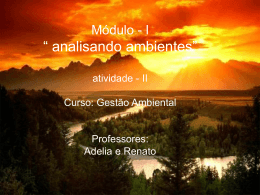
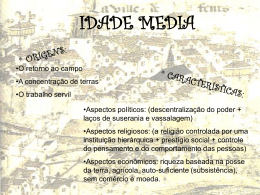
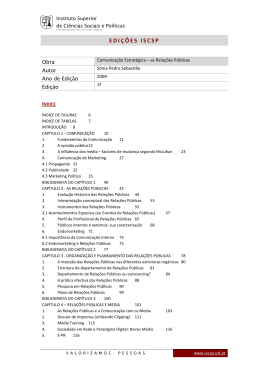
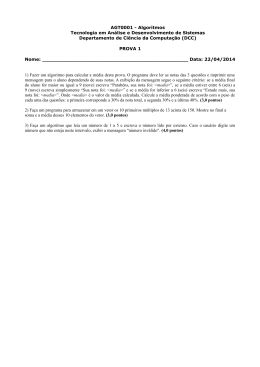
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO MESTRADO EM ENGENHARIA DE PRODUÇÃO MARCO ANTONIO SUBTIL MACEDO CONTRIBUIÇÃO METODOLÓGICA PARA A DETERMINAÇÃO DA CRITICIDADE DE EQUIPAMENTOS NA GESTÃO DA MANUTENÇÃO DISSERTAÇÃO PONTA GROSSA 2011 MARCO ANTONIO SUBTIL MACEDO CONTRIBUIÇÃO METODOLÓGICA PARA A DETERMINAÇÃO DA CRITICIDADE DE EQUIPAMENTOS NA GESTÃO DA MANUTENÇÃO Dissertação apresentada como requisito parcial à obtenção do título de Mestre em Engenharia de Produção, do Programa de Pós-Graduação em Engenharia de Produção, Universidade Tecnológica Federal do Paraná, Área de Concentração: Gestão Industrial, Orientador: Prof. Dr. Jhon Jairo Ramirez Behainne PONTA GROSSA 2011 Dedico este trabalho à minha família, pelos momentos de ausência. AGRADECIMENTOS Certamente estes parágrafos não irão atender a todas as pessoas que fizeram parte dessa importante fase de minha vida. Portanto, desde já peço desculpas àquelas que não estão presentes entre essas palavras, mas elas podem estar certas que fazem parte do meu pensamento e de minha gratidão. Agradeço ao meu orientador Prof. Dr. Jhon Jairo Ramirez Behainne e ao Prof. Dr. Rui Francisco Martins Marçal pela sabedoria com que me guiaram nesta trajetória. Aos meus colegas de sala. A Secretaria da Pós-Graduação, pela cooperação. Gostaria de deixar registrado também, o meu reconhecimento à minha família, pois acredito que sem o apoio deles seria muito difícil vencer esse desafio. E por último, e nem por isso menos importante, agradeço a minha esposa pelo carinho, amor e compreensão. Enfim, a todos os que por algum motivo contribuíram para a realização desta pesquisa. RESUMO MACEDO, Marco Antonio Subtil. Contribuição Metodológica para a Determinação da Criticidade de Equipamentos na Gestão da Manutenção. 105 f. Dissertação (Mestrado em Engenharia de Produção) – Programa de Pós-Graduação em Tecnologia, Universidade Tecnológica Federal do Paraná. Ponta Grossa, 2010. Esta dissertação teve como propósito desenvolver uma metodologia alternativa para determinar a criticidade de equipamentos industriais nas empresas, a fim de contribuir na orientação dos gestores envolvidos nas atividades dos sistemas de planejamento e controle da manutenção (PCM). A metodologia proposta consistiu na adequação de modelos e procedimentos já existentes na literatura, bem como na consideração de novos critérios de avaliação da criticidade, visando o seu cálculo de forma quantitativa e qualitativa com menores desvios em relação às informações coletadas em campo.O novo procedimento foi aplicado e testado em duas empresas nacionais, uma de mineração e outra de alimentos, obtendo-se resultados mais ajustados à realidade das empresas sob estudo quando comparado com os apresentados a partir das metodologias previamente existentes. Especificamente, o modelo proposto apresentou maior concordância com os critérios já utilizados na empresa do setor alimentício. Finalmente, visando futuras melhoras, o novo procedimento foi submetido a análise para o levantamento das suas demandas práticas e vulnerabilidades. Palavras-chave: Criticidade de equipamentos, Planejamento da manutenção. ABSTRACT MACEDO, Marco Antonio Subtil Macedo. A Methodological Contribution for Assessing the Equipments Criticality in Maintenance Management. 105 f. Dissertation (Master in Production Engineering) - Graduate Program in Production Engineering, Federal Technological University of Paraná. Ponta Grossa, 2010. This work aimed to develop an alternative methodology to determine the criticality of equipments in factories, in order to contribute in guiding managers involved in the activities of planning and control systems maintenance (PCM). The methodology consisted in considering modifications of existing models and procedures found in the literature, as well as consideration of new criteria for assessing criticality, aiming its calculation of quantitative and qualitative minor deviations from the information collected. The new procedure was applied and tested in two Brazilian companies, one dedicated to mining and other to foods activities, getting more results adjusted to the reality of companies under study when compared with those presented from the previously existing methods. Regarding the authors analyzed the model presented greater concordance with the criteria already used in the business of the food industry. Finally, aiming at further improvements, the new procedure was analyzed to compile their practical demands and vulnerabilities. . Keywords: Equipment criticality, Planning of maintenance. LISTA DE FIGURAS Figura 1 – Forças competitivas em equilíbrio numa organização..................... 15 Figura 2 – Forças competitivas desbalanceadas numa organização. .............. 16 Figura 3 – Determinação da vida útil de um equipamento com base em variáveis de custo............................................................................................. 23 Figura 4 – Interação das diversas áreas da manutenção ................................. 27 Figura 5 – Elementos chave da gestão estratégica da manutenção. ............... 29 Figura 6 – Modelo para identificação das ações de melhoria no desempenho dos equipamentos produtivos........................................................................... 32 Figura 7 - Recursos de entrada e saída do processo de transformação .......... 36 Figura 8 - Fluxograma do desenvolvimento da pesquisa. ................................ 50 Figura 9 - Peso das condições dos critérios de criticidade dos equipamentos 58 Figura 10 - Tela da ferramenta do modelo proposto ........................................ 59 LISTA DE TABELAS Tabela 1 – Exemplo de aplicação da matriz de Mudge .................................... 41 Tabela 2 - Gravidade dos critérios de criticidade ............................................. 43 Tabela 5 - Aplicação da matriz para levantamento da hierarquia dos critérios de criticidade de um equipamento......................................................................... 55 Tabela 6 - Hierarquia dos critérios de criticidade ............................................. 56 Tabela 7 - Grau de importancia dos critérios de criticidade para equipamentos conforme critérios de Fuentes (2006)............................................................... 61 Tabela 8 - Critério de criticidade de equipamentos reserva ............................. 63 Tabela 9 - Aplicação do modelo utilizando critérios de Fuentes (2006) ........... 63 Tabela 10 - Criticidade de cada fator de criticidade – Modelo de Fuentes(2006) ......................................................................................................................... 64 Tabela 11 - Criticidade de cada critério de criticidade – Modelo deste trabalho – empresa de mineração ..................................................................................... 66 Tabela 12 - Comparação entre critérios de Fuentes (2006) com o deste trabalho - empresa de mineração..................................................................... 68 Tabela 13 - Aplicação do modelo utilizando critérios de Fuentes (2006) empresa setor alimentício ................................................................................ 71 Tabela 13 - Aplicação do modelo utilizando critérios de Fuentes (2006) empresa setor alimentício ................................................................................ 72 Tabela 14 - Média da criticidade dos critérios de criticidade – Modelo de Fuentes (2006) - empresa setor alimentício ..................................................... 73 Tabela 15 - Aplicação do modelo utilizando critérios da proposta deste trabalhoempresa setor alimentício ................................................................................ 75 Tabela 16 - Criticidade de cada fator de criticidade – Modelo proposto pelo trabalho – empresa setor alimentício ............................................................... 76 Tabela 17 - Comparação dos resultados obtidos a partir do modelo de Fuentes (2006) e proposto neste trabalho ..................................................................... 80 Tabela 18 - Alteração das faixas para classificação de criticidade................... 83 Tabela 19 - Nova condição de criticidade após de serem alteradas as faixas de criticidade- empresa de mineração .................................................................. 83 Tabela 20 - Nova condição de criticidade após de serem alteradas as faixas de criticidade- empresa de alimentação ................................................................ 85 Tabela 21 – Matriz de Mudge ........................................................................... 93 Tabela 22 – Matriz de Mudge soma dos pesos do critério “B” ......................... 94 LISTA DE QUADROS Quadro 1 - Diferenças entre eficiência e eficácia ............................................. 27 Quadro 2 - Estratégia do modelo do planejamento da manutenção x modelo de produção .......................................................................................................... 32 Quadro 3 - Fatores influenciadores na excelência da manutenção.................. 34 Quadro 4- Matriz de decisão de criticidade ...................................................... 44 Quadro 5 - Procedimento para calcular a criticidade de um equipamento ....... 47 Quadro 6 – Critérios a serem adotados no modelo .......................................... 53 Quadro 6 – Citérios a serem adotados no modelo ........................................... 54 Quadro 7 - Peso das condições dos critérios de criticidade dos equipamentos57 Quadro 6 – Critérios de criticidade – exemplo apêndice. ................................. 93 LISTA DE GRÁFICOS Gráfico 1 - Hierarquia dos fatores de criticidade utilizando critérios de Fuentes (2006) – empresa de mineração ............................................................... 65 Gráfico 2 - Hierarquia dos fatores de criticidade utilizando critérios deste trabalho– empresa de mineração ..................................................................... 67 Gráfico 3 - Hierarquia dos fatores de criticidade utilizando critérios de Fuentes (2006) – empresa do setor alimentício ............................................................. 74 Gráfico 4 - Hierarquia dos fatores de criticidade utilizando critérios deste trabalho – empresa setor alimentício ............................................................... 79 SUMÁRIO 1 INTRODUÇÃO........................................................................................... 15 1.1 1.2 1.3 1.4 1.4.1 1.4.2 2 TEMA: NO CONTEXTO ......................................................................... 15 JUSTIFICATIVA ..................................................................................... 18 DELIMITAÇÃO DO PROBLEMA ............................................................ 19 OBJETIVOS ........................................................................................... 20 Objetivo Geral......................................................................................... 20 Objetivos Específicos ............................................................................. 20 MARCO TEÓRICO .................................................................................... 21 2.1 MANUTENÇÃO ...................................................................................... 21 2.2 ESTRATÉGIAS E CONCEPÇÕES DE MANUTENÇÃO ........................ 24 2.3 GESTÃO DA ESTRATÉGICA DA MANUTENÇÃO ................................ 28 2.4 PLANEJAMENTO E CONTROLE DA MANUTENÇÃO (PCM) ............... 30 2.5 EXCELÊNCIA DA MANUTENÇÃO ........................................................ 33 2.6 PROCESSO PRODUTIVO E CRITICIDADE DOS EQUIPAMENTOS ... 35 2.7 CRITICIDADE NA MANUTENÇÃO ........................................................ 38 2.7.1 Metodologia Para Determinar Equipamentos Críticos Segundo Fabro (2003) ............................................................................................................... 39 2.7.2 Metodologia para definição da Criticidade de equipamentos na visão de Fuentes (2006) ................................................................................................. 44 3 METODOLOGIA ........................................................................................ 49 3.1 DEFINIÇÃO DO MODELO ..................................................................... 50 3.2 DEFINIÇÃO DOS CRITÉRIOS DE CRITICIDADE ................................. 52 3.3 GRAU DE IMPORTANCIA DOS CRITÉRIOS DE CRITICIDADE .......... 54 3.4 DEFINIÇÃO DO PESO DA CONDIÇÃO DE CADA CRITÉRIO DE CRITICIDADE .................................................................................................. 56 3.5 CÁLCULO DA CRITICIDADE ................................................................. 58 4 TESTE DO MODELO PROPOSTO ........................................................... 61 4.1 4.1.1 4.1.2 4.1.3 4.1.4 4.2 4.2.1 4.2.2 4.2.3 APLICAÇÃO DO MODELO NA EMPRESA DO SETOR DE MINERAÇÃO 61 Avaliação dos critérios propostos ........................................................... 62 Etapa b.1 - utilização dos fatores propostos por Fuentes (2006) ........... 63 Etapa b.2 - utilização dos fatores propostos no modelo deste trabalho . 65 Etapa C – comparação dos resultados obtidos ...................................... 68 APLICAÇÃO DO MODELO NA EMPRESA DO SETOR ALIMENTÍCIO 70 Avaliação dos critérios propostos ........................................................... 71 Etapa b.1 - utilização dos fatores propostos por Fuentes (2006) ........... 71 Etapa b.2 - utilização dos fatores propostos no modelo deste trabalho . 75 4.2.4 Etapa C – comparação dos resultados obtidos ...................................... 79 4.3 EFEITO DA ALTERAÇÃO DAS FAIXAS DE CRITICIDADE .................. 83 5 CONCLUSÕES.......................................................................................... 88 6 SUGESTÕES PARA TRABALHOS FUTUROS ........................................ 90 REFERENCIAS BIBLIOGRÁFICAS ................................................................ 91 ANEXO I – USO DA FERRAMENTA............................................................... 93 ANEXO II - OBJETIVOS ESTRATÉGICOS DA EMPRESA SEGUNDO FABRO (2003) ............................................................................................................. 101 15 1 1.1 INTRODUÇÃO TEMA: NO CONTEXTO Desde a metade do século passado, em especial, desde o início da década de oitenta, as empresas têm enfrentado enormes desafios devidos às rápidas mudanças tecnológicas nos processos e equipamentos. Além disso, a concorrência acirrada do mercado tem tornado a manutenção da carteira de clientes um trabalho de extrema dificuldade bem como, exigido das empresas um alto nível de competitividade. Porter (1979) descreveu as forças competitivas sob as quais uma organização pode estar submetida e deve prestar atenção: clientes, fornecedores, novos entrantes e governo. Qualquer alteração em uma destas forças pode modificar a participação da organização no mercado onde atua e levar a uma condição de desestabilidade como ilustram as figuras 1 e 2. Figura 1 – Forças Competitivas em equilíbrio numa Organização. Fonte: Adaptado de PORTER (1979) 16 Figura 2 – Forças Competitivas desbalanceadas numa Organização. Fonte: Adaptado de PORTER (1979) Na Figura 1, a organização está numa condição de conforto, onde todas as forças estão em equilíbrio. Já a Figura 2 mostra que a empresa pode, neste caso, sofrer a pressão do governo em diversas áreas, seja tributária, ambiental, fiscal ou trabalhista, diminuindo a vantagem competitiva da empresa. Este exemplo sugere que os cenários podem mudar drasticamente e que as organizações devem estar atentas aos sinais que o mercado (clientes, fornecedores, concorrência e governo) está mostrando, a fim de poder enfrentar as dificuldades e manter sua participação neste. A manutenção do nível competitivo das organizações vem exigindo alterações permanentes nos processos produtivos e de gestão, bem como o uso de novas técnicas de fabricação dos produtos. Assim, é cada vez mais comum a presença de equipamentos de tecnologia avançada nas empresas, permitindo a automação das tarefas repetitivas, flexibilidade do mix de produção das 17 máquinas e o aumento da produtividade (uso de robôs na indústria automobilística é um exemplo disto). Além das forças competitivas de Porter (1979), muitas empresas estão sujeitas à sazonalidade na demanda de seus produtos acabados. Tal condição faz com que, em um determinado momento, alguns processos produtivos tenham mais importância que outros, exigindo das empresas um planejamento de suas ações a fim de poder enfrentar os desafios. Para Slack et al. (2009, p. 64), a função produção deve desenvolver seus recursos ( ferramentas e insumos) para que surjam condições que viabilizem o alcance dos objetivos principais da empresa, além de impulsionar sua estratégia através do aumento da vantagem competitiva a longo prazo, através de produtos ou serviços bem executados, evitando o custo de produção elevado e o não cumprimento de prazos. Por outro lado, para que a função produção possa desenvolver sua tarefa, a função manutenção deve garantir o aumento da disponibilidade dos equipamentos e a confiabilidade dos sistemas produtivos. Assim, conforme as características dos processos são montadas as estratégias de manutenção de determinado setor, podendo ser focadas a um equipamento ou, em especial, a instalação como um todo. A função manutenção deve organizar-se de tal modo que permita à função produção extrair o máximo de rendimento das instalações. Para que isto aconteça, as ações da função manutenção devem ser planejadas e controladas da melhor forma. Uma das técnicas utilizadas pelos gestores de manutenção para organizar as atividades desta e poder enfrentar os desafios impostos pelos objetivos estratégicos da empresa, é a implementação do programa de Planejamento e Controle da Manutenção (PCM). Este programa representa o conjunto das decisões tomadas em termos de prioridades, rotinas, processos, materiais e outros aspectos da atividade de manutenção. Vários pesquisadores realizaram estudos sobre PCM, dentre eles, Tavares (2000) e Cassady et al. (2001). Tavares (2000) propõe que as decisões do PCM devam estar associadas a um custo através da modelagem multi- 18 critérios. Já Cassady et al. (2001) o PCM pode ser implementado utilizando pesquisa operacional visando aumentar a confiabilidade dos ativos de manutenção levando em conta as necessidade da função produção. Mais recentemente duas pesquisas formularam modelos para função manutenção que levaram em conta a condição imposta pelo mercado à empresa, através do fator de criticidade, são elas, a pesquisa de Fabro (2003) e de Fuentes (2006). O estudo de Fabro (2003) visou a elaboração de um modelo para planejamento da manutenção baseado em indicadores de criticidade dos equipamentos, utilizando a Avaliação Numérica de Relações Funcionais de Mudge a qual foi demonstrada por Csillag (1995, p. 265). Por outro lado, no modelo de Fuentes (2006), um dos critérios para a escolha do modelo de manutenção é a análise da criticidade dos equipamentos baseada no potencial de falha, fator de segurança e meio ambiente, fator de parada de produção e fator de custos de produção. Foi na proposta destes dois trabalhos que a presente pesquisa encontrou a sua motivação, justificada em detalhe no item seguinte. 