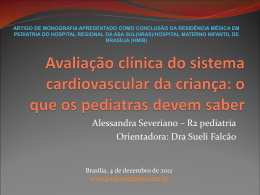
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
As máquinas de moldagem por sopro derretem as resinas de plástico numa extrusora e
empurram o plástico derretido para o cabeçote {1} o qual dá forma ao plástico derretido,
chamado de pré-forma {3}. A pré-forma é, em seguida, cortada no comprimento desejado e
transferida para uma cavidade {2} dentro do molde onde o ar comprimido é injetado por um
pino ou agullha de sopro na pré-forma {4}. A medida em que a pressão aumenta dentro da préforma, a forma da cavidade se expande.
O ar ambiente da pré-forma e do molde vaza através dos orifícios {5} projetados no molde. A
água fria corre contínuamente pelos canais da refrigeração {6} ao redor da cavidade no molde
{7}, esfriando o molde para uma
temperatura baixa. A principal diferença
da temperatura quente da pré-forma e da
temperatura fria da superfície da
cavidade, permite com que o forte calor
seja retirado do plástico derretido
moldado. O produto formado {8} se
solidifica devido ao resfriamento, e se
mantém no formato da cavidade. O molde
é então aberto {E} e o produto é
transferido para a estação de cortes, onde
as partes em excesso são retiradas.
A superfície interna do molde (parte oca)
permanece com uma temperatura mais
alta durante o processo da refrigeração.
A diferença maior entre a temperatura
exterior e a interior causa a tensão do
material.
1 of 6
BACKGROUND
A espessura das paredes laterais de uma
peça moldada por sopro nunca é
distribuída por igual. O resfriamento na
superfície do molde também não é igual. A
transferência do calor nas partes mais
espessas de um produto moldado por
sopro (como o gargalo e os cantos do
fundo da garrafa ilustrados) é diferente nas
partes mais finas (como as paredes ou
laterais de superfícies largas). De fato, isto
causa mais tensão e distorção nos
produtos moldados por sopro. A tensão do
material gera um produto de qualidade
inferior e o produto pode ser reprovado
nos testes de vazamento, de carregamento,
e de descarregamento. Os moldadores do
processo a sopro são frequentemente
forçados a aumentar a espessura das
laterais para até 10% para produzir um
produto bom e para passar nos testes. O
aumento do peso está diretamente ligado ao aumento dos custos dos materiais e ao
prolongamento do tempo do processo. O tempo da refrigeração, que é o processo mais
longo de todo o processo da moldagem, é frequentemente prolongado para que o calor
penetre através das paredes do molde atingindo até o centro do molde, mas existe uma
diferença na temperatura. Estendendo-se o tempo da refrigeração, retardaria a produção e
diminuiria o lucro.
Se a temperatura da água resfriada no molde for reduzida, poderia se obter uma
melhora limitada. Sugere-se usar água resfriada pura com temperatura mínima de 6°C a
8°C. Os índices do fluxo da água resfriada devem ser altos para criar um fluxo de água
turbulento nos canais do resfriamento do molde.
Um anti-congelante pode ser adicionado na água resfriada para se conseguir uma
temperatura baixa, porém existem suas desvantagens. Os agentes anti-congelantes
normalmente possuem uma condutividade termal baixa que reduz a retirada do calor do
molde. Além do mais, a maioria destes agentes possue uma viscosidade alta que abaixa o
desempenho da bomba de àgua e reduz os índices do fluxo da água.
Reduzindo a temperatura abaixo do ponto de orvalho do ar ambiente, permitiria que
a condensação se formasse nas superfícies do molde adicionando assim, mais um
problema para o processo (Veja a Proteção da Área do Molde).
O pós-resfriamento com a troca interna do ar adiciona uma etapa no processo e
requer mais espaço e equipamento. A tensão do material pode acontecer durante o
processo do resfriamento do molde ou na transição do molde para a estação de pósresfriamento.
www.farragtech.com
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
Um sistema de injeção com o líquido Nitrogênio ou o líquido Dióxido de Carbono
injetado em forma de névoa dentro do produto durante seu processo de moldagem,
provou ser muito dispendioso e não ideal para a refrigeração interna. É difícil de guiar
a névoa para as áreas desejadas no produto e, a quantidade exata do líquido injetado varia
de ciclo em ciclo. O sistema é também perigoso e complicado. A dependência do
suprimento do líquido e o seu aumento constante de preço são fatores que também devem
ser considerados.
