☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
ferreira_l_me_guara
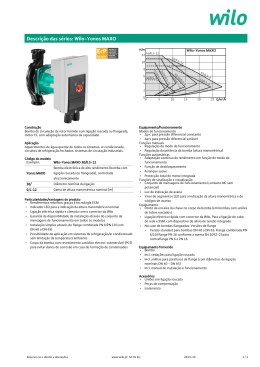
Descrição das séries: Wilo
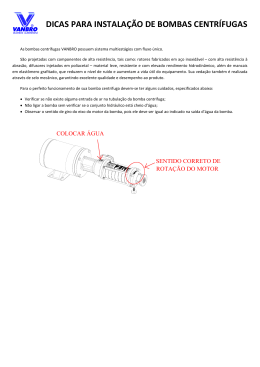
dicas para instalação de bombas centrífugas
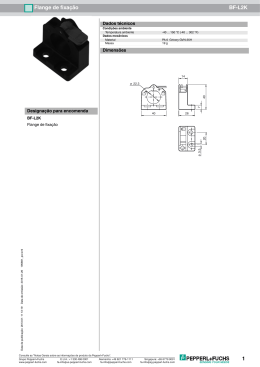
1 Flange de fixação BF L2K
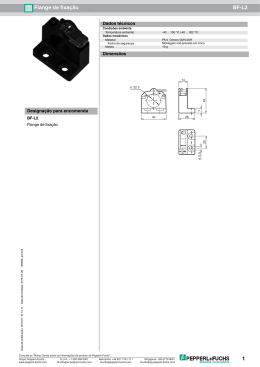
1 Flange de fixação BF L2
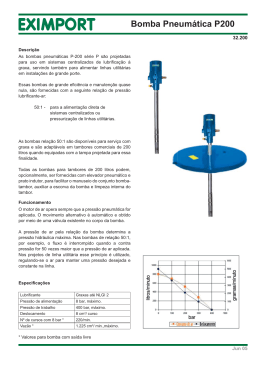
bomba pneumatica P200
SENSOR ELETROMECÂNICO DE NÍVEL PARA SÓLIDOS
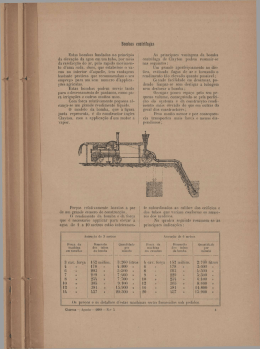
Bombas centrífugas
04191 Grampos bilaterais com giro de 90°
controle de nível