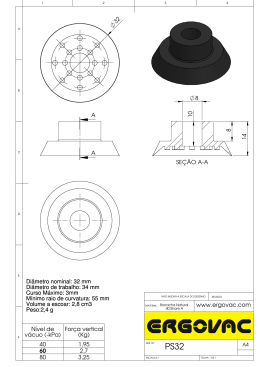
CARACTERÍSTICAS DE PEÇAS ROTACIONAIS PARA BASES DE DADOS EM TECNOLOGIA DE GRUPO José Hamilton Chaves Gorgulho Júnior Escola Federal de Engenharia de Itajubá - Departamento de Produção - [email protected] Av. BPS, 1303, Itajubá, MG, CEP: 37.500-000, Cx. Postal 50, Tel.: (035) 629-1150 Fax: (035) 629-1148 José Arnaldo Barra Montevechi Escola Federal de Engenharia de Itajubá - Departamento de Produção - [email protected] Av. BPS, 1303, Itajubá, MG, CEP: 37.500-000, Cx. Postal 50, Tel.: (035) 629-1150 Fax: (035) 629-1148 Abstract The purpose of this paper is show the definition of the characteristcs set to make a data base regarding geometrical, production and material informmation for rotational parts, in GT context. It examines the problem from applicating the data base, and make a criticism of the code based systens. Key words: Group Technology, Parts Classification, Data Base 1. Introdução Este artigo tem por finalidade apresentar a definição de um conjunto de características para formação de uma base de dados com informações de geometria, processo, material e produção para peças rotacionais. Para isto, inicialmente descreve de maneira sucinta o contexto em que se enquadra tratando sobre Tecnologia de Grupo. Em seguida é abordado o problema do uso das bases de dados e faz-se uma crítica aos sistemas baseados em códigos. Na sequência descreve-se uma metodologia para uso desta nova bases de dados e apresenta-se as características de forma detalhada. Encerra-se o artigo através de comentários sobre sua utilização. 2. Tecnologia de Grupo A Tecnologia de Grupo, ou simplesmente TG, introduzida por MITROFANOV (1958), é uma filosofia que preocupa-se com a racionalização da manufatura através da formação das “famílias de peças” e das “células de manufatura” através das similaridades. Através de sua aplicação torna-se possível otimizar ferramental, dispositivos de sujeição, preparação de máquinas, processos de fabricação, movimentação de materiais, projetos de peças e outras atividades que envolvem a fabricação (GROOVER 1987). Portanto, todas estas vantagens conseguidas através da TG refletem-se na redução de custos, simplificação dos métodos de controles, aumento da flexibilidade de produção e ganho em termos de competitividade no disputado mercado globalizado. Diversas metodologias foram, e continuam sendo, desenvolvidas para identificar similaridades entre peças. Como apresentado por LORINI (1993), os métodos podem ser divididos em análise visual, sistemas de classificação e codificação (SCC) e análise de fluxo de produção (AFP). Estes métodos, com exceção da análise visual, recebem diversas contribuições através de ferramentas diversificadas como grafos, redes neurais e lógica fuzzy entre outras. XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 1 Os sistemas de classificação e codificação (SCC’s) foram, e continuam sendo, muito aplicados na indústria, o que incentivou o desenvolvimento de vários sistemas como VUOSO, VUSTE, KC 1, KK 3, Toyoda, Brisch, Optiz, Stuttgart, Pittler, Gildemeister, Zafo, PGM, IAMA, Allis-Chalmers, CODE, Niimash, VPTI, MICLASS, GRUCON, etc. Um SCC pode ser descrito como sendo uma base de dados contendo o código, numérico ou alfanumérico, de cada peça. Este códigos são determinados pelas características das peças e relacionados normalmente em manuais do sistema. A Figura 1 apresenta, em sua parte superior, o código de uma peça qualquer composto por 26 dígitos numéricos. A parte inferior da figura apresenta a flexibilização do código, que indica quais valores determinados dígitos podem assumir para que outras peças possam ser selecionadas para formar uma família de peças. Neste exemplo as características definidas pelos dígitos 7, 8, 9, 10 e 18 foram flexibilizadas. A Tabela 1 apresenta algumas das peças encontradas que se adequaram ao código flexibilizado. 