BACKGROUND
A próxima ilustração mostra a influência do design do pino de sopro e dos conjuntos
de válvulas de sopro na distribuição interna do ar dentro dos produtos moldados a
sopro. O exemplo (A) ) mostra a troca de pouco ou de nenhum ar, (B) e (C) mostram uma
distribuição irregular e (D) mostra uma troca e distribuição perfeita do ar.
Os senhores Rainer Farrag e Herbert
Maier passaram muitos anos na
Europa desenvolvendo um sistema
ideal da refrigeração interna do ar.
O processo mais lucrativo é aquele que
inclui um sistema de refrigeração
interno com um fluxo de ar aceitável,
com uma temperatura aceitável de não
mais de que 5°C mas, abaixo de -40°C,
e com uma boa troca de ar. Um chiller
de ar comprimido com circuitos
integrados de refrigeração é o coração
do sistema.
Se o ar refrigerado dentro do
produto for trocado durante o tempo
do resfriamento para extrair o calor
das superfícies internas, a tensão do
material e o tempo do resfriamento
reduziriam dramaticamente.
A distribuição correta do ar dentro
do produto é muito importante para
se obter uma melhoria desejada. As
agulhas e os pinos de sopro devem ser
projetadas para cada produto para guiar
o ar às áreas com paredes mais densas
e áreas que não são bem refrigeradas
pelo molde. Criando uma turbulência
no fluxo do ar dentro do produto é
também muito importante.
As válvulas de sopro devem ser projetadas para formar o produto com a mais alta pressão
de ar possível e depois, abaixar esta pressão quando o ar refrigerado está sendo trocado
dentro do produto. Uma pressão suficiente deve ser mantida dentro do produto durante
todo o tempo da refrigeração para manter o contato entre o produto e o molde.
2 of 6
A troca do ar se inicia depois do sopro inicial com o ar estagnado. A duração do sopro
inicial é ajustado
para dar um tempo
suficiente para
formar a peça e
ventilar as cavidades
do molde.
As válvulas {B} e
{C} se abrem e as
válvulas {A} e {D}
se fecham quando se
inicia o processo
sopro.
O
ar
comprimido
{P}
corre para os pinos
de sopro através do
tubo de distribuição
da máquina {M} e
pelo distribuidor do
ar {L}. A ilustração ampliada do pino simples de sopro de configuração coaxial mostra que
o ar flui em ambos os canais em direção ao produto. A pressão no manômetro {G} mostra
uma pressão máxima do ar acessível para o processo. O produto é formado e a cavidade é
completamente ventilada.
www.farragtech.com
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
A troca do ar acontece depois do sopro inicial. As válvulas {B} e {D} se abrem, enquanto
as válvulas {A} e {C} se fecham. O ar agora, flui para o canal exterior do pino de sopro
através do distribuidor
{L}, lava a garrafa
removendo o calor da
superfície interna , flui de
volta (através do canal
interno do pino de sopro e
através do tubo de
distribuição da máquina)
{M} para a válvula
borboleta {E}e finalmente,
o ar é retirado. O
manômetro indica uma
pressão baixa de retorno. A
válvula borboleta ilustrada
é uma válvula manual que
controla e direciona a
pressão de retorno dentro
do produto e os índices do fluxo do ar durante o tempo de refrigeração.
O produto é finalmente
ventilado antes de ser
aberto para se remover o
produto.
As válvulas {A} e {D}se
abrem e as válvulas {B} e
{C} se fecham. Agora a
quantidade do ar dentro do
produto é ventilado para
fora através dos canais do
pino soprador, do tubo de
distribuição da máquina
{M} e do distribuidor {L}.
O manômetro mostra que
não há pressão alguma
dentro do produto e o
molde pode então ser
aberto para que o produto
possa ser transferido para a estação de cortes.
Estas três ilustrações explicam o processo mais simples da refrigeração interna do ar com
um pino coaxial simples de sopro e com uma válvula simples de configuração. O pino de
sopro pode conter múltiplos canais em outros designs e, o conjunto de válvula de sopro
pode diferenciar em outras aplicações.