1.2 JUSTIFICATIVA Este trabalho pretende criar um instrumento alternativo aos trabalhos de Fabro (2003) e Fuentes (2006) para o diagnóstico das demandas impostas à manutenção de acordo com a criticidade dos equipamentos em instalações, a fim de facilitar a implementação do PCM e o planejamento dos trabalhos de manutenção. O modelo proposto por Fabro (2003), aplicado em uma empresa de manufatura, propõe uma metodologia para estabelecer a prioridade dos processos produtivos dentro de uma organização e identificar os equipamentos críticos pertencentes aos processos. A criticidade dos equipamentos é avaliada através de critérios cujo grau de importância de é obtido utilizando a matriz de Mudge. Quanto maior o percentual obtido, maior será a criticidade do equipamento. Duas são as vulnerabilidades na aplicação do modelo: a primeira é que nem sempre as empresas possuem dados sobre os critérios propostos 19 pelo modelo. A segunda é o fato de que não há faixas de criticidade estabelecidas para classificar os com criticidade alta, média ou baixa. Já no trabalho de Fuentes (2006) tem-se como ponto forte que a criticidade dos equipamentos é definida quantitativamente, através de percentual calculado, e qualitativamente, através de uma faixa de classificação. Porém, neste modelo, a criticidade de um equipamento é definida através da avaliação de somente quatro fatores, deixando de lado a inclusão de outros não menos importantes. A relevância do tema proposto é que este vai ao encontro de demandas de mudança e atualização na cultura, atitudes e procedimentos operacionais das equipes de manutenção e produção. Cria-se um cenário, que pela complexidade, exige que os itens não sejam descritos de forma isolada e que os dados obtidos auxiliem a produzir uma visão de conjunto e de tendências de demandas. A gestão eficaz deve ser interpretada como a possibilidade de tomada de decisão com base em informações atualizadas e relevantes para que haja confiabilidade na gestão. É preciso, portanto, desenvolver metodologias próprias e flexíveis de gestão da informação pelas organizações em razão das mudanças aceleradas das condições do ambiente na qual a mesma está inserida. 1.3 DELIMITAÇÃO DO PROBLEMA A implementação do PCM baseia-se no levantamento e classificação de informações técnicas de modo a descrever a situação, identificando suas demandas e necessidades; as decisões do grupo gestor se apóiam na integração destes dados. Assim, neste trabalho é preciso identificar, classificar e integrar num único protocolo aspectos técnicos sobre equipamentos de processos produtivos, de modo a identificar a criticidade dos mesmos qualitativa e quantitativamente, permitindo a orientação no planejamento das ações de manutenção. O problema delimita-se à criação de um procedimento que possibilite a integração dos modelos de Fabro (2003) e Fuentes (2006), a fim de as 20 vulnerabilidades dos dois modelos sejam, por separado, eliminadas ou mitigadas. 1.4 OBJETIVOS 1.4.1 Objetivo Geral Desenvolver uma metodologia alternativa que permita classificar com maior robustez a criticidade de equipamentos industriais de maneira quantitativa e qualitativa, como ferramenta de apoio nas atividades de planejamento e controle da manutenção. 1.4.2 Objetivos Específicos Em função da delimitação do problema e a fim de atingir o objetivo geral, essa pesquisa tem como objetivos específicos: a) Propor um modelo flexível, de fácil utilização através de modificações aos procedimentos adotados por Fabro (2003) e Fuentes (2006) para o cálculo da criticidade de equipamentos no setor produtivo; b) Aplicar o modelo proposto ao caso em empresas nacionais de setores ou atividades industriais diferentes; c) Testar o modelo proposto e comparar seu desempenho em relação a metodologias atualmente existentes. 21 2 2.1 MARCO TEÓRICO MANUTENÇÃO A velocidade das mudanças que as demandas de mercado estão impondo às empresas exige que as instalações e equipamentos estejam disponíveis o máximo possível, haja vista que a disponibilidade do maquinário pode afetar diretamente a competitividade das organizações. A manutenção tem a função básica de manter os equipamentos e instalações confiáveis e disponíveis. Numa visão mais técnica da manutenção, a Associação Brasileira de Normas Técnicas (ABNT) em sua norma NBR-5462 – Confiabilidade e Mantenabilidade (1994) define que a manutenção é “a combinação de todas as ações técnicas e administrativas, incluindo as de supervisão, destinadas a "manter" ou "recolocar" um item em um estado no qual possa desempenhar uma função requerida”. Na linguagem ampla, equipamentos, ferramentas especiais e locais de instalação (postos de serviço) são objetos de atenção da manutenção (objetos de manutenção). O papel estratégico da função manutenção tem sido reconhecido pelas organizações e, uma visão estratégica no contexto técnico-operacional, é imposta aos gestores de manutenção. Os conceitos como confiabilidade e manutenabilidade, buscados pelos gestores da manutenção nas empresas, são importantes pressupostos na elaboração das políticas de manutenção e planejamento das ações que estejam de acordo com tais políticas. Mirshawka e Olmedo (1993) definem confiabilidade e manutenabilidade da seguinte forma: a) Confiabilidade – á aptidão de um equipamento para cumprir uma função requerida, em condições prefixadas e durante certo tempo; b) Manutenabilidade – é a facilidade com que se pode realizar uma intervenção de manutenção. A manutenabilidade pode ser expressa como a probabilidade de que um equipamento avariado volte ao seu estado operacional em um período de tempo dado quando a manutenção 22 é executada em condições determinadas e com os meios e procedimentos estabelecidos. O grau de confiabilidade dos objetos de manutenção (equipamentos, instalações e ferramentas especiais que necessitam ser controlados), deve garantir índices de disponibilidade para aproveitar ao máximo as variáveis que envolvem o setor produtivo. Assim a manutenção tem um papel estratégico, tanto técnico como econômico. A vida útil é um dos fatores que podem influenciar na disponibilidade de um equipamento. Um equipamento pode ter sua vida útil comprometida devido a deterioração (perda da capacidade original), obsolescência (perda por motivos técnicos) e utilidade (perda funcional), segundo ABNT NBR 14653-5: 2006. Segundo Monchy (1989, p 399) e Furmann (2002), a vida útil de um equipamento interfere no planejamento das ações de manutenção preventiva ou no momento de desativação do mesmo. Segundo os autores, quando o custo médio de exploração (Cme) iguala-se ao custo da falha (Cd) então chega-se no ponto ótimo da vida útil (Vu) para modernização ou substituição do equipamento. O custo da falha é dado pela soma do custo de manutenção (Cm) com o custo indireto de manutenção (Cp). O cálculo proposto por Monchy (1989, p. 397) do custo médio da exploração pode ser calculado através da fórmula: n Va – Rv + ∑ Cd 1 Cme= n Onde: Cme – custo médio de exploração; 23 Va – valor da aquisição RV - valor de revenda; Cd – custo de falha (Cd = Cm + Cp); Cm – custo direto da manutenção; Cp – custo indireto da manutenção e n – número de anos. A Figura 3 mostra a determinação da vida útil de um equipamento segundo Monchy (1989, p 399). Custo Cd Cm Vu= vida útil Tempo Figura 3 – Determinação da vida útil de um equipamento com base em variáveis de custo Fonte: Adaptado de Monchy (1989, p. 399) A figura 2 mostra que, quanto mais antigo é o equipamento maior é o aumento do custo de manutenção do mesmo. Assim é necessário que os gestores estejam atentos à idade dos equipamentos, pois há o risco de deterioração, obsolescência e perda de utilidade dos mesmos. 24 O planejador de manutenção, segundo Pinto e Xavier (2009), deve levar em consideração as condições técnicas e o desempenho dos objetos de manutenção, com o propósito de definir a política de gestão para o conjunto das instalações. Para tanto, observa-se a relação entre a condição do item e a atividade de manutenção demandada: a) Se o fato já houver ocorrido – manutenção corretiva não planejada; b) Se o equipamento está com desempenho menor que o esperado, mas ainda opera – manutenção corretiva planejada. c) Se as ações são planejadas previamente para evitar a falha ou queda no desempenho – manutenção preventiva; d) Se as ações forem baseadas em sistemas capazes de detectar e monitorar falhas ocultas ou não-perceptíveis pelo pessoal de operação e manutenção – manutenção detectiva. Com base na política ou tipos de manutenção que forem necessários na empresa, os gestores poderão definir as estratégias e que nortearão as ações de planejamento e controle da manutenção. 2.2 ESTRATÉGIAS E CONCEPÇÕES DE MANUTENÇÃO A melhor estratégia a ser adotada em um processo produtivo deverá reduzir os custos operacionais ou aumentar a produção entre outros efeitos. Logo os gestores de manutenção precisam adotar procedimentos apropriados para cada setor de uma empresa. Mas mesmo com a definição da estratégia de manutenção a ser adotada, os gestores têm dificuldade na escolha da maneira de fazer a gestão da manutenção, pois são várias as concepções de manutenção e procedimentos que podem ser adotados. Estas concepções, segundo Fuentes (2006), podem ser: 25 - Manutenção Centrada na Confiabilidade (MCC), - Manutenção Centrada no Risco (RBM – Risk Based Manintenance), - Manutenção Produtiva Total (TPM – Total Productive Maintenace), - Custo do Ciclo de Vida (LCC – Life Cycle Costing), - Tero-Tecnologia Avançada, Concepção Estratégica da Manutenção (SMC – Strategic Maintenance Conception), - Manutenção Baseada no Negócio (BCM – Business Centered Maintenance), - Apoio Logistico Integrado/Análise do Apoio Logistico (ILS/LSA – Integrated Logistic Suport/Logistic Support Analisys) e - Manutenção com Maintenance). Qualidade Total (TQMain- Total Quality Fuentes (2006) propõe que o sistema de gestão da função manutenção, além de estar estrategicamente integrado com as demais funções da organização, deve levar em conta na seleção de concepção de manutenção de acordo com as seguintes variáveis: dimensionamento da capacidade de operação, quantidade e qualidade dos recursos, conhecimentos e tecnologia necessários, estratégia de integração com outros departamentos, estrutura administrativa, requisitos de infraestrutura, sistema de planejamento de controle, recrutamento e capacitação, sistema de informação da manutenção e sistema de medição do desempenho e incentivos. Pela proposta de Fuentes (2006) pode-se concluir que a gestão da função da manutenção pode ser dividida em quatro áreas principais: gestão técnica, gestão operacional, gestão de custos e gestão de pessoas. A seguir descreve-se brevemente cada uma destas áreas. 26 Gestão Técnica: É responsável pelo cadastro dos ativos da manutenção (equipamentos, peças reserva, instalações), manutenção dos históricos da manutenção e de buscar a evolução tecnológica dos processos e ferramentas da manutenção. Gestão operacional: É responsável pelo fluxo de informações inter e intra-departamentais da manutenção identificadas, os documentos e as informações envolvidos no o planejamento das tarefas. Gestão de custos: É responsável pelos custos de manutenção provocados pelo uso de mão de obra (interna ou externa), pela compra ou fabricação de peças ou ferramentas e pelo estoque de materiais, conjuntos e equipamentos reservas. Gestão de pessoas: É responsável pelo levantamento de necessidades de treinamento, sejam eles técnicos, administrativos e de gestão, pelas políticas de motivação das equipes, pela evolução do quadro funcional, grau de terceirização e a manutenção do capital intelectual através da gestão do conhecimento. Cada uma destas áreas deve ser monitorada por indicadores, os quais devem ser mensuráveis, significativos e com foco na gestão do negócio da empresa. Os gestores devem estar atentos às variáveis que podem atuar negativa ou positivamente na manutenção, a fim de tomar as decisões pertinentes para o momento que produzem benefícios para todos os envolvidos. A Figura 3 mostra o relacionamento das áreas que compõem a manutenção, necessitando, portanto, que suas ações sejam estratégicamente planejadas e voltadas para as diretrizes da empresa. . 27 Figura 4 – Interação das diversas áreas da manutenção Fonte: Adaptado de Fuentes (2006) A Figura 4, observa-se que cada uma das quatro áreas envolvidas devem ser elencados indicadores que permitam monitorar e controlar o desempenho da manutenção. È necessário também identificar os processos da função manutenção nas quatro áreas principais sendo fundamental a integração de informações e a aplicação dos conceitos de eficiência e eficácia propostos por Mirshawka e Olmedo (1993) no quadro 1. Eficiencia Eficacia Está relacionada em fazer corretamente as coisas Necessita uma postura gerencial moderna, voltada em fazer as coisas corretas a) Solução de problemas; a) Antecipação de problemas, b) Economia de recursos; b) Otimização da utilização de recursos; c) Cumprimento das obrigações; c) Obtenção de resultados; d) Diminuição dos custos. d) Aumento de lucros. Quadro 1 - Diferenças entre eficiência e eficácia Fonte: Mirshawka e Olmedo (1993) 28 Conforme Quadro 1, a eficiência está voltada mais para a visão do departamento de uma empresa e a eficácia está focada no resultado do negócio como um todo. 2.3 GESTÃO DA ESTRATÉGICA DA MANUTENÇÃO Para aumentar a produção e reduzir custos operacionais, os gestores ou empresários decidem comprar novos equipamentos, automatizar equipamentos instalados, reestruturar ou automatizar processos produtivos. Estas são as maneiras mais comuns que nem sempre se refletem em vantagem competitiva (confiabilidade, disponibilidade da linha ou instalações) esperada pelas empresas. Qualquer solução, se aplicada corretamente, poderá dar uma resposta positiva, mas de maneira pontual (eficiência) sem que o resultado global da empresa seja afetado significativamente (eficácia). Para Tavares (2005) equipamentos parados em momentos de produção programada, devido a manutenção inadequada, podem afetar a qualidade do produto produzido e, como conseqüência, levar à perda de clientes para a concorrência. Para o autor, a manutenção deve ser considerada como fator de qualidade e produtividade, aumentando, se aplicada corretamente, a competitividade da empresa. Manter a manutenção adequada à realidade em que a empresa se encontra é um dos maiores desafios dos gestores de manutenção. A situação econômica, a localização geográfica da empresa, grau de tecnologia dos processos e dos equipamentos, grau de instrução dos operadores e dos mantenedores influenciam na decisão sobre o tipo de manutenção a ser utilizado, no planejamento das ações desta, na gestão dos materiais ou na quantidade de peças reserva e no grau de informatização na gestão das informações relativas ao processo de manutenção. De acordo com Tavares (2005), os gestores precisam ter uma visão clara dos processos internos que compõem a manutenção e promover a integração dos processos dos mesmos através do planejamento e controle. 29 Além disso, os gestores devem promover a integração da manutenção com os diversos processos existentes na empresa em que a mesma está inserida para que a manutenção tenha um papel relevante e estratégico contribuindo de forma eficaz, rápida e com qualidade para satisfação dos clientes, com baixos custos operacionais e alta disponibilidade dos ativos produtivos. Para o autor, o nível de organização da função manutenção está diretamente influenciado pelo nível de desenvolvimento industrial ao qual a organização se encontra inserida. Na visão de Murthy (2002) a gestão da manutenção deve ser estratégica e a mesma tem uma função vital para a sobrevivência e sucesso das organizações. Segundo o autor, os elementos chave para a gestão estratégica da manutenção estão relacionados com os objetivos do negócio, as estratégias de manutenção, carga de produção e o estado dos equipamentos. Para Murthy (2002) tais elementos são multidisciplinares com interação entre as diversas áreas da organização sendo que o ponto de partida é o estado dos equipamentos, pois o mesmo é afetado pelas estratégias de manutenção e pelas decisões de produção a quais são afetadas pelas decisões comerciais e considerações do mercado. A Figura 5 mostra a interação dos elementos chave para a gestão estratégica da manutenção. Figura 5 – Elementos chave da gestão estratégica da manutenção. Fonte: Adaptado de Murthy (2002) 30 Percebe-se na Figura 5 que a definição da criticidade dos equipamentos influencia diretamente no planejamento das ações da manutenção para manter os equipamentos em estado adequado que permita atender a carga operacional definida pelos objetivos do negócio. A falta de planejamento organizacional da manutenção é uma das causas da baixa produtividade das organizações e, conseqüentemente, reflete na baixa competitividade e desenvolvimento das mesmas. Perdas de produtividade devido às altas taxas de falhas, reparos de emergência elevam os custos de produção, sendo indicadores que reduzem a competitividade (TAVARES, 2005). O planejamento das ações da manutenção voltadas para atender os objetivos estratégicos da empresa é um aspecto que nenhum gestor deve desconsiderar, pois a contribuição da função da manutenção é dada, principalmente, pelo aumento da confiabilidade dos processos produtivos. 