2 8 7 1 1 0 3 0 5 0 1 4 2 7 1 3 3 4 2 0 0 1 2 1 5 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 4 5 5 0 2 0 0 1 2 1 5 5 7 2 8 7 1 1 0 2 9 3 0 3 1 5 0 1 4 2 7 1 3 3 4 5 9 Figura 1 - Exemplo de códigos flexibilizados. PEÇAS ENCONTRADAS Numero da peça (fábrica) 239810 239819 239813 239807 239880 239809 Código 2871- 1029 - 5014 - 2713 - 3920 - 0121 - 55 2871- 1030 - 4514 - 2713 - 3420 - 0121 - 55 2871- 1030 - 5019 - 2713 - 3920 - 0121 - 55 2871- 1031 - 5719 - 2713 - 3420 - 0121 - 55 2871- 1029 - 5719 - 2713 - 3020 - 0121 - 55 2871- 1031 - 5019 - 2713 - 3020 - 0121 - 55 Tabela 1 - Exemplo de peças encontradas. Nota-se que o grande problema do método é a necessidade de se conhecer previamente a natureza da família que se deseja obter. Por exemplo, uma família de eixos com comprimento entre 200 e 350 mm, diâmetro entre 50 e 70 mm e material alumínio. Estes números e informações têm de ser traduzidos no códigos que os representam, mediante a consulta a manuais. Este fato é uma desvantagem, pois muitas vezes o que não se conhece é a estrutura da família e na maioria das vezes o que se deseja é isto. 3. Base de Dados Um dos princípios básicos da TG relaciona-se com a base de dados. Ela deve ser única e disponibilizar todas as informações sobre as diversas características de cada peça de forma clara para todas as áreas da empresa. Mas não é isto que se observa na prática. BILLO et al. (1988) cita que na realidade estes dados passam a ser específicos do departamento usuário do sistema. Além XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 2 disto o uso de códigos dificulta a interpretação dos dados por parte das pessoas, que passam a ter que contar com o auxílio de manuais ou programas. O uso de códigos é comum. O encontramos em bibliotecas, documentos e em inúmeras outras aplicações. Sua difusão ocorreu devido às limitações de processamento e de capacidade de armazenamento dos velhos computadores. Manipular o nome de uma peça e, por exemplo, suas dimensões básicas exigiria recursos que não estavam disponíveis. Além disto havia o problema da programação e também as dificuldades da interface. Trabalhar com códigos simplificava todas as tarefas para o computador e complicava as tarefas para o usuário do sistema. Entre os problemas dos SCC’s apontados por HYER; WEMMERLOV (1989) estão as deficiências dos manuais do software e também o próprio processo de instalação e manutenção. Incluir ou alterar uma pequena característica em um software tornava-se altamente complicado. Este fator obrigou as empresas a se adaptarem aos pacotes existentes. Figura 2 - Dificuldade de utilização dos sistemas baseados em códigos. Hoje este tipo de abordagem já deveria ter sido abolido em grande parte das aplicações. O poder de processamento dos modernos microcomputadores, aliado à sua grande capacidade de armazenamento e fazendo uso de linguagens de programação orientadas a objetos permite a geração de sistemas onde as bases de dados armazenem todas as informações das suas peças sem a necessidade do uso de códigos. Em seu trabalho WINBLAD et al. (1993) defendem o uso de bases de dados orientadas a objetos em engenharia. Estes modernos sistemas possuem programação mais ágil e flexível devido ao uso de interfaces gráficas amigáveis. Alteração no sistema são mais simples e causam muito menos transtornos. A familiarização do usuário com o sistema é mais rápida e intuitiva, requisitando pouco treinamento e manuais mais objetivos. A grande vantagem vem através da produtividade que o sistema proporciona e principalmente da possibilidade de todos os setores da empresa poderem compartilhar dos mesmos dados. 