3 of 6
BACKGROUND
A agulha de sopro requer pelo menos duas agulhas no produto, colocadas o mais
longe possível uma da outra. Ambas as agulhas são usadas para suprir o ar comprimido
para a pré-forma no sopro inicial. Durante o período da refrigeração, as agulhas se
alternam: uma agulha injeta o ar dentro do produto e a outra ventila ar quente para fora do
produto e vice-versa. Todas as agulhas ventilam o ar para fora do produto antes do molde
ser aberto. É claro que, um conjunto diferente de válvulas de sopro é usado quando o
ar é injetado através das agulhas.
A Farrag Tech também desenvolveu o design da agulha coaxial único. Este design é
tão simples de ser utilizado como um pino de sopro.
Os resultados poderiam melhorar se o fluxo do ar fosse aumentado, mas a relação do
fluxo do ar e do tempo da refrigeração não seria linear. Se o ar dentro do produto for
trocado 5 vêzes, isso poderia aumentar a produção para 10%, mas se trocado 10 vezes
durante o tempo da refrigeração, a produção aumentaria para 15%.
Porém, existem fatores que limitam este processo, como o tamanho do pino de sopro, ou
senão, as agulhas de sopro que não possuem a resistência para suportar um índice alto de
troca de ar. O custo do ar comprimido também deve ser levado em consideração.
De fato, os melhores resultados do resfriamento são obtidos com temperaturas baixas
do ar resfriado. Porém, a relação da temperatura do ar com o tempo do resfriamento
também não é linear. Abaixando-se a temperatura de 25° C para 5° C poderia aumentar a
produção para 10%, mas, se a temperatura do ar for reduzida para -10° C, a produção
aumentaria para 15%.
O chiller de ar (uma unidade de água gelada conhecida também como geladeira) com
circuitos integrados de refrigeração não gera riscos e é simples. Ele é constituído dos
seguintes componentes standard: linha de ar comprimido de até 16 bar, uma temperatura
de- 40° C com material isolante, mangueiras flexíveis e válvulas solenóides.
A máquina de moldagem a sopro necessita de um dispositivo que avisa quando o
processo do sopro se inicia. Para isso, as válvulas de sopro são fornecidas com cada
sistema da refrigeração interna do ar.
Este dispositivo sempre se encontra em cada máquina de moldagem a sopro já que é
necessário para operar as válvulas standards num processo convencional a sopro. É
necessário também um dispositivo adicional para controlar o sinal do sopro vindo da
máquina de moldagem para mudar do sopro inicial (com pressão máxima) para a troca do
ar com menor pressão quando o sistema da refrigeração ou resfriamento é usado. Os
controles de muitas máquinas antigas não são capazes de fornecer este sinal para o sistema
da refrigeração do ar interno. Nestes casos, uma caixa de controle externo é necessária para
criar os sinais desejados.
A maioria dos sistemas de controle das máquinas de moldagem não é desenvolvido para
controlar os conjuntos de válvulas nas aplicações de agulhas de sopro com sopros
alternantes. Nestes casos, uma caixa de controle externo também é necessária.
www.farragtech.com
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
A caixa de controle, ilustrada ao
lado, é o cérebro do sistema da
refrigeração do ar interno. Ela é
capaz de controlar 2 estações de sopro
em 2 máquinas de moldagem a sopro
com o terminal inteligente Farrag
(FIT - Farrag Intelligent Terminal)
ou outros controles.
Existem quatro entradas para sinais de
sopro da máquina de moldagem em
20-280V, AC/DC, oito saídas de 24V,
DC, para operar 4 jogos de válvulas
para os sistemas da refrigeração do ar
interno. Um software desenvolvido
pela Farrag Tech para o uso em pela
várias aplicações, pode ser baixado para a caixa de controle, o qual é normalmente,
instalado ao lado da máquina de moldagem ou perto do operador da máquina.Uma caixa de
controle mais simples é também provido com o LOGO timer da Siemens para controlar
dois conjuntos de válvulas.
O sistema da refrigeração interna do ar inclui um dos dois chillers de ar. O Reforçador
da Moldagem a Sopro (BMB – Blow Moding Booster) com uma temperatura de 1-5 ºC e
o chiller do ar de sopro (BAC: Blow Air Chiller) com uma temperatura de ar processado
de até -35 ºC estão disponíveis com os conjuntos completos de válvulas a sopro e com
pinos ou agulhas de sopro individualmente projetados.