2.4 PLANEJAMENTO E CONTROLE DA MANUTENÇÃO (PCM) A implementação do Planejamento e Controle da Manutenção (PCM) visa a previsão de todas as ações da função manutenção sobre os seguintes aspectos: os recursos que necessitam de manutenção, estoques de materiais, estoque de peças e equipamentos reserva, quantidade de pessoas que compõe o quadro de manutenção, treinamento, serviços executados por terceiros, segurança, meio ambiente, ferramenta e custos. O PCM tem como finalidade básica estabelecer um conjunto de procedimentos que forneça informações sobre o estado e o desempenho dos equipamentos e das instalações dos processos produtivos, tendo como base os dados inseridos num sistema de controle (informatizado ou não). Fuentes (2006) relata que há duas possibilidades para a gestão informatizada da manutenção: a primeira é através do uso dos sistemas ERP (Enterprise Resourse Planning) realizam o processamento dos dados de gestão das áreas financeira, contábil, produção, manutenção, materiais, projetos de toda a empresa. A segunda é através da aquisição ou desenvolvimento de 31 sistemas especialistas em gestão da manutenção CMMS (Computer Maintenance Managment Systems). A dificuldade encontrada na gestão da manutenção quando a empresa utiliza o sistema ERP vem do fato de que o sistema de gestão não leva em consideração as particularidades dos usuários, pelo que o uso fica comprometido. Para o autor, se a empresa decidir pela aquisição de um CMMS, problemas podem surgem após a implementação, pois neste não são realizadas a análise e a definição prévia das funções administrativas, das tarefas e das responsabilidades do tratamento da informação. A principal consequência disto é um aproveitamento inadequado do sistema, (FUENTES, 2006). Pesquisas como a realizada por Gurski et al., 2008, demonstram que o planejamento da manutenção deve fazer parte do desdobramento do planejamento estratégico global da empresa, onde este tem como objetivo, orientar as ações e resposta de uma empresa às demandas do ambiente em que está inserida. Na visão do autor, o ambiente em que a manutenção se envolve pode ser analisado através de vários elementos, dentre eles, tecnologia, produtividade, pessoas, custos e confiabilidade. A gestão moderna da manutenção onde todas as ações devem ser planejadas de acordo com o planejamento estratégico da empresa, este elementos ganham mais importância dentro deste contexto. Na implementação do PCM, segundo Fabro (2003), os gestores devem levar em consideração aspectos como: competitividade das empresas concorrentes, planejamento estratégico norteado os objetivos à manutenção, qualidade das atividades realizadas pela manutenção visando promover o aumento da precisão das informações modelo de produção adotado pela empresa. O Quadro 2 mostra a proposição de Fabro (2003) para a estratégia de manutenção de acordo com o modelo de produção adotado pela empresa. 32 Modelo de produção Estratégia predominante no Planejamento da Manutenção Observação Produção contínua Manutenção preventiva, com parada geral da planta. Manutenção predominantemente centralizada Fábricas de cimento, petroquímicas, papel, celulose, refinarias, etc. Produção repetitiva em massa Manutenção preventiva, TPM em manutenção preditiva nos processo críticos Setor automobilístico, têxtil, eletrodoméstico, etc. Produção repetitiva em massa Manutenção preventiva com paradas programadas para equipamentos não críticos. Manutenção preditiva nos processos críticos. Manutenção descentralizada com equipes multifuncionais. Indústrias de auto-peças, alimentícia, etc. Produção Manutenção terceirizada e basicamente corretiva Fabricantes de aviões e navios, por projetos por exemplo. Quadro 2 - Estratégia do Modelo do Planejamento da Manutenção x Modelo de Produção Fonte: Adaptado de Fabro (2003) Pinto e Xavier (2009, p. 14) propõem um modelo para identificar as ações que levam à melhoria do desempenho dos equipamentos instalados nos processos produtivos. Este modelo considera o planejamento estratégico e a comparação com os resultados obtidos pelos concorrentes (Figura 6). Planejamento estratégico Operação do processo produtivo Obtenção dos dados Acompanhamento do desempenho Avaliação do desempenho Comparar com os concorrentes Análise dos dados Melhorias Figura 6 – Modelo para identificação das ações de melhoria no desempenho dos equipamentos produtivos Fonte: Adaptado de PINTO e XAVIER (2009, p. 14) 33 O modelo da Figura 5 indica que o planejamento estratégico apresenta característica dinâmica com as mudanças sendo influenciadas pela análise do desempenho dos processos produtivos da empresa em comparação com a concorrência. Ele permite a constante alteração no planejamento das ações da manutenção para o ajuste de procedimentos e periodicidade das intervenções. A implementação do PCM, conforme Macedo et al. (2008), permite que os gestores tenham ter alternativas de fornecedores de serviços de manutenção, eliminando a dependência para os fabricantes e/ou fornecedores dos equipamentos. Também para Marçal (2009), a implantação de um PCM engloba métodos, organização, planejamento, programação, alocação de recursos físicos e financeiros, treinamento e controle de qualidade, entre outros. Segundo o autor, as tarefas básicas para a implantação de PCM consistem em: definir se a implantação será manual ou informatizada; levantar as atribuições da manutenção; identificar e codificar os equipamentos; definir os processos prioritários; definir a periodicidade de acompanhamento; criar procedimentos para a execução das atividades; programar as ações e o momento apropriado delas; medir e avaliar os resultados e comparar custos e benefícios. A definição da criticidade dos equipamentos é um dos fatores que contribuem no sucesso da implementação do PCM. 2.5 EXCELÊNCIA DA MANUTENÇÃO A busca da excelência da manutenção passa pela avaliação dos processos produtivos, avaliação dos custos e da qualidade dos produtos elaborados. Assim esforços devem ser realizados em todos os setores da empresa vinculados às funções focados em qualidade, quantidade, custo e prazos de entrega programados dos produtos ou serviços. Para conseguir tais objetivos, há necessidade de manter os sistemas produtivos (equipamentos e instalações) confiáveis, disponíveis, seguros para pessoas e o ambiente (FUENTES, 2006). Para Fabro (2003), os procedimentos de manutenção, confiabilidade, manutenabilidade, disponibilidade e gerenciamento de recursos humanos 34 representam os principais fatores que afetam a condição de excelência da manutenção. O Quadro 3 mostra em detalhe a relação dos fatores propostos por pelo autor. Fator Vínculo - Deve ser baseada: o Nas recomendações de fabricantes dos equipamentos constantes em manuais; o Na experiência das pessoas da manutenção; o Nas atualizações da documentação após melhorias nas instalações e equipamentos; - É a base para o planejamento das ações preventivas e corretivas. - Responsável por: o Elaborar procedimentos de acordo com a prioridade dos processos e criticidade dos equipamentos; o Desenvolver fornecedores; o Estudar e propor melhorias baseado em investigação de causas de quebras e paradas dos processos produtivos; o Normatização de procedimentos, treinamentos, componentes e sobressalentes; o Treinar equipes de manutenção e operação; o Elaboração de políticas de manutenção preditivas, gerenciamento de custos e indicadores; o Emissão de relatórios de manutenção. Documentação técnica Processos de Manutenção Engenharia de manutenção Permite a interligação dos processos de manutenção com as demais áreas da empresa; Informatização Torna a gestão de custos, materiais e de mão-de-obra mais fácil, ágil e segura; - Permite gerenciar os ativos da manutenção com maior facilidade; Agiliza e flexibiliza a obtenção de informações gerenciais da manutenção através da criação de banco de dados com históricos das ações da manutenção nos ativos de processo. Planejamento Treinamento Possibilita obter o sucesso na execução das tarefas de manutenção; Deve ser reavaliado constantemente para aumentar a assertividade das tarefas e freqüência das intervenções da manutenção. É necessário devido a rápida obsolescência dos equipamentos. Isto impõe a constante atualização do conhecimento das equipes de manutenção sobre os processos e equipamentos. Quadro 3 - Fatores influenciadores na excelência da manutenção Fonte: Adaptado de Fabro (2003) (continua) 35 Quadro 3 - Fatores influenciadores na excelência da manutenção (continuação) Fator Vínculo Confiabilidade em projeto É fundamental para aumentar a rapidez e precisão do diagnóstico das falhas. Confiabilidade Confiabilidade nos processos Confiabilidade no projeto e no processo indica que os ativos operam corretamente nas condições esperadas e por um tempo pré-determinando. Pode ser medida através do MMTR é influenciada Manutenabilidade pela documentação, sobressalentes (peças e equipamentos (facilidade de reserva), padronização de componentes e procedimentos, Manutenabilidade manutenção nos reprojetos e melhorias (a manutenabilidade deve ser ativos produtivos) considerada na fase de projeto a fim de tornar a manutenção mais rápida e mais fácil) Recursos Humanos da manutenção Recursos Humanos É influenciado pela capacidade dos indivíduos pela operação e da manutenção em realizar as tarefas corretamente; pelas condições do trabalho; pela motivação das pessoas; domínio da informação disponível e pelo treinamento. O Quadro 3 sugere que a excelência nos processos de planejamento e execução das tarefas da manutenção está ligada à identificação das características e necessidades técnicas que permitirem a classificação dos objetos de manutenção, conforme sua importância e/ou relevância no processo produtivo. Outro aspecto importante para a implementação do PCM é a definição dos processos prioritários e dos equipamentos críticos pertencentes aos processos, a fim de que as ações da manutenção sejam efetivas. 2.6 PROCESSO PRODUTIVO E CRITICIDADE DOS EQUIPAMENTOS O processo produtivo procura agregar valor nas matérias primas, através da transformação das mesmas em produtos acabados ou semiacabados. Neste ambiente a manutenção exerce um papel importante para que haja possibilidade de produzir produtos com alta qualidade, custo baixo e no prazo esperado pelos clientes. Para que isto aconteça, é necessário que a 36 manutenção e a operação definam os equipamentos críticos em um determinado momento ou cenário da empresa em relação ao mercado (necessidade dos clientes e resultados da concorrência). A função produção é um processo de transformação, pois utiliza recursos de entrada (inputs), muda o estado ou a condição de algo (bens ou serviços) transformando-os em saídas (outputs) Slack et al. (2009, p. 29). A Figura 7 mostra a estrutura de um modelo de transformação ou processo produtivo. Recursos de entrada a serem transformados Recursos de entrada (inputs) Materiais Informações Processo de transformação Saída de produtos e serviços (outputs) Consumidor Consumidores Instalações Pessoal Recursos de entrada de transformação Figura 7 - Recursos de entrada e saída do processo de transformação Fonte: Slack et al. (2008, p. 29) Na empresa, os processos produtivos são organizados em hierarquia de prioridades em relação às necessidades de seus clientes. Isto é realizado regularmente, pois as necessidades do mercado são voláteis e mudam constantemente. Logo a prioridade dos processos produtivos pode ser alterada e com isso, a manutenção precisa estar atenta a estas mudanças para viabilizar a máxima confiabilidade e disponibilidade das instalações e equipamentos. Os processos produtivos são compostos por instalações e equipamentos sujeitos a condições que podem influenciar seu desempenho. As variáveis que podem ser externas à manutenção: problemas operacionais, falta 37 de matéria prima, qualidade dos insumos, entre outros. As falhas nos equipamentos planejamento e e instalações execução inerentes das tarefas à manutenção de manutenção, (qualidade qualidade do e comprometimento dos fornecedores), refletem diretamente na confiabilidade e disponibilidade do processo produtivo. Quanto maior o impacto da falha de um equipamento no processo produtivo, mas crítico ele se torna. Para Slack (2009, p. 643) o termo manutenção define a forma em que as organizações tentam evitar as falhas ao cuidar de suas instalações físicas. Este conceito enfatiza que a função manutenção é parte integrante da função produção e deve preocupar-se em cuidar das instalações de forma sistemática para que estejam altamente comprometidas. Suas políticas devem estar adequadas ao grau de exigência que pertencem ou prestam serviço, para que seus indicadores de desempenho sejam satisfatórios e demonstrem que a manutenção contribui com o resultado global esperado. Segundo SLACK et al. (2009, p. 644) que podem auxiliar na identificação de um equipamento crítico, são os seguintes: a. Segurança melhorada – ao manter as instalações em boas condições diminui-se a probabilidade de falhas imprevistas ou totais que possam colocar em risco para pessoas ou ao patrimônio da organização; b. Confiabilidade aumentada – promove a diminuição da perda de tempo na recuperação das instalações, a redução das atividades produtivas e das variações de produtividade; c. Qualidade maior – diminuir a probabilidade de ter um desempenho abaixo do padrão desejado e com qualidade inferior; d. Custos de operação mais baixos – se a manutenção for realizada de maneira eficaz e regular nos ativos de processo, estes irão funcionar de maneira eficiente; e. Tempo de vida mais longo – cuidados regulares e limpeza ou lubrificação possibilitam o prolongamento da vida útil das instalações e diminuindo problemas operacionais que possam provocar desgaste e deterioração precoce; 38 f. Valor final do equipamento mais alto – o valor de mercado de segunda mão de instalações produtivas tende a ser maior se as mesmas forem bem mantidas. O que Slack et al. (2009) denomina de pontos motivadores, Fabro (2003) identifica como de objetivos estratégicos que a empresa consegue levantar através do mapeamento dos processos produtivos, sendo eles: a) Objetivos vinculados à competitividade: qualidade, velocidade, flexibilidade, confiabilidade de entrega e custo; b) Objetivos vinculados à segurança: acidentes de trabalho; c) Objetivos vinculados à legislação: atendimento à legislação referente ao produto, atendimento à legislação ambiental e normas técnicas; d) Objetivos vinculados à disponibilidade do processo: equipamentos gargalo e falhas de funcionamento nos equipamentos. 2.7 CRITICIDADE NA MANUTENÇÃO Para Marques et al. (2006) um equipamento crítico é aquele que apresenta o maior grau de complexidade na solução de defeitos, ou aquele que fisicamente impõe dificuldades de acesso para eventual ação corretiva ou não possui equipamento reserva instalado (stand-by). Para o autor, a definição dos equipamentos críticos é importante para evitar redução de produtividade e competitividade da empresa. Já para Kardec et al (2002, p. 46) os equipamentos que devem ser monitorados de acordo com sua criticidade e esta definição deve levar em conta fatores tais como: custo do equipamento, importância no processo produtivo, custo da intervenção, segurança, entre outros. 