
Disponível em: <http://prisciladiciero.com.br/blog/propriedades-da-abobora-suassementes-e-seu-oleo>. Acesso em: 22 abr. 2014.
CORPORATIVA, Ads - Counicação. Setor de serviços representa quase 70% do
PIB
brasileiro. 2013.
Disponível
em:
<http://abralimp.org.br/banco_imagens/26022013_13Jan22x_a__Site__sua_franquia
.pdf>. Acesso em: 25 abr. 2014.
CRUZ, Sandra Helena da. A química do açúcar. 2011. Disponível em:
<http://crq4.org.br/?p=texto.php&c=quimicaviva_acucar>. Acesso em: 14 mar. 2014
DRAGEADEIRA.
2014.
Disponível
em:
<www.codiflexmaquinas.com.br/uplods/produtos/1581BG - drageadeira.pdf>. Acesso
em: 26 maio 2014.
DESCASCADOR
de
Semente
de
Girassol.
Disponível
em:
<http://portuguese.alibaba.com/goods/sunflower-seed-huller.html>. Acesso em: 26
maio 2014.
FIESP (São Paulo). Pesquisa Nacional Fiesp/IBOPE sobre o Perfil do Consumo
de
Alimentos
no
Brasil. 2014.
Disponível
em:
<http://www.abic.com.br/media/EST_PESQFoodTrendsl.pdf>. Acesso em: 16 mar.
2014.
GAVA, Altanir Jaime; SILVA, Carlos Alberto Bento da; FRIAS, Jenifer Ribeiro Gava.
Tecnologia de Alimentos: Princípios e Aplicações. São Paulo: Nobel, 2009. 512
p.
IBGE - Instituto Brasileiro de Geografia e Estatística. Pesquisa de Orçamentos
Familiares: 2008-2009.
2011.
Disponível
em:
<http://www.ibge.gov.br/home/estatistica/populacao/condicaodevida/pof/2008_2009_
analise_consumo/pofanalise_2008_2009.pdf>. Acesso em: 07 fev. 2014.
INDUSTRIALIZADOS, Abima - Associação Brasileira das Indústrias de Massas
Alimentícias e Pão & Bolo. Produção e consumo de trigo. Disponível em:
<http://www.abima.com.br/estatistica_trigo.php#tabs>. Acesso em: 31 jan. 2014.
INGREDIENTES, Aditivos e. O Sal e seus subtitutivos. Disponível em:
<http://www.insumos.com.br/aditivos_e_ingredientes/materias/246.pdf>. Acesso em:
12 mar. 2014
160
KIKKOMAN.
A
história
do
molho
de
soja.
Disponível
em:
<http://www.kikkoman.com/soysaucemuseum/portugal/history/01.shtml>. Acesso em:
13 mar. 2014
KOMBINI: Shoyu Light. 2014. Disponível em: <http://konbini.com.br/molho-sojashoyu-light-sakura-500ml.html>. Acesso em: 06 maio 2014.
LUPATINI,
Eroni. SEMENTE
DE
ABÓBORA. 2014.
Disponível
<http://www.eronilupatini.com/?p=298>. Acesso em: 28 mar. 2014.
em:
MACEDO, chisthian Gomes; AMBIEL, Cristiana; SOUZA, Cyleni Regattieri Abreu.
Industrialização de Balas, chocolates e confeitos. São Paulo; 2007. [Apostila do
Curso Técnico de Alimentos do SENAI – São Paulo]
MATIAS, Beth. Consumo de alimentos saudáveis no Brasil cresce 82%. 2010.
Disponível
em:
<http://www.agenciasebrae.com.br/noticia.kmf?canal=199&cod=10042595>. Acesso
em: 03 mar. 2014.
MINISTÉRIO DA SAÚDE. ROTULAGEM NUTRICIONAL OBRIGATÓRIA: MANUAL
DE ORIENTAÇÃO AOS CONSUMIDORES: Rotulagem Nutricional Obrigatória
Manual de Orientação aos Consumidores Educação para o Consumo Saudável.
Brasília,
2001.
45
p.
Disponível
em:
<http://www.anvisa.gov.br/alimentos/rotulos/manual_rotulagem.PDF>. Acesso em:
24 abr. 2014.
MINTEL
GROUP
LTD.
(London). Crackers. 2009.
Disponível
<http://store.mintel.com/crackers-us-february-2009>. Acesso em: 31 jan. 2014.
MOINHOS. 2014. Disponível
Acesso em: 26 maio 2014.
em:
em:
<http://solabcientifica.com.br/moinhos.html>.
NASCIMENTO, Warley Marcos; PESSOA, Homero B.s.v.; SILVA, Patrícia P.
da. PRODUÇÃO DE SEMENTES HÍBRIDAS DE ABÓBORA DO TIPO
TETSUKABUTO. 2011. XI Curso sobre Tecnologia de Produção de Sementes de
Hortaliças.