O Reforçador da Moldagem a Sopro (BMB- Blow Molding Booster), projetado por
Rainer Farrag, é um chiller de ar comprimido para as aplicações na moldagem a
sopro que não requer manutenção.
A temperatura na saída do ar é projetada para ser acima de 0°C para evitar o congelamento
da condensação da umidade do ar comprimido no trocador (evaporador) de calor dentro do
aparelho .
O chiller, quando possui o
tamanho próprio para a aplicação
da moldagem a sopro, é capaz de
manter uma temperatura do
suprimento do ar comprimido
mais baixo que 5°C. Esta unidade
é refrigerada com água, possue um
um controle de temperatura
constante, é compacta e, é
normalmente instalada em cima da
máquina de moldagem a sopro,
economizando assim mais espaço.
Ela é projetada para trabalhar com
4 of 6
BACKGROUND
qualquer qualidade de ar. A pressão do ar é recomendada a ser colocada entre 6 e 10 bar.
Para refrigerar o circuito de refrigeração é necessário usar água filtrada refrigerada à uma
temperatura máxima de 20° C.
Um aumento de produção de 15% a 35% pode ser esperado com o BMB e os
componentes próprios do sistema de arrefecimento do ar interno.
O sofisticado chiller do ar de sopro (BAC - Blow Air Chiller) foi desenvolvido por
Rainer Farrag para esfriar o ar comprimido para o processo da moldagem com os
sistemas da refrigeração interna do ar para uma temperatura tão baixa quanto -35°
C. O ar comprimido é secado para um ponto de orvalho mais baixo que -40°C antes que
este seja condicionado no trocador de calor (evaporador) da unidade integrada da
refrigeraçäo.
As unidades BAC requerem um suprimento do ar comprimido de boa qualidade e
com um ponto de orvalho pressurizado com não mais de 8°C e um conteúdo de óleo
mais baixo que 0.01 g/m³.
Esta qualidade padrão do ar
está disponível em muitas das
fábricas de moldagens.
Os aparelhos BAC são
chillers de ar comprimido
por água fria e necessitam
de pequenas quantidades de
água fria filtrada em uma
temperatura máxima de
15°C. Na verdade, este
aparelho não precisa de
manutenção quando uma
boa qualidade de ar e de
água (padrão da indústria)
são usados neste aparelho.
Os filtros de ar são
providenciados com cada
unidade para uma proteção
maior do equipamento.
As unidades BAC são
equipadas com um terminal
inteligente Farrag (FIT:
Farrag
Intelligent
Terminal), que é um microprocessador com um visor de
dados e um visor gráfico para
controle de precisão.
www.farragtech.com
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
Os aparelhos BAC são compactos e podem ser montados diretamente no chão mas, eles
também podem ser instalados em cima de uma plataforma ou em uma extrusora da máquina
industrial de moldagem por sopro.
Um aumento de produção de 25% para 50% pode ser esperado com o uso do sistema
da refrigeração interna do ar e o BAC, quando comparado com o processo
convencional de ar estagnado. Numa moldagem industrial por sopro, foi mostrado que,
em alguns casos, a produção pode aumentar mais que 100%.
Um isolamento de espuma em todas as linhas do ar arrefecido é muito importante para
manter o ar de sopro numa temperatura baixa durante sua transição da unidade para
os intrumentos de sopro.
As experiências com os sistemas da refrigeração interna do ar na indústria da
moldagem a sopro provou que a distribuição da temperatura, através da parede da
peça, é mais uniforme e, a temperatura em todo o produto é menor quando o sistema
da refrigeração interna do ar é eficientemente aplicado. A qualidade do produto
melhora e a produção aumenta com a aplicação deste sistema. O seguinte é um
exemplo prático que mostra a diferença.
Uma garrafa pequena é produzida numa máquina vaivém de moldagem por sopro. A
temperatura da água fria usada para esfriar o molde era de 10°C. A duração de tempo num
processo convencional com sopros de ar estagnado era de 11 segundos com um tempo de
refrigeração de 8 segundos (ilustração à esquerda acima ).
Um ponto específico foi escolhido para medir a diferença da temperatura na parede do
produto. Uma diferença dramática na temperatura foi detectada entre a superfície interna e a
externa.