39 2.7.1 Metodologia Para Determinar Equipamentos Críticos Segundo Fabro (2003) A metodologia do modelo proposto por Fabro (2003) para o planejamento de manutenção tem doze etapas agrupadas em cinco fases, as quais englobam as estratégias da organização, a identificação do processo crítico e a sistemática de manutenção, conforme descrito abaixo: a) Fase 1: Fatores Críticos de Sucesso para Manufatura - etapa onde são estabelecidos os critérios e indicadores. - Etapa 1: Planejamento Estratégico, Visão, Missão, Negócio, Objetivos e Metas – - Etapa 2: Objetivos Estratégicos de Manufatura e Fatores Críticos de Sucesso - Etapa 3: Determinação de Critérios e Indicadores; b) Fase 2: Visão Sobre Processos Críticos – etapa que permite conhecer melhor os processos internos e a extração de informações úteis na identificação do processo crítico. - Etapa 4: Mapeamento do Macro Processo Manufatura; c) Fase 3: Sistemática de Manutenção – estabelecimento da sistemática da manutenção para permitir o planejamento das tarefas de manutenção. - Etapa 5: Estratégias de Manutenção e Cultura de Manutenção; - Etapa 6: Engenharia de Manutenção; - Etapa 7: Planejamento de Manutenção; 40 d) Fase 4: Processo Crítico e Equipamentos Críticos – determinação dos equipamentos críticos para permitir a adequação do planejamento atual da manutenção. - Etapa 8: Seleção e Mapeamento do Processo Crítico; - Etapa 9: Seleção dos Equipamentos Críticos; - Etapa 10: Planejamento Atual de Manutenção; e) Fase 5: FeedBack – retorno de informações para permitir a revisão da sistemática de manutenção caso necessário. - Etapa 11: Novo Plano de Ações para a Manutenção; - Etapa 12: Feed-Back. O interesse deste trabalho foca-se na etapa 9 da fase 4 do modelo proposto por Fabro (2003), onde são levantados os equipamentos críticos a partir das seguintes atividades: 1. Definição dos critérios de criticidade e seus pesos; 2. Mapeamento dos equipamentos críticos; 3. Inserção dos dados na ferramenta de diagnóstico. Definição dos Critérios de Criticidade Para a definição da hierarquia dos critérios de criticidade Fabro (2003) utilizou a técnica de Avaliação Numérica de Relações Funcionais de Mudge, a qual foi demonstrada por Csillag (1995, p. 265). Tal técnica consiste em comparar os critérios de criticidade entre si em pares, para identificar quanto 41 o item avaliado é mais importante que o item predecessor, cuja pontuação é dada através de pesos conforme abaixo: 5 - critério muito mais importante que o outro; 3 - critério moderadamente mais importante que o outro; 1 - critério com pouca importância a mais; A Tabela 1 mostra um exemplo de aplicação da matriz de Mudge. Tabela 1 – Exemplo de aplicação da matriz de Mudge A B C Soma % A5 C1 5 56 B B3 3 33 C 1 11 Total 9 100 Fonte: Adaptado Fabro (2003) Na Tabela 1 há a correlação dos critérios A, B e C através da utilização dos pesos 1, 3 e 5. O resultado é de que o critério A é muito mais importante que o B, B tem pouca importância a mais que C e C tem pouca importância a mais que A. Ao somar os pontos recebidos por cada critério e dividir pelo total determina-se a hierarquia (grau de importância) relativa entre os mesmos. Assim, o critério A tem 53 % de grau de importância, para 33% de B e 11 % de C. Fabro (2003) pressupõe que a empresa já possui um planejamento estratégico estabelecido. O conhecimento dos objetivos estratégicos da empresa tem papel importante no norteamento das ações da manutenção a no aumento 42 da disponibilidade e confiabilidade dos processos produtivos. Os objetivos estratégicos para uma empresa, propostos por Fabro (2003), são os seguintes: a) Flexibilidade de mix de produto b) Qualidade do produto c) Confiabilidade no prazo de entrega d) Custo do produto e) Acidentes de trabalho f) Equipamentos gargalo g) Atendimento da legislação ambiental h) Atendimento a Legislação do Produto i) Falhas de funcionamento de equipamentos j) Velocidade (Lead time) Para atingir os objetivos estratégicos da empresa a manutenção deve mapear e classificar os equipamentos conforme sua criticidade. Os critérios de avaliação da criticidade dos equipamentos sugeridos por Fabro (2003) são os seguintes: A. Risco ambiental; B. Risco de acidente; C. Índice de falhas (baixo Tempo Médio Entre Falhas (Mean Time Beetwen Failure (MTBF))); D. Tempo entre reparos (alto Tempo Médio Entre Reparo (Mean Time To Repair ( MTTR))); E. Custo de manutenção; F. Gargalo (capacidade limitada, sem equipamento reserva); G. Sistema informatizado; 43 H. Índice de relação preventiva e corretiva e I. Índice de monitoramento das condições dos equipamentos. Mapeamento dos equipamentos críticos Após a definição dos critérios e cálculo do grau de importância entre os mesmos, há necessidade de definição do peso do critério. Na metodologia de Fabro (2003), o peso de cada critério pode variar conforme indicação do gestor. A Tabela 2 mostra a escala de pesos proposta por Fabro (2003). Tabela 2 - Gravidade dos critérios de criticidade Gravidade do critério Peso Muito pequena 1 Pequena 2 Media 3 Grande 4 Muito grande 5 Fonte: Adaptado de Fabro (2003) A Tabela 2 mostra o impacto da gravidade do critério de criticidade em relação ao critério predecessor o qual pode ser muito pequeno ou muito grande na avaliação da pessoa que estiver fazendo a análise. Tendo definido os pesos para a importância do critério é preciso elaborar uma matriz que permita correlacionar o critério, o grau de importância deste, os pesos de cada critério e os equipamentos do processo produtivo que se deseja classificar conforme a criticidade. Com base no anterior,Fabro (2003) elaborou uma matriz de decisão, onde são considerados os equipamentos (E1, E2, E3 e E4), os Critérios de criticidade (I,II,III), e o grau de importância de cada critério (valores em %), conforme Quadro 4. 44 CRITÉRIO I Grau de importância do critério % (A) E1 % II % III % ... % ∑ (A . B) % (B) E2 Equipamento E3 E4 Total Quadro 4- Matriz de decisão de criticidade Fonte: Adaptado de Fabro (2003) Para obter o valor percentual da criticidade de cada equipamento, é necessário informar qual o peso da gravidade de cada critério conforme Tabela 2. A soma dos produtos grau de importância de cada critério (A) pela gravidade (B) é informada na coluna de somatório (∑ (A . B)). Para obter o valor % da criticidade de cada equipamento é necessário dividir o valor encontrado no somatório de cada equipamento pelo total encontrado na coluna do somatório. No Quadro 4, cada equipamento é avaliado de acordo com os critérios de seleção, sendo atribuído um peso de importancia que melhor represente a situação do equipamento analisado. Para definir criticidade dos equipamentos, realiza-se o produto dos pesos atribuídos com o grau de importância dos critérios de criticidade. Quanto maior o valor obtido no produto, maior será a criticidade do equipamento. 2.7.2 Metodologia para definição da Criticidade de equipamentos na visão de Fuentes (2006) A proposta de Fuentes (2006) consiste em realizar a análise da criticidade dos equipamentos em duas partes. A primeira avalia um indicador de criticidade para cada equipamento e o classifica como crítico, semi-crítico e não crítico. A segunda parte a criticidade conjunta de todo o sistema de manutenção, e é realizada a fim de comparar as condições reais para cada par de variáveis incluídas na análise. Esta parte não será considerada no presente trabalho, pois 45 a mesma esta voltada para analisar a gestão dos processos administrativos da manutenção. Os critérios sugeridos por Fuentes (2006) para levantar os equipamentos críticos de um processo de fabricação são os seguintes: I. Fator de velocidade de manifestação da falha - Período P-F (Potencial failure – Functional failure): é o tempo que pode transcorrer entre o momento em que se detecta uma falha em potencial e o momento em que esta se transforma em falha funcional. A escala de valoração é: a. muito curto, não dá tempo para parar o equipamento; b. curto, é possível parar o equipamento; c. suficiente, é possível programar a intervenção. II. Fator de segurança do pessoal e do ambiente - o foco é avaliar as conseqüências que a falha poderia ocasionar sobre as pessoas e seu impacto sobre o ambiente. A escala é: a. sem conseqüências; b. efeito temporal sobre pessoas, não afeta o ambiente; c. efeito temporal sobre as pessoas e ambiente; d. efeito irreversível sobre as pessoas; e. efeito irreversível sobre as pessoas e ambiente. III. Fator de custos da parada de produção - Critério: permite estabelecer critérios para categorização dos equipamentos conforme as conseqüências sobre o processo de produção e satisfação da demanda. A escala é: a. não implica demora na entrega; b. implica demora leve na entrega; c. implica demora e perda de clientes. 46 IV. Fator de custos de reparação - Classificação de acordo com Pareto: permite determinar critérios de classificação das falhas de acordo com os custos diretos de reparação. A escala usada é: a. classificação A: equipamento que pertence ao grupo responsável por 80% do total dos custos diretos de reparação; b. classificação B: equipamento que pertence ao grupo responsável por 15% do total dos custos diretos de reparação; c. classificação C: equipamento que pertence ao grupo correspondente a 5% do total dos custos diretos de reparação. No trabalho de Fuentes (2006), a criticidade de cada equipamento é obtida pela avaliação da influencia de cada critério de criticidade sobre tal equipamento. Para cada critério é atribuído um índice de ponderação e, a soma dos ponderadores, deve ser 100%. A cada critério lhe são atribuídas condições que permitem avaliar a situação do equipamento de acordo com a situação que o mesmo se encontra no momento da avaliação. Adicionalmente, as condições de cada critério são escalonadas de acordo com o peso atribuído a cada condição para permitir uma definição mais apurada da situação na qual o equipamento se encontra. A criticidade de cada critério é dada pelo produto do ponderador do critério com o peso da condição selecionada. Com isto a criticidade do equipamento é obtida pela soma da importância dos critérios, e a classificação qualitativa dos equipamentos é dada pela seguinte regra: I. Criticidade calculada de menor que 50% = equipamento não-crítico; II. Criticidade calculada entre 50% a 87% = equipamento semi-crítico; III. Criticidade calculada maior que 87 % = equipamento crítico. O ponderador e o peso da condição de cada critério, pela metodologia proposta por Fuentes (2006), devem ser atribuídos pelos gestores de manutenção. Para este autor o grau de conhecimento da empresa por parte do gestor da manutenção influenciará no resultado final. 47 O procedimento de cálculo proposto por Fuentes (2006) da criticidade de um determinado equipamento está ilustrado resumidamente no Quadro 5. Equipamento Valor Criticidade Se CRIT I ≥ 87; Crítico Crit i,1= p1 (X i,1 + 0,5 X i,2 + 0,2 X i,3) Se 87 < CRIT I ≥ 50; Crit i,2= p2 (0,3 X i,4 + 0,6 X i,5 + 0,8 X i,6 + 0,2 X i,7) Equipamento i Crit i,3= p3 (0,6 X i,8 + X i,9) Semi-Crítico Se CRIT I < 50; Não Crit i,4= p4 (X i,10 + 0,5 X i,11+ 0,1 X i,12) Crítico CRIT I = Crit i,1 + Crit i,2 + Crit i,3 + Crit i,4 Quadro 5 - Procedimento para calcular a criticidade de um equipamento Fonte: Adaptado de Fuentes (2006) Pelo Quadro 5 observa-se que para obter a criticidade de um equipamento ”i”, tem-se que fazer o cálculo das criticidades parciais de cada um dos critérios de criticidade. O resultado final é comparado com as faixas de criticidade previamente definidas. Com isso tem-se o valor quantitativo em percentual e o valor qualitativo (crítico, semicrítico, e não- crítico) da criticidade do equipamento analisado O cálculo das criticidades parciais de cada critério é feito através da fórmula: Crit i,p= pj (aX i,1 + b X i,2 + c X i,3.......+ zzzX i,n ) Onde, Crit i,j = criticidade do equipamento ”i” para o critério de criticidade “j”; “i” = 1 até m “j” = 1 até 4 48 X i,n= condição do critério de criticidade do equipamento “i” , onde, n= 1,2 e 3 (critério de velocidade); de 4 a 7 (critério de segurança); 8 e 9 (critério de para de produção) e de 10 a 12 (critério de custos de reparação); a, b, c...zzz = peso das condições dos critérios de criticidade; p 1 = grau de importância do critério velocidade da falha p 2 = grau de importância do critério de segurança p3 = grau de importância do critério de custos de parada de produção p4 = ponderador do fator de custos de reparação No próximo item será descrita a metodologia da pesquisa deste estudo. 49 3 METODOLOGIA Este estudo é caracterizado como pesquisa de tipo aplicada, exploratória e descritiva, cujo objeto de estudo é propor um modelo para classificar a criticidade de equipamentos. Como mencionado anteriormente, este trabalho tem como base os estudos dos pesquisadores Fabro (2003) e Fuentes (2006). Inicialmente foram adotados os procedimentos de Fuentes (2009) para a definição dos critérios de criticidade de cálculo da criticidade dos equipamentos. A contribuição de Fabro (2003) incluiu a definição da metodologia de cálculo do grau de importância de cada critério de criticidade. Uma vez definido o modelo base, seguiu-se para a definição dos critérios de criticidade através da mescla dos critérios de Furmann,(2002), Fabro(2003), Belmonte et al (2005), Sellito, M. A. e Walter, C. (2005) e Fuentes (2006) encontrados na revisão bibliográfica, aos quais foram atribuídos pesos. Para a definição do grau de importância de cada critério de criticidade utilizando a matriz de Mudge, realizaram-se entrevistas com os gestores de manutenção de duas empresas para que avaliassem a relação dos critérios de criticidade de acordo com os cenários dos equipamentos na empresa. Depois da identificação da lista de critérios de criticidade, foi definido o grau de importância de cada critério e a hierarquia entre eles. Com os critérios definidos e hierarquizados, a criticidade foi classificada de forma quantitativa e qualitativa. A soma da criticidade obtida em cada critério de criticidade fornece a criticidade de forma quantitativa. Já a classificação qualitativa da criticidade foi obtida através de faixas de valores pré-determinados e, dependo do valor quantitativo calculado, o equipamento pode ser classificado com criticidade “baixa”, “média” ou “alta”. Com o modelo definido e desenvolvido, o mesmo foi aplicado em duas empresas: uma do setor de mineração e outra do setor alimentício. Foram realizadas entrevistas com as equipes de manutenção de cada uma das empresas, a qual teve duas partes: a primeira parte visou a verificação dos critérios de criticidade, o grau de importância de cada critério e os pesos da 50 condição de cada critério de acordo com a política de classificação de criticidade de equipamentos da empresa. Já na segunda parte foi aplicado do modelo propriamente dito. Considerações sobre o modelo proposto, quanto à sua aplicabilidade, vulnerabilidade e pontos fortes, conclusões do trabalho e sugestões para trabalhos futuros finalizaram este trabalho. A seqüência do desenvolvimento do trabalho está descrito na Figura 8. Figura 8 - Fluxograma do desenvolvimento da pesquisa. Fonte: Autoria própria 3.1 DEFINIÇÃO DO MODELO O modelo proposto neste trabalho visa auxiliar os gestores de manutenção na definição da criticidade dos equipamentos contemplados na 51 estruturação do PCM. O ponto de partida para a implantação do modelo consiste na definição dos critérios para a escolha dos processos, instalações ou equipamentos que precisarão das ações de planejamento de manutenção. Tais critérios são posteriormente aplicados aos momentos de interesse na implementação do PCM. Especificamente, o modelo em estudo pretende contribuir no momento que antecede a implementação PCM, bem como no cenário após a implementação. No momento que antecede a implementação é importante dispor do máximo de informações possíveis sobre os equipamentos a fim de auxiliar na definição da criticidade destes. A classificação correta da criticidade permite uma melhor eficácia na escolha do tipo de manutenção (corretiva, preventiva ou preditiva) que determinado equipamento será submetido para otimizar a aplicação dos recursos e diminuir os custos. Após a implementação do PCM, é possível que os processos sejam modificados para atender as alterações de demanda do mercado, as equipes de manutenção sofram alterações e que novas tecnologias e ferramentas de gestão e de execução de tarefas sejam inseridas na função manutenção. Nestas mudanças de cenários, a criticidade dos equipamentos pode ser alterada, obrigando ao gestor de manutenção a realizar ajustes necessários. O modelo proposto neste trabalho possibilita a avaliação e a classificação dos equipamentos conforme a criticidade na qual os mesmos se encontram no momento da avaliação. Tendo em vista esta consideração o modelo proposto baseou-se nos seguintes elementos: 1. No levantamento dos equipamentos críticos da empresa seguindo a etapa 9 da fase 4 do modelo descrito por Fabro (2003) considerando-se as etapas abaixo: 1.1. Definição dos fatores de criticidade e seus pesos 1.2. Mapeamento dos equipamentos ou instalações críticas; 1.3. Inserção dos dados na ferramenta de diagnóstico; 52 2. Nos critérios de criticidade propostos por Fuentes (2006) pelo motivo que nem todas as empresas possuem dados que permitam adotar os critérios como MTBF, MTTR e se o sistema é informatizado ou não propostos por Fabro (2003). Estas informações são obtidas após a implementação do PCM. 3. No procedimento de Fabro(2003) para encontrar grau de importância dos critérios de criticidade, haja vista que no trabalho de Fuentes (2006) não foi definida há uma metodologia para encontrar os ponderadores dos critérios de criticidade estabelecidos. Na proposta de Fuentes(2006), os valores são atribuídos pela experiência e no conhecimento que os gestores tem do processo produtivo e dos equipamentos. 4. No modelo de procedimento de cálculo da criticidade proposto por Fuentes (2006), no sentido de que o equipamento poderá ser avaliado em cada critério através de uma faixa de condições. No procedimento de Fabro (2003), o gestor avalia a criticidade pelo valor absoluto encontrado no modelo, não havendo uma delimitação de valor para que o equipamento seja considerado crítico ou não. Por este motivo o cálculo de criticidade do modelo de Fabro (2003) não foi utilizado no modelo. O modelo acima descrito foi implementado utilizando planilha eletrônica do programa computacional MS-ExcellTM, por entender que é um software amplamente difundido. 