4. Metodologia Uma metodologia para trabalhar com este tipo de base de dados é sugerida por MONTEVECHI (1995). Em seu trabalho a identificação de famílias de peças e células de fabricação se faz através do uso da lógica fuzzy sobre uma base de dados que contém informações de geometria, material, processo e produção. XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 3 Para formar famílias de peças esta metodologia atribui pertinências à características selecionadas. Por exemplo, deseja-se formar uma família de peças com largura máxima entre 50 e 70 mm, altura até 25 mm, comprimento entre 110 e 125 mm, contendo entre 5 a 10 furos passantes de diâmetro superior a 15 mm, de aço 1050, e complexidade baixa. As características quantitativas como altura, largura, comprimento, diâmetro e número de furos tem pertinência atribuída através de expressões matemáticas ou gráficos. Características qualitativas como complexidade tem pertinência atribuída pelo método de análise hierárquica (conhecido como AHP - Analytic Hierarchy Process). Após a atribuição de pertinências às características a metodologia utiliza-se de um algoritmo para formação dos agrupamentos similares. Este método é utilizado quando se conhece previamente a natureza da família que se deseja obter. Mas também é possível fazer com que o próprio algoritmo identifique famílias sem que sejam fornecidos valores limitantes e sim definindo um “índice de similaridade” (alfa-cut). A base de dados de seu trabalho possuía características de peças prismáticas. A finalidade deste trabalho é de definir e propor um conjunto de características para peças rotacionais e assim completar esta parte da metodologia. 5. Características Influenciaram na definição destas características os trabalhos de LORINI (1993), MONTEVECHI (1995), PEKLENIK et al. (1984), PEKLENIK et al. (1980), BHADRA; FISCHER (1988) e SHAH; BHATNAGAR (1989). A Tabela 2 apresenta características gerais enquanto a Tabela 3 apresenta características geométricas, seus itens e uma pequena figura de exemplo. Característica Tecnologia Material Lote Item tolerância mais apertada melhor acabamento superficial complexidade nome resistência dureza velocidade ótima de corte maior lote para produção menor lote para produção produção anual máxima produção anual mínima Tabela 2 - Características gerais para peças rotacionais. Característica Forma básica Item diâmetro máximo comprimento máximo Visualização XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 4 Redução de diâmetro uma extremidade ambas extremidades central número de diâmetros Simetria longitudinal transversal Elementos cônicos (externos) número de elementos maior inclinação menor inclinação Elementos cônicos (internos) número de elementos maior inclinação menor inclinação Roscas (externas paralelas) número de roscas maior diâmetro nominal menor diâmetro nominal maior passo menor passo maior comprimento roscado menor comprimento roscado Roscas (externas cônicas) número de roscas maior diâmetro nominal menor diâmetro nominal maior passo menor passo maior comprimento roscado menor comprimento roscado XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 5 Roscas (internas paralelas) número de roscas maior diâmetro nominal menor diâmetro nominal maior passo menor passo maior comprimento roscado menor comprimento roscado Roscas (internas cônicas) número de roscas maior diâmetro nominal menor diâmetro nominal maior passo menor passo maior comprimento roscado menor comprimento roscado Canais (externos) número de canais largura máxima largura mínima profundidade máxima profundidade mínima máximo ângulo da parede mínimo ângulo da parede raio do fundo raio da borda Canais (internos) número de canais largura máxima largura mínima profundidade máxima profundidade mínima máximo ângulo da parede mínimo ângulo da parede raio do fundo raio