Disponível
em:
<http://www.alice.cnptia.embrapa.br/bitstream/doc/911280/4/palestra16CursoSement
esHortalicas11.pdf>. Acesso em: 01 maio 2014
OLIVEIRA, Renata B. et al. SAUDABILIDADE E SUSENTABILIDADE NA CADEIA
PRODUTIVA
DO
AMENDOIM. 2012.
Disponível
em:
<http://www.cnpma.embrapa.br/eventos/2012/ciic/cd_anais/Artigos/re12245.pdf>.
Acesso em: 18 mar. 2014.
PÃO
de
Açúcar:
Sal
Light.
2014.
Disponível
em:
<http://www.paodeacucar.com.br/produto/13448/sal-refinado-light-cisne-500g>.
Acesso em: 06 maio 2014.
PEREIRA,
Edimir
Andrade.
Alimentos
Drageados.
Disponível
<http://alimentosebebidas.drupalgardens.com/content/alimentos-drageados>.
Acesso em: 02 mar. 2014.
161
em:
POTSCH,
Andréa.
Molho
Inglês.
2011.
Disponível
em:
<http://www.aromasesabores.com/2011/11/molho-ingles.html#ixzz2wJe9aUQt>.
Acesso em: 14 mar. 2014
PRADO, Marcelo Alexandre; GODOY, Helena Teixeira. CORANTES ARTIFICIAIS
EM
ALIMENTOS.
2003.
Disponível
em:
<http://servbib.fcfar.unesp.br/seer/index.php/alimentos/article/viewFile/865/744>. Acesso em: 18
maio 2014.
PREFEITURA DE JAGUARIUNA. Formulários de Requisitos – 2014. Disponívels
em: http://www.jaguariuna.sp.gov.br/portaljag/?page_id=7480cs. Acesso em: 15 mar.
1014.
QUEIROZ, Manoel Abílio de. Germplasm of Cucurbitaceae in Brazil. 2004. Crop
Breeding
and
Applied
Biotechnology.
Disponível
em:
<http://www.sbmp.org.br/cbab/siscbab/uploads/c8128f42-4015-76ad.pdf>.
Acesso
em: 30 abr. 2014.
REVISTA, Doce. Por que o segmento de snacks saudáveis ainda está longe de
esgotar o seu potencial. Disponível em: <http://www.docerevista.com.br/samplesites/nesta-edicao/78-revista/228-edicao-225-pdv>. Acesso em: 31 fev. 2014.
RUFFI, Cristiane R. Gomes. Ingredientes: Farinhas e Amidos. Campinas; 2011.
[Apostila do ITAL – Instituto de Tecnologia de Alimentos]
SANTOS, Jardel Oliveira. ADAPTABILIDADE E ESTABILIDADE DE PRÉCULTIVARES DE ABÓBORA (Cucurbita moschata D.) NAS CONDIÇÕES DO
NORTE E DO NOROESTE FLUMINENSE. 2013. 130 f. Tese (Doutorado) - Curso de
Genética e Melhoramento de Plantas, Universidade Estadual do Norte Fluminense
Darcy Ribeiro, Campos dos Goytacazes, 2013. Disponível em: <http://uenf.br/posgraduacao/gmp/files/2013/07/Tese-DS-Jardel-Oliveira-Santos.pdf> Acesso em: 31
jan. 2014.
SÃO PAULO. SIMABESP. . Mercado Brasileiro de Biscoitos. 2009. Disponível em:
<http://www.simabesp.org.br/site/mercado_biscoitos_simabesp.asp>. Acesso em: 31
jan. 2014.
SILVA, Lidiane Bataglia. Tecnologia de Fabricação de Drageados Salgados.
Campinas, 2011. [Apostila do ITAL – Instituto de Tecnologia de Alimentos]
SILVA, Roberta dos Santos. Os benefícios da abóbora. 2010. Disponível em:
<http://www.abcsem.com.br/noticia.php?cod=1793>. Acesso em: 09 mar. 2014.
SIMABESP. . Mercado Brasileiro de Biscoitos. 2009. Disponível em:
<http://www.simabesp.org.br/site/mercado_biscoitos_simabesp.asp>. Acesso em: 31
jan. 2014.
SUSHI
House:
Glutamato
Monossódico.
2014.
Disponível
<http://www.sushihousesc.com.br/detalhaprodutos.php?cod=1003&sessid;=>.
Acesso em: 06 maio 2014.
162
em:
VERONEZI, Carolina Médici; JORGE, Neuza. APROVEITAMENTO DE SEMENTES
DE ABÓBORA (Cucurbita sp) COMO FONTE ALIMENTAR. Revista Brasileira de
Produtos Agroindustriais, Campina Grande, v. 15, n. 1, p.113-124, 2012.
163
Baixar