3.2 DEFINIÇÃO DOS CRITÉRIOS DE CRITICIDADE Além dos quatro critérios propostos por Fuentes (2006) para a definição da criticidade dos equipamentos, o modelo desenvolvido envolveu mais cinco critérios considerados de importância por outros pesquisadores (FURMANN,(2002), BELMONTE et al (2005), SELLITO, M. A. e WALTER, C. (2005)) dentro de um processo fabril. Tais critérios foram os seguintes: a) Documentação técnica – caso a documentação técnica (manuais, desenhos, croquis, entre outros) esteja desatualizada ou 53 inexistente, a manutenção terá dificuldades em elaborar procedimentos de trabalho. Esta situação pode trazer riscos de segurança patrimonial e operacional, bem como, possibilidade de aumento de custos de produção e manutenção. b) Origem do equipamento – caso um equipamento seja de fabricação nacional a manutenção terá mais facilidade em planejar a compra de peças de reposição e demandará um custo menor em relação aos equipamentos importados. Adicionalmente, o tempo de recebimento do material de reposição será mais curto e o treinamento das pessoas será facilitado. c) Mão de obra – caso a manutenção de um equipamento possa ser realizada pela equipe de manutenção interna da empresa haverá maior rapidez no atendimento de uma ocorrência, o conhecimento manter-se-á dentro da empresa e os custos tenderão a ser menores. d) Idade do equipamento – quanto mais antigo for o equipamento, maiores serão as dificuldades em conseguir peças de reposição e mão de obra qualificada para executar os reparos. Neste estudo optou-se pela mescla entre os critérios propostos por Fabro (2003), Fuentes (2006) e os descritos acima. O Quadro 6 resume os critérios considerados na modelagem e suas definições. Critério A = Fator de velocidade de manifestação da falha Período P-F (Potencial failure – Functional failure): Definição É o tempo que pode transcorrer entre o momento em que se detecta uma falha em potencial e o momento em que esta se transforma em falha funcional. o foco é avaliar as conseqüências que a falha poderia ocasionar sobre as pessoas e seu impacto sobre o ambiente. Quadro 6 – Critérios a serem adotados no modelo B - Segurança do pessoal e do ambiente Proponente Fuentes (2006) Fuentes (2006) (continua) 54 Quadro 6 – Critérios a serem adotados no modelo (continuação) C - Custos da parada de produção permite estabelecer critérios para categorização dos equipamentos conforme as conseqüências sobre o processo de produção e satisfação da demanda. Fuentes (2006) D - Custos de reparação Classificação de acordo com Pareto: permite determinar critérios de classificação das falhas de acordo com os custos diretos de reparação. Fuentes (2006) E- Documentação Define a existência e o grau de atualização da documentação técnica do equipamento. Autor F - Origem Nacional ou importado Autor G - Gargalo Equipamento com capacidade limitada ou sem reserva H - Mão de obra Manutenção realizada por pessoal próprio ou por terceiro Autor I - Idade do equipamento Idade dos equipamentos: após 10 anos as empresas podem fazer descontinuidade de fabricação de peças. Autor Fabro (2003) Fonte: Autoria própria 3.3 GRAU DE IMPORTANCIA DOS CRITÉRIOS DE CRITICIDADE Com os critérios definidos, o grau de importância de cada um deles foi determinado aplicando-se o procedimento adotado por Fabro (2003), no qual a avaliação numérica de relações funcionais de Mudge é utilizada na hierarquização. Os valores para avaliação dos critérios de criticidade foram os seguintes: 5 - Critério muito mais importante que o critério precedente; 3 - Critério moderadamente mais importante que o critério precedente; 1 - Critério com pouca importância a mais que o critério precedente. A relação dos critérios foi apresentada a equipe de manutenção de uma empresa do setor alimentício em uma reunião com a equipe de manutenção composta por supervisores, técnicos de planejamento de manutenção, gerente de manutenção e gerente operacional corporativo. Foi solicitado para que em conjunto fosse preenchida a matriz de decisão. Assim consegui-se determinar o grau de importância dos critérios. 55 A Tabela 5 mostra o resultado desta avaliação. Tabela 5 - Aplicação da matriz para levantamento da hierarquia dos critérios de criticidade de um equipamento Matriz de Decisão de Mudge para levantamento do grau de importância dos critérios de criticidade B Peso C Peso D Peso E Peso F Peso G Peso H Peso I Peso Soma % A 1 D 3 A 5 A 1 G 1 A 5 A 1 14 25,9% B B C 3 B 3 E 1 B 1 B 1 B 1 I 1 6 11,1% C C D 1 E 1 F 3 G 1 C 1 C 1 5 9,3% E 1 D 1 G 1 H 1 D 1 6 11,1% F 1 G 3 H 1 I 1 3 5,6% F 1 H 1 I 1 5 9,3% H 1 I 1 6 11,1% I 1 4 7,4% 5 9,3% 54 100,0% A A 1 D D E E F F G G H H I I Fonte: Autoria própria Na Tabela 5 observa-se que o critério A (período P-F) obteve o maior valor de grau de importância (25,9%) para a avaliação da criticidade de um equipamento e o critério E (documentação) obteve o menor valor (5,2%). O valor percentual obtido para cada critério é divisão da soma de pesos que o mesmo obteve na avaliação pela soma dos pesos obtidos por todos os critérios. No Apêndice I mostra-se em detalhes o procedimento de calculo da matriz de Mudge Em ordem decrescente a Tabela 6 mostra os critérios foram hierarquizados os critérios de criticidade conforme os valores do grau de importancia obtidos na Tabela 5. 56 Tabela 6 - Hierarquia dos critérios de criticidade Grau de Importancia Hierarquia dos critérios de criticidade A Critério de velocidade de manifestação da falha -Período P-F 25,9% B Critério de segurança do pessoal e do ambiente 11,1% D Critério de custos de reparação 11,1% G Critério proporção de equipamentos reserva em relação aos equipamentos instalados 11,1% C Critério de custos de parada de produção 9,3% F Critério origem 9,3% I Critério idade equipamento 9,3% H Critério mão de obra 7,4% E Critério de documentação Fonte: Autoria própria 5,6% 3.4 DEFINIÇÃO DO PESO DA CONDIÇÃO DE CADA CRITÉRIO DE CRITICIDADE Não foi encontrada na literatura alguma metodologia para estabelecimento dos pesos apropriados para cada critério. Mesmo no trabalho de Fuentes (2006) não foi explicada a origem dos valores adotados. Para este autor, tais valores são definidos pelo nível de conhecimento dos gestores sobre o impacto que cada critério tem em relação à criticidade dos equipamentos. Assim, os pesos podem variar de acordo com o momento ou cenário, de processo para processo, de empresa para empresa ou de gestor para gestor. Para o desenvolvimento deste trabalho foi adotado o seguinte critério para os pesos das condições de cada critério de criticidade: • Critério com duas condições – pesos 0,0 e 1,0; • Critério com três condições – pesos 0,0; 0,5 e 1,0; • Critério com cinco condições – pesos 0,0; 0,25; 0,50; 0,75 e 1,0 Os valores dos pesos das condições dos critérios de criticidade “A” até “D” foram utilizados por Fuentes (2006). Para os demais critérios de criticidade os pesos foram obtidos através de reunião com a equipe de manutenção da empresa do setor alimentício, equipe esta composta por supervisores, técnicos de planejamento de manutenção, gerente de manutenção e gerente operacional 57 corporativo. O Quadro 7 mostra os critérios de criticidade e os pesos atribuídos das condições de cada critério pela equipe de manutenção. Item A B C D E F G H I Critério de Criticidade Velocidade de manifestação da falha -Período P-F Segurança do pessoal e do ambiente Custos de parada de produção Custos de reparação Documentação Origem Gargalo Mão de obra Idade equipamento Condição do Critério de Criticidade Peso da condição Suficiente, possível programar a intervenção 0,00 Curto, possível parar o equipamento 0,50 Muito curto, não dá para parar o equipamento 1,00 Sem consequencias 0,00 Efeito temporal sobre pessoas, não afeta o ambiente 0,25 Efeito temporal sobre as pessoas e ambiente 0,50 Efeito irreversível sobre as pessoas 0,75 Efeito irreversível sobre as pessoas e ambiente 1,00 Não implica demora na entrega 0,00 Implica demora leve na entrega 0,50 Implica demora e perda de clientes 1,00 Classe C- 5 % do total dos custos diretos de reparação 0,00 Classe B - 15 % do total dos custos diretos de reparação 0,50 Classe A - 80 % do total dos custos diretos de reparação 1,00 Desenhos e manuais atualizados 0,00 Com desenhos, manuais, mas desatualizados 0,50 Sem desenhos, manuais, etc 1,00 Nacional 0,50 Importado 1,00 Equipamento não é gargalo 0,00 Equipamento é gargalo, porém possui reserva 0,50 Equipamento é gargalo, porém não possui reserva 1,00 Mão de obra própria 0,50 Terceiro 1,00 Menor que 5 anos 0,00 Entre 5 a 15 anos 0,50 Maior que 15 anos Quadro 7 - Peso das condições dos critérios de criticidade dos equipamentos Fonte: Autoria própria 1,00 58 Em termos gerais, sugere-se que os pesos dos critérios devem ser considerados conforme avaliação e experiência das pessoas que estiverem implementando o PCM. 3.5 CÁLCULO DA CRITICIDADE Para o cálculo da criticidade de um equipamento fazemos a avaliação do equipamento sobre a condição do mesmo em cada critério de criticidade. O valor obtido é a criticidade do equipamento para o critério. O produto do peso da condição pelo grau de importância do critério é o valor da criticidade do equipamento no critério avaliado. A soma das criticidades parciais é a o valor da criticidade do equipamento, este é o valor quantitativo da criticidade. O valor qualitativo é obtido fazendo a comparação do valor obtido para a criticidade com a faixa de valores definida por Fuentes (2006) a qual segue a regra demonstrada na Figura 9. Valor calculado da criticidade (%) SIM Valor NÃO < 50% Criticidade BAIXA NÃO 50% >= Valor <= SIM Criticidade MÉDIA 87 % Criticidade ALTA Figura 9 – Algoritmo para obtenção do valor qualitativo da criticidade dos equipamentos Fonte: Autoria própria A classificação da criticidade de cada equipamento foi obtida inserindo o número 1 nas células das colunas do peso da condição do critério avaliado que 59 mais se aproxima da situação do equipamento no momento da avaliação. A Figura 10 mostra a tela da ferramenta após inseridos os dados de ponderação e os pesos da condição de cada critério de criticidade. Figura 10 - Tela da ferramenta do modelo proposto Fonte: Autoria própria Tomando como exemplo o equipamento 1 da Figura 9 e analisando a condição do mesmo em relação aos fatores críticos, tem-se: Equipamento; 1 a) Critério: Período P-F – manifestação da falha i) Ponderador: 25,9% ii) Condição do Critério: curto, possível parar o equipamento iii) Peso da condição do critério: 0,5 iv) Criticidade para o critério: b x d = 12,9% Repetindo a operação para os demais critérios e somando o resultado de cada um dos critérios o resultado da criticidade o equipamento 1 é 28 %. Pela 60 classificação proposta por Fuentes (2006) o equipamento 1 será classificado com criticidade baixa, pois o valor obtido é menor que 50%. A formulação aplicada na planilha eletrônica para a obtenção da criticidade qualitativa (alta, média, baixa) baseada no valor calculado é a seguinte: =SE(B6=0;"";SE(B6<0,5;"baixa";SE(E(0,5<=B6;B6<0,87;"media";"alta"))) , onde “B6” é a célula que representa o valor calculado da criticidade. No anexo I tem-se as telas da ferramenta. A aplicação do modelo proposto e os resultados obtidos estão descritos no item seguinte. 61 4 TESTE DO MODELO PROPOSTO O modelo proposto foi testado, de acordo como os objetivos específicos “b” e “c”, em dois tipos de organizações industriais nacionais de setores diferentes: uma do setor de mineração e outra do setor alimentício. A estratégia adotada para aplicação do modelo seguiu o seguinte procedimento: a) Entrevista com as equipes de manutenção para avaliação dos critérios de criticidade, grau de importancia de cada critério e dos pesos de cada condição de cada critério. b) Levantamento dos equipamentos críticos: i. Etapa b.1 - utilização dos critérios propostos por Fuentes (2006), cuja ponderação dos pesos dos fatores críticos está descrita no Quadro 4. Com isto tem-se o grau de importância de cada critério conforme a Tabela 7. Tabela 7 - Grau de importancia dos critérios de criticidade para equipamentos conforme critérios de Fuentes (2006) Critério de Criticidade Grau de importancia A Velocidade de manifestação da falha - Período P-F 16,7% B Segurança do pessoal e do ambiente 25,0% C Custos de parada de produção 25,0% D Custos de reparação Fonte: Autoria própria 33,3% ii. Etapa b.2 – utilização dos critérios de criticidade ponderação dos pesos dos fatores críticos conforme a Tabela 6. c) Discussão dos valores obtidos. 4.1 TESTE DO MODELO NA EMPRESA DO SETOR DE MINERAÇÃO 62 A empresa está localizada na região dos Campos Gerais no estado do Paraná, cujo produto principal está baseado no processamento de calcário. Iniciou suas atividades em 2006 e seus equipamentos são relativamente novos com a documentação técnica (manuais, desenhos, procedimentos, entre outros) está atualizada, pois houve poucas mudanças nos processos de fabricação, as quais foram documentadas. A empresa possui no seu quadro funcional uma área responsável pela manutenção dos equipamentos e instalações, porém não possui PCM estruturado, porém tem a prática de fazer a manutenção preventiva e preditiva nos equipamentos em sua maioria por pessoal próprio, porém, em algumas ocasiões contrata terceiros para auxiliar na execução dos serviços com supervisão da equipe interna. Para fazer o gerenciamento e o controle da manutenção e planejar os serviços a desenvolvido manutenção por utiliza funcionários um da sistema própria de controle empresa. A informatizado criticidade dos equipamentos é definida pela experiência das pessoas, sem referencia a alguma metodologia e não contemplada no programa de manutenção. A empresa possui vários processos produtivos, mas não liberou a aplicação do modelo em processos de produção do produto acabado devido a política interna quanto ao segredo industrial. A área definida pela empresa para testar a metodologia deste trabalho foi a área de Moagem Úmida. 4.1.1 Avaliação dos critérios propostos Os critérios propostos no modelo foram avaliados em reunião com a equipe responsável pela manutenção da empresa composta pelo gerente industrial e pelo supervisor de manutenção. A equipe de manutenção da empresa considerou que os critérios, os ponderadores e os pesos das condições de cada critério da criticidade adotados por Fuentes (2006) e os propostos por este trabalho estavam de acordo com a situação da empresa. 63 A equipe de manutenção solicitou que fosse alterado o critério “gargalo” para “Fator proporção de equipamentos reserva em relação aos equipamentos instalados”, pois consideraram que este critério era mais relevante que o critério gargalo. Nesta empresa existe a regra de ter um equipamento reserva para cada cinco instalados. A Tabela 8 mostra a alteração solicitada pela empresa. Tabela 8 - Critério de criticidade de equipamentos reserva Item Critério de Criticidade G Critério de proporção de equipamentos reserva em relação aos equipamentos instalados Condição do Critério de Criticidade Peso da condição igual ou maior que 1/5 0,00 menor que 1/5 0,50 zero 1,00 Fonte: Autoria própria 4.1.2 Etapa b.1 - utilização dos fatores propostos por Fuentes (2006) A Tabela 9 mostra o resultado da aplicação do modelo somente com os critérios propostos por Fuentes (2006) na área de moagem úmida. Tabela 9 - Aplicação do modelo utilizando critérios de Fuentes (2006) Equipamento Fuentes (2006) Criticidade Tanque de materia prima (agitador, bomba) 19,17% Baixa Moinho 1 72,50% Média Bomba de insumo 1 34,17% Baixa Centrifuga 1 47,50% Baixa Tanque de produto acabado 1 56,67% Média Moinho 2 72,50% Média Bomba insumo 2 34,17% Baixa Centrifuga 2 47,50% Baixa Tanque de produto acabado 2 56,67% Média Moinho 3 72,50% Média Bomba de insumo 3 34,17% Baixa Centrifuga 3 47,50% Baixa 56,67% Média Tanque de produto acabado 3 Fonte: Autoria própria 64 Os valores da Tabela 9 mostram que nenhum equipamento foi classificado com criticidade “alta”. Com esta informação os planejadores de manutenção da empresa podem programar a estratégia adequada para a manutenção dos mesmos de acordo com a política de manutenção para equipamentos que possuem prioridade “baixa” ou “média”. Somente os moinhos 1, 2 e 3 tiveram a criticidade calculada bem acima de 50%, mas abaixo do limite de 87% para que a criticidade dos equipamentos fosse considerada como “alta”. As criticidades de cada critério para cada equipamento podem ser verificadas na Tabela 10, a qual mostra que as médias das criticidades calculadas para cada critério. Segurança (%) Tanque de materia prima (agitador, bomba) 19,17 Baixa 8,3 7,5 0,0 3,3 Moinho 1 72,50 Média 16,7 7,5 15,0 33,3 Bomba de insumo 1 34,17 Baixa 8,3 7,5 15,0 3,3 Centrifuga 1 47,50 Baixa 8,3 7,5 15,0 16,7 Tanque de produto acabado 1 56,67 Média 8,3 20,0 25,0 3,3 Moinho 2 72,50 Média 16,7 7,5 15,0 33,3 Bomba insumo 2 34,17 Baixa 8,3 7,5 15,0 3,3 Centrifuga 2 47,50 Baixa 8,3 7,5 15,0 16,7 Tanque de produto acabado 2 56,67 Média 8,3 20,0 25,0 3,3 Moinho 3 72,50 Média 16,7 7,5 15,0 33,3 Bomba de insumo 3 34,17 Baixa 8,3 7,5 15,0 3,3 Centrifuga 3 47,50 Baixa 8,3 7,5 15,0 16,7 Tanque de produto acabado 3 56,67 Média 8,3 20,0 25,0 3,3 10,3 10,4 16,2 13,3 Criticidade Equipamento total (%) Média dos critérios Fonte: Autoria própria Custos de reparação (%) Período P-F (%) Custos de parada de produção (%) Tabela 10 - Criticidade de cada fator de criticidade – Modelo de Fuentes(2006) 65 Pela Tabela 10 pode-se verificar que o critério que mais influencia na área de moagem úmida é o critério de custo de parada de produção cuja média para todos os equipamentos ficou em 16,2%. Organizando os valores obtidos pela média da importancia de cada critério o gestor de manutenção poderá perceber as prioridades. O gráfico 1 mostra a hierarquização dos critérios ordenados pelo valor da média das criticidades dos equipamentos, destacando-se o critério de “custos de parada de produção” com 16,2%. Gráfico 1 - Hierarquia dos fatores de criticidade utilizando critérios de Fuentes (2006) – empresa de mineração Fonte: Autoria própria Estes resultados permitem que a empresa faça o planejamento das ações de manutenção para mitigar a influencia de tais fatores utilizando como base a proposta de Fabro (2003) para transformar obstáculos em fatores de sucesso conforme Anexo I. 4.1.3 Etapa b.2 - utilização dos fatores propostos no modelo deste trabalho A Tabela 11 mostra o resultado da aplicação do modelo proposto. Nesta tabela indica-se o nível de criticidade dos equipamentos envolvidos e a importância de cada critério adotado no modelo. 