O sistema a sopro foi então mudada para o sistema da refrigeração interna do ar com o
fornecimento do ar resfriado com uma temperatura de 3°C. A temperatura da água fria
permaneceu igual com a mesma duração de tempo de 11 segundos e, uma duração de 8
segundos para a refrigeração (ilustração do meio). A temperatura média foi mais baixa do
que a temperatura medida no processo convencional a sopro e, tanto a superfície interna
como a externa, a temperatura era mais baixa e, o pico da temperatura se demonstrou no
centro da parede.
5 of 6
BACKGROUND
No terceiro teste (desenho à direita da ilustração), a mesma temperatura da água resfriada e
do ar comprimido foi usado no molde, mas o tempo da refrigeração foi cortado para 5.2
segundos. A duração total do ciclo caiu para 8.2 segundos. A temperatura média foi
somente um pouco
mais abaixo dos
valores
medidos
com o processo
convencional e a
temperatura, tanto
da
superfície
interna como a da
externa,
ficou
somente um pouco
acima.
A
distribuição
da
temperatura
através da parede
mostrou um pico
no meio da parede.
A produção no
primeiro teste foi
de um índice de
327 garrafas por
hora, mas no
último teste, a
producão
aumentou de 33%
para 440 garrafas
por hora.
As amostras foram
coletadas em todos
os testes e as
dimensões foram
colocadas
para
comparação, a qual
claramente
demons- trou que,
a estabilidade de
mehor dimensão
foi
realizada
durante o segundo teste, seguido de amostras com o terceiro teste. As amostras obtidas
durante o processo convencional saíram bem atrasadas.
www.farragtech.com
SISTEMA DA REFRIGERAÇÃO INTERNA DO AR
Os testes de carregamento e de descarregamento foram feitos e, os resultados foram
semelhantes daqueles com testes de dimensão.
O produto mostrado abaixo (7.41, 590 gramas) é uma peça usada na linha de montagem de
carros. Devido ao local desta peça ser situada no carro, este produto (um arrefecedor do
óleo) tem um formato complicado e especial, com partes distendidas e com várias
espessuras e larguras. Para fazer esta peça é preciso usar uma distribuição variada da
temperatura, dificultando com que a peça se insufle.
Por razões de segurança na indústria automobilística, este arrefecedor do óleo tem que ser
forte e não pode sofrer nenhuma tensão, o que é muito difícil de se evitar num processo de
moldagem convencional estagnado. Uma comparação foi feita entre o processo usual e o
processo com a refrigeração do ar interno para justificar o investimento e para obter a
aprovação dos fabricantes de carro para se usar o sistema da refrigeração.
Dados para comparação:
Processo c/ Arrefecimento
ar estagnado do ar interno
Temperatura da pré-forma em °C
195
199
Temperatura da entrada do ar resfriado em °C
11.9
11.4
Temperatura de retorno do ar resfriado em ºC
12.7
12.5
Temperatura do fornecimento do ar comprimido, ºC
20
-29
Temperatura do ar insuflado em ºC
56
Pressão do ar se sopro em bar [psi]
8.5
7.5
Média de consumo do ar em ltr/seg [cfm]
18
Tempo do arrefecimento em ltr/hr
38,000
Tempo do arrefecimento em segundos
44
24
Total tempo do ciclo em segundos
61
41
Índice da produção por hora
59
87.8
48.8
Aumento da produção em %
O cálculo financeiro:
Custo da máquina por hora
Custo de funcionários
Horas de produção diária
Peso do produto em gramas
Custo da resina por kg
Custo da resina por produto
Energia adicional para o arrefecimento
Custo adicional de energia para o
Consumo de ar comprimido em m³/h
Custo do ar comprimido por hora
Custo de fabricação por hora
Custo diário de fabricação
Quantidade de produtos por dia
Custo de fabricação por produto
Lucros diários relativo ao arrefecimento
Investimento no sistema de arrefecimento
Amortização em dias
As amostras foram coletadas novamente durante a produção normal com o sopro do ar
estagnado e depois da transferência para o sistema da refrigeração do ar interno.
6 of 6
BACKGROUND
Processo
Arrefecimento
do ar estagnado do ar interno
117.8
117.8
51.8
51.8
24
24
590
540
1.85
1.85
1.09
1.00
7
0.18
64.91
1.95
234.02
260.75
5,617.00
6,258.00
1,416.00
2,107
3.97
2.97
2,107.00
70,000.00
33.22
AMORTIZAÇÃO: Apenas 33 dias para o retorno financeiro
www.farragtech.com
Baixar