da borda Furos longitudinais número de furos número de diâmetros diâmetro máximo diâmetro mínimo comprimento máximo comprimento mínimo cego ou vazado Furos longitudinais (fora de centro) número de furos diâmetro máximo diâmetro mínimo raio de centros máximo raio de centros mínimo comprimento máximo comprimento mínimo ângulo com o eixo XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 6 Furos transversais número de furos diâmetro máximo diâmetro mínimo comprimento máximo comprimento mínimo ângulo com o eixo Elementos esféricos número de elementos diâmetro do elemento diâmetro da conecção Tabela 3 - Características geométricas para peças rotacionais. 6. Conclusão A utilização de bases de dados que não fazem uso de códigos permite sua utilização simultânea por todos os setores da empresa. Dessa forma os dados passam a ser centralizados em um único servidor e evita-se os riscos de duplicação de informações em locais diferentes, com códigos diferentes e a possibilidade de valores diferentes. O poder de programação e a flexibilidade de manipular dados é a grande arma para desenvolver aplicações que manipulem grande volume de informações com alta performance. Junto a isto há todas as facilidades de comunicação com o usuário através de interfaces mais intuitivas e simples que possibilitam um aumento na produtividade. Além desses fatos deve-se estar atento as ferramentas de manutenção do sistema que possibilitam incluir, excluir ou alterar a estrutura de armazenamento dos dados sem afetar o sistema como um todo. Assim os antigos problemas de adaptação da empresa ao pacote adquirido estarão definitivamente eliminados. A cada momento os recursos fornecidos pela informática estão mais próximos das funções executadas no dia-a-dia, seja em casa, no trabalho ou no laser. Deve-se acompanhar este desenvolvimento e buscar aplicá-lo na solução dos problemas que existem e fazer com que a máquina simplifique o trabalho do Homem e o libere para as funções de que realmente é capaz de exercer. 7. Bibliografia BILLO, R. E.; RUCKER, R.; SHUNK, D. L., “Enhancing group technology modeling with database abstractions”, Journal of Manufacturing Systems 7, no. 2, p. 95-106, 1988. BHADRA, A.; FISCHER, G. W., “A new GT classification approach: a data base with graphical dimensions”, American Society of Mechanical Engineers, p. 44-49, 1988. GROOVER, M. P., “Automation, production system and computer integrated manufacturing”, Prentice-Hall, Inc., 1987. HYER, N. L.; WEMMERLOV, U., “Group Technology in the US manufacturing industry: a survey of current pratices”, International Journal of Production Research 27, no. 8, 1287-1304, 1989. LORINI, F. J., “Tecnologia de grupo e organização da manufatura”, Editora da UFSC, Florianópolis, 1993. MITROFANOV, S. P., “Princípios científicos da tecnologia de grupo”, 1958. MONTEVECHI, J. A. B., “Contribuição para identificação de similaridades entre peças abordagem baseada na lógica fuzzy em sistemas de apoio computadorizados”, Tese de Doutorado, Poli USP, São Paulo, 1995. XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 7 PEKLENIK, J., GRUM, J., “Investigation of the computer aided classification of parts”, Annals of the CIRP, Vol 29, no. 1, p. 319-323, 1980. PEKLENIK, J., GRUM, J,; LOGAR, B., “An integraded approach to CAD/CAPP/CAM and group technology by pattern recognittion”, 16th CIRP International Seminar on Manufacturing Systems, Tokyo, Japan, 1984. SHAH, J. J., BHATNAGAR, A. S., “Group technology classification from feature-based geometric models”, American Society of Mechanical Engineers, p. 204-213, 1989. WINBLAD, A. L.; EDWARDS, S. D.; KING, D. R., “Software orientado ao objeto”, Editora McGraw-Hill Ltda., 1993. XVII ENEGEP, Universidade do Rio Grande do Sul, Gramado - RS, 06 a 09 de Outubro, 1997. 8
Baixar