66 Custos de reparação (%) Documentação (%) Origem (%) Mão de obra (%) Idade equipamento (%) Baixa 13,0 2,8 0,0 0,0 0,0 9,3 0,0 3,7 0,0 Moinho 1 62,96 Media 25,9 2,8 4,6 11,1 0,0 9,3 5,6 3,7 0,0 Bomba de insumo 1 33,33 Baixa 13,0 2,8 4,6 0,0 0,0 9,3 0,0 3,7 0,0 Centrifuga 1 38,89 Baixa 13,0 2,8 4,6 5,6 0,0 9,3 0,0 3,7 0,0 Tanque de produto acabado 1 51,85 Media 13,0 11,1 9,3 0,0 0,0 9,3 5,6 3,7 0,0 62,96 Media 25,9 2,8 4,6 11,1 0,0 9,3 5,6 3,7 0,0 33,33 Baixa 13,0 2,8 4,6 0,0 0,0 9,3 0,0 3,7 0,0 Centrifuga 2 38,89 Baixa 13,0 2,8 4,6 5,6 0,0 9,3 0,0 3,7 0,0 Tanque de produto acabado 2 51,85 Media 13,0 11,1 9,3 0,0 0,0 9,3 5,6 3,7 0,0 Moinho 3 62,96 Media 25,9 2,8 4,6 11,1 0,0 9,3 5,6 3,7 0,0 Bomba de insumo 3 33,33 Baixa 13,0 2,8 4,6 0,0 0,0 9,3 0,0 3,7 0,0 Centrifuga 3 38,89 Baixa 13,0 2,8 4,6 5,6 0,0 9,3 0,0 3,7 0,0 Tanque de produto acabado 3 51,85 Media 13,0 11,1 9,3 0,0 0,0 9,3 5,6 3,7 0,0 16,0 4,7 5,3 3,8 0,0 9,3 2,6 3,7 0,0 Tanque de materia prima (agitador , bomba) Moinho 2 Bomba insumo 2 Média dos critérios Fonte: Autoria própria Proporção de equipamentos reserva (%) Segurança (%) 28,70 Equipamento Custos de parada de produção (%) Criticidade total (%) Período P-F (%) Tabela 11 - Criticidade de cada critério de criticidade – Modelo deste trabalho – empresa de mineração 67 Os resultados obtidos indicaram que nenhum dos equipamentos da área de Moagem Úmida atingiu o nível de criticidade “alta”, notando-se a participação aproximadamente equilibrada das criticidades “média” e “baixa”. De acordo com esta classificação de criticidade, os moinhos e tanques de produto acabado seriam os equipamentos que precisam de mais atenção por parte do gestor de manutenção. O gráfico 2 mostra os critérios utilizados na avaliação da criticidade ordenados pelo valor das médias obtidas. Gráfico 2 - Hierarquia dos fatores de criticidade utilizando critérios deste trabalho– empresa de mineração Fonte: Autoria própria De acordo com os resultados obtidos, o critério “Período P-F” mostrouse claramente como sendo o de maior importância, contrastando com os critérios “documentação” e “Idade do equipamento” cujas relevancias para a análise são desprezíveis. 68 4.1.4 Etapa C – comparação dos resultados obtidos Os resultados do modelo proposto foram comparados com os obtidos a partir da aplicação da metodologia de Fuentes (2006). A Tabela 12 mostra esta comparação. Considerando-se a classificação qualitativa como base para a decisão na estratégia da manutenção, verifica-se que não houve diferenciação entre os modelos na criticidade dos equipamentos. Na Tabela 12 pode-se verificar a comparação entre as duas propostas. Tabela 12 - Comparação entre critérios de Fuentes (2006) com o deste trabalho - empresa de mineração Fuentes (2006) Presente Trabalho Equipamento Criticidade (%) Criticidade (%) Comparação Fuentes (2006) Trabalho Desvio em valor absoluto (%) (*) Tendência Tanque de matéria prima (agitador, bomba) 19,17 Baixa 28,70 Baixa 49,76 Aumentou Moinho 1 72,50 Média 62,96 Media 13,15 Diminuiu Bomba de insumo 1 34,17 Baixa 33,33 Baixa 2,44 Diminuiu Centrifuga 1 47,50 Baixa 38,89 Baixa 18,13 Diminuiu Tanque de produto acabado 1 56,67 Média 51,85 Media 8,50 Diminuiu Moinho 2 72,50 Média 62,96 Media 13,15 Diminuiu Bomba insumo 2 34,17 Baixa 33,33 Baixa 2,44 Diminuiu Centrifuga 2 47,50 Baixa 38,89 Baixa 18,13 Diminuiu Tanque de produto acabado 2 56,67 Média 51,85 Media 8,50 Diminuiu Moinho 3 72,50 Média 62,96 Media 13,15 Diminuiu Bomba de insumo 3 34,17 Baixa 33,33 Baixa 2,44 Diminuiu Centrifuga 3 47,50 Baixa 38,89 Baixa 18,13 Diminuiu Tanque de produto acabado 3 56,67 Média 51,85 Media 8,50 Diminuiu (*) – Valor absoluto = Criticidade (Fuentes (2006) – Criticidade Modelo proposto) / Criticidade (Fuentes (2006) ) Fonte: Autoria própria 69 Por outro lado, ao comparar a classificação da criticidade do ponto de vista quantitativo, observou-se que, pelo modelo proposto, apenas quatro dos treze equipamentos analisados aumentaram sua criticidade, com exceção do tanque de matéria prima (agitador e bomba), a variação nas percentagens de criticidade foram relativamente baixas, sugerindo uma boa concordância co modelo proposto com o apresentado por Fuentes (2006). Após aplicação do modelo, foi realizada uma reunião com equipe de manutenção para apresentação dos resultados obtidos e discussão sobre a aplicação do modelo. A percepção da equipe de manutenção sobre o modelo proposto descreve-se a seguir: - Os resultados obtidos refletem parcialmente a realidade da empresa, pois no planejamento das ações da manutenção dos moinhos 1, 2 e 3 os mesmos são considerados com criticidade “alta”. - Apesar da empresa não utilizar uma metodologia para definir a criticidade dos equipamentos, considerou-se que o número de quatro critérios não foi suficiente para avaliar a criticidade dos equipamentos, de acordo com a experiência dos integrantes da equipe de manutenção. - Ao testar o modelo com mais critérios para definição da criticidade dos equipamentos, os resultados obtidos ficaram mais próximos da definição de criticidade dos equipamentos que os técnicos de manutenção consideraram para planejar as tarefas de manutenção. - O modelo proposto foi considerado de fácil compreensão e utilização na definição da criticidade dos equipamentos, tendo como ponto forte a possibilidade de incluir e retirar critérios de criticidade conforme a necessidade. - Um item bastante discutido foi a inexistência de metodologia para a definição dos pesos das condições de cada critério e do grau de importância dos critérios, pois estes estão condicionados à experiência e ao nível de 70 conhecimento da equipe de manutenção no cenário que a empresa está inserida. Tal situação foi considerada como uma vulnerabilidade. 4.2 TESTE DO MODELO NA EMPRESA DO SETOR ALIMENTÍCIO Esta empresa está localizada na região o Centro Oeste do território brasileiro, mais precisamente no estado do Mato Grosso. Sua atividade principal envolve o processamento de xarope para fabricação de refrigerantes. A empresa possui no seu quadro funcional um setor responsável pela manutenção dos equipamentos e instalações. O PCM faz parte da estrutura da área de manutenção, mas está parcialmente implementado. Utiliza o módulo de manutenção do software ERP da SAP para gerenciamento e planejamento das atividades de manutenção. Tem como política realizar a manutenção preventiva e preditiva nos equipamentos com pessoal próprio, porém, em algumas ocasiões contrata terceiros para executar os serviços, uma vez que muitos dos equipamentos são importados e necessitam de pessoal treinado e ferramentas especiais. A empresa já conhece a criticidade dos seus equipamentos e, com base nela, os planejadores de manutenção do PCM definem o tipo de manutenção que cada equipamento será submetido. Como acontecido com a empresa de mineração analisada anteriormente, esta empresa não autorizou a aplicação do modelo em processos de produção do produto acabado devido a política interna quanto ao segredo industrial. A área definida pela empresa para testar a metodologia deste trabalho foi a Estação de Tratamento de Água (ETA). A ETA recebe a água captada do rio de forma bruta e através dos vários processos de tratamento como filtragem e adição de alguns produtos químicos, obtem a água própria para ser utilizada no processo de fabricação de refrigerantes. 71 4.2.1 Avaliação dos critérios propostos Os critérios propostos no modelo foram avaliados em reunião com a equipe de manutenção da empresa do setor alimentício, equipe esta composta por supervisores, técnicos de planejamento de manutenção, gerente de manutenção e gerente operacional corporativo. A equipe de manutenção da empresa considerou que os critérios, os ponderadores e os pesos das condições de cada critério da criticidade, adotados por Fuentes (2006) e também pelo modelo proposto neste trabalho, estavam de acordo com a situação da empresa. Devido que a empresa não considera a situação de “gargalo” para a atribuição da criticidade dos equipamentos, atendeu-se a solicitação realizada pela equipe de manutenção do setor de mineração para que fosse alterado o critério “gargalo” para “Critério de proporção de equipamentos reserva em relação aos equipamentos instalados”. Manteve-se a regra adotada na empresa de mineração de ter um equipamento reserva para cada cinco instalados. Os pesos da condição do critério também foram mantidos 4.2.2 Etapa b.1 - utilização dos fatores propostos por Fuentes (2006) A Tabela 13 mostra o resultado da aplicação do modelo somente com os critérios propostos por Fuentes (2006) na ETA. As faixas de classificação de criticidade foram mantidas as mesmas que foram consideradas na aplicação do modelo na empresa de mineração. Tabela 13 - Aplicação do modelo utilizando critérios de Fuentes (2006) - empresa setor alimentício (continua) Tratamento de água Empresa Proposta deste trabalho Equipamento Criticidade (%) Criticidade (%) Poço 1 - eta alta 56,3 Media 72 Tabela 13 - Aplicação do modelo utilizando critérios de Fuentes (2006) - empresa setor alimentício (continuação) Tratamento de água Empresa Equipamento Criticidade (%) Proposta deste trabalho Criticidade (%) alta 56,3 Media Caixa d'água nº1 - eta Media 51,3 Media Caixa d'água nº2 - eta Media 51,3 Media Caixa d'água nº3 - eta Media 51,3 Media Caixa d'água nº4 - eta Media 51,3 Media Caixa d'água nº5 - eta Media 59,6 Media Filtro de carvão nº1 - eta Media 59,6 Media Filtro de carvão nº2 - eta Media 51,3 Media Filtro de areia nº1 - eta Media 51,3 Media Filtro de areia nº2 - eta Media 51,3 Media Filtro de areia nº3 - eta Media 51,3 Media Bomba de recalque 1 - eta Media 47,9 Baixa Bomba de recalque 2 - eta Media 47,9 Baixa Bomba de água semitratada 1 - eta Media 56,7 Media Bomba de água semitratada 2 - eta Media 56,7 Media Bomba de água semitratada 3 - eta Media 56,7 Media Bomba de água tratada 4 - eta Media 46,7 Baixa Bomba de água tratada 5 - eta Media 46,7 Baixa Bomba dosadora floculador 1 - eta Media 47,9 Baixa Bomba dosadora floculador 2 - eta Media 47,9 Baixa Bomba hidrante 1 - eta Media 19,2 Baixa Bomba hidrante 2 - eta Media 19,2 Baixa Misturador de solução de aluminio - eta Baixa 46,7 Baixa Misturador de solução de barrilha - eta Baixa 46,7 Baixa Misturador de solução de betonita - eta Fonte: Autoria própria Baixa 46,7 Baixa Poço 4 - eta Os resultados da Tabela 13 mostram que houve uma discrepância de aproximadamente 39% entre a criticidade que a empresa atribui com aquela proposta pelos critérios de Fuentes (2006). 73 Pelos critérios da empresa, somente três equipamentos tem a criticidade “baixa” e dois tem criticidade “alta”. Com a aplicação dos critérios de Fuentes (2006), para onze equipamentos a criticidade “baixa” foi atribuída e a nenhum equipamento a criticidade “alta” foi atribuída. A importância de cada critério para cada equipamento pode ver verificada na Tabela 14 e no Gráfico 3. Tabela 14 - Média da criticidade dos critérios de criticidade – Modelo de Fuentes (2006) empresa setor alimentício Reparaçã o (%) Poço 1 - eta Alta 56,25 Media 16,7 11,3 25,0 3,3 Poço 4 - eta Alta 56,25 Media 16,7 11,3 25,0 3,3 Caixa d'água nº1 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Caixa d'água nº2 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Caixa d'água nº3 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Caixa d'água nº4 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Caixa d'água nº5 - eta Media 59,58 Media 16,7 11,3 15,0 16,7 Filtro de carvão nº1 - eta Media 59,58 Media 16,7 11,3 15,0 16,7 Filtro de carvão nº2 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Filtro de areia nº1 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Filtro de areia nº2 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Filtro de areia nº3 - eta Media 51,25 Media 8,3 11,3 15,0 16,7 Bomba de recalque 1 eta Media 47,92 Baixa 8,3 11,3 25,0 3,3 Bomba de recalque 2 eta Media 47,92 Baixa 8,3 11,3 25,0 3,3 Bomba de água semitratada 1 - eta Media 56,67 Media 8,3 20,0 25,0 3,3 Bomba de água semitratada 2 - eta Media 56,67 Media 8,3 20,0 25,0 3,3 Bomba de água semitratada 3 - eta Media 56,67 Media 8,3 20,0 25,0 3,3 Bomba de água tratada 4 - eta Media 46,67 Baixa 8,3 20,0 15,0 3,3 Bomba de água tratada 5 - eta Media 46,67 Baixa 8,3 20,0 15,0 3,3 Equipamento Criticidade empresa (%) Criticidade total (%) Período PF (%) Parada de produção (%) Segurança (%) (continua) 74 Tabela 14 - Média da criticidade dos critérios de criticidade – Modelo de Fuentes (2006) empresa setor alimentício Reparaçã o (%) Bomba dosadora floculador 1 - eta Media 47,92 Baixa 8,3 11,3 25,0 3,3 Bomba dosadora floculador 2 - eta Media 47,92 Baixa 8,3 11,3 25,0 3,3 Bomba hidrante 1 - eta Media 19,17 Baixa 8,3 7,5 0,0 3,3 Bomba hidrante 2 - eta Media 19,17 Baixa 8,3 7,5 0,0 3,3 Misturador de solução de aluminio - eta Baixa 46,67 Baixa 8,3 20,0 15,0 3,3 Misturador de solução de barrilha - eta Baixa 46,67 Baixa 8,3 20,0 15,0 3,3 Misturador de solução de betonita - eta Baixa 46,67 Baixa 8,3 20,0 15,0 3,3 9,6 13,7 17,3 8,5 Equipamento Criticidade empresa (%) Média dos critérios Fonte: Autoria própria Criticidade total (%) Período PF (%) Parada de produção (%) Segurança (%) (continuação) Gráfico 3 - Hierarquia dos fatores de criticidade utilizando critérios de Fuentes (2006) – empresa do setor alimentício Fonte: Autoria própria 75 Dos resultados apresentados pode-se verificar que na área da ETA os critérios de “custos de parada de produção” e de “segurança” e tem maior importância, com critério “Custo de reparação” sendo o menos relevante. 4.2.3 Etapa b.2 - utilização dos fatores propostos no modelo deste trabalho A Tabela 15 mostra o resultado da aplicação do modelo proposto neste trabalho, o qual inclui critérios adicionais para avaliação da criticidade. Tabela 15 - Aplicação do modelo utilizando critérios da proposta deste trabalho- empresa setor alimentício (continua) Tratamento de água Empresa Equipamento Criticidade Criticidade % Condição Poço 1 - eta Alta 68,1 Media Poço 4 - eta Alta 68,1 Media Caixa d'água nº1 - eta Media 50,4 Media Caixa d'água nº2 - eta Media 50,4 Media Caixa d'água nº3 - eta Media 50,4 Media Caixa d'água nº4 - eta Media 50,4 Media Caixa d'água nº5 - eta Media 63,3 Media Filtro de carvão nº1 - eta Media 63,3 Media Filtro de carvão nº2 - eta Media 50,4 Media Filtro de areia nº1 - eta Media 50,4 Media Filtro de areia nº2 - eta Media 50,4 Media Filtro de areia nº3 - eta Media 50,4 Media Bomba de recalque 1 - eta Media 52,4 Media Bomba de recalque 2 - eta Media 52,4 Media Bomba de água semitratada 1 - eta Media 56,3 Media Bomba de água semitratada 2 - eta Media 56,3 Media Bomba de água semitratada 3 - eta Media 56,3 Media Bomba de água tratada 4 - eta Media 52,6 Media Bomba de água tratada 5 - eta Media 52,6 Media Bomba dosadora floculador 1 - eta Media 52,4 Media Bomba dosadora floculador 2 - eta Media 52,4 Media Bomba hidrante 1 - eta Media 41,5 Baixa 76 Tabela 15 - Aplicação do modelo utilizando critérios da proposta deste trabalho- empresa setor alimentício (continuação) Tratamento de água Empresa Criticidade Equipamento Criticidade % Condição Bomba hidrante 2 - eta Media 41,5 Baixa Misturador de solução de aluminio - eta Baixa 55,4 Media Misturador de solução de barrilha - eta Baixa 55,4 Media Misturador de solução de betonita - eta Fonte: Autoria própria Baixa 55,4 Media Os dados da Tabela 15 mostram que houve uma discrepância de aproximadamente 27% entre a criticidade que a empresa atribui com a proposta pelos critérios deste trabalho. Como indicado pelos resultados, o modelo proposto mostrou equilíbrio nas discrepâncias encontradas, pois, a criticidade passou a ser menor em quatro equipamentos e maior em três. A importância de cada critério para cada equipamento pode ver verificada na Tabela 16 e no Gráfico 4. Tabela 16 - Criticidade de cada fator de criticidade – Modelo proposto pelo trabalho – empresa setor alimentício idade equipamento (%) Mão de obra (%) 5,0 9,3 1,1 2,8 4,6 11,1 3,7 4,6 Poço 4 eta Alta 68,15 Media 25,9 5,0 9,3 1,1 2,8 4,6 11,1 3,7 4,6 Caixa d'água nº1 - eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Caixa d'água nº2 - eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 reserva (%) 25,9 Equipamentos Media Origem (%) 68,15 (%) Alta Criticidade da proposta do trabalho (%) Documentação Segurança (%) Poço 1 eta CriticidaEquipame de da nto empresa (%) Reparação (%) Período P-F (%) Parada de produção (%) (continua) 77 Tabela 16 - Criticidade de cada fator de criticidade – Modelo proposto pelo trabalho – empresa setor alimentício idade equipamento (%) Equipamentos Mão de obra (%) Origem (%) 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Caixa d'água nº4 - eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Caixa d'água nº5 - eta Media 63,33 Media 25,9 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Filtro de carvão nº1 - eta Media 63,33 Media 25,9 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Filtro de carvão nº2 - eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Filtro de areia nº1 eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Filtro de areia nº2 eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Filtro de areia nº3 eta Media 50,37 Media 13,0 5,0 5,6 5,6 2,8 4,6 5,6 3,7 4,6 Bomba de recalque 1 - eta Media 52,41 Media 13,0 5,0 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba de recalque 2 - eta Media 52,41 Media 13,0 5,0 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba de água semitratad a 1 - eta Media 56,30 Media 13,0 8,9 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba de água semitratad a 2 - eta Media 56,30 Media 13,0 8,9 9,3 1,1 0,0 4,6 11,1 3,7 4,6 reserva (%) (%) Media Criticidade da proposta do trabalho (%) Documentação Segurança (%) Caixa d'água nº3 - eta CriticidaEquipame de da nto empresa (%) Reparação (%) Período P-F (%) Parada de produção (%) (continuação) 78 Tabela 16 - Criticidade de cada fator de criticidade – Modelo proposto pelo trabalho – empresa setor alimentício idade equipamento (%) Mão de obra (%) Equipamentos Media 13,0 8,9 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba de água tratada 4 eta Media 52,59 Media 13,0 8,9 5,6 1,1 0,0 4,6 11,1 3,7 4,6 Bomba de água tratada 5 eta Media 52,59 Media 13,0 8,9 5,6 1,1 0,0 4,6 11,1 3,7 4,6 Bomba dosadora floculador 1 - eta Media 52,41 Media 13,0 5,0 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba dosadora floculador 2 - eta Media 52,41 Media 13,0 5,0 9,3 1,1 0,0 4,6 11,1 3,7 4,6 Bomba hidrante 1 eta Media 41,48 Baixa 13,0 3,3 0,0 1,1 0,0 4,6 11,1 3,7 4,6 Bomba hidrante 2 eta Media 41,48 Baixa 13,0 3,3 0,0 1,1 0,0 4,6 11,1 3,7 4,6 Misturador de solução de aluminio - eta Baixa 55,37 Media 13,0 8,9 5,6 1,1 2,8 4,6 11,1 3,7 4,6 Misturador de solução de barrilha - eta Baixa 55,37 Media 13,0 8,9 5,6 1,1 2,8 4,6 11,1 3,7 4,6 15,0 6,0 6,4 2,9 1,6 4,6 8,9 3,7 4,6 Média dos critérios Fonte: Autoria própria reserva (%) Origem (%) 56,30 (%) Media Criticidade da proposta do trabalho (%) Documentação Segurança (%) Bomba de água semitratad a 3 - eta CriticidaEquipame de da nto empresa (%) Reparação (%) Período P-F (%) Parada de produção (%) (continuação) 79 Gráfico 4 - Hierarquia dos fatores de criticidade utilizando critérios deste trabalho – empresa setor alimentício Fonte: Autoria própria Como ilustrado no Gráfico 4, o critério “Período –P-F” mostrou-se o mais importante para a ETA, com o critério “Documentação” o menos relevante. Este resultado apóia-se no fato de que o tempo de manifestação de alguma falha nos equipamentos é muito curto e a manutenção deve procurar manter os equipamentos confiáveis e disponíveis para produção. A ocorrência de falhas pode provocar prejuízos financeiros e de imagem da empresa perante seus clientes. 4.2.4 Etapa C – comparação dos resultados obtidos Na Tabela 17 resumem-se os resultados obtidos nas duas propostas analisados neste trabalho, a fim de facilitar a comparação entre eles. Na proposta de Fuentes (2006) onze equipamentos registraram prioridade “baixa” e, ao aumentar a quantidade de critérios de avaliação (modelo proposto), somente dois equipamentos foram classificados com essa mesma 80 criticidade. Assim pelo modelo proposto, nove equipamentos passaram de criticidade “baixa” para criticidade “média” diminuindo-se a discrepância em relação a classificação da criticidade considerada atualmente na empresa. Tabela 17 - Comparação dos resultados obtidos a partir do modelo de Fuentes (2006) e proposto neste trabalho (continua) Comparação Fuentes (2006) Trabalho Empresa Fuentes (2006) Trabalho Criticidade Criticidade (%) Criticidade (%) Desvio em valor absoluto (%) (*) Tendência Poço 1 - eta Alta Media 56,3 Media 68,15 21,2 Aumentou Poço 4 - eta Alta Media 56,3 Media 68,15 21,2 Aumentou Caixa d'água nº1 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Caixa d'água nº2 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Caixa d'água nº3 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Caixa d'água nº4 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Caixa d'água nº5 - eta Media Media 59,6 Media 63,33 6,3 Aumentou Filtro de carvão nº1 - eta Media Media 59,6 Media 63,33 6,3 Aumentou Filtro de carvão nº2 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Filtro de areia nº1 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Filtro de areia nº2 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Filtro de areia nº3 - eta Media Media 51,3 Media 50,37 1,7 Diminuiu Bomba de recalque 1 - eta Media Baixa 47,9 Media 52,41 9,4 Aumentou Bomba de recalque 2 - eta Media Baixa 47,9 Media 52,41 9,4 Aumentou Bomba de água semitratada 1 - eta Media Media 56,7 Media 56,30 0,7 Diminuiu Bomba de água semitratada 2 - eta Media Media 56,7 Media 56,30 0,7 Diminuiu Bomba de água semitratada 3 - eta Media Media 56,7 Media 56,30 0,7 Diminuiu Bomba de água tratada 4 eta Media Baixa 46,7 Media 52,59 12,7 Aumentou Bomba de água tratada 5 eta Media Baixa 46,7 Media 52,59 12,7 Aumentou Bomba dosadora floculador 1 - eta Media Baixa 47,9 Media 52,41 9,4 Aumentou Equipamento 81 Tabela 17 - Comparação dos resultados obtidos a partir do modelo de Fuentes (2006) e proposto neste trabalho (continuação) Comparação Fuentes (2006) Trabalho Empresa Fuentes (2006) Trabalho Criticidade Criticidade (%) Criticidade (%) Desvio em valor absoluto (%) (*) Tendência 9,4 Aumentou Equipamento Bomba dosadora floculador 2 - eta Media Baixa 47,9 Media 52,41 Bomba hidrante 1 - eta Media Baixa 19,2 Baixa 41,48 116,4 Aumentou Bomba hidrante 2 - eta Media Baixa 19,2 Baixa 41,48 116,4 Aumentou Misturador de solução de aluminio - eta Baixa Baixa 46,7 Media 55,37 18,7 Aumentou Misturador de solução de barrilha - eta Baixa Baixa 46,7 Media 55,37 18,7 Aumentou Misturador de solução de betonita - eta Baixa Baixa 46,7 Media 55,37 18,7 Aumentou (*) – Valor absoluto = Criticidade (Fuentes (2006) – Criticidade Modelo proposto) / Criticidade (Fuentes (2006) ) Fonte: Autoria própria Na Tabela 17 também é possível observar que: • Nenhum dos modelos acusou criticidade “alta”, o que pela classificação da empresa dois equipamentos a mereciam. No entanto, o resultado do cálculo da criticidade obtido pela proposta deste trabalho, em comparação com a proposta de Fuentes (2006), aproximou-se mais ao limite mínimo de criticidade “alta”, ou seja, ao valor de 87%. • Na proposta deste trabalho, para 58% dos equipamentos, os valores quantitativos de criticidade tiveram um aumento em relação ao resultado obtido pela proposta de Fuentes (2006). Do ponto de vista qualitativo, em 35% dos equipamentos registrou-se uma alteração de classificação de criticidade. Isto sugere que o modelo proposto ganhou rigorosidade em relação ao modelo de Fuentes (2006). Assim como ocorrido na empresa do setor de mineração, após aplicação do modelo, foi realizada uma reunião com equipe de manutenção para 82 apresentação dos resultados obtidos e discussão sobre a aplicação do modelo. A percepção da equipe de manutenção sobre o modelo proposto foi com descrita a seguir: - Os resultados obtidos no modelo deste estudo ficaram muito próximos da sistemática aplicada na empresa. - Ao testar o modelo com quatro critérios, os resultados obtidos ficaram distantes da criticidade utilizada na empresa. - Ao aumentar o número de critérios de criticidade, conforme sugerido por este trabalho, os resultados obtidos ficaram mais aproximados da criticidade adotada pela empresa na área da ETA. - O modelo proposto foi considerado de fácil utilização e adaptativo, pois há condições de incluir e retirar critérios de criticidade conforme a necessidade. - Assim como na empresa do setor de mineração, a vulnerabilidade do modelo, apontada pela equipe de manutenção da empresa, está nos seguintes aspectos: o Na definição dos pesos das condições de cada critério e do grau de importância dos critérios pois estão condicionados à experiência em manutenção e ao nível de conhecimento da equipe de manutenção para o cenário no qual empresa está inserida. o Na falta de critério da definição das faixas de criticidade que definem o valor qualitativo da criticidade do equipamento. Esta última observação da equipe de manutenção da empresa motivou a realização de um teste de sensibilidade do modelo, a fim de observar o impacto da alteração da faixa de criticidade. Os valores adotados e os resultados obtidos estão descritos no item seguinte. 83 4.3 EFEITO DA ALTERAÇÃO DAS FAIXAS DE CRITICIDADE Como descrito anteriormente, a literatura não apresenta um critério para definir as faixas da classificação da criticidade qualitativa, obtida a partir do valor atingido no cálculo quantitativo da criticidade. Isto trouxe a necessidade de verificar o efeito da alteração das faixas qualitativas de criticidade sobre os resultados, mantendo as mesmas condições informadas em cada critério (pesos). As novas faixas para definição de criticidade são apresentadas na Tabela 18. Tabela 18 - Alteração das faixas para classificação de criticidade Classificação qualitativa da criticidade Faixa de classificação inicialmente adotada Faixa de classificação a ser analisada Baixa CriT <0,5 CriT <0, 30 Média 0,5 >= CriT <0,87 0,30 >= CriT <0,70 Alta CriT > = 0,87 CriT > = 0,70 Fonte: Autoria própria A verificação dos efeitos foi realizada utilizando os dados obtidos nas empresas de mineração e alimentação. O resultado é apresentado nas Tabelas 19 e 20 respectivamente. Tabela 19 - Nova condição de criticidade após de serem alteradas as faixas de criticidadeempresa de mineração Modelo Equipamento Fuentes (2006) Criticidade Calculada (%) Modelo Proposto Faixa inicial Nova faixa Criticidade de de Calculada criticidade criticidade (%) Faixa inicial Nova faixa de de criticidade criticidade Tanque de materia prima (agitador, bomba) 19,17 Baixa Baixa 28,70 Baixa Baixa Moinho 1 72,50 Media ALTA 62,96 Media Media Bomba de insumo 1 34,17 Baixa Media 33,33 Baixa Media Centrifuga 1 47,50 Baixa Media 38,89 Baixa Media (continua) 84 Tabela 19 - Nova condição de criticidade após de serem alteradas as faixas de criticidadeempresa de mineração (continuação) Modelo Equipamento Fuentes (2006) Criticidade Calculada (%) Modelo Proposto Faixa inicial Nova faixa Criticidade de de Calculada criticidade criticidade (%) Faixa Nova faixa inicial de de criticidade criticidade Tanque de produto acabado 1 56,67 Media Media 51,85 Media Media Moinho 2 72,50 Media ALTA 62,96 Media Media Bomba insumo 2 34,17 Baixa Media 33,33 Baixa Media Centrifuga 2 47,50 Baixa Media 38,89 Baixa Media Tanque de produto acabado 2 56,67 Media Media 51,85 Media Media Moinho 3 72,50 Media ALTA 62,96 Media Media Bomba de insumo 3 34,17 Baixa Media 33,33 Baixa Media Centrifuga 3 47,50 Baixa Media 38,89 Baixa Media 56,67 Media Media 51,85 Media Media Tanque de produto acabado 3 Fonte: Autoria própria Na Tabela 19 verifica-se que, ao alterar a faixa de classificação de criticidade, três equipamentos foram classificados com criticidade “alta” ao utilizar os critérios propostos por Fuentes (2006) e somente um foi classificado com criticidade “baixa”. Na proposta deste trabalho 12 equipamentos foram classificados com criticidade “média” e um com criticidade “baixa”. Houve uma modificação significativa na classificação da criticidade dos equipamentos e como conseqüência seria a alteração de qual o tipo de manutenção que deveria ser adotada para cada equipamento. Ao considerar os critérios de Fuentes (2006) os planejadores de manutenção teriam que ter maior cuidado com os equipamentos com criticidade “alta” e o gasto com manutenção tenderia a ser maior, pois a freqüência de intervenção seria menor que se utilizar os critérios propostos por este trabalho. A Tabela 20 mostra os dados obtidos quando aplicado o modelo com a nova faixa de classificação de criticidade na empresa do setor alimentício. 85 Tabela 20 - Nova condição de criticidade após de serem alteradas as faixas de criticidadeempresa de alimentação (continua) Modelo Equipamento Fuentes (2006) Critici- Criticidadade de Empre- Calculasa da (%) Faixa inicial de criticidade Nova faixa de criticidade Modelo Proposto Faixa Criticidade inicial Calculada de (%) criticida de Nova faixa de criticidade Poço 1 - eta Alta 56,3 Media Media 68,1 Media Media Poço 4 - eta Alta 56,3 Media Media 68,1 Media Media Caixa d'água nº1 - eta Media 51,3 Media Media 50,4 Media Media Caixa d'água nº2 - eta Media 51,3 Media Media 50,4 Media Media Caixa d'água nº3 - eta Media 51,3 Media Media 50,4 Media Media Caixa d'água nº4 - eta Media 51,3 Media Media 50,4 Media Media Caixa d'água nº5 - eta Media 59,6 Media Media 63,3 Media Media Filtro de carvão nº1 eta Media 59,6 Media Media 63,3 Media Media Filtro de carvão nº2 eta Media 51,3 Media Media 50,4 Media Media Filtro de areia nº1 - eta Media 51,3 Media Media 50,4 Media Media Filtro de areia nº2 - eta Media 51,3 Media Media 50,4 Media Media Filtro de areia nº3 - eta Media 51,3 Media Media 50,4 Media Media Bomba de recalque 1 eta Media 47,9 Baixa Media 52,4 Media Media Bomba de recalque 2 eta Media 47,9 Baixa Media 52,4 Media Media Bomba de água semitratada 1 eta Media 56,7 Media Media 56,3 Media Media Bomba de água semitratada 2 eta Media 56,7 Media Media 56,3 Media Media Bomba de água semitratada 3 eta Media 56,7 Media Media 56,3 Media Media Bomba de água tratada 4 - eta Media 46,7 Baixa Media 52,6 Media Media Bomba de água tratada 5 - eta Media 46,7 Baixa Media 52,6 Media Media Bomba dosadora floculador 1 - eta Media 47,9 Baixa Media 52,4 Media Media Bomba dosadora floculador 2 - eta Media 47,9 Baixa Media 52,4 Media Media Bomba hidrante 1 - eta Media 19,2 Baixa Baixa 41,5 Baixa Media 86 Tabela 20 - Nova condição de criticidade após de serem alteradas as faixas de criticidadeempresa de alimentação (continuação) Modelo Fuentes (2006) Modelo Proposto Critici- Criticidadade de Empre- Calculasa da (%) Faixa inicial de criticidade Nova faixa de criticidade Bomba hidrante 2 - eta Media 19,2 Baixa Baixa 41,5 Baixa Media Misturador de solução de aluminio - eta Baixa 46,7 Baixa Media 55,4 Media Media Misturador de solução de barrilha - eta Baixa 46,7 Baixa Media 55,4 Media Media Baixa 46,7 Baixa Media 55,4 Media Media Equipamento Misturador de solução de betonita - eta Fonte: Autoria própria Faixa Criticidade inicial Calculada de (%) criticida de Nova faixa de criticidade Os dados obtidos através dos critérios de Fuentes (2006), a Tabela 20 mostra que, ao modificar a faixa de classificação de criticidade, em nove equipamentos que haviam sido classificados com criticidade “baixa”, foram reclassificados com criticidade “média”. Isto representa uma alteração em 34% do total dos equipamentos. Os demais mantiveram com a mesma classificação obtida na faixa de classificação sugerida por Fuentes (2006). A Tabela 20 mostra que ao utilizar os critérios da proposta deste trabalho, dois equipamentos que haviam sido classificados com criticidade “baixa”, foram reclassificados com criticidade “media”. Isto representa 8% do total dos equipamentos. Os demais mantiveram com a mesma classificação sugerida por Fuentes (2006). Pela Tabela 20 observa-se que ao alterar a faixa de classificação a metodologia de Fuentes (2006), com quatro critérios de criticidade, aproximouse mais da classificação utilizada pela empresa, a qual classifica três equipamentos com criticidade “baixa”, um com criticidade “alta” e os demais com criticidade “média”. No caso para a proposta deste trabalho, todos os equipamentos foram classificados com criticidade “média” ao utilizar a nova faixa 87 de classificação, contrapondo com dois equipamentos classificados com criticidade “baixa” utilizando a faixa proposta por Fuentes (2006). A alteração na faixa de criticidade pode provocar aumento de gastos com a manutenção, pois as atenções que seriam dadas aos equipamentos com criticidade “média” seriam maiores do que os equipamentos classificados com criticidade “baixa”. Tal situação poderia comprometer a contribuição da manutenção no alcance dos objetivos estratégicos da empresa. 88 5 CONCLUSÕES A proposição deste trabalho foi a de contribuir na classificação da criticidade dos equipamentos dos processos produtivos industriais através da modificação e adaptação de modelos prévios existentes na literatura. Neste sentido, os objetivos do trabalho foram atendidos, pois houve a contribuição na construção de um modelo de criticidade alternativo, flexível e de fácil utilização que permite a rápida visualização de resultados de maneira qualitativa e quantitativa, como verificado na prática nas empresas onde foi aplicado. Durante o desenvolvimento e aplicação do novo modelo verificou-se que o mesmo apresenta os seguintes aspectos fortes e vulneráveis: a) Aspectos fortes: i. A utilização da matriz de Mudge para colocar os critérios de criticidade de acordo com o grau de importância resgata um procedimento para o cálculo do ponderador de cada critério; ii. A introdução da classificação da criticidade de forma qualitativa (alta, média, baixa), em vez de utilizar a forma quantitativa (%) traz como benefícios: 1. Visualização facilitada e melhor compreensão dos resultados obtidos; 2. Possibilidade de agrupamento dos equipamentos de acordo com a criticidade, dando agilidade e facilitando o trabalho dos técnicos de manutenção no planejamento do trabalho; iii. O aumento do número de critérios na avaliação da criticidade de um equipamento permite aos gestores mapear os critérios nos quais a gestão da manutenção está mais vulnerável; iv. Assim como verificado no trabalho de Fabro (2003), a aceitação da matriz de Mudge para a ponderação dos critérios de 89 criticidade foi expressiva por parte dos gestores de manutenção das empresas onde foi aplicado o modelo; b. Aspectos vulneráveis: i. A para definição do peso das condições dos critérios de criticidade é ainda fortemente dependente da experiência dos gestores de manutenção; ii. Assim como nos trabalhos de pesquisa consultados a definição da faixa de valores para a classificação de forma qualitativa da criticidade dos equipamentos não está plenamente estabelecida. Assim como a alteração nesta classificação poderá mudar o tipo de manutenção que determinados equipamentos estarão submetidos, com conseqüências no atingimento dos objetivos estratégicos da empresa. O modelo proposto conseguiu que as preocupações de Fabro (2003) referentes às possíveis dificuldades de aplicar o seu modelo em empresas com problemas de gestão e conhecimento de planejamento estratégico, fossem mitigadas através da escolha de critérios de criticidade que apresentam maior facilidade de compreensão pelos gestores de manutenção. 90 6 SUGESTÕES PARA TRABALHOS FUTUROS A partir do estudo desenvolvido e, como sugestão para trabalhos futuros, as próximas pesquisas poderiam envolver: - Alternativas metodológicas para a escolha de faixas mais apropriadas de criticidade por tipo ou segmento de processos industriais; - Outros procedimentos para a definição do peso das condições dos critérios de criticidade, a qual está dependente da experiência dos gestores de manutenção; trabalho. A utilização da lógica Fuzzi na metodologia proposta neste 91 REFERENCIAS ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6023: informação e documentação: referências: elaboração. Rio de Janeiro, 2002. ______. NBR 14653 – Avaliação de Bens . Rio de Janeiro, 2006. ______. NBR 5462 – Confiabilidade e Mantenabilidade. Rio de Janeiro, 1994. BELMONTE, L. D., SCANDELARI, L., MARÇAL, R.F.M., KOVALESKI, J.L.. Gestão da manutenção auxiliada pela gestão do conhecimento. Anais do XXV Encontro Nacional de Engenharia de Produção (ENEGEP), Porto Alegre, 2005. Disponível em: http://pg.utfpr.edu.br/dirppg/ppgep/ebook/2005/E-book%202006_artigo%2034.pdf. Acessado em: 15 mar 2010. CASSADY C., MURDOCK W., POHL E. Selective maintenance for support equipment involving multiple maintenance actions. European Journal of Operational Research. 129. 2001. CSILLAG, João Mario. Análise do valor: metodologia do valor. 4 ed., ampl. e atual. São Paulo: Atlas, 1995. 370 p. ISBN 85-224-1272-3 FABRO, E. Modelo para planejamento de manutenção baseado em Indicadores de criticidade de processo. Dissertação de Mestrado. Programa de Pós-graduação em Engenharia de Produção Universidade Federal de Santa Catarina, 2003. Disponível em: http://aspro02.npd.ufsc.br/pergamum/biblioteca/index.php?resolution2=1024_1, acessado em: 14 nov 2009. FUENTES, F. F. S.. Metodologia para inovação da gestão da manutenção industrial. Tese de Doutorado. PPEM, Universidade Federal de Santa Catarina. 2006. Disponível em: http://aspro02.npd.ufsc.br/pergamum/biblioteca/index.php?resolution2=1024_1. Acesso em: 30 out 2009. FURMANN, J. C.. Desenvolvimento de um modelo para melhoria do processo de manutenção mediante a análise de desempenho de equipamentos. Dissertação de Mestrado Programa de Pós Graduação em Engenharia de ProduçãoUniversidade federal de santa Catarina. 2002. Dsiponível em: http://aspro02.npd.ufsc.br/pergamum/biblioteca/index.php?resolution2=1024_1. Acessado em: 25 nov 2009 GURSKI C. A. e RODRIGUES M. Administrando estrategicamente a manutenção. Anais do XXVIII Encontro Nacional de Engenharia de Produção (ENEGEP) - A integração das cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro , 2008. 92 MARQUES, A., MARÇAL, R. F. M., NETO, A. A. B., PILLATI, L. A.. Os principais equipamentos utilizados nas empresas de beneficiamento de mármore e granito, suas funções e importância no processo. Anais do XIII SIMEP, Bauru, novembro, 2006. Disponível em: http://www.simpep.feb.unesp.br/anais/anais_13/artigos/604.pdf. Acessado em: 20 ago 2009 MIRSHAWKA, Victor e OLMEDO, Napoleão Lopes. Manutenção – Combate aos custos da não eficácia – a vez do Brasil. São Paulo: Editora MAKRON BooksMacGraw Hill, 1993. MONCHY, Francois.A função manutenção.Editora Ebras/Durban, São Paulo 1989. MURTHY D.N.P., A. Atrens e ECCLESTON J. A. Strategic maintenance management. Journal of Quality in Maintenance Engineering. MCB University Press, 2002. - 4 : Vol. 8. - pp. 287-305. Disponível em: http://www.emeraldinsight.com/journals.htm?articleid=843306. Acessado em: 20 jul 2009. PINTO, Alan Kardec; XAVIER, Júlio Aquino Nascif. Manutenção: função estratégica. 3. ed. Rio de Janeiro: Qualitymark, 2009. xvi, 361 p.. PINTO, Alan Kardec; XAVIER, Júlio Aquino Nascif; BARONI, Tarcísio. Gestão estratégica e técnicas preditivas. Rio de Janeiro: Qualitymark; ABRAMAN Associação Brasileira de Manutenção, 2002. 136 p.. PORTER, M. E.. How competitive forces sharpe strategy. Haward Bussiness Review, Março/Abril,1979. SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3. ed. São Paulo: Atlas, 2009. xv, 703 p. ISBN 9788522453535. SELLITTO, Miguel Afonso, WALTER, Claudio. Medição e pré controle do desempenho de um plano de ações estratégicas em manufatura. Revista Gestão Produção, v.12, p 443-458, setembro-dezembro, 2005. Disponível em: http://www.scielo.br/pdf/gp/v12n3/28031.pdf, Acessado em:20 mar 2010 TAVARES A. Indices de mantenimiento. RM. Revista de Mantenimiento - Chile – N°32.2000; Dispinível em: http://www.uruman.org/Invitacion%20al%20curso%20IDM.pdf. Acessado em 11/04/2010. TAVARES, Lourival Augusto. Manutenção centrada no negócio. Rio de Janeiro: Novo Polo Publicações e Assessoria Ltda, 2005. 157 p. 93 APÊNDICE I – MATRIZ DE MUDGE – DETALHE DE CÁLCULO Para a definição do grau de importância dos critérios de criticidade foi utilizado a avaliação numérica de relações funcionais de Mudge. Tome-se como exemplo a Tabela 21, já preenchida. Tabela 21 – Matriz de Mudge Matriz de decisão de Mudge para levantamento do grau de importância B Peso C Peso D Peso A A 1 E Peso F 5 1 1 1 A B F D F F A 1 D 3 A B B C 3 B 3 E C C D 1 D D E E E E F Peso 1 1 3 1 1 G H I G Peso H Peso I Peso G 1 A 5 A 1 B 1 B 1 I 1 G 1 C 1 C 1 G 1 H 1 D 1 G 3 H 1 I 1 F 1 H 1 I 1 G H 1 I 1 H I 1 I Soma 14 6 5 6 3 5 6 4 5 54 % 25,9% 11,1% 9,3% 11,1% 5,6% 9,3% 11,1% 7,4% 9,3% 100,0% Abaixo segue as condições para preenchimento: a) Definição dos critérios de criticidade, conforme exemplo do Quadro 6. Critérios de Criticidade A B C D E F G H I Velocidade de manifestação da falha -Período P-F Segurança do pessoal e do ambiente Custos de parada de produção Custos de reparação Documentação Origem Gargalo Mão de obra Idade equipamento Quadro 6 – Critérios de criticidade – exemplo apêndice. b) Peso para avaliação dos critérios: Os valores a serem inseridos nas colunas “Peso” para avaliação dos critérios de criticidade são os seguintes: 5 - Critério muito mais importante que o critério precedente; 94 3 - Critério moderadamente mais importante que o critério precedente; 1 - Critério com pouca importância a mais que o critério precedente. c) Avaliar cada critério em relação aos critérios precedentes. Exemplo: Na Tabela 21 o critério “C” deve ser avaliado em relação aos critérios “A” e “B”. O critério “E” deve ser avaliado em relação aos critérios “A”, “B”, “C” e “D”. Tomando o exemplo do critério “D” na Tabela 21, o mesmo foi avaliado conforme abaixo: a. Em relação ao critério “A”: o critério “D” prevalece em relação ao critério “A” e o peso desta avaliação é 3, o que significa que o critério “D” é moderadamente mais importante que o critério “A”. b. Em relação ao critério “B”: o critério “B” prevalece em relação ao critério “D” e o peso desta avaliação é 3, o que significa que o critério “B” é moderadamente mais importante que o critério “D”. c. Em relação ao critério “C”: o critério “D” prevalece em relação ao critério “C” e o peso desta avaliação é 1, o que significa que o critério “D” tem pouca importância a mais que o critério “C”. d) Na coluna “Soma” deve ser a informada a soma dos pesos correspondentes que cada critério obteve na Matriz. Exemplo: Na Tabela 22 tem-se os pesos atribuídos para o critério “B”. O valor obtido foi: soma=(“B” x “D”=3) + (“B” x “F”=1) + (“B” x “G”=1) + (“B” x “H”=1)= 6. Tabela 22 – Matriz de Mudge soma dos pesos do critério “B” Matriz de Decisão de Mudge para levantamento do grau de importância B Peso C Peso D Peso E Peso F Peso G Peso H Peso I Peso Soma % 6 11,1% 54 100,0% A B B C D E F G H I B B 3 1 B 1 B 1 C D E F G H I 95 e) Na coluna “%” é obtido o grau de importância de cada um dos critérios, cujo valor é obtido através da divisão do valor da soma de cada critério pela soma dos pesos de todos os critérios.Exemplo: para o critério “A” a soma foi 14; A soma de todos os critérios foi 54. Dividindo 14 por 54 e multiplicando por 100 obtém-se o valor percentual de 25,9%, que é o grau de importância do critério “A”. Para o critério “B” o grau de importância obtido foi de 11,1%. 96 ANEXO I – MANUAL DE OPERAÇÃO Tela Principal A primeira tela da ferramenta mostra a sequencia que os dados devem ser inseridos para obter a criticidade dos equipamentos de um determinado processo. São divididos em quatro etapas: - Etapa 1 - Dados Mestres: definidos os critérios e as faixas de criticidade; - Etapa 2 - Pesos: definição dos pesos das condições de cada critério de criticidade; - Etapa 3 – Grau de Importancia: cálculo de grau de importância de cada critério de criticidade; - Etapa 4 – Cálculo da Criticidade – onde são informados e avaliados a condição dos equipamentos frente a cada critério de criticidade. 97 Abaixo seguem os passos para utilização da ferramenta: Etapa 1 – Dados Mestres 1-Clicar em “ criticidade. ” para acessar a tela de definição dos critérios e das faixas de Tela de definição dos critérios e faixas de criticidade. a- Informar os critérios de criticidade de acordo com os objetivos estratégicos da empresa; b- Informar as faixas mínimas para que um equipamento seja classificado com criticidade alta e baixa. No exemplo, para ser classificado com criticidade alta o valor calculado da criticidade deve ser maior que 87%. Se o valor calculado for maior que 50% e menor que 87% o equipamento será classificado com criticidade média. Caso o valor calculado for menor que 50%, então o equipamento será classificado com criticidade baixa. c- Clicar em “Voltar” para retornar a tela principal. 98 Etapa 2 – Pesos 2-Clicar em “ ” para acessar a tela de definição dos pesos das condições de cada critério de criticidade. Tela para definição dos pesos das condições dos critérios de criticidade. a- Informar as condições de cada critério de criticidade; b- Informa os pesos para cada condição; c- Clicar em “Voltar” para retornar a tela principal. 99 Etapa 3 – Grau de Importancia 2-Clicar em “ ” para acessar a tela para o cálculo do grau de importância de cada critério de criticidade Tela para definição do grau de importância dos critérios de criticidade. a- Informar o critério e o peso da gravidade do critério avaliado em relação aos anteriores. No exemplo o critério “B” está sendo avaliado em relação ao critério “A”. b- Na coluna de “Soma” tem-se a soma dos pesos que cada critério obteve. Na coluna “%” tem-se o grau de importância de cada critério em relação a soma total dos pesos. No exemplo, o critério “A” obteve o grau de importância de 25,9% e o critério “E” obteve 5,6%. c- Clicar em “Voltar” para retornar a tela principal. 100 Etapa 4 – Cálculo da criticidade 3-Clicar em “ ” para acessar a tela para o cálculo da criticidade Tela para cálculo da criticidade. a- Digitar a relação dos equipamentos que serão classificados conforma sua criticidade; b- Digitar “1’ na condição que melhor define a situação do equipamento para o critério de criticidade no momento da avaliação. Repetir a operação para cada critério de criticidade. Ao final, na coluna “%” tem-se o valor quantitativo da criticidade do equipamento analisado e na coluna “Condição” tem-se o classificação qualitativa da criticidade. c- Repetir o passo “b” para todos os equipamentos listados; d- Salvar a planilha. e- Clicar em “Voltar” para retornar a tela principal. 101 ANEXO II - OBJETIVOS ESTRATÉGICOS DA EMPRESA SEGUNDO FABRO (2003) Objetivo estratégico: Flexibilidade de mix de produto Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Requisitos dos consumidores Adaptar os produtos aos requisitos dos consumidores Tempo de adaptação Quebras de equipamentos Planejamento adequado manutenção Disponibilidade dos equipamentos, MTBF,MTTR Diferença entre o previsto e a demanda real Proporcionar ajustes na capacidade de produção Acuracidade entre o previsto e o realizado Falhas dos fornecedores internos e externos Criar Relatórios de auditorias Falta de automação Automatizar fábrica Tempo de operação, setup, Falta de integração do sistema de informação na manufatura Adequar o sistema de informação na manufatura Número de consultas, tempo de resposta Falta de polivalência dos operadores na execução das tarefas Treinar operadores p/ a polivalência de tarefas Número médio operadores Alto tempo de set-up Reduzir tempo de set-up Tempo de set-up Baixa tecnologia de processo da operação Implementar novas tecnologias aos processos de operação Eficiência do processo, redução de custos de operação Lay-out pouco funcional Adequação do lay-out Eficiência do Processo, tempos de transporte Alto tempo de reprogramação de produção. Flexibilizar a produção de comprometimento fornecedores programação dos de de tarefas Tempo para reprogramação Objetivo estratégico: Equipamentos Gargalo Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Equipamentos sem standby Planejamento de manutenção adequado, aquisição de equipamento novo Disponibilidade, MTBF, MTTR dos 102 Objetivo estratégico: Qualidade do produto Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Má Adequar manutenção equipamentos dos Não-conformidades relativas a falhas de equipamento de Não-conformidades geradas por problemas com instrumentos qualidade por equipamento falhas de Instrumentos de medida inadequados Adequação dos medida Pessoal sem treinamento ou com treinamento inadequado Treinamento adequado do pessoal Horas de treinamento por funcionário Logística interna inadequadas Adequar logística interna e externa Índice de defeitos ocasionados por transporte /armazenagem inadequados Falta de sistema de gestão da qualidade Implementação de sistema de gestão da qualidade Não-conformidades externas Métodos e instruções de trabalho faltando ou inadequadas Criação/adequação de métodos/instruções de trabalho Não-conformidades externas e externa instrumentos internas e Objetivo estratégico: Confiabilidade no prazo de entrega Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Falhas/quebras de equipamentos Melhorar planejamento manutenção preventiva Disponibilidade, MTBF, MTTR Alto absenteísmo dos funcionários Controlar absenteísmo Ìndice de absenteísmo Problemas de qualidade Melhorar qualidade Índice de defeitos, conformidades Atrasos de fornecedores Qualificar e fornecedores Sistema de informação inadequado Adequar sistema de informação de comprometer Índice de pontualidade Tempo de resposta Não- 103 Objetivo estratégico: Custo do produto Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Atividades que não agregam valor Eliminar atividades que não agregam valor Mapa orçamentario Altos lead-times Reduzir lead-times Índice de lead-times Alto índice de work-inprocess Reduzir work-in-process Inventário Alto índice de refugo/retrabalho Reduzir índices de refugo/retrabalho Ìndice de refugo Sistema de informações inadequado Adequar sistema de informação Disponibilidade geral do sistema informatizado Objetivo estratégico: Acidentes de trabalho Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Elevado número de acidentes Realizar programa de prevenção de acidentes Índice de acidentes Reduzir grau de equipamentos dos Índice de acidentes Grau de risco equipamentos elevado dos risco Não cumprimento dos métodos/instruções de trabalho pelos funcionários Programa de prevenção de acidentes, treinamento/ Conscientização e auditorias periódicas Índice de acidentes Não cumprimento das normas de segurança pelos funcionários Programa de prevenção de acidentes, treinamento/ Conscientização e auditorias periódicas Índice de acidentes Uso não correto de EPI e sistemas de proteção dos equipamentos Programa de prevenção de acidentes, treinamento/ Conscientização e auditorias periódicas Índice de acidentes 104 Objetivo estratégico: Atendimento da legislação ambiental Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Falta Adequação da fábrica a legislação ambiental Indicadores Ambientais Falta de treinamento/comunicação a respeito Treinar/comunicar as pessoas Indicadores Ambientais Alta taxa de geração de poluição Programas de melhoria de ambiente Não-conformidades ambientais, reclamações da comunidade Altos investimentos necessários para adequação à legislação Priorizar ações de acordo disponibilidade de recursos de infra-estrutura atendimento para a Investimento por ação Objetivo estratégico: Atendimento a Legislação do Produto Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Equipamentos e processos inadequados para atender a especificações do produto Adequar equipamentos e processos para atender a especificações do produto Índice de refugo e perdas no processo relativo aos produtos novos Objetivo estratégico: Falhas de funcionamento de equipamentos Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Elevado número de quebras e tempo para conserto Planejamento adequado manutenção de Disponibilidade, MTBF, MTTR Utilização inadequada equipamentos dos Definir padrões de utilização, treinamento e auditorias Disponibilidade, MTBF, MTTR Componentes de reposição de má qualidade Selecionar e definir marcas de componentes e fornecedores Índice de falhas por problemas de componentes Equipamentos ultrapassados Reformar ou adquirir equipamentos novos Disponibilidade, MTBF, MTTR 105 Objetivo estratégico: Velocidade (Lead time) Obstáculo no atingimento do objetivo estratégico Como converter o obstáculo em Fator Crítico de Sucesso e atingir o Objetivo Indicador/ Medidor Altos lead-times Baixar lead-times Índice de lead-times Altos tempos de set-up Reduzir tempos de set-up Tempos de set-up Falhas/atrasos de planejamento e programação de PCP Rever sistema de PCP Índice de pontualidade Falta Conhecer/Pesquisar mercado de previsões confiáveis de vendas melhor o Acuracidade entre o previsto e o realizado Alto índice de work-inprocess Baixar índice de work-inprocess Gargalos no fluxo de produção Reduzir gargalos produção Sistema de informação lento Atualizar/adequar informação Falhas/Quebras de equipamentos Adequar planejamento manutenção Falhas nos padrões de qualidade Rever padrões de qualidade Índice de defeitos do produto Alto índice de refugo e retrabalho Reduzir índice de refugo e retrabalho Índice de refugo Atrasos de matéria-prima Obter comprometimento fornecedores Taxa de atraso de entrega Excesso de decisões processo durante o Grandes lotes Excesso de atividades que agregam valor ao produto não Tecnologia de processo desatualizada no fluxo sistema Inventário de Tempos de operação equipamentos de Tempo de resposta de MTBF, MTTR, Disponibilidade dos dos Rever fluxo do processo Acuracidade entre o previsto e o realizado Reduzir lotes Inventário Reduzir/eliminar atividades que não agregam valor ao produto (automatizar) Tempo das atividades Atualização da processo Eficiência do processo tecnologia de Redução de custos Lay-out inadequado Adequação do lay-out Eficiência do processo e tempo de transporte Pessoal com treinamento insuficiente Treinar pessoal Horas de treinamento por funcionário
Baixar